Unfavorable economics to prevent building of petrochemical refineries in U.S.
3
Unfavorable economics to prevent building of petrochemical refineries in U.S. ;/Ά~" ν~ '*,*<« -?* * 2 -τ^- Ι PETROLEUM s?< Economics of building and operating independent petrochemical refineries in the U.S. are unfavorable. After taking a new look at the chemical re- finery concept, James T. Jensen and Matthew F. Stewart of Arthur D. Lit- tle, Inc., conclude that no such facili- ties are likely to be built in the near future in spite of the attention given to them by chemical companies. Dr. Harry M. Walker, of Monsanto, agrees with this conclusion and cites the need for premium liquid fuels as essential to favorable economics in the U.S. In contrast to the economic situation in several foreign countries, here liquid fuels help provide the necessary competitive unit divisors and take advantage of the protected mar- kets created by limits on oil imports. The flexibility and product value optimization that a fuels-petrochemical refinery allows offset any advantages which a chemical refinery may appear to have. This occurs even if economics of size and a high degree of integration are taken into account, Mr. Jensen told a symposium on refining petroleum for chemicals. Both Mr. Jensen and Dr. Walker point out that fuels producers likely will continue to expand their basic crude oil refineries into more petro- chemical production. These modified Harry M. Walker Unit divisors James T. Jensen A new look refineries, and any fully developed future petrochemical refineries which make the necessary fuels to be eco- nomically competitive, will contain chemical units to provide the best pos- sible end use of lower-valued hydro- carbon streams. Size factors. Interest in chemical refineries is generated by two size factors. First, some newer petrochemi- cal plants are so large that their feed- stock requirements and by-product re- turn streams may interfere with the usual processing in all but the largest of fuels refineries. For example, a 1 billion pound-per-year ethylene plant designed to be operated on naphtha will take all of the virgin naphtha from a 120,000 barrel-per- day refinery. It would leave no vir- gin naphtha for direct gasoline blend- ing or for catalytic reforming into high-octane gasoline blending stock. Second, the potential vulnerability of having to rely on rival oil com- panies for both large amounts of feedstocks and disposal of by-products concerns chemical companies. A petrochemical refinery that converts crude oil directly to salable chemicals seems to be the way out of such dependence. A petrochemical refinery can doubt- less operate in a technical sense. Com- mercial and economic operation, how- ever, is a complex consideration. Refinery economics. The two im- portant measures of refinery economics which formed the basis for Mr. Jensen and Mr. Stewart's study are the re- Potential U.S. petrochemical refi and high fuel value European refinery (European crude cost) European refinery (U.S. crude cost) U.S. refinery (U.S. crude cost) U.S. ethylene plant (Ethane/propane) U.S. ethylene plant (Naphtha) U.S. ethylene plant (Gas oil) U.S. petrochemical refinery (U.S. crude cost) ners face h igh capital costs losses compared to European refiners Pounds degraded to fuel per pound premium products 0.67 0.67 0.14 0.27 0.27 0.46 0.43 Fuel value loss, cents per pound of fuel 0.09 cent 0.58 0.58 0.39 0.98 0.65 0.58 Fuel value loss, cents per pound of premium products 0.06 cent 0.39 0.08 0.11 0.27 0.30 0.25 Capital expense, 20% per pound of product 0.09 cent 0.09 0.21 0.54 0.31 0.32 0.74 Total fuel loss plus capital expense per pound of product 0.15 cent 0.48 0.29 0.65 0.58 0.62 0.99 26 C&EN SEPT. 22, 1969
Transcript of Unfavorable economics to prevent building of petrochemical refineries in U.S.

Unfavorable economics to prevent building of petrochemical refineries in U.S.
; /Ά~" ν~ '*,*<« -?* * 2 -τ^-
Ι P E T R O L E U M s?<
Economics of building and operating independent petrochemical refineries in the U.S. are unfavorable. After taking a new look at the chemical refinery concept, James T. Jensen and Matthew F. Stewart of Arthur D. Little, Inc., conclude that no such facilities are likely to be built in the near future in spite of the attention given to them by chemical companies.
Dr. Harry M. Walker, of Monsanto, agrees with this conclusion and cites the need for premium liquid fuels as essential to favorable economics in the U.S. In contrast to the economic situation in several foreign countries, here liquid fuels help provide the necessary competitive unit divisors and take advantage of the protected markets created by limits on oil imports.
The flexibility and product value optimization that a fuels-petrochemical refinery allows offset any advantages which a chemical refinery may appear to have. This occurs even if economics of size and a high degree of integration are taken into account, Mr. Jensen told a symposium on refining petroleum for chemicals.
Both Mr. Jensen and Dr. Walker point out that fuels producers likely will continue to expand their basic crude oil refineries into more petrochemical production. These modified
Harry M. Walker Unit divisors
James T. Jensen A new look
refineries, and any fully developed future petrochemical refineries which make the necessary fuels to be economically competitive, will contain chemical units to provide the best possible end use of lower-valued hydrocarbon streams.
Size factors. Interest in chemical refineries is generated by two size factors. First, some newer petrochemical plants are so large that their feedstock requirements and by-product return streams may interfere with the usual processing in all but the largest of fuels refineries. For example, a 1 billion pound-per-year ethylene plant designed to be operated on naphtha will take all of the virgin naphtha from a 120,000 barrel-per-day refinery. It would leave no vir
gin naphtha for direct gasoline blending or for catalytic reforming into high-octane gasoline blending stock.
Second, the potential vulnerability of having to rely on rival oil companies for both large amounts of feedstocks and disposal of by-products concerns chemical companies. A petrochemical refinery that converts crude oil directly to salable chemicals seems to be the way out of such dependence.
A petrochemical refinery can doubtless operate in a technical sense. Commercial and economic operation, however, is a complex consideration.
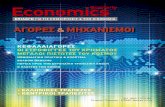
Refinery economics. The two important measures of refinery economics which formed the basis for Mr. Jensen and Mr. Stewart's study are the re-
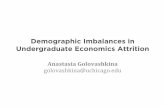
Potential U.S. petrochemical refi and high fuel value
European refinery (European crude cost)
European refinery (U.S. crude cost)
U.S. refinery (U.S. crude cost)
U.S. ethylene plant (Ethane/propane)
U.S. ethylene plant (Naphtha)
U.S. ethylene plant (Gas oil)
U.S. petrochemical refinery (U.S. crude cost)
ners face h igh capital costs losses compared to European refiners
Pounds degraded to fuel per pound premium products
0.67
0.67
0.14
0.27
0.27
0.46
0.43
Fuel value loss, cents per pound
of fuel
0.09 cent
0.58
0.58
0.39
0.98
0.65
0.58
Fuel value loss, cents per pound of premium products
0.06 cent
0.39
0.08
0.11
0.27
0.30
0.25
Capital expense, 20% per pound
of product
0.09 cent
0.09
0.21
0.54
0.31
0.32
0.74
Total fuel loss plus capital
expense per pound of product
0.15 cent
0.48
0.29
0.65
0.58
0.62
0.99
26 C&EN SEPT. 22, 1969

Matthew F. Stewart Two size factors
finery complexity—capital investment, capital charges to cover depreciation, return and taxes on investment—and the financial burden on premium product values which result from degradation of raw materials to low fuel value.
Comparison of refineries in Europe, Japan, and the Caribbean with those in the U.S. explains the economics of refinery complexity. In those places where fuel oil demand is high, and the value spread between products and crude is small, an optimum refinery is simple and costs $300 to $400 per barrel of daily capacity. A U.S. refiner, who faces a residual fuel oil sales value of $1.70 per barrel below his crude cost of $3.20 per barrel (compared to a differential of 30 to 50 cents per barrel in Europe) installs a complex refinery that costs $1000 per barrel of daily crude capacity. In this way, he reduces his yield of fuel oil and gas to 10 to 12% of the crude charged compared to 40% for a European refiner.
The loss in value of the residual fuel oil and gas to refineries below the average raw material cost requires an added margin which premium fuel products, such as gasoline, jet fuel, and other middle distillates, must carry. A petrochemical refinery is faced with the same condition of getting enough margin in premium products to offset degradation of raw material.
Margin needed. The interaction of refinery complexity and degradation of raw materials can be summarized in terms of the added margin needed. A typical European refiner will need 0.15 cent per pound in margin for premium products. A U.S. refiner operating in a similar manner with a simple refinery will need 0.48 cent per pound of premium products. A U.S. refiner with complex processing to
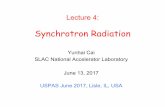
Various costs would 1 to get high return on
U.S. crude oil European crude oil Fuel value U.S. ethane/propane U.S. naphtha U.S. gas oil
Investment:
U.S. refining European refining Ethylene (ethane/propane)
(naphtha) (gasoil)
U.S. petrochemical refining
minimize fuel oil will need 0.29 cent per pound of premium products, still nearly twice that of a typical European refiner.
For a petrochemical refinery in the U.S., the needed margin for premium products, zooms to 0.99 cent per pound. The large increase results from the very high capital charges in such a refinery. A petrochemical refinery's economics therefore are very heavily dependent on pricing levels of its olefins and aromatics products, Mr. Jensen emphasizes.
Sales realizations of the olefins and aromatics are the keys to any petrochemical refinery scheme, because only 70% of the crude oil feed emerges as premium products and capital investment per pound of product is so high. Relatively little flexibility to shift yields in petrochemical refineries means that each premium product must carry its share of the economics. Sometimes, particularly for low-volume products, forces such as competition and transportation economics become poor and, where profit margins are thin, reduced revenues from small-volume products overburden the economics of the refinery.
Different approach. Dr. Walker takes a similar view but approaches it in a slightly different manner. He assumes that a basic petrochemical refinery producing olefins and aromatics by pyrolysis, or by pyrolysis plus naphtha reforming, yields about 65% products which have a value greater than the crude oil. He also assumes that a modern fuels refinery yields more than 80% products worth more than crude.
In general, the weighted average values for basic petrochemical refinery products in the U.S. fall between 2.1 and 2.6 cents per pound
orce potential U.S. refiners premium products
Cents per annual Cents per Dollars pound, premium
pound per barrel products
1.06 cents $3.20 0.59 1.80 0.48 1.50 0.87 1.33 1.46 3.78 1.13 3.36
1.03 cents 0.46 2.70 1.57 1.60 3.70
and for fuels refinery products between 1.6 and 1.7 cents per pound.
The comparative margins over cost of crude oil might be 0.8 to 1.2 cents per pound for a petrochemical unit and 0.4 cent for a fuels unit. This spread—0.8 cent per pound maximum —would seem attractive, Dr. Walker says. The effect of factors such as investment and operating costs is apparent from the fact that no crude oil-based petrochemical refinery has been built in the U.S. By a similar analysis, he calculates an increase from 0.8 to 1.1 cents per pound for a European differential in petrochemical and fuels refinery units.
However, the increase for the European situation—a 0.3 cent-per-pound margin—is less than the differential in crude oil costs. The $1.50 per barrel at which U.S. crude is held above the world price by the oil imports program accounts for about 0.5 cent per pound. Dr. Walker's corollary conclusion: Petrochemical refineries in a basic all-chemical configuration will be built in various foreign countries but not in the U.S. now.
Two product streams—mixed butylènes and heavy aromatics (pyrolysis gasoline )—could pose problems for a petrochemical refinery, Mr. Jensen says. In a fuels refinery, the streams are easily disposed of by sending the butylènes to alkylation to make high-octane gasoline blending stock and by sending the heavy aromatics, after hydrogénation, to gasoline blending. Of three proposals in the open literature to handle these product streams from petrochemical refineries, Mr. Jensen notes that two of them assume sale (presumably to a fuels refiner), and the other calls for use of the butylène stream as feed to a Wulff furnace to make acetylene and ethylene and use
SEPT. 22, 1969 C&EN 27

INDUSTRY THIS WEEK IN BRIEF of the heavy aromatics to make naphthalene by dealkylation.
Declining prices. Prices of large-volume premium chemical products from petrochemical refineries have been declining for nearly 10 years under influence of both supply-demand pressures and technological advances. In addition, prices of several of these products are either wholly or partially influenced by fuels or fuels intermediates.
Mr. Jensen views some specifics of prices this way. Ethylene, probably the most important product from a petrochemical refinery, has drifted down in price for years to a level where the rate of return is relatively low on new, large steam crackers. Future prices will depend on at least two factors—import controls for petrochemical feedstocks and prices of ethane and propane (which make up about 60% of the raw material for current ethylene production). The latter's prices, now soft, will firm as demand outstrips new supply, Mr. Jensen says.
Propylene, next to ethylene in importance of products from a petrochemical refinery, has its price set by fuels markets, because chemical use of propylene is small compared to fuel uses. At present, isobutane is in oversupply and is low cost. This makes much of it available for alkyla-tion, and the value of propylene as the resulting olefin in alkylation is high. A petrochemical refiner must judge how long propylene's value will be high to maintain good refinery economics.
Butadiene prices, influenced by the chemical supply-demand situation, will be affected most by increased cracking of heavy feedstocks. A shift toward more petrochemical refineries with increased butadiene output would put pressure on prices, especially if ethylene demand continues to grow much more rapidly than butadiene demand.
Peculiar problems. Aromatics have peculiar supply-demand problems, Mr. Jensen points out. A petrochemical refiner must decide whether to include facilities to dealkylate toluene to benzene and to separate and maximize p-xylenes and o-xylenes, or to compete with fuel-based prices for these aromatics in the gasoline pool. Fuels refineries with current reforming capacity produce toluene and xylenes well in excess of chemical needs and will probably continue to do so.
These examples of the close involvement of petrochemicals with premium fuel values and with fuels refinery requirements and economics illustrate the necessity of considering a petrochemical refinery in an oil industry context.
New construction
Sherwin Williams Chemicals division of Sherwin-Williams Co. has announced plans to build production facility for tolyltriazole in Cincinnati. New facility, to cost about $250,000, will be on stream early in 1970. Product will be marketed under Co-bratec tradename of Maumee Chemical Co., which has merged with Sherwin Williams Chemicals.
Fiber Industries, Inc., Charlotte, N.C., jointly owned by Celanese Corp. and Imperial Chemical Industries, Ltd., will expand capacity at its Salisbury, N.C., plant to make polyester filament yarn for tire cord and other industrial end uses. Increase will be more than 140 million pounds. Expansion to be completed by mid-1970.
Chemical Construction Corp. (Chemi-co) has received contract to design and build 900 ton-per-day nitric acid facility for Du Pont. To be located at Du Pont's Repauno works near Gibbs-town, N.J., facility will use a high-pressure process and will be composed of two identical plants, each with capacity of 450 tons. Unit will incorporate pollution abatement system based on Chemico's "dual com-buster" process.
International Paper Co.'s board of directors has approved plans to build paper mill near Texarkana, Tex. New mill will require investment of $72 million. Production scheduled for early 1972.
Corporate Great Lakes Chemical Corp., West Lafayette, Ind., is acquiring Microseal Corp., Mountain View and Los Angeles, Calif., and Hartford, Conn. Acquisition will be effected through merger transaction, in which undisclosed number of shares of Great Lakes Chemical stock will be issued initially. Stockholders of Microseal may receive additional Great Lakes Chemical stock over a three-year period, total number not to exceed 200,-000. Great Lakes makes bromine and brominated chemicals; Microseal makes dry film lubricative platings.
Foremost-McKesson, Inc., San Francisco, has agreed in principle to acquire a major share of assets of Provident Securities Co., San Francisco. Proposed purchase price is about $55 million, of which $5 million will be in cash and the remainder in Foremost-McKesson subordinated convertible debentures. Foremost-McKesson had sales for fiscal-year 1969 of more than $1 million. Atomic Energy Commission will increase its annual charge for leasing special nuclear and other materials to 7.5% of material's value from present 6.5%, effective Nov. 1. Change reflects general increases in cost of money since present charge was announced last February. Dow Chemical Co., Midland, Mich., and Cordis Corp., Miami, Fla., have agreed to form company to provide products, systems, and services in hemodialysis and blood oxygenation. First product of Cordis Dow Corp. will be small and disposable hollow-fiber artificial kidney developed by Dow Western Division research labs at Walnut Creek, Calif. (C&EN, Sept. 1, page 12).
Millmaster Onyx Corp., New York City, has entered photocopy field through formation of the Copygraphics division by its United States Printing Ink Corp. subsidiary. Division's first products are toners for use in both xerographic and electrostatic machines. Richardson Co., Chicago, has formed a new subsidiary, Richardson Ink Co., consolidating all ink operations into one division. Subsidiary operates nationwide with manufacturing plants in 12 locations.
International Sumitomo Chemical Co., Ltd., and Showa Denko, K.K., both of Japan, and Comalco Industries Pty., Ltd., Australia, have concluded an industry agreement with New Zealand government to establish New Zealand Aluminum Smelters, Ltd. Operation scheduled to start in July 1971. Initial capacity to be 75,000 tons per year, expandable to 112,500 tons.
28 C&EN SEPT. 22, 1969