Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos. ·...
8
NEW Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos. Tungaloy Reporte TR429-MX Cortador de fresado para Altas Velocidades de corte Tipo TPV / EPV16
Transcript of Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos. ·...
NEW
Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos.
Tungaloy Reporte TR429-MX
Cortador de fresado para Altas Velocidades de corte
Tipo TPV / EPV16
2
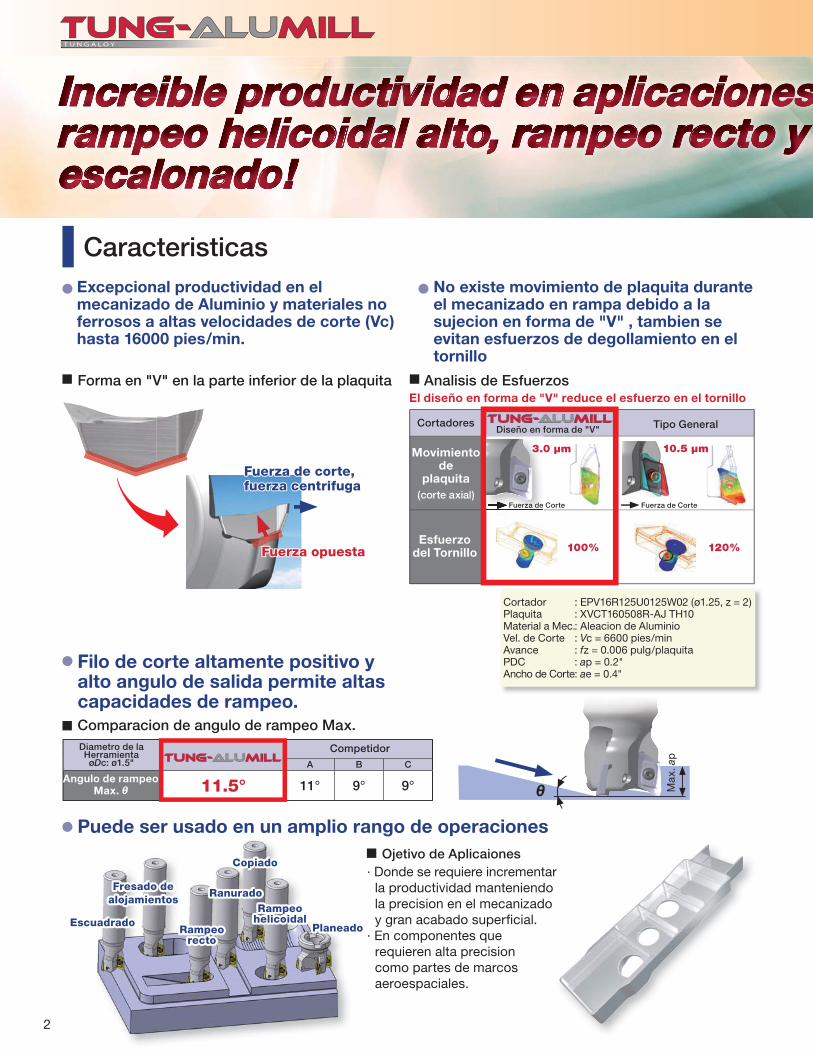
A B C
11.5° 11° 9° 9°
3.0 µm
100% 120%
3.03
θ
10.5 µm
Diseño en forma de "V" Tipo General
Caracteristicas
Fuerza opuestaFuerza opuesta
Fuerza de corte,Fuerza de corte,fuerza centrifugafuerza centrifuga
Analisis de EsfuerzosEl diseño en forma de "V" reduce el esfuerzo en el tornillo
Ojetivo de Aplicaiones
Comparacion de angulo de rampeo Max.
Forma en "V" en la parte inferior de la plaquita
CortadorPlaquitaMaterial a Mec.Vel. de CorteAvancePDCAncho de Corte
: EPV16R125U0125W02 (ø1.25, z = 2): XVCT160508R-AJ TH10: Aleacion de Aluminio: Vc = 6600 pies/min: fz = 0.006 pulg/plaquita: ap = 0.2": ae = 0.4"
Fuerza de Corte Fuerza de Corte
Movimiento de
plaquita(corte axial)
Esfuerzo del Tornillo
Angulo de rampeo Max. θ
Excepcional productividad en el mecanizado de Aluminio y materiales no ferrosos a altas velocidades de corte (Vc) hasta 16000 pies/min.
Filo de corte altamente positivo y alto angulo de salida permite altas capacidades de rampeo.
Diametro de la Herramienta øDc: ø1.5"
Cortadores
Puede ser usado en un amplio rango de operaciones
· Donde se requiere incrementar la productividad manteniendo la precision en el mecanizado y gran acabado superfi cial.
· En componentes que requieren alta precision como partes de marcos aeroespaciales.
EscuadradoEscuadrado
Fresado de Fresado de alojamientosalojamientos
Rampeo Rampeo rectorecto
PlaneadoPlaneado
RampeoRampeohelicoidalhelicoidal
CopiadoCopiado
RanuradoRanurado
No existe movimiento de plaquita durante el mecanizado en rampa debido a la sujecion en forma de "V" , tambien se evitan esfuerzos de degollamiento en el tornillo
Competidor
Max
. ap
3
2.5
2.0
1.5
1.0
0.5
0
2.5
2.0
1.5
1.0
0.5
00.004 0.008 0.012 0.004 0.008 0.012
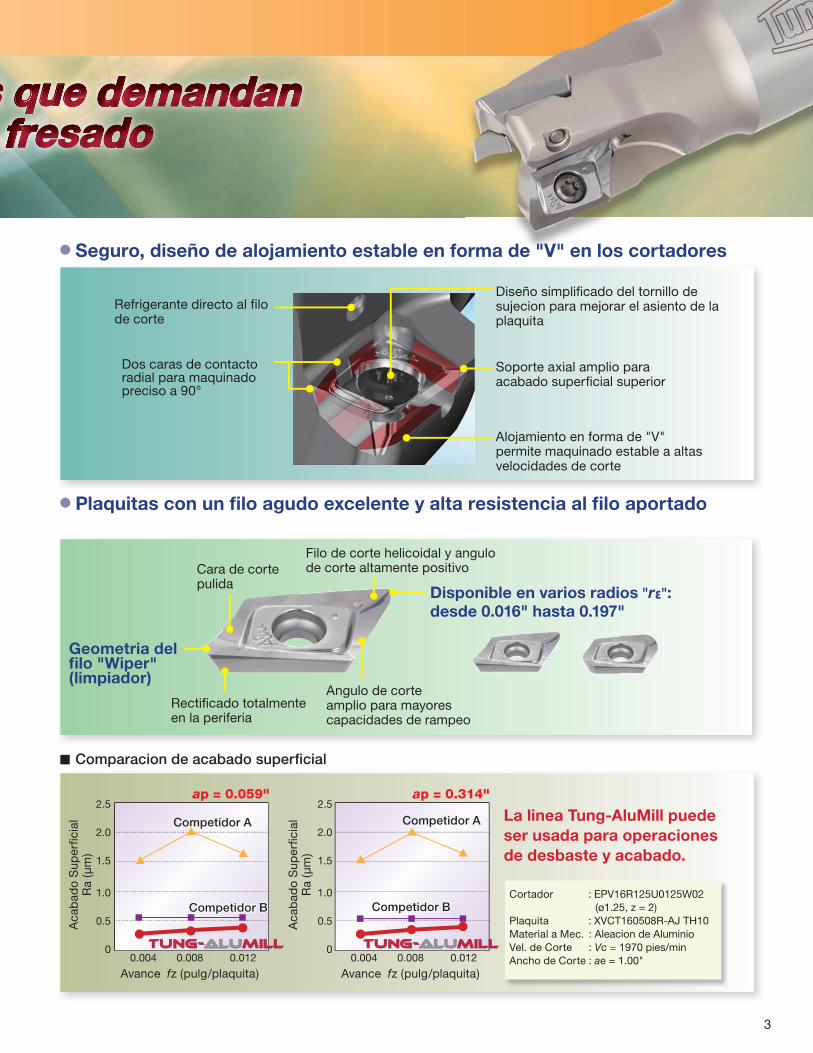
ap = 0.059" ap = 0.314"
Seguro, diseño de alojamiento estable en forma de "V" en los cortadores
Plaquitas con un fi lo agudo excelente y alta resistencia al fi lo aportado
Disponible en varios radios "rε":desde 0.016" hasta 0.197"
La linea Tung-AluMill puede ser usada para operaciones de desbaste y acabado.
Filo de corte helicoidal y angulo de corte altamente positivoCara de corte
pulida
Geometria del fi lo "Wiper" (limpiador)
Rectifi cado totalmente en la periferia
Refrigerante directo al fi lo de corte
Soporte axial amplio para acabado superfi cial superior
Alojamiento en forma de "V" permite maquinado estable a altas velocidades de corte
Dos caras de contacto radial para maquinado preciso a 90°
Diseño simplifi cado del tornillo de sujecion para mejorar el asiento de la plaquita
Angulo de corte amplio para mayores capacidades de rampeo
Comparacion de acabado superfi cial
Cortador
PlaquitaMaterial a Mec.Vel. de CorteAncho de Corte
: EPV16R125U0125W02 (ø1.25, z = 2): XVCT160508R-AJ TH10: Aleacion de Aluminio: Vc = 1970 pies/min: ae = 1.00"
Competidor BCompetidor B Competidor BCompetidor B
Competidor A Competidor A
Avance fz (pulg/plaquita) Avance fz (pulg/plaquita)
Aca
bad
o S
uper
fi cia
l R
a (µ
m)
Aca
bad
o S
uper
fi cia
l R
a (µ
m)
4
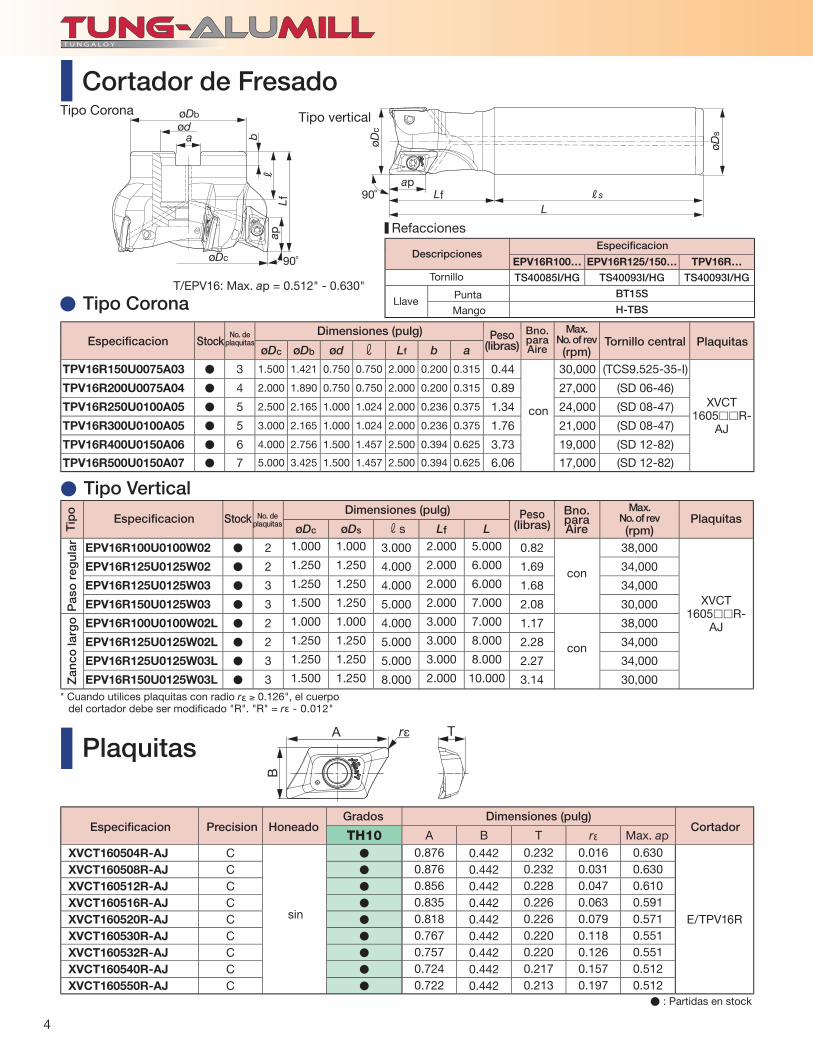
(lb) (rpm)øDc øDb ød r Lf b a
TPV16R150U0075A03 � 3 1.500 1.421 0.750 0.750 2.000 0.200 0.315 0.44 30,000 (TCS9.525-35-I)
XVCT1605��R-
AJ
TPV16R200U0075A04 � 4 2.000 1.890 0.750 0.750 2.000 0.200 0.315 0.89 27,000 (SD 06-46)
TPV16R250U0100A05 � 5 2.500 2.165 1.000 1.024 2.000 0.236 0.375 1.34 24,000 (SD 08-47)
TPV16R300U0100A05 � 5 3.000 2.165 1.000 1.024 2.000 0.236 0.375 1.76 21,000 (SD 08-47)
TPV16R400U0150A06 � 6 4.000 2.756 1.500 1.457 2.500 0.394 0.625 3.73 19,000 (SD 12-82)
TPV16R500U0150A07 � 7 5.000 3.425 1.500 1.457 2.500 0.394 0.625 6.06 17,000 (SD 12-82)
(lb) (rpm)øDc øDs rs Lf L
EPV16R100U0100W02 � 2 1.000 1.000 3.000 2.000 5.000 0.82 38,000
XVCT1605��R-
AJ
EPV16R125U0125W02 � 2 1.250 1.250 4.000 2.000 6.000 1.69 34,000
EPV16R125U0125W03 � 3 1.250 1.250 4.000 2.000 6.000 1.68 34,000
EPV16R150U0125W03 � 3 1.500 1.250 5.000 2.000 7.000 2.08 30,000
EPV16R100U0100W02L � 2 1.000 1.000 4.000 3.000 7.000 1.17 38,000
EPV16R125U0125W02L � 2 1.250 1.250 5.000 3.000 8.000 2.28 34,000
EPV16R125U0125W03L � 3 1.250 1.250 5.000 3.000 8.000 2.27 34,000
EPV16R150U0125W03L � 3 1.500 1.250 8.000 2.000 10.000 3.14 30,000
TH10 A B T rεXVCT160504R-AJ C � 0.876 0.442 0.232 0.016 0.630
E/TPV16R
XVCT160508R-AJ C � 0.876 0.442 0.232 0.031 0.630XVCT160512R-AJ C � 0.856 0.442 0.228 0.047 0.610XVCT160516R-AJ C � 0.835 0.442 0.226 0.063 0.591XVCT160520R-AJ C � 0.818 0.442 0.226 0.079 0.571XVCT160530R-AJ C � 0.767 0.442 0.220 0.118 0.551XVCT160532R-AJ C � 0.757 0.442 0.220 0.126 0.551XVCT160540R-AJ C � 0.724 0.442 0.217 0.157 0.512XVCT160550R-AJ C � 0.722 0.442 0.213 0.197 0.512
L fap
90
øda b
R
øDb
øDc
Lfap
90
øDc
øDs
LRs
EPV16R100… EPV16R125/150… TPV16R…
TS40085I/HG TS40093I/HG TS40093I/HG
BT15S
H-TBS
rA T
Cortador de Fresado
Plaquitas
Tipo Corona
Tipo Vertical
Tipo Corona
* Cuando utilices plaquitas con radio rε ≥ 0.126", el cuerpo del cortador debe ser modifi cado "R". "R" = rε - 0.012"
Tipo vertical
Tip
o
sin
con
con
con
● : Partidas en stock
Pas
o r
egul
arZ
anco
larg
o
Especifi cacion
Especifi cacion
Especifi cacion Precision Honeado
Dimensiones (pulg)
Dimensiones (pulg)
Tornillo central Plaquitas
Plaquitas
GradosCortador
Max. ap
Stock
Stock
Peso(libras)
Peso(libras)
No. deplaquitas
No. deplaquitas
Bno. paraAire
Max. No. of rev
Max. No. of rev
Bno. paraAire
Refacciones
Dimensiones (pulg)
T/EPV16: Max. ap = 0.512" - 0.630"Llave
Especifi cacionDescripciones
Tornillo
Punta
Mango
5
A
a p a p aeøD1, 2L øD3
θ
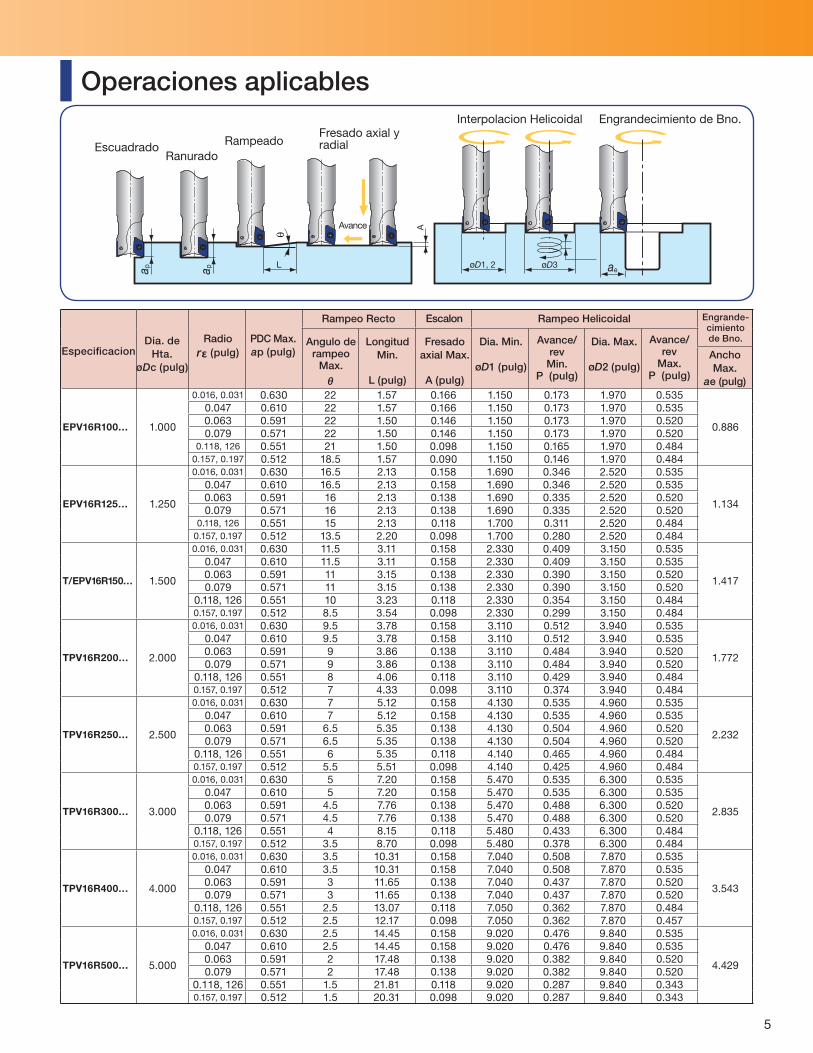
EPV16R100… 1.000
0.016, 0.031 0.630 22 1.57 0.166 1.150 0.173 1.970 0.535
0.886
0.047 0.610 22 1.57 0.166 1.150 0.173 1.970 0.5350.063 0.591 22 1.50 0.146 1.150 0.173 1.970 0.5200.079 0.571 22 1.50 0.146 1.150 0.173 1.970 0.520
0.118, 126 0.551 21 1.50 0.098 1.150 0.165 1.970 0.4840.157, 0.197 0.512 18.5 1.57 0.090 1.150 0.146 1.970 0.484
EPV16R125… 1.250
0.016, 0.031 0.630 16.5 2.13 0.158 1.690 0.346 2.520 0.535
1.134
0.047 0.610 16.5 2.13 0.158 1.690 0.346 2.520 0.5350.063 0.591 16 2.13 0.138 1.690 0.335 2.520 0.5200.079 0.571 16 2.13 0.138 1.690 0.335 2.520 0.520
0.118, 126 0.551 15 2.13 0.118 1.700 0.311 2.520 0.4840.157, 0.197 0.512 13.5 2.20 0.098 1.700 0.280 2.520 0.484
T/EPV16R150… 1.500
0.016, 0.031 0.630 11.5 3.11 0.158 2.330 0.409 3.150 0.535
1.417
0.047 0.610 11.5 3.11 0.158 2.330 0.409 3.150 0.5350.063 0.591 11 3.15 0.138 2.330 0.390 3.150 0.5200.079 0.571 11 3.15 0.138 2.330 0.390 3.150 0.520
0.118, 126 0.551 10 3.23 0.118 2.330 0.354 3.150 0.4840.157, 0.197 0.512 8.5 3.54 0.098 2.330 0.299 3.150 0.484
TPV16R200… 2.000
0.016, 0.031 0.630 9.5 3.78 0.158 3.110 0.512 3.940 0.535
1.772
0.047 0.610 9.5 3.78 0.158 3.110 0.512 3.940 0.5350.063 0.591 9 3.86 0.138 3.110 0.484 3.940 0.5200.079 0.571 9 3.86 0.138 3.110 0.484 3.940 0.520
0.118, 126 0.551 8 4.06 0.118 3.110 0.429 3.940 0.4840.157, 0.197 0.512 7 4.33 0.098 3.110 0.374 3.940 0.484
TPV16R250… 2.500
0.016, 0.031 0.630 7 5.12 0.158 4.130 0.535 4.960 0.535
2.232
0.047 0.610 7 5.12 0.158 4.130 0.535 4.960 0.5350.063 0.591 6.5 5.35 0.138 4.130 0.504 4.960 0.5200.079 0.571 6.5 5.35 0.138 4.130 0.504 4.960 0.520
0.118, 126 0.551 6 5.35 0.118 4.140 0.465 4.960 0.4840.157, 0.197 0.512 5.5 5.51 0.098 4.140 0.425 4.960 0.484
TPV16R300… 3.000
0.016, 0.031 0.630 5 7.20 0.158 5.470 0.535 6.300 0.535
2.835
0.047 0.610 5 7.20 0.158 5.470 0.535 6.300 0.5350.063 0.591 4.5 7.76 0.138 5.470 0.488 6.300 0.5200.079 0.571 4.5 7.76 0.138 5.470 0.488 6.300 0.520
0.118, 126 0.551 4 8.15 0.118 5.480 0.433 6.300 0.4840.157, 0.197 0.512 3.5 8.70 0.098 5.480 0.378 6.300 0.484
TPV16R400… 4.000
0.016, 0.031 0.630 3.5 10.31 0.158 7.040 0.508 7.870 0.535
3.543
0.047 0.610 3.5 10.31 0.158 7.040 0.508 7.870 0.5350.063 0.591 3 11.65 0.138 7.040 0.437 7.870 0.5200.079 0.571 3 11.65 0.138 7.040 0.437 7.870 0.520
0.118, 126 0.551 2.5 13.07 0.118 7.050 0.362 7.870 0.4840.157, 0.197 0.512 2.5 12.17 0.098 7.050 0.362 7.870 0.457
TPV16R500… 5.000
0.016, 0.031 0.630 2.5 14.45 0.158 9.020 0.476 9.840 0.535
4.429
0.047 0.610 2.5 14.45 0.158 9.020 0.476 9.840 0.5350.063 0.591 2 17.48 0.138 9.020 0.382 9.840 0.5200.079 0.571 2 17.48 0.138 9.020 0.382 9.840 0.520
0.118, 126 0.551 1.5 21.81 0.118 9.020 0.287 9.840 0.3430.157, 0.197 0.512 1.5 20.31 0.098 9.020 0.287 9.840 0.343
Operaciones aplicables
EscuadradoRanurado
Fresado axial y radialRampeado
Avance
Interpolacion Helicoidal Engrandecimiento de Bno.
Especifi cacionDia. de
Hta.øDc (pulg)
PDC Max. ap (pulg)
Radiorε (pulg)
Angulo derampeo
Max.
LongitudMin.
L (pulg)
Fresadoaxial Max.
A (pulg)
Dia. Min.
øD1 (pulg)
Dia. Max.
øD2 (pulg)Ancho Max.
ae (pulg)
Avance/rev
Min.P (pulg)
Avance/rev
Max.P (pulg)
Rampeo Recto Rampeo HelicoidalEscalon Engrande-cimiento de Bno.

6
HB Vc (sfm)
60
TH10 AJ
900 - 1600 0.006 - 0.015650 - 6600 0.004 - 0.010
100650 - 6600 0.006 - 0.012650 - 5000 0.004 - 0.010
75650 - 3200 0.003 - 0.006650 - 2600 0.003 - 0.006
90900 - 3200 0.004 - 0.006900 - 2600 0.004 - 0.006
130300 - 1600 0.004 - 0.006300 - 900 0.004 - 0.006
110900 - 1600 0.006 - 0.015650 - 6600 0.004 - 0.010
90650 - 6600 0.006 - 0.012650 - 5000 0.004 - 0.010
100650 - 3200 0.003 - 0.006650 - 2600 0.003 - 0.006
-900 - 3200 0.004 - 0.006900 - 2600 0.004 - 0.006
-300 - 1600 0.004 - 0.006300 - 900 0.004 - 0.006
Cond. de Op. Recomendadas
Aleaciones de Aluminio
Fundicion de Aleaciones de Aluminio (Si ≤ 12%)
Fundicion de Aleaciones de Aluminio (Si > 12%)
Aleaciones de Cobre
Aleaciones de Cobre (Pb > 1%)
Duroplasticos, fi bras de plastico
Platico Duro
Vel. de CorteVc
(pies/min)Materiales Grados RompevirutasDureza
Avancefz
(pulg/plaquita)
Guia de Seguridad1. Utilice unicamente plaquitas originales y
los componentes originales incluidos en los cortadores.
2. El alojamiento de la plaquita debe ser limpiado antes de sujetar la plaquita.
3. Aplicar un torque de 3.32 libras・pie en el tornillo para sujetar la plaquita.
4. Por razones de seguridad, se recomienda usar un tornillo nuevo despues de cada cambio de plaquita.
5. Los valores maximos de las RPM's fueron determinados en una prueba destructiva, usar RPM`s por encima de los valores maximos puede ocasionar daños de las plaquitas, operadores o maquina.
6. La plaquita XVCT tiene un fi lo de corte agudo, se debe utilizar guantes para su manejo con el fi n de evitar heridas.
7
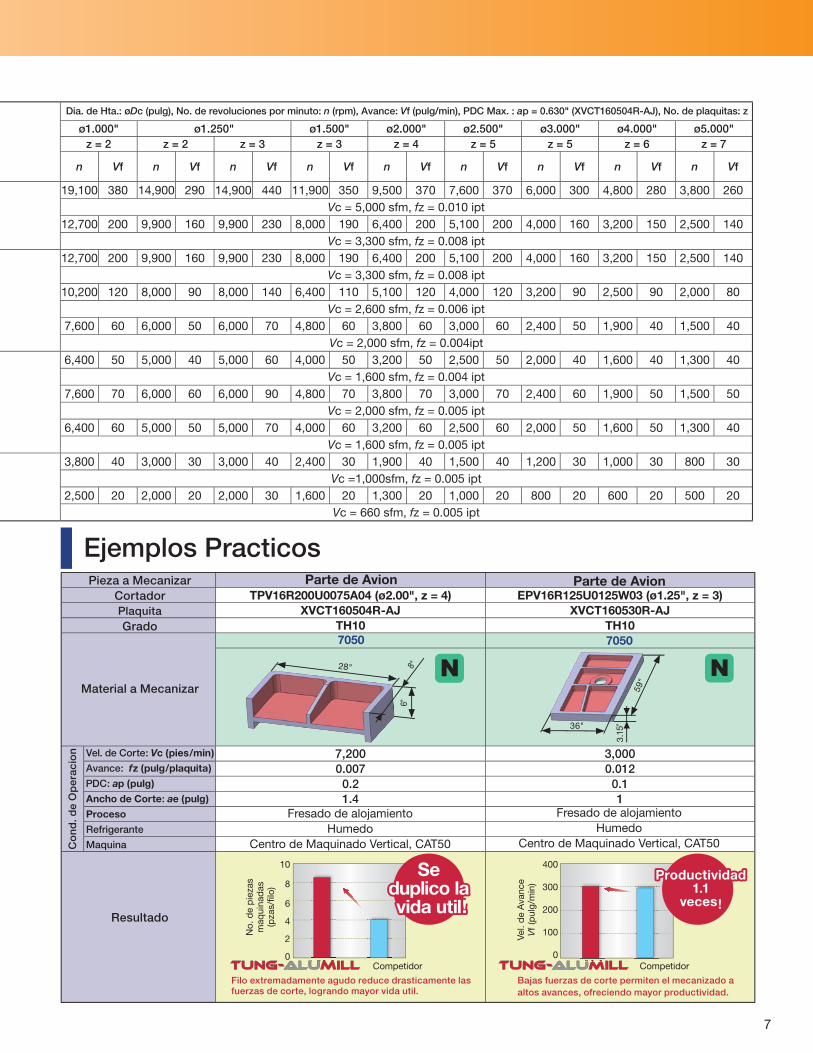
ø1.000" ø1.250" ø1.500" ø2.000" ø2.500" ø3.000" ø4.000" ø5.000"z = 2 z = 2 z = 3 z = 3 z = 4 z = 5 z = 5 z = 6 z = 7
n Vf n Vf n Vf n Vf n Vf n Vf n Vf n Vf n Vf
19,100 380 14,900 290 14,900 440 11,900 350 9,500 370 7,600 370 6,000 300 4,800 280 3,800 260Vc = 5,000 sfm, fz = 0.010 ipt
12,700 200 9,900 160 9,900 230 8,000 190 6,400 200 5,100 200 4,000 160 3,200 150 2,500 140Vc = 3,300 sfm, fz = 0.008 ipt
12,700 200 9,900 160 9,900 230 8,000 190 6,400 200 5,100 200 4,000 160 3,200 150 2,500 140Vc = 3,300 sfm, fz = 0.008 ipt
10,200 120 8,000 90 8,000 140 6,400 110 5,100 120 4,000 120 3,200 90 2,500 90 2,000 80Vc = 2,600 sfm, fz = 0.006 ipt
7,600 60 6,000 50 6,000 70 4,800 60 3,800 60 3,000 60 2,400 50 1,900 40 1,500 40Vc = 2,000 sfm, fz = 0.004ipt
6,400 50 5,000 40 5,000 60 4,000 50 3,200 50 2,500 50 2,000 40 1,600 40 1,300 40Vc = 1,600 sfm, fz = 0.004 ipt
7,600 70 6,000 60 6,000 90 4,800 70 3,800 70 3,000 70 2,400 60 1,900 50 1,500 50Vc = 2,000 sfm, fz = 0.005 ipt
6,400 60 5,000 50 5,000 70 4,000 60 3,200 60 2,500 60 2,000 50 1,600 50 1,300 40Vc = 1,600 sfm, fz = 0.005 ipt
3,800 40 3,000 30 3,000 40 2,400 30 1,900 40 1,500 40 1,200 30 1,000 30 800 30Vc =1,000sfm, fz = 0.005 ipt
2,500 20 2,000 20 2,000 30 1,600 20 1,300 20 1,000 20 800 20 600 20 500 20Vc = 660 sfm, fz = 0.005 ipt
TPV16R200U0075A04 (ø2.00", z = 4) EPV16R125U0125W03 (ø1.25", z = 3)XVCT160504R-AJ XVCT160530R-AJ
TH10 TH10
7,200 3,0000.007 0.012
0.2 0.11.4 1
10
8
6
4
2
0
400
300
200
100
0
28" 8"
36"
59"
6"
3.15
"
Dia. de Hta.: øDc (pulg), No. de revoluciones por minuto: n (rpm), Avance: Vf (pulg/min), PDC Max. : ap = 0.630" (XVCT160504R-AJ), No. de plaquitas: z
Ejemplos Practicos
7050 7050
Co
nd
. de
Op
erac
ion
Pieza a MecanizarCortadorPlaquitaGrado
Material a Mecanizar
Vel. de Corte: Vc (pies/min)
Avance: fz (pulg/plaquita)
PDC: ap (pulg)
Ancho de Corte: ae (pulg)
Proceso
Refrigerante
Maquina
Resultado
Parte de Avion Parte de Avion
Fresado de alojamientoHumedo
Centro de Maquinado Vertical, CAT50
Fresado de alojamientoHumedo
Centro de Maquinado Vertical, CAT50
Filo extremadamente agudo reduce drasticamente las fuerzas de corte, logrando mayor vida util.
Bajas fuerzas de corte permiten el mecanizado a altos avances, ofreciendo mayor productividad.
Vel.
de
Ava
nce
Vf (
pul
g/m
in)
Competidor Competidor
No.
de
pie
zas
maq
uina
das
(pza
s/fi l
o)
Se Se duplico laduplico la vida util! vida util!
ProductividadProductividad1.1.11
vecesveces!!

EPV16R100U0100W02 (ø1.00", z = 2) TPU16R200U0075A04 (ø2.00", z = 4)
XVCT160504R-AJ XVCT160504R-AJ
TH10 TH10
2,600 3,300
0.006 0.008
0.4 0.24
1 1.8
140120100806040200
100
80
60
40
20
0
7.85"20"
20"
4"
1.181
"
3.15
0"
6061 Aleacion de Aluminio
Co
nd. d
e O
per
acio
nPieza a Mecanizar
Cortador
Plaquita
Grado
Material a Mecanizar
Vel. de Corte: Vc (pies/min)
Avance: fz (pulg/plaquita)
PDC: ap (pulg)
Ancho de Corte: ae (pulg)
Proceso
Refrigerante
Maquina
Resultado
Vel.
de
Ava
nce
Vf (
pul
g/m
in)
Ran
go d
e re
moc
ion
de
Mat
eria
l (p
ulg3 /
min
)
Componente de Robot Componente de Robot
Fresado de Alojamiento
Humedo
Centro de Maquinado Vertical, CAT40
Fresado de Ranura
Humedo
Centro de Maquinado Vertical, CAT50
Debido a la rigidez en la sujecion, se logra excelente acabado superfi cial incluso a altos rangos de avance.
El cortador con alta densidad de plaquitas puede ser usado debdio a las bajas fuerzas de corte logrando alta productividad.
Competidor Competidor
ProductividadProductividad1.21.255
vecesveces!!
ProductividadProductividad1.1.33
vecesveces!!
Distribuido por:
Dec. 2013 (Mx)
3726 N Ventura Drive, Arlington Heights, IL 60004, U.S.A.Telefono: +1-888-554-8394 Fax: +1-888-554-8392
Tungaloy Canada432 Elgin St. Unit 3, Brantford, Ontario N3S 7P7, CanadaTelefono: +1-519-758-5779 Fax: +1-519-758-5791
Tungaloy de Mexico S.A.C Los Arellano 113, Parque Industrial Siglo XXIAguascalientes, AGS, Mexico 20290Telefono:+52-449-929-5410 Fax:+52-449-929-5411
www.tungaloyamerica.comEscanear para
acceso instantaneo a la red