Process strategies for cephalosporin C fermentation of Scientific & Industrial Research Vol. 65,...
4
Journal of Scientific & Industrial Research Vol. 65, July 2006, pp. 599-602 Process strategies for cephalosporin C fermentation Pradeep Srivastava*, Punita Mishra and Subir Kundu School Of Biochemical Engineering, Institute of Technology, Banaras Hindu University, Varanasi 221 005 Received 19 December 2005; accepted 04 April 2006 Cephalosporin C (CPC), a β-lactam antibiotic, is starting molecule for industrial production of semi synthetic cephalosporins. CPC fermentation has been carried out in Air Lift Reactor (indigenously made up of borosilicate glass) in different fermentation modes i.e., batch and fed batch modes using a mold Acremonium chrysogenum (synn. Cephalosporium acremonium). A definite correlation exists between the antibiotic productivity and flow rate of supplementary feed. Fed batch process was shown to be more efficient than the batch one, and the process in which the lowest supplementary feed flow rate was used resulted in significantly higher antibiotic production. Keywords: Acremonium chrysogenum, Cephalosporin C, Batch fermentation, Fed batch fermentation, Flow rates IPC Code: C12P17/00 Introduction Cephalosporin-C (CPC), a β-lactam antibiotic, which like all secondary metabolites, is synthesized in bioprocesses involving microorganisms. Industrial production of this antibiotic is still carried out in conventional batch fermentation in aerated stirred tank bioreactors by fermentation of submerged cultures of wild and mutant strain of Acremonium chrysogenum 1 . Regulatory mechanisms for secondary metabolism in this process include repression and inhibition of the β-lactam synthetases by glucose and other carbon and energy sources easily metabolized by the microorganism. These conditions are essential for cell growth, but drastically suppress the production of many antibiotics 2 . The development of an improved strategy for CPC fermentation requires proper control of specific growth rates of cells using certain key nutrients. Various strategies have been evaluated which include batch, fed batch, semi continuous and continuous modes. Another strategy uses, repeated batch reactors 3 in tower reactors for CPC production. Some earlier studies 4 suggest the requirement of a certain level of specific growth rate of the organism for its maximum biosynthetic activity. In batch process, CPC production by A. chrysogenum in a synthetic medium containing glucose and sucrose, diauxic phenomenon is observed. It is characterized by the rapid consumption of sucrose to form biomass (trophophase) at the beginning of the process. After depletion of this carbohydrate by the slow consumption of sucrose, the more difficult carbohydrate to assimilate, during which the majority of the CPC is produced (idiophase) and cell growth is insignificant. Even when added slowly, sucrose tends to accumulate in the reaction medium in virtue of the low activity of the enzyme that hydrolyzes this carbohydrate, thereby limiting its consumption rate 5 . The use of sucrose is, therefore, a good strategy to obtain high antibiotic concentration in the conventional batch process, but is unsuitable for the fed batch process. A viable alternative is to use hydrolyzed sucrose in the supplementary medium, which together with the low cost of this sugar in relation to other carbohydrates such as glucose and fructose may make the fed batch process even more advantageous. Control on biomass and hence specific growth rate in fermentation with sufficient supplies of dissolved oxygen enables maximization of antibiotic production. A direct correlation has been developed between morphological variation and oxygen availability in the broth 6 . Present study describes fermentation of CPC in batch and fed batch and an attempt is made to compare the various kinetic analyses of the processes. The feed strategy employed was effective in avoiding oxygen limitation during the fermentation and helped in process improvement. _____________ *Author for correspondence E-mail: [email protected]
Transcript of Process strategies for cephalosporin C fermentation of Scientific & Industrial Research Vol. 65,...

Journal of Scientific & Industrial Research
Vol. 65, July 2006, pp. 599-602
Process strategies for cephalosporin C fermentation
Pradeep Srivastava*, Punita Mishra and Subir Kundu
School Of Biochemical Engineering, Institute of Technology, Banaras Hindu University, Varanasi 221 005
Received 19 December 2005; accepted 04 April 2006
Cephalosporin C (CPC), a β-lactam antibiotic, is starting molecule for industrial production of semi synthetic
cephalosporins. CPC fermentation has been carried out in Air Lift Reactor (indigenously made up of borosilicate glass) in
different fermentation modes i.e., batch and fed batch modes using a mold Acremonium chrysogenum (synn.
Cephalosporium acremonium). A definite correlation exists between the antibiotic productivity and flow rate of
supplementary feed. Fed batch process was shown to be more efficient than the batch one, and the process in which the
lowest supplementary feed flow rate was used resulted in significantly higher antibiotic production.
Keywords: Acremonium chrysogenum, Cephalosporin C, Batch fermentation, Fed batch fermentation, Flow rates
IPC Code: C12P17/00
Introduction Cephalosporin-C (CPC), a β-lactam antibiotic,
which like all secondary metabolites, is synthesized in
bioprocesses involving microorganisms. Industrial
production of this antibiotic is still carried out in
conventional batch fermentation in aerated stirred
tank bioreactors by fermentation of submerged
cultures of wild and mutant strain of Acremonium
chrysogenum1. Regulatory mechanisms for secondary
metabolism in this process include repression and
inhibition of the β-lactam synthetases by glucose and
other carbon and energy sources easily metabolized
by the microorganism. These conditions are essential
for cell growth, but drastically suppress the
production of many antibiotics2. The development of
an improved strategy for CPC fermentation requires
proper control of specific growth rates of cells using
certain key nutrients. Various strategies have been
evaluated which include batch, fed batch, semi
continuous and continuous modes. Another strategy
uses, repeated batch reactors3 in tower reactors for
CPC production. Some earlier studies4 suggest the
requirement of a certain level of specific growth rate
of the organism for its maximum biosynthetic
activity.
In batch process, CPC production by
A. chrysogenum in a synthetic medium containing
glucose and sucrose, diauxic phenomenon is
observed. It is characterized by the rapid
consumption of sucrose to form biomass
(trophophase) at the beginning of the process. After
depletion of this carbohydrate by the slow
consumption of sucrose, the more difficult
carbohydrate to assimilate, during which the
majority of the CPC is produced (idiophase) and
cell growth is insignificant. Even when added
slowly, sucrose tends to accumulate in the reaction
medium in virtue of the low activity of the enzyme
that hydrolyzes this carbohydrate, thereby limiting
its consumption rate5. The use of sucrose is,
therefore, a good strategy to obtain high antibiotic
concentration in the conventional batch process, but
is unsuitable for the fed batch process. A viable
alternative is to use hydrolyzed sucrose in the
supplementary medium, which together with the
low cost of this sugar in relation to other
carbohydrates such as glucose and fructose may
make the fed batch process even more
advantageous.
Control on biomass and hence specific growth
rate in fermentation with sufficient supplies of
dissolved oxygen enables maximization of
antibiotic production. A direct correlation has been
developed between morphological variation and
oxygen availability in the broth6. Present study
describes fermentation of CPC in batch and fed
batch and an attempt is made to compare the
various kinetic analyses of the processes. The feed
strategy employed was effective in avoiding oxygen
limitation during the fermentation and helped in
process improvement.
_____________
*Author for correspondence
E-mail: [email protected]
J SCI IND RES VOL 65 JULY 2006
600
Materials and Methods Organism
A. chrysogenum, obtained from M/s J K
Pharmaceuticals Ltd, Cuddalore, Pondichery, was
maintained on Potato-Dextrose-Agar after incubation
for 5-8 days at 28°C. The surface growth from a 7-day
old slant was suspended in sterilized distilled water
(10% inoculum) and used for inoculation of seed
media.
Culture Medium and Conditions
Germination carried and inoculum prepared7. The
medium for main fermentation of the batch process
contained sucrose, DL methionine and the remaining
components in the same amounts as those in
preculture8. Composition of the initial batch medium
of the fed batch process was the same as that used in
the conventional batch process (Run # 1). The
supplementary medium utilized in Run # 2, #3 and # 4
contained the same components as the initial batch
and previously hydrolyzed sucrose with different flow
rates.
The sucrose used in the supplementary medium
was hydrolyzed at 40°C in a buffer solution (pH 4.5)
of 10-2
M sodium acetate, employing invertase enzyme
in soluble powder form. The fermentation Runs
(Table 1) were carried out in borosilicate fabricated
Air Lift reactor (ALR; Internal loop, 2l) equipped
with instruments for temperature and dissolved
oxygen monitor, and a pH meter. The optimum
temperature is maintained by flowing water through
the jacket and DO by adjustment of air supply. Basic
design of the lab scale ALR was determined9. All
Runs were carried out at 28°C and dissolved oxygen
concentration was maintained around 40% or above
with appropriate airflow. Silicone oil was added to
control foaming whenever necessary.
The batch fermentation Run #1 contained 1.8 l of
main fermentation medium. The feed profile was
designed to control the growth at a constant rate
through the addition of growth limiting carbon source.
The high product formation rate, required at slow
growth rate, depends on having a high viable cell
concentration. Initially, sub optimal substrate
concentration (S0= 20gl-1
) of sucrose was used during
the early growth and after trophophase, substrate feed
was made at constant rate. Fed batch fermentations,
Runs #2, #3 and #4, were started with 1.2 l of medium
and after the completion of trophophase i.e.,
maximum growth attained (37 h), supplementary
medium was fed at established flow rates until 1.8,
2.0 and 1.6 l, respectively were attained at the end of
100 h of feed supply. Purpose of the first fed batch
experiment, Run #2, was to reproduce the sucrose
consumption rate during the idiophase of the
conventional 1.8 l batch Run (Run #1).
Fermentation Runs were performed in triplicate.
During each Runs, samples were collected and
analyzed for substrate, cell mass and CPC. Substrate
consumption rate was determined by DNS method10
.
The weight of growing cell mass was estimated by
dry cell weight method9. CPC was estimated by
Hydroxylamine method11
and confirmed by HPLC.
Dissolved oxygen measurements were carried using a
pre calibrated DO probe (Bioengineering AG,
Sweden).
Results and Discussion
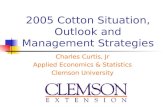
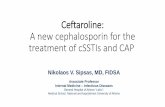
Under batch mode of CPC fermentation Run #1 in
ALR (internal mode), variation of growth and product
profiles (Fig. 1) is in accordance with earlier studies6.
Maximum CPC titer (3.1 gl-1
) was obtained after
120 h of fermentation while cell growth was highest
at 47 h of fermentation. In batch culture, some process
leading to production of antibiotics are sequential i.e.
they exhibit a distinct growth phase (tropophase)
followed by a production phase (idiophase).
Maximum antibiotic yield is obtained by achieving
high cell mass concentration, which leads to high rate
Table 1 Operational condition of the fed batch Runs
Fermentation
Run
Final
volume, l
Flow rates
ml/h
CPC production
g/l
Growth
rate µ h-1
#1 1.8 Batch Run 3.1 0.048
#2 1.8 6 3.1 0.040
#3 2 8 2.7 0.046
#4 1.6 3.8 3.6 0.037
Fig. 1 Biomass, substrate and cephalosporin C fermentation in
Air Lift Reactor (batch fermentation), Run # 1
SRIVASTAVA et al: PROCESS STRATEGIES FOR CEPHALOSPORIN C FERMENTATION
601
of CPC production and maintaining these values as
long as possible12
. Cell growth (maximum, 13.5 g/l)
took approx 47 h. Synthesis of CPC increased up to
3.1 g/l then decreasing together with cell
concentration possibly due to substrate depletion in
total processing time.
Cell concentration results show that maximum
values are reproducible and are close to those for the
biomass in conventional batch process (about 13.5 g
cell/l). Due to addition of the medium, cell
concentration of the all fed batch fermentation process
remained practically constant and was near its
maximum value during the entire phase; however, the
substrate was used for its maintenance. Depletion of
carbon source and the subsequent start of the
idiophase in the fed batch Runs were anticipated in
relation to the simple batch fermentation. Addition of
supplementary medium was started after about 37 h
fermentation at all flow rates.
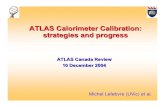
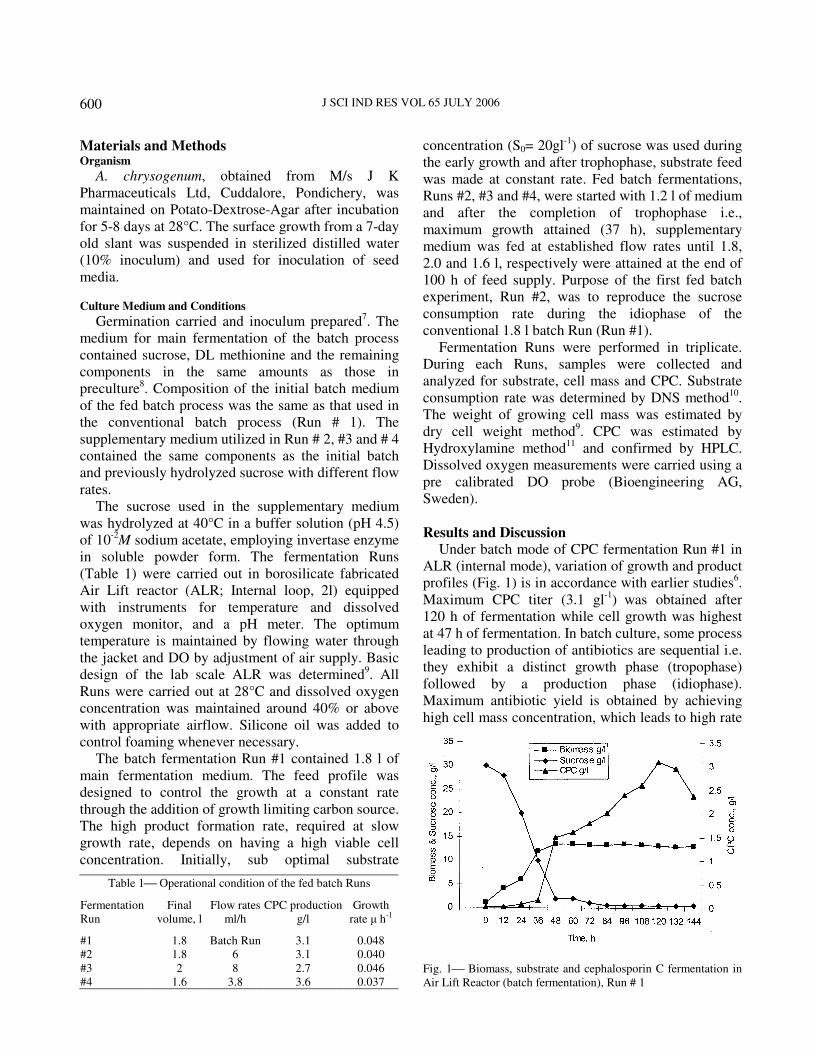
In Run # 2 (Fig. 2), with the operational conditions
equivalent to the batch fermentation (Run #1), the
maximum CPC concentration was on the order of that
obtained in the batch fermentation (3.1 g CPC/ l), the
difference being that this concentration was attained
after 75 h of fermentation and remained practically
constant during the entire feeding stage. The growth
rate observed was quite low compared to growth rate
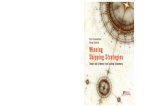
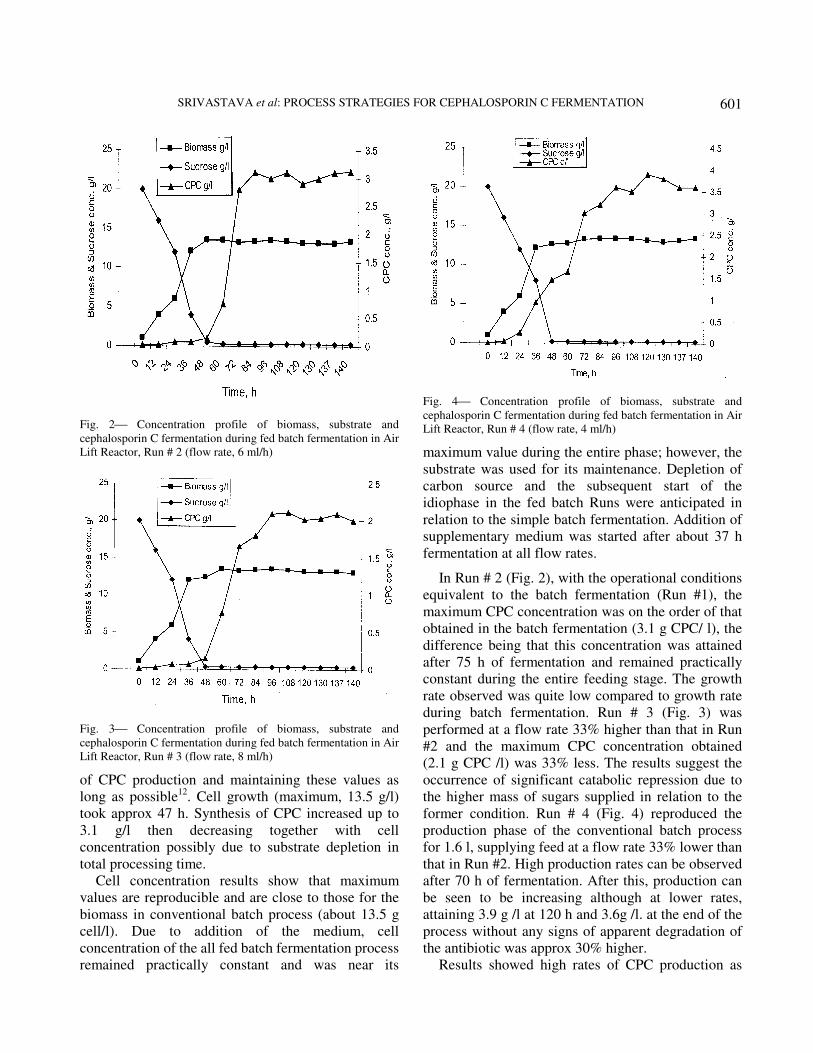
during batch fermentation. Run # 3 (Fig. 3) was
performed at a flow rate 33% higher than that in Run
#2 and the maximum CPC concentration obtained
(2.1 g CPC /l) was 33% less. The results suggest the
occurrence of significant catabolic repression due to
the higher mass of sugars supplied in relation to the
former condition. Run # 4 (Fig. 4) reproduced the
production phase of the conventional batch process
for 1.6 l, supplying feed at a flow rate 33% lower than
that in Run #2. High production rates can be observed
after 70 h of fermentation. After this, production can
be seen to be increasing although at lower rates,
attaining 3.9 g /l at 120 h and 3.6g /l. at the end of the
process without any signs of apparent degradation of
the antibiotic was approx 30% higher.
Results showed high rates of CPC production as
Fig. 2 Concentration profile of biomass, substrate and
cephalosporin C fermentation during fed batch fermentation in Air
Lift Reactor, Run # 2 (flow rate, 6 ml/h)
Fig. 3 Concentration profile of biomass, substrate and
cephalosporin C fermentation during fed batch fermentation in Air
Lift Reactor, Run # 3 (flow rate, 8 ml/h)
Fig. 4 Concentration profile of biomass, substrate and
cephalosporin C fermentation during fed batch fermentation in Air
Lift Reactor, Run # 4 (flow rate, 4 ml/h)

J SCI IND RES VOL 65 JULY 2006
602
well as upkeep of maximum cell concentration during
the entire idiophase under all feeding conditions.
Several conditions studied resulted in a significantly
higher productivity in the lowest flow rate at a lower
specific growth rate (0.0441 h-1
), certainly due to
lower catabolic repression. A lower flow rate may still
be investigated, taking care to maintain the integrity
of the cell population by supplying a minimum of the
remaining nutrients.
Conclusions The increase in production of CPC is achieved as
the flow rate of supplementary medium is reduced in
the fed batch fermentation process. Lower growth
rates are observed during CPC production in fed batch
mode. In general, slow addition of supplementary
feed containing hydrolyzed sucrose resulted in
reduction in catabolic repression and thus it can be
more advantageous strategy than the batch process in
ALR. The fed batch fermentation favored
maintenance of higher antibiotic production rates
during the process in relation to those obtained in the
batch process, resulting in a higher specific antibiotic
production.
Acknowledgement
Authors thank UGC, India, for the financial
assistance.
References 1 Bayer T, Herold T, Holzhauer K, Zhou W & Schugeral K,
Comparison of Cephalosporin-C Production in stirred Tank
and Air Lift Tower Loop Reactors (Annals of N Y Acad Sci,
New York) 1990, 665- 669.
2 Zanca D M & Martin J F, Carbon catabolic regulation of the
conversion of penicillin N into cephalosporin C, J
Antibiotics, 36 (1983) 700-708.
3 Cruz A J G, Pan T, Giordano R C & Araujo M L G C,
Cephalosporin C production by immobilized
Cephalosporium acremonium cells in a repeated batch tower
bioreactor, Biotechnol Bioeng, 85 (2004) 96-102.
4 Vicik S M, Fedor A J & Swartz R W, Defining an optimal
carbon source/ methionine feed strategy for growth and
cephalosporin-C formation by Cephalsporium acremonium,
Biotechnol Progr, 6 (1990) 333-340.
5 Cruz A J G, Araujo M L G C, Giordano R C & Hokka C O,
Phenomenological and neural network modelling of
cephalosporin C production bioprocess, Appl Biochem &
Biotechnol, 70-72 (1998) 579-592.
6 Mishra P, Srivastava P & Kundu S, A comparative
evaluation of oxygen mass transfer and broth viscosity using
cephalosporin C production as a case strategy, World J
Microbiol & Biotechnol, 21 (2005) 525-530.
7 Demain A L, Newkirk J F & Hendlin D, Effect of
methionine, norleucine, and lysine derivatives on
cephalosporin C formation in chemically defined media, J
Bacteriol, 85 (1963) 339-344.
8 Araujo M L G C, Oliveira R P, Giordano R C & Hokka C O,
Comparative studies on cephalosporin C production process
with free and immobilized cells of Cephalosporium
acremonium ATCC 48272, Chem Engg Sci, 51 (1996) 2835-
2840.
9 Srivastava P & Kundu S, A comparative evaluation of
cephalosporin C production using immobilization modes, J
Gen & Appl Microbiol, 44 (1998) 113-117.
10 Miller G L, Use of dinitrosalicylic acid reagent for
determination of reducing sugar, Analytical Chemistry, 31
(1959) 426-428.
11 Boxer G E & Everett P, Colorimetric determination of benzyl
penicillin (colorimetric determination of total penicillins),
Analytical Chemistry, 21 (1949) 670-678.
12 Queener S & Swartz R, Penicillins biosynthetic and
semisynthetic, in Economic Microbiology: Secondary
Products of Metabolism, edited by AH Rose (Academic
Press, London) 1979, 35-120.