Plant design for slurry handling - SAIMM · PDF filePlant design for slurry handling The...
6
Click here to load reader
Transcript of Plant design for slurry handling - SAIMM · PDF filePlant design for slurry handling The...

Journal
Paper
Introduction
The minerals processing industry is undercontinuous pressure from environmental, legaland financial quarters to use less water, anddesigners are obliged to consider the option ofoperating at higher concentration. As theconcentration of fine particle mineralprocessing slurries increases, viscous stressesalso increase, and inevitably become non-Newtonian in nature. For some years, the FlowProcess Research Centre (FPRC) at the CapePeninsula University of Technology has beenresearching the behaviour of high concen-tration non-Newtonian slurries in pipes, valvesand fittings, pumps and launders, and thesewill form the focus of the paper.
The aim of this paper is to highlight theimportant practical aspects of thesefundamental issues, and their implications fordesign for slurry handling. In particular, theobjective is to present the principal conceptualissues that underpin sound design. The fulldetail of the design process for handlingslurries is an extensive topic, beyond the scopeof this paper, and the reader is referred tosources dealing directly with these for moredetail1.
The important point to make at the outsetis that the foundation of sound design forslurry handling does not revolve around thetask of choosing or producing special materialsand plant—although these are often required.The foundation lies rather in having a goodunderstanding of the slurry environment1,2,which is the basis of this paper and our workat the FPRC.
Rheological characterization
Slurry rheology (viscous character) is adynamic property of microstructure3. When theslurry is stationary, the attractive forcesbetween particles or agglomerates form athree-dimensional structure, which extends tothe walls of the container. The shear stressrequired to rupture this structure and initiateflow, is called the yield stress. Below thisstress, the material behaves like an elasticsolid. As shear stresses and shear ratesincrease, the agglomerates gradually re-orientate and disintegrate, resulting in adecrease in the viscosity of the material. Thisprocess is known as shear thinning. At veryhigh shear stresses and shear rates, the re-orientation and disintegration process reachesequilibrium, and the viscosity becomesconstant.
Although this portrayal of the relationshipbetween viscosity and microstructure isidealized, it is useful for engineering purposes.The simplest steady state, time independentrheological model, which can accommodate thebehaviour described, above is the Binghamplastic model. This model can be formulated interms of shear stress τ;
[1]
or viscosity η;
[2]
where τy is the yield stress, K is the plasticviscosity and γ· is the shear rate or velocitygradient. The two terms on the right-hand sideof Equation 2 will be equal when3.
[3]« .γτ
by
K=
ητγ
τ
γ= = +
« «,y K
τ τ γ= +y K «,
Plant design for slurry handlingby P. Slatter*
Synopsis
The key issue when designing plants for slurry handling, isunderstanding the slurry environment. Pressure to use less waterand operate at higher concentrations directly affects slurry flowbehaviour. Using the Bingham plastic rheological model, the impactthat slurry rheology has on transitional pipe flow, particle settlingin laminar shear flow, losses in valves and fittings, centrifugalpump derating and launder flow are presented.
* Cape Peninsula University of Technology.© The Southern African Institute of Mining and
Metallurgy, 2006. SA ISSN 0038–223X/3.00 +0.00. This paper wast first published at theWestern Cape Branch Workshop, Plant Design forOptimum Performance, 3 August 2005.
687The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 106 NON-REFEREED PAPER OCTOBER 2006 ▲

Plant design for slurry handling
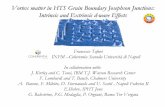
The importance of the boundary shear rate γ·b is that itmarks the boundary between yield stress and plasticviscosity domination of viscosity. This is shown graphicallyin Figure 1.
The two terms on the right-hand side of Equation 2 eachrepresent the asymptotes shown in Figure 1. It is significantto note from Figure 1 that the ordinate intercept (at a shearrate of unity) of the oblique asymptote is in fact the yieldstress value τy. This illustrates the fact that—for practicalpurposes—the viscosity values for shear rates less than theboundary shear rate γ·b are directly proportional to the yieldstress. This serves to emphasize the importance of the yieldstress value when operating in the region to the left of theboundary shear rate. The yield stress τy is a strong functionof particle properties, concentration and solution chemistry,with the plastic viscosity K usually being a weaker functionof these.
Clearly, knowledge of the slurry rheology is of primeimportance to understanding the slurry environment, and itsdetermination would be one of the first steps in the designprocess.
Transitional pipe flow
The laminar/turbulent transition is of extreme importance forplant design, because at this point the behaviour of the fluidchanges fundamentally. The manner in which slurryrheology affects transitional flow behaviour is criticallyimportant to understanding the slurry environment. ForNewtonian fluids, such as water and oil, the location of thetransition is well established and the calculation is simple.For systems conveying non-Newtonian slurries, however,this is not the case. Although an accurate method isavailable4, it is computationally somewhat cumbersome.However, for large, industrial sized pipes, the estimation ofthe laminar/turbulent transition velocity, Vc, using thisapproach, resolves to a surprisingly simple relationshipdominated by the yield stress, and which excludes pipediameter and plastic viscosity:
[4]
where ρ is slurry density.
Yield stress domination of the transition behaviour is infact to be expected, since it has been shown3 that for largepipes, the transition point always occurs to the left of theboundary shear rate γ·b shown in Figure 1, in the yield stressdominated region.
Settling in laminar shear flow
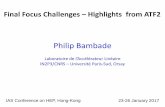
Pipelines conveying non-Newtonian slurries in laminar flowwill undergo laminar shear flow settling of the coarserparticles. In the absence of any effective re-suspendingmechanism, a bed will form, which could eventually block thepipe6. The AMIRA P599/A project ‘High ConcentrationSuspension Pumping’ was initiated precisely to address thisproblem. These flows can be modelled using a generic two-layer model7, which is usually applied to heterogeneous,settling slurries, as shown in Figure 2.
Figure 2, a plot of wall shear stress vs bulk shear rate(8V/D), illustrates the obscure nature of these flows.Although strongly heterogeneous, settled bed flow wasobserved for all four pipe sizes, but only the largest pipeshows evidence of the settled bed behaviour in Figure 2. Infact, in the two smaller diameter pipes, the experimental datashow convincing evidence of only homogeneous behaviour.If pressure gradient prediction were to be done for the largerpipe on this basis, Figure 2 clearly shows that under-prediction errors of 100 per cent or more will result. It isimportant to note that this behaviour is true even for slurrieswith a yield stress that is high enough to support the largestsettleable solid particles7.
Losses in valves and fittings
Losses in valves and fittings can form a significant portion ofthe total energy losses in the relatively short pipe run lengthstypically found in minerals processing plants8. This point iswell illustrated by recent texts on the subject9.
An exacerbating factor is that these losses become muchmore significant in laminar flow. Very little designinformation is available on loss coefficients in laminar flow,and is urgently needed10. The FPRC has already begunproducing such data for practical design purposes11.
Vc
y= 26τ
ρ,
▲
688 OCTOBER 2006 VOLUME 106 NON-REFEREED PAPER The Journal of The Southern African Institute of Mining and Metallurgy
Figure 1—Graphical presentation of Equation 2 showing the boundary shear rate γ·b3
τy
γ·b
Vis
cosi
ty
Shear Rate

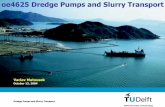
The loss coefficient kv of a valve (or fitting) defines thehead loss across the valve HLv as a portion of the velocityenergy head of the slurry:
[5]
Figure 3 shows that the work at the FPRC providedexperimental data over eight orders of magnitude of Reynoldsnumbers for the loss coefficient for three differently sized(12.5 mm, 25 mm and 40 mm) geometrically similar globevalves. This work was carried out using nine differentNewtonian and non-Newtonian fluids on two different testrigs, demonstrating that dynamic similarity—in the broadestpossible sense—can be achieved for valves and fittings. Thisdata can therefore be used with confidence for accurate andefficient design purposes.
Centrifugal pump derating
Pumping head characteristics must be based on the pumpperformance for the fluid that must be pumped.Conventionally, manufacturer’s pump catalogue curves arepresented for clear water performance only. When designingfor slurry handling, these curves must be derated, and the
usual approach is to determine the head and efficiency ratios(as slurry:water performance), referred to as HR and ERrespectively.
For settling slurries, standard methods are available1,which can usually be used successfully. For non-Newtonianslurries, there is less certainty, and methods based on theslurry rheology are presently under investigation.
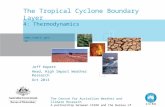
The Walker and Goulas13 pump Reynolds number is aneffective method to predict pump performance for non-Newtonian slurries14. However, it is based either on theplastic viscosity only, or on an apparent viscosity, both ofwhich present fundamental rheological problems. Theseproblems arise immediately from examination of Figure 1—unless an accurate estimate of the shear rate within the pumpcan be defined, these values are meaningless. Sery andSlatter15 present a new analysis, NRep2 based on the pumpgeometry and the more comprehensive Herschel-Bulkleyrheological model. Experimental data from centrifugal pumptests performed at the FPRC have been used to compare thesetwo approaches, as shown in Figure 4.
It is of particular importance to be able to predict theperformance of centrifugal pumps, since at high concen-tration, total cost comparison with PD pump systems need tobe made over the life of the plant. Since the main issue in
H kV
gLv v=2
2.
Plant design for slurry handlingJournal
Paper
689The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 106 NON-REFEREED PAPER OCTOBER 2006 ▲
Figure 2—Laminar settling pipe data and two-layer model predictions for sand/clay suspensions in various pipe sizes7
0 200 400 600 800 1000 12008V/D (s-1)
10% 3mm sand in 5.5% kaolin
211 mm
15 mm
80 mm
57 mm
160
140
120
100
80
60
40
20
0
τ w(P
a)
Figure 3—Experimental data from the FPRC for 12.5 mm, 25 mm and 40 mm globe valves12
0.01 0.1 1 10 100 1000 10000 100000 1000000
Re
kv = 702 / Re
98% Glycerol solution (12.5 mm)
85% Glycerol solution (12.5 mm)
65% Glycerol solution (12.5 mm)
Water (12.5 mm)
98% Glycerol solution (25 mm)
85% Glycerol solution (25 mm)
65% Glycerol solution (25 mm)
Water (25 mm)
10% Kaolin (25 mm)
8% CMC (12.5 mm)
8% CMC (25 mm)
5% CMC (12.5 mm)
5% CMC (25 mm)
7% Kaolin (25 mm)
10% Kaolin (40 mm)
Calculated
Water 40 mm
100000
10000
1000
100
10
1
Kv

Plant design for slurry handling
these comparisons is the capital cost of the PD pump systemversus the running cost of the centrifugal pump, accuratederating of both head and efficiency is of prime importance.
Figure 4 shows that both approaches appear to havesimilar merit, and work in this area is ongoing. However,what is clear from Figure 4 is that pump performancedecreases significantly as the Reynolds number decreasesbelow 1x106.
Launder flow
Launders are used extensively in the minerals processingindustry. However, very little is known of the way in whichthe rheology of the slurry affects the behaviour of theseflows, especially as the slurry becomes more viscous, andlaminar flows predominate. Clearly, knowledge of thisinteraction is vitally important to the understanding of theslurry environment for plant design.
Our approach at the FPRC is to adopt the time-honouredapproaches of engineering hydrodynamics, and develop aReynolds number, which we could use to establish dynamicsimilarity16.
For launder flow, the Fanning friction factor f is given by
[6]
where Rh is the hydraulic radius and θ is the launder slope.An appropriate Reynolds number16,17 which accounts for thenon-Newtonian viscous stresses in launder flow is
[7]
Using these as the basis for our approach, laminar flowdata can be compared with
[8]
and turbulent flow data with the Blasius equation
[9]
Using data from the experimental programme at theFPRC, this approach can be evaluated17 as presented inFigure 5.
Figure 5 shows that this approach has merit, andadequately models the interaction between slurry rheologyand laminar launder flow behaviour. Figure 5 also showsthat the transitional behaviour can be expected to be morecomplex than for pipe flow—and research continues in thisdirection.
Discussion
One of the hallmarks of research is that it asks morequestions than it answers, and this discipline is no exception.This paper started by making definitive statementsdescribing slurry rheology. While these statements are oftenadequate for engineering purposes, the truth is that slurryrheology depends on physical and chemical state, as well asthe flow conditions themselves. There is much research stillto be done. However, for those who need to make effectivedesigns that work in the present, it is believed that the issuesraised here will provide a basis for understanding the slurryenvironment—a vital precursor for sound design.
Conclusions
Our point of departure for this paper has been that sounddesign for slurry handling rests squarely on anunderstanding of the slurry environment. The manner inwhich slurry rheology affects flow behaviour in a number oftypical plant design hydrodynamic contexts has beenpresented. Slurry rheology itself is, however, a complex topic,and research in this area is ongoing.
f =0 079
0 25
.Re
..
f =16Re
,
Re2
28
2YPP
yh
V
KV
R
( ) =
+
ρ
τ
fR g
Vh=
22
sinθ
▲
690 OCTOBER 2006 VOLUME 106 NON-REFEREED PAPER The Journal of The Southern African Institute of Mining and Metallurgy
Figure 4—Comparison of the two Reynolds number approaches, using kaolin clay slurry experimental data15
1.00E+03 1.00E+06
Reynolds number
5% W&G
10% W&G
15.1% W&G
5% NRep2
10% NRep2
15.1% NRep2
Log. (W&G Trend)
Log. (NRep2 Trend)
HR
1.1
1
0.9
0.8
0.7

Acknowledgement
The author wishes to acknowledge the contributions of thestaff and students of the FPRC.
References
1. PATERSON AND COOKE Annual Course, The Design of Slurry Pipeline Design,Paterson and Cooke Consulting Engineers, Claremont, Cape Town.
2. WASP, KENNY AND GANDHI Solid-Liquid Flow: Slurry PipelineTransportation, Trans Tech Publications, New York. 1977.
3. SLATTER, P.T. Tailings Transport—Back to Basics!; Invited KeynoteAddress, Paste 2005, International Seminar on Paste and ThickenedTailings, Santiago, Chile, 20-22 April, 2005. pp. 165–176.
4. SLATTER, P.T. The role of rheology in the pipelining of mineral slurries,Min. Pro. Ext. Met. Rev., vol. 20, 1999. pp. 281–300.
5. SLATTER P.T. and WASP. E.J. The laminar/turbulent transition in largepipes; 10th International Conference on Transport and Sedimentation ofSolid Particles—Wroclaw: 4-7 September, 2000. pp. 389–399.
6. COOKE, R. Laminar flow settling: the potential for unexpected problems,British Hydromechanics Research Group 15th International Conference onSlurry Handling and Pipeline Transport HYDROTRANSPORT 15; Banff,June, 2002. pp. 121–133.
7. PULLUM, L., GRAHAM, L.J.W., AND SLATTER, P.T. A non-Newtonian two-layermodel and its application to high density hydrotransport, BritishHydromechanics Research Group 16th International Conference onHydrotransport; Santiago, April, 2004. pp. 579–594.
8. SLATTER, P.T., PIENAAR, V.G., and PETERSEN, F.W. Non-Newtonian fittingslosses; 9th International Conference on Transport and Sedimentation ofSolid Particles, Cracow: 2–5 September, 1997. pp. 585–596.
9. CHHABRA, R.P. and RICHARDSON, J.F. Non-Newtonian Flow in the ProcessIndustry, Oxford, Butterworth-Heinemann 1999.
10. PIENAAR, V,G., SLATTER, P.T., ALDERMAN, N.J. and HEYWOOD, N.I. A Review ofFrictional Pressure Losses for Flow of both settling and non-settling Non-Newtonian Fluids through Pipe Bends, British Hydromechanics ResearchGroup 15th International Conference on Slurry Handling and PipelineTransport HYDROTRANSPORT 15; Banff, June, 2002. pp. 511–527.
11. PIENAAR, V.G., NTLALETSENG, S., and SLATTER, P.T. Resistance coefficients ofmineral tailings flowing in half open diaphragm valves, MINPROC ’05,SAIMM Western Cape, 3 August 2005.
12. PIENAAR, V.G., SLATTER, P.T., ALDERMAN, N.J. and HEYWOOD, N.I. A Review ofFrictional Pressure Losses for Flow of Newtonian and non-NewtonianSlurries Through Valves, British Hydromechanics Research Group 16thInternational Conference on Hydrotransport, Santiago, April, 2004. pp. 219–230.
13. WALKER, C.I. and GOULAS, A. Performance characteristics of centrifugalpumps when handling non-Newtonian slurries, Proc. Inst. Mech. Engrs.1984.
14. SERY, G.A. and SLATTER, P.T. Centrifugal pump derating for non-Newtonianslurries, British Hydromechanics Research Group 15th InternationalConference on Slurry Handling and Pipeline TransportHYDROTRANSPORT 15; Banff, June, 2002. pp. 679–692.
15. SERY, G,A, and SLATTER, P.T. Centrifugal pump performance Reynoldsnumber for non-Newtonian slurries, 12th International Conference onTransport & Sedimentation of Solid Particles, Prague, Czech Republic,20–24 September, 2004. pp. 601–609.
16. HALDENWANG, R., CHHABRA, R.P., and SLATTER, P.T. Open channel flow ofnon-Newtonian fluids, 10th International Conference on Transport andSedimentation of Solid Particles, Wroclaw: 4–7 September, 2000. pp. 269–280.
17. HALDENWANG, R.H. and SLATTER, P.T. Experimental procedure and databasefor non-Newtonian open channel flow, Journal of Hydraulic Research,vol. 44, no. 2, 2006. ◆
Plant design for slurry handlingJournal
Paper
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 106 NON-REFEREED PAPER OCTOBER 2006 691 ▲
Figure 5—A 6% bentonite slurry flowing in a 300 mm rectangular flume17
1 10 100 1000 10000
Re (Reynolds number)16/Re Blasius equation Re2(YPP)
100
10
1
0.1
0.01
0.001
Fan
nin
g (
fric
tio
n f
acto
r)

▲
692 OCTOBER 2006 VOLUME 106 NON-REFEREED PAPER The Journal of The Southern African Institute of Mining and Metallurgy