ΤΟΡΝΕΥΣΗ (TURNING) - NTUAcourseware.mech.ntua.gr/ml26076/mathimata/TORNEFSI.pdf · ο...
20
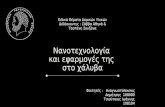
ΤΟΡΝΕΥΣΗ (TURNING) ΟΡΙΣΜΟΣ Είναι κατεργασία κοπής με κύρια κίνηση την περιστροφική κίνηση της ατράκτου, όπου προσδένεται κατάλληλα το ΤΕ, και δευτερεύουσα τη μεταφορική κίνηση της πρόωσης (κίνηση του ΚΕ), εκτελείται δε με ΚΕ καθορισμένης γεωμετρίας και απλής σημειακής επαφής. Σχηματική παράσταση της κατεργασίας και τυποποιημένη μορφή του ΚΕ τόρνευσης παρουσιάζονται στα Σχ. 1 και 2, αντίστοιχα. Σχήμα 1: Τόρνευση Σχήμα 2: Ορολογία κοπτικού εργαλείου τόρνευσης ΕΙ∆Η ΤΟΡΝΕΥΣΗΣ Α. Ανάλογα με τη διάταξη του άξονα τόρνευσης: • Οριζόντια (οριζόντιος άξονας) • Κατακόρυφη (κατακόρυφος άξονας). Β. Ανάλογα με τη θέση της κατεργαζόμενης επιφάνειας: • Εξωτερική • Εσωτερική. Γ. Ανάλογα με την αμοιβαία σχέση κύριας και δευτερεύουσας κίνησης: • ∆ιαμήκης τόρνευση, με κίνηση πρόωσης παράλληλη προς τον άξονα τόρνευσης, βλ. Σχ. 3. • Εγκάρσια τόρνευση, με κίνηση πρόωσης κάθετη προς τον άξονα τόρνευσης., η οποία διακρίνεται με τη σειρά της σε: • Μετωπική, βλ. Σχ. 4(α). • Ακτινική (τόρνευση αποκοπής και τόρνευση μορφής, βλ. Σχ. 4(β) και 4(γ)). • Κωνική τόρνευση, με την διεύθυνση της κίνησης πρόωσης να τέμνει τον άξονα τόρνευσης (Σχ. 5). ∆. Ειδικές τορνεύσεις (Σχ. 6): • Σπειροτόμηση (εξωτερική ή εσωτερική). • Τόρνευση με πολλά ΚΕ, είτε με διαιρούμενη πρόωση, είτε με διαιρούμενο βάθος κοπής. 1
Transcript of ΤΟΡΝΕΥΣΗ (TURNING) - NTUAcourseware.mech.ntua.gr/ml26076/mathimata/TORNEFSI.pdf · ο...

ΤΟΡΝΕΥΣΗ (TURNING) ΟΡΙΣΜΟΣ Είναι κατεργασία κοπής µε κύρια κίνηση την περιστροφική κίνηση της ατράκτου, όπου προσδένεται κατάλληλα το ΤΕ, και δευτερεύουσα τη µεταφορική κίνηση της πρόωσης (κίνηση του ΚΕ), εκτελείται δε µε ΚΕ καθορισµένης γεωµετρίας και απλής σηµειακής επαφής. Σχηµατική παράσταση της κατεργασίας και τυποποιηµένη µορφή του ΚΕ τόρνευσης παρουσιάζονται στα Σχ. 1 και 2, αντίστοιχα.
Σχήµα 1: Τόρνευση Σχήµα 2: Ορολογία κοπτικού εργαλείου τόρνευσης
ΕΙ∆Η ΤΟΡΝΕΥΣΗΣ Α. Ανάλογα µε τη διάταξη του άξονα τόρνευσης:
• Οριζόντια (οριζόντιος άξονας) • Κατακόρυφη (κατακόρυφος άξονας).
Β. Ανάλογα µε τη θέση της κατεργαζόµενης επιφάνειας:
• Εξωτερική • Εσωτερική.
Γ. Ανάλογα µε την αµοιβαία σχέση κύριας και δευτερεύουσας κίνησης:
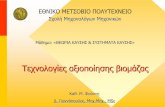
• ∆ιαµήκης τόρνευση, µε κίνηση πρόωσης παράλληλη προς τον άξονα τόρνευσης, βλ. Σχ. 3. • Εγκάρσια τόρνευση, µε κίνηση πρόωσης κάθετη προς τον άξονα τόρνευσης., η οποία διακρίνεται µε τη
σειρά της σε: • Μετωπική, βλ. Σχ. 4(α). • Ακτινική (τόρνευση αποκοπής και τόρνευση µορφής, βλ. Σχ. 4(β) και 4(γ)).
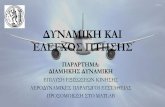
• Κωνική τόρνευση, µε την διεύθυνση της κίνησης πρόωσης να τέµνει τον άξονα τόρνευσης (Σχ. 5). ∆. Ειδικές τορνεύσεις (Σχ. 6):
• Σπειροτόµηση (εξωτερική ή εσωτερική). • Τόρνευση µε πολλά ΚΕ, είτε µε διαιρούµενη πρόωση, είτε µε διαιρούµενο βάθος κοπής.
1

(α) (β)
Σχήµα 3: ∆ιαµήκης τόρνευση (α) Εξωτερική
(β) Εσωτερική.
(α)
(β)
(γ)
Σχήµα 4: Εγκάρσια τόρνευση (α) Μετωπική (β) Αποκοπής (γ) Μορφής
2

(α) (β)
Σχήµα 5: Κωνική τόρνευση
(α) Εξωτερική (β) Εσωτερική
(α) (β)
(γ)
Σχήµα 6: Ειδικές τορνεύσεις (α) Σπειροτόµηση (β) Με διπλό ΚΕ και δι- αιρούµενη πρόωση (γ) Με διπλό ΚΕ και δι- αιρούµενο βάθος κοπής
3

ΣΥΝΘΗΚΕΣ ΚΑΤΕΡΓΑΣΙΑΣ • Ταχύτητα κοπής, v (m/min): (1) nDv ⋅⋅π= όπου: D η αρχική διάµετρος ΤΕ, n η ταχύτητα περιστροφής της ατράκτου*. Είναι η σχετική ταχύτητα µεταξύ ΤΕ και ΚΕ αναφεροµένη στην κύρια κίνηση κοπής. • Βάθος κοπής, a (mm) Είναι το βάθος διείσδυσης του ΚΕ µέσα στο ΤΕ. • Πρόωση, s (mm/rev) Είναι η κατά τη διεύθυνση του άξονα περιστροφής του ΤΕ µετακίνηση του ΚΕ ανά στροφή της
ατράκτου. * Oι µονάδες που χρησιµοποιούνται στην πράξη είναι D (mm) και n (rpm), οπότε η εξ. (1) παίρνει τη
µορφή (mm/min) 1000/nDv ⋅⋅π= ΣΗΜΑΣΙΑ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΟΠΗΣ Από το συνδυασµό των v, s και a εξαρτώνται κατά κύριο λόγο: • Η ποιότητα της κατεργασµένης επιφάνειας. • Ο χρόνος κατεργασίας. • Οι αναπτυσσόµενες δυνάµεις και η καταναλισκόµενη ισχύς κοπής. • Η διάρκεια ζωής (∆Ζ) του ΚΕ. ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΤΟΥ ΑΠΟΒΛΙΤΤΟΥ (Σχ. 1) • Πλάτος αποβλίττου, b: (2α) κ= sin/ab• Πάχος αποβλίττου, h ή t1: h (2β) κ⋅= sins• ∆ιατοµή αποβλίττου, Α: (2γ) ashbA ⋅=⋅= όπου κ η γωνία τοποθέτησης της κόψης του ΚΕ.
ΑΝΑΠΤΥΣΣΟΜΕΝΕΣ ∆ΥΝΑΜΕΙΣ ΚΑΙ ΙΣΧΥΣ ΚΟΠΗΣ H συνολική δύναµη κοπής F αναλύεται στις ακόλουθες συνιστώσες, ανά δύο κάθετες µεταξύ τους, βλ. Σχ. 7: • FH ή FT: Κύρια συνιστώσα δύναµης κοπής • FV : ∆ύναµη πρόωσης • FA ή FR: ∆ύναµη άπωσης του KE Προφανώς, ισχύει:
2A
2V
2H FFFF ++= (3)
Στη συνέχεια, θα επικεντρωθούµε στον υπολογισµό της κύριας συνιστώσας της δύναµης κοπής FH, δεδοµένου ότι η δύναµη αυτή καταναλώνει το µέγιστο ποσοστό της προσφερόµενης ισχύος και µάλιστα στην περίπτωση της διαµήκους τόρνευσης για λόγους καλλίτερης εποπτείας του προβλήµατος.
4

(α)
(β)
Σχήµα 7: Αναπτυσσόµενες δυνάµεις κατά την τόρνευση
(α) ∆ιαµήκης τόρνευση, (β) Εγκάρσια τόρνευση Υπολογισµός της κύριας συνιστώσας της δύναµης κοπής 1. Βάσει του προτύπου της λοξής κοπής Κατά την ανάλυση της λοξής κοπής (βλ. σχετικό Κεφάλαιο ) η συνολική δύναµη κοπής F αναλύθηκε στις συνιστώσες F1, F2 και F3, οι οποίες συνδέονται µε τις FH, FV και FA µέσω των σχέσων (βλ. Σχ. 8):
1H FF = (4α)
κ⋅+κ⋅= cosFsinFF 32V (4β)
κ⋅−κ⋅= sinFcosFF 32A (4γ)
5

Σχήµα 8: Υπολογισµός της κύριας συνιστώσας της δύναµης κοπής βάσει του προτύπου της λοξής κοπής
2. Η ηµιεµπειρική µέθοδος Kienzle Εισάγεται η έννοια της ειδικής αντίστασης κοπής, που ορίζεται από τη σχέση: Sk
bhF
AF
k HHs ⋅
== (5)
Πειραµατικά έχει αποδειχθεί ότι, για σταθερή διατοµή αποβλίττου, η ειδική αντίσταση κοπής εξαρτάται από το πάχος αποβλίττου σύµφωνα µε τη σχέση:
ζ−⋅= hkk 1s (6) όπου: k1 η ειδική αντίσταση κοπής του υλικού ΤΕ για διατοµή αποβλίττου Α=1mm2 (b=h=1mm) και ζ σταθερά. Άρα, η κύρια συνιστώσα της δύναµης κοπής θα υπολογίζεται από τη σχέση:
( ζ−⋅⋅=⋅⋅=⋅= 11ssH hkbhbkAkF ) (σε daN) (7)
Τιµές των k1 και ζ δίνονται στον Πίν. 1.
H πειραµατική εργασία του Kienzle έλαβε χώρα υπό τις εξής συνθήκες κοπής: υ = 90-125 m/min h = 0.06-2.5 mm
6

γ = 6ο για χάλυβα και γ = ±2ο για χυτοσίδηρο α = 5ο Υλικό ΚΕ: Σκληροµέταλλο. Για διαφορετικές συνθήκες κοπής πρέπει να γίνει διόρθωση της τιµής FH σύµφωνα µε τη σχέση:
HH FKKKKF ⋅⋅⋅⋅= φευγδ (8) όπου: Κγ συντελεστής διόρθωσης λόγω διαφορετικής γωνίας αποβλίττου του ΚΕ , η οποία κυµαίνεται µεταξύ των τιµών -20ο και +30ο, σύµφωνα µε τη σχέση
7.661K oγ−γ−=γ (9)
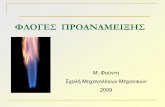
όπου: γ η τρέχουσα τιµή της γωνίας του χρησιµοποιούµενου ΚΕ. γο=+6ο για διαµήκη τόρνευση χάλυβα και γο=+2ο για διαµήκη τόρνευση χυτοσιδήρου. Κυ συντελεστής διόρθωσης λόγω ταχύτητας κοπής στην περιοχή τιµών 20-600m/min, τιµές του συντελεστή λαµβάνονται από το Σχ. 9 συναρτήσει της πραγµατικής ταχύτητας κοπής υ.
Σχήµα 9: Υπολογισµός του συντελεστή διόρθωσης Κυ
Κε συντελεστής διόρθωσης λόγω υλικού ΚΕ, µε τιµές 0.90-0.95 για ΚΕ από κεραµεικό υλικό και 1 για ΚΕ από ταχυχάλυβα και σκληροµέταλλο. Κφ συντελεστής διόρθωσης λόγω φθοράς του ΚΕ, µε τιµές 1.30-1.50, ανάλογα µε την έκταση του πεδίου φθοράς.
Εµπειρικός υπολογισµός των υπολοίπων συνιστωσών δυνάµεων • Για τόρνευση χαλύβων: FH : FA : FV = 10 : (4÷6) : (2÷3) (10α) • Για τόρνευση χυτοσιδήρων: FH : FA : FV = 10 : (3÷6) : (1.5÷3) (10β)
7

Ισχύς κοπής
H HC
F FP [PS] [k4500 6120
υ υ= = W] (11)
όπου οι δυνάµεις εκφράζονται σε [daN] και οι ταχύτητες σε [m/min]. Ισχύς πρόωσης
V V V VV 6 6
F FP [PS]4.5 10 6.12 10
υ υ= =
⋅ ⋅[kW] (12)
όπου οι δυνάµεις εκφράζονται σε [daN] και οι ταχύτητες πρόωσης σε [mm/min]. Ισχύς κύριου ηλεκτροκινητήρα της εργαλειοµηχανής
Ce
e
PP =η
(13)
όπου ο µηχανικός βαθµός απόδοσης της εργαλειοµηχανής (0,7÷0.8). eη
8

ΒΑΣΙΚΟΙ ΠΙΝΑΚΕΣ Πίν. 1. Τιµές της σταθεράς k1 και του εκθέτη (1-ζ) της σχέσης Kienzle Πίν. 2. Ενδεικτικές τιµές των ταχυτήτων κοπής υ60, υ240 και υ480 για εκχόνδριση Πίν. 3. Συνιστώµενες τιµές γωνίας ελευθερίας (α) και γωνίας αποβλίττου (γ) Πίν.3(α) Συνιστώµενες τιµές γωνίας ελευθερίας (α) και γωνίας αποβλίττου (γ) κατά τη διαµήκη τόρνευση
µε ΚΕ από ταχυχάλυβα Πίν.3(β) Συνιστώµενες τιµές γωνίας ελευθερίας (α) και γωνίας αποβλίττου (γ) κατά τη διαµήκη τόρνευση
µε ΚΕ από σκληροµέταλλο Πίν. 4. Συνιστώµενες τιµές πρόωσης Πίν. 5. Συντελεστές διόρθωσης της ταχύτητας κοπής συναρτήσει της γωνίας τοποθέτησης του ΚΕ Πίν. 6. Συντελεστές διόρθωσης των ταχυτήτων κοπής ανάλογα µε το βάθος κοπής και τον τύπο ΚΕ (για
σκληροµέταλλα) Πίν. 7. Τιµές της ταχύτητας κοπής υΤ για ∆Ζ=Τ και του εκθέτη n του τύπου Taylor κατά την κατεργασία
διαφόρων χαλύβων Πίν. 8. Συστάσεις για την διαµήκη τόρνευση χυτοσιδήρου Πίν. 9. Συνιστώµενα υγρά κοπής για διάφορες κατεργασίες και κατεργαζόµενα υλικά Πίν. 10. Συνιστώµενες τιµές γωνιών κοπής για εσωτερική τόρνευση Πίν. 11. Ταχύτητες κοπής και προώσεις σε κατεργασίες εκτελούµενες σε ηµιαυτόµατους τόρνους Πίν. 12. Ταχύτητες κοπής και προώσεις σε κατεργασίες εκτελούµενες σε πυργωτούς αυτόµατους τόρνους
9

Πίν. 1. Τιµές της σταθεράς k1 και του εκθέτη (1-ζ) της σχέσης Kienzle
Υλικό ΤΕ k1 (daN/mm2) 1-ζ Ανθρακούχοι χάλυβες
St 34, St 37, St 42 St 50 St 60 St 70 C 15 C 35
Ck 45 Ck 60
178 199 211 226 182 186 222 213
0.83 0.74 0.83 0.70 0.78 0.80 0.86 0.82
Χαλυβοκράµατα 16 MnCr 5 20 MnCr 5 60 MnCr 5 37 MnSi 5 37 MnV 5 15 CrMo 5 20 CrMo 4 34 CrMo 4 42 CrMo 4 18 CrNi 6 50 CrV 4
30 CrNiMo 8 55 NiCrMoV 6N 55 NiCrMoV 6V
EC Mo 80
210 214 210 226 181 229 207 224 250 226 222 260 174 192 229
0.74 0.75 0.74 0.86 0.74 0.83 0.75 0.79 0.74 0.70 0.74 0.80 0.76 0.76 0.83
Χυτοσίδηροι Φαιός
Μαλακτοποιηµένος
116 127
0.74 0.74
Κράµατα Cu Κρατέρωµα Ορείχαλκος
178 78
0.83 0.82
10

Πίν. 2. Ενδεικτικές τιµές των ταχυτήτων κοπής υ60, υ240 και υ480 για εκχόνδριση Υλικό ΤΕ σΒ
(daN/mm2) Υλικό ΚΕ
υ60 (m/min)
υ240 (m/min)
υ480 (m/min)
Ανθρακούχος χάλυβας C 35 55-65 P10 P20 P30 SS*
160-200 150-180 120-150
40-45
120-140 100-120
70-90 30-35
80-100 60-80 50-60
- Ανθρακούχος χάλυβας C 45 65-75 P10
P20 P30 SS
150-180 120-150 100-120
35-40
110-130 90-110 60-80 28-33
- 60-70 50-60
- Ανθρακούχος χάλυβας C 60 75-90 P10
P20 P30 SS
110-130 90-110 70-90 25-30
70-90 50-60 30-40 18-22
50-60 - - -
Χάλυβας Mn-Si 80-90 P10 P20 P30 SS
150-170 120-140 90-110 20-25
100-120 80-100 60-70 15-20
70-80 60-70 35-45
- Χάλυβας Cr-Mo 80-90 P10
P20 P30 SS
140-160 110-130 80-100 20-25
90-110 70-90 40-60 15-20
70-80 60-70 35-45
- Χάλυβες ενανθράκωσης 50-70 P10
P20 P30 SS
160-200 140-180 120-160
40-50
110-140 100-130 70-100 30-45
70-100 60-90
- -
Χυτοσίδηρος GG 18 15-20 Κ10 SS
80-120 30-35
60-90 20-25
50-70 15-18
Χυτοσίδηρος GG 26 ~26 Κ10 SS
60-75 25-30
40-50 15-20
30-40 -
Χαλκός Κ20 SS
- -
350-450 30-50
- -
Μπρούντζος Κ20 SS
- -
300-400 35-50
- -
Χυτός µπρούντζος Κ20 SS
- -
250-350 30-45
- -
Κράµατα Al Κ20 SS
- -
200-500 30-60
- -
Κράµατα Al-Si Κ20 SS
- -
100-160 20-50
- -
11

Πίν. 3. Συνιστώµενες τιµές γωνίας ελευθερίας (α) και γωνίας αποβλίττου (γ) Γωνία ελευθερίας, α Γωνία αποβλίττου, γ Υλικό ΤΕ
SS HM SS ΗΜ Χάλυβες (σΒ≤60daN/mm2) 8ο 6ο-8ο 10ο-20ο 10ο-15ο Χάλυβες (σΒ>60daN/mm2) 8ο 6ο-8ο 10ο-15ο 0ο-10ο Χαλυβοκράµατα (σΒ≤100daN/mm2) 8ο 6ο-8ο 10ο-15ο 6ο-8ο Ανοξείδωτος χάλυβας 8ο 6ο-8ο 15ο-20ο 10ο-20ο Χυτοσίδηρος (ΒΗΝ≤250daN/mm2) 6ο-8ο 6ο-8ο 0ο 10ο-15ο Κράµατα χυτοσιδήρου (ΒΗΝ=250-400daN/mm2) 6ο 6ο-8ο 15ο-25ο 0ο-5ο Χαλκός, ορείχαλκος (BHN≤85daN/mm2) ≤14ο 10ο-15ο 10ο-15ο 10ο-20ο Oρείχαλκος (BHN>85daN/mm2) 6ο 8ο-10ο 10ο-20ο 5ο-10ο Κράµατα Al (BHN=60daN/mm2) ≤10ο 10ο ≤40ο 20ο-35ο Κράµατα Al-Si [π(Si)=9-13%] 6ο 8ο-10ο 10ο-18ο 8ο-15ο Κράµατα Al (BHN=60-110daN/mm2) ≤10ο 8ο-10ο ≤25ο 10ο-20ο Τεχνητά υλικά, σκληρό χαρτί 6ο-10ο 12ο-14ο 18ο-30ο 0ο
12

Πίν. 3(α). Συνιστώµενες τιµές της γωνίας ελευθερίας (α) και της γωνίας αποβλίττου (γ) κατά τη διαµήκη
τόρνευση µε ΚΕ από ταχυχάλυβα
Πίν. 3(β). Συνιστώµενες τιµές γωνίας ελευθερίας (α) και γωνίας αποβλίττου (γ) κατά τη διαµήκη τόρνευση µε ΚΕ από σκληροµέταλλο
13

Πίν. 4. Συνιστώµενες τιµές πρόωσης
14

Πίν. 5. Συντελεστές διόρθωσης της ταχύτητας κοπής συναρτήσει
της γωνίας τοποθέτησης (κ) του ΚΕ
Πίν. 6. Συντελεστές διόρθωσης των ταχυτήτων κοπής ανάλογα µε το βάθος κοπής και τον τύπο ΚΕ
(για σκληροµέταλλα)
15

Πίν. 7. Τιµές της ταχύτητας κοπής υΤ για ∆Ζ=Τ και του εκθέτη n του τύπου Taylor κατά την κατεργασία διαφόρων χαλύβων
16

Πίν. 8. Συνιστώµενες συνθήκες κοπής για την διαµήκη τόρνευση χυτοσιδήρου
17

Πίν. 9. Συνιστώµενα υγρά κοπής για διάφορες κατεργασίες κοπής και κατεργαζόµενα υλικά
Πίν. 10. Συνιστώµενες τιµές γωνιών κοπής για εσωτερική τόρνευση
18

Πίν. 11. Ταχύτητες κοπής και προώσεις σε κατεργασίες εκτελούµενες σε ηµιαυτόµατους τόρνους
19

Πίν. 12. Ταχύτητες κοπής και προώσεις σε κατεργασίες εκτελούµενες σε πυργωτούς αυτόµατους τόρνους
20


![SINTECNO...ΣΥΜΦΩΝΑ ΜΕ EN 1992-1-1 ( ΕΥΡΩΚΩΔΙΚΑΣ 2 [EC 2] ) ΡΑΒΔΟΙ / Σχεδιασμς και Τοι Στοιχεία ολισμο χάλυβα συμφ.](https://static.fdocument.org/doc/165x107/613d24be84584d0a6f5b53e6/sintecno-oe-oe-en-1992-1-1-2-ec-2-.jpg)