Seis Sigma - Estudo de caso indústria - comexito.com.brcomexito.com.br/GREENBELT/MOD9.pdf · 1...
44
1 1 Formação de Green Belt – Estudo de Caso Indústria Curso de Green Belt Estudo de Caso Exemplo industrial, com todos os passos indicados na teoria
Transcript of Seis Sigma - Estudo de caso indústria - comexito.com.brcomexito.com.br/GREENBELT/MOD9.pdf · 1...

11
Formação de Green Belt – Estudo de Caso Indústria
Curso de Green Belt
Estudo de Caso
Exemplo industrial, com todos os passos indicados na teoria
Objetivos do Estudo de Caso
� Apresentar e discutir um estudo de caso, contendo grande parte do ferramental visto no DMAIC, dentro do Curso de Green Belt, com margem de erro de 5% (α), com grande detalhamento das operações estatísticas (parte mais complexa), englobando, sistematicamente:
� Contextualização da empresa e sua dificuldade;
� Definição de um problema (D, Etapa Definir);
� Coleta de dados (M, Etapa Medir);
� Análise dos dados (A, Etapa Analisar);
� Busca de melhorias (I, Etapa Improve, Melhorar);
� Controle das melhorias (C, Etapa Controlar);
� Uso de ferramentas específicas por etapa.
2
� A Trater é uma empresa do mercado brasileiro, produzindo peçaspara clientes ligados à industria automobilística (seguem a ISO/TS16949), com ampla dominância no seu setor de mercado.
� Preocupada com seus custos operacionais, ela trabalhou de janeiroa setembro de 2014, para reduzir seu custo da não conformidade(CNC), com relativo sucesso, tentando atingir a meta mensal de0,70.106 R$ (slide a seguir).
� Obs.: Este exemplo é fictício/simulado!
D
Introdução 1
3

� Detectou-se que 90% desse custo está localizado no setor de tratamento térmico (têmpera e revenido).
� Apesar do esforço, em outubro houve uma perda bem maior, justificando um estudo mais detalhado no setor de tratamento térmico.
Introdução 2
4
D

Dados do CNC no tratamento térmico
Uma equipe multifuncional que busca a redução do CNC, decidiu analisar a tendência desse custo, por diferentes modelos (slides seguintes).
5
D
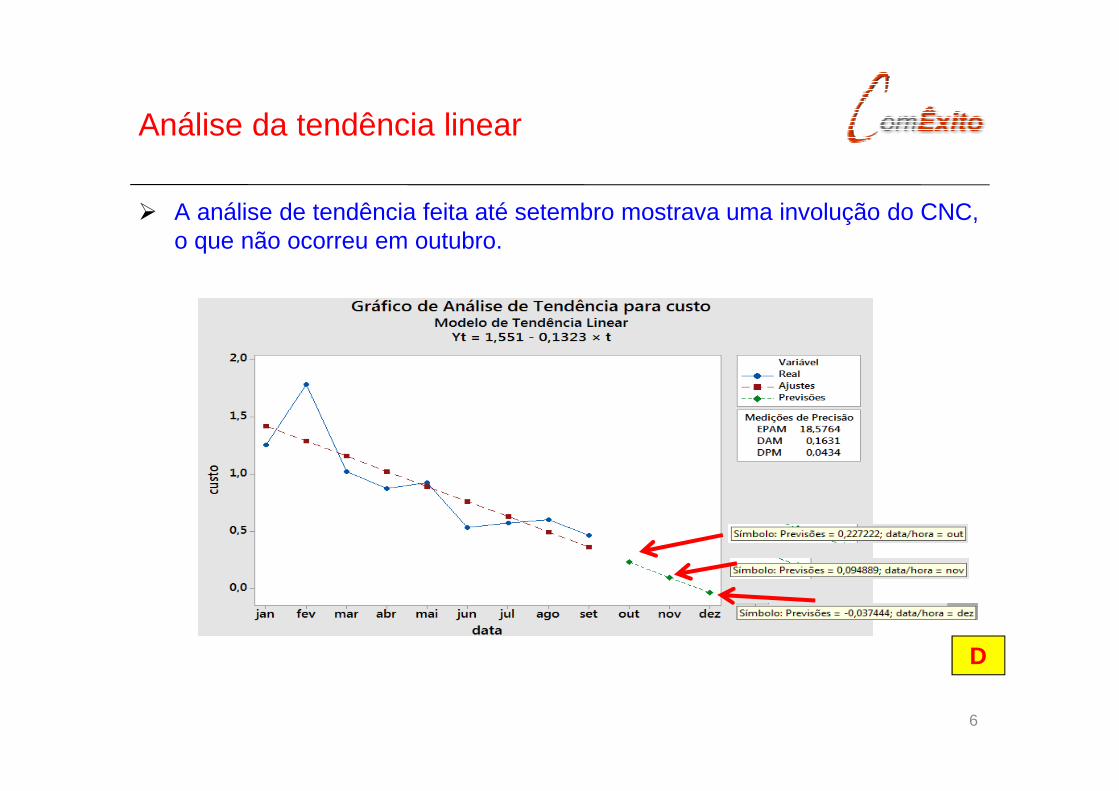
� A análise de tendência feita até setembro mostrava uma involução do CNC, o que não ocorreu em outubro.
Análise da tendência linear
6
D

Tendência decrescente do CNC, até setembro, nos 3 modelos mostrados, não justificando o alto valor real obtido em outubro. Das 3 análises, a melhor é a
exponencial (menor indicador EPAM).
Análise de outras tendências
7
D

� Para melhor entender a origem desse CNC, dados foram coletados, através de checklist, sobre os diferentes tipos de perdas, via Pareto (após ouvir os envolvidos no processo de tratamento térmico).
Segmentação do CNC, em outubro
Retrabalho foi o grande “vilão” da grande perda de outubro (69,7%), seguido de refugo (15,0%), ambos
totalizando 84,7%..
M
8

Segmentação da perda com retrabalho, por cliente
� Perda centrada principalmente nos clientes GM, Ford e Fiat. Poderia ser construído Pareto
Clientes GM, Ford e Fiat totalizam 87,6%.
9
M

� Perda centrada principalmente nos produtos F32 e GM67. Poderia ser construído Pareto.
Segmentação da perda com retrabalho, por produto
Produtos F32 e GM67 totalizam 91,2%.
10
M
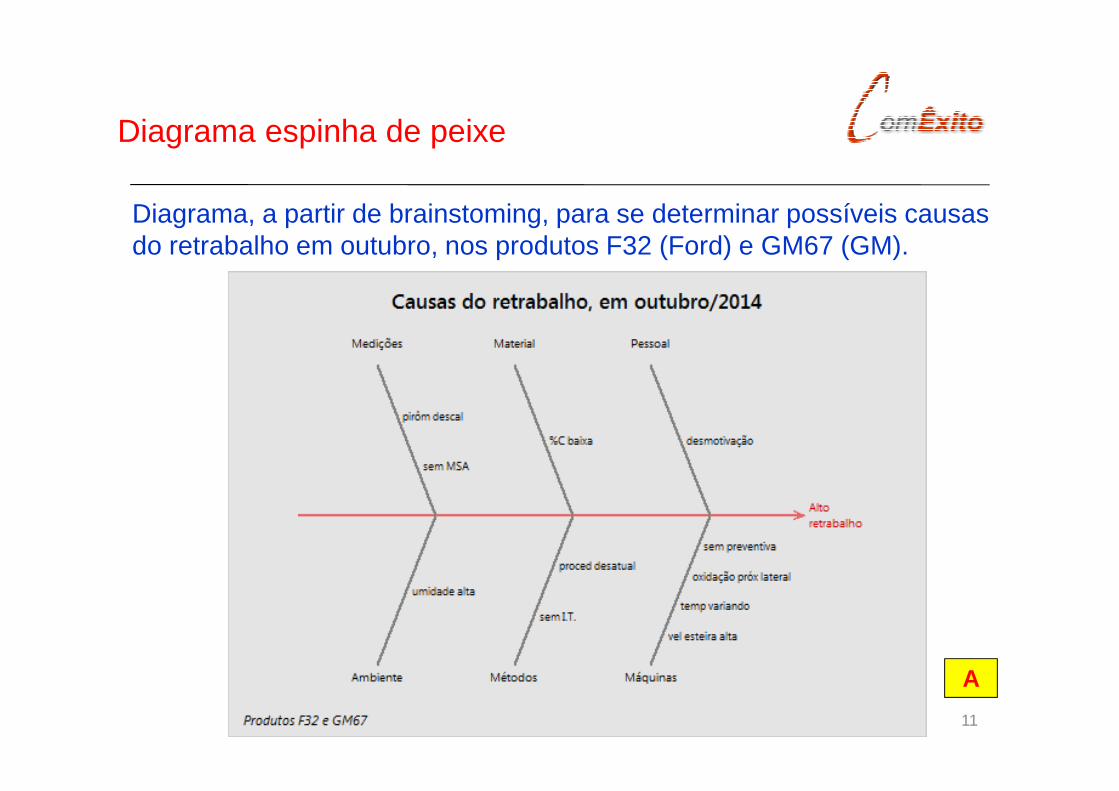
Diagrama espinha de peixe
Diagrama, a partir de brainstoming, para se determinar possíveis causas do retrabalho em outubro, nos produtos F32 (Ford) e GM67 (GM).
A
11

Pareto dos retrabalhos
As causas do retrabalho foram segmentadas (dinheiro), resultando que as grandes “vilãs” foram a velocidade da esteira alta e pirômetro descalibrado, do forno de têmpera, totalizando 84,4%.
12
A

Histograma da velocidade
Para a velocidade da esteira, em m/h, foi feito um estudo de variabilidade, via histograma, com 5 medições horárias, num certo dia, resultando num gráfico descentralizado em relação às normas da engenharia (6,5 a 7,2 m/h), aparentando ligeira assimetria.
13
A

Teste de normalidade (velocidade)
Um teste de Anderson Darling, para a velocidade, mostrou uma normalidade não tão perfeita (Pvalue = 0,059, próxima do nível mínimo de 0,05), o que foi confirmado pelo sumário gráfico (a seguir).
14
A
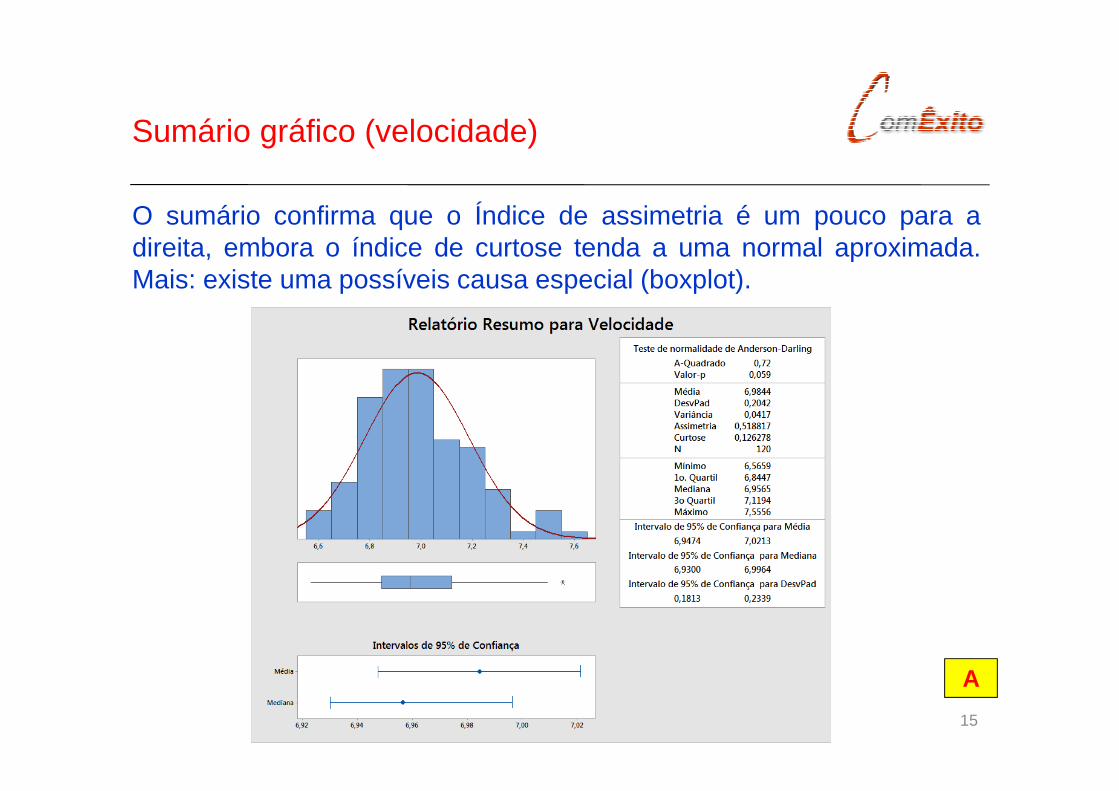
Sumário gráfico (velocidade)
O sumário confirma que o Índice de assimetria é um pouco para adireita, embora o índice de curtose tenda a uma normal aproximada.Mais: existe uma possíveis causa especial (boxplot).
15
A

Análise de estabilidade (velocidade)
Um estudo de estabilidade para a velocidade, elaborado, usando as cartas de controle do CEP, resultaram num processo fora de controle (7 pontos consecutivos abaixo da média das médias).
16
A

Estudo de capacidade (velocidade)
Um estudo de capacidade para a velocidade, mostrou baixos valores Cp (0,55) e para Cpk (0,34), devido à descentralização (Cp ≠ Cpk). Há uma, “sobra” no campo de tolerância do lado esquerdo, mas uma alta rejeição do lado direito. Para a AIAG: Cp e Cpk ≥ 1,33.
17
A

Capacidade sixpack (velocidade)
A título ilustrativo, foi elaborado um estudo de Capacidade Six Pack.
18
A

� Feito o R&R do pirômetro (90 medições da temperatura, em 10 horas, nos 3 turnos, com 3 medições por hora), ficou claro que, embora a reprodutibilidade seja ótima (variação entre horas), a repetitividade foi muito ruim (variação entre turnos), com um péssimo R&R (sistema de medição não confiável).
Estudo de R&R (MSA) do pirômetro
• R&R e Repetitividade em torno de 97,7% (AIAG permite até 10%, para medições críticas).• Turno 3 aparenta maior variabilidade.• Discriminação = 1 (AIAG 5 no mínimo).• Boa reprodutibilidade (quase zero).
19
A
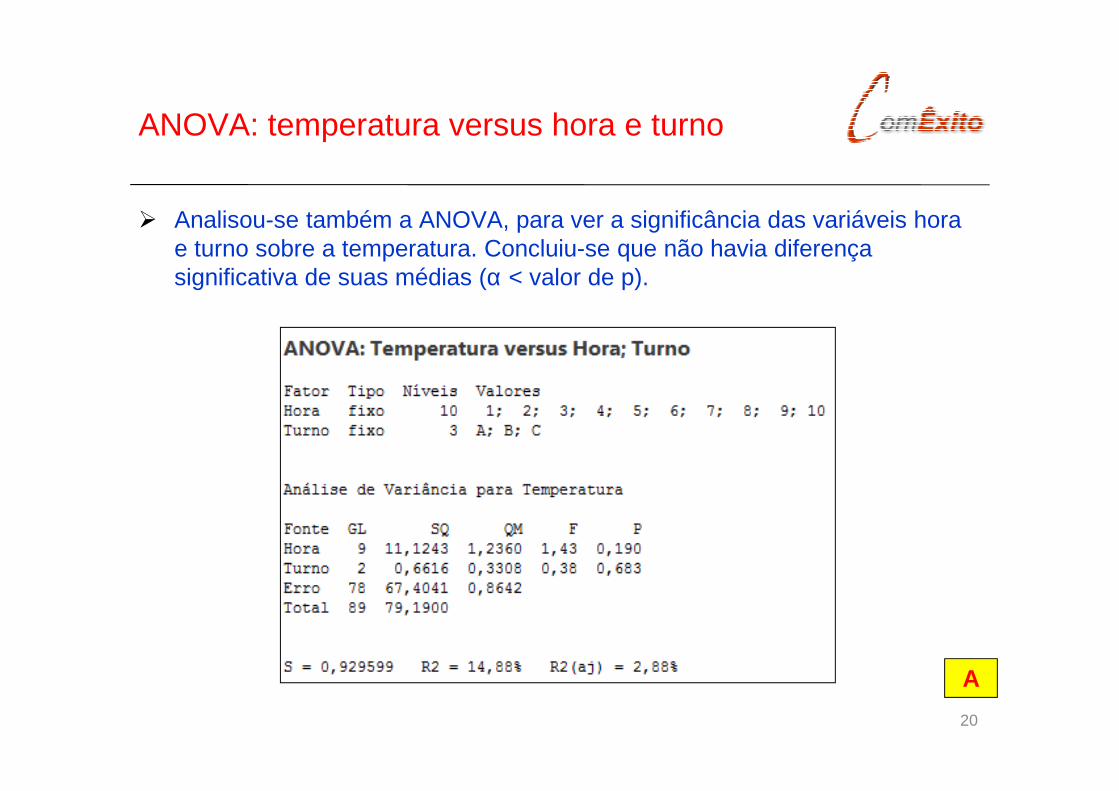
� Analisou-se também a ANOVA, para ver a significância das variáveis hora e turno sobre a temperatura. Concluiu-se que não havia diferença significativa de suas médias (α < valor de p).
ANOVA: temperatura versus hora e turno
20
A

1. Alto CNC devido, principalmente, a retrabalho e refugo (causas raiz, devidamente validadas).
2. Retrabalho bastante afetado pela alta variabilidade da velocidade da esteira e pelo uso de pirômetro não confiável:
� Falta de estabilidade� Falta de capacidade� Distribuição normal no limite inferior
3. Controle da temperatura do forno inadequado:� Valor ruim de R&R (97,7%, bem acima dos 10% da AIAG)� Baixa repetitividade (97,7%, bem acima dos 10% da AIAG)� Baixa discriminação (1, abaixo dos 5 da AIAG)� Análise posterior indicou procedimento de trabalho desatualizado, falta
de instrução de trabalho e pouco treinamento dos inspetores
Conclusões do Analisar
21
A

� Equipe multifuncional, usando de criatividade, optou pelas seguintes ações, algumas imediatistas e outras não, após construir matrizes de priorização (para cada ação):� Velocidade da esteira:
� Criar um procedimento atualizado de uso do forno de têmpera;� Gerar instruções de trabalho correspondentes e treinar inspetores
de forma adequada, validando resultados (avaliação de desempenho).
� Melhorar a manutenção preventiva do forno;� Executar, posteriormente, um teste piloto e avaliar resultados.
� Pirômetro:� Terceirizar calibração do instrumento, por uma empresa da RBC;� Criar instrução de uso do pirômetro e treinar pessoal envolvido;� Realizar periodicamente ensaios de MSA (R&R) nesse
instrumento,
Ações de melhoria (Improve)
I
22
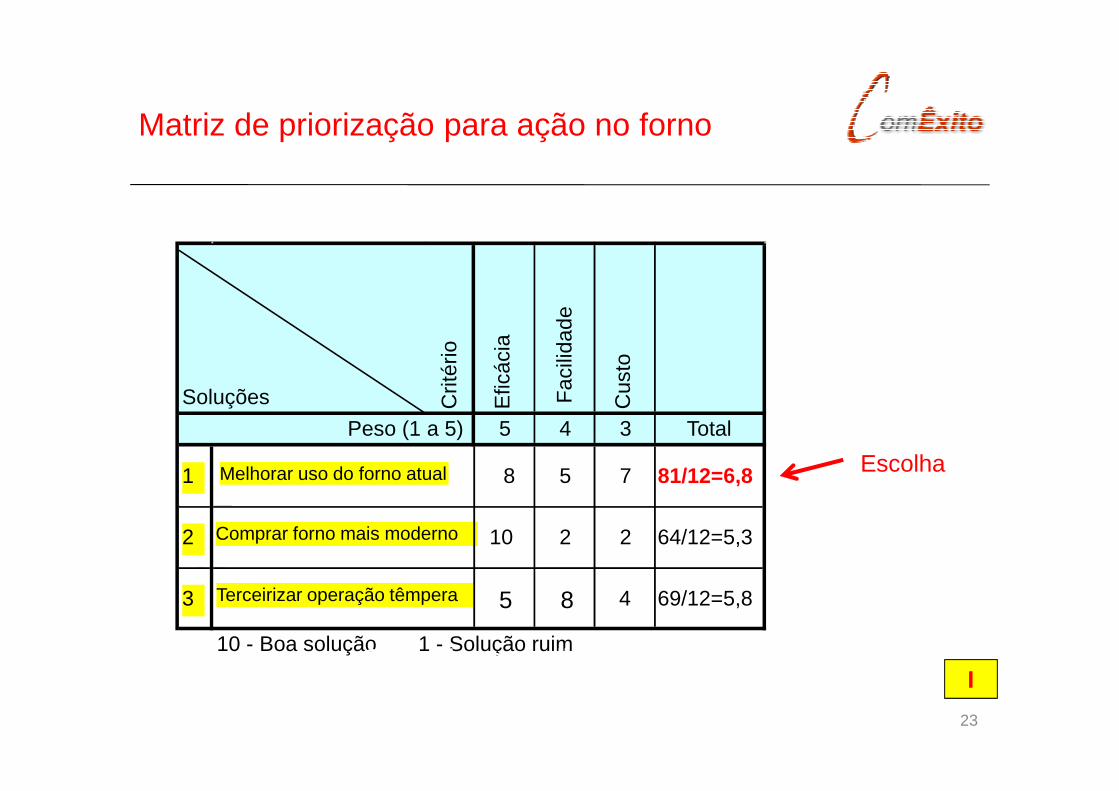
Matriz de priorização para ação no forno
Crit
ério
Efic
ácia
Fac
ilida
de
Cus
to
Peso (1 a 5) 5 4 3 Total
1 8 5 7 81/12=6,8
2 10 2 2 64/12=5,3
3 5 8 4 69/12=5,8
10 - Boa solução 1 - Solução ruim
Terceirizar operação têmpera
Soluções
Melhorar uso do forno atual
Comprar forno mais moderno
Escolha
Obs.: Algo semelhante foi feito no pirômetro
23
I
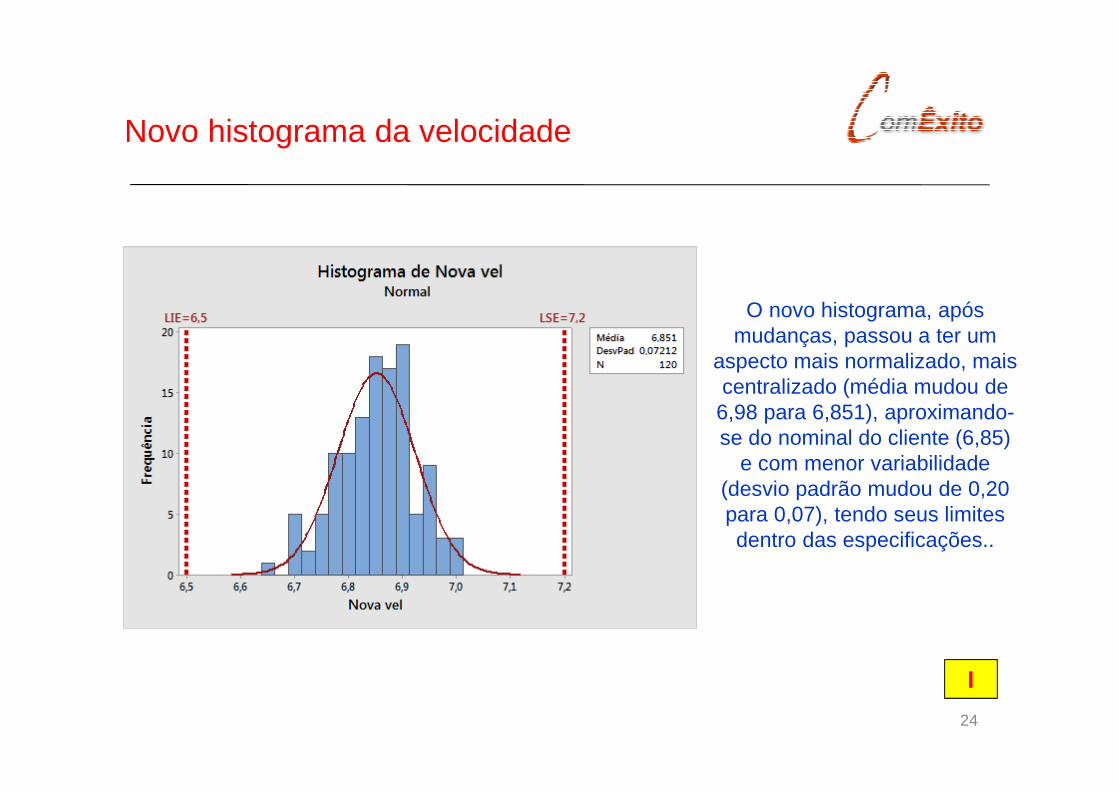
Novo histograma da velocidade
O novo histograma, após mudanças, passou a ter um
aspecto mais normalizado, mais centralizado (média mudou de
6,98 para 6,851), aproximando-se do nominal do cliente (6,85)
e com menor variabilidade (desvio padrão mudou de 0,20 para 0,07), tendo seus limites dentro das especificações..
24
I

Novo teste de normalidade (velocidade)
A nova distribuição é mais normal do que
antes (valor de p passou de 0,059 para
0,609).
25
I

Novo estudo de estabilidade (velocidade)
A variabilidade da nova velocidade tornou-se estável (Cartas CEP).
26
I

Novo estudo de capacidade (velocidade)
A capacidade para a velocidade, mostrou valores dentro da AIAG: Cp e Cpk =
1,85, centralizado (Cp = Cpk), com “sobra” no campo de tolerância dos 2 lados, e a
rejeição caiu para zero.
27
I
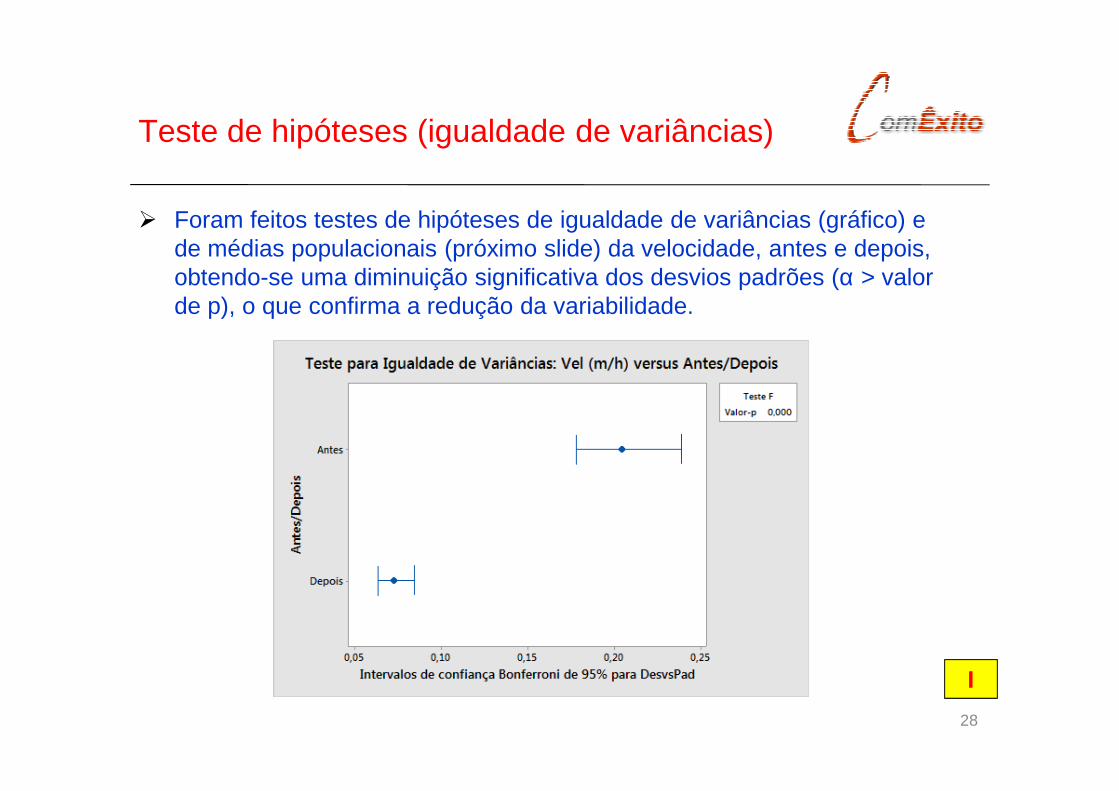
Teste de hipóteses (igualdade de variâncias)
� Foram feitos testes de hipóteses de igualdade de variâncias (gráfico) e de médias populacionais (próximo slide) da velocidade, antes e depois, obtendo-se uma diminuição significativa dos desvios padrões (α > valor de p), o que confirma a redução da variabilidade.
28
I
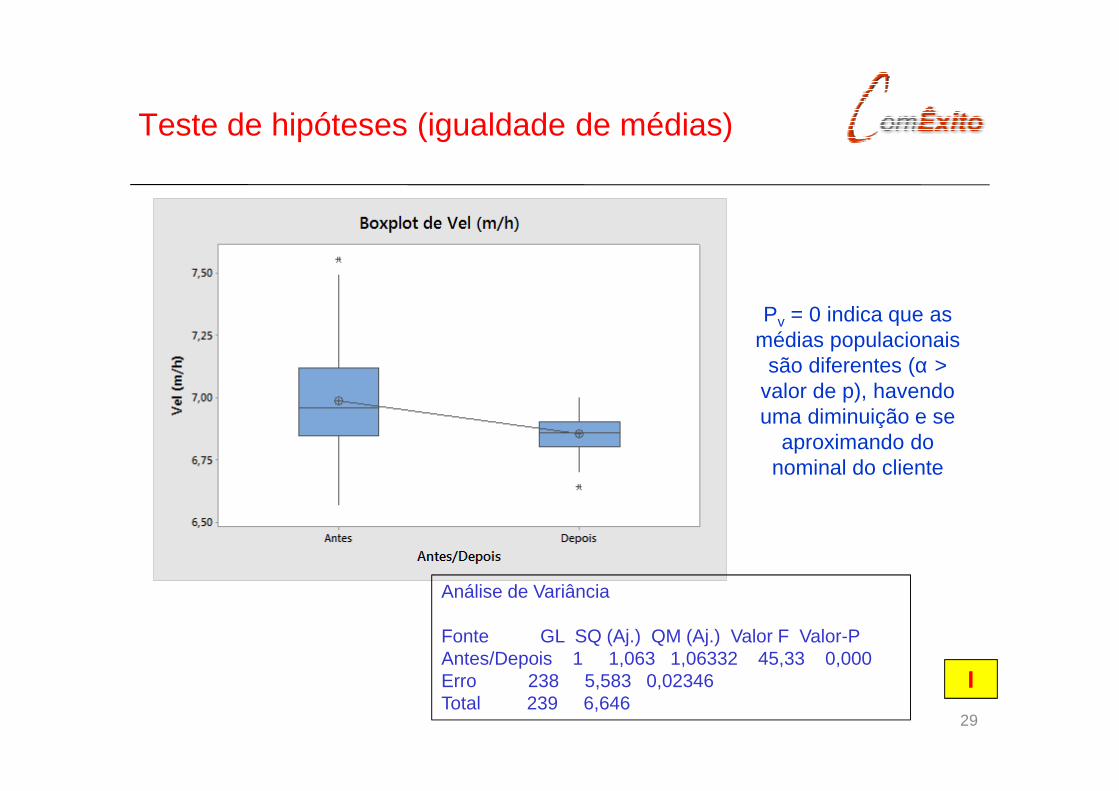
Teste de hipóteses (igualdade de médias)
Pv = 0 indica que as médias populacionais
são diferentes (α > valor de p), havendo uma diminuição e se
aproximando do nominal do cliente
Análise de Variância
Fonte GL SQ (Aj.) QM (Aj.) Valor F Valor-PAntes/Depois 1 1,063 1,06332 45,33 0,000Erro 238 5,583 0,02346Total 239 6,646
29
I

DOE – Fatorial completo
� Conseguidas as melhorias, decidiu-se, então, realizar um DOE (experimento fatorial completo, com 2 níveis), para analisar a influência no retrabalho de 4 fatores (discutidos previamente numa sessão de brainstorming, pelo grupo multifuncional), para se ter um maior controle do tratamento térmico:� Temperatura de têmpera = 840 e 860ºC,� Tempo de encharque na têmpera = 60 e 70 minutos,� Temperatura de revenido = 420 e 440ºC e� Tempo de revenido = 25 e 35 minutos.
� Resultados do experimento (24 = 32 ensaios, sem repetição) estão mostrados no próximo slide.
C
30
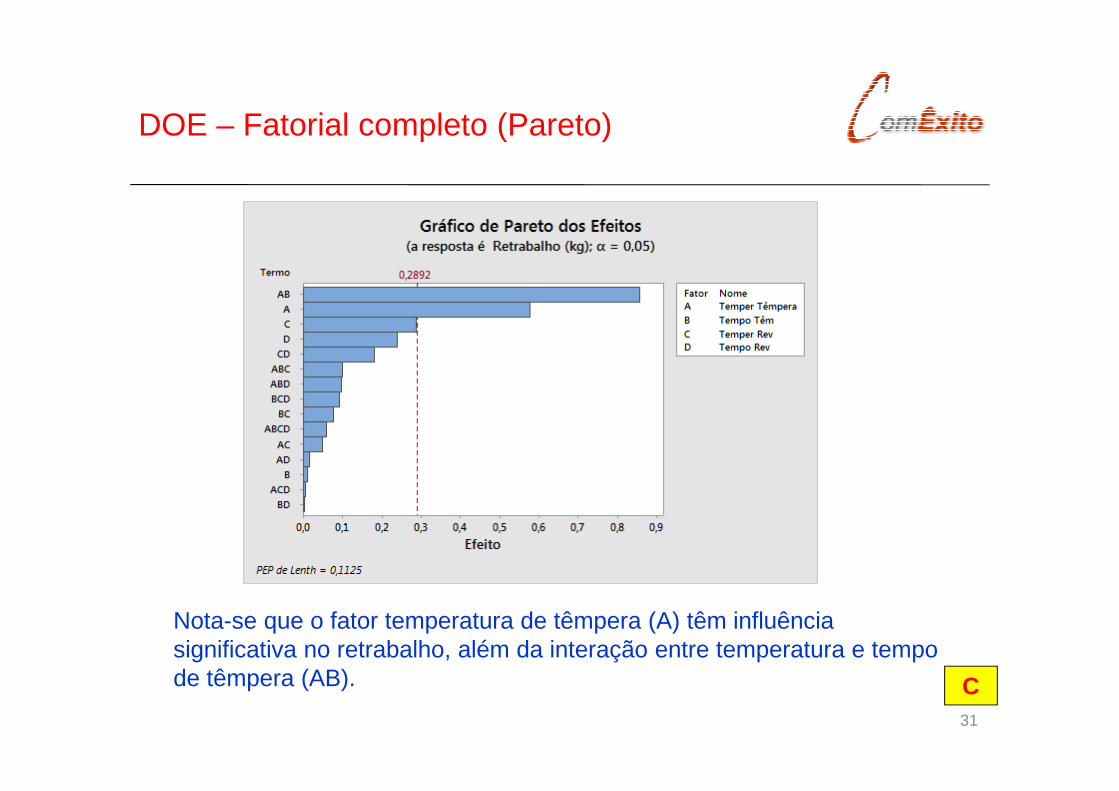
Nota-se que o fator temperatura de têmpera (A) têm influência significativa no retrabalho, além da interação entre temperatura e tempo de têmpera (AB).
DOE – Fatorial completo (Pareto)
31
C
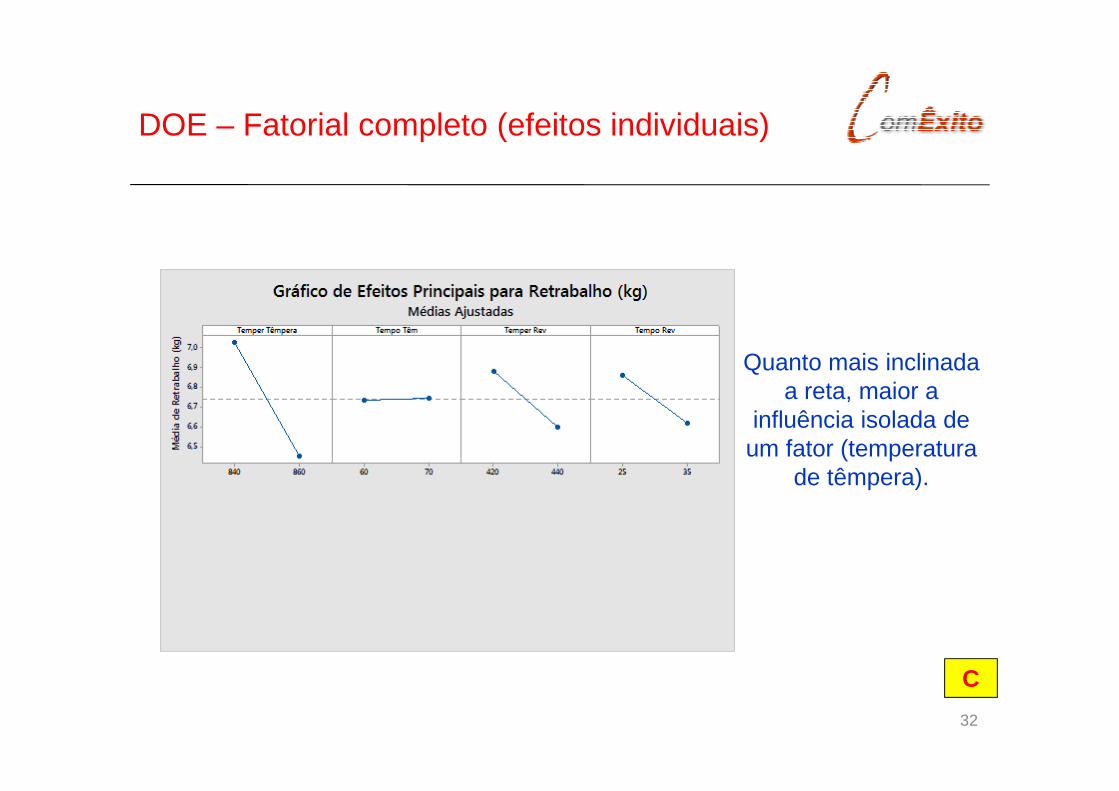
DOE – Fatorial completo (efeitos individuais)
Quanto mais inclinada a reta, maior a
influência isolada de um fator (temperatura
de têmpera).
32
C
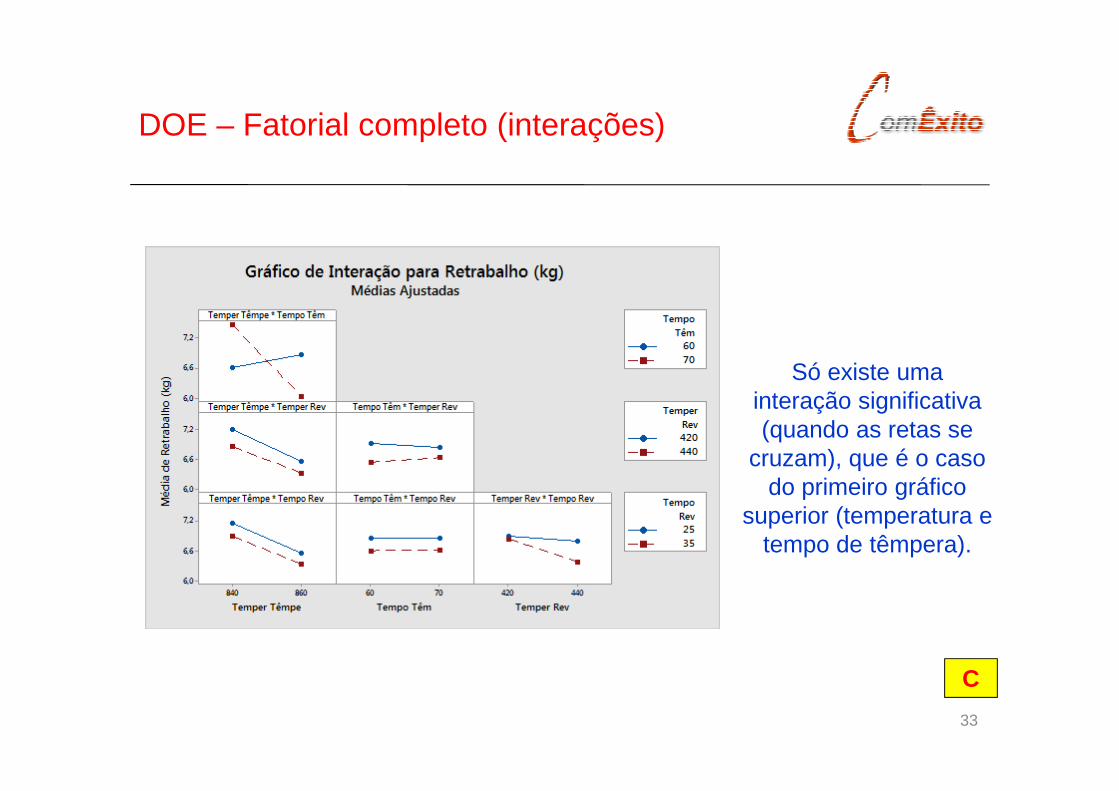
DOE – Fatorial completo (interações)
Só existe uma interação significativa (quando as retas se
cruzam), que é o caso do primeiro gráfico
superior (temperatura e tempo de têmpera).
33
C
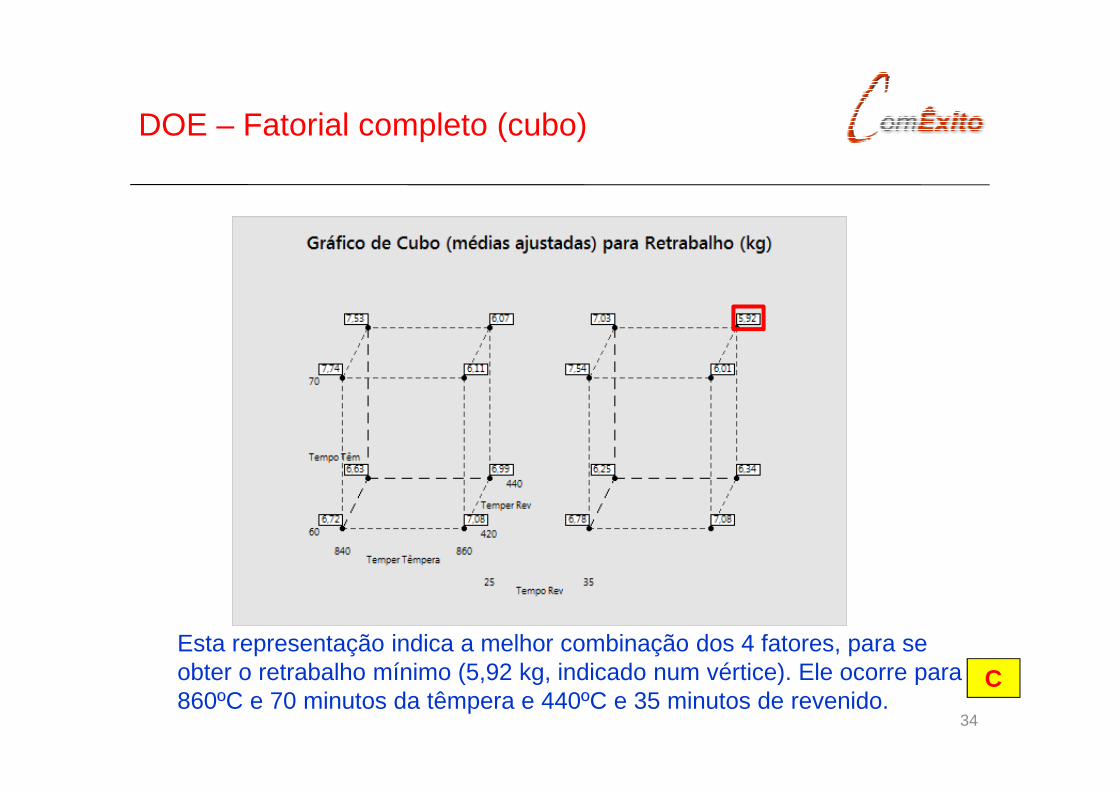
DOE – Fatorial completo (cubo)
Esta representação indica a melhor combinação dos 4 fatores, para se obter o retrabalho mínimo (5,92 kg, indicado num vértice). Ele ocorre para 860ºC e 70 minutos da têmpera e 440ºC e 35 minutos de revenido.
34
C
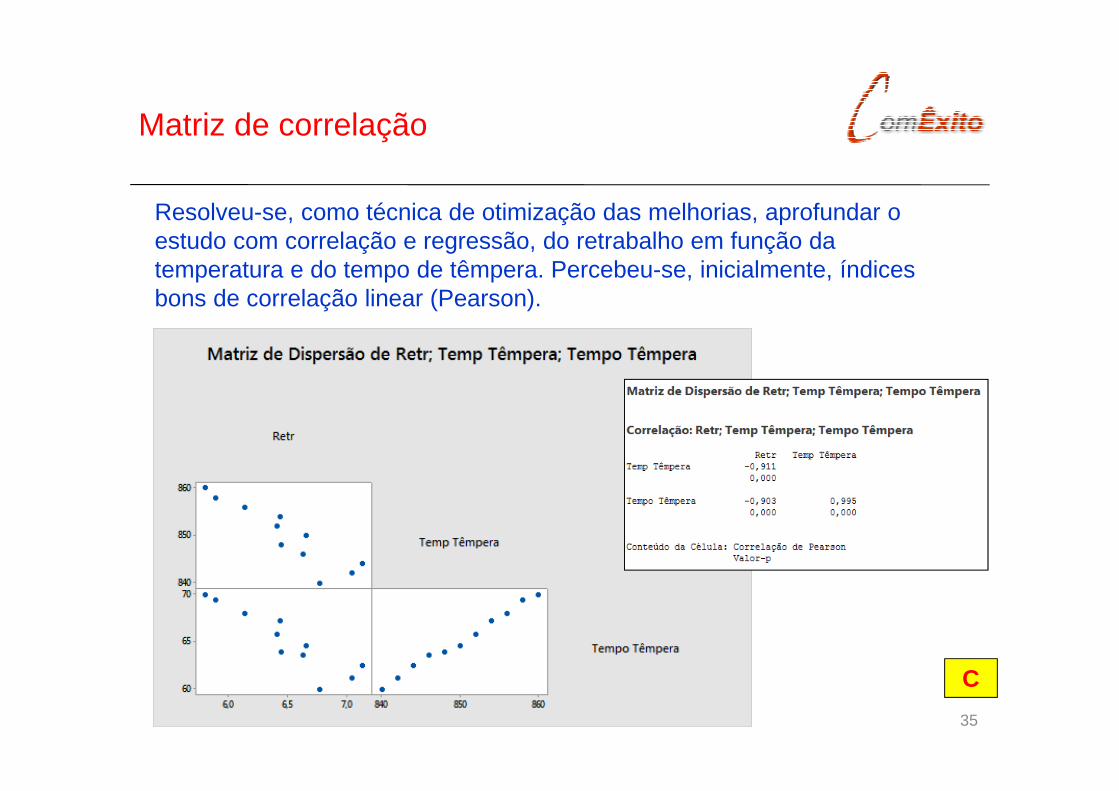
Matriz de correlação
Resolveu-se, como técnica de otimização das melhorias, aprofundar o estudo com correlação e regressão, do retrabalho em função da temperatura e do tempo de têmpera. Percebeu-se, inicialmente, índices bons de correlação linear (Pearson).
35
C
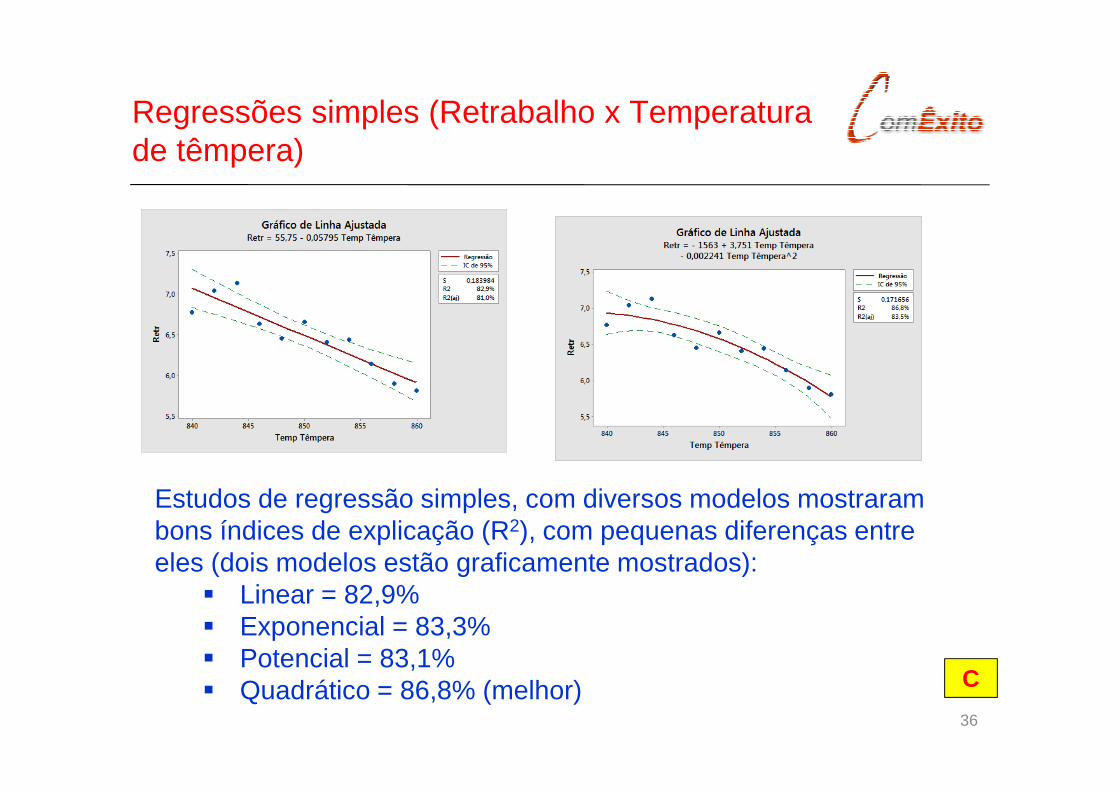
Regressões simples (Retrabalho x Temperatura de têmpera)
Estudos de regressão simples, com diversos modelos mostraram bons índices de explicação (R2), com pequenas diferenças entre eles (dois modelos estão graficamente mostrados):
� Linear = 82,9%� Exponencial = 83,3%� Potencial = 83,1%� Quadrático = 86,8% (melhor)
36
C

Regressões simples (Retrabalho x Tempo de têmpera)
Novos estudos de regressão simples, com diversos modelos mostraram bons índices de explicação (R2), com pequenas diferenças entre eles (dois modelos estão graficamente mostrados):
� Linear = 81,6%� Exponencial = 83,2%� Potencial = 81,2%� Quadrático = 85,8% (melhor)
37
C

Regressão linear múltipla
Agora, uma regressão múltipla (retrabalho
versus temperatura e tempo) mostrou um
ajustamento com R2 = 83,0%), melhor que o
de algumas regressões simples (não se justificaria
o uso da múltipla).
R2 = 92,3%
38
C

Conclusões 1
1) O alto índice de CNC de outubro/2014 está fortemente localizado no setor de tratamento térmico (90%), sendo proveniente de um alto índice de retrabalho (69,2%) e uso de pirômetro descalibrado (15,0%), ambos totalizando 84,7%.
2) Os clientes GM, Ford e Fiat (87,6%) são os mais afetados nesse retrabalho, principalmente nos produtos F32 e GM67 (91,2%). O que justifica um foco nos mesmos.
3) Os grandes vilões do retrabalho no tratamento térmico foram a variabilidade da velocidade da esteira (56,3%) e a descalibração do pirômetro (28,1%), totalizando 84,4%.
4) A variabilidade na velocidade da esteira mostrou um processo: descentralizado, assimétrico, com normalidade no limite inferior, com outlayer, não estável e não capaz (base é a AIAG).
5) O uso do pirômetro apresentou valores ruins de R&R e variação entre turnos, além da baixa discriminação, possivelmente afetados pelo uso de procedimentos desatualizados e pouco treinamento.
39
C
Conclusões 2
6) A velocidade da esteira foi muito melhorada (normalidade, centralização, estabilidade e capacidade), com a atualização de procedimentos e instruções de trabalho, bem como treinamento dos inspetores; muito ajudou a implantação de manutenção preventiva do forno de têmpera.
7) O uso do pirômetro melhorou, com sua calibração externa, estudo periódico de MSA e treinamento dos inspetores.
8) Temperatura e tempo de têmpera influenciam na redução do retrabalho, em diferentes graus de importância. A condição ótima de perda atingida (5,92 kg) foi conseguida 860°C e 70 minutos de têmpera e 440°C e 35 minutos de revenido.
9) Existe razoável correlação simples do retrabalho com a temperatura e o tempo de têmpera, principalmente com modelo quadrático de previsão, embora a correlação múltipla ajude pouco, não justificando seu uso.
10) O CNC de novembro caiu em 80%, sobre outubro (de 1,94 para 0,39) e em dezembro chegou abaixo da meta de 0,35 (valor = 0,328).
40
C

Decisões tomadas 1
1. Garantir que as melhorias conseguidas na variabilidade da velocidade da esteira do forno de têmpera sejam eternizadas, utilizando CEP (sustentabilidade).
2. Monitorar continuamente essa velocidade, bem como a temperatura e o tempo de têmpera.
3. Criar sistemática de MSA para todos os seus instrumentos de medição, principalmente naqueles usados na têmpera.
4. Introduzir conceito de gerenciamento visual (GV) em toda a empresa, facilitando o monitoramento das principais variáveis dos processos produtivos.
5. Manter um controle de inspeção da qualidade junto aos clientes e produtos mais críticos, melhorando seus graus de satisfação.
41
C

6. Gerar mecanismo sistemático de atualização das instruções de trabalho e procedimentos, principalmente no tratamento térmico, bem como retreinar seus operadores (aumentar número de horas de treinamento/funcionário.ano). Utilizar mais frequentemente o PFMEA, para avaliar os riscos eventuais de seus processos produtivos.
7. Utilizar com maior frequência o DOE e a Análise de Regressão, para conhecer mais detalhadamente os fatores que tanto influenciam no tratamento térmico, visando a redução no índice de retrabalho, entre outras. Gerar modelos matemáticos para correlacionar as variáveis de saída (CTQs) com as de entrada.
8. Retomar os estudos aqui efetuados, assim que as decisões se concretizarem, para ver os resultados das mesmas no CNC.
Decisões tomadas 2
42
C
� As conclusões chegadas e as decisões tomadas foram inicialmente apresentadas aos champions, diretorias, gerências, incluindo a área financeira (validou números indicados) e o projeto foi encerrado.
� A diretoria recomendou a abertura de novos projetos de melhoria, satisfeita que ficou com os resultados obtidos. Novos recursos foram alocados.
� Um amplo sistema de comunicação foi criado, encabeçado pelo RH, para envolver o maior número de funcionários nesses projetos (conhecimento dos resultados e motivação dos mesmos).
� Mais uma turma de green belts foi criada, no curto prazo, para aumentar a massa crítica.
� A equipe e seus resultados foram reconhecidos.
Fechamento do projeto
43
C

4444
FIM
Fim do Módulo: Estudo de Caso Indústria
FIM