04 MSUI Kinematika Dinamika Klipnog Mehanizma 3 Za Predavanje
Upload
stefan-felbigerCategory
view
580download
2
FSB, Proizvodno inženjerstvo, OS
PETO PREDAVANJE
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
Teorija rezanja-osnovni pojmovi.
Nastajanje i deformacija odvojene čestice.
Koeficijenti deformacije: θa, θb i θl.
Trokut brzina (hodogram brzina).
Relativno smicanje: γč=f(∆s, ∆x), γč=f (vsh, vshn) i γč=f(θ).
Brzina deformacije, vdef
Oblik odvojene čestice
Naslaga (naljepak) na prednjoj površini alata – BUE
Toplinske pojave kod procesa obrade odvajanjem
Sadržaj prethodnih predavanja
FSB, Proizvodno inženjerstvo, OS
Sile rezanja kod tokarenja.
Sile rezanja kod glodanja.
Merchant-ova kružnica sila.
Sile rezanja i koeficijenti trenja kod ortogonalnog rezanja.
OBRADA ODVAJANJEM
Sadržaj prethodnog predavanja
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
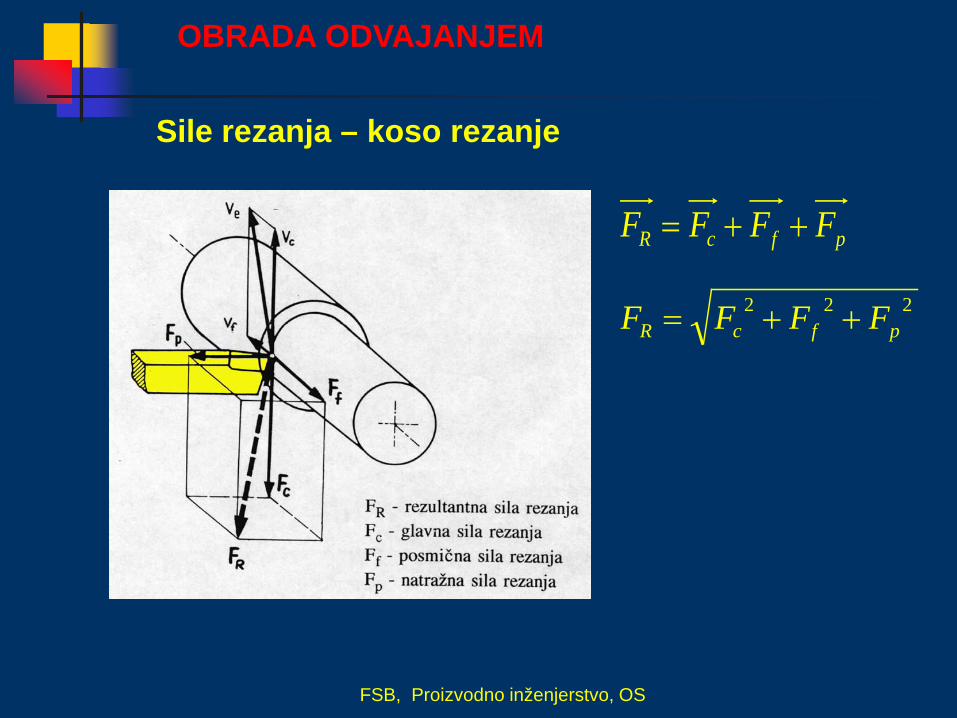
pfcR FFFF ++=
222pfcR FFFF ++=
Sile rezanja – koso rezanje
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
yxpp
xxff
zxcc
hbkF
hbkFhbkF
−
−
−
⋅⋅=
⋅⋅=
⋅⋅=
111
111
111
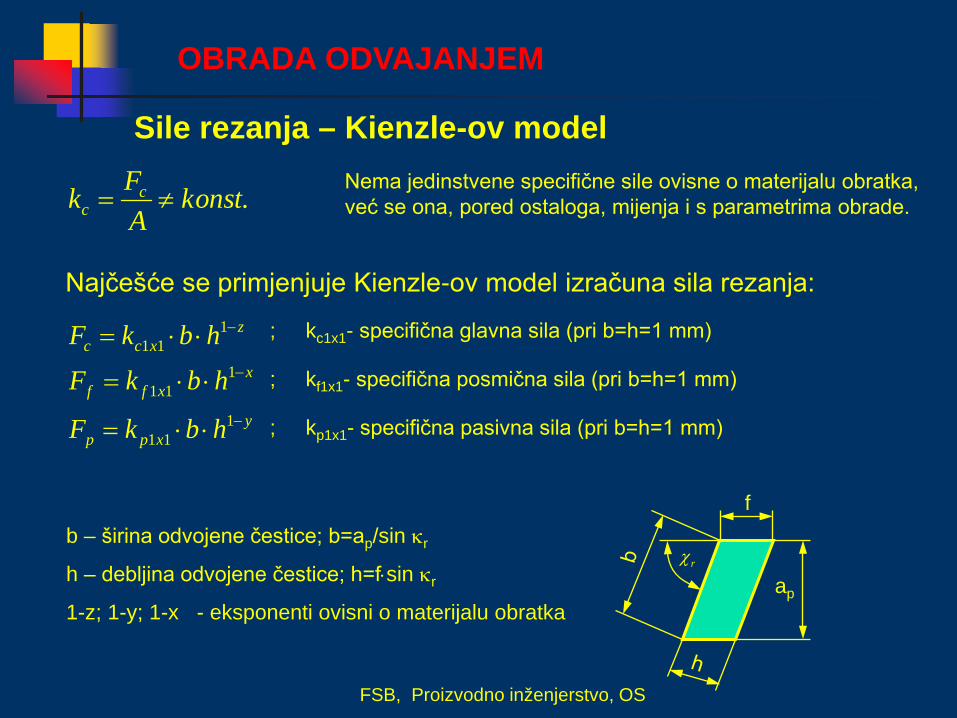
; kc1x1- specifična glavna sila (pri b=h=1 mm)
; kf1x1- specifična posmična sila (pri b=h=1 mm)
; kp1x1- specifična pasivna sila (pri b=h=1 mm)
b – širina odvojene čestice; b=ap/sin κr
h – debljina odvojene čestice; h=f⋅sin κr
1-z; 1-y; 1-x - eksponenti ovisni o materijalu obratka
.konstAFk c
c ≠=Nema jedinstvene specifične sile ovisne o materijalu obratka, već se ona, pored ostaloga, mijenja i s parametrima obrade.
Najčešće se primjenjuje Kienzle-ov model izračuna sila rezanja:
Sile rezanja – Kienzle-ov model
ap
f
rχ
FSB, Proizvodno inženjerstvo, OS
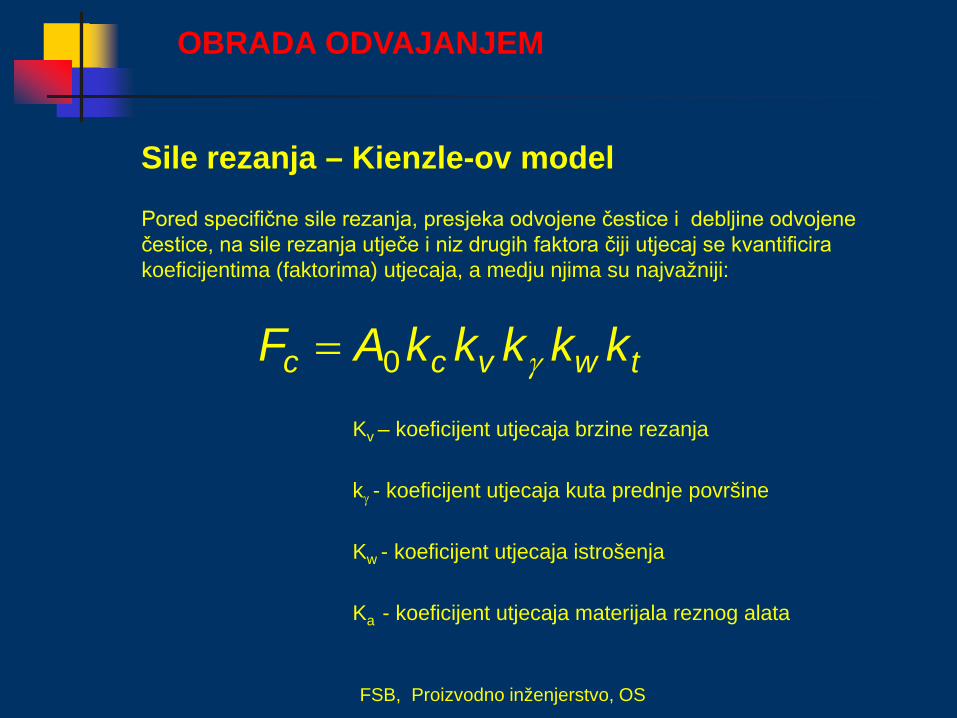
Kv – koeficijent utjecaja brzine rezanja
kγ - koeficijent utjecaja kuta prednje površine
Kw - koeficijent utjecaja istrošenja
Ka - koeficijent utjecaja materijala reznog alata
Pored specifične sile rezanja, presjeka odvojene čestice i debljine odvojene čestice, na sile rezanja utječe i niz drugih faktora čiji utjecaj se kvantificira koeficijentima (faktorima) utjecaja, a medju njima su najvažniji:
Sile rezanja – Kienzle-ov model
twvcc kkkkkAF γ0=
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
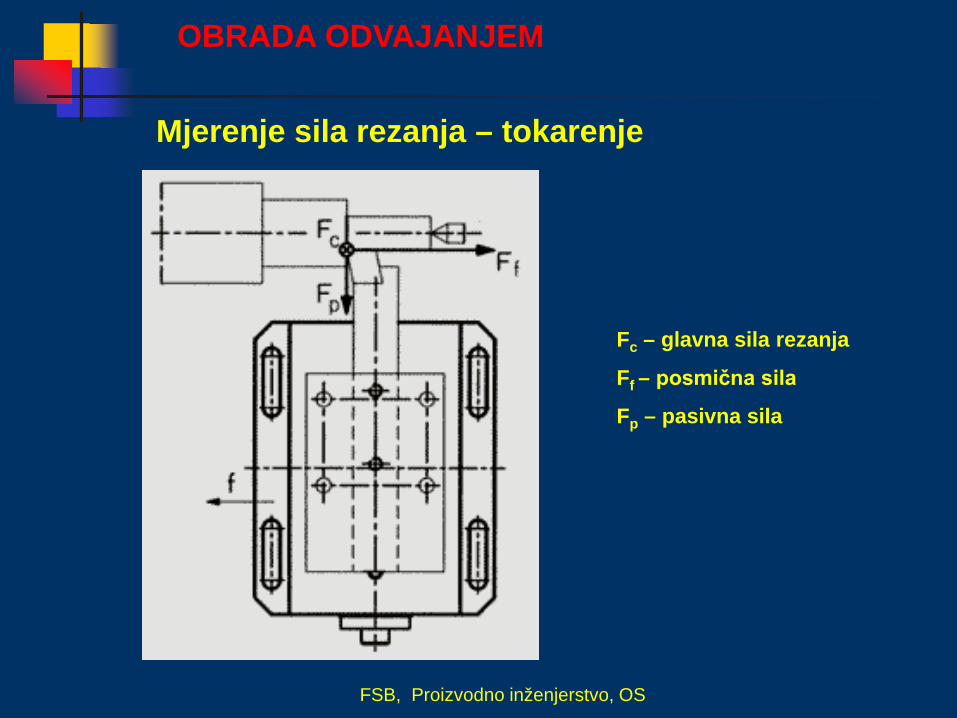
Mjerenje sila rezanja – tokarenje
Fc – glavna sila rezanja
Ff – posmična sila
Fp – pasivna sila
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
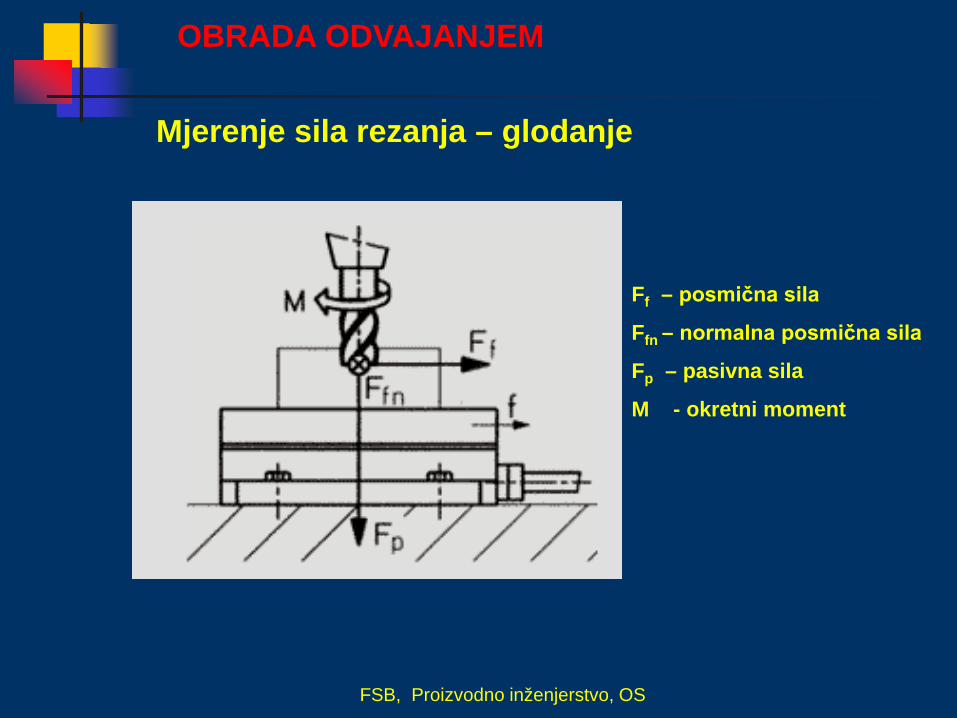
Mjerenje sila rezanja – glodanje
Ff – posmična sila
Ffn – normalna posmična sila
Fp – pasivna sila
M - okretni moment
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
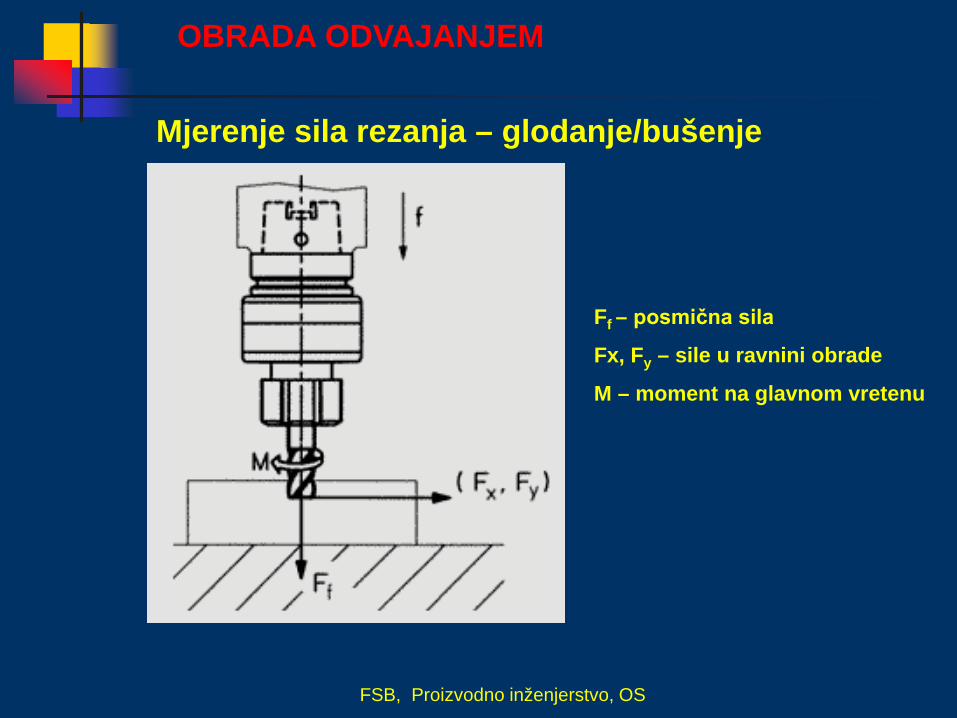
Mjerenje sila rezanja – glodanje/bušenje
Ff – posmična sila
Fx, Fy – sile u ravnini obrade
M – moment na glavnom vretenu
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
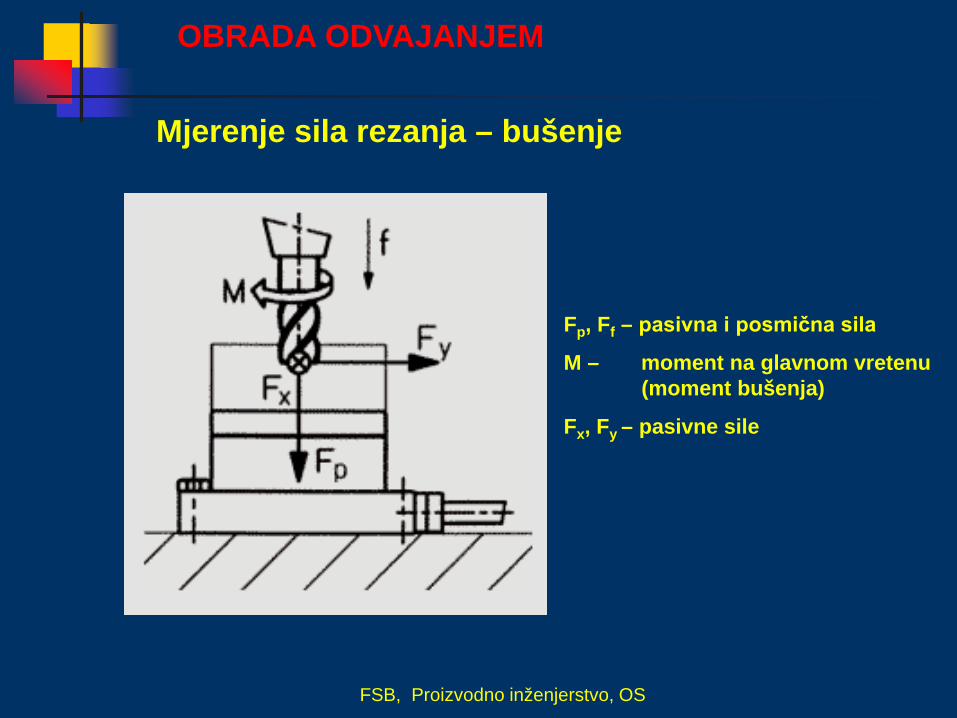
Mjerenje sila rezanja – bušenje
Fp, Ff – pasivna i posmična sila
M – moment na glavnom vretenu(moment bušenja)
Fx, Fy – pasivne sile

FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM
Mjerenje sila rezanja – brušenje
Ft – tangencijalna sila
Fn – normalna sila
Faxial – aksijalna sila
FSB, Proizvodno inženjerstvo, OS
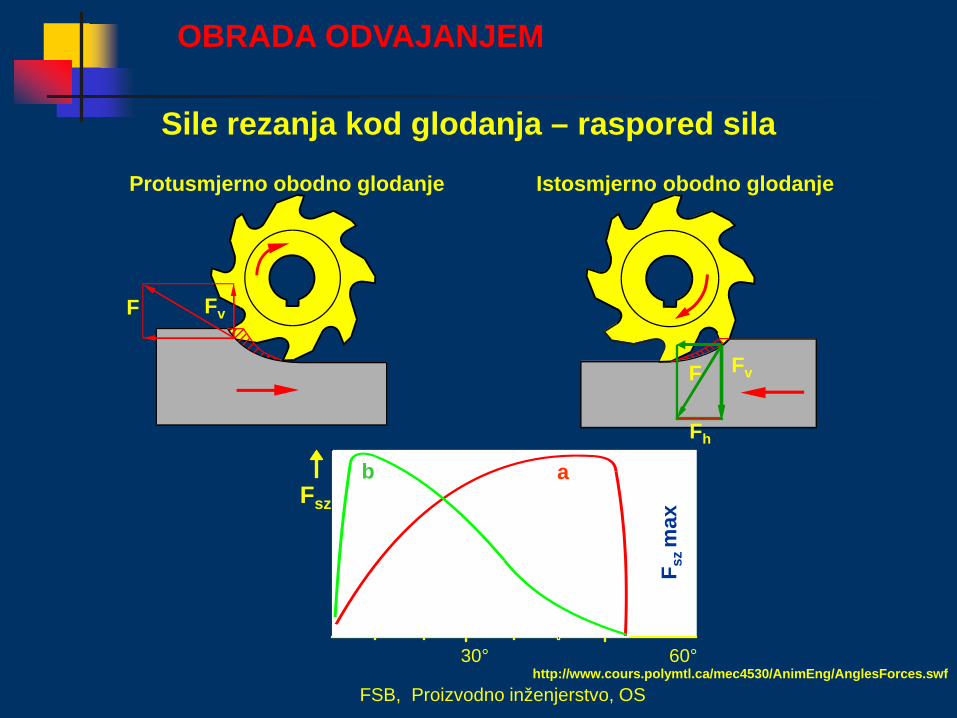
F
Fh
Fv
F Fv
Istosmjerno obodno glodanjeProtusmjerno obodno glodanje
Sile rezanja kod glodanja – raspored sila
abFsz
F sz m
ax30° 60°
http://www.cours.polymtl.ca/mec4530/AnimEng/AnglesForces.swf
Fh
OBRADA ODVAJANJEM

FSB, Proizvodno inženjerstvo, OS
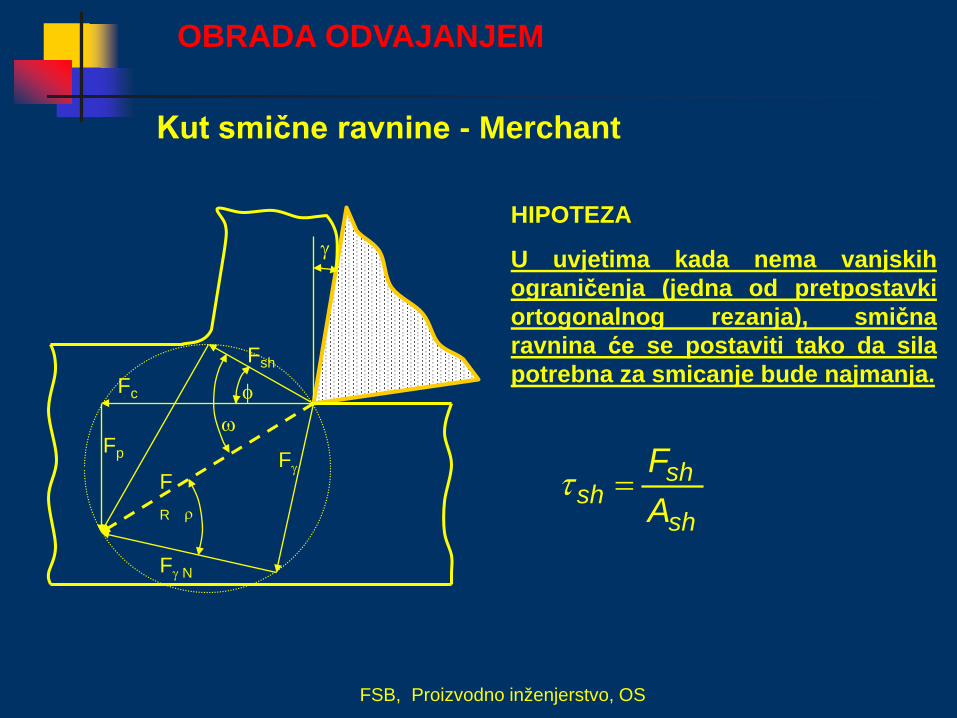
Fp
Fsh
FR
ρ
Fγ
Fγ n
φ
γ
ω
alat
FshN
Fc
ρsh
Fc - glavna sila rezanja
Fp - pasivna (natražna) sila
Fsh – tang. sila u ravnini smicanja
FshN - norm. sila u ravnini smicanja
F γ - tangencijalna sila na p.p.a.
FγN - normalna sila na p.p.a.
NR FFF γγ +=
shNshR FFF +=
I)
II)
III)
p.p.a. – prednja površina alata
pcR FFF +=
Sile rezanja - Merchant
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
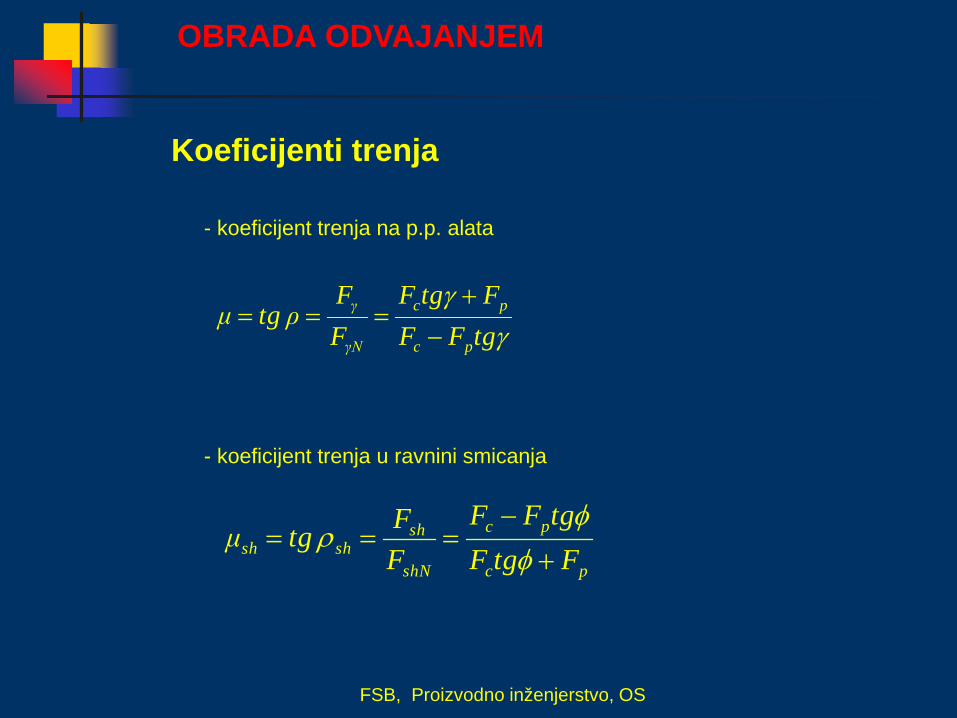
γγ
tgFFFtgF
FF
ρtgμpc
pc
γN
γ
−
+===
- koeficijent trenja na p.p. alata
- koeficijent trenja u ravnini smicanja
pc
pc
shN
shshsh FtgF
tgFFFFtgμ
+
−===
φφ
ρ
Koeficijenti trenja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
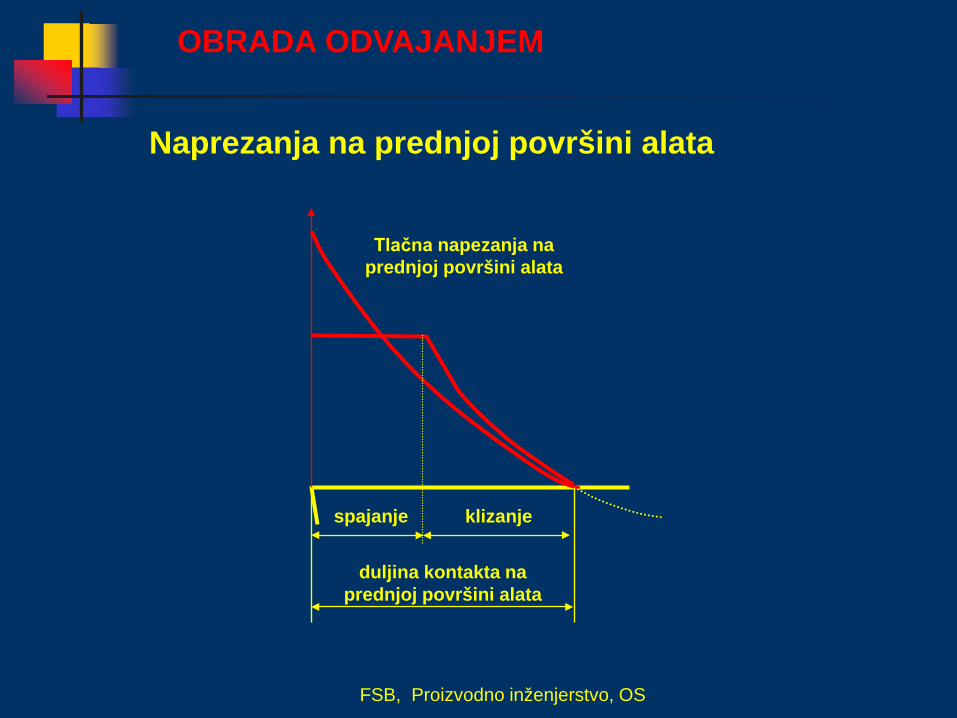
klizanjespajanje
duljina kontakta na prednjoj površini alata
Tlačna napezanja na prednjoj površini alata
OBRADA ODVAJANJEM
Naprezanja na prednjoj površini alata
FSB, Proizvodno inženjerstvo, OS
HIPOTEZA
U uvjetima kada nema vanjskihograničenja (jedna od pretpostavkiortogonalnog rezanja), smičnaravnina će se postaviti tako da silapotrebna za smicanje bude najmanja.
sh
shsh A
F=τ
Kut smične ravnine - Merchant
OBRADA ODVAJANJEM
Fp
Fsh
FR ρ
Fγ
Fγ N
φ
γ
ω
Fc
FSB, Proizvodno inženjerstvo, OS
ωcos⋅= Rsh FF
( )γρφω −+=
sh
shsh A
F=τ
φφ sinsinAba
A psh =
⋅=
- sila smicanja kao funkcija rezultatne sile
- tangencijalna naprezanja u smičnoj ravnini
- površina presjeka u ravnini smicanja
Kut smične ravnine - Merchant
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
( )[ ] ( )[ ]{ }φγρφφγρφφτ coscossinsin ⋅−++⋅−+−⋅=
AF
dd Rsh
( )[ ] 02cos0 =−+⋅⇒= γρφφτ
AF
dd Rsh
224ργπφ −+= KOMENTAR !!!
( )[ ] ( )[ ] φγρφ
φ
γρφτ sincos
sin
cos⋅−+⋅=
−+⋅=
AF
AF RR
sh
Kut smične ravnine - Merchant
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine - Merchant
OBRADA ODVAJANJEM
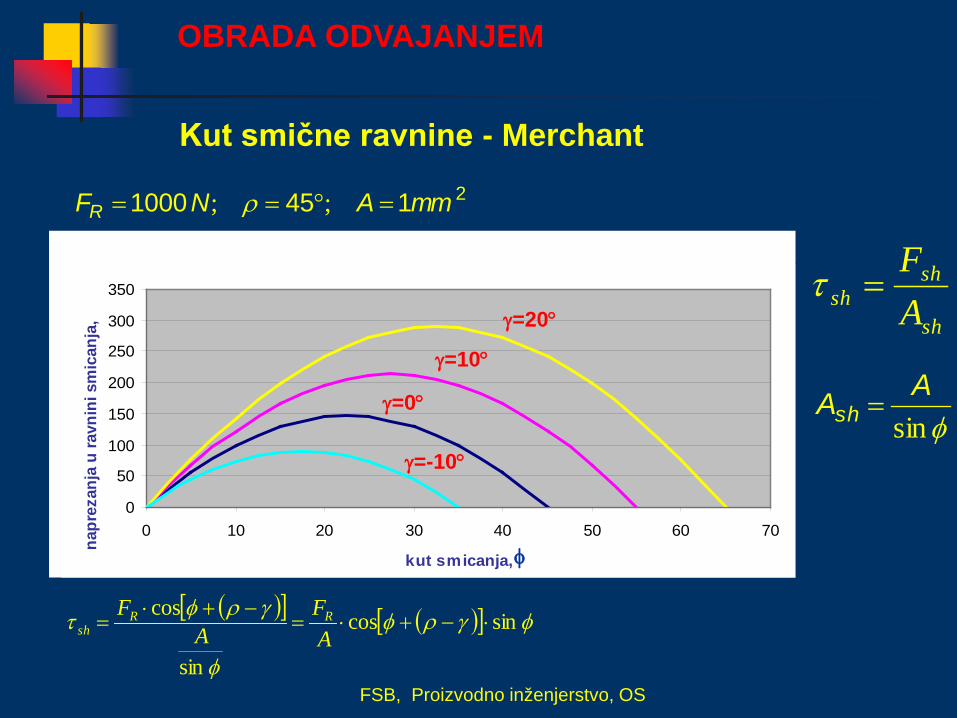
φsinAAsh =
sh
shsh A
F=τ
( )[ ] ( )[ ] φγρφ
φ
γρφτ sincos
sin
cos⋅−+⋅=
−+⋅=
AF
AF RR
sh
τ sh,N
/mm
2
21451000 mmANFR =°== ;; ρ
sh
shsh A
F=τ
γ=-10°
γ=0°
γ=10°
γ=20°
0
50
100
150
200
250
300
350
0 10 20 30 40 50 60 70
kut smicanja,
napr
ezan
ja u
ravn
ini s
mic
anja
,
φ
γ=-10°
γ=0°
γ=10°
γ=20°
FSB, Proizvodno inženjerstvo, OS
HIPOTEZA:
U uvjetima kada nema vanjskih ograničenja (to jejedna od pretpostavki ortogonalnog rezanja),smična ravnina će se postaviti tako da ukupnoutrošena energija u sustavu bude minimalna.
Kut smične ravnine – teorija minimalne energije(Lee i Shafer)
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Zanemarujući trenje na stražnjoj površini alata (pretpostavkaorogonalnog rezanja), ukupna energija utrošena u sustavu je sumaenergije utrošene smičnoj zoni, Esh, i energije utrošene na prednjojpovršini alata Eγ,.
γEEE sh +=
Koristeći mogućnost da se energija izrazi pomoću rada dobije se:
γWWW sh +=
tvFtvFW shsh ⋅⋅+⋅⋅= γγ
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Deriviranjem rada po vremenu dobije se pojednostavljena jednadžba,odnosno promatranje se svodi na analizu utroška snage:
γγγ vFvF
dtdW
dtdW
dtdW
shshsh ⋅+⋅=+=
shshsh vF
dtdW
⋅=
γγγ vF
dtdW
⋅=
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
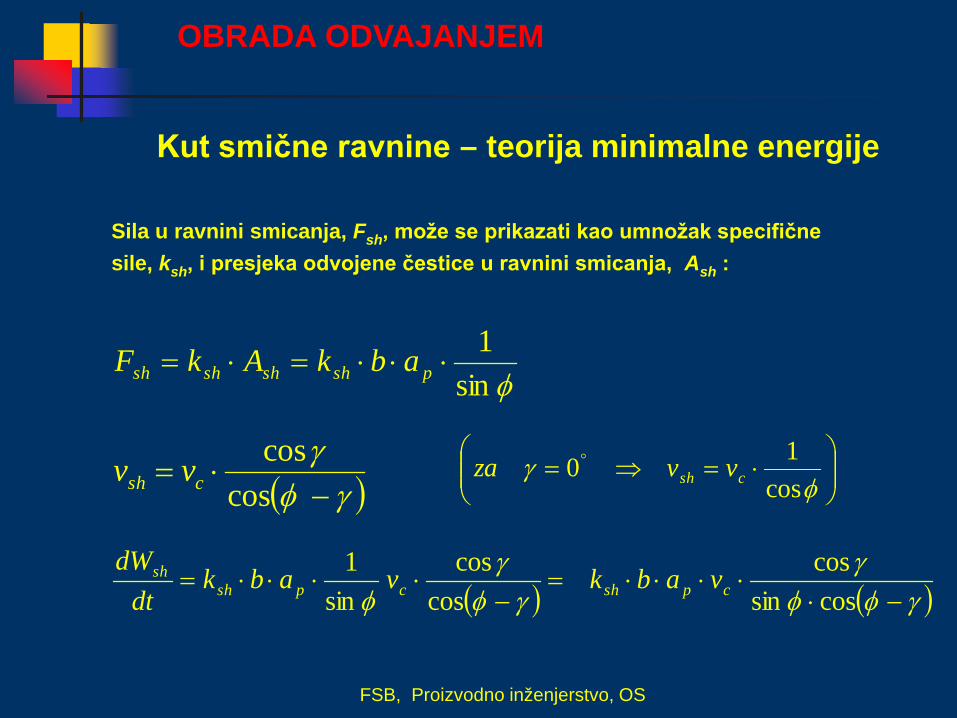
Sila u ravnini smicanja, Fsh, može se prikazati kao umnožak specifične sile, ksh, i presjeka odvojene čestice u ravnini smicanja, Ash :
φsin1
⋅⋅⋅=⋅= pshshshsh abkAkF
( )γφγ−
⋅=cos
coscsh vv
⋅=⇒= °
φγ
cos10 csh vvza
( ) ( )γφφγ
γφγ
φ −⋅⋅⋅⋅⋅=
−⋅⋅⋅⋅=
cossincos
coscos
sin1
cpshcpshsh vabkvabk
dtdW
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
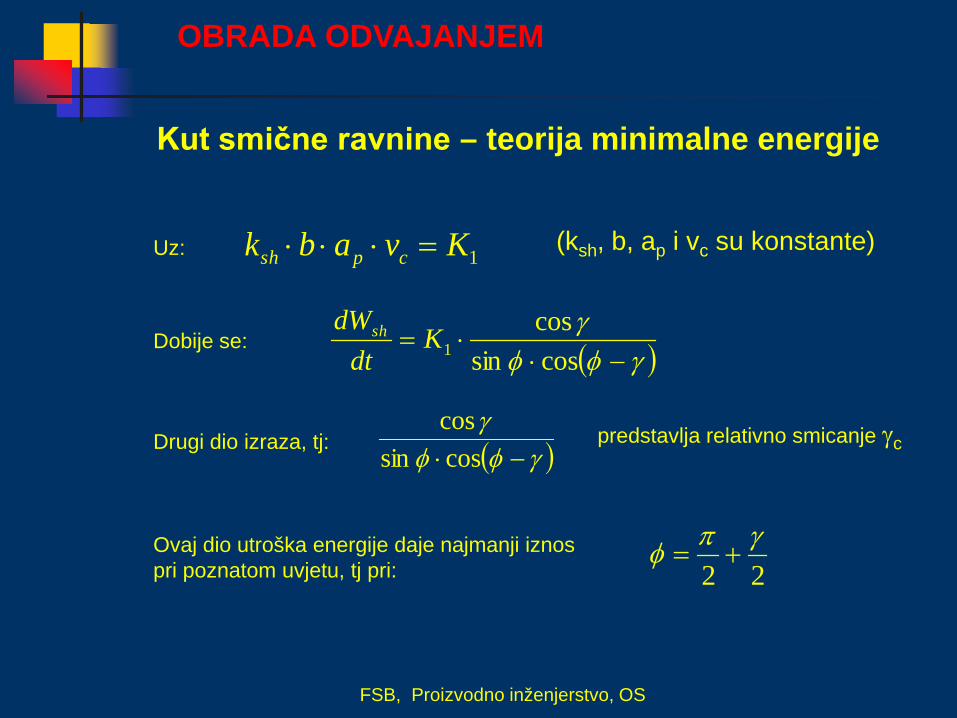
1Kvabk cpsh =⋅⋅⋅Uz:
( )γφφγ
−⋅⋅=
cossincos
1Kdt
dWshDobije se:
Drugi dio izraza, tj: ( )γφφγ
−⋅cossincos predstavlja relativno smicanje γc
22γπφ +=Ovaj dio utroška energije daje najmanji iznos
pri poznatom uvjetu, tj pri:
Kut smične ravnine – teorija minimalne energije
(ksh, b, ap i vc su konstante)
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine – teorija minimalne energije
Drugi dio energije koja se troši u procesu rezanja jeenergija potrebna za savladavanje otpora na prednjojpovršini alata, Wγ. Analogno objašnjenju za silusmicanja, sila na prednjoj površini alata, Fγ , može seprikazati kao produkt specifične sile na prednjoj površini,kγ , i površine dodira čestice i prednje površine alata, Aγ.
LbkAkF ⋅⋅=⋅= γγγγ
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine – teorija minimalne energije
Obzirom da svojstva materijala obratka, kao ni naprezanja kojima ječestica izložena na prednjoj površini alata i u ravnini smicanja, nisujednaka, specifična sila na prednjoj površini alata, kγ , je manja odspecifične sile u ravnini smicanja, ksh. Prema eksperimentalnimistraživanjima može se uzeti da je kγ ≈ 0,6⋅ksh. Površina dodira odvojenečestice i prednje površine alata jednaka je umnošku širine obrade b iduljine dodira na prednjoj površini alata, L.
( )γφφ
γ −⋅=cos
sincvv ( )φγ γ tgvvza c ⋅== °0
bLA =γ
shkk 6,0≈γ
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine – teorija minimalne energije
( )γφφ
γγ
−⋅⋅⋅⋅=cos
sincvLbk
dtdW
Uvrštavanjem prethodnih izraza u izraz za energiju utrošenuna prednjoj površini alata, dobije se jednadžba koja predstavljaudio snage koji se troši na prednjoj površini alata:
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Uz pretpostavku da su specifična sila, širina obrade, duljinadodira na prednjoj površini alata i brzina rezanja konstantneveličine, može se usvojiti:
2KvLbk c =⋅⋅⋅γ
Jednadžba za utrošak energije na prednjoj površini alata može se napisati pojednostavljeno
( ) )0(;cos
sin22 φγ
γφφ γγ tgK
dtdW
zaKdt
dW⋅=⇒°=
−⋅=
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Ako se zbog analize utjecaja duljine dodira na prednjoj površini alata, L, isti izostavi iz konstante K2, dobije se sljedeća jednadžba:
( ) )0(;cos
sin '2
'2 φγ
γφφ γγ tgLK
dtdW
zaLKdt
dW⋅⋅=⇒°=
−⋅⋅=
Udio energije koji se troši na prednjoj površini alata proporcionalanje konstanti K2
' , duljini dodira na prednjoj površini alata, L, i tangensu kuta φ.
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
cpsh vabkK ⋅⋅⋅=1
Uz ekperimentalni podatak da je kγ≈0.6⋅ ksh, te povezujući izraze za konstante K1 i K2, dobije se:
cvLbkK ⋅⋅⋅= γ2
paLKK ⋅⋅= 12 6.0
LKK ⋅= 12 6.0Za slučaj kada je ap=1, dobije se:
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
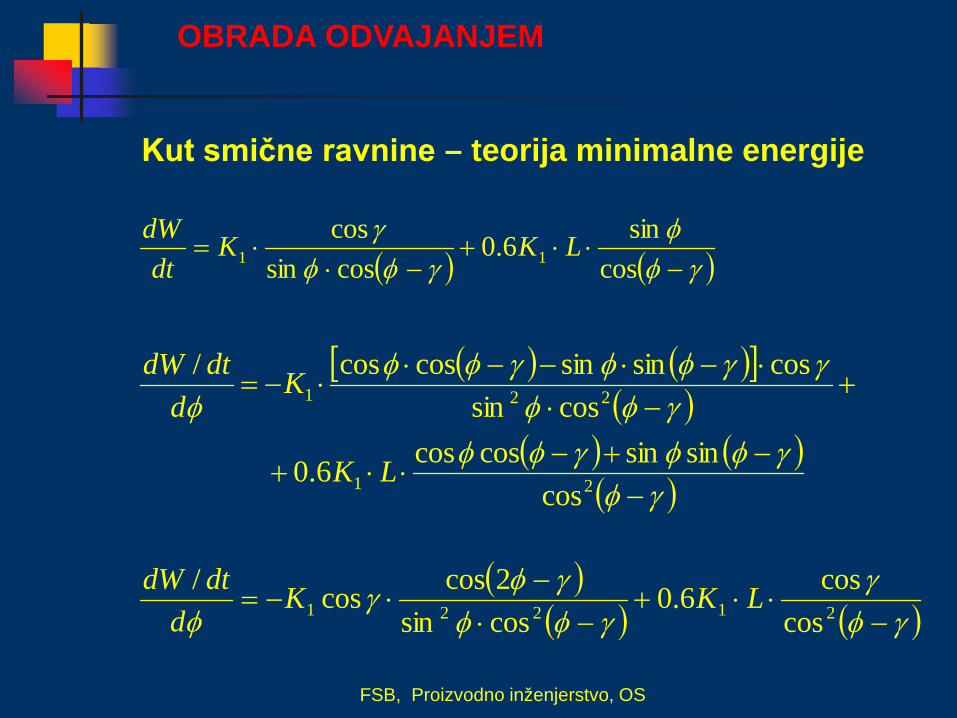
( ) ( )γφφ
γφφγ
−⋅⋅+
−⋅⋅=
cossin6.0
cossincos
11 LKKdt
dW
Jednadžba ukupnog utroška energije:
γγγ vFvF
dtdW
dtdW
dtdW
shshsh ⋅+⋅=+=
može se sada pisati kao:
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine – teorija minimalne energije
dtdW
dtdWdt
dW
sh
γ0
2
4
6
8
10
0 15 30 45 60 75 90kut ravnine smicanja,
ener
gija
reza
nja
(kva
litat
ivno
)
___
___
___
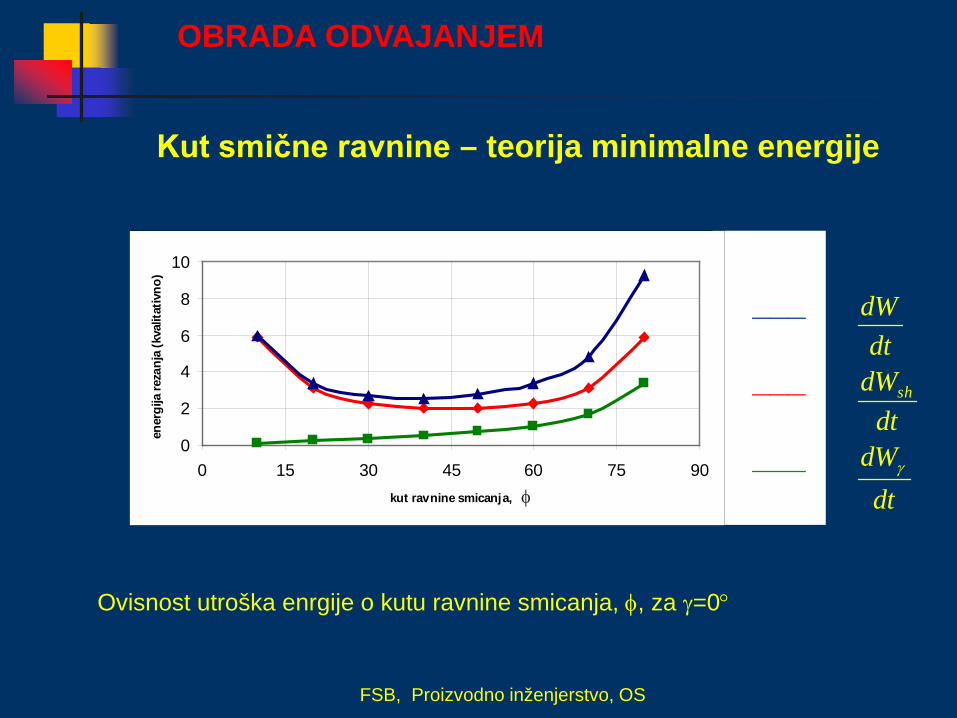
Ovisnost utroška enrgije o kutu ravnine smicanja, φ, za γ=0°
OBRADA ODVAJANJEM
φ
FSB, Proizvodno inženjerstvo, OS
Donja krivulja predstavlja udio energije potrošen na prednjojpovršini alata, srednja krivulja predstavlja udio energije utrošen uravnini smicanja, a gornja krivulja je suma prethodne dvije. Premagornjoj krivulji, optimalna vrijednost kuta ravnine smicanja,odnosno kuta kod kojeg je ukupni utrošak energije najmanji (zaγ=0), nalazi se u području između 30 i 45°.
Točna vrijednost kuta ravnine smicanja pri kojem se ostvarinajmanji utrošak energije može se odrediti analitički, deriviranjemizraza za ukupno utrošenu energiju.
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
( ) ( )[ ]( )
( ) ( )( )γφ
γφφγφφγφφ
γγφφγφφφ
−−+−
⋅⋅+
+−⋅
⋅−⋅−−⋅⋅−=
21
221
cossinsincoscos6.0
cossincossinsincoscos/
LK
Kd
dtdW
( )( ) ( )γφ
γγφφ
γφγφ −
⋅⋅+−⋅
−⋅−= 21221 cos
cos6.0cossin2coscos/ LKK
ddtdW
Kut smične ravnine – teorija minimalne energije
( ) ( )γφφ
γφφγ
−⋅⋅+
−⋅⋅=
cossin6.0
cossincos
11 LKKdt
dW
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
( )( ) ( )γφ
γγφφ
γφγφ −
⋅⋅=−⋅
−⋅⇒= 21221 cos
cos6.0cossin2coscos0/ LKK
ddtdW
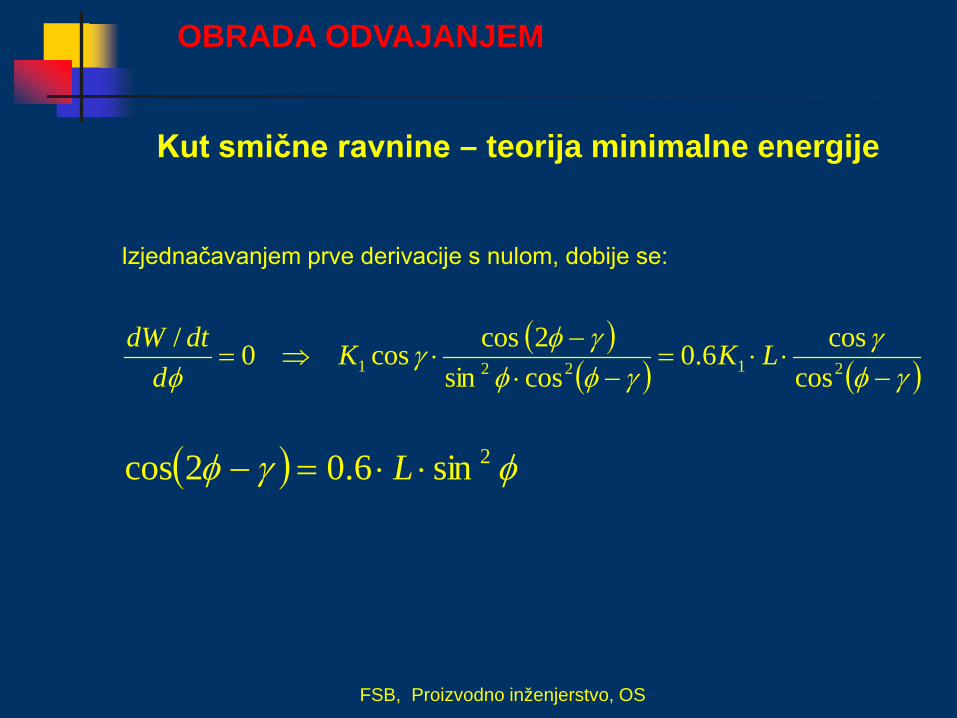
( ) φγφ 2sin6.02cos ⋅⋅=− L
Izjednačavanjem prve derivacije s nulom, dobije se:
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
L=1 L=2 L=3 L=4
γ= 0° φ = 38,33 φ = 34,0 φ = 30,85 φ = 28,47
γ= 10° φ = 42,16 φ = 37,07 φ = 33,44 φ = 30,67
γ= 20° φ = 45,96 φ = 40,08 φ = 35,89 φ = 32,73
γ=-10° φ = 34,46 φ = 30,82 φ = 28,17 φ = 26,13
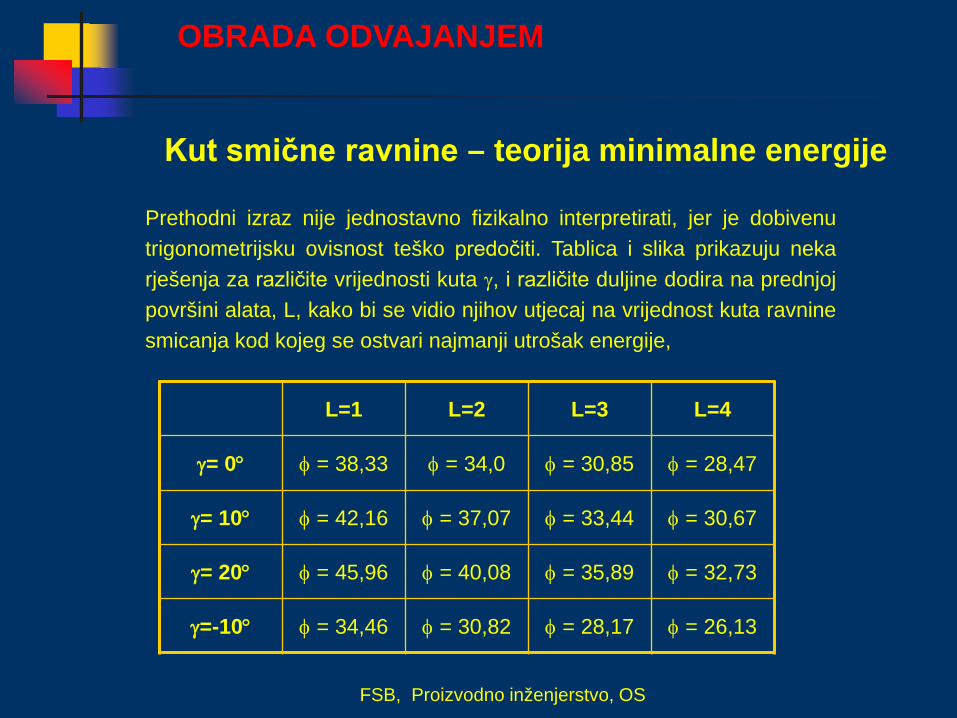
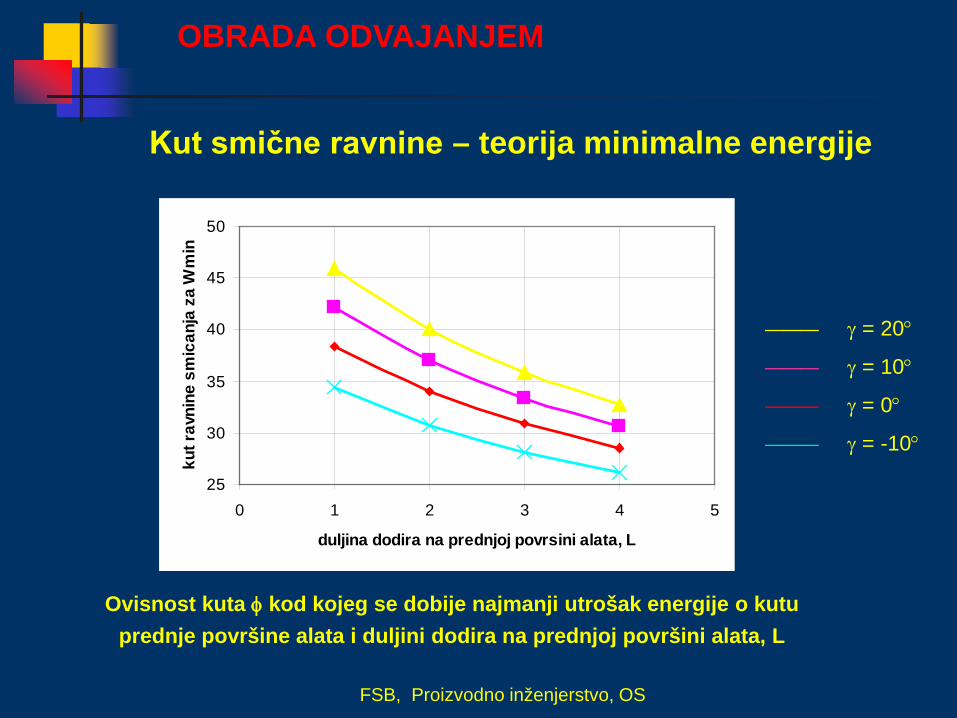
Prethodni izraz nije jednostavno fizikalno interpretirati, jer je dobivenutrigonometrijsku ovisnost teško predočiti. Tablica i slika prikazuju nekarješenja za različite vrijednosti kuta γ, i različite duljine dodira na prednjojpovršini alata, L, kako bi se vidio njihov utjecaj na vrijednost kuta ravninesmicanja kod kojeg se ostvari najmanji utrošak energije,
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
25
30
35
40
45
50
0 1 2 3 4 5
duljina dodira na prednjoj povrsini alata, L
kut r
avni
ne s
mic
anja
za
Wm
in
γ = 20°
γ = 10°
γ = 0°
γ = -10°
____________
Ovisnost kuta φ kod kojeg se dobije najmanji utrošak energije o kutuprednje površine alata i duljini dodira na prednjoj površini alata, L
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Jednostavnije razmatranje utroška energije dobije se kad sepromatra slučaj u kojem kut prednje površine alata iznosi 0°, γ=0°.
φφφ
tgLKKdt
dW⋅⋅+
⋅⋅= 11 6.0
cossin1
φφφφφ
φ 2122
22
1 cos16.0
cossinsincos/
⋅⋅+⋅−
⋅−= LKKd
dtdW
φφφφφ
φ 2122
22
1 cos16.0
cossinsincos0/
⋅⋅=⋅−
⋅⇒= LKKd
dtdW
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
φφφ 222 cossin6.0sin =⋅⋅+ L
16.01
6.0112
+⋅=⇒
+=
Larctg
Ltg φφ
Obzirom da je nazivnik u gornjem izrazu uvijek veći od brojnika(vrijednost brojnika je 1), kut φ je manji od 45°. Izuzetak bi bio zaL=0, tj. kada ne bi bilo dodira čestice s prednjom površinom alata.
Pojave na prednjoj površini alata značajno utječu na položaj, tj. kut ravnine smicanja.
Kut smične ravnine – teorija minimalne energije
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Kut smične ravnine – teorija minimalne energije
Utjecaj zbivanja na prednjoj površini alata može se izraziti i kvantitativno. Zanimljivo je da s porastom kuta prednje površine alata raste i relativna promjena kuta ravnine smicanja uslijed utroška energije na prednjoj površini alata. Izrečena tvrdnja vrijedi samo ako se pretpostavi ista duljina dodira (za L=1 relativna promjena kuta ravnine smicanja se kreće u rasponu od 14% kod γ=-10°, pa do 17% kod γ=20°), a to se u stvarnosti ne može očekivati. Povećanjem kuta prednje površine alata sa sigurnošću se može očekivati
smanjenje duljine dodira, a time, prema jednadžbi
i veći kut ravnine smicanja. Stoga treba pažljivo isčitavati dobivene izraze imajući u vidu interakcije pojedinih veličina.
16.01+⋅
=L
arctgφ
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postoje tri mogućnosti definiranja postojanosti oštrice alata:
1. Postojanost definirana vremenom koje alat može provesti uobradi prije nego dođe do istrošenja koje je definirano kaodozvoljena istrošenost alata (kriterijsko trošenje)
2. Postojanost definirana duljinom puta u smjeru glavnoggibanja. Ovakav način definiranja postojanosti ima prioritet kodpostupka provlačenja, dok kod drugih postupaka obradeodvajanjem uglavnom nije u primjeni.
3. Postojanost definirana duljinom puta u smjeru posmičnoggibanja. Ovakav način definiranja postojanosti ima prioritet kodpostupka bušenja (posebno kod bušnih slika), a može naćiprimjenu i kod većine drugih postupaka obrade odvajanjem (sveviše u primjeni).
Postojanost oštrice reznoga alata
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postojanost oštrice reznoga alata
Tm
c CTv =⋅
zyxpTc TfaCv ⋅⋅⋅=
Postojanost oštrice reznoga alata izražena kroz vrijeme:
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
TvL cv ⋅=c
v
vL
T =
T
m
c
vc C
vL
v =
⋅
mTmm
vcTm
vm
c CLvCLv −−− =⋅⇒=⋅ 1
11
1
Postojanost oštrice reznoga alata
Postojanost oštrice reznoga alata izražena kroz duljinu prijeđenoga puta u smjeru glavnoga gibanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
vmm
m=
−1
LvmT CC =−11
v
vL
mvc CLv =⋅
Postojanost oštrice reznoga alata
Imajući na umu da se srednja vrijednost
eksponenta m za TM kreće oko 0.25,
eksponent mv ima vrijednost 0.33, a
konstanta CLv iznosi CT1.333.
Slijedeći slide daje kvalitativni prikaz
jednadžbe u logaritamskim koordinatama.
slijedi:
Usvajanjem:
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postojanost oštrice reznoga alata
log vc
log Lv
log CLv
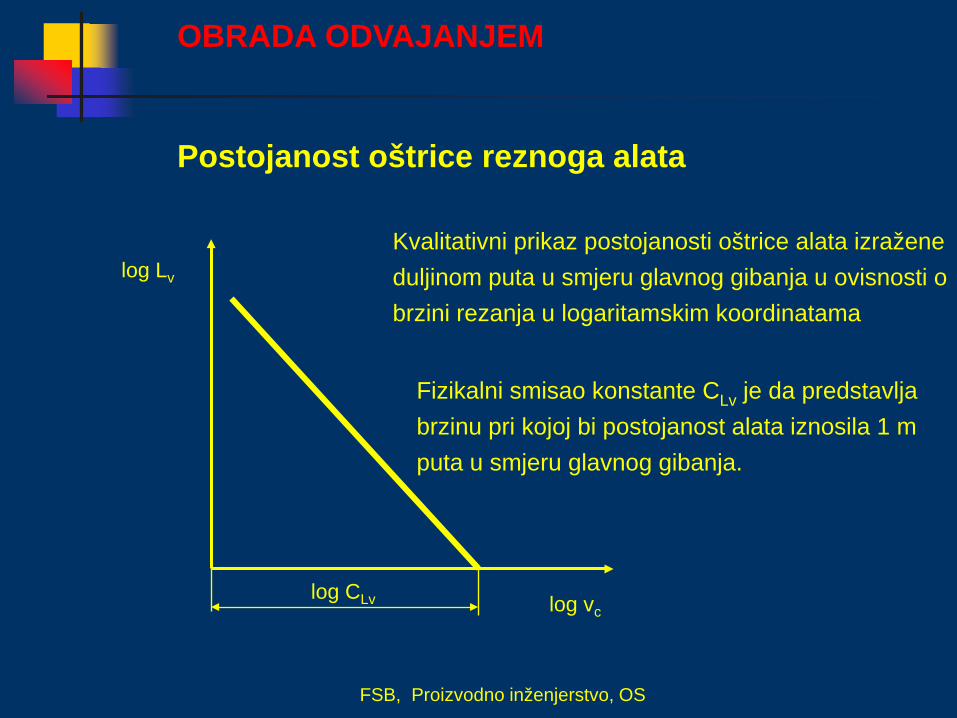
Kvalitativni prikaz postojanosti oštrice alata izražene duljinom puta u smjeru glavnog gibanja u ovisnosti o brzini rezanja u logaritamskim koordinatama
Fizikalni smisao konstante CLv je da predstavlja brzinu pri kojoj bi postojanost alata iznosila 1 m puta u smjeru glavnog gibanja.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postojanost oštrice reznoga alata
Postojanost oštrice reznoga alata izražena kroz duljinu prijeđenoga puta u smjeru posmičnoga gibanja
f
fff v
LTTvL =⇒⋅=
π⋅=⋅=
Dv
nnfv cf ;
fvDLT
cf ⋅
⋅⋅=
π
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postojanost oštrice reznoga alata
T
m
cfc C
fvDLv =
⋅⋅
⋅⋅π
m
Tm
fm
c DfCLv
⋅⋅=⋅−
π1
fmm
m=
−1fL
mm
mT CD
fC =
⋅⋅
−−
11
1
π
f
fL
mfc CLv =⋅
Usvajanjem:
Dobije se:
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Postojanost oštrice reznoga alata
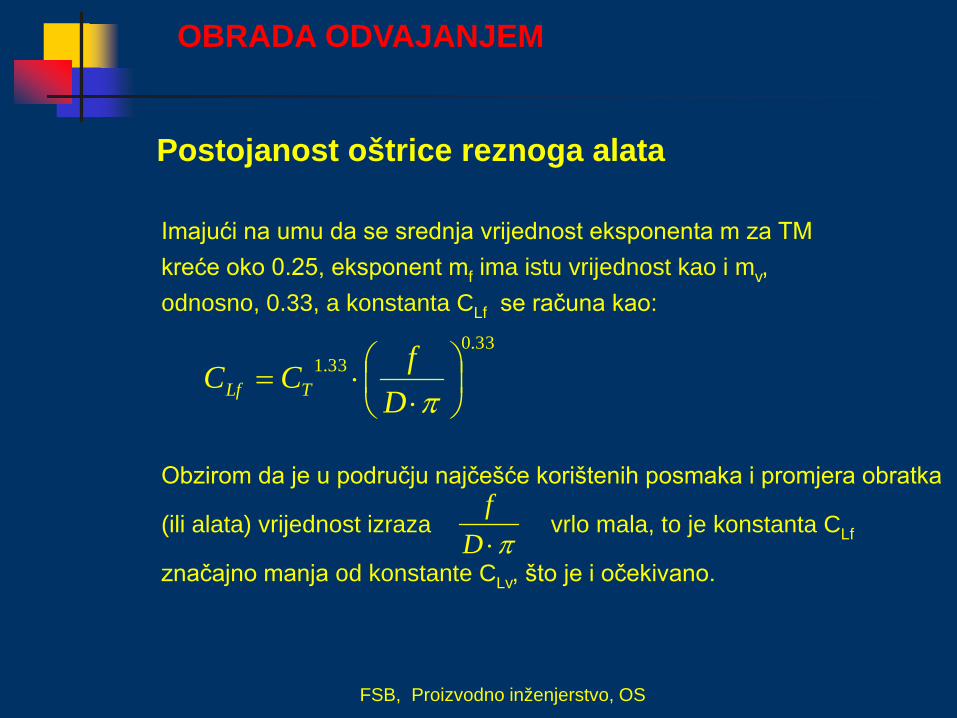
Imajući na umu da se srednja vrijednost eksponenta m za TM kreće oko 0.25, eksponent mf ima istu vrijednost kao i mv, odnosno, 0.33, a konstanta CLf se računa kao:
33.033.1
⋅⋅=
πDfCC TLf
π⋅Df
Obzirom da je u području najčešće korištenih posmaka i promjera obratka
(ili alata) vrijednost izraza vrlo mala, to je konstanta CLf
značajno manja od konstante CLv, što je i očekivano.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
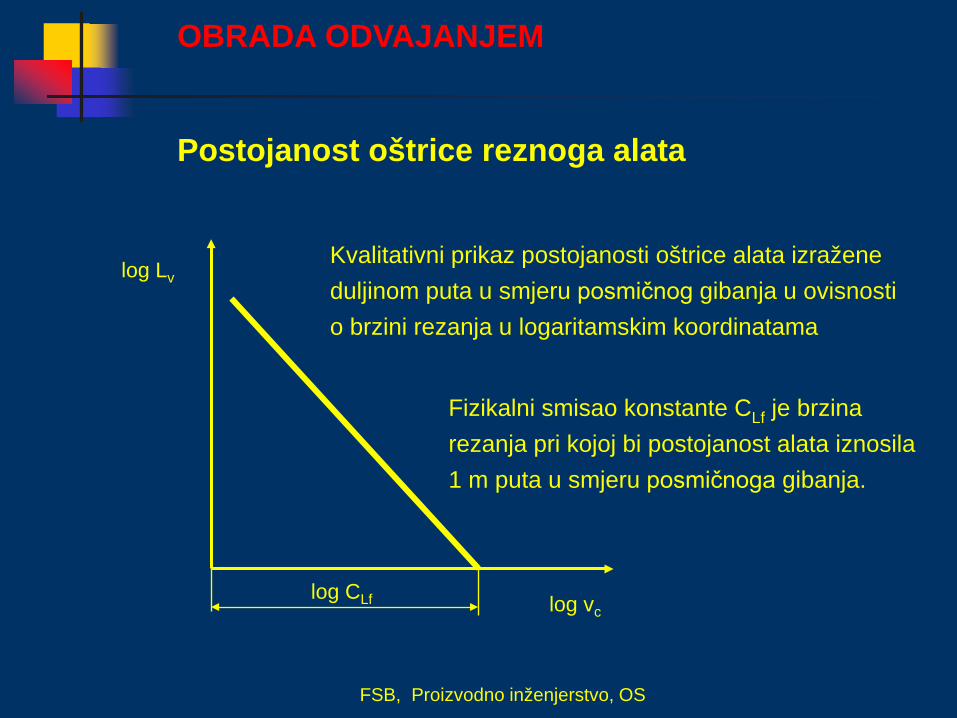
Postojanost oštrice reznoga alata
log vc
log Lv
log CLf
Kvalitativni prikaz postojanosti oštrice alata izražene duljinom puta u smjeru posmičnog gibanja u ovisnosti o brzini rezanja u logaritamskim koordinatama
Fizikalni smisao konstante CLf je brzina rezanja pri kojoj bi postojanost alata iznosila 1 m puta u smjeru posmičnoga gibanja.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
Hrapavost obrađene površine – jedan od faktora za ocjenu
kvalitete površine iintegriteta površine
Integritet površine se odnosi na promjene na površini koje su
posljedica obrade, te utjecaj tih promjena na svojstva površine i njeno
djelovanje u primjeni. To znači da se pod pojmom integriteta površine
“krije” puno više od hrapavosti površine, teksture i geometrije.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
Pri analizi integriteta površine uzimaju se u obzir slijedeći faktori:1. Temperature koje se generiraju pri obradi:
a) Metalurške promjene-mikrostruktura, rekristalizacija, itd.b) Zaostala naprezanja i napuklinec) Interkristalinična korozijad) Razugljičavanjee) Uključci
2. Plastična deformacija - očvršćivanje3. Srh
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
Hrapavost obrađene površine:
Teorijska hrapavost obrađene površine kod obrade noževima:
Obrada alatom pri rε=0
Obrada alatom pri rε>0
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
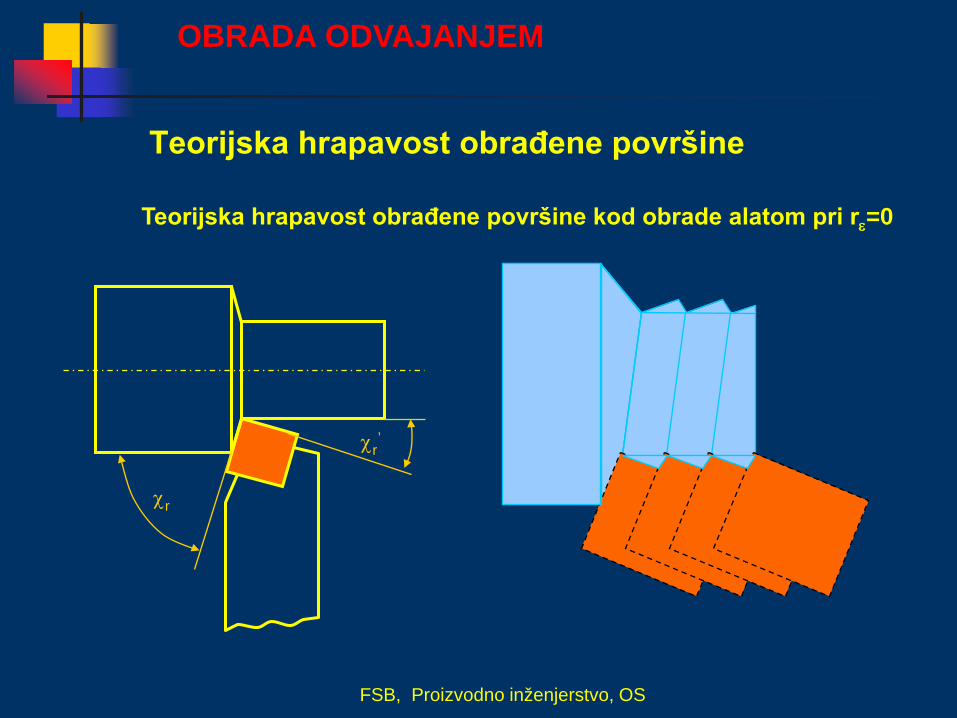
Teorijska hrapavost obrađene površine
χr
χr’
Teorijska hrapavost obrađene površine kod obrade alatom pri rε=0
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
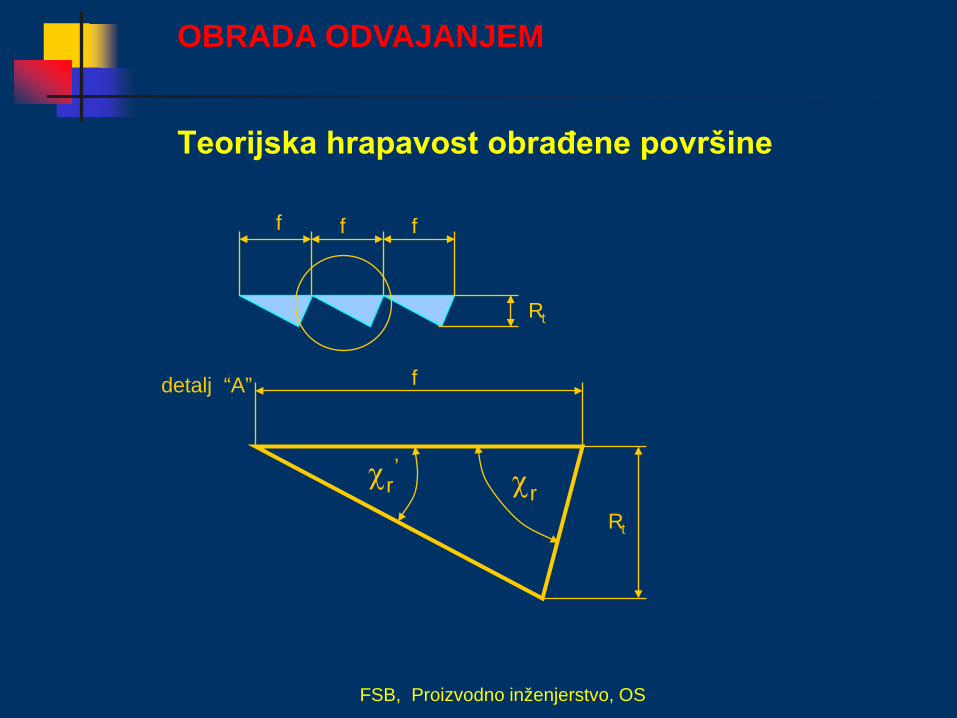
Teorijska hrapavost obrađene površine
f f f
Rt
detalj “A”
χr’ χr
Rt
f
OBRADA ODVAJANJEM

FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
χr’ χr
f
Rt
x ( )xfxf −+=
r
t
r
t
tgR
tgRf
χχ+=
'
rtrt ctgRctgRf χχ += '
+
=
'11
rr
t
tgtg
fR
χχ
''
rr
rrt tgtg
tgtgfRχχχχ
+='rr
t ctgctgfR
χχ +=
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
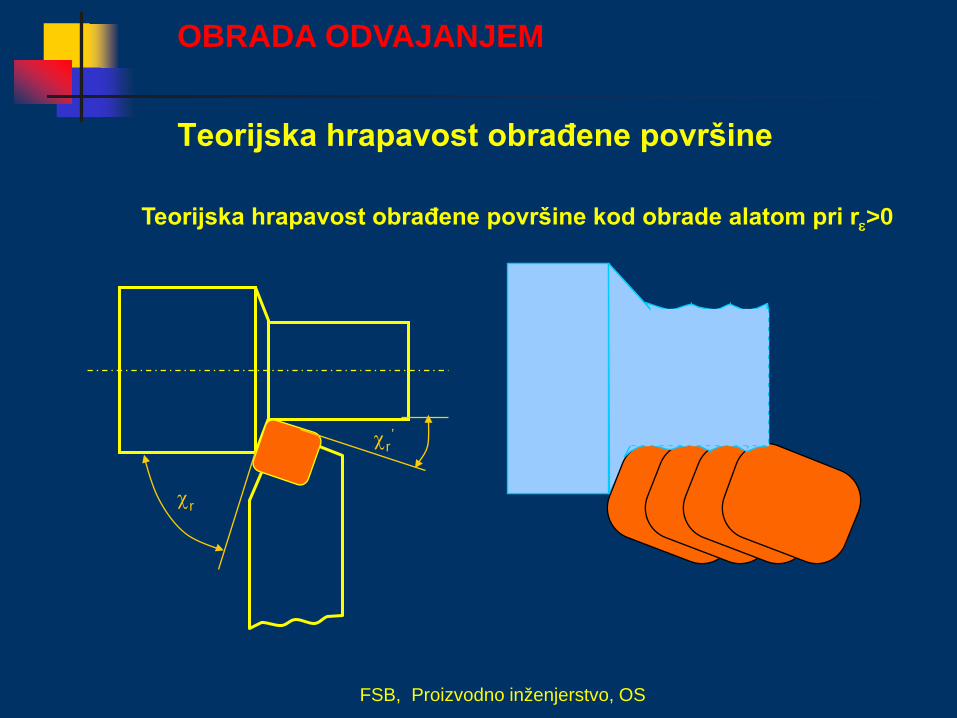
Teorijska hrapavost obrađene površine
χr
χr’
Teorijska hrapavost obrađene površine kod obrade alatom pri rε>0
OBRADA ODVAJANJEM

FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
Rt
f f frε
A
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
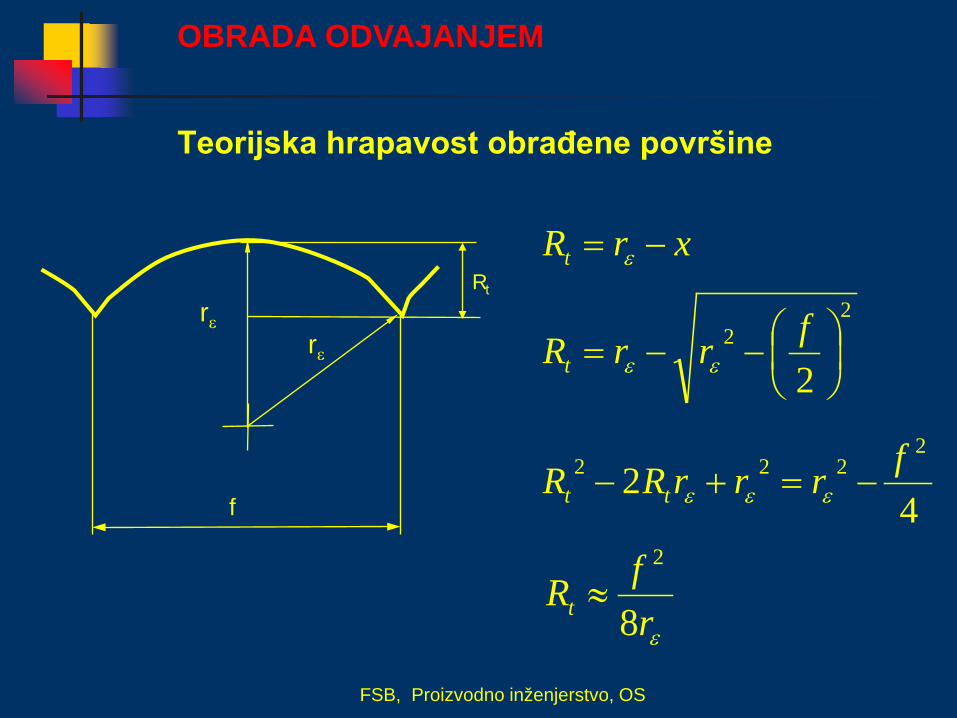
Teorijska hrapavost obrađene površine
xrRt −= εRt
rεrε
f 42
2222 frrrRR tt −=+− εεε
22
2
−−=
frrRt εε
εrfRt 8
2
≈
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
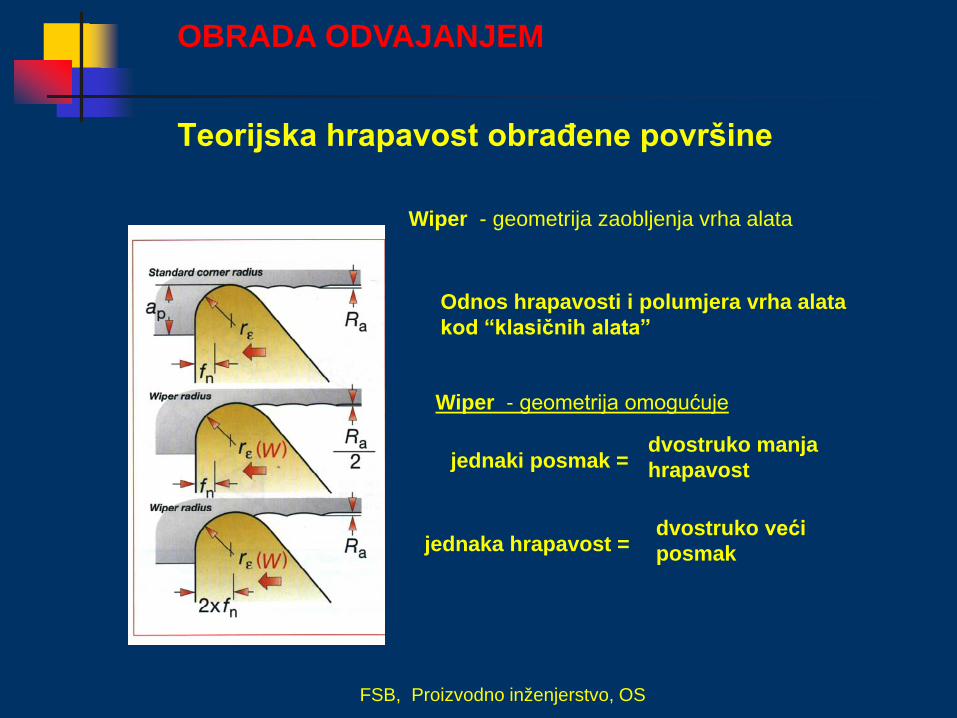
Teorijska hrapavost obrađene površine
Wiper - geometrija zaobljenja vrha alata
dvostruko manja hrapavostjednaki posmak =
jednaka hrapavost =dvostruko većiposmak
Odnos hrapavosti i polumjera vrha alatakod “klasičnih alata”
Wiper - geometrija omogućuje
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
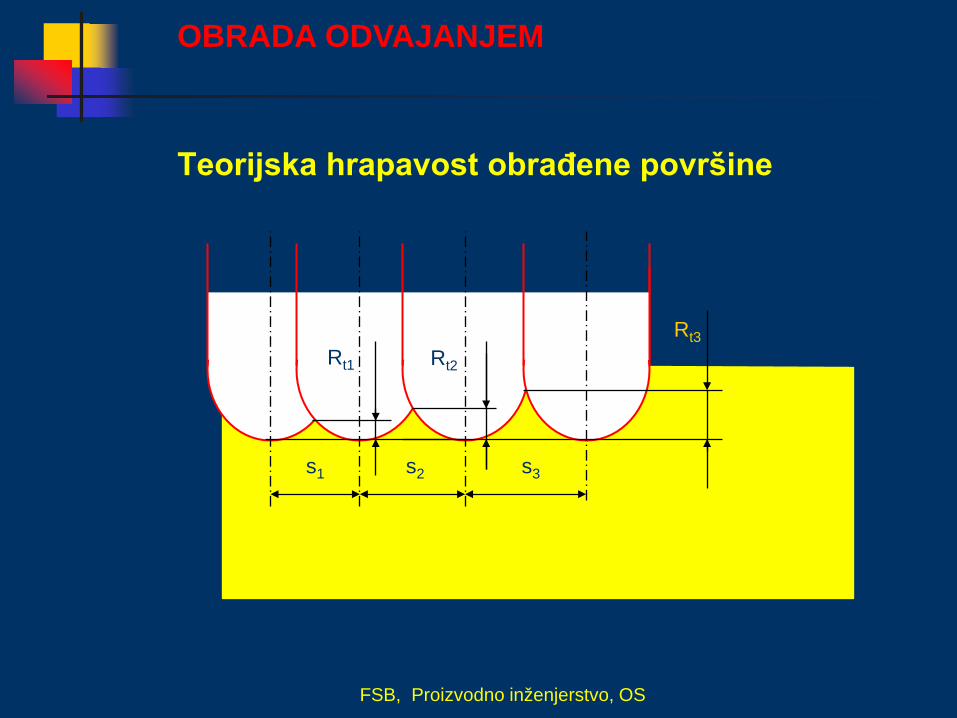
Teorijska hrapavost obrađene površine
Rt1 Rt2
s1 s3s2
Rt3
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
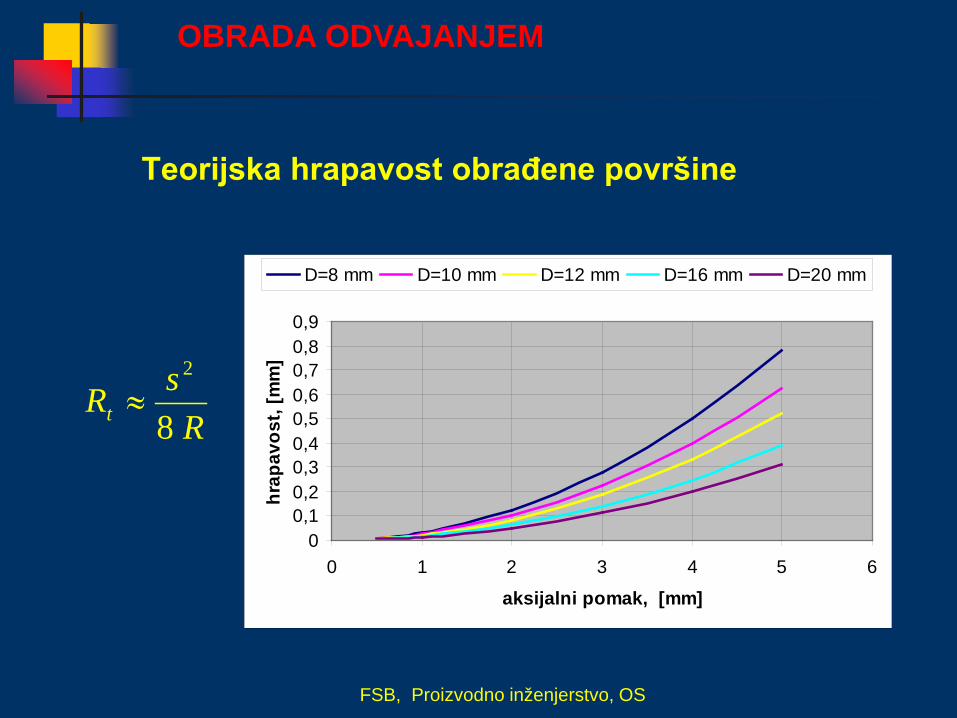
Teorijska hrapavost obrađene površine
RsRt 8
2
≈
00,10,20,30,40,50,60,70,80,9
0 1 2 3 4 5 6
aksijalni pomak, [mm]
hrap
avos
t, [m
m]
D=8 mm D=10 mm D=12 mm D=16 mm D=20 mm
OBRADA ODVAJANJEM

FSB, Proizvodno inženjerstvo, OS
Hrapavost obrađene površine
Uvećani oblik površine
Valovitost
Usmjerenost
Hrapavost
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
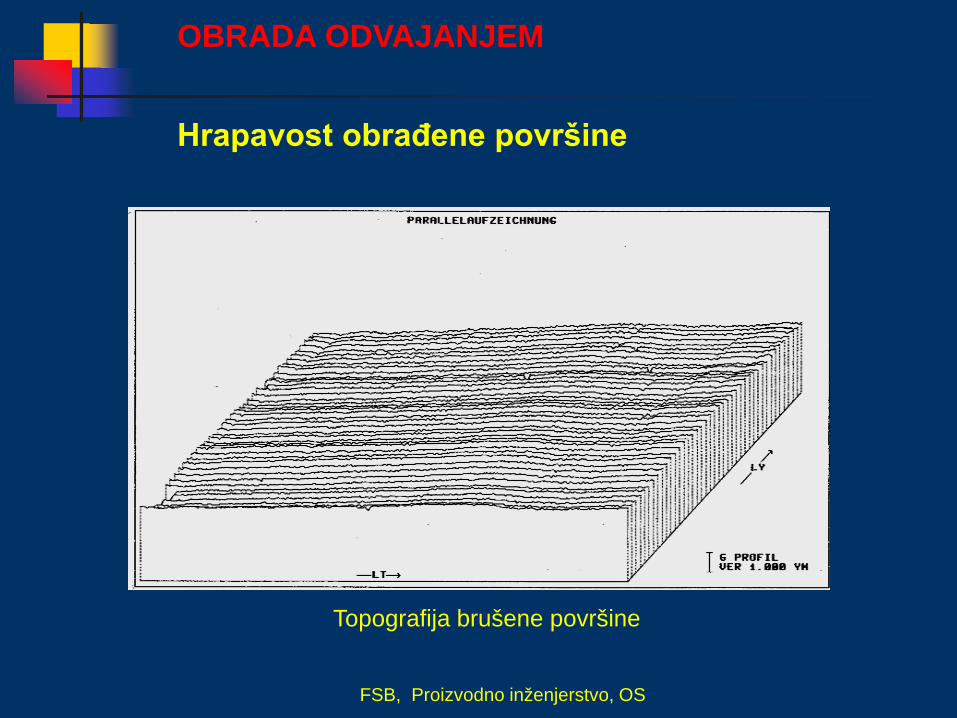
Hrapavost obrađene površine
Topografija brušene površine
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Hrapavost obrađene površine
Topografija glodane površine
OBRADA ODVAJANJEM

FSB, Proizvodno inženjerstvo, OS
Teorijska hrapavost obrađene površine
••••••Elektroerozija•••••Lepanje•••••••Brušenje
•••••Bušenje•••••Razvrtanje•••••••Tokarenje
••••••Glodanje••Piljenje
•••••Blanjanje
3571014203560100Najuža tolerancija0.20.40.81.63.26.312.52550Hrapavost, R, µm
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
OPTIMIZACIJA BRZINE REZANJA
U dosadašnjim razmatranjima se pokazalo da je brzinarezanja, vc, najutjecajniji prametar u procesu obrade odvajanjem.Njen utjecaj je od velikog značaja kod sva tri sudionika procesaobrade odvajanjem. Spada među najutjecajnije veličine kodformiranja odvojene čestice, kod trošenja oštrice alata i kodkvalitete obrađene površine. Stoga je logično da sepojednostavljeni oblik optimizacije procesa obrade odvajanjemprovodi kroz optimiranje brzine rezanja.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
U primjeni su najčešće dva kriterija optimizacije:
a) Najveća produktivnost i
b) Najmanja cijena obrade(često se navodi kao najveća ekonomičnost)
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
U oba slučaja optimizacije, polazi se odpojednostavljenog Taylor-ovog izraza kojipokazuje ovisnost postojanosti oštrice reznogaalata, T , o brzini rezanja, vc.
Tm
c CTv =⋅
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Cilj: najveća ekonomičnost
Optimizacija brzine rezanja
Cilj: najveća proizvodnost
Kriterij: najkraće vrijeme obrade 1 komada
Kriterij: najniža cijena obrade 1 komada
?=pT?=cpv
?=cev ?=ekT
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
Optimizacija brzine rezanja s ciljem postizanja najvećeproduktivnosti
U ovom slučaju optimizacije traži se brzina rezanja koja ćeomogućiti obradu najvećeg broja komada u jedinici vremena,odnosno brzina rezanja kojom se ostvaruje najkraće vrijeme obradejednog komada. Dobivanje izraza za određivanje optimalne brzinerezanja za najveću produktivnost, vcp, a zbog veće jednostavnosti ibolje preglednosti postupka, prikazat će se za slučaj kad se kaokriterij postavi najmanje vrijeme obrade jednog komada, t1.
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
Modeli za određivanje vremena obrade jednog komada mogu biti različitesloženosti, a u ovom primjeru polazi se od pretpostavke da se vrijemeobrade jednog komada sastoji od tri komponente:
• tn - vrijeme koje je neovisno o brzini rezanja,
(vrijeme pripreme stroja, komada, stezanja, i sl.);
• tt - vrijeme obrade (glavno strojno vrijeme);
• ta - vrijeme potrebno za jednokratnu zamjenu i podešavanje alata
svedeno na jedan obradak.
atn tttt ++=1
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
.konsttn =
1−⋅= cvt vLtLv - duljina puta u smjeru glavnog gibanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
Ta - vrijeme potrebno za jednokratnu zamjenu i podešavanje alata
k
Aa n
Tt =
nk - broj komada koji se može obraditi za trajanja postojanostioštrice alata (kod alata koji se oštre to je broj komada koji semože obraditi između dva oštrenja, a kod alata s mehaničkiizmjenjivim pločicama broj komada koji se može obraditijednom oštricom), a dobije se kao omjer postojanosti i glavnogstrojnog vremena.
tk t
Tn =
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
TvLT
tTT
nTt cvA
t
A
k
Aa
1−⋅⋅===
m
c
T
cvAa
vC
vLTt 1
1
⋅⋅=
−
111−− ⋅⋅⋅= mcmTvAa vCLTt
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
11111
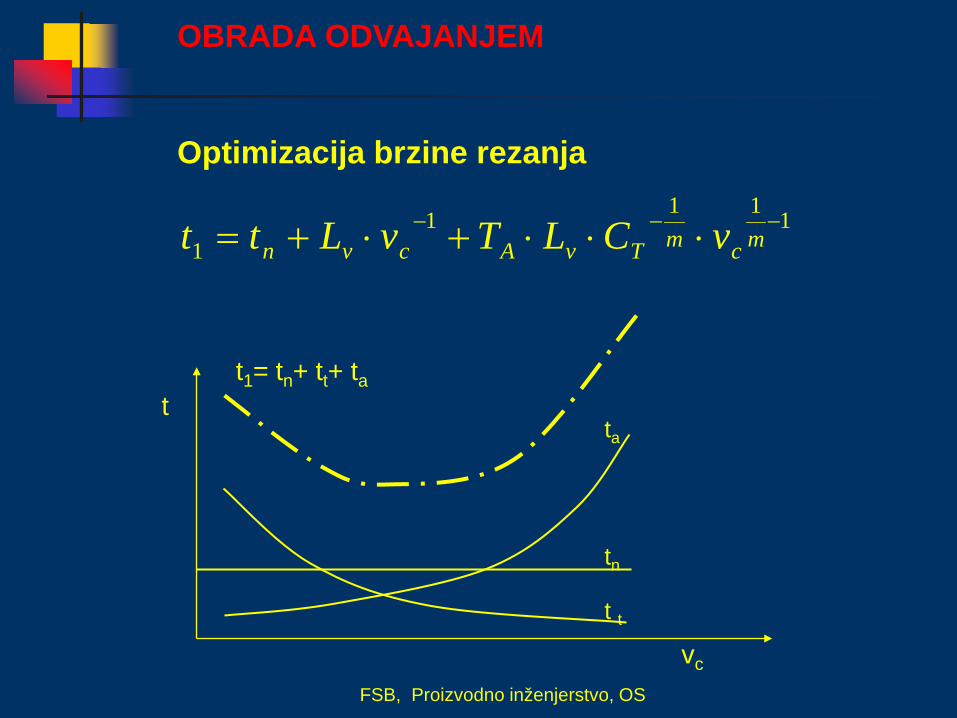
−−− ⋅⋅⋅+⋅+= mcmTvAcvn vCLTvLtt
tn
ta
t1= tn+ tt+ ta
t t
t
vc
Optimizacija brzine rezanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
Optimizacija brzine rezanja
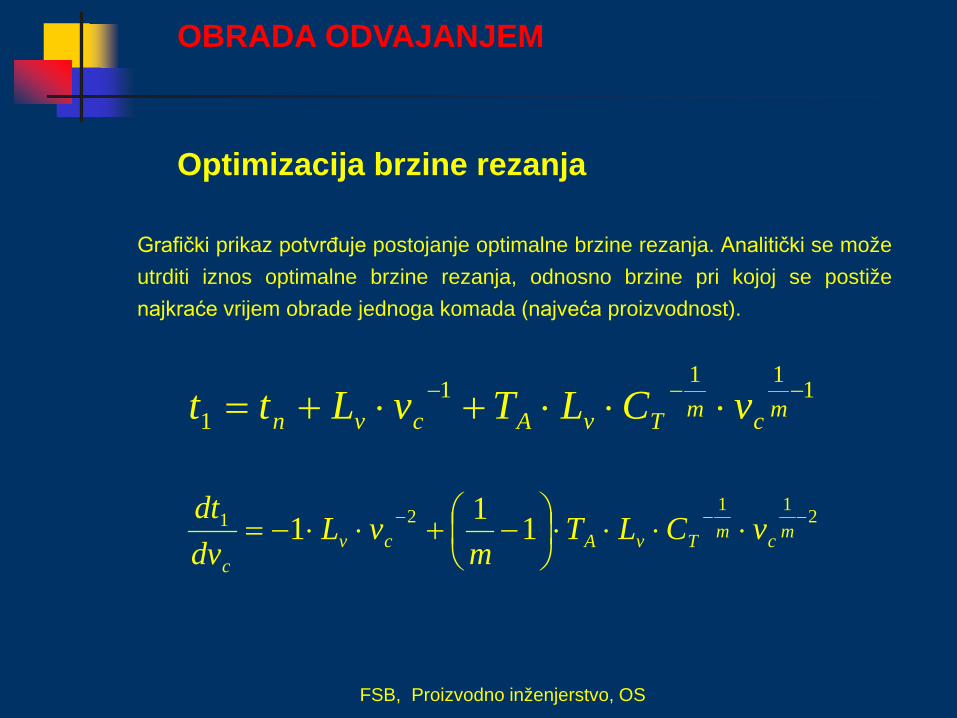
Grafički prikaz potvrđuje postojanje optimalne brzine rezanja. Analitički se možeutrditi iznos optimalne brzine rezanja, odnosno brzine pri kojoj se postiženajkraće vrijem obrade jednoga komada (najveća proizvodnost).
21121 111 −−− ⋅⋅⋅⋅
−+⋅⋅−= mcmTvAcv
c
vCLTm
vLdvdt
11111
−−− ⋅⋅⋅+⋅+= mcmTvAcvn vCLTvLtt
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
22111 110 −−− ⋅=⋅⋅⋅⋅
−⇒= cvmcmTvA
c
vLvCLTmdv
dt
mA
mT
cp
Tm
Cv⋅
−
=
11
Iz izraza za vcp se vidi slijedeće:
ako TA↑ ⇒ vcp ↓, odnosno
ako TA ↓ ⇒ vcp ↑
Optimizacija brzine rezanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
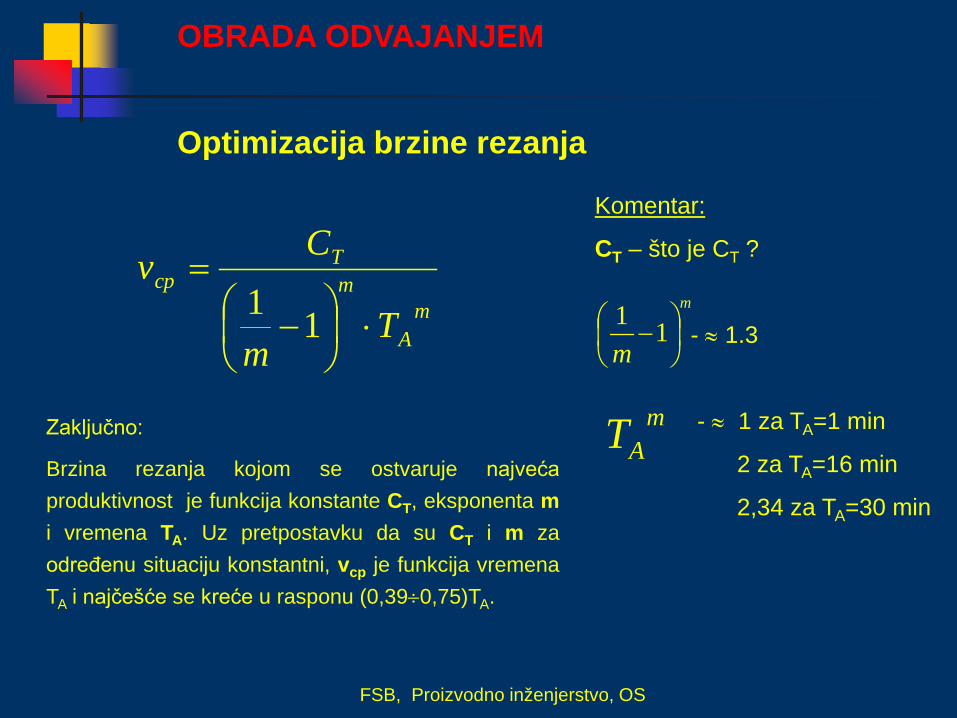
mA
mT
cp
Tm
Cv⋅
−
=
11
Komentar:
CT – što je CT ?
- ≈ 1.3
- ≈ 1 za TA=1 min
2 za TA=16 min
2,34 za TA=30 min
mAT
m
m
−11
Zaključno:
Brzina rezanja kojom se ostvaruje najvećaproduktivnost je funkcija konstante CT, eksponenta mi vremena TA. Uz pretpostavku da su CT i m zaodređenu situaciju konstantni, vcp je funkcija vremenaTA i najčešće se kreće u rasponu (0,39÷0,75)TA.
Optimizacija brzine rezanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
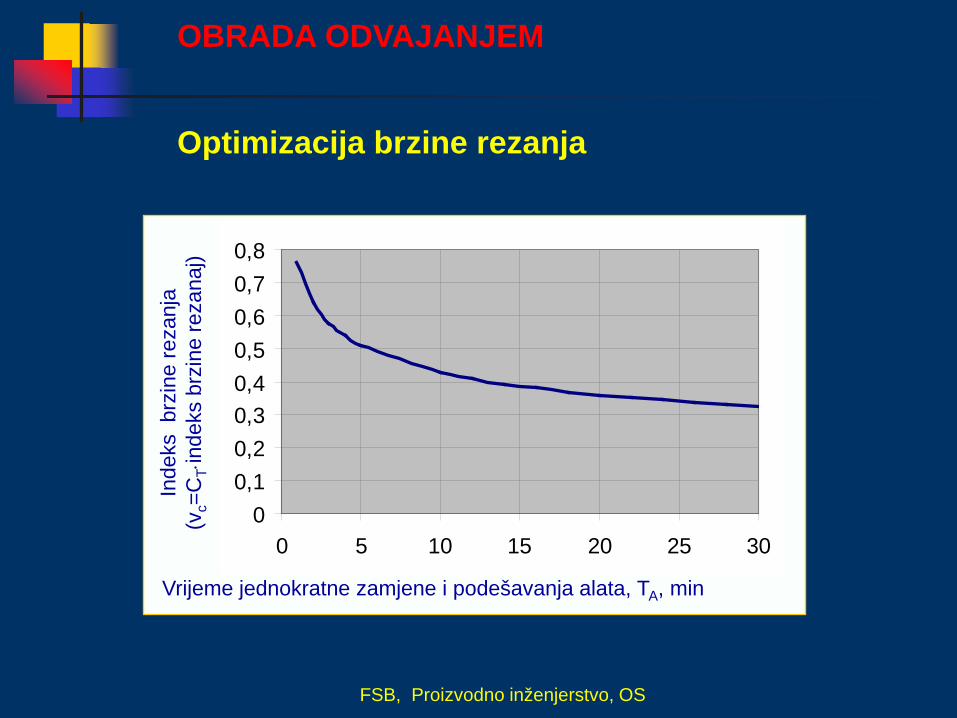
00,10,20,30,40,50,60,70,8
0 5 10 15 20 25 30
Vrijeme jednokratne zamjene i podešavanja alata, TA, min
Inde
ks b
rzin
e re
zanj
a(v
c=C
T⋅in
deks
brz
ine
reza
naj)
Optimizacija brzine rezanja
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
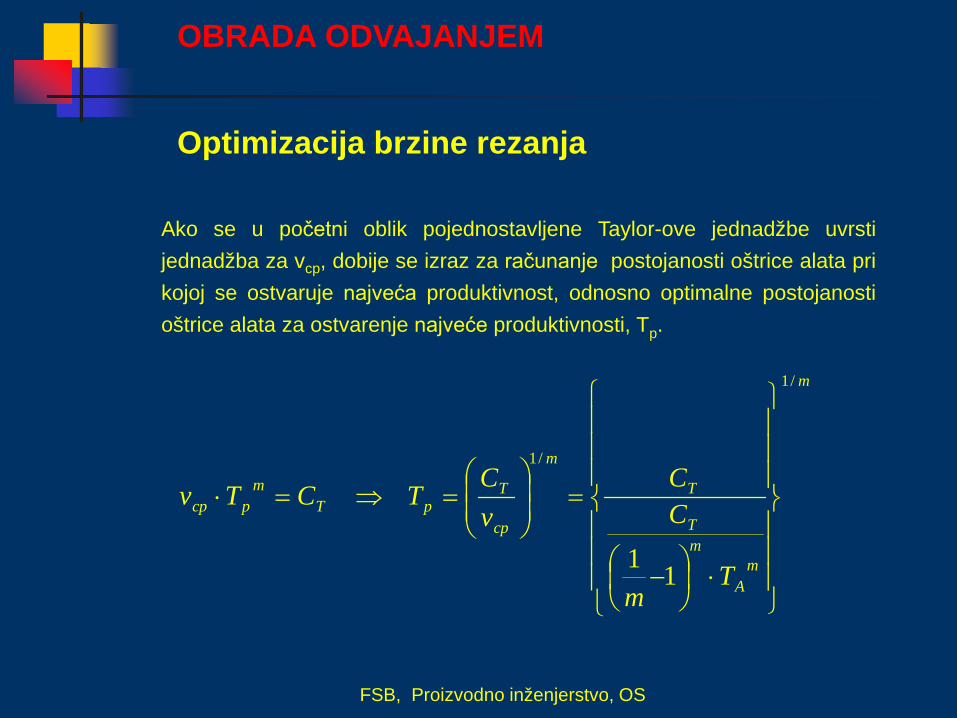
Optimizacija brzine rezanja
Ako se u početni oblik pojednostavljene Taylor-ove jednadžbe uvrstijednadžba za vcp, dobije se izraz za računanje postojanosti oštrice alata prikojoj se ostvaruje najveća produktivnost, odnosno optimalne postojanostioštrice alata za ostvarenje najveće produktivnosti, Tp.
m
mA
mT
T
m
cp
TpT
mpcp
Tm
CC
vCTCTv
/1
/1
11
⋅
−
=
=⇒=⋅
OBRADA ODVAJANJEM
FSB, Proizvodno inženjerstvo, OS
OBRADA ODVAJANJEM