Métodos Estadísticos para la Mejora de la Calidad
74
Métodos Estadísticos para la Mejora de la Calidad 1 Gráfico de Control Muestra Media Línea central = 16,3 UCL = 16,90 LCL = 15,74 0 5 10 15 20 25 15 15,4 15,8 16,2 16,6 17 6 6 σ σ
Transcript of Métodos Estadísticos para la Mejora de la Calidad

Métodos Estadísticos para la Mejora de la Calidad 1
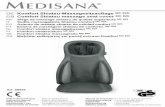
Gráfico de Control
Muestra
Med
iaLínea central = 16,3
UCL = 16,90
LCL = 15,74
0 5 10 15 20 2515
15,4
15,8
16,2
16,6
17
66σσ

Métodos Estadísticos para la Mejora de la Calidad 2
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 3
Gráfico de control: evolución de una característica de la calidad
Gráfico de control por variables: evolución de magnitudes cuantitativas del artículo o servicio
• Longitudes
• Pesos
• Voltajes
• Tiempos de ejecución de una tarea
• Tiempos de atención a un cliente
1. Fundamentos de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 4
• Sea x la variable de interés (por ejemplo, una longitud)
• Los gráficos suelen representar la evolución de un estadístico de x:
Por ejemplo: • la media muestral de x en muestras de tamaño n
• la desviación típica de x en muestras de tamaño n
• el rango de x en una muestra de tamaño n
1. Fundamentos de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 5
Ejemplo: = media muestral de x
Muestra 1:
Muestra 2:
Muestra 3:
Muestra K:

Métodos Estadísticos para la Mejora de la Calidad 6
Representa la evolución temporal de

Métodos Estadísticos para la Mejora de la Calidad 7

Métodos Estadísticos para la Mejora de la Calidad 8
es una variable aleatoria al serlo x

Métodos Estadísticos para la Mejora de la Calidad 9
LCS
LCS: Límite de Control Superior
LCI
LCI: Límite de Control Inferior
lc
lc: línea central

Métodos Estadísticos para la Mejora de la Calidad 10
LCS
LCS: Límite de Control Superior...=
LCI
LCI: Límite de Control Inferior.....=
lc
lc: línea central............................=
Generalmente

Métodos Estadísticos para la Mejora de la Calidad 11
Justificación:Si el proceso está bajo control, es decir, sólo actúan causas de variabilidad no asignables, y permanecerán constantes. Entonces estará prácticamente siempre entre los límites de control

Métodos Estadísticos para la Mejora de la Calidad 12
Por el contrario, si aparecen causas de variabilidad asignables, el proceso estará fuera de control. Al influir factores que antes no influían, las propiedades de cambiarán. Por tanto, y/o serán diferentes. Entonces los límites de control no son válidos. Pueden aparecer valores fuera de los límites.
Justificación:

Métodos Estadísticos para la Mejora de la Calidad 13
Habría que investigar estos puntos, pues es posible que el proceso no estuviese bajo control en esos momentos

Métodos Estadísticos para la Mejora de la Calidad 14
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 15
Estadístico que representamos:
Representamos la evolución de medias muestrales
Si cuando el proceso está bajo control se tiene que
entonces en estado de control se verificará que
2, Gráficos de control para la media

Métodos Estadísticos para la Mejora de la Calidad 16
Gráfico de control general
Gráfico de control para las medias

Métodos Estadísticos para la Mejora de la Calidad 17
Gráfico de control para las medias
Problema: los parámetros y son desconocidos
Se estiman con datos históricos
¡¡¡Sólo son válidos si se toman cuando el proceso está bajo control!!!!
¿Cómo los estimamos?

Métodos Estadísticos para la Mejora de la Calidad 18
1. Tomamos K muestras iniciales de nuestra variable x
Muestra 1:
Muestra 2:
Muestra 3:
Muestra K:
Estimación de y

Métodos Estadísticos para la Mejora de la Calidad 19
2. Para cada muestra, calculamos la media muestral y algún estadístico de dispersión. Por ejemplo, para la muestra 1:
Muestra 1:
Estimación de y
Media muestral:

Métodos Estadísticos para la Mejora de la Calidad 20
2. Para cada muestra, calculamos la media muestral y algún estadístico de dispersión. Por ejemplo, para la muestra 1:
Muestra 1:
Estimación de y
Media muestral:
Medidas de dispersión:

Métodos Estadísticos para la Mejora de la Calidad 21
3. Estimamos μ con la media de las medias
Estimación de y
que es igual a la media de todos los datos

Métodos Estadísticos para la Mejora de la Calidad 22
4. Estimamos σ. Hay varias alternativas
Estimación de y
Problema: es un estimador sesgado de σ
( Nota: es también un estimador sesgado de σ2 )
4.1 Utilizando las desviaciones típicas muestrales

Métodos Estadísticos para la Mejora de la Calidad 23
Problema: es un estimador sesgado de σ
Estimación de y
Solución: se conoce el sesgo
4.1 Utilizando las desviaciones típicas muestrales
está tabulado
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 24
Estimación de y
4.1 Utilizando las desviaciones típicas muestrales4.2 Utilizando las desviaciones típicas corregidas por grados de libertad
Problema: es un estimador sesgado de σ
(Nota: es un estimador insesgado de σ2 )
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 25
Estimación de y
Solución: se conoce el sesgo
4.1 Utilizando las desviaciones típicas muestrales4.2 Utilizando las desviaciones típicas corregidas por grados de libertad
está tabulado
Problema: es un estimador sesgado de σ
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 26
Estimación de y
4.1 Utilizando las desviaciones típicas muestrales4.2 Utilizando las desviaciones típicas corregidas por grados de libertad4.3 Utilizando los rangos muestrales
Problema: es un estimador sesgado de σ
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 27
Estimación de y
4.1 Utilizando las desviaciones típicas muestrales4.2 Utilizando las desviaciones típicas corregidas por grados de libertad4.3 Utilizando los rangos muestrales
Problema: es un estimador sesgado de σ
Solución: se conoce el sesgo
está tabulado
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 28
Estimación de y
4.1 Utilizando las desviaciones típicas muestralesRESUMEN
4.2 Utilizando las desviaciones típicas corregidas por grados de libertad
4.3 Utilizando los rangos muestrales
4. Estimamos σ. Hay varias alternativas

Métodos Estadísticos para la Mejora de la Calidad 29
Usando desv. típica
Gráfico de control para las medias

Métodos Estadísticos para la Mejora de la Calidad 30
Gráfico de control para las medias
Usando desv. típ. corregida

Métodos Estadísticos para la Mejora de la Calidad 31
Gráfico de control para las medias
Usando rangos

Métodos Estadísticos para la Mejora de la Calidad 32
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 33
1. Usando desv. típica corregida: evolución del estadístico
2. Usando rangos: evolución del estadístico
3. Gráficos de control para la dispersión

Métodos Estadísticos para la Mejora de la Calidad 34
1. Usando desv. típica corregida: evolución del estadístico
3. Gráficos de control para la dispersión

Métodos Estadísticos para la Mejora de la Calidad 35
1. Usando desv. típica corregida:
Con k muestras iniciales
Depende de
3. Gráficos de control para la dispersión

Métodos Estadísticos para la Mejora de la Calidad 36
1. Usando desv. típica corregida:
B3,B4,B5,B6 en tablas
3. Gráficos de control para la dispersión

Métodos Estadísticos para la Mejora de la Calidad 37
2. Usando rangos:
De forma análoga, usando k muestras iniciales...
D3,D4 en tablas
3. Gráficos de control para la dispersión

Métodos Estadísticos para la Mejora de la Calidad 38
Procedimiento general para la construcción de gráficos de control por variables
1. Se toman k muestras iniciales de tamaño n
2. Se estiman μ , σ
3. Se representan las k muestras en los gráficos de medias y dispersión

Métodos Estadísticos para la Mejora de la Calidad 39
Fuera de los límites!!!

Métodos Estadísticos para la Mejora de la Calidad 40
1. Se toman k muestras iniciales de tamaño n
2. Se estiman μ , σ
3. Se representan las k muestras en los gráficos de medias y dispersión
4. Se eliminan las muestras que están fuera de los límites y se recalculan los gráficos
5. Se repiten los pasos 3-4 hasta que estén todas las muestras en los límites
Procedimiento general para la construcción de gráficos de control por variables

Métodos Estadísticos para la Mejora de la Calidad 41
Se eliminan la 6,8,9,11 y 19

Métodos Estadísticos para la Mejora de la Calidad 42

Métodos Estadísticos para la Mejora de la Calidad 43
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 44
Sea x la variable de interés (longitud, tiempo...).
Si el proceso ha estado bajo control...
Los límites de control del gráfico de medias representan las verdaderas propiedades del proceso
4. Capacidad de un proceso

Métodos Estadísticos para la Mejora de la Calidad 45
Sea x la variable de interés (longitud, tiempo...).
Si el proceso ha estado bajo control...
4. Capacidad de un proceso

Métodos Estadísticos para la Mejora de la Calidad 46
99,7%
Si el proceso está bajo control, entre la media y 3 desviacionestípicas están casi todos los artículos producidos

Métodos Estadísticos para la Mejora de la Calidad 47
99,7%
“Capacidad”

Métodos Estadísticos para la Mejora de la Calidad 48
Estimación de la capacidad
1 Utilizando las desviaciones típicas muestrales
2 Utilizando las desviaciones típicas corregidas por grados de libertad
3 Utilizando los rangos muestrales

Métodos Estadísticos para la Mejora de la Calidad 49
No confundir la variabilidad del proceso con las tolerancias técnicas de uso
99,7%
4. Capacidad de un proceso
Tolerancias técnicas
Valores de x dentro de los cuales el producto es aceptable
Variabilidad del proceso
Valores de x entre los que se encontrarán casi todos los artículos

Métodos Estadísticos para la Mejora de la Calidad 50
LTS= Límite de Tolerancia Superior
Si x>LTS el artículo es defectuoso
LTI= Límite de Tolerancia Inferior
Si x<LTI el artículo es defectuoso
Si LTI<x<LTS el artículo es aceptable
4. Capacidad de un proceso

Métodos Estadísticos para la Mejora de la Calidad 51
Ejemplo: un rodamiento debe tener un radio con valor nominal (ideal) de 200mm, y se consideran aceptables los que estén dentro de 2mm de este valor nominal (+-2mm)
LTS=202 mm
LTI=198 mmLímites de Tolerancias
Estas especificaciones son independientes del proceso industrial que elabora los rodamientos
4. Capacidad de un proceso

Métodos Estadísticos para la Mejora de la Calidad 52
LTS=202 mm
LTI=198 mm
defectuosos defectuosos
=12LTS-LTI=4
Comparando la capacidad con los límites de control tendremos una idea de si produciremos muchos artículos defectuosos o pocos

Métodos Estadísticos para la Mejora de la Calidad 53
LTS=202 mm
LTI=198 mm
defectuosos defectuosos
=12LTS-LTI=4
Índice de Capacidad Cp

Métodos Estadísticos para la Mejora de la Calidad 54
LTSLTI
Índice de Capacidad <1 Muchos defectuosos
El proceso en estado de control produce un porcentaje elevado de artículos defectuosos
Cp<1 : El proceso NO ES CAPAZCp<1 : El proceso NO ES CAPAZ

Métodos Estadísticos para la Mejora de la Calidad 55
LTSLTI
Índice de Capacidad >1 Muy pocos defectuosos
El proceso en estado de control produce un porcentaje muy pequeño de artículos defectuosos
Cp>1 : El proceso ES CAPAZCp>1 : El proceso ES CAPAZ

Métodos Estadísticos para la Mejora de la Calidad 56
Otros índices de capacidad...• Unilaterales: para procesos no centrados
4. Capacidad de un proceso

Métodos Estadísticos para la Mejora de la Calidad 57
• Recíproco
• ModificadoNominal
4. Capacidad de un proceso
Otros índices de capacidad...

Métodos Estadísticos para la Mejora de la Calidad 58
• Coeficiente K de descentralización
K>0: sesgo positivo K<0: sesgo negativo
Ojo!! No está relacionado con la capacidad
4. Capacidad de un proceso
Otros índices de capacidad...

Métodos Estadísticos para la Mejora de la Calidad 59
• Calidad n-sigma
Un proceso tiene calidad n-sigma si
Equivalencia con Cp:
Ejemplo: calidad 6-sigma
4. Capacidad de un proceso
Otros índices de capacidad...

Métodos Estadísticos para la Mejora de la Calidad 60
• Proporción de defectos con desajuste 1.5
Ejemplo: Si el nivel de calidad es 3-sigma
2,7% de artículos defectuosos
99,73% de artículos aceptables
(Cp=1)
4. Capacidad de un proceso
Otros índices de capacidad...

Métodos Estadísticos para la Mejora de la Calidad 61
LTSLTI
99,73%
2,7% de defectos= 2700 defectos por millón
Pero si la media se desvía 1.5 sigma....
defectuosos defectuosos

Métodos Estadísticos para la Mejora de la Calidad 62
LTSLTI
LTSLTI
LTSLTI
defectos
defectos
La probabilidad de producir artículos defectuosos aumenta

Métodos Estadísticos para la Mejora de la Calidad 63
• Proporción de defectos con desajuste 1.5
4. Capacidad de un proceso
Otros índices de capacidad...

Métodos Estadísticos para la Mejora de la Calidad 64
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 65
Gráfico de control de medias: evolución de la media de n observaciones
5. Gráficos de observaciones individuales y rangos móviles
• ¿Y si cada observación lleva mucho tiempo?
• ¿Y si todas las observaciones de una muestra fuesen iguales? (por ejemplo, Ph de un compuesto químico)
• ¿Y si las mediciones fuesen muy costosas?
Puede ser útil gráficos de observaciones individuales

Métodos Estadísticos para la Mejora de la Calidad 66
Estimación de μτ . Media de k datos iniciales
Monitorizamos la evolución de τ(x)=x Representamos x1, x2, x3,...
Estimación de στ . Desv. típica de k datos iniciales

Métodos Estadísticos para la Mejora de la Calidad 67
Otra opción para estimar στ :
1. Conseguir lecturas de un conjunto de k observaciones: x₁,...,xk.2. Calcular rangos móviles entre pares de individuos:
R1 R2
x1 x2 x3 xkxk-1
Rk-1

Métodos Estadísticos para la Mejora de la Calidad 68
n=2
También puede hacerse con rangos móviles de más de 2 observaciones
con 4:
R1 R2
x1 x2 x3 xkxk-1
Rk-1

Métodos Estadísticos para la Mejora de la Calidad 69
Ejemplo:
1.128 (n=2)
15.38 + 3x5.32
15.38
15.38 - 3x5.32
esta secuencia de rangos se puede usar para monitorizar la dispersión

Métodos Estadísticos para la Mejora de la Calidad 70
Gráfico para la dispersión con observaciones individuales
3.267 (n=2)
0 (n=2)

Métodos Estadísticos para la Mejora de la Calidad 71
Capítulo Capítulo 4:4: Control de procesos por variablesControl de procesos por variables
1 Fundamentos de los gráficos de control2 Gráficos de control para la media3 Gráficos de control para la dispersión4 Capacidad de un proceso. Índice de capacidad5 Gráficos de observaciones individuales y rangos móviles6 Interpretación de los gráficos de control

Métodos Estadísticos para la Mejora de la Calidad 72
si el proceso está en estado de control, los gráficos deben mostrar un comportamiento aleatorio dentro de los límites de control; por tanto una evolución de los gráficos que tenga un patrón no aleatoriopatrón no aleatorio o/y fuera de los límites será indicio de existencia de causas asignables.
6. Interpretación de los gráficos de control
Idea general:
Patrones no aleatorios más habituales
Tendencias Rachas
Ciclos

Métodos Estadísticos para la Mejora de la Calidad 73
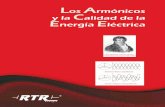
Para detectar estos patrones no aleatorios: test de aleatoriedad (run tests)
(están basados en la normal)
μ+1σ
μ -1σ
μ -2σμ -3σ
μ +3σ
μ +2σ
zona A
zona A
zona B
zona B
zona C
zona C

Métodos Estadísticos para la Mejora de la Calidad 74
μ+1σ
μ -1σ
μ -2σ
μ +2σ
μ +3σ
μ -3σzona A
zona A
zona B
zona B
zona C
zona C
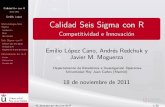
· · Patrón 1:Patrón 1: Un punto fuera de las líneas de control (fuera de la zona A). Un punto fuera de las líneas de control (fuera de la zona A). · · PatrPatróón 2:n 2: 2 puntos de 3 consecutivos dentro de la zona A o exteriores a el2 puntos de 3 consecutivos dentro de la zona A o exteriores a ella. la. · · Patrón 3:Patrón 3: 4 de 5 puntos consecutivos en la zona B o A. 4 de 5 puntos consecutivos en la zona B o A. · · Patrón 4Patrón 4: : 8 puntos consecutivos en la misma mitad del gráfico. 8 puntos consecutivos en la misma mitad del gráfico. · · Patrón 5:Patrón 5: 15 puntos consecutivos en las zonas C. 15 puntos consecutivos en las zonas C. · · Patrón 6:Patrón 6: 8 puntos seguidos sin caer en la zona C, aunque estén a ambos la8 puntos seguidos sin caer en la zona C, aunque estén a ambos lados del gráfico. dos del gráfico. · · Patrón 7:Patrón 7: 14 puntos seguidos alternativos (cada uno en una mitad diferente14 puntos seguidos alternativos (cada uno en una mitad diferente al anterior) al anterior) · · Patrón 8:Patrón 8: 7 puntos seguidos creciendo o decreciendo7 puntos seguidos creciendo o decreciendo
Se da señal de alarma si:Se da señal de alarma si: