LM3886 Overture Audio Pwr Amp Series High-Perf 68W Audio Pwr ...
Upload
vicky-singhCategory
view
65download
4
ENERGY PERFORMANCE ASSESSMENT OF BOILERS

Performance Terms and Definitions
Heat outputHeat Input
Boiler Efficiency, η =
Heat in steam output (kCals)Heat in Fuel Input (kCals)
Quantity of Steam GenerationQuantity of fuel Consumption
Evaporation Ratio =
The efficiency of a boiler is expressed as the % of useful heat available from the total energy available by burning the fuel. This is expressed on the basis of gross calorific value (GCV) .

StandardsBritish standards, BS845: 1987 This describes the methods and conditions under which a boiler should
be tested.Boiler should be operated under steady load conditions(generally full load) for a period of one hour before taking reading
ASME Standard: PTC-4-1 Power Test Code for Steam Generating Units
Part One: Direct method (also called as Input -output method)Part Two: Indirect method (also called as Heat loss method)
IS 8753: Indian Standard for Boiler Efficiency Testing
All standards do not include blow down as a loss in the efficiency determination process.

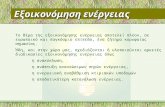
Direct Method Testing
BoilerFuel Input 100%+ Air
Stea
m O
utpu
t
Efficiency = Heat addition to Steam x 100Gross Heat in Fuel
Flue Gas
Wat
er
100 valuecalorific Gross x rate firing Fuel
enthalpy) water feed enthalpy (steam x rate flow Steam xEfficiencyBoiler −=

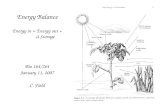
Indirect Method Testing
Boiler Flue gas sample
Steam Output
Efficiency = 100 – (1+2+3+4+5+6+7+8) (by Indirect Method)
Air
Fuel Input, 100%
1. Dry Flue gas loss2. H2 loss3. Moisture in fuel4. Moisture in air5. CO loss
7. Fly ash loss
6. Surface loss
8. Bottom ash loss
Wat
er
Blow down

Instruments used for Boiler Performance Assessment.
Instrument Type Measurements
Flue gas analyzer
Portable or fixed % CO2 , O2 and CO
Temperature indicator
Thermocouple, liquid in glass
Fuel temperature, flue gas temperature, combustion air temperature, boiler surface temperature, steam temperature
Draft gauge Manometer, differential pressure
Amount of draft used or available
TDS meter Conductivity Boiler water TDS, feed water TDS, make-up water TDS.
Flow meter As applicable Steam flow, water flow, fuel flow, air flow

1.Technical specification of boiler
1 Boiler ID code and Make
2 Year of Make
3 Boiler capacity rating
4 Type of Boiler
5 Type of fuel used
6 Maximum fuel flow rate
7 Efficiency by GCV
8 Steam generation pressure &superheat temperature
9 Heat transfer area in m2
10 Is there any waste heat recovery device installed
11 Type of draft
12 Chimney height in metre

2 - Fuel analysis details
Fuel Fired
GCV of fuel
Specific gravity of fuel (Liquid)
Bulk density of fuel (Solid)
Proximate Analysis Date of Test:
1 Fixed carbon %
2 Volatile matter %
3 Ash %
4 Moisture %

Ultimate Analysis Date of Test:Carbon %
Hydrogen %
Sulphur %
Nitrogen %
Ash %
Moisture %
Oxygen %
Water Analysis Date of Test:
Feed water TDS ppm
Blow down TDS ppm
PH of feed water
PH of blow down
Flue gas Analysis Date of Test:
CO2 %
O2 %
CO %
Flue gas temperature OC

4. Format sheet for boiler efficiency testing
Date: ………………… Boiler Code No. …………………
S.No
Time
Ambient air Fuel Feed water Steam Flue gas analysis
Surface Temp of boiler, oC
Dry bulb
Temp, oC
Wet Bulb
Temp, oC
Flow Rate, kg/hr
Tempo
C
Flow rate,
m3/hr
Tempo
C
Flow rate,m3
/hr
Pressure
kg/cm2
g
Tempo
C
O
2%
CO
2%
CO
%
Temp0
C
1.
2.
3.
4.
5.
6.
7.
8.
Boiler Supervisor Energy Manager Energy Auditor

Fuel firing rate = 5599.17 kg/hr
Steam generation rate = 21937.5 kg/hr
Steam pressure = 43 kg/cm2(g)
Steam temperature = 377 oC
Feed water temperature = 96 oC
%CO2 in Flue gas = 14
%CO in flue gas = 0.55
Average flue gas temperature = 190 oC
Ambient temperature = 31 oC
Humidity in ambient air = 0.0204 kg / kg dry air
Surface temperature of boiler = 70 oC
Wind velocity around the boiler = 3.5 m/s
Total surface area of boiler = 90 m2
GCV of Bottom ash = 800 kCal/kg
GCV of fly ash = 452.5 kCal/kg
Ratio of bottom ash to fly ash = 90:10
Fuel Analysis (in %)
Ash content in fuel = 8.63
Moisture in coal = 31.6
Carbon content = 41.65
Hydrogen content = 2.0413
Nitrogen content = 1.6
Oxygen content = 14.48
GCV of Coal = 3501 kCal/kg
The data collected are for a boiler using coal as the fuel.
Find out the boiler efficiency by indirect method.

Boiler efficiency by indirect method
Step – 1 Find theoretical air requirement
Theoretical air required for complete combustion
=
[(11.43 x C) + {34.5 x (H2 – O2/8)} + (4.32 x S)] / 100 kg/kg of coal
= [(11.43 x 41.65) + {34.5 x (2.0413 – 14.48/8)} + (4.32 x 0)] / 100
= 4.84 kg / kg of coal

Step – 2 Find theoretical CO2 %
% CO2 at theoretical condition ( CO2 )t
=
Moles of C Moles of N2 + Moles of C
Where,
Moles of N2
=
4.84 x 77/100 0.016 + = 0.1332 28 28
Where moles of C = 0.4165/12 = 0.0347
( CO2 )t
=
0.0347 0.1332 + 0.0347
=
20.67

Step – 3 To find Excess air supplied
Actual CO2 measured in flue gas
=
14.0%
% Excess air supplied (EA) =
7900 x [ ( CO2)t – (CO2)a] (CO2)a x [100 – (CO2)t ]
=
7900 x [20.67 – 14 ] 14a x [100 – 20.67]
=
47.44 %

Step – 4 to find actual mass of air supplied
Actual mass of air supplied =
{1 + EA/100} x theoretical air
= {1 + 47.44/100} x 4.84
= 7.13 kg/kg of coal
Step –5 to find actual mass of dry flue gas Mass of dry flue gas consists of Mass of CO2 +Mass of N2 content in the fuel+ Mass
of N2 in the combustion air supplied + Mass of oxygen in combustion air supplied
Mass of dry flue gas
=
0.4165 x 44 7.13 x 77 (7.13-4.84) x 23 + 0.016 + + 12 100 100
=
7.562 kg / kg of coal

Step – 6 to find all losses 1. % Heat loss in dry flue gas (L1)
=
m x cp x (Tf – Ta ) x 100 GCV of fuel
=
7.562 x 0.23 x (190 – 31) x 100 3501
L1 = 7.89 %

2. % Heat loss due to formation of water from H2 in fuel (L2)
=
9 x H2 x {584 + Cp (Tf – Ta )} x 100 GCV of fuel
=
9 x .02041 x {584 + 0.45(190-31)} x 100 3501
L2
= 3.44 %
3. % Heat loss due to moisture in fuel (L3)
=
M x {584 + Cp ( Tf – Ta )} X 100 GCV of fuel
=
0.316 x {584 + 0.45 ( 190 – 31) } x 100 3501
L3
=
5.91 %

4. % Heat loss due to moisture in air (L4)
=
AAS x humidity x Cp x (Tf – Ta ) x 100 GCV of fuel
=
7.13 x 0.0204 x 0.45 x (190 – 31) x 100 3501
L4
= 0.29 %
5. % Heat loss due to partial conversion of C to CO (L5)
=
%CO x %C 5744 x x 100 % CO + (% CO2)a GCV of fuel
=
0.55 x 0.4165 5744 x x 100 0.55 + 14 3501
L5
= 2.58 %

6. Heat loss due to radiation and convection (L6)
= 0.548 x [ (343/55.55)4 – (304/55.55)4] + 1.957 x
(343 - 304)1.25 x sq.rt of [(196.85 x 3.5 + 68.9) /
68.9]
= 633.3 w/m2 = 633.3 x 0.86 = 544.64 kCal / m2
Total radiation and convection loss per hour
= 544.64 x 90
= 49017.6 kCal % radiation and convection loss = 49017.6 x 100
3501 x 5591.17
L6 = 0.25 %

7. % Heat loss due to unburnt in fly ash
% Ash in coal = 8.63 Ratio of bottom ash to fly ash = 90:10 GCV of fly ash = 452.5 kCal/kg Amount of fly ash in 1 kg of coal = 0.1 x 0.0863
= 0.00863 kg Heat loss in fly ash = 0.00863 x 452.5
= 3.905 kCal / kg of coal % heat loss in fly ash = 3.905 x 100 / 3501 L7 = 0.11 %
8. % Heat loss due to unburnt in fly ash GCV of bottom ash = 800 kCal/kg Amount of bottom ash in 1 kg of coal
= 0.9 x 0.0863
= 0.077 kg Heat loss in bottom ash = 0.077 x 800
= 62.136 kCal/kg of coal % Heat loss in bottom ash = 62.136 x 100 / 3501 L8 = 1.77 %

Boiler efficiency by indirect method
= 100 – (L1+ L2+ L3+ L4+ L5+ L6+ L7+ L8)
= 100-(7.89 + 3.44+ 5.91+ 0.29+ 2.58+ 0.25+
0.11+1.77)
= 100-22.24 = 77.76 %
Summary of Heat Balance for Coal Fired Boiler
Input/Output Parameter
kCal / kg of coal
% loss
Heat Input = 3501 100 Losses in boiler 1. Dry flue gas, L1 = 276.23 7.89 2. Loss due to hydrogen in fuel, L2 = 120.43 3.44 3. Loss due to moisture in fuel, L3 = 206.91 5.91 4. Loss due to moisture in air, L4 = 10.15 0.29 5. Partial combustion of C to CO, L5 = 90.32 2.58 6. Surface heat losses, L6 = 8.75 0.25 7. Loss due to Unburnt in fly ash, L7 = 3.85 0.11 8. Loss due to Unburnt in bottom ash, L8
= 61.97 1.77
Boiler Efficiency = 100 – (L1 + L2+ L3+ L4+ L5+ L6+ L7+ L8) = 77.76 %

Factors Affecting Boiler Performance
• Periodical cleaning of boilers • Periodical soot blowing • Proper water treatment programme and blow down
control• Draft control• Excess air control• Percentage loading of boiler• Steam generation pressure and temperature • Boiler insulation• Quality of fuel

ENERGY PERFORMANCE ASSESSMENT OF
FURNACES

Pusher-Type 3-Zone Reheating Furnace

Performance Terms and Definitions
Furnace Efficiency, η = Heat in stock (material) (kCals)Heat in Fuel /electricity (kCals)
Specific Energy Consumption = Quantity of fuel or energy consumedQuantity of material processed.

Direct Method TestingMeasurement Parameters
The following measurements are to be made for doing the energy balance in oil fired reheating furnaces (e.g. Heating Furnace)
i) Weight of stock / Number of billets heatedii) Temperature of furnace walls, roof etciii) Flue gas temperatureiv) Flue gas analysisv) Fuel Oil consumption

Example: Energy Efficiency by Indirect MethodAn oil-fired reheating furnace has an operating temperature of around 1340oC. Average fuel consumption is 400 litres/hour. The flue gas exit temperature is 750 oC. Air is preheated from ambient temperature of 40oC to 190 oC through an air pre-heater. The furnace has 460 mm thick wall (x) on the billet extraction outlet side, which is 1 m high (D) and 1 m wide. The other data are as given below. Find out the efficiency of the furnace by both indirect and direct method.
flue gas temperature before air preheater = 750oCAmbient temperature = 40oCPreheated air temperature = 190oCSpecific gravity of oil = 0.92Average fuel oil consumption = 400 Litres / hr
= 400 x 0.92 =368 kg/hrCalorific value of oil = 10000 kCal/kgAverage O2 percentage in flue gas = 12%Weight of stock = 6000 kg/hrSpecific heat of Billet = 0.12 kCal/kg/0C

Furnace Efficiency (Direct Method)
Heat input = 400 litres / hr= 368 kg/hr
Heat output = m x Cp x ∆T= 6000 kg x 0.12 x (1340 – 40)= 936000 kCal
Efficiency = 936000 x 100 / (368 x 10000)= 25.43 %= 25% (app)
Total Losses = 75% (app)

1. Sensible Heat Loss in Flue Gas:Corresponding excess air
(Where O2 is the % of oxygen in flue gas = 12% )= 12 x 100 / (21 – 12)= 133% excess air
2
2
% 10021 %
O xO
=−
Theoretical air required to burn 1 kg of oil=14 kg (Typical value for all fuel oil)Total air supplied = Theoretical air x (1 + excess air/100)Total air supplied = 14 x 2.33 kg / kg of oil
= 32.62 kg / kg of oilSensible heat loss = m x Cp x ∆T
m = Weight of flue gas= Actual mass of air supplied / kg of fuel + mass of fuel (1kg)
= 32.62 + 1.0 = 33.62 kg / kg of oil.Cp = Specific heat of flue gas
= 0.24 kCal/kg/oC∆T = Temperature difference
Heat loss = 33.62 x 0.24 x (750– 40)= 5729 kCal / kg of oil
% Loss = 5729 = 57.29%10000
% Heat gain by combustion air = 32.62 x 0.24 x (190 – 40)----------------------------------- x 100
10000= 11.74 %
Net % sensible heat loss in flue gas = (57.29 – 11.74) % = 45.55%

2. Loss Due to Evaporation of Moisture Present in Fuel
% Loss M {584 + 0.45 (Tfg-Tamb)} 100GCV of Fuel
x=
Where, M - % Moisture of in 1 kg of fuel oil (0.15 kg/kg of fuel oil) Tfg - Flue Gas Temperature Tamb - Ambient temperature GCV - Gross Calorific Value of Fuel 0.15 {584 +0.45 (750-40)} % Loss = ------------------------------ x 100 10000 = 1.36 % 3. Loss Due to Evaporation of Water Formed due to Hydrogen in Fuel % Loss = 9 x H2 {584 + 0.45 (Tfg-Tamb)} ---------------------------------------- x 100 GCV of Fuel Where, H2 – % of H2 in 1 kg of fuel oil (0.1123 kg/kg of fuel oil) = 9 x 0.1123 {584 + 0.45 (750-40)} ------------------------------------- x 100
10000 = 9.13 %

Graph for Determining Black Body Radiation at a Particular Temperature

Factor for Determining the Equivalent of Heat Release from Openings to the Quality of Heat Release from Perfect
Black Body

The reheating furnace in example has 460mm thick wall (X) on the billet extraction outletside, which is 1m high (D) and 1m wide. With furnace temperature of 1340 0C, the quantity (Q) of radiation heat loss from the opening is calculated as follows: The shape of the opening is square and D/X = 1/0.46 = 2.17 The factor of radiation (Refer Figure 2.5) = 0.71 Black body radiation corresponding to 1340oC = 36.00 kCal/cm2/hr (Refer Figure 2.4 On black body radiation) Area of opening = 100 cm x 100 cm = 10000 cm2 Emissivity = 0.8 Total heat loss = Black body radiation x area of opening x factor of radiation x emissivity
=36 x 10000 x 0.71 x 0.8 = 204480 kCal/hr Equivalent Oil loss = 204480/10,000
= 20.45 kg/hr
% of heat loss = 20.45 /368 x 100 = 5.56 %

Quantity of Heat Release at Various Temperatures

5a). Heat loss through roof and sidewalls: Total average surface temperature = 122oC Heat loss at 122 oC = 1252 kCal / m2 / hr Total area of heating + soaking zone = 70.18 m2
Heat loss = 1252 kCal / m2 / hr x 70.18 m2
= 87865 kCal/hr Equivalent oil loss (a) = 8.78 kg / hr
6. Unaccounted Loss These losses comprises of heat storage loss, loss of furnace gases around charging doorand opening, heat loss by incomplete combustion, loss of heat by conduction throughhearth, loss due to formation of scales.

Furnace Efficiency (Indirect Method) 1. Sensible heat loss in flue gas = 45.55%
2. Loss due to evaporation of moisture in fuel = 1.36 %
3. Loss due to evaporation of water formed from H2 in fuel = 9.13 % 4. Heat loss due to openings = 5.56 %
5. Heat loss through skin = 2.64%
6. Unaccounted losses = 10.76%
(Assessed by subtracting summation of losses 1 to 5 from the losses worked out by direct method i.e. [75 – (45.55+1.36+9.13+5.56+2.64) ] ) Total losses = 75% Furnace Efficiency = 100 – 75
= 25 % Specific Energy Consumption = 400 litre /hour (fuel consumption)
6Tonnes/hour (Wt of stock)
= 66.6 Litre of fuel /tonne of Material (stock)

Theoretical Heat Example of melting one tonne of steel from an ambient temperature of 20oC . Specific heat of steel = 0.186 Wh/kg/0C, latent heat for melting of steel = 40 Wh/kg/0C. Melting point of steel = 1600 oC. Theoretical Total heat = Sensible heat + Latent heat
Sensible Heat = 1000 kg x 0.186 Wh /kg oC x (1600-20)oC = 294 kWh Latent heat = 40 Wh/ kg x 1000 kg = 40 kWh Total Heat = 294 + 40 = 334 kWh.
So the theoretical energy needed to melt one tonne of steel from 20o C = 334 kWh. Actual Energy used to melt to 1600o C is 700 kWh Efficiency = 334 kWh x 100 = 48% 700 kwh

Factors Affecting Furnace Performance
• The important factors, which affect the efficiency, are listed below for critical analysis.
• Under loading due to poor hearth loading and improper production scheduling Improper Design
• Use of inefficient burner• Insufficient draft/chimney• Absence of Waste heat recovery• Absence of Instruments/Controls• Improper operation/Maintenance• High stack loss, waste heat recovery device • Improper insulation /Refractories

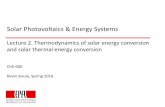
Steam turbine analysis
Figure 3.1 Process Flow Diagram for Cogeneration Plant
S
1st Extraction
Extraction cum condensingTurbine
Boiler
h1
Power output kW
Boiler
2st Extraction
Condenser
h2
h3 h4
h11
h11
H1
H2 H3

Actual heat extraction
Calculate the actual heat extraction in turbine at each stage,
Steam Enthalpy at turbine inlet : h1 kCal / kg Steam Enthalpy at 1st extraction : h2 kCal / kgSteam Enthalpy at 2nd extraction : h3 kCal / kg Steam Enthalpy at Condenser : h4* kCal / kg
* Due to wetness of steam in the condensing stage, the enthalpy of steam cannot be considered as equivalent to saturated steam. Typical dryness value is 0.88 – 0.92. This dryness value can be used as first approximation to estimate heat drop in the last stage. However it is suggested to calculate the last stage efficiency from the overall turbine efficiency and other stage efficiencies.

Calculate enthalpy drop
Heat extraction from inlet : h1 – h2 kCal / kgto stage –1 extraction (h5)
Heat extraction from : h2-h3 kCal / kg1st –2nd extraction (h6)
Heat extraction from 2nd : h3-h4 kCal / kg Extraction – condenser (h7)

Calculate theoretical enthalpy dropsFrom Mollier diagram (H-φ Diagram) estimate the theoretical heat extraction for the conditions mentioned in Step 1. Towards this:
a) Plot the turbine inlet condition point in the Mollier chart – corresponding to steam pressure and temperature
b) Since expansion in turbine is an adiabatic process, the entropy is constant. Hence draw a vertical line from inlet point (parallel to y-axis) upto the condensing conditions.
c) Read the enthalpy at points where the extraction and condensing pressure lines meet the vertical line drawn.
d) Compute the theoretical heat drop for different stages of expansion

Theoretical enthalpy drop
Theoretical Enthalpy after 1st extraction : H1 Theoretical Enthalpy after 2nd extraction : H2Theoretical Enthalpy at condenser conditions : H3
Theoretical heat extraction from inlet to : h1 – H1stage 1 extraction, h8
Theoretical heat extraction from : H1-H21st – 2nd extraction, h9
Theoretical heat extraction from : H2-H32nd extraction – condensation, h10

Compute turbine cylinder efficiency
Efficiency of 1st stage : h5 Heat extraction-actual h1- h2h8 Heat extraction theoretical h1 – H1
Efficiency of 2nd stage : h6 Heat extraction-actual h2- h3h9 Heat extraction theoretical H1 – H2
Efficiency of condensing stage : h7h10

Calculate plant heat rate
M x (h1 – h11) Heat rate, kCal / kWh = P M – Mass flow rate of steam in kg/hr h1 - Enthalpy of inlet steam in kCal/kg h11 - Enthalpy of feed water in kCal/kg P - Average Power generated in kW *Alternatively the following guiding parameter can be utilised Plant heat consumption = fuel consumed for power generation, kg/hr Power generated, kW

Example: Small Cogeneration Plant A distillery plant having an average production of 40 kilolitres of ethanol is having a cogeneration system with a backpressure turbine. The plant steam and electrical demand are 5.1 Tons/hr and 100 kW. The process flow diagram is shown in figure 3.2.Gross calorific value of Indian coal is 4000kCal/kg
Figure 3.2 Process Flow Diagram for Small Cogeneration Plant
S
Process Steam
BackPressureTurbineBoiler
Coal1550 kg/hr
Steam to turbineQ – 5100 kg/hrP – 15 kg/cm2gT – 250oC
Q – 5100 kg/hrP – 2 kg/cm2gT – 130oC
Power output 100kW

Calculation stepsStep 1 :
Total heat of steam at turbine inlet conditions at 15kg / cm2 and 250oC, h1 =698kCal/kg
Step 2 :
Total heat of steam at turbine outlet conditions at 2 kg/cm2 and 130oC, h2 = 648 kCal/kg
Step 3 :
Heat energy input to turbine per kg of inlet steam (h1- h2) = (698-648) = 50 kCal/kg
Step 4 :
Total steam flow rate, Q1 = 5100 kg/hrPower generation = 100 kWEquivalent thermal energy = 100 x 860 = 86,000 kCal /hr
Step 5 :
Energy input to the turbine = 5100 x 50 = 2,55,000 kCal/hr.

Step 6 :
Energy outputPower generation efficiency of the turbo alternator = --------------------- x 100
Energy Input
86,000= ------------- x 100 = 34%
2,55,000Step 7 :Efficiency of the turbo alternator = 34% Efficiency of Alternator = 92 %Efficiency of gear transmission = 98 %
AlternatorofEfficiencyontransmissigearofEfficiencyalternatorturboofefficiencygenerationPowerofTurbineEfficiency
*= 38.0
92.0*98.034.0
==

Step 8 :
Quantity of steam bypassing the turbine = Nil
Step 9 :
Coal consumption of the boiler = 1550 kg/hr.
Step 10:
Overall plant heat rate, kCal/kWh
= Mass flow rate of steam x ((Enthalpy of steam, kCal/kg – Enthalpy of feed water,kCal/kg)Power output, kW
= 5100 x (698 – 30)100
= 34068 kCal/kWh*
*Note: The plant heat rate is in the order of 34000 kCal/kWh because of the use of backpressure turbine. This value will be around 3000 kcal/kWh while operating on fully condensing mode. However with backpressure turbine, the energy in the steam is not wasted, as it is utilised in the process.
Overall plant fuel rate including boiler = 1550/100 = 15.5 kg coal / kW

Gas turbine and Waste heat recovery steam generator
o
o
T h eo re tica l tem p era tu re rise acro ss th e co m p resso r, C A ir C o m p resso r effic ien cy, % = A ctu al tem p era tu re rise , C
Power output, kW x 860 Overall Gas turbine efficiency (Compressor + Gas turbine), % = Fuel input for Gas turbine, kg/hr x GCV of fuel, kCal/kg
Heat Recovery Steam Generator (HRSG) PerformanceHeat Recovery Steam Generator efficiency, %
where, hs = Enthalpy of steamhw = Enthalpy of feed watertin = inlet temperature of flue gastout = outlet temperature of flue gas
s
in
w
out
steam generated, kg/hr x (h , kCal/kg - h ,kCal/kg)[Mass flow of flue gas, kg/hr x Cp x ( t - t )] + [ auxiliary fuel consumption, kg/hr x GCV of fuel, kCal/hr ]
=

Energy Performance Assessment of Heat Exchangers

Purpose of the Performance Test
To determine the overall heat transfer coefficient for assessing the performance of the heat exchanger. Any deviation from the design heat transfer coefficient will indicate occurrence of fouling.

Overall heat transfer coefficient, U
Heat exchanger performance is normally evaluated by the overall heat transfer coefficient U that is defined by the equation
WhereQ = Heat transferred in kCal/hrA = Heat transfer surface area in m2
LMTD = Log Mean Temperature Difference in 0CU = Overall heat transfer Coefficient kCal/hr/m2/0C
Q=UxAx LMTD

NomenclatureCold fluid in w, ti Hot fluid out W, ToShell
Cold fluid out w, to
Hot fluid in W, TiBaffles

Heat Duty
Heat duty of the exchanger can be calculated either on the hot side fluid or cold side fluid as given below.
Heat Duty for Hot fluid, Qh = Wx Cph x (Ti-To) ………..Eqn-1,
Heat Duty for Cold fluid, Qc = Wx Cpc x ( to-ti) ………...Eqn-2
If the operating heat duty is less than design heat duty, it may be due to heat losses, fouling in tubes, reduced flow rate (hot or cold) etc. Hence, for simple performance monitoring of exchanger, efficiency may be considered as factor of performance irrespective of other parameter. However, in industrial practice, fouling factor method is more predominantly used.

Methodology of Heat Exchanger Performance Assessment
Procedure for determination of Overall heat transfer Coefficient, U at field
This is a fairly rigorous method of monitoring the heat exchanger performance by calculating the overall heat transfer coefficientperiodically. Technical records are to be maintained for all theexchangers, so that problems associated with reduced efficiency and heat transfer can be identified easily. The record should basically contain historical heat transfer coefficient data versus time / date of observation. A plot of heat transfer coefficient versus time permits rational planning of an exchanger-cleaning program.

Step – A
Monitoring and reading of steady state parameters of the heat exchanger under evaluation are tabulated as below:
Parameters Units Inlet Outlet Hot fluid flow,W kg/h Cold fluid flow,w kg/h Hot fluid Temp, T OC Cold fluid Temp,t OC Hot fluid Pressure,P bar g Cold fluid Pressure, p bar g

Step – B
With the monitored test data, the physical properties of the stream can be tabulated as required for the evaluation of the thermal data
Parameters Units Inlet Outlet Hot fluid density, ρh kg/m3 Cold fluid density, ρc kg/m3 Hot fluid Viscosity, µh MpaS* Cold fluid Viscosity, µc MPaS Hot fluid Thermal Conductivity, kh
kW/(m. K)
Cold fluid Thermal Conductivity, kc
kW/(m. K)
Hot fluid specific heat Capacity, Cph
kJ/(kg. K)
Cold fluid specific heat Capacity, Cpc
kJ/(kg. K)
* MpaS – Mega Pascal Second
Density and viscosity can be determined by analysis of the samples taken from the flow stream at the recorded temperature in the plant laboratory. Thermal conductivity and specific heat capacity if not determined from the samples can be collected from handbooks.

Step – C
Calculate the thermal parameters of heat exchanger and compare with the design data
Parameters Units Test Data Design Data Heat Duty, Q kW Hot fluid side pressure drop, ∆Ph bar * Cold fluid side pressure drop, ∆Pc bar * Temperature Range hot fluid , ∆T OC Temperature Range cold fluid , ∆t OC Capacity ratio, R ----- Effectiveness, S ----- Corrected LMTD, MTD OC Heat Transfer Coefficient, U kW/(m2. K) * - The pressure drop for the design flow can be rated with the relation , Pressure drop is proportional to (Flow)1.75

ExamplesLiquid – Liquid Exchanger
A shell and tube exchanger of following configuration is considered being used for oil cooler with oil at the shell side and cooling water at the tube side.
Tube Side 460 Nos x 25.4mmOD x 2.11mm thick x 7211mm longPitch – 31.75mm 30o triangular2 Pass
Shell Side787 mm ID Baffle space – 787 mm1 Pass
The monitored parameters are as below:
Parameters Units Inlet Outlet Hot fluid flow, W kg/h 719800 719800 Cold fluid flow, w kg/h 881150 881150 Hot fluid Temp, T OC 145 102 Cold fluid Temp, t OC 25.5 49 Hot fluid Pressure, P bar g 4.1 2.8 Cold fluid Pressure, p bar g 6.2 5.1

Calculation of Thermal dataHeat Transfer Area = 264.55 m2
1.Heat Duty: Q = qs = ql Hot fluid, Q = 719800 x 2.847 x (145 –102) = 24477.4 kW Cold Fluid, Q = 881150 x 4.187 x (49 – 25.5) = 24083.4 kW
2. Hot Fluid Pressure Drop Pressure Drop = Pi – Po = 4.1 – 2.8 = 1.3 bar g.
3. Cold Fluid Pressure Drop Pressure Drop = pi – po = 6.2 – 5.1 = 1.1 bar g.
4. Temperature range hot fluid Temperature Range ∆T = Ti – To = 145 – 102 = 43 o C.
5. Temperature Range Cold Fluid Temperature Range ∆t = ti – to = 49 – 25.5 = 23.5 0C.

6. Capacity Ratio
Capacity ratio, R = 23.5/43 = 0.547.
7. Effectiveness
Effectiveness, S = (to – ti) / (Ti – ti) =(49 – 25.5)/(145-25.5) =23.5/119.5 = 0.20.
8. LMTD
a). LMTD, Counter Flow = (96 – 76.5)/ ln (96/76.5) = 85.9 0C.
b). Correction Factor to account for Cross flow
(R + 1)1/2 x ln ((1- SR)/ (1- S )
F = (R + 1)1/2 x ln ((1- SR)/ (1- S )
( 1 – R) x ln 2- S ( R + 1 – (R2 +1)1/2)
2- S ( R + 1 + (R2 +1)1/2)
F = 0.977.
9. Corrected LMTD
= F x LMTD = 0.977 x 85.9 = 83.9 oC.
10. Overall Heat Transfer Co-efficient
U = Q/ A ∆T = 24477.4/ (264.55 x 83.9) = 1.104 kW/m2. K

Comparison of Calculated data with Design Data
Parameters Units Test Data Design Data Duty, Q kW 24477.4 25623
Hot fluid side pressure drop, ∆Ph Bar 1.3 1.34
Cold fluid side pressure drop, ∆Pc Bar 1.1
0.95
Temperature Range hot fluid, ∆T OC 43 45
Temperature Range cold fluid, ∆t OC 23.5 25 Capacity ratio, R ----- 0.547 0.556 Effectiveness, S ----- 0.20 0.375 Corrected LMTD, MTD OC 83.8 82.2 Heat Transfer Coefficient, U kW/(m2. K) 1.104 1.178

Inferences• Heat Duty: Actual duty differences will be practically negligible as these duty
differences could be because of the specific heat capacity deviation with the temperature. Also, there could be some heat loss due to radiation from the hot shell side.
• Pressure drop: Also, the pressure drop in the shell side of the hot fluid is reported normal (only slightly less than the design figure). This is attributed with the increased average bulk temperature of the hot side due to decreased performance of the exchanger.
• Temperature range: As seen from the data the deviation in the temperature ranges could be due to the increased fouling in the tubes (cold stream), since a higher pressure drop is noticed.
• Heat Transfer coefficient: The estimated value has decreased to increased fouling that has resulted in minimized active area of heat transfer.
• Physical properties: If available from the data or Lab analysis can be used for verification with the design data sheet as a cross check towards design considerations.
• Troubleshooting: Fouled exchanger needs cleaning.

ENERGY PERFORMANCE ASSESSMENT OF MOTORS / VARIABLE SPEED DRIVES

Motor efficiency vs loading

Performance Terms and Definitions
Efficiency :The efficiency of the motor is given by
in
loss
inout
PP
1P
P −==η
Where Pout – Output power of the motorPin – Input power of the motorPLoss – Losses occurring in motor
Motor Loading :
Motor Loading % = Actual operating load of the motorRated capacity of the motor

Field Tests for Determining Efficiency

No Load Test
The motor is run at rated voltage and frequency without any shaft load. Input power, current, frequency and voltage are noted. The no load P.F. is quite low and hence low PF watt meters are required. From the input power, stator I2R losses under no load are subtracted to give the sum of Friction and Windage (F&W) and core losses. To separate core and F & W losses, test is repeated at variable voltages. It is worthwhile plotting no-load input kW versus Voltage; the intercept is F & W kW loss component.
F&W and core losses = No load power (watts) – (No load current)2 × Stator resistance

Stator and Rotor I2R Losses :
The stator winding resistance is directly measured by a bridge or volt amp method. The resistance must be corrected to the operating temperature. For modern motors, the operating temperature is likely to be in the range of 1000C to 1200C and necessary correction should be made. Correction to 750C may be inaccurate. The correction factor is given as follows :
where, t1 = ambient temperature, oC & t2 =- operating temperature, oC.The rotor resistance can be determined from locked rotor test at reduced frequency, but rotor I2R losses are measured from measurement of rotor slip.Rotor I2R losses = Slip × (Stator Input – Stator I2R Losses – Core Loss)Accurate measurement of slip is possible by stroboscope or non-contact type tachometer. Slip also must be corrected to operating temperature.
1
2
1
2
t 235 t 235
RR
++
=

Stray Load Losses
These losses are difficult to measure with any accuracy. IEEE Standard 112 gives a complicated method, which is rarely used on shop floor. IS and IEC standards take a fixed value as 0.5 % of output. It must be remarked that actual value of stray losses is likely to be more. IEEE –112 specifies values from 0.9 % to 1.8 %.
Motor Rating Stray Losses
1 – 125 HP 1.8 %
125 – 500 HP 1.5 %
501 – 2499 HP 1.2 %
2500 and above 0.9 %

Points for Users
It must be clear that accurate determination of efficiency is very difficult. The same motor tested by different methods and by same methods by different manufacturers can give a difference of 2 %. Estimation of efficiency in the field can be summarized as follows:
1. Measure stator resistance and correct to operating temperature. From rated current value, I2R losses are calculated.
2. From rated speed and output, rotor I2R losses are calculated3. From no load test, core and F & W losses are determined for stray loss

ExampleMotor Specifications
Rated power = 34 kW/45 HP
Voltage = 415 Volt
Current = 57 Amps
Speed = 1475 rpm
Insulation class = F
Frame = LD 200 L
Connection = Delta

No load test Data
Voltage, V = 415 Volts
Current, I = 16.1 Amps
Frequency, F = 50 Hz
Stator phase resistance at 300C
= 0.264 Ohms
No load power, Pnl = 1063.74 Watts

Try to calculate the following
Calculate iron plus friction and windage losses
Calculate stator resistance at 1200C
R2 = R1 × 1
2
t235 t235
++
Calculate stator copper losses at operating temperature of resistance at 1200C
Calculate full load slip(s) and rotor input assuming rotor losses are slip timesrotor input.
Determine the motor input assuming that stray losses are 0.5 % of the motorrated power
Calculate motor full load efficiency and full load power factor

Solution
Let Iron plus friction and windage loss, Pi + fw No load power, Pnl = 1063.74 Watts
Stator Copper loss, P st-300C (Pst.cu) = 3 × (16.1 / √3)2 × 0.264 = 68.43 Watts Pi + fw = Pnl – Pst.cu = 1063.74 – 68.43 = 995.3 W

Stator Resistance at 1200C,
R1200
C = 0.264 × 235 30235 201
++
= 0.354 ohms per phase
Stator copper losses at full load, Pst.cu 1200C
= 3 × (57 / √3)2 × 0.354
= 1150.1 Watts

Full load slip
S = (1500 – 1475) / 1500
= 0.0167
Rotor input, Pr = Poutput/ (1-S)
= 34000 / (1-0.0167) = 34577.4 Watts
Motor full load input power, P input
= Pr + Pst.cu 1200C + (Pi + fw) + Pstray
= 34577.4 + 1150.1 + 995.3 + (0.005* × 34000)
= 36892.8 Watts
*where, stray losses = 0.5% of rated output (assumed)

Motor efficiency at full load
Efficiency = 100 P
P
input
output ×
= 100 36892.8
34000×
= 92.2 %
Full Load PF = I V 3
P
fl
input
××
= 57 415 3
36892.8××
= 0.90

Comments
• The measurement of stray load losses is very difficult and not practical even on test beds.
• The actual value of stray loss of motors up to 200 HP is likely to be 1 % to 3 % compared to 0.5 % assumed by standards.
• The value of full load slip taken from the nameplate data is notaccurate. Actual measurement under full load conditions will give better results.
• The friction and windage losses really are part of the shaft output; however, in the above calculation, it is not added to the rated shaft output, before calculating the rotor input power. The error however is minor.
• When a motor is rewound, there is a fair chance that the resistance per phase would increase due to winding material quality and the losses would be higher. It would be interesting to assess the effect of a nominal 10 % increase in resistance per phase.

Determining Motor Loading
By Input Power Measurements
First measure input power Pi with a hand held or in-line power meter Pi = Three-phase power in kW
Note the rated kW and efficiency from the motor name plate
The figures of kW mentioned in the name plate is for output conditions.
So corresponding input power at full-rated load
ηfl = Efficiency at full-rated load Pir = Input power at full-rated power in kW
The percentage loading can now be calculated as follows

Example The nameplate details of a motor are given as power = 15 kW, efficiency η = 0.9. Using a power meter the actual three phase power drawn is found to be 8 kW. Find out the loading ofthe motor. Input power at full-rated power in kW, Pir = 15 /0.9 = 16.7 kW Percentage loading = 8/16.7 = 48 %

By Line Current Measurements
The line current load estimation method is used when input power cannot be measured andonly amperage measurements are possible. The amperage draw of a motor variesapproximately linearly with respect to load, down to about 75% of full load. Below the 75%load point, power factor degrades and the amperage curve becomes increasingly non-linear. In the low load region, current measurements are not a useful indicator of load. However, this method may be used only as a preliminary method just for the purpose ofidentification of oversized motors.
100*%currentratedInputcurrentloadInputLoad = (Valid up to 75% loading)

Slip MethodIn the absence of a power meter, the slip method can be used which requires a tachometer. This method also does not give the exact loading on the motors.
*100%s r
SlipLoadS S
=−
Where: Load = Output power as a % of rated power Slip = Synchronous speed - Measured speed in rpm Ss = Synchronous speed in rpm at the operating frequency Sr = Nameplate full-load speed
Example: Slip Load Calculation Given: Synchronous speed in rpm = 1500 at 50 HZ operating frequency.
( Synchronous speed = 120f/P) f: frequency, P: Number of poles Nameplate full load speed = 1450 Measured speed in rpm = 1480 Nameplate rated power = 7.5 kW Determine actual output power.
%40%100*1450150014801500
=−−
=Load
From the above equation, actual output power would be 40% x 7.5 kW = 3 kW
The speed/slip method of determining motor part-load is often favored due to its simplicityand safety advantages. Most motors are constructed such that the shaft is accessible to atachometer or a strobe light.

The accuracy of the slip method, however, is limited
The largest uncertainty relates to the accuracy with which manufacturers report the nameplatefull-load speed. Manufacturers generally round their reported full-load speed values to some multiple of 5 rpm. While 5 rpm is but a small percent of the full-load speed and may be considered as insignificant, the slip method relies on the difference between full-load nameplate and synchronous speeds. Given a 40 rpm “correct” slip, a seemingly minor 5 rpmdisparity causes a 12% change in calculated load. Slip also varies inversely with respect to the motor terminal voltage squared. A voltagecorrection factor can, also, be inserted into the slip load equation. The voltage compensatedload can be calculated as shown Where: Load = Output power as a % of rated power Slip = Synchronous speed - Measured speed in rpm Ss = Synchronous speed in rpm Sr = Nameplate full-load speed V = RMS voltage, mean line to line of 3 phases Vr = Nameplate rated voltage

Performance Evaluation of Rewound Motors
Ideally, a comparison should be made of the efficiency before and after a rewinding. Arelatively simple procedure for evaluating rewind quality is to keep a log of no-load input current for each motor in the population. This figure increases with poor quality rewinds. Areview of the rewind shop’s procedure should also provide some indication of the quality ofwork. When rewinding a motor, if smaller diameter wire is used, the resistance and the I2R losses will increase.

Application of Variable Speed Drives (VSD)
Concept of Variable Frequency Drive The speed of an induction motor is proportional to the frequency of the AC voltage applied toit, as well as the number of poles in the motor stator. This is expressed by the equation:
RPM = (f x 120) / p
Where f is the frequency in Hz, and p is the number of poles in any multiple of 2. Therefore, if the frequency applied to the motor is changed, the motor speed changes in directproportion to the frequency change. The control of frequency applied to the motor is the jobgiven to the VSD. The VSD's basic principle of operation is to convert the electrical system frequency and voltage to the frequency and voltage required to drive a motor at a speed other than its rated speed. The two most basic functions of a VSD are to provide power conversion from one frequency to another, and to enable control of the output frequency

VSD Power Conversion
There are two basic components, a rectifier and an inverter, to accomplish power conversion. The rectifier receives the 50-Hz AC voltage and converts it to direct current (DC) voltage. ADC bus inside the VSD functions as a "parking lot" for the DC voltage. The DC busenergizes the inverter, which converts it back to AC voltage again. The inverter can becontrolled to produce an output frequency of the proper value for the desired motor shaftspeed.

Factors for Successful Implementation of Variable Speed Drives
Load Type for Variable Frequency Drives The main consideration is whether the variable frequency drive application require a variable torque or constant torque drive. If the equipment being driven is centrifugal, such as a fanor pump, then a variable torque drive will be more appropriate. Energy savings are usually the primary motivation for installing variable torque drives for centrifugal applications. Forexample, a fan needs less torque when running at 50% speed than it does when running at fullspeed. Variable torque operation allows the motor to apply only the torque needed, whichresults in reduced energy consumption. Conveyors, positive displacement pumps, punch presses, extruders, and other similar typeapplications require constant level of torque at all speeds. In which case, constant torque variable frequency drives would be more appropriate for the job. A constant torque driveshould have an overload current capacity of 150% or more for one minute. Variable torquevariable frequency drives need only an overload current capacity of 120% for one minute since centrifugal applications rarely exceed the rated current. If tight process control is needed, then you may need to utilize a sensor less vector, or flux vector variable frequency drive, which allow a high level of accuracy in controlling speed, torque, and positioning.

Motor Information
• Full Load Amperage Rating. Using a motor's horsepower is an inaccurate way to size variable frequency drives.
• Speed Range. Generally, a motor should not be run at any speed less than 20% of its specified maximum speed allowed. If it is run at a speed less than this without auxiliary motor cooling, the motor will overheat. Auxiliary motor cooling should be used if the motor must be operated at very slow speeds.
• Multiple Motors. To size a variable frequency drive that will control more than one motor, add together the full-load amp ratings of each of the motors. All motors controlled by a single drive must have an equal voltage rating.

Efficiency and Power Factor
• The variable frequency drive should have an efficiency rating of 95% or better at full load.
• Variable frequency drives should also offer a true system power factor of 0.95 or better across the operational speed range, to save on demand charges, and to protect the equipment (especially motors).

Protection and Power Quality
• Motor overload Protection for instantaneous trip and motor over current.
• Additional Protection: Over and under voltage, over temperature, ground fault, control or microprocessor fault. These protective circuits should provide an orderly shutdown of the VFD, provide indication of the fault condition, and require a manual reset (except under voltage) before restart. Under voltage from a power loss shall be set to automatically restart after return to normal. The history of the previous three faults shall remain in memory for future review.
• If a built-up system is required, there should also be externally-operated short circuit protection, door-interlocked fused disconnect and circuit breaker or motor circuit protector (MCP)

To determine if the equipment under consideration is the right choice for a variable
speed drive
The load patterns should be thoroughly studied before exercising the option of VSD. In effect the load should be of a varying nature to demand a VSD
Figure 5.3 Example of an excellent variable speed drive candidate
Figure 5.4 Example of a poor variable speed drive candidate

Information needed to Evaluate Energy Savings for Variable Speed Application
Method of flow control to which adjustable speed is compared: o output throttling (pump) or dampers (fan) o recirculation (pump) or unrestrained flow (fan) o adjustable-speed coupling (eddy current coupling) o inlet guide vanes or inlet dampers (fan only) o two-speed motor.
Pump or fan data: o head v's flow curve for every different type of liquid (pump) or gas
(fan) that is handled o Pump efficiency curves.
Process information: o specific gravity (for pumps) or specific density of products (for fans) o system resistance head/flow curve o equipment duty cycle, i.e. flow levels and time duration.
Efficiency information on all relevant electrical system apparatus: o motors, constant and variable speed o variable speed drives o gears o transformers.
If we do not have precise information for all of the above, we can make reasonable assumptions for points 2 and 4.

ENERGY PERFORMANCE ASSESSMENT OF FANS AND
BLOWERS

Purpose of the Performance Test
The purposes of such a test are to determine, under actual operating conditions, the volumeflow rate, the power input and the total pressure rise across the fan. These test results will provide actual value for the flow resistance of the air duct system, which can be compared with the value specified by supplier.

Performance Terms and Definitions
Static Pressure: The absolute pressure at a point minus the reference atmospheric pressure. Dynamic Pressure: The rise in static pressure which occurs when air moving with specified velocity at a point isbought to rest without loss of mechanical energy. It is also known as velocity pressure. Total Pressure: The sum of static pressures and dynamic pressures at a point. Fan Shaft Power: The mechanical power supplied to the fan shaft Motor Input Power: The electrical power supplied to the terminals of an electric motor drive.
Fan Efficiency: The air power static divided by impeller power
Static Fan Efficiency % = Volume in m3 / Sec x total pressure in mmwc102 x Power input to the shaft in (kW)

Pressures in a duct

Pitot tube

Traverse readings

Example
The following is a typical report on measurements taken and calculations made for adouble inlet fan in a palletizing plant.
(a) Design Parameters:
Volume = 292 m3/sec. Static Pressure = 609.6 mmwc
(b) Measurements:
Temperature = 32oC Speed = 740 RPM

Inlet Damper Position
%
Suction Pressure (-) mmwc
Outlet Pressure
(+) mmwc
Measured Velocity
Pressure ( p), mmwc
Volume M3/Sec.
Amps(I)
Power Consumption
(kW)
ONE SIDE 25, 22, 20 Average=22.33
455, 462, 480,478 Avg.=468.75
Average = 70
80%
ANOTHER SIDE 15, 18, 23, 21 Average=19.25
459, 464, 473 479, 480, 470 Avg.=470.83
Average = 70
166.6
220
2127 KW
Instruments used a) Suction pressure, outlet pressure = ‘U’ tube manometer b) For differential pressure = Inclined tube manometer c) For temperature = Mercury in glass thermometer d) Fan speed = Tachometer e) Line current = Tong tester

c) (P1) = Power input to the motor (kW) = √ 3 x V x I x Cos ∅ 1000
= √ 3 x 6600 x 220 x 0.9 1000 = 2263 kW d) P = Power input to the fan shaft
= Power input to the motor (kW) x Efficiency of motor (%) at the operating load x transmission efficiency
Motor efficiency = 0.94
P = 2263 x 0.94 x 1 (as motor was direct coupled) = 2127 kW

e) Fan Efficiency % = Volume in m3 / Sec x total pressure in mmwc (a) x Power input to the shaft in (kW)
Where 102 is a conversion constant
For double inlet fan,
The total Volume of air,m3 / Sec = 166.6 x 2 = 333.2
Total static pressure, mmwc = 468.75- (-22.33) = 491 ( p Static ,across the fan)
Fan Efficiency = 333.2 x 491 x 100
102 x 2127
Static Fan Efficiency = 75%

Performance calculationsa) Gas Density = 273 x 1.293 (Corrected to NTP) 273 + ToC (at site condition) = 273 x 1.293 273 + 32oC (at site condition) = 1.15 kg/m3
b) Volume = Cp x A √ 2 x 9.81 x p x γ
1.15 Cp = Pitot tube constant, 0.85 A = Area of rectangular duct in m2, 1.029 x 5.502
p = Average velocity pressure measured by pitot tube by taking measurement at number of points over the entire cross section of the duct.(see Table)
γ = Density at test condition, 1.15 kg/m3 Flow (v) = 0.85 x 1.029 x 5.502 √ 2 x 9.81 x 70 x 1.15
1.15 v = 166.6 m3 / Sec

ENERGY PERFORMANCE ASSESSMENT OF WATER
PUMPS

Purpose of the Performance Test
• Determination of the pump efficiency during the operating condition
• Determination of system resistance and the operating duty point of the pump and compare the same with design.

Performance Terms and Definitions
Pump Capacity, Q = Volume of liquid delivered by pump per unit time,m3/hr or m3/sec Q is proportional to N, where N- rotational speed of the pump
Total developed head, H= The sum of suction and discharge pressures
The pump head represents the net work done on unit weights of a liquid in passing from
inlet of the pump to the discharge of the pump.
There are three heads in common use in pumps namely 1.0. Static head
2.0. Velocity head 3.0. Friction head.
The frictional head in a system of pipes, valves and fittings varies as a function (roughly
as the square) of the capacity flow through the system.
System resistance: The sum of frictional head in resistance & total static head. .

Pump Efficiency
Pump efficiency = Hydraulic power, Ph x 100 Power input to the pump shaft
Where, Hydraulic power Ph(kW)
= Q (m3/s) x Total head,(hd - hs) (m) x r (kg/m3) x g (m/s2) / 1000 Q = Volume flow rate, r = density of the fluid, g = acceleration due to gravity

Field Testing for Determination of Pump Efficiency
To determine the pump efficiency, three key parameters are required: Flow, Head and Power.Of these, flow measurement is the most crucial parameter as normally online flow meters arehardly available, in a majority of pumping system. The following methods outlined below can be adopted to measure the flow depending on the availability and site conditions.

Flow Measurement, Q
• Tracer method BS5857• Ultrasonic flow measurement• Tank filling method• Installation of an on-line flowmeter

Tracer Method
The Tracer method is particularly suitable for cooling water flow measurement because of their sensitivity and accuracy.
This method is based on injecting a tracer into the cooling water for a few minutes at anaccurately measured constant rate. A series of samples is extracted from the system at a pointwhere the tracer has become completely mixed with the cooling water. The mass flow rate iscalculated from: qcw = q1 x C1/C2
where qcw = cooling water mass flow rate, kg/s q1 = mass flow rate of injected tracer, kg/s
C1 = concentration of injected tracer, kg/kg C2 = concentration of tracer at downstream position during the ‘plateau’ period of constant concentration, kg/kg The tracer normally used is sodium chloride.

Ultrasonic Flow meterOperating under Doppler effect principle these meters are non-invasive, meaning measurements can be taken without disturbing the system. Scales and rust in the pipes arelikely to impact the accuracy.
Ensure measurements are taken in a sufficiently long length of pipe free from flow disturbance due to bends, tees and other fittings. The pipe section where measurement is to be taken should be hammered gently to enable scales and rusts to fall out. For better accuracy, a section of the pipe can be replaced with new pipe for flow measurements.

Tank filing method
In open flow systems such as water getting pumped to an overhead tank or a sump, the flowcan be measured by noting the difference in tank levels for a specified period during whichthe outlet flow from the tank is stopped. The internal tank dimensions should be preferabletaken from the design drawings, in the absence of which direct measurements may beresorted to.

Installation of an on-line flowmeter
If the application to be measured is going to be critical and periodic then the best optionwould be to install an on-line flowmeter which can rid of the major problems encounteredwith other types.

Determination of total head, H
Suction head (hs)
This is taken from the pump inlet pressure gauge readings and the value to be converted in to meters (1kg/cm2 = 10. m). If not the level difference between sump water
level to the centerline of the pump is to be measured. This gives the suction head in meters.
Discharge head (hd) This is taken from the pump discharge side pressure gauge. Installation of the pressure gaugein the discharge side is a must, if not already available.

Pump efficiency exampleExample of pump efficiency calculation
Illustration of calculation method outlined A chemical plant operates a cooling water pump for process cooling and refrigeration applications. During the performance testing the following operating parameters were measured; Measured Data Pump flow, Q 0.40 m3/ s Power absorbed, P 325 kW Suction head (Tower basin level), h1 +1 M Delivery head, h2 55 M Height of cooling tower 5 M Motor efficiency 88 % Type of drive Direct coupled Density of water 996 kg/ m3

Pump efficiency
Flow delivered by the pump 0.40 m3/s Total head, h2 -(+h1) 54 M Hydraulic power 0.40 x 54 x 996 x 9.81/1000 = 211 kW Actual power consumption 325 kW
Overall system efficiency 211/325 = 65 % Pump efficiency 65/0.88 = 74 %

ENERGY PERFORMANCE ASSESSMENT OF COMPRESSORS

Purpose of the Performance Test
• Actual Free Air Delivery (FAD) of the compressor
• Isothermal power required • Volumetric efficiency • Specific power requirement

Performance Terms and Definitions
Compression ratio : Absolute discharge pressure of last stage Absolute intake pressure
Isothermal Power : It is the least power required to compress the air assuming isothermal conditions.
Isothermal Efficiency : The ratio of Isothermal power to shaft power
Volumetric efficiency : The ratio of Free air delivered to compressor swept volume
Specific power requirement: The ratio of power consumption (in kW ) to the volume delivered at ambient conditions.

Measurement of Free Air Delivery (FAD) by Nozzle method
Principle: If specially shaped nozzle discharge air to the atmosphere from a receivergetting its supply from a compressor, sonic flow conditions sets in at the nozzle throat for a particular ratio of upstream pressure (receiver) to the downstream pressure(atmospheric) i.e. Mach number equals one.
When the pressure in the receiver is kept constant for a reasonable intervals of time,the airflow output of the compressor is equal to that of the nozzle and can becalculated from the known characteristic of the nozzle.

Arrangement of test equipment

Test nozzle sizes
Nozzle size Capacity (m3/hr) 6 10 16 22 33 50 80
125 165
3 – 9 9 –30
27 –90 60 – 170
130 – 375 300 – 450
750 – 2000 1800 – 5500 3500 - 10000

Measurements and duration of the test
The compressor is started with the air from the receiver discharging to the atmospherethrough the flow nozzle. It should be ensured that the pressure drop through the throttlevalve should be equal to or twice the pressure beyond the throttle. After the system is stabilized the following measurements are carried out:
Receiver pressure Pressure and temperature before the nozzle Pressure drop across the nozzle Speed of the compressor kW, kWh and amps drawn by the compressor
The above readings are taken for the 40%, 60%, 100% and 110% of discharge pressure
values.

Calculation Procedure for Nozzle Method
I. Free Air delivered Qf = k x π x d2 x T1 x 2 (P3-P4) (P3 x Ra) in m3/sec 4 P1 T3
k : Flow coefficient – as per IS
d : Nozzle diameter M T1 : Absolute inlet temperature oK
P1 : Absolute inlet pressure kg/cm2 P3 : Absolute Pressure before nozzle kg/cm2 T3 : Absolute temperature before nozzle oK Ra : Gas constant for air 287.1 J/kg k P3-P4 : Differential pressure across the nozzle kg/cm2
II. Isothermal Efficiency = Isothermal power/Input power
Isothermal power(kW) = P1 x Qf x loger 36.7 P1 = Absolute intake pressure kg/ cm2 Qf = Free air delivered m3/hr. r = Pressure ratio P2/P1 III. Specific power consumption = Power consumption ,kW at rated discharge pressure Free Air Delivered, m3/hr

Volumetric efficiency
IV. Volumetric efficiency = Free air delivered m3/min x 100 Compressor displacement, m3/min
Compressor Displacement = π x D2 x L x S x χ x n 4
D = Cylinder bore, metre L = Cylinder stroke, metre S = Compressor speed rpm χ = 1 for single acting and 2 for double acting cylinders n = No. of cylinders

ExampleCalculation of Isothermal Efficiency for a Reciprocating Air Compressor. Step – 1 : Calculate Volumetric Flow Rate k : Flow coefficient (Assumed as 1) d : Nozzle diameter : 0.08 metre P2 : Receiver Pressure - 3.5 kg / cm2 (a) P1 : Inlet Pressure - 1.04 kg / cm2(a) T1
: Inlet air temperature 30oC or 303oK P3 : Pressure before nozzle – 1.08 kg / cm2
T3 : Temperature before the nozzle 40oC or 313oK P3 – P4 : Pressure drop across the nozzle = 0.036 kg / cm2
Ra : Gas constant : 287 Joules / kg K Free Air Delivered Qf = k x π x d2 x T1 x 2 (P3-P4) (P3 x Ra) 4 P1 T3 = 1 x π ?? x (0.08)2 x 303 x 2 x 0.036 x 1.08 x 287 4 1.04 313 = 0.391 m3/sec = 1407.6 m3 / h.

Step – 2 : Calculate Isothermal Power Requirement Isothermal Power (kW) = P1 x Qf x loger 36.7
P1 - Absolute intake pressure = 1.04 kg / cm2 (a) Qf -Free Air Delivered = 1407.6 m3 / h.
Compression ratio r = 3.5 = 3.36 1.04 ∴ Isothermal Power = 1.04 x 1407.6 x loge3.36 = 48.34 kW 36.7

Step – 3 : Calculate Isothermal Efficiency Motor input power = 100 kW Motor and drive efficiency = 86 % Compressor input power = 86 kW Isothermal efficiency = Isothermal Power x 100 Compressor input Power = 48.34 x 100 = 56% 86.0

Assessment of Specific Power requirement
Specific power consumption = Actual power consumed by the compressor Measured Free Air Delivery In the above example the measured flow is 1407.6 m3/hr and actual power consumption is 100 kW. Specific power requirement = 100 1407.6 = 0.071 kW/m3/hr

Measurement of FAD by Pump Up Method:Example
An instrument air compressor capacity test gave the following results (assume the finalcompressed air temperature is same as the ambient temperature) – Comment?
Piston displacement : 16.88 m3/minute Theoretical compressor capacity : 14.75 m3/minute @ 7 kg/cm2 Compressor rated rpm 750 : Motor rated rpm : 1445 Receiver Volume : 7.79 m3 Additional hold up volume, i.e., pipe / water cooler, etc., is : 0.4974 m3 Total volume : 8.322 m3 Initial pressure P1 : 0.5 kg/cm2 Final pressure P2 : 7.03 kg/cm2 Atmospheric pressure P0 : 1.026 kg/cm2
,a
Compressor output m3/minute : ( )
timePumpup Pressure Atm.Volume Total PP 12
××−
: ( )
4.021 .02618.322 5.003.7
××−
= 13.17 m3/minute
Capacity shortfall with respect to 14.75 m3/minute rating is 1.577 m3/minute i.e., 10.69 %, which indicates compressor performance needs to be investigated further.

ENERGY PERFORMANCE ASSESSMENT OF HVAC
SYSTEMS

Purpose of the Performance Test
The purpose of performance assessment is to verify the performance of a refrigeration to verify the performance of a refrigeration system by using field measurements. system by using field measurements.
The test will measure net cooling capacity (tons of refrigeration) and energy requirements, at the actual operating conditions. The objective of the test is to estimate the energy consumption at actual load vis-à-vis design conditions


Performance Terms and Definition
Tons of refrigeration (TR): One ton of refrigeration is the amount of cooling obtainedby one ton of ice melting in one day: 3024 kCal/h, 12,000 Btu/h or 3.516 thermal kW.
Net Refrigerating Capacity. A quantity defined as the mass flow rate of the evaporator water multiplied by the difference in enthalpy of water entering and leaving the cooler,expressed in kCal/h, tons of Refrigeration.
kW/ton rating: Commonly referred to as efficiency, but actually power input tocompressor motor divided by tons of cooling produced, or kilowatts per ton (kW/ton).Lower kW/ton indicates higher efficiency.
Coefficient of Performance (COP): Chiller efficiency measured in Btu output (cooling)divided by Btu input (electric power).
Energy Efficiency Ratio (EER): Performance of smaller chillers and rooftop units is frequently measured in EER rather than kW/ton. EER is calculated by dividing a chiller's cooling capacity (in Btu/h) by its power input (in watts) at full-load conditions. The higher the EER, the more efficient the unit.

To determine the net refrigeration capacity
The net refrigeration capacity in tons shall be obtained by the following equation:Net refrigeration Capacity (TR) = m x cp x (tin –tout)
3024Where m – mass flow rate of chilled water, m3/hr
cp - Specific heat, kcal/kg oCtin – Chilled water temperature at evaporator inlet oCtout- Chilled water temperature at evaporator outlet oC
a. Water flow rateb. Temperature difference between entering and leaving water

Methods of measuring the flow
In the absence of an on-line flow meter the chilled water flow can be measured by the following methods
•In case where hot well and cold well are available, the flow can be measured from the tank level dip or rise by switching off the secondary pump.
•Non invasive method would require a well calibrated ultrasonic flow meter using which the flow can be measured without disturbing the system
•If the waterside pressure drops are close to the design values, it can be assumed that the water flow of pump is same as the designrated flow.

Measurement of compressor power
The compressor power can be measured by a portable power analyserwhich would give reading directly in kW.
If not, the ampere has to be measured by the available on-line ammeter or by using a tong tester. The power can then be calculated by assuming a power factor of 0.9
kW = √3 x V x I ξ χοσφ

The energy efficiency of a chiller is commonly expressed in one of the three following ratios:
1.Coefficient of performance COP = kW refrigeration effect
kW input2. Energy efficiency ratio EER = Btu/h refrigeration effect
Watt input3. Power per Ton
kW/Ton = kW inputTons refrigeration effect

First calculate the kW/ton rating from the measured parameters.
a) kW/ton rating = Measured compressor power, kW Net refrigeration Capacity (TR)
Use this data to calculate other energy efficiency parameters with the following relations COP = 0.293 EER EER = 3.413 COP kW/Ton = 12 / EER EER = 12 / (kW/Ton) kW/Ton = 3.516 / COP COP = 3.516 / (kW/Ton) * Source : American Refrigeration Institute
b) Coefficient of performance (COP)
COP = 3.516
kW/ton rating
c) Energy Efficiency Ratio (EER) = 12 kW/ton rating

Example
In a brewery chilling system, ethylene glycol is used a secondary refrigerant. The designed capacity is 40 TR. A test was conducted to find out the operating capacity and energy performance ratios. The flow was measured by switching off the secondary pump and measuring the tank level difference in hot well.measurements data:
Temperature of ethylene glycol entering evaporator = (-) 1oC Temperature of ethylene glycol leaving evaporator = (-) 4 oCEthylene glycol flow rates = 13200 kg/hrEvaporator ethylene glycol pressure drop (inlet to outlet) = 0.7 kg/cm2
Power input to compressor electrical power, kW = 39.5 kWSpecific heat capacity of ethylene glycol = 2.34 kCal/kgoC

Calculations Net refrigeration Capacity (TR) = m x cp x (tin –tout)
3024 = 13200 x 2.34 x (-1 – (-4)) 3024 = 30.65 TR
kW/ton rating = Measured compressor power, kW Net refrigeration Capacity (TR)
= 39.5 kW
30.65 TR = 1.29 kW/TR
Coefficient of performance (COP) = 3.516 kW/ton rating = 3.516 1.29
= 2.73
Energy Efficiency Ratio (EER) = 12 kW/ton rating
= 12 1.29 = 9.3

ENERGY PERFORMANCE ASSESSMENT OF LIGHTING
SYSTEMS

Purpose of the Performance TestThe purpose of performance test is
• to calculate the installed efficacy in terms of lux/watt/m² (existing or design) for general lighting installation.
• The calculated value can be compared with the norms for specific types of interior installations for assessing improvement options.
• The installed load efficacy of an existing (or design) lighting installation can be assessed by carrying out a survey.

Performance Terms and Definitions
Lumen is a unit of light flow or luminous flux. The lumen rating of a lamp is a measure of the total light output of the lamp. The most common measurement of light output (or luminous flux) is the lumen. Light sources are labeled with an output rating in lumens.
Lux is the metric unit of measure for illuminance of a surface. One luxis equal to one lumen per square meter.
Circuit Watts is the total power drawn by lamps and ballasts in a lighting circuit under assessment.

Installed Load Efficacy is the average maintained illuminance provided on a horizontal working plane per circuit watt with general lighting of an interior. Unit: lux per watt per square metre (lux/W/m²)
Lamp Circuit Efficacy is the amount of light (lumens) emitted by a lamp for each watt of power consumed by the lamp circuit, i.e. including control gear losses. This is a more meaningful measure for those lamps that require control gear. Unit: lumens per circuit watt (lm/W)
Installed Power Density. The installed power density per 100 lux is the power needed per square metre of floor area to achieve 100 lux of average maintainedilluminance on a horizontal working plane with general lighting of an interior. Unit: watts per square metre per 100 lux (W/m²/100

Installed load efficacy (lux/W/m²)
Installed Load Efficacy Ratio (ILER)
= Actual Lux/W/m² or Target W/m²/100luxTarget Lux/W/m² Actual W/m²/100lux
Average maintained illuminance is the average of lux levels measured at various points in a defined area.
Color Rendering Index (CRI) is a measure of the effect of light on the perceived color of objects. To determine the CRI of a lamp, the color appearances of a set of standard color chips are measured with special equipment under a reference light source with the same correlated color temperature as the lamp being evaluated. If the lamp renders the color of the chips identical to the reference light source, its CRI is 100. If the color rendering differs from the reference light source, the CRI is less than 100. A low CRI indicates that some colors may appear unnatural when illuminated by the lamp.
Installed power density (W/m²/100 lux) = 100

Preparation (before Measurements)Before starting the measurements, the following care should be taken:
• All lamps should be operating and no luminaires should be dirty or stained.
There should be no significant obstructions to the flow of light throughout the interior, especially at the measuring points.
Accuracies of readings should be ensured by− Using accurate illuminance meters for measurements− Sufficient number and arrangement of measurement points
within the interior− Proper positioning of illuminance meterEnsuring that no obstructions /reflections from surfaces affect
measurement

To Determine the Minimum Number and Positions of Measurement Points
Calculate the Room Index: RI = L x WHm(L + W)
Where L = length of interior; W = width of interior; Hm = the mounting height, which is the height of the lighting fittings above the horizontal working plane. The working plane is usually assumed to be 0.75m above the floor in offices and at 0.85m above floor level in manufacturing areas.
It does not matter whether these dimensions are in metres, yards or feet as long as the same unit is used throughout. Ascertain the minimum number of measurement points from Table

For example, the dimensions of an interior are:
Length = 9m, Width = 5m, Height of luminaires above working plane (Hm) = 2m
Calculate RI = 9 x 5 = 1.932(9 + 5)
From Table 10.1 the minimum number of measurement points is 16
As it is not possible to approximate a “square array” of 16 points within such a rectangle it is necessary to increase the number of points to say 18, i.e. 6 x 3. These should be spaced as shown below:

Therefore in this example the spacing between points along rows along the length of the interior = 9 ÷ 6 = 1.5m and the distance of the 'end' points from the wall = 1.5 ÷ 2 = 0.75m.
Similarly the distance between points across the width of the interior = 5 ÷ 3 = 1.67m with half this value, 0.83m, between the 'end' points and the walls.
If the grid of the measurement points coincides with that of thelighting fittings, large errors are possible and the number of measurement points should be increased to avoid such an occurrence.

Calculation of the Installed Load Efficacy and Installed Load Efficacy Ratio of a General Lighting Installation in an Interior
STEP 1 Measure the floor area of the interior:
Area = -------------------- m²
STEP 2 Calculate the Room Index
RI = --------------------
STEP 3 Determine the total circuit watts of the installation by a power meter if a separate feeder for lighting is available. If the actual value is not known a reasonable approximation can be obtained by totaling up the lamp wattages including the ballasts:
Total circuit watts = -------------
STEP 4
Calculate Watts per square metre, Value of step 3 ÷ value of step 1
W/m² = ------------
STEP 5
Ascertain the average maintained illuminance by using lux meter, Eav. Maintained
Eav.maint. = ------------
STEP 6 Divide 5 by 4 to calculate lux per watt per square Metre
Lux/W/m² = ------------
STEP 7
Obtain target Lux/W/m² lux for type of the type of interior/application and RI (2):
Target Lux/W/m² =
STEP 8
Calculate Installed Load Efficacy Ratio ( 6 ÷ 7 ). ILER =

Example of ILER Calculation STEP 1 Measure the floor area of the interior:
Area = 45 m² STEP 2 Calculate the Room Index
RI = 1.93
STEP 3 Determine the total circuit watts of the installation by a power meter if a separate feeder for lighting is available. If the actual value is not known a reasonable approximation can be obtained by totaling up the lamp wattages including the ballasts:
Total circuit watts = 990 W
STEP 4
Calculate Watts per square metre, 3 ÷1 : W/m² = 22
STEP 5
Ascertain the average maintained illuminance, Eav. Maintained (average lux levels measured at 18 points)
Eav.maint. = 700
STEP 6 Divide 5 by 4 to calculate the actual lux per watt per square Metre
Lux/W/m² = 31.8
STEP 7
Obtain target Lux/W/m² lux for type of the type of interior/application and RI (2):(Refer Table 10.2)
Target Lux/W/m² = 46
STEP 8
Calculate Installed Load Efficacy Ratio ( 6 ÷ 7 ).
ILER = 0.7
Referring to table 3, ILER of 0.7 means that there is scope for review of the lighting system. Annual energy wastage = (1 – ILER) x watts x no. of operating hours = (1 – 0.7) x 990 x 8 hrs/day x 300 days = 712 kWh/annum

Table 10.4 IES Illuminance Categories and Values - For Generic Indoor Activities ACTIVITY CATEGORY LUX FOOTCANDLES Public spaces with dark surroundings A 20-30-50 2-3-5 Simple orientation for short temporary visits
B 50-75-100 5-7.5-10
Working spaces where visual tasks are only occasionally performed
C 100-150-200 10-15-20
Performance of visual tasks of high contrast or large size
D 200-300-500 20-30-50
Performance of visual tasks of medium contrast or small size
E 500-750-1000 50-75-100
Performance of visual tasks of low contrast or very small size
F 1000-1500-2000 100-150-200
Performance of visual tasks of low contrast or very small size over a prolonged period
G 2000-3000-5000 200-300-500
Performance of very prolonged and exacting visual tasks
H 5000-7500-10000 500-750-1000
Performance of very special visual tasks of extremely low contrast
I 10000-15000-20000
1000-1500-2000
A-C for illuminances over a large area (i.e. lobby space) D-F for localized tasks G-I for extremely difficult visual tasks

Areas for Improvement
• Look for natural lighting opportunities through windows and other openings• In the case of industrial lighting, explore the scope for introducing translucent sheets• Assess scope for more energy efficient lamps and luminaries
• Assess the scope for rearrangement of lighting fixtures

PERFORMING FINANCIAL ANALYSIS
IntroductionPlanning an energy efficiency or energy management projecEnergy auditor who advises the senior management of an organisation that capital should be invested in new PROJECTt.Inevitably, the management of the organisation would ask:
How much will the proposal cost?How much money will be saved by the proposal?

What is Fixed and Variable Costs?
Item Type of cost Calculation Cost
Capital cost of generator Fixed - 9,00,000
Annual maintenance Fixed 30,000 x 5 (years)
1,50,000
Fuel cost Variable 219,000 x 3.50 7,66,500
Total cost 18,16,500
Example: The capital cost of the DG set is Rs.9,00,000, the annual output is 219 MWh, and the maintenance cost is Rs.30,000 per annum. The cost of producing each unit of electricity is 3.50 Rs./kWh. The total cost of a diesel generator operating over a 5-year period, taking into consideration both fixed and variable cost is

Interest Charges
SSimple interest: If simple interest is applied, then charges are calculated as a fixed percentage of the capital that is borrowed. A fixed interest percentage is applied to each year of the loan and repayments are calculated using the equation
Compound interest: Compound interest is usually calculated annually (although this is not necessarily the case). The interest charged is calculated as a percentage of the outstanding loan at the end of each time period. It is termed 'compound' because the outstanding loan is the sum of the unpaid capital and the interest charges up to that point. The value of the total repayment can be calculated using the equation.

Simple Payback PeriodExampleA new small cogeneration plant installation is
expected to reduce a company's annual energy bill byRs.4,86,000. If the capital cost of the new boiler installation is Rs.22,20,000 and the annual maintenance and operating costs are Rs. 42,000, the expected payback period for the project can be worked out as.
Solutionyears 5.0 42,000) -(4,86,00022,20,000/ PB ==

Net Present Value Method,NPVThe net present value method considers the fact that a cash saving (often referred to as a 'cash flow') of Rs.1000 in year 10 of a project will be worth less than a cash flow of Rs.1000 in year 2. The net present value method achieves this by quantifying the impact of time on any particular future cash flow. This is done by equating each future cash flow to its current value today, in other words determining the present value of any future cash flow. The present value (PV) is determined by using an assumed interest rate, usually referred to as a discount rate. Discounting is the opposite process to compounding. Compounding determines the future value of present cash flows, where" discounting determines the present value of future cash flows.

In order to understand the concept of present vale, consider the case described in Example 3.
If instead of installing a new cogeneration system, the company investedRs.22,20,000 in a bank at an annual interest rate of 8%, then:
08Rs.25,89,4 23,97,600) x (0.08 23,97,600 2year of end at the sum theof valueThe =+=
00Rs.23,97,6 22,20,000) x (0.08 22,20,000 1year of end at the sum theof valueThe =+=
The value of the investment would grow as compound interest is added, until after n years the value of the sum would be: nFV D x (1 IR/100)= +
Where FV is the future value of investment in Rs., and D is the value of initial deposit (or investment) in Rs., IR is Interest Rate and n is number of years.
The future value of the investment made at present, after 5 years will be:
5FV 22,20,000 x (1 8/100) Rs. 32,61,908.4= + =

Present valueThe present value of an amount of money at any specified time in the future can be determined by the following equation.
Where PV is the present value of S in n years time (Rs.), and S is the value of cash flow in n years time (Rs.).
-nIR/100) (1 x S PV +=The net present value method calculates the present value of all the yearly cash flows (i.e. capital costs and net savings) incurred or accrued throughout the life of a project, and summates them. Costs are represented as a negative value and savings as a positive value. The sum of all the present values is known as the net present value (NPV). The higher the net present value, the more attractive the proposed project.

Solution The annual cash flows should be multiplied by the annual discount factors for a rate of 8% to determine the annual present values, as shown in the Table below:
Project 1 Project 2 Year Discount Factor for 8%
(a) Net
savings (Rs.) (b)
Present value (Rs.)
(a x b)
Net savings (Rs.)
(c)
Present value (Rs.)
(a x c) 0 1.000 -30 000.00 -30 000.00 -30 000.00 -30 000.00 1 0.926 +6 000.00 +5 556.00 +6 600.00 +6 111.60 2 0.857 +6 000.00 +5 142.00 +6 600.00 +5 656.20 3 0.794 +6 000.00 +4 764.00 +6 300.00 +5 002.20 4 0.735 +6 000.00 +4 410.00 +6 300.00 +4 630.50 5 0.681 +6 000.00 +4 086.00 +6 000.00 +4 086.00 6 0.630 +6 000.00 +3 780.00 +6 000.00 +3 780.00 7 0.583 +6 000.00 +3 498.00 +5 700.00 +3323.10 8 0.540 +6 000.00 +3 240.00 +5 700.00 +3 078.00 9 0.500 +6 000.00 +3 000.00 +5 400.00 +2 700.00 10 0.463 +6 000.00 +2 778.00 +5 400.00 +2 500.20 NPV = +10 254.00 NPV = +10 867.80
It can be seen that over a 10 year life-span the net present value for Project 1 is Rs.10,254.00, while for Project 2 it is Rs.10,867.80. Therefore Project 2 is the preferential proposal.

Internal rate of return methodIRR
• The discount rate which achieves a net present value of zero is known as the internal rate of return (IRR). The higher the internal rate of return, the more attractive the project.

Internal rate of return analysis Example 6 A proposed project requires an initial capital investment of Rs.20 000. The cash flows generated by the project are shown in the table below:
Year Cash flow (Rs.) 0 -20,000.00 1 +6000.00 2 +5500.00 3 +5000.00 4 +4500.00 5 +4000.00 6 +4000.00
Given the above cash flow data, let us find out the internal rate of return for the project.

Solution 8% discount rate 12% discount rate 16% discount rate Cash
flow (Rs.)
Discount factor
Present value (Rs.)
Discount factor
Present value (Rs.)
Discount factor
Present value (Rs.)
0 -20000 1.000 -20000 1.000 -20000 1.000 -20000 1 6000 0.926 5556 0.893 5358 0.862 5172 2 5500 0.857 4713.5 0.797 4383.5 0.743 4086.5 3 5000 0.794 3970 0.712 3560 0.641 3205 4 4500 0.735 3307.5 0.636 3862 0.552 2484 5 4000 0.681 2724 0.567 2268 0.476 1904 6 4000 0.630 2520 0.507 2028 0.410 1640 NPV = 2791 NPV = 459.5 NPV = -1508.5 It can clearly be seen that the discount rate which results in the net present value being zero lies somewhere between 12% and 16%. For12% discount rate, NPV is positive; for 16% discount rate, NPV is negative. Thus for some discount rate between 12 and 16 percent, present value benefits are equated to present value costs. To find the value exactly, one can interpolate between the two rates as follows:
(-1508.5))-(459.5459.5 x 0.12)-(0.16 0.12 return of rate Internal +=
%93.121508.5)(459.5
459.5 x 0.12)-(0.16 0.12 return of rate Internal =+
+=
Thus the internal rate of return for the project is 12.93 %.

APPLICATION OF NON-CONVENTIONAL & RENEWABLE
ENERGY SOURCES

Various forms of renewable energy
• Solar energy• Wind energy• Bio energy• Hydro energy• Geothermal energy• Wave and tidal energy

Solar Energy
• Solar energy available is equivalent to 15000 times world’s commercial energy consumption
• 5-7 kWh/m2 for 300-330 days in a year• Applications are heating, lighting, cooking,
drying etc.• Solar thermal or solar electric (photo-
voltaic)

Solar Thermal Energy Applications
• Low-Grade Heating Devices - up to the temperature of 100° C.
• Medium-Grade Heating Devices -up to the temperature of 100°-300°C
• High-Grade Heating Devices -above temperature of 300.° C

Solar Collector
• Flat rectangular box with transparent cover
• Small tubes carrying water or fluid attached to black absorber plate
• Hot water transferred to storage tank Figure 12.1 Solar Flat plate collector

Figure 12.2 Box Type solar collector
Solar Cooker
• FRP shell lined with SS reflector foil or aluminized polyester film
• Cooking vessel at focal point
• Can generate 500 kg of steam enough to cook for 500 people 2 twice a day

Solar Photo-voltaic generation
• PV cells made of silicon which releases current when exposed to light
• Silicon cell covered with metal grid to direct current to a battery
• Group of cells connected together to from an array-1 cell can produce 1.5 W
• Modules are design to produce 12 V and rated by peak output at solar noon on a clear day
• Efficiency –upto 15%• Adds-on -Tracking system and
backup system

Figure 12.6 Photovoltic water pumping

Wind Energy
• Kinetic energy of wind to electrical energy• Annual Energy Output = Power x Time• Example: For a 100 kW turbine producing 20 kW at an
average wind speed of 15 mph, the calculation would be:• 100 kW x .20 (CF) = 20 kW x 8760 hours = 175,200 kWh• Capacity factor is wind turbine's actual energy output for
the year divided by the energy output if the machine operated at its rated power output for the entire year.
• Reasonable capacity factor would be 0.25 to 0.30. (0.40 will be good)
• Economic viability of wind power projects is extremely sensitive to the capacity factor and, there fore careful site selection is very important

Wind speed vs. power generation potential
Average Wind Speed km/h (mph) Suitability
Up to 15 (9.5) No good 18 (11.25) Poor 22 (13.75) Moderate 25 (15.5) Good 29 (18) Excellent

Biomass Energy
• Carbonaceous waste from human and natural activities
• Byproducts from wood industry, human and animal waste, agricultural crops, forest
• Main advantage is use of same equipment for combustion as fossil fuel
• Biomass use does not add to GHG emissions Carbon dioxide

Direct Burning vs Biogas route
Biogas – 60% methane and 40% carbon dioxide
Safe for cooking and also produce high grade manure

Biomass Briquetting
• Process of densifying loose agro-waste into a solidified biomass of high density for fuel
• Pollution free and eco-friendly• Some agricultural and forestry wastes can be briquetted
after suitable treatment• Can replace conventional fuels• JuteStick, Sawdust, Bagasse, CoffeeSpent, Tamarind,
CoffeeHusk, AlmondShell, Groundnutshells, CoirPith,BagaseePith, Barleystraw, Tobaccodust, RiceHusk,Deoiled Bran etc

Biomass gasifers
• Conversion of solid Biomass (wood waste, agricultural residues etc) into a combustible gas mixture normally called producer gas.
• Producer gas is basically CO2, NH4,H2 and Nitrogen gas with calorific value of aroudn 1200 kCal/kg – Gasification Efficiency ~ 60%
• Suitable for IC engines for producing power• Use of gasification instead of direct burring leads
to 50% savings in fuel• Used along with diesel in dual firing mode in DG
set (70-80% substitution possible)

Bipower
• Direct-fired• Cofiring• Gasification• Anaerobic digestion• Pyrolysis• Small modular.

Energy potential by source
Solar Energy 20 MW / sq. kmWind Energy 20,000 MW Small Hydro 10,000 MW Ocean Thermal Power 50,000 MW Sea Wave Power 20,000 MW Tidal Power 10,000 MW Bio energy 17,000 MW Draught Animal Power 30,000 MW Energy from MSW 1,000 MW Biogas Plants 12 Million Plants Improved Wood Burning Stoves 120 Million Stoves Bagasse-based cogeneration 3500 MW

Waste Waste MinimisationMinimisation &&Resource ConservationResource Conservation

What is Waste ?Waste is a useful Material in wrong form in wrong place
Waste can be in form of:Defective productAir EmissionsWaste Water DischargesSolid WastesHazardous WastesProduction LossExcess EnergyExcess Water consumptionInefficient use of labourInefficient use of raw materialsUnusable/Discarded Chemical Residues

Cost of Waste ?Cost is not only disposal cost, but includes;
• Disposal cost
• Inefficient energy use cost
• Purchase cost of wasted raw material
• Production cost for the waste material
• Management time spent on waste material
• Lost revenue for what could have been a product instead of waste
• Potential liabilities due to waste.

What Is Waste Minimisation ?
“Systematically reducing waste at source “. This means
Prevention and/or reduction of waste generated
Efficient use of raw materials and packaging
Efficient use of fuel, electricity and water
Improving the quality of waste generated to facilitate
recycling and/or reduce hazard
Encouraging re-use, recycling and recovery.

Waste Waste Minimiation Minimiation also means..also means..
Waste reductionPollution preventionSource reduction Cleaner technologySustainable Production

Waste and Possible ResourcesWaste and Possible Resources
Wastes Resources
Fly ash from power plant Raw material for cement or brick manufacture
Bagasse wastes from sugarmanufature
Fuel for boiler
CO2 release from ammonia plant
Raw material for Urea manufacture

WASTE MINIMISATION TECHNIQUES
SOURCE REDUCTIONRECYCLING
(ONSITE & OFFSITE)
PRODUCT CHANGES- PRODUCT SUBSTITUTION- PRODUCT CONSERVATION- CHANGE IN PRODUCT
COMPOSITION
SOURCE CONTROL
USE AND REUSE- RETURN TO ORIGINAL
PROCESS- RAW MATERIAL SUBSTITUTE
FOR ANOTHER PROCESS
RECLAMATION- PROCESSED FOR
RESOURCE RECOVERY- PROCESSED AS A
BY PRODUCT
INPUT MATERIAL CHANGES
- MATERIAL PURIFICATION- MATERIAL SUBSTITUTION
TECHNOLOGY CHANGES
- PROCESS CHANGES- EQUIPMENT, PIPING -OR LAYOUT CHANGES- ADDITIONAL AUTOMATION- CHANGES IN OPERATIONAL SETTINGS
GOOD OPERATING PRACTICE- PROCEDURAL MEASURES- LOSS PREVENTION- WASTE STREAM SEGREGATION- MANAGEMENT PRACTICES- MATERIAL HANDLING IMPROVEMENTS- PRODUCTION SCHEDULING

Source Reduction
Good HousekeepingPreventing leakages and spillages through routine and preventive maintenanceGood working instructionsGood supervisionsEffective training of workforce
Regular cleaning of cartridge filters, inspection of tank linings & piping & periodic lubrication and greasing of pumps & blowers

PROCESS CHANGES
Input Material ChangeSubstitution of input materials by eco-friendly (non-toxic or less toxic than existing and renewable) material preferably having longer service time.
Mercury and Cadmium free batteries

PROCESS CHANGES
Better Process ControlModifications of the working procedures, machine-operating instructions and process record-keeping in order to run the processes at higher efficiency and with lower waste generation and emissions.
Excess control in boilers

PROCESS CHANGES
Equipment ModificationsModification of existing production equipment and utilities, for instance by the addition of measuring and controlling devices, in order to run the processes at higher efficiency and lower waste and emission generation rates.
Conversion of existing boiler to FBC boiler

PROCESS CHANGES
Technology ChangeReplacement of the technology, processing sequence and/or synthesis route in order tominimise waste and emission generation during production.
Replacement of mercury process to membrane process in caustic soda manufacture

Recycling
On-site Recovery and ReuseReuse of wasted materials in the same process or for another useful application within the industry
Use of bagasse from crushed sugar cane as fuel in boiler

Recycling
Production of Useful by-productModification of the waste generation process in
order to transform the wasted material into a material that can be reused or recycled for another application within or outside the company.

ExamplesRecover Short fibre in pulp-making and use of etp sludge from paper board industry to make waste paper boards
Use of press mud from sugar mill and treated spent wash from distillery to manufacture bio-compost
Use of tanned leather pieces to make leather board or leather bags

Product Modification
Characteristics of the product can be modified to minimize the environmental impacts of its production or those of the product itself during or after its use (disposal)
Jute bag instead of plastic bagElectricity or solar driven vehicles in place of petrol or diesel driven vehicles

MATERIAL PURIFICATION
Use of purer anodes
Coal Beneficiation
De-sulfurisation of fuel
Un-leaded petrol
Use of lime with less inerts

WASTE AUDIT
PHASE 1PREASSESSMENT
AUDIT PREPARATIONStep 1 Prepare and organise audit team and resourcesStep 2 Divide process into unit operationsStep 3 Construct process flow diagrams linking unit operation
PHASE 2MATERIALBALANCE
PROCESS INPUTSStep 4 Determine InputsStep 5 Record water usageStep 6 Measure current levels
of waste reuse/recycling
PROCESS OUTPUTSStep 7 Quantify products/by productsStep 8 Account for waste waterStep 9 Account for gaseous emissionsStep 10 Account for off-site wastes
DERIVE A MATERIAL BALANCEStep 11 Assemble input and output informationStep 12 Derive a preliminary material balanceStep 13 & 14 Evaluate and refine material balance
IDENTIFY WASTE REDUCTION OPTIONSStep 15 Identify obvious waste reduction measuresStep 16 Target and characterise problem wastesStep 17 Investigate the possibility of waste segregationStep 18 Identify long-term waste reduction measures
EVALUATE WASTE REDUCTION OPTIONSStep 19 Undertake environmental and economic evaluation
of waste reduction options List viable options
WASTE REDUCTION ACTION PLANStep 20 Design and implement a waste reduction action
action plan to achieve improved process efficiency
PHASE 3SYNTHESIS

TYPICAL COMPONENTS OF A MATERIAL BALANCE
RAW MATERIALS GASEOUS EMISSIONS
CATALYST PRODUCTPLANT
PROCESSOR
UNIT OPERATIONS
WATER/AIR BY PRODUCTSINCLUDING WASTESFOR RECOVERYPOWER
WASTE WATER
LIQUID WASTES FORSTORAGE AND OROFF-SITE DISPOSAL
RECYCLE
REUSABLE WASTE IN
ANOTHER OPERATIONSOLID WASTES FORSTORAGE AND OROFF-SITE DISPOSAL

TYPICAL COMPONENTS OF AN ENERGY BALANCE
COOLING WATER PRODUCTION LOSS
ENERGY IN VAPOURS
PROCESS OR UNIT OPERATIONS
STEAM
ENERGY IN RAW MATERIAL
ENERGY IN HOT PRODUCTELECTRICITY
ENERGY IN HOT RESIDUE
CONDENSATE
ENERGY IN COOLING WATER

ASSIGN COST TO WASTE STREAMSTo Highlight the quantity of resources lost in waste streams along with their associated cost.
Cost of wastes include:↔ Cost of raw materials in waste↔ Cost of product in waste↔ Cost of waste treatment↔ Cost of waste disposal↔ Cost of waste transportation↔ Environmental liability costs (future)↔ Cost of maintaining required work
environment↔ Cost due to waste cess

REVIEW OF PROCESS TO IDENTIFY REVIEW OF PROCESS TO IDENTIFY CAUSES FOR WASTE GENERATIONCAUSES FOR WASTE GENERATION
> Carry out a Cause Analysis to locate & pin -point the causes of waste generation
> It could be as simple as poor house keeping practice to complex technological problems

TYPICAL CAUSES OF WASTETECHNICAL CAUSES
* Poor housekeeping
*Operational and maintenance negligence
*Poor raw material quality
*Poor Process / equipment design
*Poor Lay-out
•Bad TechnologyMANAGERIAL CAUSES
•Inadequately trained personnel
•Employee De-motivation

BENEFITS OF WASTE MINIMISATIONDIRECT BENEFITS
REDUCTION INRaw Material UseEnergy UseWaste QuantityCapital Costs of new Pollution Control SystemsWaste Treatment CostClean-up costsRejects
IMPROVEMENTS INWorking Conditions
Safety Aspects
Environmental Performance

INDIRECT BENEFITS
⇒ Better public image
⇒ Improved Staff Motivation
⇒ Improved Customer Loyalty
⇒ Improved Access to capital
⇒ Reduced Risk & Liability