Macroeconomics Chapter 71 Consumption, Saving and Investment Chapter 7.

1
M.4.4.2
R&D on Lubricant Oil for New Energy-Saving Drive System
(Fuel conservation type new drive lubricant oil group)
Anegasaki No. 401 Laboratory: ο Masahiko Takesue, Junichi Deshimaru,
Akio Imahashi, Shigeo Hara,
Toshihiko Ichihashi, Noriyuki Imazumi,
Akihito Abe, Yukitoshi Fujinami
Sodegaura No. 402 Laboratory: Nobuaki Shimizu, Tatsuya Egawa,
Satoshi Nagao
1. Contents of R&D
1.1 R&D Objective
The R&D objective is to develop a CVT special-purpose oil of long fatigue life and of
outstanding wear resistance and heat resistance in order to secure the reliability of a new drive
system (metal belt type CVT), which is a key technology for improving fuel consumption.
Concurrently, the objective is to investigate heat resistance and lubricant oil composition, and
on fatigue life and lubricant oil composition; to search for and synthesize heat resistant and
fatigue life resistant additives; to analyze fatigue surfaces; to conduct other research and to
collect fundamental data.
1.2 R&D Targets
Current technology covering fatigue life, wear resistance and heat resistance and development
targets are presented in Table 2.1-1.
Table 2.1-1 Current Technology and Development Targets
Performance Experiment method Current technology Development target
Fatigue life Rolling fatigue life
test
IAE gear test
Contact frequency up to
fatigue life
80°C, 4.8 GPa
5×106
Experimental conditions
determined after introduction
of equipment
Contact frequency up to
fatigue life
80°C, 4.8 GPa
10×106
Double the current operation
time up to fatigue generation
Wear
resistance
Shell 4-ball test 75°C, 40 kg, 60 min
Wear scar width: 0.5 mm
100℃, 40 kg, 60 min
Wear scar width: 0.5 mm
Heat
resistance
ISOT test 150°C, 96 hr
Increase in total acid
number: 3.0 or less
Percentage increase in
viscosity: 20% or less
150°C, 192 hr
Increase in total acid
number: 3.0 or less
Percentage increase in
viscosity: 20% or less
2000

2
Of these, technologies for satisfying fatigue life or heat resistance targets separately will be
completed in the year 2001. Technologies satisfying all of the above targets will be completed
by 2002, the final year. In 1999, the performances of various types of additives with different
structures will be investigated and used as fundamental data from the year 2000.
1.3 Contents of R&D in 1999
1.3.1 Sample oil
With the objective of collecting fundamental data for completion of a high-performance belt type
CVT oil, the performances of various types of additives were investigated in relation to fatigue
life, heat resistance, friction and wear characteristics, etc. In order to evaluate the
performances of single additives in the investigation, two types of sample oil were prepared: the
“PEC99/A series” in which various types of additives were added to paraffin base oil (P150),
and the “PEC99/B series” in which Ca sulfonate and dispersant are added to paraffin base oil
(P150) in consideration of CVT oil, and this is taken as a base to which various additives are
added.
1.3.2 Evaluation research on fatigue life
Using a rolling fatigue life tester, the fatigue life of the PEC99/B series was evaluated. In
addition, rolling fatigue surface underwent EPMA analysis and the relationship to fatigue life was
considered.
Test equipment: Rolling fatigue tester (Okamoto Koki Co., Ltd. : CRT-RIG)
Test conditions: 1500 rpm, 3000 N(Pmax 4.78 Gpa), 80°C
Test plate: SUJ-2, HRC 60±2, Surface roughness 1.0 µm, 0.5 µm, Rz
Test steel ball: φ9.525 mm (for NSK 51305), 3 balls used in 1 set
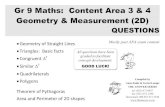
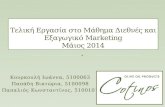
An outline of the test equipment is shown in Figure 2.1-1.
Load
Test steel ball
Test plate
Retainer (fixed)
Figure 2.1-1 Outline of rolling fatigue test
1.3.3 Evaluation research on heat resistance
For evaluation of heat resistance, ISOT oxidation tests (JIS K 2514) were performed on both the
PEC99/A and B series of oil sample under the following conditions.
Test conditions: 165.5°C, 72 hr
Evaluation standards: Rate of increase in viscosity, increase in total acid number,
non-dissolvable component, residual RBOT life

3
1.3.4 Evaluation research on Lubricity
For both the PEC99/A and B series of oil sample, lubricity was evaluated by performing the
following tests.
*Shell wear test (ASTM D 4172): 75°C, 1200 rpm, 392 N, 60 min
*Shell EP test (ASTM D 2783): 1800 rpm
*Falex seizure test (ASTM D 3233): 290 rpm
*Falex wear test (ASTM D 2670): 290 rpm, 1334 N, 60 min, @80°C
*Pendulum test: @50°C, JASO method
1.3.5 Evaluation research on torque transmission force (friction coefficient)
With a 3-ball on disk tester, friction coefficient was measured under the following conditions
after changing oil temperature, load and rotary speed.
Test conditions
Oil temperature: 50°C, 100°C
Load: 50, 100, 150 N (Total load of 3 balls)
Rpm: 1, 5, 10, 20, 30, 50, 70, 100, 150, 200, 300 rpm
1.3.6 Research on additive synthesis
In 1998, compound-containing boron was synthesized in the laboratory, and it was confirmed
(by Falex test) that seizure resistance is improved by adding a small amount of the compound
(boron content: 100 ppm), but the problem of dissolvability in lubricant base oil remained. In
the current fiscal year, a boron compound of improved dissolvability was synthesized.

4
2. R&D Results and Analysis Thereof
2.1 Properties and performances of sample oils
The properties of the sample oil used in fatigue tests and in torque transmission force tests are
presented in Table 2.2-1. The types of additives selected for the purpose of collecting
fundamental data on friction characteristic and heat resistance are entered under each item.
Table 2.2-1 Properties of Sample Oil
Fundamental system B series B series B series B series B series B series B series B series B series
Name of additive Commercial
ATF
Potassium
borate
Phosphoric
acid ester
amine salt
Hydrogen
phosphate
Viscosity (mm2/s)
Viscosity index
Total acid number (ngKOH/g)
Base number (mgKOH/g)
Aniline point
Metal quantity
Sulfur component
N component
Pendulum
Falex A method
Shell 4-ball
Shell wear
B base oil SP system-1 ZnDTP SP system-2 Ashless
carbamate
2.2 Results of rolling fatigue test
Taking the B series as the base system, rolling fatigue life was investigated primarily in
association with potassium borate and ZnDTP, which were recognized as prolonging fatigue life
in the PEC98/A series. Selected as the reference oil was ATF on the market (PEC99-03).
The results are shown in Table 2.2-2. In a comparison of standard oil SP and commercial ATF,
it was confirmed that potassium borate and ZnDTP could prolong rolling fatigue life. With
potassium borate, in particular, a prolonged fatigue life worthy of special note was exhibited in
the B series system with belt CVT considered.
Table 2.2-2 Rolling fatigue life of each oil sample
B series A series
L10 life L50 life L10 life L50 life
Base oil 0.5×106 15.6×10
6 1.0×10
6 3.7×10
6
SP 0.2×106 5.0×10
6 1.1×10
6 5.8×10
6
Potassium borate 7.0×106 46.2×10
6 6.5×10
6 14.2×10
6
DnDTP 0.6×106 7.7×10
6 0.1×10
6 15.1×10
6
Commercial ATF 0.1×106 5.7×10
6 - -

5
In addition, post-test rolling contact surface underwent analysis by EPMA. As a result, Ca, P
and O were detected in SP; Zn, S, P and O were detected in ZnDTP, and K, S, Ca, O and trace
amounts of boron were detected in potassium borate.
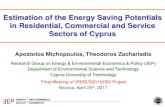
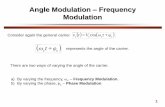
These results are compiled by L50 life in which A series and B series were compared and
presented in Figure 2.2-1.
Commercial
ATF
ZnDTP
Potassium
borate
SP
Base oil
A series
B series
Contact frequency (×106)
Figure 2.2-1 Impact of each additive on fatigue life
2.3 Results of heat resistance evaluation tests
With respect to 11 types of amine system additive and phenol system, in which improved
stability can be expected by adding oxidation inhibitor, additions were made to the A series
system and ISOT tests were performed. Moreover, in the post-test samples, remaining RBOT
life was investigated. The results are given in Table 2.2-3. Additive amounts were adjusted
so that the molality of each additive is equivalent (amine system: N = 300 ppm; phenol system:
equivalent mole amount).
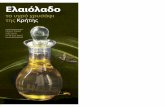
The rate of increase in post-test viscosity (@40°C), total increase in acid number and residual
RBOT life were compiled and presented in Figures 2.2-2 to 2.2-4. Within the range of the
latest tests, the phenol system and naphthylamine exhibited favorable results; naphthylamine, in
particular, was favorable.
Table 2.2-3 Oxidation inhibitor performance
Name of additiveViscosity increase rate (%) Increase in total
acid number (mgKOH/g)
Residual RBOT life (min)
Non-dissolvable component
A method (wt %)
Cu dissolution volume (ppm)
Phenol system
Bisphenol
Bissulfide
Terphenol
(Amine system)
Diphenylamine - 1
Diphenylamine - 2
Diphenylamine - 3
Naphthylamine
Aromatic amine - 1
Aromatic amine - 2

6
Aromatic amine-2 (0.65 wt%)
Aromatic amine-1 (0.59 wt%)
Naphthylamine (0.47 wt%)
Diphenylamine-3 (0.90 wt%)
Diphenylamine-2 (0.84 wt%)
Diphenylamine-1 (0.84 wt%)
Terphenol (1.14 wt%)
Bissulfide (1.01 wt%)
Bisphenol (0.45 wt%)
Rate of increase in viscosity (%)
DBEP (0.50 wt%)
DBPC (0.47 wt%)
Figure 2.2-2 Rate of increase in post-experiment viscosity (@40°C)
Aromatic amine-2 (0.65 wt%)
Aromatic amine-1 (0.59 wt%)
Naphthylamine (0.47 wt%)
Diphenylamine-3 (0.90 wt%)
Diphenylamine-2 (0.84 wt%)
Diphenylamine-1 (0.84 wt%)
Terphenol (1.14 wt%)
Bissulfide (1.01 wt%)
Bisphenol (0.45 wt%)
Increase in total acid number (mgKOH/g)
DBEP (0.50 wt%)
DBPC (0.47 wt%)
Figure 2.2-3 Rate of increase in post-experiment total acid number
Aromatic amine-2 (0.65 wt%)
Residual RBOT life (min)
Aromatic amine-1 (0.59 wt%)
Naphthylamine (0.47 wt%)
Diphenylamine-3 (0.90 wt%)
Diphenylamine-2 (0.84 wt%)
Diphenylamine-1 (0.84 wt%)
Terphenol (1.14 wt%)
Bissulfide (1.01 wt%)
Bisphenol (0.45 wt%)
DBEP (0.50 wt%)
DBPC (0.47 wt%)
3355 hr
Figure 2.2-4 Residual RBOT life after completion of experiments

7
2.4 Results of lubrication evaluation tests
For the purpose of collecting fundamental data for improving lubrication, 18 types of oil agent
and EP agent were selected, and the friction and wear characteristics of sample oil added to the
A series and B series each were investigated. In each case the additive amount was 1% and
the results are given in Table 2.2-4.
The additives which exhibited favorable performance in each friction test are as summarized
below.
*Pendulum test (µ)
The addition of acidic phosphoric ester (amine salt) lowered µ. Generally speaking, µ was
higher in the B series than in the A series system.
For cases in which µ exceeded 0.3 in the A series, it is believed that seizure was produced on
friction surfaces. With the additives belonging to this group, µ in the B series became low.
*Falex test (Wear: 80°C, 1334 N, 290 rpm, 60 min)
Phosphoric acid ester exhibited favorable performance. There were no major differences in
Falex wear amount between the A and B series.
*Falex test (Seizure: A method, 290 rpm, 80°C)
Phosphoric acid ester and sulfur type additives exhibited favorable performance. There were
no clear differences between the A and B series, but with acidic phosphoric ester, the seizure
load tended to decline in the B series.
*Shell wear test (75°C, 392 N, 1200 rpm, 60 min)
Acidic phosphoric acid ester was favorable in the A series, as were the sulfur type and organic
metal type (Zn, Mo) additives in the B series.
*Shell EP test
LNL: Organic metal type and sulfur type additives were favorable. Acidic phosphoric ester was
good in the A series, but performance dropped in the B series.
WL: Sulfur type additives exhibited favorable performance.
LWI: ZnDTP and sulfur type additives were favorable. Acidic phosphoric ester was good in the
A series, but performance dropped in the B series.

8
2.5 Results of torque transmission force evaluation tests
Using a ball-on-disk tester (3-ball-on-disk format), the friction force (torque transmission force)
of each PEC99 sample oil was measured under conditions of changed load and sliding speed,
and friction coefficients were compiled. An example of measurement results for PEC99-05
(ZnDTP) is shown in Figure 2.2-5.
Rpm
Fri
ctio
n c
oe
ffic
ien
t (µ
)
Rpm F
rictio
n c
oe
ffic
ien
t (µ
)
(Experiment oil temperature: 50°C) (Experiment oil temperature: 100°C)
Figure 2.2-5 Examples of friction coefficient measurement results
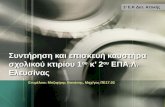
Figure 2.2-6 presents a compilation of friction coefficients, at 50°C and 100°C oil temperatures,
with each sample oil load weight at 10 kgf, and µ100 taken as the friction coefficient at 100 rpm
and µ10 taken as the friction coefficient at 10 rpm.
B + carbamate
B + ZnDTP
B + potassium
Commercial ATF
B +SP
B series base oil
P150 base oil
B + carbamate
B + ZnDTP
B + potassium
Commercial ATF
B +SP
B series base oil
P150 base oil
(Experiment oil
temperature: 50°C)
(Experiment oil
temperature: 100°C)
Figure 2.2-6 Friction coefficient measurement results
In a comparison of µ100 and µ10, we find that the friction coefficient becomes small at µ100;
and in nearly all oil samples, when rpm increased, the coefficient tended to become small (with
commercial ATF, µ dropped at ultra-low rpm). Moreover, µ was larger at 100°C than at 50°C.

9
When attention is focused on µ (µ100) at an oil temperature of 100°C, which is believed to be
close to the oil temperature during actual CVT operation, ZnDTP and potassium borate manifest
high friction coefficients. It is conjectured that adding these additives will make it possible to
create a final trial-produced oil that has a high transmission torque capacity.
2.6 Research on synthesis of additives
Continuing from the year 1998, attempts were made to synthesize new compounds containing
boron. In compound synthesized in 1998, it was confirmed that Falex seizure load is improved
by small amounts of additive, but there was the drawback that dissolvability in lubricant base oil
becomes inferior. Accordingly, two types of compound with improved dissolvability were
synthesized in the current fiscal year.
Table 2.2-5 gives the properties and the friction/wear characteristics of synthesized compounds
when they have been added at 1 wt% each to base oil (PEC99/A and B series).
Table 2.2-5 Performance of synthesized compounds
Fundamental system A series A series B series
Viscosity (mm2/s)
Viscosity index
Total acid number (ngKOH/g)
Base number (mgKOH/)
Aniline point (°C)
Metal quantity (ppm)
Sulfur component (%)
N component (%)
Pendulum (80°C, JASO)
Falex (A method)
Shell 4-ball (1800rpm)
Shell wear (1200rpm)
Synthesizedcompound A
Name of additive Synthesizedcompound B
Synthesizedcompound B
In terms of friction/wear characteristics, the compounds recently synthesized cannot be
described as being distinctive. With 1 wt% additives, however, the amount of boron in the
sample oil is low at 30 to 40 ppm, and it is believed that various issues remain to be investigated
including methods of producing the compound itself and purity.

10
3. R&D Results
3.1 Fatigue life and lubricant oil additive
(1) When rolling fatigue life results are compiled by L50 life, the addition of ZnDTP and
potassium borate act to prolong fatigue life and a long fatigue life was demonstrated in
contrast to SP type additive or commercial ATF, which were used for comparison. A
long fatigue life worthy of note was demonstrated especially by oil with potassium borate
added.
(2) As a result of post-test rolling contact surface analysis by EPMA, Zn, S, P and O were
detected in ZnDTP-added oil, and K, S, Ca, O and trace amounts of boron were detected
in potassium borate. It is believed that these elements and/or their reactive byproducts
acted effectively to prolong fatigue life.
3.2 Heat resistance and lubricant oil additive
(1) In sample oil to which phenol type compound (e.g., DBPC) has been added, the change
in viscosity before or after completion of ISOT test and the overall increase in acid number
were slight, and the production of non-dissolvable component could be curtailed.
(2) Of the sample oils to which amine type compound has been added, there were many in
which viscosity or overall increase in acid number was large in comparison to phenol type
compound, but only naphthylamine exhibited a dramatic improvement in stability.
3.3 Friction/wear characteristics and lubricant oil additive
Each type of oil agent and extreme pressure agent was selected; the compounds of each were
added to the A series and B series, and friction/wear characteristics were investigated. The
results are summarized below.
(1) Pendulum test (µ)
The addition of acidic phosphoric ester (amine salt) or sulfurized oil lowered µ. Generally
speaking, µ was higher in the B series than in the A series system.
(2) Falex test (Wear: 80°C, 1334N, 290 rpm, 60 min)
Phosphoric ester exhibited favorable performance. There were no major differences in
Falex wear between the A and B series.
(3) Falex test (Seizure: A method, 290 rpm, 80°C)
Acidic phosphoric ester (a mine salt) and sulfur type additives exhibited favorable
performance. There were no clear differences between the A and B series, but with
acidic phosphoric ester, the seizure load tended to decline in the B series.
(4) Shell wear test (75°C, 392N, 1200 rpm, 60 min)
Acidic phosphoric ester was favorable in the A series, as were the sulfur type and organic
metal type (Zn, Mo) additives in the B series.

11
(5) Shell EP test
LNL: Organic metal type (Zn, Mo) and sulfur type additives were favorable. Acidic
phosphoric ester was good in the A series, but performance dropped in the B series.
WL: Sulfur type additives exhibited favorable performance.
LWI: ZnDTP and sulfur type additives exhibited favorable performances. Acidic
phosphoric ester performed well in the A series, but its performance dropped in the
B series.
3.4 Torque transmission force and lubricant oil additive
Using a ball-on-disk tester (3-ball-on-disk format), the friction coefficients of each PEC99
sample oil were measured under conditions of changed load, sliding speed and oil temperature.
Friction coefficients were largely affected by oil temperature and sliding speed but the impact of
load was relatively small. When attention is focused on µ at an oil temperature of 100°C,
which is believed to be close to the oil temperature during actual CVT operation, oils with
ZnDTP and potassium borate added manifest high friction coefficients. It is conjectured that
adding these additives will make it possible to create a final trial-produced oil that has a high
transmission torque capacity.
3.5 New compound synthesis and performance evaluation
Attempts were made to synthesize new compounds containing boron. In compound
synthesized in 1998, a unique effect was confirmed in the improvement of Falex seizure load by
small amounts of additive, but there was the drawback that dissolvability in lubricant base oil
becomes inferior. Accordingly, two types of compound with improved dissolvability were
synthesized in the current fiscal year, and their performances were evaluated.
In both types of compound synthesized in the current fiscal year, dissolvability in lubricant oil
base was outstanding, but the compounds could not be described as distinctive in terms of
friction/wear characteristics. From analysis of sample oils, however, it was found that with 1
wt% additives the amount of boron in the sample oil is low at 30 to 40 ppm, and it is believed
that various issues remain to be investigated including methods of producing the compound
itself and purity.
Patent application was made jointly with PEC for claim item (lubricant oil additive with
nitrilo-tri-ethanol-borate as the main ingredient) with compound synthesized in 1998 included.
Patent application number: Tokugan 309220 - 1999
Patent application date: October 29, 1999

12
4. Synopsis
(1) From research on the prolongation of fatigue life by lubricant oil, using a rolling fatigue life
tester, it was found that the addition of ZnDTP and potassium borate are effective.
Moreover, from surface analysis of the test piece roll surface after testing, the elements
included in the added compound could be detected, and it is suspected that these
elements or their reactants have an impact on fatigue life prolongation.
(2) In research on improvement of heat resistance, it was confirmed that the addition of
phenol compounds such as DBPC or naphthyla mine, etc., proves to be effective in
improvement of stability.
(3) The effects of each type of oil agent or extreme pressure agent on friction/wear
characteristics were confirmed in both the A and B series systems. Consequently,
fundamental data useful for compiling the specifications of the final candidate oil could be
gathered.
(4) Using a 3-ball-on-disk tester, friction coefficients were measured under different sets of
conditions in terms of load, sliding speed and oil temperature. It was found that when
attention is focused on friction coefficient at 100°C, oils with ZnDTP and potassium borate
added manifested high friction coefficients.
(5) In the synthesis of new compounds, an attempt was made to synthesize compound
containing boron, which is outstanding in dissolvability into lubricant oil base. These
results were compiled, together with research results in 1998, and application for patent
was made (Tokugan 309220-1999: application made jointly with PEC).

13
Table 2.2-4 Friction/wear characteristics of PEC-99 sample oils
Pendulum µ Falex wear (mg) Falex Seizure (N) Shell wear (mm) Shell EP (A series) Shell EP (B series) Category
Additive content
A series B series A series B series A series B series A series B series LNL WL LWI LNL WL LWI
S system Polysulfide terpene
0.170 0.163 13.6 24.0 5095 4231 0.74 0.49 785 1569 322 785 1961 342
Polysulfide 0.178 0.166 20.3 29.1 3260 4093 0.80 0.56 490 2452 364 490 2452 319
Sulfurized oil 0.108 0.158 12.1 10.9 5425 3492 0.53 0.50 618 1569 274 490 1961 238
SP SP package 0.125 0.154 12.8 14.8 4873 3042 0.52 0.43 490 1569 237 490 1961 248
P system Phosphoric acid ester a mine salt
0.101 0.147 2.7 1.7 7076 2690 0.49 0.59 618 1569 304 98 1236 74
Acid phosphate amine salt
0.331 0.184 6.8 5.1 3020 2851 0.80 0.75 785 1236 311 490 1569 218
Dioleyl acid phosphate
0.083 0.139 1.4 1.4 5153 6245 0.41 0.78 981 1236 382 618 1569 264
TCP 0.153 0.158 5.0 3.4 3330 2220 0.88 0.57 490 1236 205 490 1236 207
Metal systems
ZnDTP 0.156 0.143 20.3 11.5 3763 4766 0.79 0.43 981 1961 401 981 1569 391
Borate -1 0.156 0.161 9.1 6.1 2980 2570 0.66 0.77 314 981 138 314 1236 145
Borate -2 0.147 0.138 15.1 10.1 2071 2521 0.83 0.64 196 981 101 392 1236 174
Mo DTC 0.320 0.165 4.5 2.3 2962 2810 0.66 0.48 618 1569 266 618 1236 253
ZnDTP, Ca sulfonate
0.230 0.153 16.6 21.2 3180 3862 0.81 0.45 785 1236 315 785 1569 323
Washing agent
Ca sulfonate (85TBN)
0.316 0.147 Seizure 9.3 1831 1951 0.85 0.60 392 1569 178 392 1236 173
Ca salicylate 0.234 0.154 7.9 9.6 2240 2120 0.53 0.73 314 981 136 98 1236 70
Ca sulfonate (285TBN)
0.385 0.159 Seizure 15.9 2730 2280 0.74 0.52 392 1569 178 392 1236 175
Other Fatty acid amide
0.125 0.131 13.4 7.4 1969 2200 0.69 0.51 314 981 135 235 1236 121
Lecithin 0.115 0.140 9.9 8.4 3100 2383 0.67 0.59 98 1569 86 98 1569 89
Base oil A, B base oil Seizure 0.150 Seizure 13.7 1640 2100 0.75 0.65 78 981 53 98 1236 68
A series: P150 + each additive (1%)
B series: P150 + Ca sulfonate + dispersant + each additive (1%)
Pendulum: 50°C, JASO method
Falex wear: 80°C, 1334 N, 60 min
Shell wear: 75°C, 392 N, 60 min
Falex seizure: A method, 290 rpm, 80°C, run in 1110 N, 5 min
Copyright 2000 Petroleum Energy Center all rights reserved.