Προγραμματισμός σχεδιασμός και υλοποίηση έργων ERP · Προγραμματισμός, σχεδιασμός και υλοποίηση έργων

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών
Παραμετρικός προγραμματισμός CNC
Μη τυποποιημένοι κύκλοι
Παραμετρικός προγραμματισμός
Βελτιστοποίηση συνθηκών κοπής
Φασεολόγια - Setup

Άδεια Χρήσης
Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons και δημιουργήθηκε στο πλαίσιο του Έργου των Ανοικτών Ακαδημαϊκών Μαθημάτων από την Μονάδα Υλοποίησης του ΕΜΠ. Για υλικό που υπόκειται σε άδεια χρήσης άλλου τύπου, αυτή πρέπει να αναφέρεται ρητώς.
Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 2
Μη τυποποιημένοι κύκλοι
Διαφορετικοί για κάθε κατασκευαστή εργαλειομηχανής
Είτε G-διευθύνσεις είτε ονόματα υπορουτινών
Παραδείγματα για OKUMA κέντρο κατεργασιών G73 για διάτρηση οπής μεγάλου βάθους με μεγάλη
ταχύτητα (high speed deep hole drilling)
G74 για ανάστροφη σπειροτόμηση (reverse tapping)
G76 για διάνοιξη - φινίρισμα άκρης οπής (fine boring)
FMILR και FMILF για φρεζάρισμα επιφάνειας
PMIL και PMILR για φρεζάρισμα ποκέτας
RMILO και RMILI για περιφερειακό φρεζάρισμα

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 3
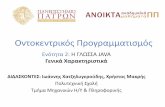
Παράδειγμα : φρεζάρισμα ποκέτας
PMIL X__ Y__ Z__ I__ J__ K__ P__ Q__ D__ F__ FB__
Χ και Υ οι συντεταγμένες του σημείου εκκίνησης,
συνήθως μια γωνία της ποκέτας
Ζ το επίπεδο κατεργασίας
Ι και J τα μήκη της ποκέτας κατά τους άξονες Χ και Υ
Κ η χάρη σε κάθε άξονα για το τελικό φινίρισμα
P ο λόγος πλάτους κοπής προς διάμετρο εργαλείου (%)
Q το βάθος κοπής
D η διάμετρος του εργαλείου
F η πρόωση του εργαλείου στους άξονες Χ και Υ
FB η πρόωση του εργαλείου στον άξονα Ζ

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 4
PMIL

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 5
Άλλοι έτοιμοι κύκλοι
Φρεζάρισμα σπειρώματος (Thread milling)
Διαμόρφωση ποκέτας ειδικής μορφής, όπως κυκλικής ή τετραγωνικής
Φρεζάρισμα με κυκλική παρεμβολή
Φρεζάρισμα σφηνόδρομου (Keyway milling)
Φρεζάρισμα αύλακος (Slot milling)
Διαμόρφωση οπών (πχ. σπειροτόμηση, reaming, boring)
Κοπή διάταξης οπών (Hole pattern machining)

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 6
Νέοι κύκλοι
Ορίζονται από το χρήστη
Ακόμη και σαν παραλλαγές των έτοιμων πχ G83 αλλά με μεταβλητό Q
Προστίθενται στους ήδη υπάρχοντες
Ορίζονται παραμετρικά
Προσφέρουν μεγαλύτερη προγραμματιστική δύναμη και ευελιξία στον απαιτητικό προγραμματιστή
Παραδείγματα Κύκλος δημιουργίας έλλειψης
Κύκλος μέτρησης επιπεδότητας επιφάνειας

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 7
Παραμετρικός προγραμματισμός-1
Έλεγχος υποθέσεων N____ IF [συνθήκη] GOTO N____
πχ IF [VC1 LE 5] GOTO N100
Χρήση μεταβλητών Global / Local
Χρήση μαθηματικών πράξεων και συναρτήσεων Ν100 G01 X=15.+VC18 F150
Μεταβλητές συστήματος Read / Write
πχ VAPAΧ, VAPAY, VAPAZ (read only) δίνουν την παρούσα θέση των αξόνων της εργαλειομηχανής

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 8
Παραμετρικός προγραμματισμός-2
Μεταβλητές εισόδου: VDIN [αριθμός]
Μεταβλητές εξόδου: VDOUT [αριθμός]
Οι μεταβλητές εξόδου όταν ορίζονται στο πρόγραμμα, οδηγούν ένα σήμα εξόδου συνήθως μέσω της σειριακής θύρας RS-232 σε περιφερειακή συσκευή, πχ Η/Υ.
Η εργαλειομηχανή μπορεί επίσης να λαμβάνει σήματα εισόδου (VDIN) από μια άλλη εργαλειoμηχανή, έναν υπολογιστή ή ένα τοπικό δίκτυο (LAN).
Οι μεταβλητές VDIN - VDOUT αποτελούν μια από τις διαθέσιμες διόδους επικοινωνίας της εργαλειομηχανής.

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 9
Παράδειγμα 1α –παραμετρικός G-code
1
2
3

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 10
Παράδειγμα 1 β
Ο1004 Όνομα υποπρογράμματος
TRAD=TDIA/2 Καθορισμός ακτίνας εργαλείου
G00 X=XWID-STEP+TRAD Y=-[0.1+TRAD] Ταχεία προσέγγιση στο επίπεδο ΧΥ
Z=-[ZDEP] Ταχεία προσέγγιση στο επίπεδο Ζ
G01 Y=YWID-STEP-CRAD F=FEED Φρεζάρισμα δεξιάς πλευράς
G03 X=XWID-STEP-CRAD Y= YWID-STEP+TRAD R=CRAD+TRAD Φρεζάρισμα τόξου άνω δεξιά
G01 X=STEP+CRAD Φρεζάρισμα άνω πλευράς
Σχέδιο

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 11
Παράδειγμα 1 γ
G03 X=STEP-TRAD Y=YWID-STEP-CRAD R=CRAD+TRAD+TRAD Φρεζάρισμα τόξου άνω αριστερά
G01 Y=STEP+CRAD Φρεζάρισμα αριστερά πλευράς
G03 X=STEP+CRAD Y=STEP-TRAD R=CRAD+TRAD Φρεζάρισμα τόξου κάτω αριστερά
G01 X=XWID-STEP-CRAD Φρεζάρισμα κάτω πλευράς
G03 XWID-STEP+TRAD Y=STEP+CRAD R=CRAD+TRAD Φρεζάρισμα τόξου κάτω δεξιά
G00 Z0.1 Ταχεία προσέγγιση ασφαλούς επιπέδου Ζ
RTS Επιστροφή στο κυρίως πρόγραμμα
Σχέδιο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 12
Παράδειγμα 2 – τόρνευση εγκοπής
1
2
3
4
5

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 13
Παράδειγμα 2 α
O0009 Όνομα του προγράμματος
N155 T0505 Αλλαγή εργαλείου (εγκοπών)
N160 G96 S500 M03 Σταθερή επιφανειακή ταχύτητα, έναρξη περιστροφής
ατράκτου
N165 G00 X4.0 Z0.1 Ταχεία προσέγγιση στο τεμάχιο
Σχέδιο

Παράδειγμα 2 β
N170 CALL O1009 BIGD=1.5 SMLD=1.ZPT=1. GWID=0.25 TWID=0.125 CHAM=0.03 FEED=0.005 Κλήση υποπρογράμματος δημιουργία εγκοπών
N175 G00 X6.0 Z5.0 Ταχεία επιστροφή στο σημείο αλλαγής εργαλείου
N180 M01 ΣΤΟΠ – με επιλογή
N185…
Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 14
Σχέδιο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 15
Παράδειγμα 2 γ
O1009 Όνομα υποπρογράμματος
TPAS=FUP[GWID/[TWID-0.02]] Υπολογισμός αριθμού πάσσων
STK=GWID-TWID Υπολογισμός υπόλοιπου υλικού μετά το 1ο πάσσο
ZMVE=STK/[TPAS-1] Υπολογισμός μετατόπισης Ζ μετά από κάθε πάσσο
Σχέδιο

Παράδειγμα 2 δ
CPAS=1 Αρχικοποίηση μετρητή πάσσων
CURZ=ZPT Αρχικοποίηση τρέχουσας θέσης βύθισης κατά Ζ
XCLR=BIGD+0.2 Υπολογισμός ασφαλούς θέσης κατά Χ
G00 X=XCLR Z=-[CURZ] Ταχεία προσέγγιση της 1ης θέσης βύθισης - εγκοπής
IF [GWID GT TWID] THΕN GOTO N25 Έλεγχος εάν απαιτούνται περισσότερα πάσσα
Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 16

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 17
Παράδειγμα 2 ε
G01 X=SMLD F=FEED Βύθιση στην περίπτωση απαίτησης μόνο ενός
πάσσου
G04 P500 Αναμονή 0.5 sec στην περίπτωση απαίτησης μόνο
ενός πάσσου
G00 X=XCLR Ταχεία απομάκρυνση από την εγκοπή στην
περίπτωση μόνο 1 πάσσου
GO TO N50 Αποφυγή των εντολών που αναφέρονται σε
πολλαπλά πάσσα
Σχέδιο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 18
Παράδειγμα 2 δ
N25 IF[CPAS GT TPAS] GOTO N50 Έλεγχος εάν απαιτούνται και άλλα πάσσα
G00 Z=-CURZ Ταχεία προσέγγιση στην τρέχουσα θέση Ζ για
βύθιση
G01 X=SMLD F=FEED Βύθιση στην τρέχουσα θέση
G04 P500 Αναμονή 0.5 sec
Σχέδιο

Παράδειγμα 2 στ
G00 XCLR Ταχεία απομάκρυνση από την τρέχουσα εγκοπή
CURZ=CURZ-ZMVE Υπολογισμός της επόμενης τρέχουσας Ζ θέσης για
βύθιση
CPAS=CPAS+1 Αύξηση της τιμής του μετρητή πάσσων κατά 1
GOTO N25 Επιστροφή στο βρόχο μέχρι να ολοκληρωθεί το
πλάτος της εγκοπής
Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 19
Σχέδιο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 20
Παράδειγμα 2 ζ N50 G00 Z=-[ZPT+CHAM]
Ταχεία κίνηση στην αριστερή πλευρά της εγκοπής για chamfer
G01 X=BIGD Μετατόπιση μέχρι την εξωτερική διάμετρο
X=[BIGD-[2*CHAM]]Z=-ZPT Δημιουργία του αριστερού σπασίματος
Σχέδιο

Παράδειγμα 2 η
G00 X=XCLR Ταχεία απομάκρυνση ακτινικά
Z=-[ZPT-GWID-CHAM+TWID] Ταχεία μετατόπιση στη δεξιά πλευρά της εγκοπής
G01 X=BIGD Μετατόπιση μέχρι την εξωτερική διάμετρο
X=[BIGD-[2*CHAM]]Z=-[ZPT-GWID+TWID] Δημιουργία του δεξιού σπασίματος
G00 X=XCLR Ταχεία απομάκρυνση ακτινικά
RTS Επιστροφή στο κυρίως πρόγραμμα
Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 21
Σχέδιο

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 22
Φασεολόγια- setups
Setup = προσανατολισμός τεμαχίου – δέσιμο
Κάθε μορφολογικό χαρακτηριστικό (ΜΧ) του τεμαχίου έχει ένα διάνυσμα προσανατολισμού κατεργασίας (ΔΠΚ).
Σε κάθε setup εντάσσονται μορφολογικά χαρακτηριστικά με ίδιο ΔΠΚ για ελαχιστοποίηση του αριθμού των setups.
Ιδανικά, όλα τα μορφολογικά χαρακτηριστικά κατεργάζονται στο ίδιο setup.
ΜΧ που έχουν στενή σχέση μεταξύ τους (πχ συνδέονται με ανοχή) πρέπει να κατεργάζονται στο ίδιο setup.
Να μην εισάγονται παραμορφώσεις στο τεμάχιο από ροπές σύσφιξης
Έλεγχος παρεμβολών από στοιχεία συγκράτησης και σύσφιξης.

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 23
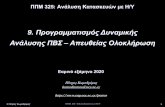
Setups σε κέντρο κατεργασιών

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 24
Στήριξη και σύσφιξη σε κέντρο κατεργασιών

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 25
Modular fixturing system -1

Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Προγραμματισμός κέντρων κατεργασιών 26
Modular fixturing system - 2

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 27
Φασεολόγια – μηχανές / εργαλεία
Επιλογή μηχανών
βάσει μοντέλου κόστους - παραπέμπει στοοικονομικό μέγεθος μερίδας - EBQ)
συχνά υπαγορεύεται από τον προγραμματισμόπαραγωγής (διαθεσιμότητα)
Επιλογή εργαλείων
Βάσει γεωμετρικής μορφής χαρακτηριστικού
Διάκριση : εκχόνδριση, ημι- και τελική αποπεράτωση
Βάσει τρόπου πρόσβασης (προσέγγισης)
Βάσει κόστους για μια κατεργασία και για τεμάχιο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 28
Φασεολόγια – συνθήκες κοπής
handbooks δεδομένων κατεργασιμότητας
Metcut,
INFOS db
εξίσωση Τaylor v Tn = C
ή επεκτεταμένη v Tn ap fq = Kv
v: ταχύτητα κοπής,
Τ: διάρκεια ζωής εργαλείου,
a: βάθος κοπής,
f: πρόωση,
C, Kv , εκθέτες : σταθ. εξαρτώμενες από υλικά-γεωμετρία
πίνακες κατασκευαστών εργαλείων
συχνά με μεγάλο εύρος τιμών – μη βέλτιστο

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 29
Βελτιστοποίηση συνθηκών κοπής
Επιτυγχάνεται με εφαρμογή τεχνολογικών περιορισμών και προσπάθεια
διατήρησης υψηλών τιμών πρόωσης, ταχύτητας κοπής και βάθους κοπής.
ελαχιστοποίηση συνάρτησης ‘κόστους’ συνήθως ως προς V, με χρήση και της εξίσωσης Taylor π.χ. χρόνος κατεργασιας + εργαλεία+ αλλαγή εργαλείων
αλλά είναι συχνά άχρηστη στην πράξη γιατί πχ είναι πρακτικότερο να αλλάζουν πολλά εργαλεία
ταυτόχρονα
είναι δύσκολο να καταγράφεται ο υπολοιπόμενοςχρόνος ζωής εργαλείου

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 30
Περιορισμοί εκχόνδρισης
Μέγιστη δύναμη κάμψης του εργαλείου.
Μέγιστη επιτρεπόμενη ροπή στην άτρακτο της μηχανής.
Μέγιστη αξονική δύναμη καταπόνησης της ατράκτου της μηχανής.
Δυναμική αστάθεια (αυτοδιεγειρόμενες ταλαντώσεις). Μπορεί να συνδεθεί με περιορισμό του βάθους κοπής ή της ελαστικής απόκλισης του τεμαχίου.
Μέγιστη ισχύς της μηχανής. Αποτελεί πρόβλημα για τις μικρής ισχύος μηχανές.
Μέγιστη δύναμη συγκράτησης σε συμβατικό τσώκ (περιλαμβανομένης και της φυγόκεντρης).

Γ.Βοσνιάκος-2011 Παραμετρικός προγραμματισμός CNC 31
Περιορισμοί αποπεράτωσης
Τραχύτητα επιφάνειας :
θεωρητικά είναι ανάλογη του τετραγώνου της πρόωσης και αντίστροφα ανάλογη της ακτίνας καμπυλότητας του πλακιδίου.
Με δεδομένη την τελευταία περιορίζεται η μέγιστη πρόωση, αλλά όσο μεγαλύτερη είναι η ακτίνα καμπυλότητας του πλακιδίου τόσο και η πρόωση μπορεί να αυξηθεί.
Υπερβολική ακτίνα καμπυλότητας οδηγεί σε ταλαντώσεις.
Διαστασιακές ανοχές :
αυτές συναρτώνται με τη δύναμη κοπής διότι αυτή προκαλεί ελαστική κάμψη του τεμαχίου
άρα μικρότερο βάθος κοπής από το προδιαγεγραμμένο.

Χρηματοδότηση
Το παρόν εκπαιδευτικό υλικό έχει αναπτυχθεί στα πλαίσια του εκπαιδευτικού έργου του διδάσκοντα.
Το έργο υλοποιείται στο πλαίσιο του Επιχειρησιακού Προγράμματος «Εκπαίδευση και Δια Βίου Μάθηση» και συγχρηματοδοτείται από την Ευρωπαϊκή Ένωση (Ευρωπαϊκό Κοινωνικό Ταμείο) και από εθνικούς πόρους.
Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ