
AWS D1.1 en ESPAÑOL

of 328
Transcript of AWS D1.1 en ESPAÑOL
V
SIMBOLOGIASmbolo Significado (alfa) Parmetro de ovalizacin del elemento estructural principal en uniones tubulares ngulo de bisel Ancho de un elemento tubular de seccin rectangular Garganta efectiva (filete recto) Proyeccin: a sen Garganta real (filete recto) Garganta terica (filete recto) Tamao de la ranura o cara de raz no soldada(fatiga) Ancho transversal de tubos rectangulares Junta a tope Ancho del elemento ramal de solape en el elemento pasante Ancho del elemento ramal sobre el elemento principal Ancho del elemento ramal para la consideracin de punzonado exterior Ancho efectivo de la separacin en uniones K (beta) Cociente o relacin entre db y D o entre rb y R (secciones circulares) Cociente entre b con D (secciones rectangulares) Ancho efectivo adimensional de la separacin en uniones K Ancho adimensional efectivo para punzonado exterior efectivo para la plastificacin de la cara del elemento principal en uniones K Dimensin de la esquina, secciones tubulares rectangulares Junta en esquina o en L Medida de la convexidad Capitulo Coeficiente de fatiga Tamao o Cateto terico en un filete recto Ensayo de flexin por impacto con probeta Charpy-V Dimetro exterior DE (tubos circulares) o ancho exterior del miembro principal (secciones rectangulares) Profundidad o altura del alma de viga Densidad radiogrfica Dao Acumulativo (fatiga) Dimensin de panel, distancia entre rigidizadores o entre alas Dimetro del elemento estructural ramal, montante o diagonal Dimetro externo diseo por Factor de Resistencia( tambin LRFD como sigla en idioma ingles) Dimetro interno Diseo por Tensin Admisible (tambin ADS como sigla en idioma ingles) (delta) Variacin de temperatura Tamao de la soldadura(cateto en filetes rectos) Soldadura por electrogas Especificacin de Procedimiento de Soldadura Ensayo No Destructivo
a ax aR at 2a b B bet (be(ov)) beo (be) beoi (bep) bs s pee eff c C Cap. Cf ct CVN D
D
ddb DE DFR DI DTA
C
E EGW EPS END
Reglamento CIRSOC 304
SIMBOLOGA
VIESW TR f F FCAW FCAW-G FCAW-S FEXX Soldadura por electroescoria (eta) Cociente o relacin de ax con D (psilon) Rango total de la deformacin Cara de la raz o taln Tamao de la punta de la soldadura de filete(estructuras tubulares) Posicin de soldadura plana o bajo mano(1G: junta a tope y 1F: junta de filete) Soldadura por arco con alambre tubular(semiautomtica alambre tubular) Soldadura por arco con alambre tubular bajo proteccin gaseosa Soldadura por arco con alambre tubular autoprotegido Resistencia a la traccin mnima de norma del metal de soldadura o material de aporte
Tensin umbral de fatiga FTH Rango de tensin admisible FSR Fy Resistencia a la fluencia del metal base Tensin axial en un elemento ramal(estructuras tubulares) fa Tensin axial en un elemento principal(estructuras tubulares) fa fb Tensin debida a flexin en un elemento ramal(estructura tubular) Tensin debida a flexin en un elemento principal(estructura tubular) fb Tensin nominal debida a flexin en el plano(estructura tubular) fby fbz Tensin nominal debida a flexin fuera del plano(estructura tubular) Tensin nominal en un elemento ramal fn g Separacin en uniones K GMAW Soldadura por arco con proteccin gaseosa (semiautomtica con alambre macizo) GMAW-S Soldadura por arco con proteccin gaseosa modo de transferencia cortocircuito GTAW Soldadura por arco con electrodo de tungsteno y proteccin gaseosa (gamma) Parmetro de flexibilidad del elemento principal; cociente o relacin entre R y tc (secciones circulares) o entre D y 2tc (secciones rectangulares) b Radio respecto de la relacin de espesores del tubo en la transicin Elemento transversal (que atraviesa) (para conexiones solapadas) t H Profundidad de la viga en el plano del esfuerzo Posicin de soldadura horizontal(2G: junta a tope, 2F: junta de filete) Convexidad (filete recto) ICI Indicador de calidad de imagen Io Intensidad de del haz en la pelcula para RI Ii Intensidad transmitida a travs de la pelcula para RI JPC Junta de Penetracin Completa JPP Junta de Penetracin Parcial K Unin tipo K Factor de largo relativo Ka Kb Factor de seccin relativa (lambda) Parmetro de sensibilidad de la interaccin L Tamao de soldadura de filete como se muestra en la Figura 2.17 y Figura 3.2 L Largo del manguito LF Factor de carga (factor de seguridad parcial para carga en DFR o LRFD) LP Ensayo de lquidos penetrantes
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
SIMBOLOGIA
VIIl1 l2 lw M Mc MS Mu N Largo real de soldadura donde el elemento ramal hace contacto con el principal(estructura tubular) Largo del elemento principal proyectado (de un lado) de la soldadura que solapa(estructura tubular) Largo efectivo de la soldadura ( estructuras no tubulares) Momento aplicado Momento en el elemento principal(estructura tubular) Metal de soldadura Momento ltimo Nmero de ciclos mximos permitidos para un rango de tensin dado. Nmero de ciclos para la condicin de falla o de diseo prefijada Unin tipo N (omega) ngulo de preparacin para la unin en los elementos estructurales ramal, Figuras 3.8, 3.9 y 3.10 Posicin de soldadura sobre cabeza(4G: juntas a tope y 4F: juntas de filete) Carga axial en el elemento estructural ramal Carga axial en el elemento estructural principal Carga axial (compresin o traccin) ltima o de rotura Componente perpendicular o vertical de la carga P de un elemento ramal respecto del eje del elemento principal, Figura 2.20 Largo de la proyeccin horizontal(sobre el elemento principal) del elemento ramal que solapa, Figura 2.22 Tamao o dimensin del solape, Figura 2.22 Nmero de ciclos de carga aplicados Ensayo de partculas magnticas (phi) ngulo del bisel de la junta en uniones tubulares, Figuras 3.8, 3.9 y 3.10 (Phi) Factor de resistencia en el diseo DFR (psi) ngulo diedro local, Figuras 3.8, 3.9 y 3.10 (psi barra) ngulo suplementario al cambio de ngulo diedro local en la transicin, Tabla 2.6 Modificador de geometra, Tabla 2.9 Trmino de interaccin de tensin, Tabla 2.9 Modificador de geometra del elemento ramal y modificador del de carga, Tabla 2.9 Carga unitaria o carga por unidad de longitud de soldadura Radio exterior, elemento estructural principal Abertura de raz Radio de la superficie exterior en juntas abocardadas radio de la esquina en elementos estructurales tubulares de secciones rectangulares medida con un calibre de radios Radio efectivo de interseccin Radio del elemento rama Registro de Calificacin del Procedimiento Registro de Calificacin de Habilidad en Soldadura Factor de reduccin para uniones JPP (fatiga elementos no tubulares) Ensayo de radiografa Factor de reduccin para uniones de filete (fatiga elementos no tubulares) Radio medio un elemento tubular de seccin circular, Figura 2.18 Radio medio respecto de la garganta efectiva, Figura 2.18 Profundidad de bisel Soldadura por Arco Sumergido Factor de concentracin de tensiones(fatiga uniones tubulares) Soldadura por arco con electrodo revestido (sigma) sumatoria de largos reales de soldaduras Rango total de tensiones nominales para traccin/compresin o flexin, o ambos(fatiga uniones tubulares) Espesor de pared del elemento estructural tubular y no tubular Espesor del material base o espesor nominal para probeta de calificacin Unin tipo T Espesor de pared del elemento ramal para el dimensionamiento de la soldadura con JPC Elemento de menor espesor para el dimensionamiento de soldadura con JPP y filete, Figura 2.19 SIMBOLOGA
N OH P Pc Pu Pp p q n PM
Qb Qf Qq Qw R R r r rb RCP RCHS RJPP RI RFIL rm rw S SAW SCF SMAW l1 TCBR t T tb
Reglamento CIRSOC 304
VIIItc tp twtw
Espesor de pared del elemento principal, Figura 2.20 Espesor elemento estructural plano( fatiga estructuras no tubulares) Tamao de soldadura (garganta efectiva) en uniones tubulares Espesor del alma en una viga tw como se define en 2.6.6.1.6 (tau) Parmetro geomtrico que relaciona tb / tc (theta) ngulo agudo entre los ejes de dos elementos estructurales Relacin de utilizacin de tensiones axiles y de flexin respecto de la tensin admisible, en el punto bajo consideracin en el elemento principal Ensayo de ultrasonido Posicin de soldadura vertical( 3G: junta a tope, 3F: junta de filete) Esfuerzo de corte por punzonado Esfuerzos admisibles para soldadura entre elementos estructurales ramales Tamao del filete de refuerzo o de contorno (fatiga) Distancia entre filetes, Figura 2.7 Ancho de la cara de la soldadura (Figura 5.4) Punto de trabajo(uniones tubulares tipo Y,K o T) Variable algebraica1 2 sen 1 3 3 2 2 2
U
US V Vp Vw W W W.P x
y Y Z ZAC
Variable algebraica
Unin tipo Y Dimensin de prdida Z Zona Afectada por el Calor (zeta) Cociente entre la separacin y D
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
SIMBOLOGIA
PROYECTO DE REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ACERO
EDICION DICIEMBRE 2005
CIRSOCBalcarce 186 1 piso - Of. 138 (C1064AAD) Buenos Aires Repblica Argentina TELEFAX. (54 11) 4349-8520 / 4349-8524 E-mail: [email protected] [email protected] INTERNET: www.inti.gov.ar/cirsoc Primer Director Tcnico ( 1980): Ing. Luis Mara Machado
Directora Tcnica: Inga. Marta S. Parmigiani Coordinadora Area Acciones: Inga. Alicia M. Aragno Area Estructuras de Hormign: Ing. Daniel A. Ortega Area Administracin, Finanzas y Promocin: Lic. Mnica B. Krotz Area Publicaciones y Secretaras Regionales: Nstor D. Corti
2006 Editado por INTI INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL Av. Leandro N. Alem 1067 7 piso - Buenos Aires. Tel. 4313-3013 Queda hecho el depsito que fija la ley 11.723. Todos los derechos, reservados. Prohibida la reproduccin parcial o total sin autorizacin escrita del editor. Impreso en la Argentina. Printed in Argentina.
CIRSOCORGANISMOS PROMOTORESSecretara de Obras Pblicas de la Nacin Subsecretara de Vivienda de la Nacin Instituto Nacional de Tecnologa Industrial Instituto Nacional de Prevencin Ssmica Ministerio de Economa, Obras y Servicios Pblicos de la Provincia del Neuqun Gobierno de la Ciudad de Buenos Aires Direccin Nacional de Vialidad Vialidad de la Provincia de Buenos Aires Consejo Interprovincial de Ministros de Obras Pblicas Cmara Argentina de la Construccin Consejo Profesional de Ingeniera Civil Cmara Industrial de Cermica Roja Asociacin de Fabricantes de Cemento Prtland Cmara Argentina de Empresas de Fundaciones de Ingeniera Civil Techint Acindar Instituto Argentino de Normalizacin
MIEMBROS ADHERENTESAsociacin Argentina de Tecnologa del Hormign Asociacin Argentina de Hormign Estructural Asociacin Argentina de Hormign Elaborado Asociacin de Ingenieros Estructurales Centro Argentino de Ingenieros Instituto Argentino de Siderurgia Telefnica de Argentina Transportadora Gas del Sur Sociedad Central de Arquitectos Sociedad Argentina de Ingeniera Geotcnica Quasdam Ingeniera Asociacin Argentina del Bloque de Hormign
ASESOR QUE INTERVINO EN LA REDACCIN DEL
PROYECTO DE REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ACERO
CIRSOC 304
Ing. Eduardo P. Asta
COMISION PERMANENTE DE ESTRUCTURAS DE ACERO 2005Coordinador Ing. Gabriel R. TrogliaUNIVERSIDAD NACIONAL DE CORDOBA DEPARTAMENTO ESTRUCTURAS FACULTAD CIENCIAS EXACTAS FISICAS Y NAT. DEPARTAMENTO DE TECNOLOGIA FACULTAD DE ARQUITECTURA URB. Y DISEO
Integrantes:Ing. Francisco Pedrazzi Ing. Horacio Rezk INSTITUTO ARGENTINO DE SIDERURGIA UNIVERSIDAD DE BUENOS AIRES - FACULTAD DE INGENIERIA UNIVERSIDAD NACIONAL DE SAN JUAN FACULTAD DE INGENIERIA TECHINT S.A. UNIVERSIDAD DE BUENOS AIRES FACULTAD DE INGENIERIA - ASOCIACION DE INGENIEROS ESTRUCTURALES (AIE) UNIVERSIDAD NACIONAL DE TUCUMAN FACULTAD DE CS. EXACTAS Y TECNOLOGIA UNIVERSIDAD NACIONAL DE ROSARIO FACULTAD DE CIENCIAS EXACTAS, ING. Y AGRIM - PROF. TITULAR CONSTRUCCIONES METLICAS II UNIVERSIDAD TECNOLOGICA NACIONAL FACULTAD REGIONAL CONCEP. DEL URUGUAY UNIVERSIDAD NACIONAL DE TUCUMAN FACULTAD DE CS. EXACTAS Y TECNOLOGIA INPRES - INSTITUTO NACIONAL DE PREVENCIN SSMICA INVITADO ESPECIAL CAMARA DE FABRICANTES DE CAOS Y TUBOS DE ACERO
Ing. Arnaldo Mallamaci
Ing. Alejandro Sesin Ing. Gustavo Darin
Ing. Juan C. Reimundin
Inga. Nora Moncada
Ing. Juan Carlos Piter
Ing. Hector Auad
Ing. Alejandro Giuliano
Ing. Eduardo Asta Ing. Fructuoso Berganza
COMISION PERMANENTE DE ESTRUCTURAS DE ACERO 2005(continuacin) Ing. Daniel Garca Gei UNIVERSIDAD TECNOLOGICA NACIONAL FACULTAD REGIONAL MENDOZA TENARIS-SIDERCA MARBY S.A. M. ROYO S.A. TUBOS ARGENTINOS S.A. IRAM MINISTERIO DE ECONOMIA OBRAS Y SERVICIOS PUBLICOS DE LA PCIA. DEL NEUQUEN. SUBSECRETARA DE OBRAS Y SERVICIOS PUBLICOS
Ing. Pablo Alra Ing. Raul Cardoso Ing. Pablo Ruival Ing. Heriberto Martin Ing. Oliva Hernndez Ing. Oscar Troviano
Ing. Adrin Puente Vergara Ing. Osvaldo R. Arario ACINDAR S. A. Ing. Faustino Amelong Ing. Enrique Trivelli Ing. Francisco Crisafulli TUBHIER S.A. UNIVERSIDAD NACIONAL DE CUYO - FACULTAD DE INGENIERIA INVITADO ESPECIAL INVITADO ESPECIAL INVITADO ESPECIAL INVITADOS ESPECIALES
Ing. Jos M Vidmar Ing. Pedro D. Torres Ing. Mariano Aimeijeiras Ing. Antonio Coloccini Ing. Bruno Coloccini
***
Metodologa para el envo de observaciones, comentarios y sugerencias al
Proyecto de Reglamento CIRSOC 304Reglamento Argentino para la Soldadura de Estructuras en Acero
en Discusin Pblica Nacional (15 de marzo de 2006 - 15 de marzo de 2007)
Las observaciones, comentarios y sugerencias se debern enviar a la Sede del CIRSOC, Balcarce 186 1 piso of. 138 (C1064AAD) Buenos Aires, hasta el 15 de marzo de 2007, siguiendo la metodologa que a continuacin se describe: 1. Se deber identificar claramente el proyecto de Reglamento que se analiza, como as tambin el artculo y prrafo que se observa. 2. Las observaciones se debern acompaar de su fundamentacin y de una redaccin alternativa con el fin de que el coordinador del proyecto observado comprenda claramente el espritu de la observacin. 3. Las observaciones, comentarios y sugerencias se debern presentar por escrito, firmadas y con aclaracin de firma, y se debern enviar por correo o entregarse en mano. Se solicita detallar Direccin, Tel, Fax, e-mail con el fin de facilitar la comunicacin. 4. No se aceptarn observaciones enviadas por fax o e-mail, dado que estos medios no permiten certificar la autenticidad de la firma del autor de la observacin. Confiamos en que este proyecto le interese y participe activamente.
Gracias.
I
NDICE SIMBOLOGA1. REQUERIMIENTOS GENERALES 1.1. Descripcin general 1.2. Lmites de aplicacin 1.3. Definiciones 2. DISEO DE UNIONES SOLDADAS 2.1. Alcance del captulo 2 2.2. Requerimientos generales 2.3. Parmetros dimensionales y secciones resistentes o reas efectivas 2.4. Requerimientos especficos para uniones no tubulares cargadas esttica o cclicamente 2.5. Requerimientos especficos para uniones no tubulares cargadas cclicamente 2.6. Requerimientos especficos para uniones tubulares cargadas esttica o cclicamente 3. ESPECIFICACIN DE PROCEDIMIENTO DE SOLDADURA 3.1. Alcance del captulo 3 3.2. Elaboracin de la EPS 3.3. Procesos de soldadura 3.4. Combinacin de metal base y metal de aporte 3.5. Mnima temperatura de precalentamiento y entre pasadas 3.6. Limitaciones en las variables de las EPS precalificadas 3.7. Requerimientos generales para una EPS precalificada 3.8. Requerimientos comunes para arco sumergido con alambres en paralelo y multiples alambres 3.9. Requerimientos de la soldadura de filete para una EPS precalificada 3.10. Requerimientos de soldadura de botones y ranuras 3.11. Requerimientos comunes de soldadura con bisel para JPP o JPT 3.12. Requerimientos para las juntas de penetracin parcial (JPP) 3.13. Requerimientos para juntas de penetracin completa (JPC) 4. CALIFICACIN DE PROCEDIMIENTOS (EPS), SOLDADORES Y OPERADORES DE SOLDADURA 4.1. Alcance 4.2. Requerimientos generales 4.3. Requerimientos comunes para la calificacin de EPS y habilidad del personal de soldadura. 4.4. Especificacin de procedimiento de soldadura (EPS) 4.5. Soldaduras con juntas de penetracin completa(JPC) para uniones no tubulares 4.6. Soldaduras con juntas de penetracin parcial(JPP) para uniones no tubulares 4.7. Requerimientos de calificacin en soldaduras de filete para uniones tubulares y no tubulares
Reglamento CIRSOC 304
INDICE
II
4.8. Soldaduras de juntas de penetracin completa(JPC) para uniones tubulares 4.9. Uniones tubulares T, Y, K y a tope con JPP 4.10. Soldaduras en botones y ranuras para uniones tubulares y no tubulares 4.11. Procesos de Soldadura que requieren calificacin 4.12. Requerimientos de EPS(GTAW) 4.13. Requerimientos de EPS(ESW/ EGW) 4.14. Calificacin de habilidad 4.15. Tipos de ensayos de calificacin requeridos 4.16. Tipos de soldadura para calificacin de desempeo de soldador y operador 4.17. Preparacin de los formularios de calificacin de desempeo 4.18. Variables esenciales 4.19. Soldaduras con bisel y JPC para uniones no tubulares 4.20. Soldaduras con bisel y JPP para uniones no tubulares 4.21. Soldaduras de filete para uniones no tubulares 4.22. Soldaduras con bisel y JPC para uniones tubulares 4.23. Soldaduras con bisel y JPP para uniones no tubulares 4.24. Soldaduras de filete para uniones no tubulares 4.25. Botn y ranura para uniones tubulares y no tubulares 4.26. Mtodo de ensayo y criterios de aceptabilidad para calificacin de soldador y operador 4.27. Mtodo de ensayo y criterio de aceptabilidad para calificacin de soldador para punteo 4.28. Reensayo 5. FABRICACIN Y MONTAJE 5.1. Alcance 5.2. Metal base 5.3. Requerimientos para consumibles y electrodos de soldadura 5.4. Procesos de soldadura por electrogas y electroescoria 5.5. Variables de la EPS 5.6. Temperaturas de precalentamiento y entre pasadas 5.7. Control de aporte de calor para aceros templados y revenidos 5.8. Tratamiento trmico de alivio de tensiones 5.9. Respaldo, gas de respaldo e insertos 5.10. Respaldo 5.11. Equipos de soldadura y corte 5.12. Condiciones ambientales para el desarrollo de la soldadura 5.13. Cumplimiento del Diseo 5.14. Tamao mnimo de la soldadura de filete 5.15. Preparacin del metal base 5.16. Esquinas entrantes 5.17. Recortes en vigas y orificios de acceso de soldadura 5.18. Soldaduras temporarias y de punteo 5.19. Alabeo o predeformacin en elementos estructurales compuestos o armados 5.20. Empalmes en estructuras cargadas cclicamente 5.21. Control dimensional y contracciones 5.22. Tolerancias de las dimensiones de la junta 5.23. Tolerancias dimensionales de elementos estructurales soldados 5.24. Perfiles de soldadura
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
INDICE
III
5.25. 5.26. 5.27. 5.28. 5.29. 5.30. 5.31.
Tcnicas para soldaduras en botones y ranuras Reparaciones Martillado Racalque Cortes de arco Limpieza de la soldadura Prolongadores
6. INSPECCIN Y CONTROL DE CALIDAD 6.1. Requerimientos generales 6.2. Responsabilidad del contratista 6.3. Criterio de aceptacin 6.4. Procedimientos de ensayos no destructivos(END) 6.5. Ensayo radiogrfico(RI) 6.6. Ensayo de ultrasonido(US) de soldaduras con bisel 7. REFUERZO, RESTAURACIN Y REPARACIN DE ESTRUCTURAS EXISTENTES 7.1. General 7.2. Metal base 7.3. Diseo para refuerzo, restauracin o reparacin de una estructura existente 7.4. Mejoramiento de la resistencia a la fatiga 7.5. Mano de obra y tcnica 7.6. Calidad ANEXOS Anexo I. Gargantas Efectivas de Soldaduras de Filete en Juntas T Oblicuas Anexo IIa. Planitud de las Vigas Armadas Estructuras Cargadas Estticamente Anexo IIb. Requerimientos para los Ensayos de Impacto Anexo III. Requerimientos para los Ensayos de Impacto Anexo IV. Gua de Mtodos Alternativos para Determinar el Precalentamiento en la Soldadura de Aceros Estructurales Anexo V. Requerimientos de Calidad de Soldadura para Juntas a la Traccin en Estructuras Cargadas Cclicamente Anexo VI. Formularios para EPS, RCP e Informes de Ensayos
Reglamento CIRSOC 304
INDICE
1
1. REQUERIMIENTOS GENERALES1.1.DESCRIPCIN GENERAL Este reglamento contiene los requerimientos mnimos para el diseo, fabricacin y montaje de estructuras de acero a travs de la utilizacin de conexiones o uniones por la tcnica de soldadura. Dichos requerimientos estn centrados en aspectos de diseo de las uniones soldadas para aceros estructurales en un todo de acuerdo con el Reglamento CIRSOC 301 de Estructuras de Aceros para Edificios y Reglamento CIRSOC 302 de Elementos Estructurales de Tubos de Acero para Edificios. Por su parte el Reglamento abarca los requerimientos relacionados con la elaboracin de la especificacin de procedimientos de soldadura (EPS) y calificacin de stos as como la calificacin de soldadores y operadores. Establece adems los requisitos de calidad e inspeccin para la fabricacin de las estructuras soldadas. Tendr un alcance general para todas las estructuras de acero comprendidas en los Reglamentos CIRSOC 301, 302, 303 y 308. Consecuentemente quedan exceptuados recipientes de presin y caeras. El Reglamento es en su mayor parte auto contenido a la manera de gua de aplicacin, no obstante se apoyar tambin en documentos y referencias a consultar as como en normas IRAM-IAS-MERCOSUR con alcances en aspectos tales como: como aceros estructurales, consumibles de soldadura, calificacin de soldadores, inspeccin, ensayos mecnicos, ensayos no destructivos, simbologa de soldadura para planos, seguridad en soldadura, entre otros. 1.2.LMITES DE APLICACIN Este reglamento contiene los requerimientos para la fabricacin y montaje de estructuras de acero soldadas. 1.2.1. Limitaciones El reglamento no podr ser aplicado en los siguientes casos: (1) Aceros estructurales de alta resistencia con lmite de fluencia especificado mayor a 690 MPa. (2) Productos de aceros estructural con espesores menores a 3 mm. (3) Recipientes, tuberas, caeras y componentes en general sometidos a presin interna. (4) Materiales base distintos de aceros estructurales al carbono o de baja aleacin. 1.3.DEFINICIONES La terminologa y simbologa utilizadas en el presente reglamento est definida por la Norma IRAM, los captulos identificados en el Reglamento como Simbologa y Glosario respectivamente as como por las siguientes definiciones:
Reglamento CIRSOC 304
Cap. 1
2
1.3.1. Ingeniero de Soldadura: (tambin nombrado en este Reglamento como Ingeniero o Ingeniero responsable) profesional responsable designado por el propietario del producto o conjunto estructural para el cumplimiento de todos los aspectos de soldadura, que correspondan a su aplicacin, en total acuerdo con el alcance del Reglamento. 1.3.2. Contratista: cualquier empresa o representante individual de una empresa, responsable por la fabricacin en planta industrial, construccin en obra, montaje o soldadura, en un todo de acuerdo con este Reglamento. 1.3.3. Propietario: empresa o persona propietaria legal del producto o conjunto estructural producido en un todo de acuerdo con este Reglamento. 1.3.4. Inspector de Soldadura: persona designada para la inspeccin y control de calidad dentro del alcance del Reglamento y los documentos contractuales. Tanto el Contratista como el Propietario o Ingeniero de Soldadura podrn designar los correspondientes inspectores. 1.4. MATERIALES Las normas IRAM de materiales aplicables a este Reglamento se encuentran a la fecha en proceso de revisin e integracin con las normas MERCOSUR. De las normas listadas en este Reglamento algunas se encuentran a la fecha en preparacin. En general para cada proyecto se debern adoptar las especificaciones de materiales fijadas en la normas vigentes a la fecha de ejecucin del proyecto. Cuando la norma IRAM correspondiente no haya sido emitida o se encuentre en proceso de revisin se aplicaran normas de otros pases aceptadas por IRAM o normas ISO para uso en estructuras metlicas soldadas. 1.4.1. Acero Estructural1.4.1.1. Normas Aplicables
Los materiales que se utilizan dentro de este Reglamento, debern cumplir con alguna de las siguientes normas: IRAM-IAS U 500-503 IRAM-IAS U 500-509 IRAM-IAS U 500-511 IRAM-IAS U 500-215 IRAM-IAS U 500-558 IRAM-IAS U 500-230 IRAM-IAS U 500-561 Aceros al carbono para uso estructural Perfiles U de acero, de alas inclinadas laminados en caliente Perfiles doble T de acero, de alas inclinadas laminados en caliente Perfiles doble T de acero, de alas anchas, caras paralelas, laminados en caliente Perfiles ngulo de acero, de alas iguales laminados en caliente Perfiles ngulo de acero, de alas desiguales laminados en caliente Perfiles T de acero laminados en caliente
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 1
3
IRAM-IAS U 500-180
Flejes de acero al carbono, laminados en caliente para uso general y estructural IRAM-IAS U 500-42 Chapas de acero al carbono para uso estructural IRAM-IAS U 500-2592 Tubos de acero al carbono con costura para uso estructural IRAM-IAS U 500-218 Tubos de acero al carbono sin costura para uso estructural IRAM-IAS U 500-219 Tubos de acero microaleado con y sin costura para uso estructural MERCOSUR NM 223-2000 Tubos de acero al carbono sin costura y soldados por resistencia elctrica para uso estructural IRAM-IAS U 500-2592 Tubos de acero al carbono con costura para uso estructural IRAM-IAS U 500-218 Tubos de aceros sin costura para uso estructural y aplicaciones mecnicas 1.4.1.2. Perfiles Pesados
Se define como perfiles pesados a los perfiles laminados con elementos de espesores mayores que 40 mm y a las barras o vigas armadas con chapas de espesor mayor que 50 mm. Cuando se realicen uniones o empalmes de perfiles pesados con soldadura a tope de penetracin completa, en uniones sometidas a tensiones de traccin debidas a solicitaciones de traccin o flexin, el acero de los elementos estructurales unidos deber cumplimentar exigencias de impacto Charpy-V, realizado de acuerdo a la Norma IRAMIAS U 500 -16. La energa mnima promedio de impacto ser de 27 J a una temperatura de ensayo de 21 C. Cuando se unan elementos de perfiles pesados a elementos de perfiles no pesados o a chapas de espesor menor que 50 mm con soldaduras de penetracin completa y la misma se realice a travs del elemento ms delgado, no es necesario cumplir la exigencia indicada de ensayo Charpy-V. 1.4.2. Metal de Aporte y Fundente para Soldadura Los electrodos y fundentes debern cumplir alguna de las siguientes normas: IRAM-IAS U500-601 Soldadura por arco. Electrodos de acero al carbono revestidos IRAM-IAS U500-127 Soldadura por arco. Electrodos de baja aleacin revestidos IRAM-IAS U500-166 Soldadura. Alambres y varillas de acero al carbono para procesos de soldadura elctrica con proteccin gaseosa IRAM-IAS U500-232 Soldadura. Alambres y varillas de acero al carbono y de baja aleacin para procesos de soldadura elctrica con proteccin gaseosa IRAM-IAS U500-233 Soldadura. Alambres tubulares de acero al carbono IRAM-IAS U500-234 Soldadura. Alambres tubulares de acero de baja aleacin IRAM-IAS U500-235 Soldadura. Alambres de acero al carbono y fundentes para soldadura por arco sumergido IRAM-IAS U500-236 Soldadura. Alambres de acero de baja aleacin y fundentes para soldadura por arco sumergido
Reglamento CIRSOC 304
Cap. 1
5
2. DISEO DE UNIONES SOLDADAS2.1. ALCANCE DEL CAPTULO 2 Este captulo cubre los requerimientos generales y especficos para el diseo de uniones soldadas de estructuras planas y tubulares sometidas tanto a cargas estticas como cclicas. El captulo 2 puede utilizarse en conjunto con los captulos correspondientes de los Reglamentos CIRSOC 301 y 302 respectivamente. 2.2. REQUERIMIENTOS GENERALES 2.2.1. Planos y Dibujos Los planos y dibujos, como documentacin de uso contractual, debern contener la siguiente informacin: (a) Designacin y/o especificacin del material base y material de aporte o soldadura. (b) Ubicacin, tipo, tamao y extensin de todas las uniones soldadas. En todos los casos se aplicar la simbologa general para indicacin de soldaduras en planos y dibujos. (c) Visualizacin clara y especfica de soldaduras a realizar en taller o en obra. Los planos y dibujos para fabricacin, construccin y montaje son denominados en este Reglamento como planos o dibujos de trabajo o taller, consecuentemente deber indicarse si las soldaduras son de taller o de obra. (d) Largo efectivo de la soladura (lw) (e) Tamao o espesor efectivo de soldadura (E) en juntas de penetracin parcial (JPP) (f) En soldaduras de filete entre elementos estructurales, con superficies de encuentro formando un ngulo entre 80 y 100, se deber especificar el cateto o tamao del filete(E) (g) En soldaduras de filete en uniones entre elementos estructurales, con superficies de encuentro formando un ngulo menor que 80 o mayor que 100, se deber especificar la garganta efectiva. (h) Los retornos y las terminaciones, en soldaduras de filete, se debern indicar si las mismas han sido requeridas en el diseo. 2.2.2. Especificacin de Procedimiento de Soldadura (EPS) Como parte de la documentacin contractual deber cada tipo de unin soldada, referida a planos y dibujos, disponer de su correspondiente EPS. Este documento ser aplicable tanto a procesos de fabricacin en taller como de montaje en obra. El Reglamento permite establecer en la documentacin de contrato o por requerimiento del Ingeniero que el EPS podr ser precalificado o calificado. 2.2.3. Requerimientos de Impacto Si las uniones soldadas tienen requerimientos de tenacidad, en trminos de ensayos por impacto con probeta entallada, el Ingeniero deber especificar en la documentacin tcnica contractual la mnima energa absorbida en relacin con la temperatura de ensayo para la
Reglamento CIRSOC 304
Cap. 2
6
clasificacin de material de aporte seleccionado o deber especificar que el EPS ser calificado con ensayos de impacto utilizando probeta entallada Charpy- V (CVN). Si estos ensayos son indicados en la calificacin del EPS, el Ingeniero deber especificar en la documentacin contractual la mnima energa absorbida, la temperatura de ensayo y si los ensayos CVN sern realizados slo en metal de soldadura(MS) o en metal de soldadura y zona afectada por el calor(ZAC). Si las uniones soldadas tienen requerimientos de tenacidad a la fractura, en trminos de ensayos de mecnica de la fractura, el Ingeniero deber especificar en la documentacin contractual el parmetro de tenacidad a la fractura a utilizar, su valor mnimo en relacin con la temperatura de ensayo para la clasificacin del material de aporte seleccionado o deber especificar que el EPS ser calificado con ensayos de tenacidad a la fractura. El Ingeniero deber fijar si dichos ensayos sern aplicados solo en MS o en MS y ZAC. 2.2.4. Requerimientos Especficos de Soldadura El Ingeniero, en los documentos contractuales, y el Contratista, en los planos o dibujos de taller, deber indicar aquellas juntas o grupo de juntas en las cuales el Ingeniero o el Contratista requieren un orden especfico de montaje, secuencia de soldadura, tcnica de soldadura u otras precauciones especiales. 2.2.5. Requerimientos para Planos y Dibujos de Taller (a) Deber indicarse por medio de smbolos de soldadura o esquemas los detalles de bisel de las juntas soldadas as como la preparacin requerida al metal base para dichos diseos de junta. (b) En las juntas de penetracin completa (JPC), donde se indique la utilizacin de respaldo metlico de acero, deber especificar el espesor y ancho del respaldo. (c) En las uniones soldadas con JPP deber indicarse la profundidad del bisel (S) necesaria para obtener el tamao efectivo, E, requerido en relacin con el proceso y la posicin de soldadura a ser utilizada. (d) En soldaduras de filete deber indicarse el tamao efectivo(E) y aplicar el criterio establecido en los prrafos 2.2.1 (a), (b) y (c) respectivamente. (e) Cuando se requieran detalles especiales sobre el bisel, los mismos deben ser indicados en forma completa en los planos de contrato. (f) Cualquier requerimiento especial o adicional de inspeccin deber estar indicado en los planos o especificaciones de contrato. 2.3. PARAMETROS DIMENSIONALES Y SECCIONES RESISTENTES O REAS EFECTIVAS 2.3.1. Uniones Soldadas a Tope, con o sin Bisel. 2.3.1.1. Largo Efectivo El mximo largo efectivo, para cualquier diseo de junta a tope y orientacin particular de la misma, deber ser el ancho de las partes de la unin, perpendicular a la direccin de las
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
7
tensiones de traccin o compresin. Para el caso de juntas a tope que transmitan corte, el largo efectivo es el largo especificado. 2.3.1.2. Tamao Efectivo en Unin Soldada a Tope con JPC El tamao o espesor efectivo de soldadura en una unin JPC deber ser el espesor ms delgado de la parte estructural a ser unida. Para la consideracin del tamao efectivo de junta en uniones tipo T, Y o K en construcciones tubulares deber remitirse a la Tabla 3.6 del Cap. 3 de este Reglamento. 2.3.1.3. Mnimo Tamao Efectivo en Unin Soldada a Tope con JPP El tamao o espesor mnimo efectivo de soldadura (E) en una unin JPP deber ser igual o mayor al valor de E especificado en Tabla 3.4 del Cap. 3, a excepcin que el EPS correspondiente sea calificado de acuerdo el Cap. 4 de este Reglamento. 2.3.1.4. Tamao Efectivo en Unin Soldada con Junta de Forma Ensanchada o Abocardada El tamao efectivo E para soldaduras de junta ensanchada(tambin identificadas como abocardadas o acampanadas) cuando el llenado con metal de soldadura alcanza el nivel de la superficie horizontal, en una barra doblada a 90 de una seccin conformada o en un tubo de seccin rectangular, deber ser: 0,3125 R o 0,5 R para juntas abocardadas en V(se recomienda aplicar 0,375 R para proceso semiautomtico, excepto en modo cortocircuito), siendo R = radio de la superficie exterior. 2.3.1.4. rea Efectiva de Unin Soldada con Junta a Tope. El rea efectiva en juntas a tope se define como el producto obtenido de multiplicar el largo efectivo por el tamao o espesor efectivo. No se admite ningn incremento en rea efectiva para el clculo de diseo por la consideracin de refuerzo sobre el tamao efectivo de junta. 2.3.2. Soldaduras de Filete
2.3.2.1. Largo Efectivo (filete en lnea recta) El largo efectivo (lw) de un filete recto debe ser el largo para un mismo tamao o cateto de filete, incluidos retornos o retomas de extremo. 2.3.2.2. Largo Efectivo (filete curvilneo) El largo efectivo de un filete curvilneo ser el determinado como la medida a lo largo de una lnea media central de la garganta efectiva.
Reglamento CIRSOC 304
Cap. 2
8
2.3.2.3. Largo Mnimo El largo mnimo de un filete no deber ser menor que cuatro(4) veces el tamao o cateto nominal. 2.3.2.4. Largo Mnimo en Filetes Discontinuos o Intermitentes El largo mnimo de los segmentos de filetes discontinuos o intermitentes no deber ser menor que 40 mm.
Cateto terico ct
at
Garganta Terica
Seccin Resistente
at lw
Figura 2.1. Dimensiones Tericas y Seccin Resistente de una Junta de Filete
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
9
2.3.2.5. Definicin de la Garganta Efectiva En uniones de filete formando ngulos entre 80 y 100 la garganta efectiva deber ser considerada como la distancia ms corta entre la raz del filete y la cara del mismo considerando un esquema de junta a 90, tal como se indica en las Figuras 2.1 y 2.2.
Figura 2.2. Dimensiones Tpicas de Juntas de Filete 2.3.2.6. Definicin de la Garganta Efectiva en Filete de Refuerzo La garganta efectiva en una combinacin de unin soldada con JPP y refuerzo de filete deber ser considerada como la distancia ms corta entre la raz de la junta y la cara de la misma menos 3 mm, tal como se indica en la Figura 2.2. 2.3.2.7. Tamao o Cateto Mnimo El tamao o cateto (tambin identificado como lado) mnimo de una soldadura de filete no deber ser menor que el requerido por el clculo, para transmitir y/o resistir la carga aplicada, ni menor que lo especificado en la Tabla 2.1.
Reglamento CIRSOC 304
Cap. 2
10
Tabla 2.1. Mnimo Tamao de Cateto en Soldadura de Filete Compatible con los Espesores de Elementos o Partes Estructurales a Ser Soldadas. ____________________________________________________ Espesor de material base (T) (1) Cateto mnimo(E)(2) mm mm ____________________________________________________ T< 6 3 (3) 6 < T< 12 5 12 < T< 20 6 20 < T 8 ____________________________________________________(1) Para procesos de no bajo hidrgeno sin precalentamiento calculado T es el espesor de la parte ms gruesa a ser soldada. Soldadura de una sola pasada debe ser utilizada. Para procesos de no bajo hidrgeno pero con clculo de precalentamiento o procesos de bajo hidrgeno, T es igual ala parte ms fina a ser soldada. (2) No debe exceder el espesor de la parte ms delgada a ser soldada. (3) Cateto mnimo para estructuras cargadas cclicamente, 5 mm.
2.3.2.8. Mximo Tamao o Cateto en Juntas de Solape o Empalme por Yuxtaposicin El mximo tamao o cateto de una soldadura de filete en una junta de solape deber ser: (1) igual al espesor del metal base cuando el mismo es menor que 6 mm, tal como se indica en la Figura 2.3, Detalle A. (2) 2 mm menor que el espesor del metal base cuando el mismo es mayor o igual a 6 mm, tal como se indica en la Figura 2.3, Detalle B.2 mm
Metal base espesor < 6 mm Detalle A
Metal base espesor > 6 mm Detalle B
Figura 2.3. Filete en Junta de Solape 2.3.2.9. rea Efectiva en Unin Soldada con Junta de Filete El rea efectiva o seccin resistente se define como el producto del largo efectivo multiplicado por la garganta efectiva (ver Figura 2.1)
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
11
2.3.3.
Uniones T Oblicuas
2.3.3.1. Definicin Se definen como uniones soldadas con juntas T oblicuas a aquellas donde las partes a ser unidas forman un ngulo mayor a 100 (junta T de ngulo obtuso) o menor a 80(junta T de ngulo agudo) 2.3.3.2. Soldaduras en ngulos Agudos entre 80 y 60 o en ngulos Obtusos Mayores a 100 Las soldaduras requeridas en ngulos entre 80 y 60 o en ngulos mayores a 100 debern especificar en la documentacin contractual la garganta efectiva requerida. Los planos o dibujos de taller debern indicar la ubicacin de tales soldaduras y la medida del cateto que satisfaga el requerimiento de garganta efectiva correspondiente. 2.3.3.3. Soldaduras en ngulos Agudos entre 60 y 30 Las soldaduras requeridas en ngulos menores a 60 pero mayores a 30 debern incrementar la garganta efectiva por un factor Z de tolerancia de acuerdo a lo indicado en la Tabla 2.2. Los planos de la documentacin contractual debern especificar la garganta efectiva requerida. Los planos o dibujos de taller debern indicar la ubicacin de tales soldaduras y la medida del cateto que satisfaga el requerimiento de garganta efectiva con incremento de factor Z correspondiente. 2.3.3.4. Soldaduras con ngulos Agudos Menores a 30 Las soldaduras en ngulos menores a 30 no debern ser consideradas como efectivas para la transmisin de cargas aplicadas excepto como las modificadas para estructuras tubulares segn 4.8.4.2 del Cap. 4 de este Reglamento. 2.3.3.5. Largo Efectivo de Soldadura en Juntas T Oblicuas El largo efectivo de una junta T oblicua deber ser el largo total correspondiente al mismo tamao o cateto de soldadura. En los clculos de diseo no se incorporarn reducciones en el largo para permitir el comienzo o la terminacin de la soldadura. 2.3.3.6. Tamao o Cateto Mnimo en Juntas T Oblicuas Se aplicarn los mismos requerimientos indicados en 2.3.2.7. 2.3.3.7. Definicin de Garganta Efectiva en Juntas T Oblicuas La garganta efectiva de juntas T formando ngulos entre 60 y 30 se define como la mnima distancia entre la raz y la cara de la junta soldada menos la reduccin dimensional del parmetro Z. La garganta efectiva de juntas T formando ngulos entre 80 y 60 o
Reglamento CIRSOC 304
Cap. 2
12
mayores a 100 se define como la mnima distancia entre la raz y la cara de la junta soldada. 2.3.3.8. rea Efectiva en una Junta T Oblicua El rea efectiva o seccin resistente de una junta T oblicua se define como el producto del largo efectivo multiplicado por la garganta efectiva 2.4. 2.4.1. REQUERIMIENTOS ESPECFICOS PARA UNIONES NO TUBULARES CARGADAS ESTTICA O CCLICAMENTE. Tensiones
2.4.1.1. Clculo de Tensiones El clculo de tensiones nominales de diseo y anlisis con las tensiones admisibles correspondientes deber efectuarse utilizando mtodos adecuados de clculo y anlisis, de acuerdo con los requerimientos mnimos de resistencia de las especificaciones de diseo siguiendo las directivas de este Reglamento y los Reglamentos CIRSOC 301 y 302 respectivamente. 2.4.1.2. Tensiones Admisibles en Metal Base Las tensiones calculadas para el metal base no debern exceder las tensiones admisibles determinadas por las especificaciones de diseo siguiendo las directivas de este Reglamento y/o los Reglamentos CIRSOC 301 y 302 respectivamente. 2.4.1.3. Tensiones Admisibles en metal de Soldadura Las tensiones calculadas sobre el rea efectiva de las uniones soldadas no debern exceder las tensiones admisibles especificadas en la Tabla 2.3, mtodo convencional de diseo por tensin admisible (DTA o ASD) de este Reglamento y/o las directivas de los Reglamentos CIRSOC 301 y 302 respectivamente que utilizan el mtodo de diseo por factores de carga y resistencia (DFR o LRFD) 2.4.1.4. Tensiones en Uniones Soldadas con Junta de Filete Las tensiones calculadas en juntas de filete debern ser consideradas como tensiones de corte aplicadas sobre el rea efectiva para cualquier direccin de aplicacin de la carga.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
13
Tabla 2.2 (a) Medidas Efectivas de Soldadura para Soldaduras con Bisel en V Ensanchado Soldaduras con juntas Soldaduras con Bisel en V ensanchado o abocardadas o abocardado ensanchados 5/16 R 1/2 R1NOTA: R = radio de la superficie exterior (1) Usar 3/8 R para el proceso GMAW (excepto en transferencia por cortocircuito) cuando R es mayor o igual que 12 mm.
Angulos Diedros 60>45
Tabla 2.2 (b) Dimensin de Prdida Z (No Tubular) Posicin de la Soldadura: V o OH Posicin de la Soldadura: H o F Proceso Z(mm) Proceso Z(mm) SMAW FCAW-S FCAW-G GMAW SMAW FCAW-S FCAW-G GMAW 3 3 3 N/A 6 6 10 N/A SMAW FCAW-S FCAW-G GMAW SMAW FCAW-S FCAW-G GMAW 3 0 0 0 6 3 6 6
45>30
Reglamento CIRSOC 304
Cap. 2
14
Tabla 2.3 Tensiones Admisibles para el Diseo Convencional (DTA o ASD) en Cargas Estticas de Uniones Soldadas No TubularesTipo de Unin Soldada Tipo de Tensin AplicadaTraccin normal al rea efectiva
Tensiones AdmisiblesIgual al metal base
Nivel de Resistencia Requerido del Metal de Aporte 1Se debe usar un metal de aporte que iguale el nivel de resistencia del metal base Se debe usar un metal de aporte que iguale el nivel de resistencia del metal base o una clasificacin 70 MPa en menos, compatible con el metal base. Puede usarse metal de aporte con un nivel de resistencia igual o menor al metal base.
Soldaduras con junta de penetracin completa, JPC
Compresin normal al rea efectiva Traccin o compresin paralelas al eje de la soldadura
Igual al metal base
Soldaduras con junta de penetracin parcial, JPP
Soldadura de Filete Soldadura de Filete Soldaduras en Botn (tapn) y de Ranura (ojal o muesca)
Sin consideracin de diseo para la unin soldada 0,30 mnima resistencia a la traccin del metal de aporte de acuerdo con la Corte sobre el rea efectiva clasificacin de norma. La tensin de corte en el metal base ser menor o igual que 0,40 la tensin de fluencia del metal base 0,90 mnima resistencia a la traccin del metal de aporte de acuerdo con la Juntas diseadas clasificacin de norma, pero menor o igual Compresin como resistentes que 0,90 la tensin de fluencia del metal normal al rea base efectiva Juntas no diseadas 0,75 mnima resistencia a la traccin del como resistentes metal de aporte de acuerdo con la clasificacin de norma. Traccin o compresin paralelos al Sin consideracin de diseo para la unin eje de la soldadura soldada 0,30 mnima resistencia a la traccin del metal de aporte de acuerdo con la Corte paralelo al eje de la clasificacin de norma. La tensin de corte soldadura o al rea efectiva en el metal base ser menor o igual que 0,40 la tensin de fluencia del metal base 0,30 mnima resistencia a la traccin del metal de aporte de acuerdo con la Traccin normal al rea efectiva clasificacin de norma. Corte en el rea efectiva 0,30 resistencia nominal a la traccin del metal de aporte Traccin o compresin paralelos al eje de la soldadura Corte paralelo a las superficies de empalme (en el rea efectiva) Sin consideracin de diseo para la unin soldada 0,30 resistencia nominal a la traccin del metal de aporte, exceptuando que el esfuerzo de corte en el metal base ser menor o igual que 0,40 la tensin de fluencia del metal base
Puede usarse metal de aporte con un nivel de resistencia igual o menor al metal base.
Puede usarse metal de aporte con un nivel de resistencia igual o menor al metal base.
Puede usarse metal de aporte con un nivel de resistencia igual o menor al metal base.
1
Para aplicar el criterio de igualacin de resistencia del metal de aporte con el metal base ver la Tabla 3.1
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
15
2.4.2.
Configuraciones y Detalles Generales en el Diseo de Uniones Soldadas
2.4.2.1. Uniones de Miembros Estructurales y Empalmes Sometidos a Compresin Empalmes de columnas, considerados como resistentes, debern ser conectados mediante uniones soldadas con JPP o juntas de filete cuyas dimensiones debern satisfacer como mnimo la condicin de mantener las partes fijas en sus correspondientes posiciones. Para otros miembros estructurales resistentes (no columnas) las soldaduras de empalmes o uniones debern mantener la fijacin de las partes con una resistencia mnima equivalente al 50% de la correspondiente al elemento estructural. Para todos estos mismos casos estructurales, sometidos a compresin, pero considerados como no resistentes, el diseo deber ser para transmitir esfuerzo a los miembros. En todos los casos debern cumplirse con los requerimientos de las Tablas 2.1 y Tabla 3.4. Las uniones de elementos estructurales sometidos a la compresin sobre placas de base debern garantizar la fijacin segura, en posicin, del elemento estructural en cuestin. 2.4.2.2. Cargas en la Direccin del Espesor del Metal Base. En uniones soldadas tipo esquina (L) o T deber prestarse especial atencin a las propiedades mecnicas en la direccin del espesor para el metal base seleccionado a fin de evitar el riesgo a desgarre laminar, particularmente para espesores mayores a 20 mm. En tales casos deber asegurarse la certificacin de la resistencia a la traccin y la elongacin a la rotura en la direccin del espesor para el metal base a ser seleccionado. El diseo de las uniones soldadas deber ser realizado de manera de reducir las tensiones sobre el metal base en la direccin del espesor y el tamao de la soldadura deber ser el mnimo necesario para las tensiones de diseo calculadas. 2.4.2.3. Aplicacin Combinada de Diferentes Tipos de Juntas Diferentes tipos de juntas tales como de bisel (JPP o JPC), filete, ranura (ojal o muesca) o de botn (tapn) pueden ser aplicadas en forma combinada en una unin o conexin soldada. La resistencia de la unin deber ser calculada como la suma de las resistencias individuales de cada tipo de soldadura en relacin con la direccin de aplicacin de la carga. Este mtodo aditivo no considerar las soldaduras de refuerzo con filetes, aplicados en uniones con JPP. 2.4.2.4. Soldadura de Contorneado o Terminacin en Juntas en T y Esquina Soldaduras de filete pueden ser aplicadas en uniones JPP y JPC del tipo T y esquina de manera tal de realizar un contorneado o terminacin con el fin de reducir la concentracin de tensiones. El tamao o cateto mximo para este tipo de filete deber ser menor o igual que 8 mm. 2.4.2.5. Combinacin de Unin Soldada con Unin Remachada o Fijada por Bulones
Reglamento CIRSOC 304
Cap. 2
16
Est permitida la unin soldada a un elemento estructural que se encuentre remachado o unido con bulones a otro. En ningn caso este tipo de combinacin podr ser considerada para la resistencia de las uniones en forma conjunta, en consecuencia la soldadura deber ser calculada para soportar por si misma las cargas en la unin. 2.4.3. Configuraciones y Detalles en el Diseo en Uniones Soldadas con Juntas Biseladas
2.4.3.1. Transiciones en Espesores y Anchos En juntas a tope de elementos estructurales alineados axialmente con diferentes espesores y/o anchos, sometidas a tensiones de traccin mayores que 1/3 de la tensin admisible de diseo, debern ser preparadas de manera tal que la pendiente en la transicin ser menor que 1/ 2,5 tal como se indica en la Figura 2.4 para espesores y en la Figura 2.5 para anchos. 2.4.3.2. Aplicacin de Soldadura Intermitente o Discontinua No est permitida la aplicacin en uniones con JPC de largos de soldadura discontinuos o soldadura intermitente. Est permitida la aplicacin de soldadura intermitente en uniones con JPP para transferir tensiones de corte entre las partes estructurales conectadas. 2.4.4. Configuraciones y Detalles en el Diseo de Uniones Soldadas con Juntas de Filete
2.4.4.1. Juntas Solapadas o Yuxtapuestas Debern ser aplicadas soldaduras de doble filete transversal en uniones solapadas cuyos elementos estructurales estn sometidos a cargas en la direccin axial, tal como se indica en la Figura 2.6. El solape mnimo para la unin deber ser mayor que cinco veces el espesor de la parte ms fina pero mayor o igual que 25 mm. 2.4.4.2. Soldadura de Filete Longitudinal La soldadura de filete longitudinal en juntas solapadas correspondientes a extremos de la unin perteneciente a barras o elementos estructurales planos deber tener un largo para cada filete mayor o igual que la distancia perpendicular entre ellos (W), tal como se indica en la Figura 2.7. La distancia W entre filetes o ancho del elemento estructural unido deber ser menor o igual que 16 veces el espesor de la parte ms fina a ser unida, tal como tambin se indica en la Figura 2.7 2.4.4.3. Terminaciones en las Soldaduras de Filete Las terminaciones en soldaduras de filete podrn extenderse hacia los extremos o lados de los elementos estructurales unidos. Tambin podrn ser terminadas en el lmite o tener
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
17
retornos de extremo o entrantes considerando limitaciones especficas para los siguientes casos: (1) Juntas solapadas, donde una de las partes se prolonga fuera de los lmites del otro elemento estructural sometido a tensiones de traccin, las soldaduras de filete debern ser terminadas a una distancia mayor o igual que el tamao nominal o cateto de la soldadura desde el comienzo de la extensin, tal como se indica en la Figura 2.8 (2) Uniones flexibles, los retornos de extremo o entrantes debern tener un tamao mayor o igual que dos veces el tamao nominal o cateto terico de la soldadura (Ct) pero menor o igual que 4 veces Ct, tal como se indica en la Figura 2.9. (3) Rigidizadores transversales, unidos por soldadura de filete a las almas de vigas armadas, debern comenzar o terminar a una distancia mayor o igual que cuatro veces el espesor del alma (pero menor que seis veces dicho espesor) desde el extremo o punta, sobre el alma, de la soldadura entre el alma y ala de la viga. (4) Lados opuestos de un plano en comn, la soldadura de filete de estos deber ser terminada en la esquina comn a ambas soldaduras, tal como se indica en la Figura 2.10. (5) Soldadura de filete alrededor de orificios circulares o rectangulares, este tipo de unin puede ser aplicada como junta de solape apta para solicitaciones de corte, evitar pandeo o evitar separacin de partes solapadas. El espaciado y las dimensiones mnimas de los orificios estarn de acuerdo con 2.4.1.4. Este tipo de soldadura de filete no debe ser considerada como soldadura de tapn (botn) o de ranura (ojal o muesca). (6) Soldadura de filete intermitente o discontinua, puede ser aplicada para transferir tensiones entre los elementos estructurales unidos. 2.4.5. Configuraciones y Detalles en el Diseo de Uniones con Soldaduras de Tapn (Botn) o de Ranura(Ojal o Muesca)
2.4.5.1. Distancia Mnima entre Soldaduras Para uniones tipo botn la mnima distancia entre centros deber ser 4 veces el dimetro del agujero. Para uniones tipo ranura la mnima distancia entre centros, en la direccin del eje transversal, deber ser 4 veces el ancho de la ranura. Para la direccin del eje longitudinal deber ser 2 veces el largo de la ranura. 2.4.5.1. Limitaciones Las uniones soldadas de botn o ranura no deben ser aplicadas en aceros estructurales templados y revenidos o con un lmite de fluencia mayor que 490 MPa. 2.4.6. Chapas de Relleno para Empalmes
Reglamento CIRSOC 304
Cap. 2
18
Este tipo de chapas pueden utilizarse para ajustar empalmes de elementos estructurales y podrn ser diseadas para transmitir los esfuerzos aplicados en dichos elementos. Tanto las chapas de relleno para empalmes como sus soldaduras debern cumplir con los siguientes lineamientos: 2.4.6.1. Chapas de Relleno con Espesor Delgado Chapas de relleno con espesor menor que 6 mm no debern ser utilizadas para transmitir esfuerzos. En consecuencia cuando el espesor de la chapa de relleno es menor que 6 mm o cuando es mayor que 6 mm, pero no apta par transmitir esfuerzos entre las partes conectadas, sus bordes sern terminados al ras con los correspondientes a la chapa de empalme y el tamao total de la soldadura ser el tamao requerido para soportar los esfuerzos en la chapa de empalme ms el espesor de la chapa de relleno, tal como se indica en la Figura 2.11 2.4.6.2. Chapas de Relleno con Espesor Grueso Cuando el espesor de la chapa de relleno es mayor que 6 mm y adecuada para transmitir esfuerzos entre las partes conectadas, la misma se prolongar con un largo mayor que la chapa o material base de empalme. Las soldaduras entre la chapa de relleno y la de empalme debern garantizar una adecuada transmisin de esfuerzos sobre la chapa de relleno y la seccin de la chapa de relleno deber resistir la carga aplicada correspondiente. Las soldaduras entre la chapa de relleno y la chapa o material base a ser conectado o empalmado debern garantizar una adecuada transmisin de la carga aplicada, tal como se indica en la Figura 2.12 2.5. REQUERIMIENTOS ESPECFICOS PARA UNIONES NO TUBULARES CARGADAS CCLICAMENTE.
2.5.1. Alcance La parte 2.5 se aplica solamente a componentes no tubulares y uniones sujetas a cargas cclicas de una frecuencia y magnitud suficiente para iniciar fisuras que lleven al modo de falla por fatiga. La parte 2.5 provee un mtodo para evaluar los efectos de las fluctuaciones repetidas de tensin sobre elementos estructurales no tubulares soldados que debe ser aplicado para minimizar la posibilidad de falla por fatiga. 2.5.2. Otras Previsiones. Las previsiones de las partes 2.2, 2.3 y 2.4 sern aplicables al diseo de los miembros y uniones sujetas a los requisitos de la parte 2.5. 2.5.3. Responsabilidad del Ingeniero. El ingeniero proveer los detalles completos, incluyendo tamao de soldadura, especificar la vida til de diseo y el mximo de los momentos, esfuerzos de corte y las reacciones para las uniones en los documentos de contrato.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
19
2.5.4. Limitaciones. 2.5.4.1. Umbral de Tensiones. Ninguna evaluacin de la resistencia a la fatiga ser requerida si el rango de tensin es menor que el umbral, FTH, tal como se indica en la Tabla 2.4.. 2.5.4.2. Fatiga de Bajo Nmero de Ciclos. Las previsiones de la parte 2.5 no son aplicables a casos de bajo nmero de ciclos que producen tensiones en el rango elasto-plstico. 2.5.4.3. Proteccin Contra la Corrosin. La resistencia a la fatiga descripta en la parte 2.5 es aplicable a estructuras con proteccin contra la corrosin apropiada, o sujetas solamente a ambientes suavemente corrosivos como las condiciones atmosfricas normales. 2.5.4.4. Miembros Redundantes y No Redundantes. Este cdigo no reconoce una diferencia entre miembros redundantes y no redundantes. 2.5.5. Clculo de Tensiones. 2.5.5.1. Anlisis Elstico. Las tensiones calculadas y rangos de tensin deben ser nominales, basados en el anlisis de tensin lineal elstico. Los esfuerzos no necesitan ser amplificados por los factores de concentracin de tensin para las discontinuidades geomtricas locales. 2.5.5.2. Esfuerzo Axial y de Flexin. En el caso de la tensin axial combinada con flexin, la tensin combinada mxima ser la correspondiente a los casos de carga aplicados simultneamente. 2.5.5.3. Secciones Simtricas. Para los componentes con secciones transversales simtricas, las uniones soldadas deben realizarse en forma simtrica respecto al eje del miembro, o debern hacerse consideraciones adecuadas para distribuciones asimtricas de esfuerzos. 2.5.5.4. Componentes en ngulo. Para componentes en ngulo cuyas cargas son aplicadas en forma axial, el centro de gravedad de las uniones soldadas debe estar entre la lnea del centro de gravedad de la seccin transversal del ngulo y la lnea de centro del cateto unido. Si el centro de
Reglamento CIRSOC 304
Cap. 2
20
gravedad de la soldadura de conexin est fuera de esta zona, los esfuerzos totales, incluyendo los debidos a la excentricidad respecto al centro de gravedad del ngulo, no deben exceder aquellos permitidos por este cdigo. 2.5.6. Tensiones Admisibles y Rangos de Tensin. 2.5.6.1. Tensiones Admisibles. Las tensiones calculadas en las soldaduras no superarn las tensiones admisibles especificadas en la Tabla 2.3 o en los Reglamentos CIRSOC 301 y 302. 2.5.6.2. Rangos de Tensin Admisibles. El rango de tensin se define como la magnitud de la fluctuacin en la tensin que resulta de la aplicacin y retiro repetidos de la carga. En el caso de traccin compresin cclica, el rango de tensin ser calculada como la suma algebraica de las tensiones de traccin mxima y de compresin mnima, o la suma de las mximas tensiones de corte en sentidos opuestos, para una condicin en particular correspondiente a una determinada forma del ciclo de aplicacin de la carga dinmica. El rango calculado de tensin no exceder el mximo calculado por las Ecuaciones (1) a (4), si resultan aplicables. La Figura 2.13 representa grficamente las ecuaciones (1) a (4) para categoras, A, B, B, C, D, E, E, y F. Para categoras A, B, B', C, D, E, y E', el rango de tensin no superar FSR determinado por la Ecuacin (1).0 , 333
FSR
C f .329 = N
FTH
(1)
siendo: FSR rango de tensin admisible, [MPa] Cf coeficiente de fatiga de la Tabla 2.4 para todas categoras excepto categora F N nmero de ciclos para la condicin de diseo prefijada FTH umbral del rango de tensin de fatiga, es decir el mximo rango de tensin para la vida ilimitada, [MPa] Para categora F de tensin, el rango de tensin no superar FSR determinado por la Ecuacin (2). C .11 x10 4 f = N FTH
FSR
0 ,167
(2)
Siendo: Cf constante de fatiga de la Tabla 2.4 para la categora F
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
21
Para elementos de placa o planos cargados bajo tensin en uniones cruciforme, en T y en esquina, con soldaduras JPC, JPP, soldaduras de filete o combinaciones de estas, transversales a la direccin de la tensin, el rango de tensin mximo sobre la seccin transversal del elemento de placa ser determinado segn (a), (b), o (c) tal como se indica a continuacin: (a) Para la seccin transversal de un elemento de placa o plano el rango de tensin mximo sobre el metal base en la seccin transversal, sobre el borde o extremo de la soldadura (considerado como potencial punto de iniciacin de la fisura), ser menor o igual que FSR determinado por la siguiente Ecuacin (3) de la categora de tensin C: 14,4 x1011 0,333 = 68,9MPa N
FSR
(3)
(b) para uniones de elementos estructurales de placa o planos bajo tensin con soldaduras de JPP transversales, con o sin refuerzo y contorneado de filete, el rango de tensin mximo sobre la seccin transversal de metal base en el borde o extremo de la soldadura (considerando punto de iniciacin de fisura a la raz de la soldadura), ser menor o igual que FSR determinado por la Ecuacin (4).11 0 , 333 R 14,4 x10 = JPP N
FSR
(4)
Siendo: RJPP factor de reduccin para uniones con JPP reforzadas o no reforzadas 2a W 1,12 1,01 + 1,24 t t p p 1,0 R JPP = 0 ,167 tp 2a tamao de la ranura o cara de raz no soldada en direccin al espesor del elemento estructural [mm] tp espesor del elemento estructural [mm] W tamao del filete de refuerzo o de contorno, en direccin al espesor de la placa bajo tensin [mm] (c) Para uniones de elementos estructurales de placa o planos usando dos (un par) soldaduras de filete, el rango de tensin mximo sobre la seccin transversal del metal base en el borde de la soldadura (considerando como punto de iniciacin a la raz de la soldadura) debido a no superar FSR determinado por la Ecuacin (5). Adicionalmente, el rango de tensin de corte sobre la garganta de la soldadura no superar FSR segn Formula (2) para Categora F.
Reglamento CIRSOC 304
Cap. 2
22
FSR
11 0 , 333 R 14,4 x10 = FIL N
(5)
Siendo: RFIL factor de reduccin para juntas donde slo se usa un par de soldaduras de filete transversal W 0,10 + 1,24 t p = 0 ,167 tp 1,0
R FIL
2.5.7. Transiciones en Espesor y Ancho 2.5.7.1. Transiciones de Espesor en Uniones Soldadas a Tope. Las juntas a tope entre partes con espesores desiguales y que estn sometidas a tensin cclica tendrn transiciones suaves entre superficies de compensacin con pendientes no mayores a 1/ 2,5 respecto de la superficie de cualquiera de las partes. La transicin puede ser realizada inclinando las superficies de soldadura, mecanizando la pendiente sobre la parte ms gruesa, o por una combinacin de los dos mtodos (ver la Figura 2.5) 2.5.7.2. Transiciones de Ancho en Uniones Soldadas a Tope. Las juntas a tope entre partes de ancho desigual sujeta a la tensin cclica tendrn una transicin suave entre los contornos de compensacin con pendiente no mayor a 1/ 2,5 respecto del borde de cualquiera de las partes o debern tener una transicin con un radio de acuerdo mnimo de 600 mm. Dicho radio deber ser tangente a la lnea de borde de la parte ms fina a unir, en el centro de la lnea de unin a tope (ver Figura 2.14). Un incremento del rango de tensin puede ser usado en aceros que tienen una tensin de fluencia mayor a 620 MPa con los detalles de radio incorporados. 2.5.8. Respaldo. 2.5.8.1. Soldaduras con Respaldo. Los requerimientos para soldaduras con respaldo, si el respaldo ser quitado o dejado en su lugar (permanente), sern determinados como se describe en 2.5.8.2, 2.5.8.3, 2.5.8.4, y las categoras de rango de tensin correspondern a la Tabla 2.4. Se establecer la categora de tensin de fatiga en relacin con la configuracin geomtrica correspondiente. Se determinar en la ubicacin requerida la categora de fatiga y el detalle de soldadura a ser usado. Deber tenerse en cuenta si las soldaduras de punteado estarn dentro de la junta o fuera de la misma y si el respaldo quedar fijo o ser removido para establecer la categora de rango de tensin.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
23
2.5.8.2. Uniones Soldadas JPC en T y en Esquina Hechas de un Solo Lado. Las soldaduras para la fijacin del respaldo pueden ser hechas dentro o fuera de la junta. La raz o el lado del respaldo para juntas sometidas a cargas de traccin cclica (fatiga) en direccin transversal debe ser removido, pero deber contemplarse que el acabado superficial de la raz sea consistente con el de la cara de la junta soldada. Cualquier discontinuidad inaceptable verificada luego del retiro del respaldo ser reparada siguiendo las directivas de este Reglamento. 2.5.8.3. Uniones a Tope con JPC. Las soldaduras para la fijacin del respaldo pueden ser hechas dentro o fuera de la junta salvo restricciones impuestas por la descripcin de la categora de tensin. Las soldaduras de punteado ubicadas fuera de la junta se aplicarn a una distancia mnima de 12 mm respecto del borde de la junta. El respaldo podr quedar fijo o ser removido salvo restricciones impuestas por la descripcin de la categora de tensin usada en el diseo. 2.5.8.4. Uniones Soldadas con Juntas Longitudinales y en Esquina. Cuando se utilice respaldo, el mismo se aplicar en forma continua a todo el largo de la junta. Las soldaduras para la fijacin del respaldo pueden ser hechas dentro o fuera de la junta. 2.5.9. Soldaduras de Contorno en Juntas de Esquina y en T. En uniones soldadas con juntas transversales de esquina y en T, sometidas a tensiones de traccin o tensiones debidas a flexin, deber aplicarse en esquinas entrantes una soldadura de contorno con filete de una sola pasada y cateto no menor que 6 mm. 2.5.10. Bordes Cortados con Procesos a la Llama. Los bordes cortados con procesos de llama no necesitan ser analizados siempre que cubran las previsiones de 5.15.4.3 en el Cap. 5 de este Reglamento. 2.5.11. Uniones Soldadas a Tope Bajo Cargas Transversales. Para juntas transversalmente cargadas, extensiones de las uniones soldadas pueden usarse para obtener la terminacin de la soldadura fuera de los lmites de la misma. Dichas extensiones deben ser removidas y la soldadura deber ser terminada al ras con el borde del elemento estructural. 2.5.12. Terminacin de las Soldaduras de Filete. Adems de los requisitos de 2.4.4.3 se aplicarn las siguientes terminaciones de soldadura en condiciones de cargas cclicas (fatiga). Para conexiones de elementos estructurales de importancia sometidos a carga cclica de frecuencia y magnitud que pueda provocar la iniciacin de falla progresiva en un punto de mxima tensin en el final o extremo de la soldadura, se aplicarn soldaduras de filete a modo de retomas o entrantes alrededor del
Reglamento CIRSOC 304
Cap. 2
24
extremo o final a una distancia no menor que dos veces el tamao nominal o cateto de la soldadura. 2.5.13. Juntas y Soldaduras No Permitidas. 2.5.13.1. Uniones Soldadas con Juntas de Acceso por un solo Lado. No estn permitidas las juntas hechas de un lado solamente sin la aplicacin de respaldo metlico en acero o hechas con respaldo de otro tipo de material cuya EPS no ha sido calificado de conformidad con este Reglamento. Quedarn exceptuadas las juntas soldadas de un solo lado aplicables a: (1) Miembros o elementos estructurales secundarios o no sometidos a estado de carga (2) Juntas de esquina paralelas a la direccin de la tensin calculada entre componentes de elementos estructurales armados o construidos. 2.5.13.2. Juntas Soldadas a Tope en Posicin Plana. Para uniones soldadas a tope en posicin plana debern utilizarse, cuando sea practicable, juntas V o U. 2.5.13.3. Soldaduras de Filete Menores que 5 mm. Las soldaduras de filete menores que 5 mm no estn permitidas. 2.5.13.4. Uniones Soldadas JPC en T y Esquina con Respaldo Permanente. Las uniones soldadas JPC en T y en esquina con respaldo permanente, sujetas a tensiones de traccin cclicas, estn prohibidas. 2.6. REQUERIMIENTOS ESPECFICOS PARA UNIONES TUBULARES CARGADAS ESTTICA Y CCLICAMENTE
2.6.1. Alcance
La seccin 2.6 se aplica solamente a componentes estructurales tubulares, y ser utilizada conjuntamente con los requisitos aplicables segn la seccin 2.3. Todas las indicaciones de la seccin 2.6 son aplicables a acciones de cargas estticas y cclicas, con la excepcin de las previsiones para fatiga de 2.6.3.6 que son nicamente para las aplicaciones cclicas. 2.6.2. Excentricidad. Los momentos causados por la desviacin importante de uniones concntricas sern estipulados en el anlisis y el diseo, Figura 2.16 (H) para una ilustracin de una unin excntrica.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
25
2.6.3. Tensiones Admisibles 2.6.3.1. Tensiones en el Metal Base. Estas previsiones pueden ser usadas en conjunto con cualquier especificacin de diseo aplicable tanto que utilice el criterio de tensin admisible (DTA o ASD) como el de factores de resistencia (DFR o LRFD). Teniendo en consideracin la especificacin de diseo aplicable se efectuarn las consideraciones para el diseo de uniones tubulares descriptos en 2.6.3.5, 2.6.3.6, y 2.6.3.7. Las tensiones en el metal base sern las especificadas en las especificaciones de diseo aplicables, con las siguientes limitaciones: 2.6.3.2. Limitaciones en Tubos de Secciones Circulares y Rectangulares. Las limitaciones en la relacin dimetro/espesor para secciones circulares, y la mayor proporcin de ancho/espesor en secciones rectangulares, ms all de que se consideren efectos de pandeo local u otros modos de falla locales, debern estar de acuerdo con el Reglamento CIRSOC 302. 2.6.3.3. Tensiones de Soldadura. Las tensiones admisibles en soldaduras no excedern lo indicado en la Tabla 2.5, excepto las modificaciones de 2.6.3.5, 2.6.3.6, y 2.6.7. 2.6.3.4.Tensiones de Fibra. Las tensiones de fibra debido a flexin no excedern los valores descriptos para traccin y compresin, a menos que los elementos estructurales sean secciones compactas (capaz desarrollar el momento plstico total) y ninguna soldadura transversal ser calculada para desarrollar totalmente la resistencia de las secciones unidas. 2.6.3.5. Diseo por Factor de Resistencia (DFR o LRFD). El factor de resistencia () puede ser usado de acuerdo al siguiente formato:.Pu = ( LFxCarga )
o
.Mu = ( LFxCarga )
(6) y (7)
Siendo: Pu la carga ltima, Mu el momento ltimo y LF es el factor de carga definido para el diseo por factor de resistencia (DFR o LRFD) aplicado en el Reglamento CIRSOC 302. 2.6.3.6. Fatiga en Uniones Tubulares 2.6.3.6.1. Rangos de Tensiones y Tipos de Miembros. En el diseo de miembros y uniones tubulares sujetas a tensiones de fatiga, la consideracin ser dada por el nmero de ciclos, el rango esperado de tensin as como el tipo y ubicacin del miembro o detalle estructural. 2.6.3.6.2. Categoras de Tensin de Fatiga.
Reglamento CIRSOC 304
Cap. 2
26
El tipo y la ubicacin del material o miembro estructural sern categorizados como se muestra en la Tabla 2.6. 2.6.3.6.3. Limitacin Bsica de la Tensin Admisible. Donde la especificacin de diseo aplicable tiene un requisito de fatiga, la tensin mxima no exceder la tensin admisible bsica calculada por la metodologa utilizada de acuerdo al presente Reglamento as como el rango de tensin para un nmero en particular de ciclos no exceder los valores dados en la Figura 2.15. 2.6.3.6.4. Dao Acumulativo. Donde el espectro o la condicin de fatiga involucra rangos de tensiones de amplitud y frecuencia variables, la proporcin de dao acumulativo, D, para la sumatoria de todas las aplicaciones de carga no exceder la unidad, tal como se indica en la siguiente expresin:
D=
n N
(8)
Siendo: n nmero de ciclos aplicados en un dado rango de tensiones. N nmero de ciclos para alcanzar el rango de tensin admisible dada en la Figura 2.15. 2.6.3.6.5. Miembros Crticos. Para miembros crticos cuyo modo de falla nico sera catastrfico, D ser limitado al valor de 1/3 (ver 2.6.3.6.4) 2.6.3.6.6. Mejoramiento del Comportamiento en Fatiga. Con el propsito de mejorar el comportamiento en fatiga y se lo especifica en los documentos de contrato, el siguiente procedimiento puede ser utilizado para soldaduras tubulares en K, Y, o T: (1) Una capa o pasada de terminacin puede ser aplicada con el propsito de que la superficie soldada presente una terminacin o acuerdo suave con el metal base contiguo, y se aproxime al perfil mostrado en la Figura 3.10 del Cap. 3 de este Reglamento. Se recomienda que las eventuales muescas en el perfil de soldadura no tendrn una profundidad mayor que 1 mm. (2) La superficie de soldadura puede ser amolada a fin de aproximarla al perfil mostrado en la Figura 3.10. Las marcas por amolado sern transversales al eje de soldadura. (3) El borde o extremo del cordn de soldadura puede ser martillado con una herramienta o dispositivo de punta redondeada para producir una deformacin plstica local que suavice la transicin entre soldadura y metal base mientras produce tensiones residuales de compresin. Tal procedimiento ser hecho despus de la inspeccin
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
27
visual y al martillado le seguir un ensayo de partculas magnticas(PM). Deber ser considerada la posibilidad de degradacin de la tenacidad la fractura o la sensibilidad a la entalla, en nivel local, debido al procedimiento de martillado. Para calificar las categoras de fatiga X1 y K1, en las soldaduras representativas (todas las soldaduras para estructuras no redundantes o donde el procedimiento indicado arriba ha sido aplicado) se aplicar PM para discontinuidades superficiales y subsuperficiales. Cualquier indicacin que no pueda ser resuelta por un amolado suave ser reparada en conformidad con 5.26.1.4 del Cap. 5 de este Reglamento. 2.6.3.6.7. Efectos de Tamao y Perfil. La aplicabilidad de soldaduras para las categoras de fatiga listadas abajo es limitada a los siguientes tamaos de soldadura o espesores de metal base: C1 C2 D E ET F FT 50 mm elemento estructural ms delgado en la transicin 25 mm accesorio adosado 25 mm accesorio adosado 25 mm accesorio adosado 38 mm ramal 18 mm tamao de la soldadura 25 mm tamao de la soldadura
Para aplicaciones que sobrepasen estos lmites, la consideracin debe tender a reducir las tensiones admisibles o mejorar el perfil de soldadura. Para uniones K, T e Y dos niveles de prestaciones o categoras de fatiga son asignados por la Tabla 2.7. El responsable del diseo definir cundo el Nivel I es aplicable, a falta de dicha definicin o para aplicaciones donde la fatiga no es una consideracin, el Nivel II ser el estndar mnimo aceptable. 2.6.4. Identificacin
Los miembros en estructuras tubulares sern identificados como se muestra en la Figura 2.14. 2.6.5. Diseo de Soldadura 2.6.5.1. Soldaduras de Filete 2.6.5.1.1. rea Efectiva. El rea efectiva se determina de conformidad con 2.3.2.8 y con lo siguiente: el largo efectivo de soldaduras de filete en uniones K, Y o T estar calculada de acuerdo con 2.6.5.4 o 2.6.5.5, usando el radio o dimensiones de cara del elemento estructural ramal o montante medido sobre la lnea central de la soldadura. 2.6.5.1.2. Limitacin Beta para los Detalles Precalificados.
Reglamento CIRSOC 304
Cap. 2
28
Los detalles para soldaduras de filete con EPS precalificada en uniones tubulares T, K e Y son descriptas en la Figura 3.2 del Cap. 3 de este Reglamento. Estos detalles estn limitados a < 1/3 para conexiones circulares y < 0,8 para secciones rectangulares. Estn tambin sujetos a las limitaciones de 3.9.2 del Cap. 3. Para una seccin rectangular con radios de esquina grandes, un lmite ms pequeo sobre puede ser requerido para conservar el elemento estructural ramal y la soldadura sobre el plano de la cara. 2.6.5.1.3. Juntas Solapadas o Yuxtapuestas. Las juntas solapadas de conexiones tubulares telescpicas en los que la carga es transferida a travs de la soldadura pueden ser unidas con soldadura de filete simple de conformidad con la Figura 2.17. 2.6.5.2. Soldaduras de Junta. El rea efectiva se calcula de conformidad con 2.3.1.4 y lo siguiente: el largo efectivo de soldadura de junta en uniones estructurales tipo K, Y o T, ser calculado de conformidad con 2.6.5.4 o 2.6.5.5, usando el radio medido rm o dimensiones de la cara del elemento estructural ramal. 2.6.5.2.1. Detalles de Uniones Soldadas con JPP Precalificadas. Uniones soldadas con JPP precalificadas tubulares del tipo T, Y o K se ajustarn a la Figura 3.5 correspondiente al Cap.3 de este Reglamento. El ingeniero usar dicha figura en conjunto con la Tabla 2.8 para calcular el mnimo tamao de soldadura para determinar la mxima tensin en la misma, excepto donde tales clculos no son hechos por 2.6.6.1.3 (2). La dimensin de prdida Z ser deducida de la distancia del punto de trabajo(W.P) para la cara de soldadura terica buscando el mnimo tamao de soldadura. 2.6.5.2.2. Detalles de Uniones Soldadas con JPC Precalificadas desde un Solo Lado sin Respaldo en Conexiones Tipo T, K e Y. Detalles de las opciones de diseo se indican en 3.13.4 correspondiente al Cap.3 de este Reglamento. Si se requiere la mejora del comportamiento de fatiga, los detalles se seleccionan sobre la base de los requerimientos de perfil de 2.6.3 y la Tabla 2.7. 2.6.5.3. Tensiones en las Soldaduras. Cuando se requieren clculos de tensin admisible en las soldaduras para secciones circulares, la tensin nominal en la soldadura que unir un elemento estructural ramal en T, K o Y ser calculada como:
fw =
tb tw
fa Ka
rm r w
f b rm 2 + K r 2 b w
(9)
Siendo:
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
29
tb espesor del elemento estructural ramal tw garganta efectiva de la soldadura fa y fb tensiones nominales axiales y de flexin en el elemento ramal Para rm y rw, ver la Figura 2.18 Ka y Kb son largo efectivo y factores de seccin dados en 2.6.5.4 y 2.6.5.5 En el diseo por factores de carga y resistencia (DFR o LRFD) se aplicar lo especificado en el Reglamento CIRSOC 302 o la siguiente expresin para el clculo de capacidad de carga o resistencia de diseo (Pu) del elemento estructural ramal cargado axialmente, en secciones tanto circulares como rectangulares: Pu = Qw lw (10)
Siendo: Qw capacidad de carga por unidad de longitud o carga unitaria de la soldadura [N/mm] lw largo efectivo de soldadura [mm]. Para soldaduras de filete: Qw = 0,6 tw FEXX Con = 0,65 Siendo: FEXX mnima resistencia a la traccin del metal de aporte. 2.6.5.4. Largos de Uniones Circulares. El largo de soldaduras y de interseccin en uniones K, T e Y, ser determinado como: 2rKa, siendo: r el radio efectivo de la interseccin (ver 2.6.5.2, 2.6.5.1.1, y 2.6.6.1.3. (4)). (11)
Ka = x + y + 3 x 2 + y2 1 x= (2 sen )1 3 2 y= 3 2 2
(
)
(12) (13) (14)
Siendo: el ngulo agudo entre los dos ejes de los elementos estructurales cociente de dimetros, ramal / principal
Reglamento CIRSOC 304
Cap. 2
30
Nota: las siguientes ecuaciones pueden ser utilizadas como aproximacin conservadora:1 sen Para carga axial Ka = 2 1 3+ sen Para flexin plana Kb = 4.sen 3 1+ sen Para flexin compuesta Kb = 4 1+ 2.6.5.5. Largos en Uniones Tubulares de Seccin Rectangular 2.6.5.5.1. Uniones K y N. El largo efectivo de soldaduras de elementos estructurales ramales K y N con separacin, secciones planas rectangulares, sujetas a carga axial predominantemente esttica, sern consideradas, ver la Figura 2.16(B) para nomenclatura, como: 2ax + 2b 2ax + b para 50 para 60 (18)
(15)
(16)
(17)
Siendo: ax largo del lado de la soldadura en una unin tubular(Figura 2.16 B) b tamao del lado en el tubo de seccin cuadrada considerado el elemento estructural ramal (Figura 2.16 B y 2.16 M) Por lo tanto, para 50 el taln, la punta y lados del elemento estructural ramal pueden ser considerados, completamente, en el largo efectivo. Para 60, el taln no se considera en el largo efectivo debido a la distribucin despareja de la carga. Para 50 < < 60 se deber interpolar. 2.6.5.5.2. Uniones T, X e Y El largo efectivo de soldaduras de elementos estructurales ramal en T, Y o X planos y de secciones rectangulares, sujetas a carga axial predominantemente esttica, ser considerado como: para 50 2ax + b para 60 2ax Para 50 < < 60 interpolar. 2.6.6. Limitaciones de la Resistencia de Uniones Soldadas 2.6.6.1. Uniones de Seccin Circular en Y, T o K (ver 2.6.8.1.1)
(19)
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
31
2.6.6.1.1. Falla local. Cuando una unin Y, T o K, es realizada de manera tal que los elementos estructurales ramales son soldados en forma individual al elemento estructural principal, las tensiones locales en una superficie de falla potencial a travs de la pared del miembro principal pueden limitar la resistencia utilizable de la unin soldada. La tensin de corte en la que tal falla ocurre no depende solamente de la resistencia del elemento estructural principal sino tambin de la geometra de la unin. Tales uniones sern calculadas o dimensionadas de acuerdo a: (1) El corte por punzonado o (2) clculos de carga ltima. El corte por punzonado es un criterio de diseo convencional por tensin admisible(DTA o ASD)que incluye el factor de seguridad. En el clculo por carga ltima se aplicar el diseo por factores de carga y resistencia (DFR o LRFD), con el factor de resistencia incluido por el diseador, ver 2.6.3.5 y en un todo de acuerdo con el Reglamento CIRSOC 302. (1) Corte por punzonado: La tensin de corte actuante sobre la superficie potencial de falla (ver la Figura 2.19) no exceder la tensin de corte admisible por punzonado. La tensin de corte actuante por punzonado se expresa como: Vp actuante = fn sin La tensin de corte admisible por punzonado se expresa como: Vp adm = Qq . Qf . Fy / (0.6 ) (21) (20)
La Vp adm tambin puede quedar definida por un valor establecido en la especificacin de diseo aplicable (por ej. 0.4 Fy). Los trminos usados en las ecuaciones precedentes son definidos de la siguiente manera: , , , y los otros parmetros de geometra de la unin son definidos en la Figura 2.16 (M). fn, es la tensin nominal axial (fa) o de flexin (fb) en el elemento estructural ramal. Fy, es la tensin de fluencia mnima especificada para el acero del elemento estructural principal, pero menor o igual que 2/3 de la resistencia a la traccin del mismo. Qq , trmino modificador de geometra y Qf , trmino de interaccin de tensin, cuyos valores son obtenidos de la Tabla 2.9. Para flexin alrededor de dos ejes (por ej. y, z), la tensin efectiva resultante de la flexin en secciones rectangulares y circulares pueden ser calculada como:f b = f by + f bz2 2
(22)
Para tensiones combinadas axiales y de flexin, deber verificar la siguiente relacin:
Reglamento CIRSOC 304
Cap. 2
32
Vp,actuante Vp,actuante + 1.0 Vp,admisible axial Vp,admisible flexin
1,75
(23)
(2) Clculo por factor de carga (ver 2.6.3.5): El clculo se efectuara de acuerdo con lo indicado en el Reglamento CIRSOC 302 La carga en el elemento estructural ramal que produce el colapso plstico en la pared del elemento estructural principal est dada por: Carga axial Pu sen Momento de flector Mu sen (24) (25)
El estado lmite para combinaciones de carga axial P y momento flector M estn dados por:
P Pu
1,75
M + 1,0 Mu
(26)
2.6.6.1.2. Colapso General. La resistencia y estabilidad de un elemento estructural principal en una unin tubular, con aplicacin de cualquier tipo de refuerzo, sern evaluadas de conformidad con el Reglamento CIRSOC 302 o la especificacin de diseo aplicable. El colapso general es particularmente grave en las uniones en cruz (X) y uniones sujetas a cargas cruzadas, Figura 2.16 (G) y (J).Tales uniones pueden ser reforzadas incrementando el espesor del elemento estructural principal, o por el uso de diafragmas, anillos, o cuellos de refuerzo. (1) Para conexiones en cruz circulares no reforzadas, la carga admisible mxima transversal, debida a una carga axial de compresin, P, en un elemento ramal se calcular con la siguiente relacin para el diseo convencional (DTA o ASD):P.sen = tc 2 .Fy.(1,9 + 7,2 ).Q Q f
(27)
Qf debe ser calculado con U2 expresado como (Pc / A Fy) 2 + (Mc / S Fy) 2, dnde Pc y Mc son factores de carga y de momento, A es el rea y S es mdulo de la seccin. (2) Para uniones en cruz circulares reforzadas por un niple o manguito de unin, habiendo incrementado el espesor tc y el largo del manguito, L, la carga axial admisible, P, del elemento ramal puede ser aplicada como: P = P(1) + [P(2 ) P(1) ].
L 2,5D
Para L 280 MPa. 2.6.6.2. Uniones de Seccin Rectangular T, K e Y El diseo de este tipo de uniones se efectuara de acuerdo con lo especificado en el Reglamento CIRSOC 302. Los criterios de diseo descriptos en este punto son indicativos y corresponden al mtodo de factores de carga y resistencia (DFR o LRFD), sin inclusin de factor de seguridad, en
Reglamento CIRSOC 304
Cap. 2
36
virtud que stos se encuentran incluidos en el mtodo DFR Para el mtodo de clculo por tensin admisible (DTA o ASD), el lmite admisible para el diseo considerar un factor de seguridad de 1,44/. La eleccin de cargas y factores de carga ser de conformidad con el Reglamento CIRSOC 302, para los alcances del mismo, o la especificacin de diseo adoptada en otros casos (ver 2.4.1 y 2.6.3). Las uniones sern evaluadas en relacin con alguno de los modos de falla descritos ms abajo. Estos criterios corresponden a uniones entre secciones rectangulares de espesor de pared uniforme, en configuraciones planas donde los elementos estructurales ramales estn principalmente cargados en direccin axial. Si se trata de secciones compactas, material base dctil y resistencia de la soldadura compatible, entonces la flexin en los miembros secundarios del ramal podra no ser considerada. La flexin en el elemento estructural ramal debido a las cargas aplicadas, no puede ser ignorada y deber tenerse en cuenta en el diseo (ver 2.6.6.2.5). Los criterios en esta seccin estn sujetos a las limitaciones mostradas en la Figura 2.21. 2.6.6.2.1. Falla Local. La carga axial de un elemento estructural ramal, Pu, para el cual ocurre la falla plstica en el elemento principal est dada por: 2 Pu sen = Fyo tc 2 + 1 Q (1 ) f 4 (31)
Para uniones cruz, , T e Y, con 0,25 < < 0,85 y = 1,0. Tambin, Pu sen = Fyo tc2 [9,8 eff Para = 0,9 ] Qf
(32)
Para uniones K y N con separacin: eff > 0,1 +Siendo: Fyo tensin de fluencia mnima especificada del elemento estructural principal, tc espesor de la pared del elemento principal = D / 2tc D ancho de seccin del elemento estructural principal , , , y parmetros de topologa o caractersticos de la unin, como se definen en la Figura 2.16 (M) eff es el equivalente definido ms abajo Qf = 1,3 0,4 U / (Qf < 1,0); se utiliza Qf = 1,0 (para elemento estructural principal bajo traccin) siendo U la proporcin de utilizacin del elemento principal. 50 y g/D = > 0,5 (1-) (33)
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 2
37
U=
fa f + b Fyo Fyo
(34) (35)
eff = (b compresin ramal + a compresin ramal + b traccin ramal + a traccin ramal )/4D
Estas cargas tambin estn sujetas al lmite de resistencia al corte del material del elemento estructural principal: Pu sen = (Fyo /) tc D [2 + pee] Para uniones cruz, T e Y, con > 0,85, usando = 0,95 y Pu sen = (Fyo /) tc D [2 + pee + s] Para uniones con separacin tipo N y K con > 0,1 + / 50, usando = 0,95 Siendo: s (con separacin, s) = para uniones N o K con < 1,5 (1-) pee = eop para todas las otras uniones pee (punzonado exterior efectivo, pee) = 5 / pero no mayor que 2.6.6.2.2. Colapso General. La resistencia y estabilidad de un elemento estructural principal en una unin tubular, con cualquier refuerzo, sern consideradas de conformidad con el Reglamento CIRSOC 302 o la especificacin de diseo aplicable. (1) El colapso general es particularmente grave en las uniones en cruz y uniones sujetas a cargas de aplastamiento. Tales uniones pueden ser reforzadas incrementando el espesor del elemento estructural o por el uso de diafragmas o collares. Para uniones rectangulares no reforzadas, la carga final normal al elemento estructural principal (cuerda), debido a la carga axial P del ramal, deber estar limitada por: P sen = 2 tc Fyo (ax + 5 tc) Con = 1,0 para cargas de traccin y con = 0,8 para compresin. y:Pu sen = 47.t c H 4.t c EFyo (Q f )
(36)
(37)
(38)
(39)
Con = 0.8 para conexiones en cruz, en compresin Siendo: E = mdulo de elasticidad.
Reglamento CIRSOC 304
Cap. 2
38
o:2 Pu sen = 1,5.t c [1 + 3a x /H ] EFyo (Q f )
(40)
Con = 0,75 para todas las otras cargas de compresin de ramal. (2) Para uniones con separacin tipo K y N, deber verificarse corte en viga del elemento estructural principal para soportar cargas transversales a travs de la zona de separacin, incluyendo la interaccin con las fuerzas axiales en el miembro principal (cuerda). Esta verificacin no es requerida para U < 0,44 en uniones tubulares de secciones rectangulares de diferentes dimensiones que tengan + < H / D (H es la altura de la seccin del elemento estructural principal). 2.6.6.2.3. Distribucin Despareja de Carga (Ancho Efectivo). Debido a las diferencias en las flexibilidades relativas, del elemento estructural principal cargado normal a su superficie y del elemento ramal que lleva tensiones de membrana paralela







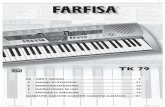
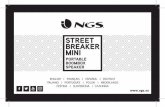
![CARACTERIZACIÓN ACÚSTICA DE LAS APROXIMANTES[ , ∂ , γ ] DEL ESPAÑOL EN HABLA ESPONTÁNEA](https://static.fdocument.org/doc/165x107/55cf85d6550346484b91d5ff/caracterizacion-acustica-de-las-aproximantes-del-espanol.jpg)







