Statistical Analysis of CNC Slots
11
Statistical Analysis of CNC Slots • Confidence Interval • Graph representing depth vs length • Discussion
description
Statistical Analysis of CNC Slots . Confidence Interval Graph representing depth vs length Discussion . CNC Slots. 95% Confidence Interval for CNC Slots. Discussion. Overall the CNC was off by 1.14 thousandths of an inch - PowerPoint PPT Presentation
Transcript of Statistical Analysis of CNC Slots

Statistical Analysis of CNC Slots
• Confidence Interval• Graph representing depth vs length• Discussion

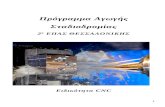
CNC Slots
0.000 0.500 1.000 1.500 2.0000.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0 Depth vs. Length
1 thousandths2 thousandths3 Thousandths4 thousandths5 thousandths6 thousandths7 thousandths8 thousandths9 thousandths10 thousandths
Length of Cut (inch)
Dept
h of
Cut
(tho
usan
dths
of a
n in
ch)

95% Confidence Interval for CNC SlotsNominal Depth (thousandths of an inch)
Confidence Interval Sample Mean Sample Std Deviation
1 1.528 ≤ μ ≤ 1.605 y= 1.567 S= 0.0500
2 2.729 ≤ μ ≤ 2.849 y= 2.789 S= 0.0782
3 3.833 ≤ μ ≤ 3.967 y= 3.900 S= 0.0866
4 4.973 ≤ μ ≤ 5.161 y= 5.067 S= 0.1225
5 6.246 ≤ μ ≤ 6.354 y= 6.300 S= 0.0707
6 7.240 ≤ μ ≤ 7.472 y= 7.356 S= 0.1509
7 8.151 ≤ μ ≤ 8.493 y= 8.322 S= 0.2224
8 9.200 ≤ μ ≤ 9.489 y= 9.344 S= 0.1878
9 10.285 ≤ μ ≤ 10.560 y= 10.422 S= 0.1787
10 11.195 ≤ μ ≤ 11.472 y= 11.333 S= 0.1803
Overall Variance 1.075 ≤ μ ≤ 1.205 y= 1.14 S= 0.312

Discussion
• Overall the CNC was off by 1.14 thousandths of an inch
• Depths were pretty consistent within our range of 1 to 6 thousandths of an inch
• Depths of 6 to 10 thousandths of an inch had greater variation throughout the cut
• Possible reasons:– Increased bending force on bit due to cutting more
material in one sweep– May need a slower cutting speed on deeper depths

Statistical Analysis of Dremel on Stewart-MacDonald Base
• Confidence intervals• Graphs representing depth vs. length of cut• Conclusions

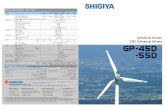
Dremel Cutting a Slot
0.000 0.500 1.000 1.500 2.000 2.5000.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0 Depth vs. Length (Straight Line)
Accrupro 10 thousandthsAccrupro 6 thousandthsAccrupro 2 thousandthsAtrax 10 thousandthsAtrax 6 thousandthsAtrax 2 thousandthsOSG 10 thousandthsOSG 6 thousandthsOSG 2 thousandths
Length of Cut (inch)
Dept
h Cu
t (th
ousa
ndth
s of a
n in
ch)

95% Confidence Interval on Overall Performance for Dremel Slots
End Mill Brand Confidence Interval Sample Mean Sample Std Deviation
Accrupro 0.259 ≤ μ ≤ 1.314 y= 0.787 S= 0.952
Atrax 0.312 ≤ μ ≤ 1.395 y= 0.853 S= 0.978
OSG 0.708 ≤ μ ≤ 1.092 y= 0.900 S= 0.346

Discussion• Overall Accrupro end mill was closer to the nominal value, but it had
greater variations in the depth.• End mill needs to have less variation throughout the cut. • Data suggests that the OSG end mill is more consistent throughout the
cut.• Need to work on accuracy• Possible reasons for error:
– CNC Slots were not at the correct depth– Depth adjustment was done visually using the CNC slots– Dremel Base nuts became loose through the cut– Inconsistent downward force on Dremel while cutting– Travel speed of Dremel was not adequate– Surface variations on plate could have given inaccurate measurements

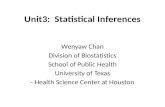
Dremel Cutting a ‘S’ line
0.000 0.500 1.000 1.500 2.000 2.5001.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
Depth vs. Length (S Line)
"Accrupro 10 thousandths""Accrupro 6 thousandths""Accrupro 2 thousandths"Atrax 10 thousandthsAtrax 6 thousandthsAtrax 2 thousandthsOSG 10 thousandthsOSG 6 thousandthsOSG 2 thousandsths
Length of Cut (inch)
Dept
h Cu
t (th
ousa
ndth
s of a
n in
ch)

95% Confidence Interval on Overall Performance for Dremel ‘S’ Line
End Mill Brand Confidence Interval Sample Mean Sample Std Deviation
Accrupro 0.615 ≤ μ ≤ 1.465 y= 1.040 S= 0.768
Atrax 0.504 ≤ μ ≤ 1.003 y= 0.753 S= 0.450
OSG 0.404 ≤ μ ≤ 0.850 y= 0.627 S= 0.403

Discussion• Overall the OSG end mill was closer to the nominal value and
had the less variation in the depth• Need to work on accuracy• Possible reasons for error:
– CNC Slots were not at the correct depth– Depth adjustment was done visually using the CNC slots– Dremel Base nuts became loose through the cut– Inconsistent downward force on Dremel while cutting– An additional force is added to the bit to do the curved lines– Travel speed of Dremel was not adequate– Surface variations on plate could have given inaccurate
measurements