Proyecto 6 Sigma Sistema NSW de Laguna Verde · •Mayo del 2004, durante la recarga 10 U1,...
56
Seis Sigma Seis Sigma σ 6 σ 6 Laguna Verde, Veracruz 22 DE NOVIEMBRE DE 2004
Transcript of Proyecto 6 Sigma Sistema NSW de Laguna Verde · •Mayo del 2004, durante la recarga 10 U1,...

Seis SigmaSeis Sigmaσ6σ6
Laguna Verde, Veracruz
22 DE NOVIEMBRE DE 2004
Seis SigmaSeis Sigmaσ6σ6
“Cualquiera que se remonte “Cualquiera que se remonte a la edad de piedra se podrá a la edad de piedra se podrá percatar que para cazar un percatar que para cazar un mamut, los hombres se mamut, los hombres se tenían que poner de acuerdo tenían que poner de acuerdo y trabajar en equipo con el y trabajar en equipo con el fin de poder regresar con la fin de poder regresar con la cena para la familia. Las cena para la familia. Las cosas básicas no han cosas básicas no han cambiado tanto desde la cambiado tanto desde la época de los picapiedra”.época de los picapiedra”.
1er. Paso1er. Paso El proceso Seis Sigma comienza con la sensibilización de los ejecutivos para llegar a un entendimiento común del enfoque Seis Sigma y para comprender los métodos que permitirán a la compañía alcanzar niveles de Calidad hasta entonces insospechados
2do. Paso2do. Paso consiste en la selección de los empleados. Profesionales con capacidad y responsabilidad en sus áreas o funciones que van a ser los responsables de liderar los proyectos de mejora. Si se pretenden resultados significativos, es importante tomar conciencia de que habrá que dedicar una parte importante de su tiempo a los proyectos. Seis sigma implica una nueva cultura de trabajo.
El método Seis Sigma, conocido como DMAIC,consiste en la aplicación, proyecto a proyecto, de un proceso estructurado en cinco fases.
En la fase de definición se identifican los posibles proyectos Seis Sigma, que deben ser evaluados por la alta dirección. Una vez seleccionado el proyecto se escoge el equipo más adecuado capaz de asumir el compromiso que implica trabajar en seis sigma. Para lograr la definición del proyecto, se deberán contestar las siguientes preguntas
¿Quién? ¿Qué? ¿Cuándo? ¿Dónde? ¿Por qué? ¿Cuánto?
D IM A C
La fase de medición consiste en la caracterización del proceso identificando los requisitos clave de los clientes, las características clave del producto (o variables del resultado) y los parámetros (variables de entrada) que afectan al funcionamiento del proceso. En esta fase se define el sistema de medida y se mide la capacidad del proceso.
Las herramientas utilizadas en esta fase son:
• Mapeo de proceso
• Diagrama Causa y Efecto (Ishikawa)
• Matriz Causa-efecto
• Análisis Gauge R&R
• Análisis de la capacidad de la línea base y RTY (Rendimiento)
• AMEF
D IM A C
En la tercera fase, análisis, el equipo analiza los datos de resultados actuales e históricos. Se desarrollan y comprueban hipótesis sobre posibles relaciones causa-efecto utilizando las herramientas estadísticas pertinentes. De esta forma el equipo confirma las variables clave de entrada que afectan a las variables de respuesta del proceso.
Herramientas:
• Análisis Multi-Variable
• ANOVA (Análisis de Varianza)
• Prueba de Hipótesis
• Estudios de Correlación y Regresión
D IM A C
En la fase de Improvement – Incremento o mejora. El equipo trata de determinar la relación causa-efecto (relación matemática entre las variables de entrada y la variable de respuesta que interese) para predecir, mejorar y optimizar el funcionamiento del proceso.
Herramientas
• DOE (Diseño de Experimentos)
• Obtención de Y = f(x)
• Revisión de la configuración del proceso
D IM A C
La última fase, control, consiste en diseñar y documentar los controles necesarios para asegurar que lo conseguido mediante elproyecto Seis Sigma se mantenga una vez que se hayan implantado los cambios. Cuando se han logrado los objetivos y la misión se dé por finalizada, el black belt entrega al líder del proyecto para que conjuntamente con el equipo hagan de este proyecto un sistema permanente de aseguramiento de calidad.
Herramientas:
• SPC- Gráficas para toda ocasión
• Plan de reporte de métricos
• Transición de entrega al dueño del proceso, quién será el responsable del control subsecuente
D IM A C
Reconocemos que la excelencia es un hábito,
No un evento aisladoNo un evento aislado
Laguna Verde Rumbo a la Excelencia
Julio, 2006

Introducción a la Metodología Seis Sigma en la Central Laguna Verde
Sistema de Control de espesor en TuberíasSistema NSW de la U-1
Introducción a la Metodología Seis Sigma en la Introducción a la Metodología Seis Sigma en la Central Laguna VerdeCentral Laguna Verde
Sistema de Control de espesor en TuberíasSistema de Control de espesor en TuberíasSistema NSW de la USistema NSW de la U--11
GERENCIA DE CENTRALES NUCLEOELECTRICASGERENCIA DE CENTRALES NUCLEOELECTRICAS
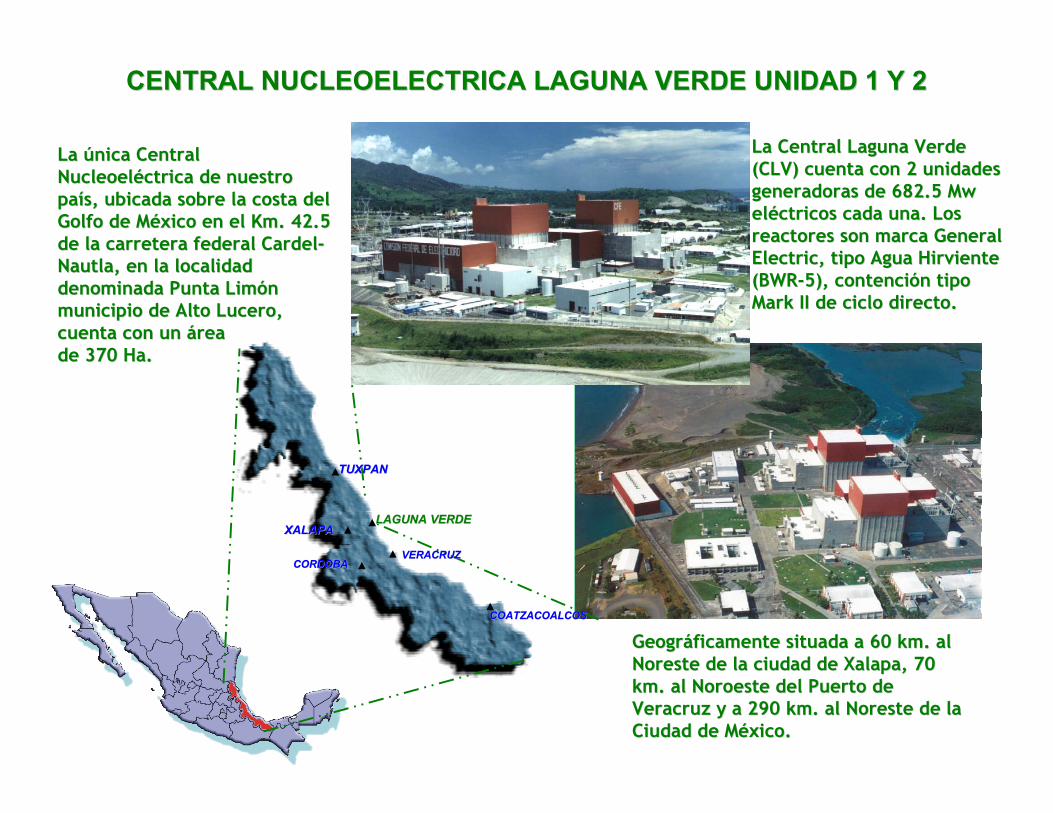
La única Central La única Central NucleoeléctricaNucleoeléctrica de nuestro de nuestro país, ubicada sobre la costa del país, ubicada sobre la costa del Golfo de México en el Km. 42.5 Golfo de México en el Km. 42.5 de la carretera federal de la carretera federal CardelCardel--NautlaNautla, en la localidad , en la localidad denominada Punta Limón denominada Punta Limón municipio de Alto Lucero, municipio de Alto Lucero, cuenta con un área cuenta con un área de 370 Ha. de 370 Ha.
Geográficamente situada a 60 km. al Geográficamente situada a 60 km. al Noreste de la ciudad de Noreste de la ciudad de XalapaXalapa, 70 , 70 km. al Noroeste del Puerto de km. al Noroeste del Puerto de Veracruz y a 290 km. al Noreste de la Veracruz y a 290 km. al Noreste de la Ciudad de México.Ciudad de México.
La Central Laguna Verde La Central Laguna Verde (CLV) cuenta con 2 unidades (CLV) cuenta con 2 unidades generadoras de 682.5 generadoras de 682.5 MwMweléctricos cada una. Los eléctricos cada una. Los reactores son marca General reactores son marca General ElectricElectric, tipo Agua Hirviente , tipo Agua Hirviente (BWR(BWR--5), contención tipo 5), contención tipo MarkMark II de ciclo directo. II de ciclo directo.
CENTRAL NUCLEOELECTRICA LAGUNA VERDE UNIDAD 1 Y 2CENTRAL NUCLEOELECTRICA LAGUNA VERDE UNIDAD 1 Y 2
▲▲
▲
▲▲
▲
TUXPANTUXPAN
LAGUNA VERDELAGUNA VERDE
VERACRUZVERACRUZCORDOBACORDOBA
XALAPAXALAPA
COATZACOALCOSCOATZACOALCOS
•Mayo del 2004, durante la recarga 10 U1, detección de fuga en tubería
en sistema NSW
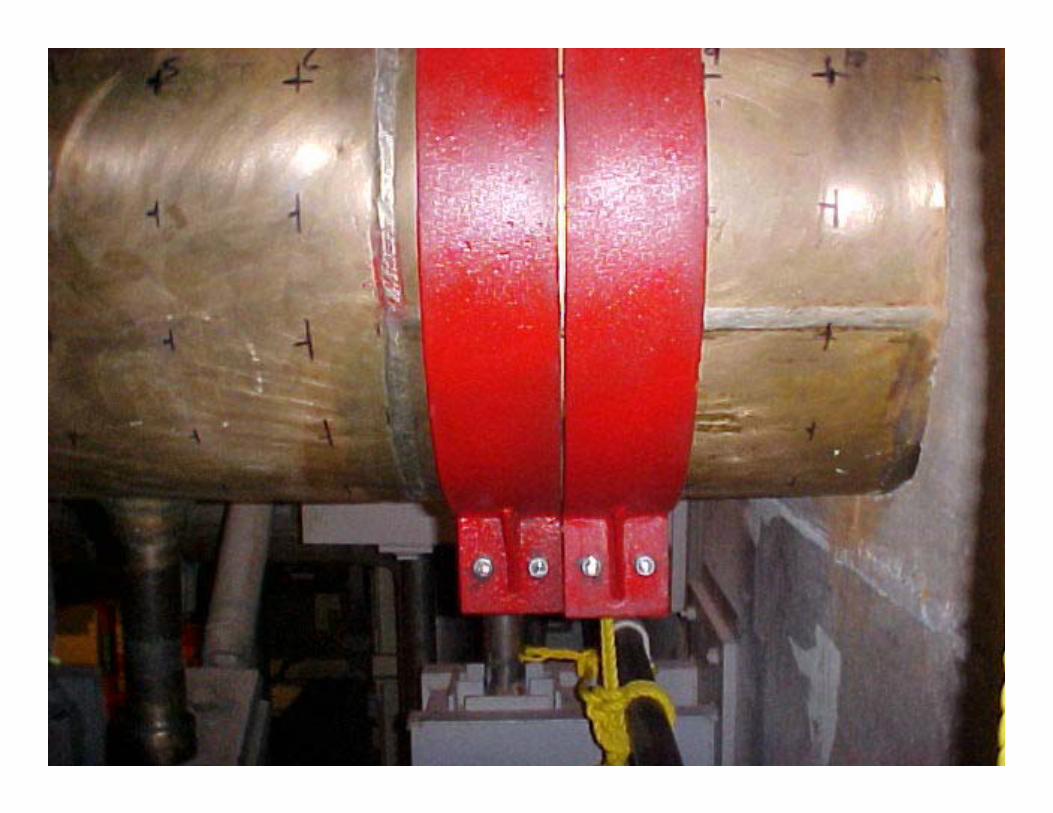
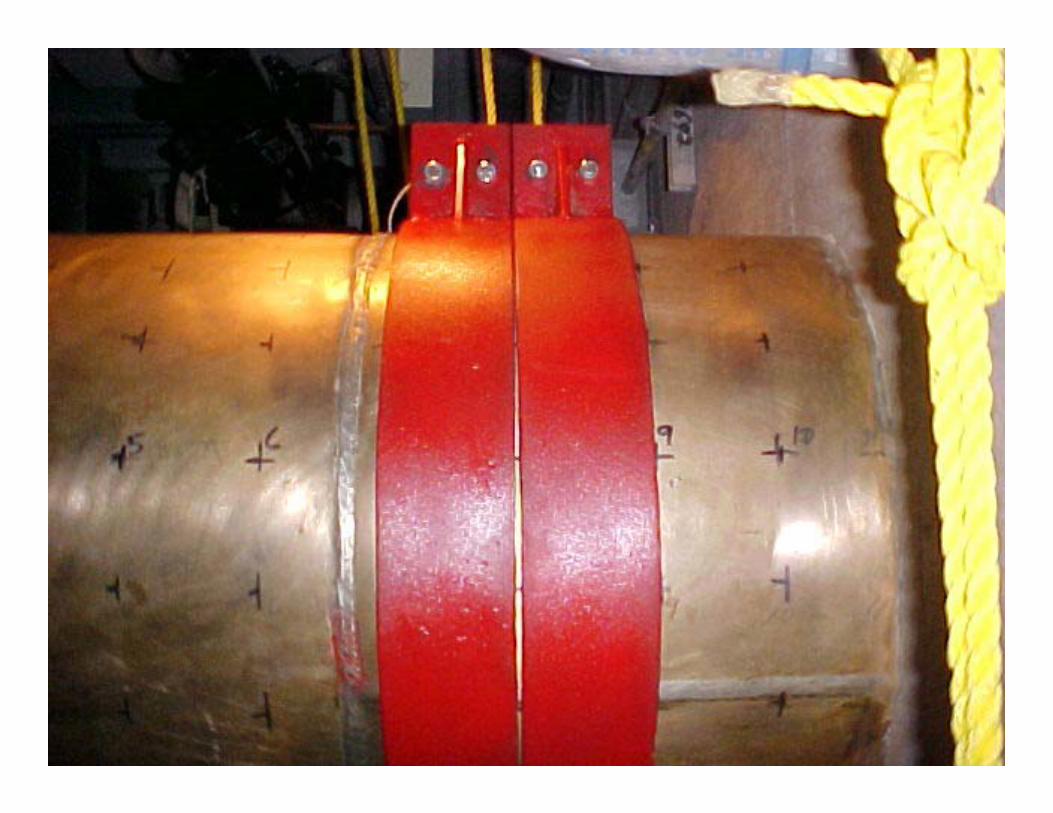
•Fuga detectada debido a erosión del material que obligo a una acción
correctiva inmediata.
•Esta detección se realizo durante el periodo de mantenimiento de la
recarga, en caso contrario, esa fuga “sorpresiva”, nos hubiera obligado
a un paro automático de la planta-Unidad 1, con un impacto económico
de aproximadamente $1’020,138 dólares (día/paro) e impacto en los
indicadores WANO Internacional.
Antecedentes
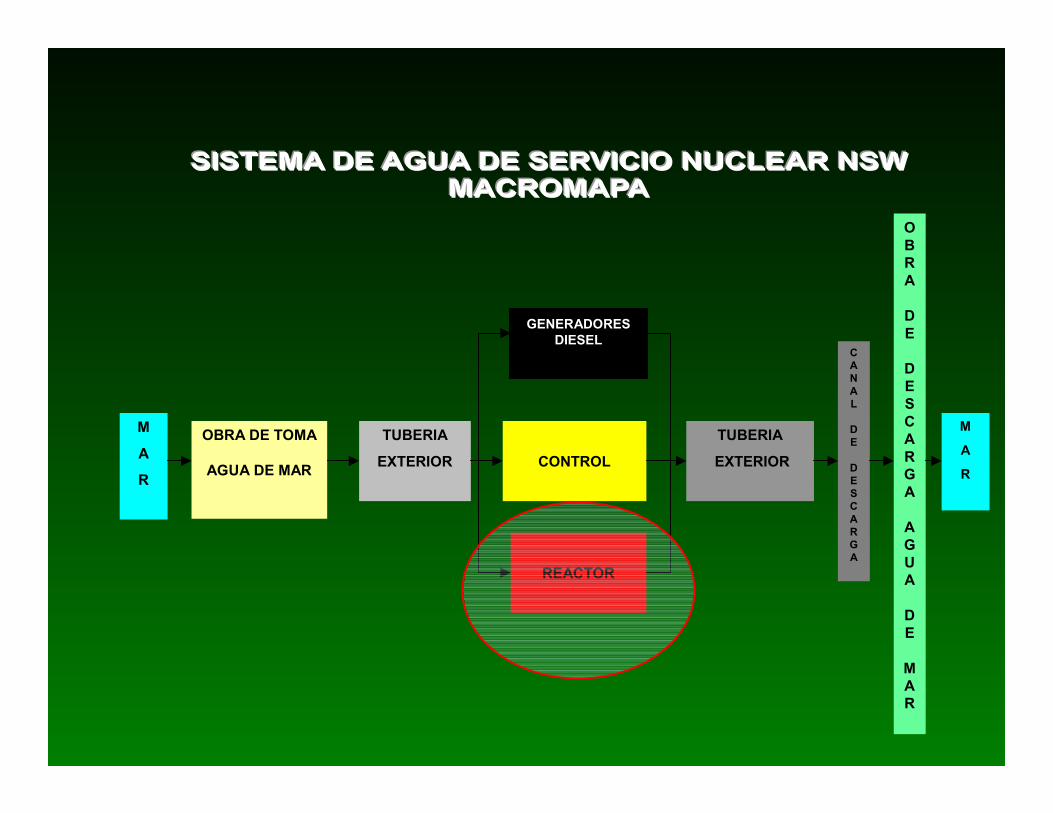
M
A
R
OBRA DE TOMA
AGUA DE MAR
TUBERIA
EXTERIOR
GENERADORES DIESEL
CONTROL
REACTOR
TUBERIA
EXTERIOR
CANAL
DE
DESCARGA
OBRA
DE
DESCARGA
AGUA
DE
MAR
M
A
R

Obra deObra detomatoma
Proyecto NSW
Proyecto NSW 66σσ--0104LV
0104LV
Obra deObra dedescargadescarga
Edificio del Reactor U1
Golfo de Golfo de MéxicoMéxico
CENTRAL NUCLEOELÉCTRICA
LAGUNA VERDE - VERACRUZ
Planteamiento del ProblemaPlanteamiento del Problema¿Qué es el problema?:Qué es el problema?: excesivo desgaste en la tubería que ocasione un paro no programando de la planta.¿Cuándo ocurre?¿Cuándo ocurre? en Mayo del 2004¿Dónde ocurre?¿Dónde ocurre? en Laguna Verde U1 NSW¿Qué magnitud tiene el problema?Qué magnitud tiene el problema? Actualmente se tiene un desgaste promedio mensual de 0.00278 cuando según especificaciones debía de ser de 0.002008. ¿Cómo se que es un problema?¿Cómo se que es un problema? De acuerdo al Reporte Inconformidad Corrección (RIC)
Exceso de desgaste de la tubería principal de enfriamiento de la U1 NSW de la planta nucleoeléctrica Laguna Verde detectado en mayo del 2004. Actualmente se tiene un desgaste de 0.00278 cuando el programado debía ser 0.002008
Planteamiento del Objetivo Planteamiento del Objetivo Monitorear el desgaste de la tubería a fin de evitar un paro no programado de la planta a través de un sistema de medición confiable, que será implementado en su totalidad en mayo del 2005 y que ayude a tomar acciones preventivas en vez de las correctivas que actualmente se manejan.
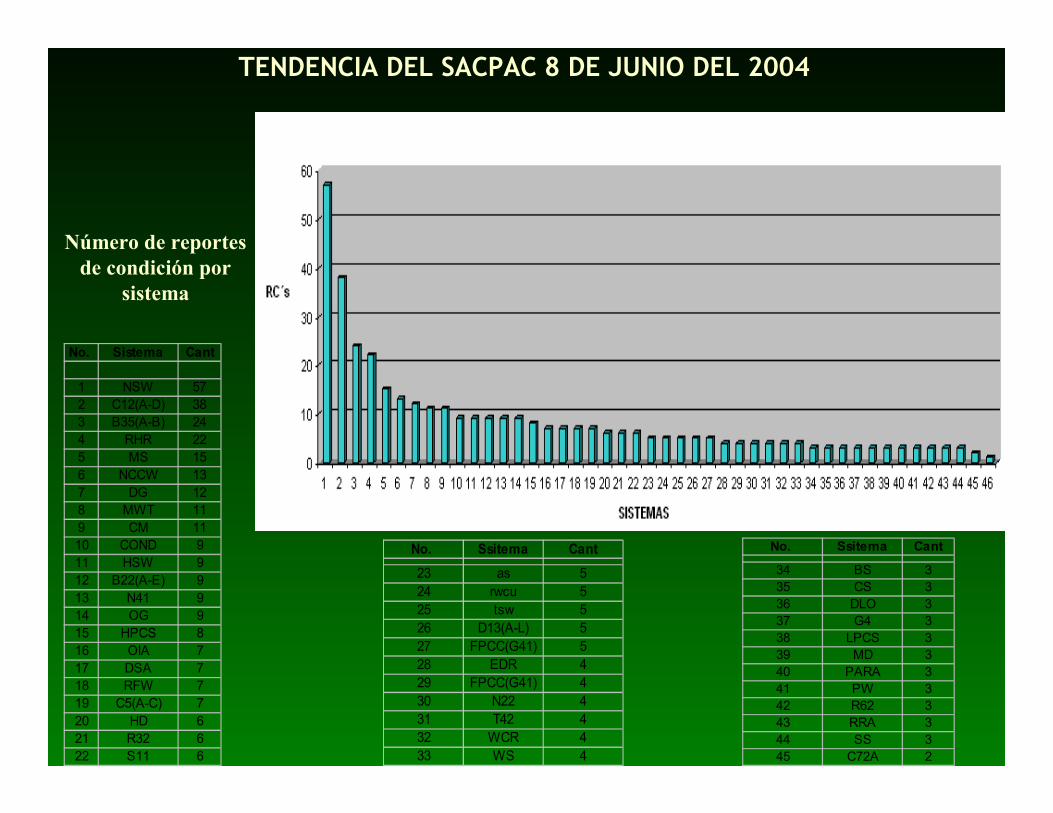
No. Sistema Cant
1 NSW 572 C12(A-D) 383 B35(A-B) 244 RHR 225 MS 156 NCCW 137 DG 128 MWT 119 CM 1110 COND 911 HSW 912 B22(A-E) 913 N41 914 OG 915 HPCS 816 OIA 717 DSA 718 RFW 719 C5(A-C) 720 HD 621 R32 622 S11 6
No. Ssitema Cant23 as 524 rwcu 525 tsw 526 D13(A-L) 527 FPCC(G41) 528 EDR 429 FPCC(G41) 430 N22 431 T42 432 WCR 433 WS 4
No. Ssitema Cant
34 BS 335 CS 336 DLO 337 G4 338 LPCS 339 MD 340 PARA 341 PW 342 R62 343 RRA 344 SS 345 C72A 2
Número de reportes de condición por
sistema
TENDENCIA DEL SACPAC 8 DE JUNIO DEL 2004
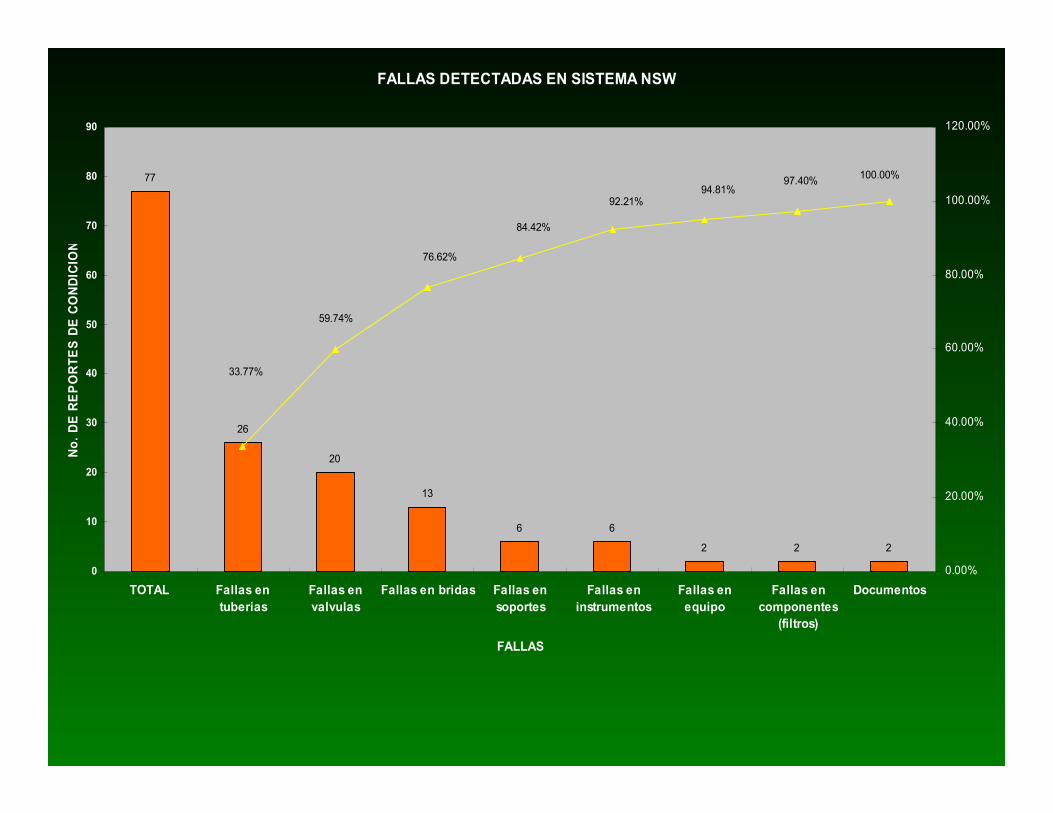
FALLAS DETECTADAS EN SISTEMA NSW
77
26
20
13
6 6
2 2 2
100.00%
33.77%
59.74%
76.62%
84.42%
92.21%94.81%
97.40%
0
10
20
30
40
50
60
70
80
90
TOTAL Fallas entuberias
Fallas envalvulas
Fallas en bridas Fallas ensoportes
Fallas eninstrumentos
Fallas enequipo
Fallas encomponentes
(filtros)
Documentos
FALLAS
No.
DE
RE
PO
RTE
S D
E C
ON
DIC
ION
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
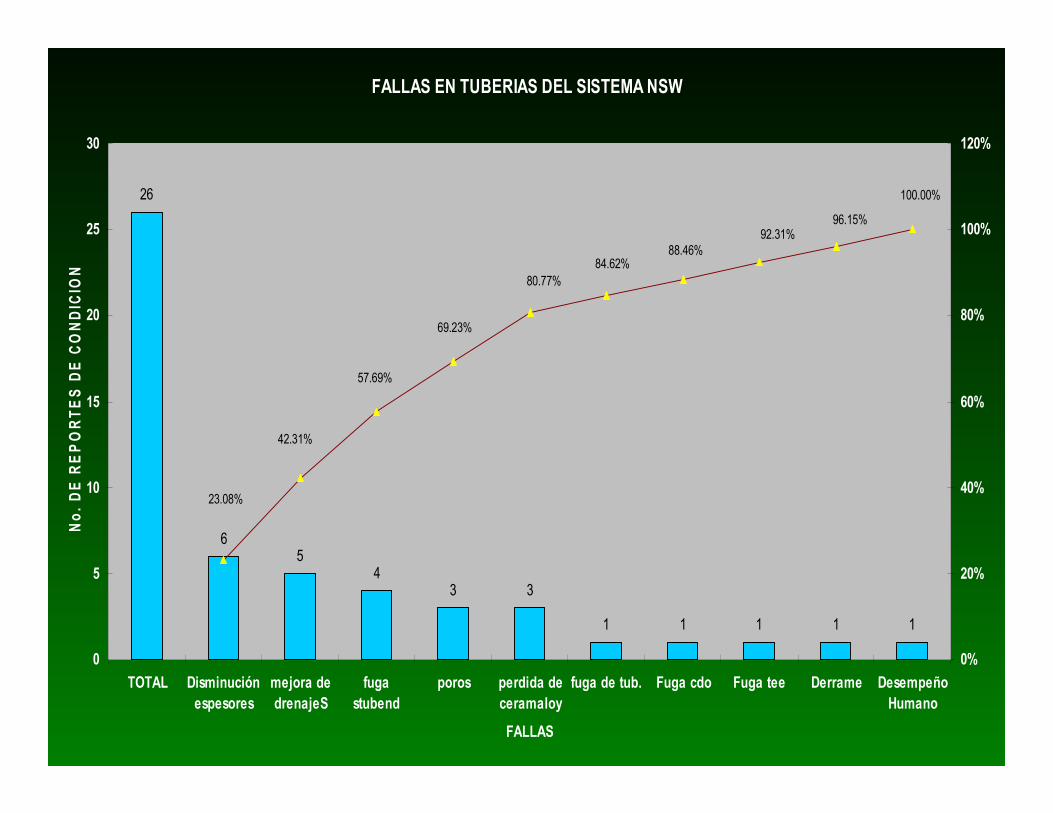
FALLAS EN TUBERIAS DEL SISTEMA NSW
26
65
43 3
1 1 1 1 1
100.00%
96.15%92.31%
88.46%84.62%
80.77%
69.23%
57.69%
42.31%
23.08%
0
5
10
15
20
25
30
TOTAL Disminuciónespesores
mejora dedrenajeS
fugastubend
poros perdida deceramaloy
fuga de tub. Fuga cdo Fuga tee Derrame DesempeñoHumano
FALLAS
No. D
E RE
PORT
ES D
E CO
NDIC
ION
0%
20%
40%
60%
80%
100%
120%
Analizando los histogramas anteriores vemos que la disminución del espesor de la tubería representa el 23% de las fallas en las tuberías, por lo que podemos definir los siguientes métricos del proyecto:
Primario:Primario: desgaste de la tubería (medido en pulgadas)
CríticosCríticos:: costo del sistema de medición y costo de mantenimiento preventivo.
Secundarios:Secundarios: costo de paro no programado de planta, fletes por emergencias, horas extras, sobreprecio en refacciones y materiales
Métricos del Proyecto Métricos del Proyecto
A continuación podemos ver el gráfico del métrico primario.
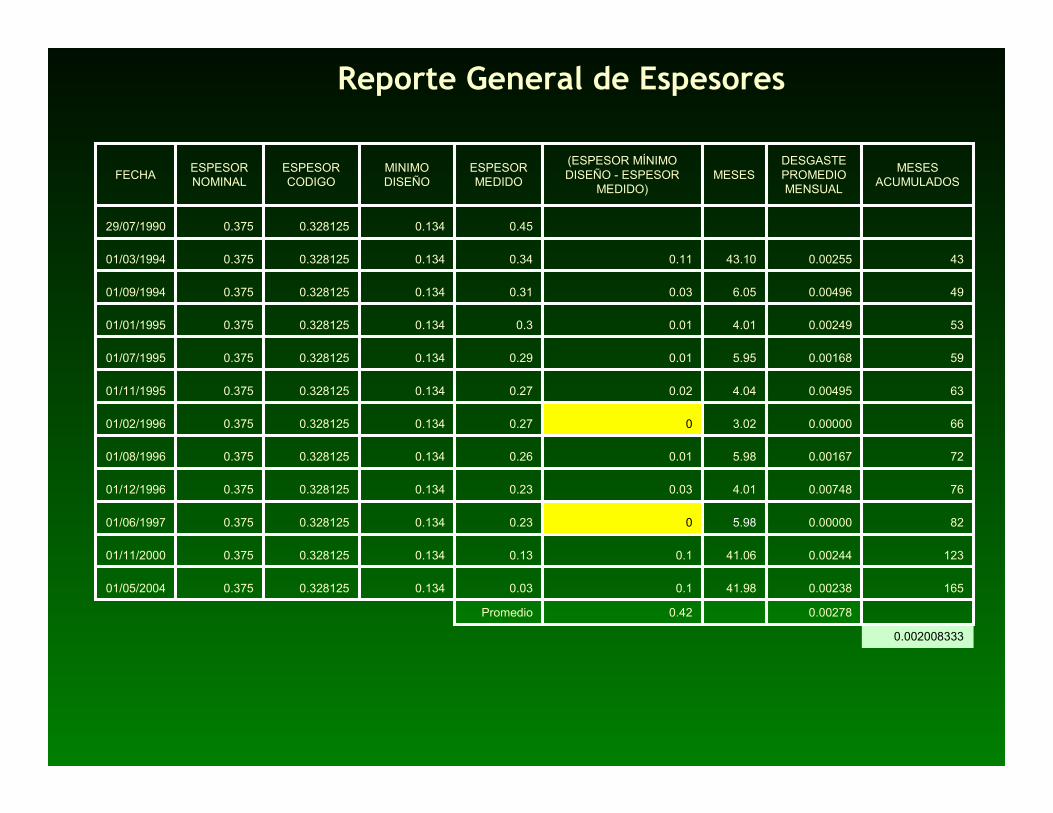
Reporte General de Espesores
0.002008333
0.002780.42Promedio
1650.0023841.980.10.030.1340.3281250.37501/05/2004
1230.0024441.060.10.130.1340.3281250.37501/11/2000
820.000005.9800.230.1340.3281250.37501/06/1997
760.007484.010.030.230.1340.3281250.37501/12/1996
720.001675.980.010.260.1340.3281250.37501/08/1996
660.000003.0200.270.1340.3281250.37501/02/1996
630.004954.040.020.270.1340.3281250.37501/11/1995
590.001685.950.010.290.1340.3281250.37501/07/1995
530.002494.010.010.30.1340.3281250.37501/01/1995
490.004966.050.030.310.1340.3281250.37501/09/1994
430.0025543.100.110.340.1340.3281250.37501/03/1994
0.450.1340.3281250.37529/07/1990
MESES ACUMULADOS
DESGASTE PROMEDIO MENSUAL
MESES(ESPESOR MÍNIMO DISEÑO - ESPESOR
MEDIDO)
ESPESOR MEDIDO
MINIMO DISEÑO
ESPESOR CODIGO
ESPESOR NOMINALFECHA
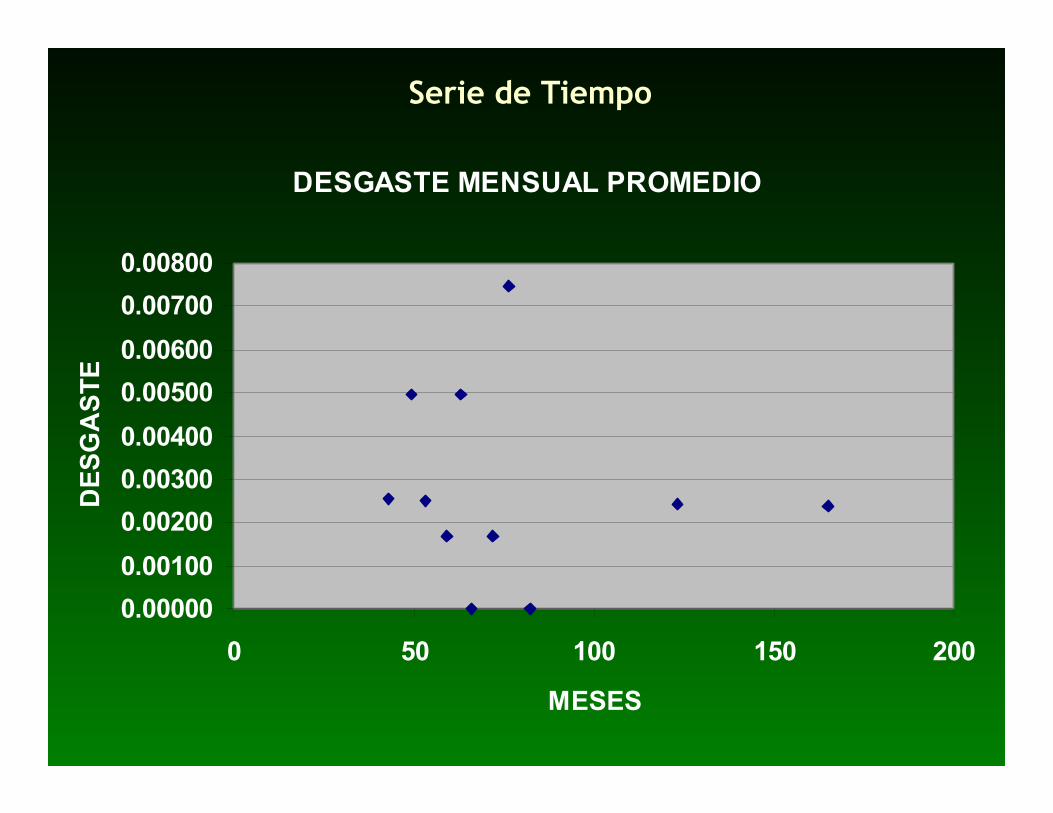
Serie de Tiempo
DESGASTE MENSUAL PROMEDIO
0.000000.001000.002000.003000.004000.005000.006000.007000.00800
0 50 100 150 200
MESES
DES
GA
STE
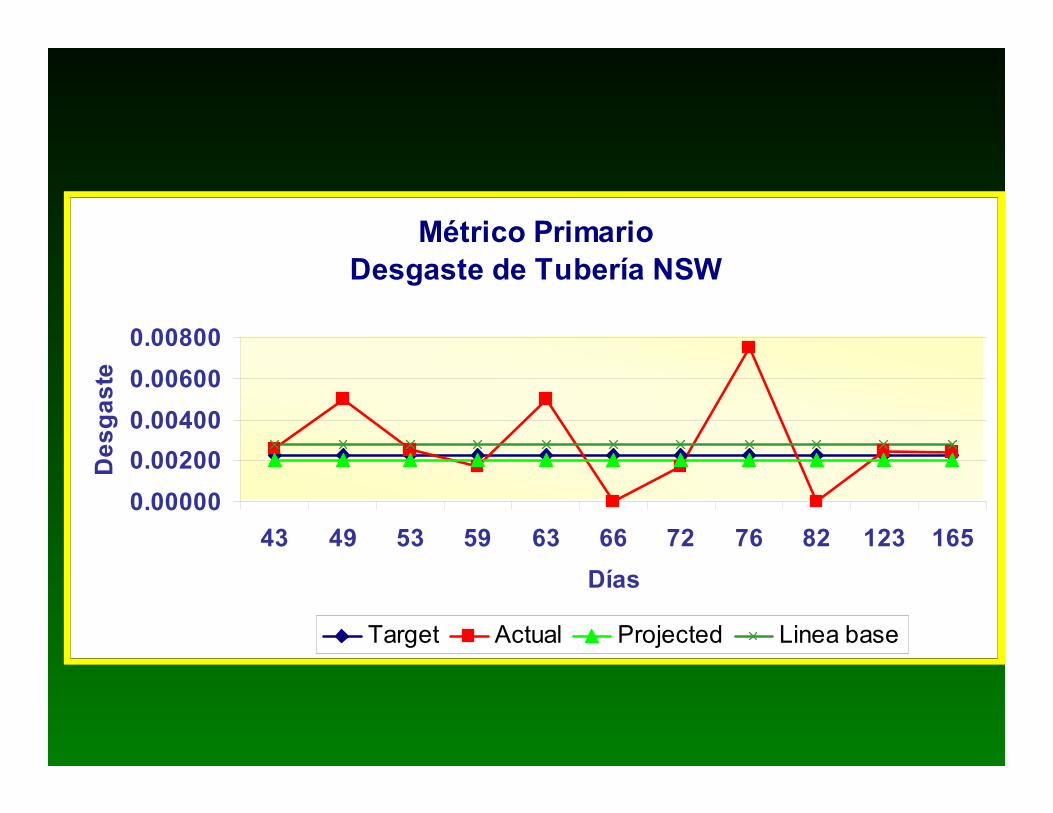
Métrico PrimarioDesgaste de Tubería NSW
0.000000.002000.004000.006000.00800
43 49 53 59 63 66 72 76 82 123 165Días
Des
gast
e
Target Actual Projected Linea base
1. Evitar salidas no programadas de la U1, a través del control de espesores de tuberías que tendría un impacto económico en promedio $1’020,138 dólares/dia. Sistematizando el procedimiento de selección de componentes para medición de espesores del NSW para darle Mayor Confiabilidad
2. Identificar puntos de control en tuberías para disminuir su índice de fallas.
Áreas de Oportunidad
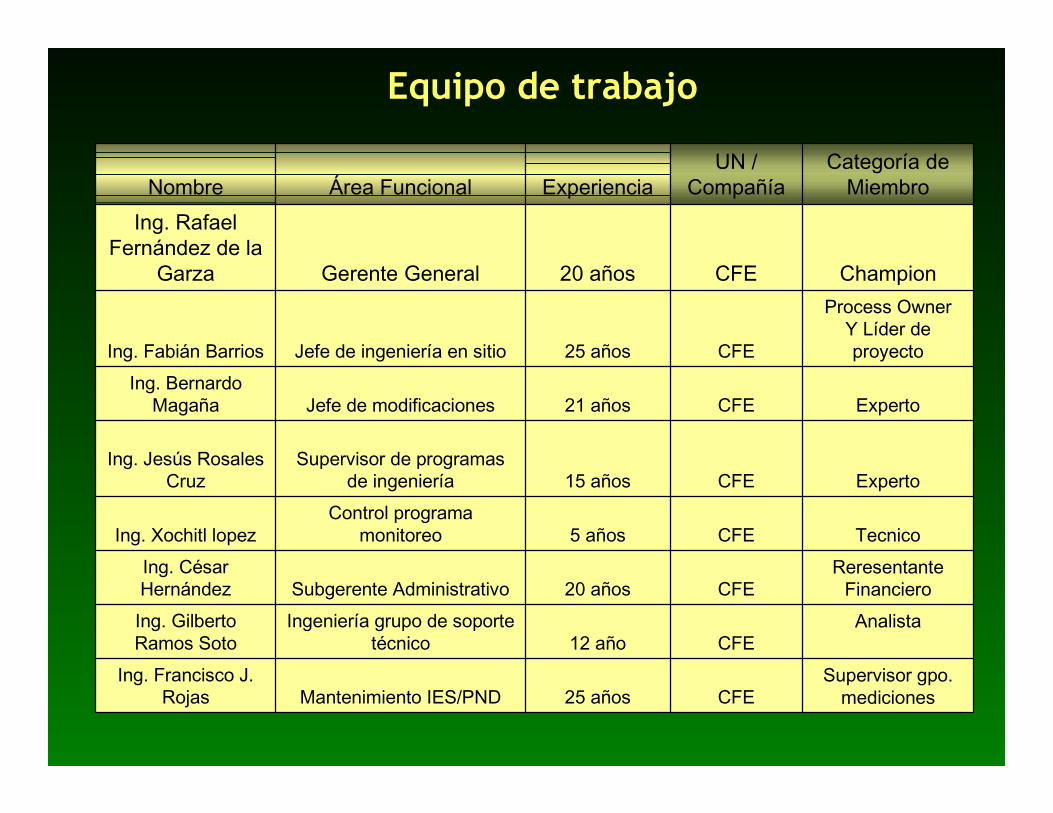
• Miembros del Equipo
Equipo de trabajo
Supervisor gpo. medicionesCFE25 añosMantenimiento IES/PND
Ing. Francisco J. Rojas
AnalistaCFE12 año
Ingeniería grupo de soporte técnico
Ing. Gilberto Ramos Soto
ReresentanteFinancieroCFE20 añosSubgerente Administrativo
Ing. César Hernández
TecnicoCFE5 añosControl programa
monitoreoIng. Xochitl lopez
ExpertoCFE15 añosSupervisor de programas
de ingenieríaIng. Jesús Rosales
Cruz
ExpertoCFE21 añosJefe de modificacionesIng. Bernardo
Magaña
Process OwnerY Líder de proyectoCFE25 añosJefe de ingeniería en sitioIng. Fabián Barrios
ChampionCFE20 añosGerente General
Ing. Rafael Fernández de la
Garza
Categoría deMiembro
UN / CompañíaExperienciaÁrea FuncionalNombre
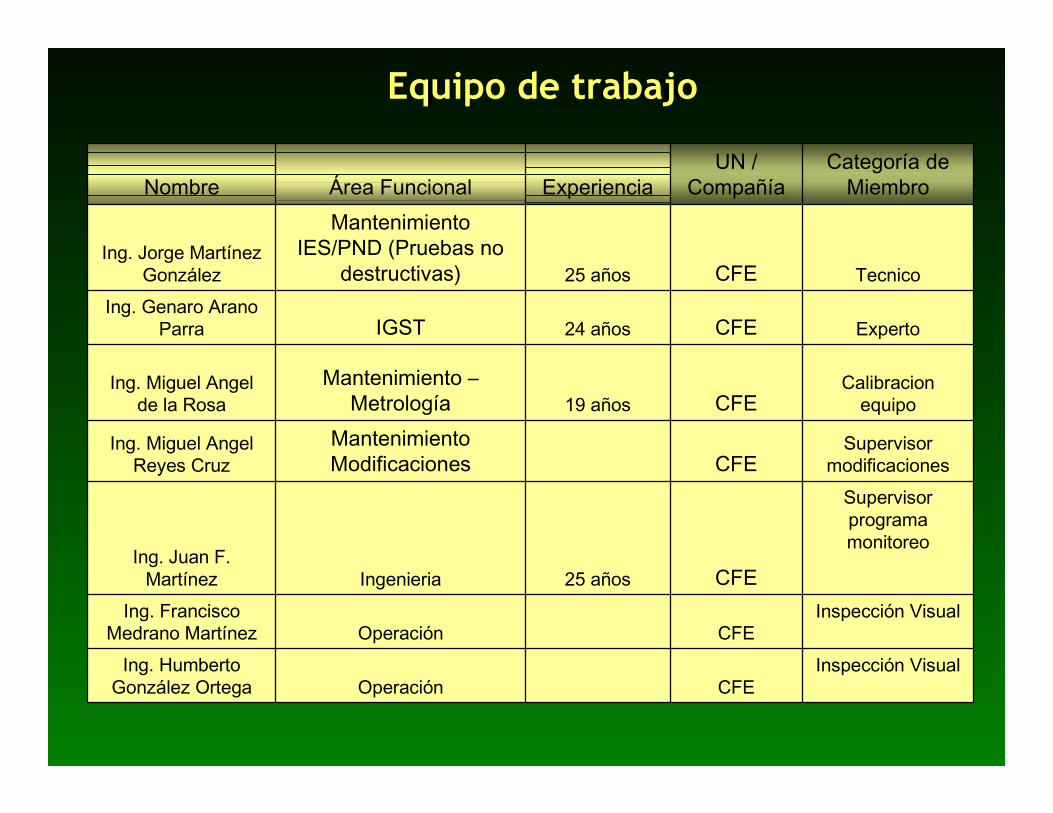
• Miembros del Equipo
Equipo de trabajo
Inspección VisualCFEOperación
Ing. Humberto González Ortega
Inspección VisualCFEOperación
Ing. Francisco Medrano Martínez
Supervisor programa monitoreo
CFE25 añosIngenieriaIng. Juan F.
Martínez
Supervisor modificacionesCFE
Mantenimiento Modificaciones
Ing. Miguel AngelReyes Cruz
CalibracionequipoCFE19 años
Mantenimiento –Metrología
Ing. Miguel Angelde la Rosa
ExpertoCFE24 añosIGSTIng. Genaro Arano
Parra
TecnicoCFE25 años
Mantenimiento IES/PND (Pruebas no
destructivas)Ing. Jorge Martínez
González
Categoría deMiembro
UN / CompañíaExperienciaÁrea FuncionalNombre
Equipo de trabajo

• Miembros del Equipo
Equipo de trabajo
ExpertoCFEJefe teleinformaticaIng. Gerardo
carballoDesarrollo prog. Base de datosCFEInformatica
Ing. G.MargaritaHernandez p.
Black BeltCFEAsesoria
Act. Laura Ma. Rico Alvarez
Black BeltCFEAsesoria
Lic. Sergio RobertsVillarreal
Desarrollo prog.Base de datosCFEInformatica
Ing.Ma. De los Angeles Medel c.
TecnicoCFEPruebas no destructivasIng. Jose juan
cervantes
Experto analisiscausa-raizCFECausa Raíz
Ing. José Luis Jiménez Ayala
Tecnico medicionCFE28 añosPruebas no destructivasIng. César
Tlapalcoyoa Cruz
Coordinador CalidadCFE25 añosSACPASI
Ing. Andrés Mendoza López
Categoría deMiembro
UN / CompañíaExperienciaÁrea FuncionalNombre
Equipo de trabajo
Fotos de reuniones


Ahorro PotencialAhorro Potencial: Estos se obtienen al lograr tener bajo control el
sistema de medición que dará confiabilidad a la operación de la
planta. Control significa: captura, registro, almacenamiento y
seguimiento de los espesores de las tuberías, que permitan programar
mantenimiento preventivos para evitar roturas, fugas o escurrimientos
inesperados que obliguen a mantenimiento correctivos con sus
consecuentes costos adicionales: mano de obra extraordinaria, costos
elevados por adquisiciones emergentes de componentes, materiales y
refacciones así como fletes que sumados al costo de paro de planta
(1’020,138) incrementan el costo financiero de operación.
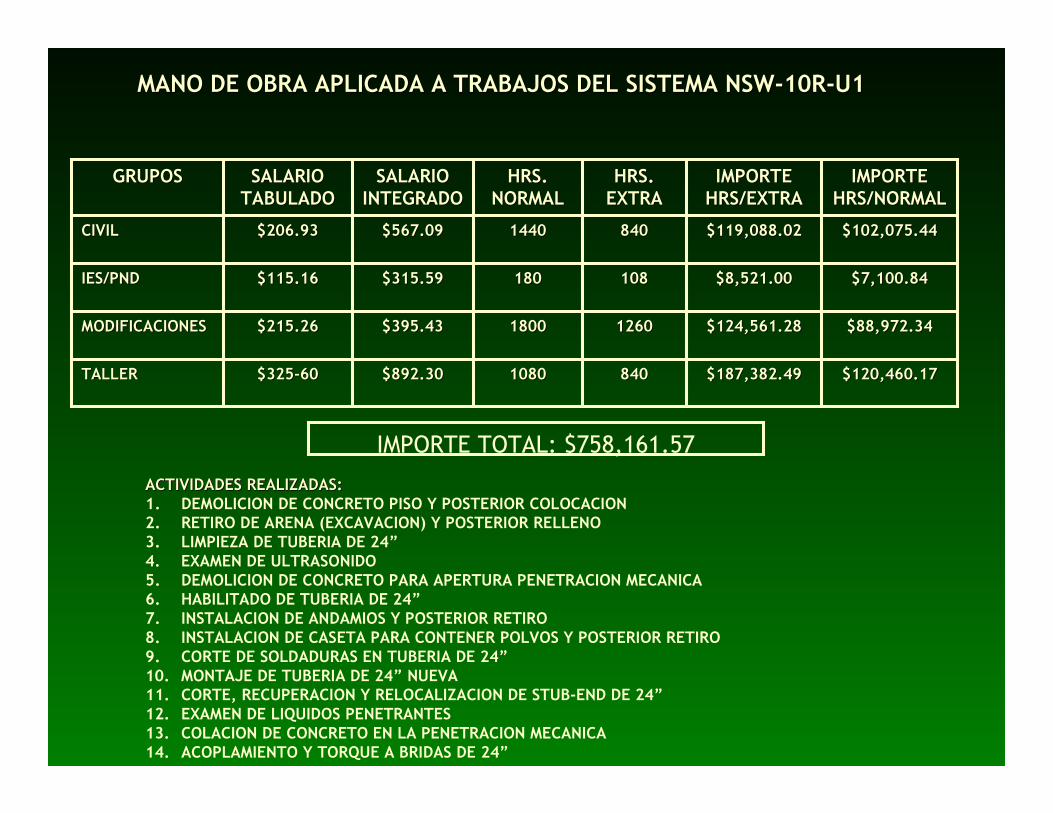
TALLERTALLER
MODIFICACIONESMODIFICACIONES
IES/PNDIES/PND
CIVILCIVIL
GRUPOSGRUPOS
$325$325--6060
$215.26$215.26
$115.16$115.16
$206.93$206.93
SALARIO SALARIO TABULADOTABULADO
$102,075.44$102,075.44$119,088.02$119,088.0284084014401440$567.09$567.09
IMPORTE IMPORTE HRS/NORMALHRS/NORMAL
IMPORTE IMPORTE HRS/EXTRAHRS/EXTRA
HRS. HRS. EXTRAEXTRA
HRS. HRS. NORMALNORMAL
SALARIO SALARIO INTEGRADOINTEGRADO
$120,460.17$120,460.17$187,382.49$187,382.4984084010801080$892.30$892.30
$88,972.34$88,972.34$124,561.28$124,561.281260126018001800$395.43$395.43
$7,100.84$7,100.84$8,521.00$8,521.00108108180180$315.59$315.59
IMPORTE TOTAL: $758,161.57
ACTIVIDADES REALIZADAS:ACTIVIDADES REALIZADAS:1. DEMOLICION DE CONCRETO PISO Y POSTERIOR COLOCACION2. RETIRO DE ARENA (EXCAVACION) Y POSTERIOR RELLENO3. LIMPIEZA DE TUBERIA DE 24”4. EXAMEN DE ULTRASONIDO5. DEMOLICION DE CONCRETO PARA APERTURA PENETRACION MECANICA6. HABILITADO DE TUBERIA DE 24”7. INSTALACION DE ANDAMIOS Y POSTERIOR RETIRO8. INSTALACION DE CASETA PARA CONTENER POLVOS Y POSTERIOR RETIRO9. CORTE DE SOLDADURAS EN TUBERIA DE 24”10. MONTAJE DE TUBERIA DE 24” NUEVA11. CORTE, RECUPERACION Y RELOCALIZACION DE STUB-END DE 24”12. EXAMEN DE LIQUIDOS PENETRANTES13. COLACION DE CONCRETO EN LA PENETRACION MECANICA14. ACOPLAMIENTO Y TORQUE A BRIDAS DE 24”
MANO DE OBRA APLICADA A TRABAJOS DEL SISTEMA NSWMANO DE OBRA APLICADA A TRABAJOS DEL SISTEMA NSW--10R10R--U1U1
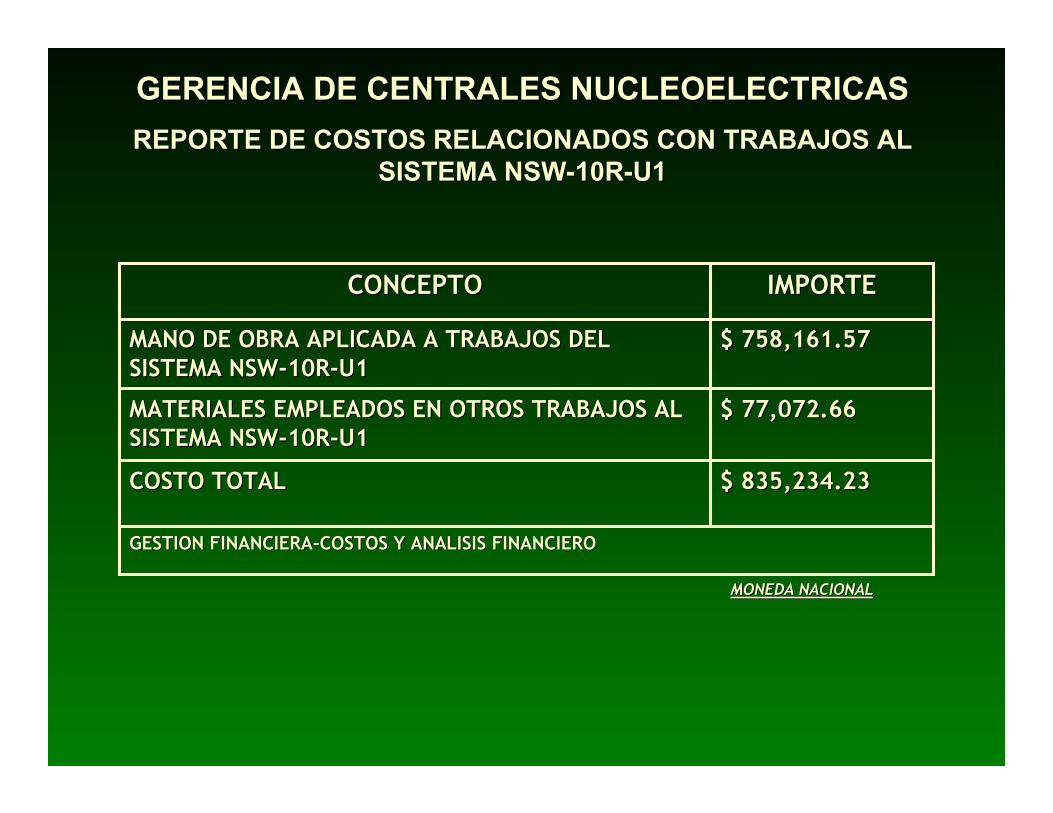
$ 835,234.23$ 835,234.23COSTO TOTALCOSTO TOTAL
GESTION FINANCIERAGESTION FINANCIERA--COSTOS Y ANALISIS FINANCIEROCOSTOS Y ANALISIS FINANCIERO
$ 77,072.66$ 77,072.66MATERIALES EMPLEADOS EN OTROS TRABAJOS AL MATERIALES EMPLEADOS EN OTROS TRABAJOS AL SISTEMA NSWSISTEMA NSW--10R10R--U1U1
$ 758,161.57$ 758,161.57MANO DE OBRA APLICADA A TRABAJOS DEL MANO DE OBRA APLICADA A TRABAJOS DEL SISTEMA NSWSISTEMA NSW--10R10R--U1U1
IMPORTEIMPORTECONCEPTOCONCEPTO
GERENCIA DE CENTRALES NUCLEOELECTRICASGERENCIA DE CENTRALES NUCLEOELECTRICASREPORTE DE COSTOS RELACIONADOS CON TRABAJOS AL REPORTE DE COSTOS RELACIONADOS CON TRABAJOS AL
SISTEMA NSWSISTEMA NSW--10R10R--U1U1
MONEDA NACIONALMONEDA NACIONAL
Ahorros Suaves:Ahorros Suaves: Los representan la adquisición de una cultura de
medición confiable y sistemática que permita:
• La identificación de puntos críticos en el sistema, que demandan una toma de
medición así como su registro en una base de datos confiable que permitan la
toma de decisiones que nos lleven a programar mantenimientos preventivos
dejando atrás la práctica de ejecutar mantenimientos correctivos.
• La obtención de un estricto control sobre los costos de mantenimiento.
• Concentración de la información en una sola base de datos que permita de esta
manera una rápida consulta para la toma de decisiones, sin importar la
ubicación del tramo dañado, así como utilizar herramientas estadísticas que
permiten un análisis de información confiable para la toma de decisiones.
• Crear conciencia que la disciplina en el seguimiento sistemático de mediciones
es indispensable para la confiabilidad de la operación de la planta.

El impacto en estos tres indicadores de desempeño afectan considerablemente la calificación que WANO otorga trimestralmente a esta Planta.
Estos tres indicadores están estrechamente ligados al sistema NSW.
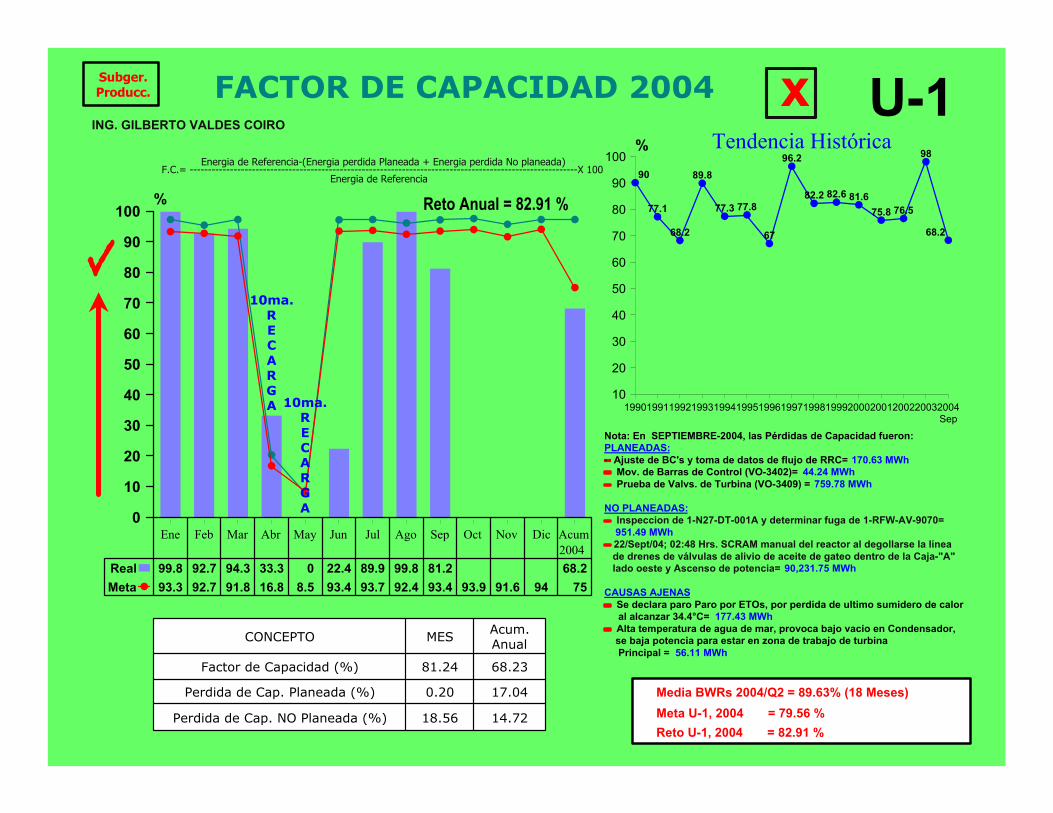
FACTOR DE CAPACIDAD 2004
Tendencia Histórica90
77.1
68.2
89.8
77.3 77.8
67
96.2
82.2 82.6 81.675.8 76.5
98
68.2
199019911992199319941995199619971998199920002001200220032004Sep
10
20
30
40
50
60
70
80
90
100%
U-1Subger.Producc.
ING. GILBERTO VALDES COIRO
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Acum2004
0
10
20
30
40
50
60
70
80
90
100%
Real 99.8 92.7 94.3 33.3 0 22.4 89.9 99.8 81.2 68.2Meta 93.3 92.7 91.8 16.8 8.5 93.4 93.7 92.4 93.4 93.9 91.6 94 75
CONCEPTO MES Acum. Anual
Factor de Capacidad (%) 81.24 68.23
Perdida de Cap. Planeada (%) 0.20 17.04
Perdida de Cap. NO Planeada (%) 18.56 14.72
Nota: En SEPTIEMBRE-2004, las Pérdidas de Capacidad fueron:PLANEADAS:
Ajuste de BC's y toma de datos de flujo de RRC= 170.63 MWh Mov. de Barras de Control (VO-3402)= 44.24 MWh Prueba de Valvs. de Turbina (VO-3409) = 759.78 MWh
NO PLANEADAS: Inspeccion de 1-N27-DT-001A y determinar fuga de 1-RFW-AV-9070=
951.49 MWh 22/Sept/04; 02:48 Hrs. SCRAM manual del reactor al degollarse la línea
de drenes de válvulas de alivio de aceite de gateo dentro de la Caja-"A" lado oeste y Ascenso de potencia= 90,231.75 MWh
CAUSAS AJENAS Se declara paro Paro por ETOs, por perdida de ultimo sumidero de calor
al alcanzar 34.4°C= 177.43 MWh Alta temperatura de agua de mar, provoca bajo vacio en Condensador,
se baja potencia para estar en zona de trabajo de turbina Principal = 56.11 MWh
Media BWRs 2004/Q2 = 89.63% (18 Meses)Meta U-1, 2004 = 79.56 %Reto U-1, 2004 = 82.91 %
F.C.= ----------------------------------------------------------------------------------------------------------X 100Energia de Referencia-(Energia perdida Planeada + Energia perdida No planeada)
Energia de Referencia
Reto Anual = 82.91 %
10ma. RECARGA 10ma.
RECARGA
x
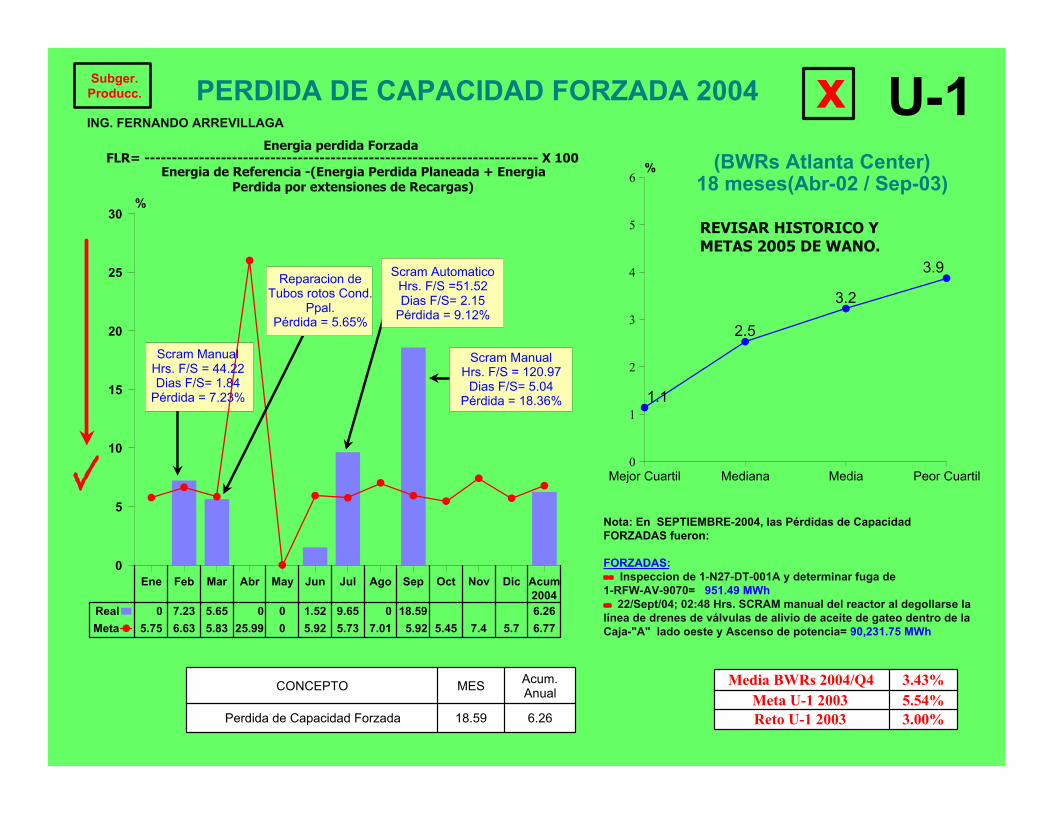
PERDIDA DE CAPACIDAD FORZADA 2004 U-1
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Acum2004
0
5
10
15
20
25
30%
Real 0 7.23 5.65 0 0 1.52 9.65 0 18.59 6.26Meta 5.75 6.63 5.83 25.99 0 5.92 5.73 7.01 5.92 5.45 7.4 5.7 6.77
(BWRs Atlanta Center)18 meses(Abr-02 / Sep-03)
FLR= ------------------------------------------------------------------------ X 100Energia perdida Forzada
Energia de Referencia -(Energia Perdida Planeada + Energia Perdida por extensiones de Recargas)
Subger.Producc.
ING. FERNANDO ARREVILLAGA
1.1
2.5
3.2
3.9
Mejor Cuartil Mediana Media Peor Cuartil0
1
2
3
4
5
6%
Media BWRs 2004/Q4 3.43%Meta U-1 2003 5.54%Reto U-1 2003 3.00%
CONCEPTO MES Acum. Anual
Perdida de Capacidad Forzada 18.59 6.26
REVISAR HISTORICO Y METAS 2005 DE WANO.
Scram ManualHrs. F/S = 44.22Dias F/S= 1.84
Pérdida = 7.23%
Reparacion de Tubos rotos Cond.
Ppal. Pérdida = 5.65%
Scram Automatico Hrs. F/S =51.52Dias F/S= 2.15
Pérdida = 9.12%
Scram ManualHrs. F/S = 120.97
Dias F/S= 5.04Pérdida = 18.36%
Nota: En SEPTIEMBRE-2004, las Pérdidas de Capacidad FORZADAS fueron:
FORZADAS: Inspeccion de 1-N27-DT-001A y determinar fuga de
1-RFW-AV-9070= 951.49 MWh 22/Sept/04; 02:48 Hrs. SCRAM manual del reactor al degollarse la
línea de drenes de válvulas de alivio de aceite de gateo dentro de la Caja-"A" lado oeste y Ascenso de potencia= 90,231.75 MWh
x
Tendencia Histórica
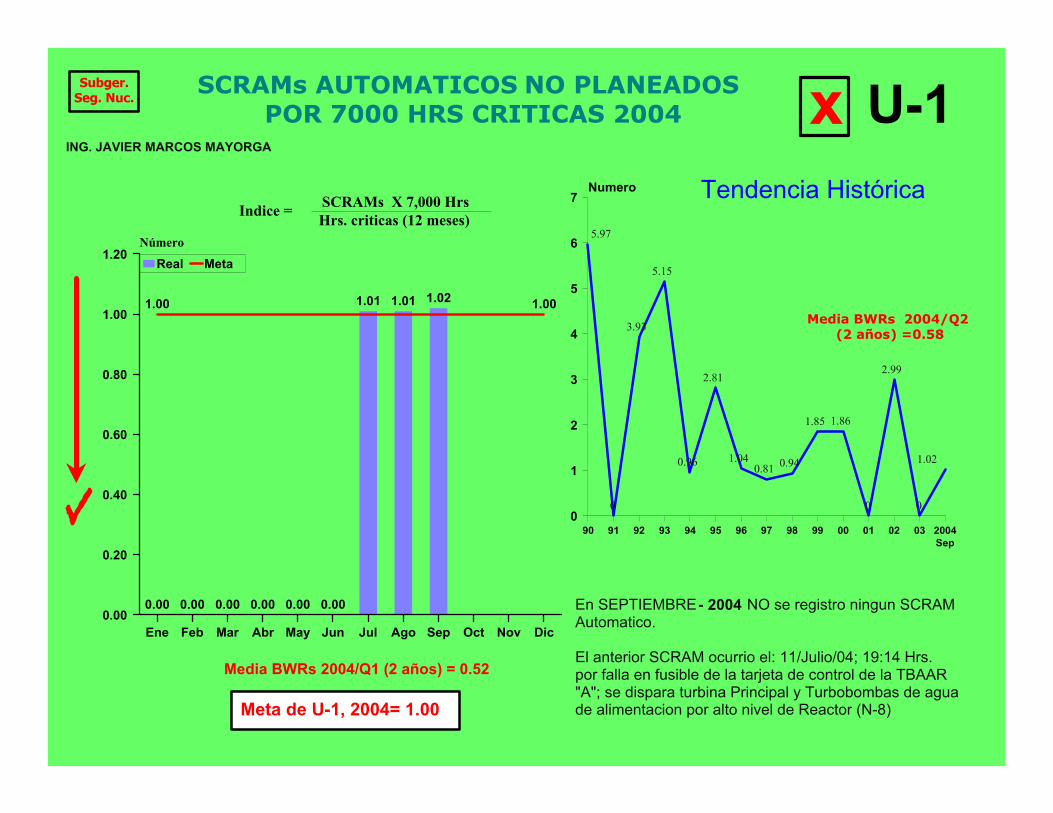
SCRAMs AUTOMATICOS NO PLANEADOS POR 7000 HRS CRITICAS 2004 U-1
0.00 0.00 0.00 0.00 0.00 0.00
1.01 1.01 1.021.00 1.00
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic0.00
0.20
0.40
0.60
0.80
1.00
1.20Número
Real Meta
En SEPTIEMBRE - 2004 NO se registro ningun SCRAM Automatico.
El anterior SCRAM ocurrio el: 11/Julio/04; 19:14 Hrs. por falla en fusible de la tarjeta de control de la TBAAR "A"; se dispara turbina Principal y Turbobombas de agua de alimentacion por alto nivel de Reactor (N-8)
Subger.Seg. Nuc.
ING. JAVIER MARCOS MAYORGA
Media BWRs 2004/Q1 (2 años) = 0.52
Meta de U-1, 2004= 1.00
Indice = SCRAMs X 7,000 HrsHrs. criticas (12 meses)
x
5.97
0
3.93
5.15
0.96
2.81
1.040.81 0.94
1.85 1.86
0
2.99
0
1.02
90 91 92 93 94 95 96 97 98 99 00 01 02 03 2004Sep
0
1
2
3
4
5
6
7Numero
Media BWRs 2004/Q2 (2 años) =0.58

• Falta consistencia en el sistema de selección de componentes para la medición, lo que hace la operación vulnerable.
• Es necesario reforzar la interacción entre las áreas involucradas en la operación del sistema NSW U1.
• La información que se tiene está dispersa y no facilita la toma de decisiones.
• Falta de enfoque del programa de mantenimiento preventivo.
• Ausencia de pertenencia de planta.
Conclusiones de la fase
Como consecuencia de la introducción de la metodología seis seis sigmasigma en la planta nos percatamos de una serie de deficiencias que ponían en riesgo nuestra operación:
Conclusiones de la fase
Por lo anterior, la finalidad del proyecto es: lograr la
confiabilidad operativa del sistema NSW y fomentar
una cultura de mantenimiento preventivo, desechando
la práctica anterior de mantenimientos correctivos
emergentes con los costos adicionales consecuentes.
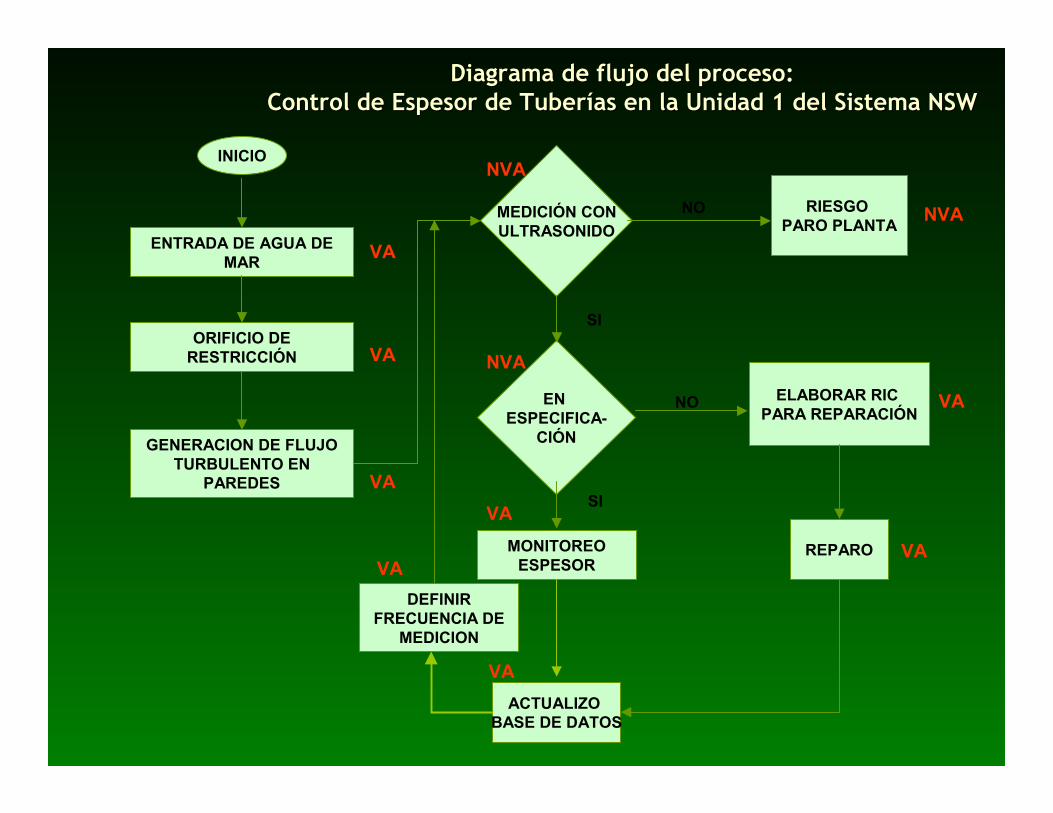
Diagrama de flujo del proceso:Diagrama de flujo del proceso:Control de Espesor de Tuberías en la Unidad 1 del Sistema NSWControl de Espesor de Tuberías en la Unidad 1 del Sistema NSW
GENERACION DE FLUJO TURBULENTO EN
PAREDES
ORIFICIO DE RESTRICCIÓN
MEDICIÓN CONULTRASONIDO
EN ESPECIFICA-
CIÓN
SI
SI
MONITOREO ESPESOR
ENTRADA DE AGUA DE MAR
INICIO
RIESGO PARO PLANTA
NO
REPARO
NO
ACTUALIZO BASE DE DATOS
ELABORAR RIC PARA REPARACIÓN
VA
VA
VA
NVA
NVA
VA
VA
NVA
VA
VA
DEFINIR FRECUENCIA DE
MEDICION
VA

Mapeo detallado
Matriz Causa & Efecto
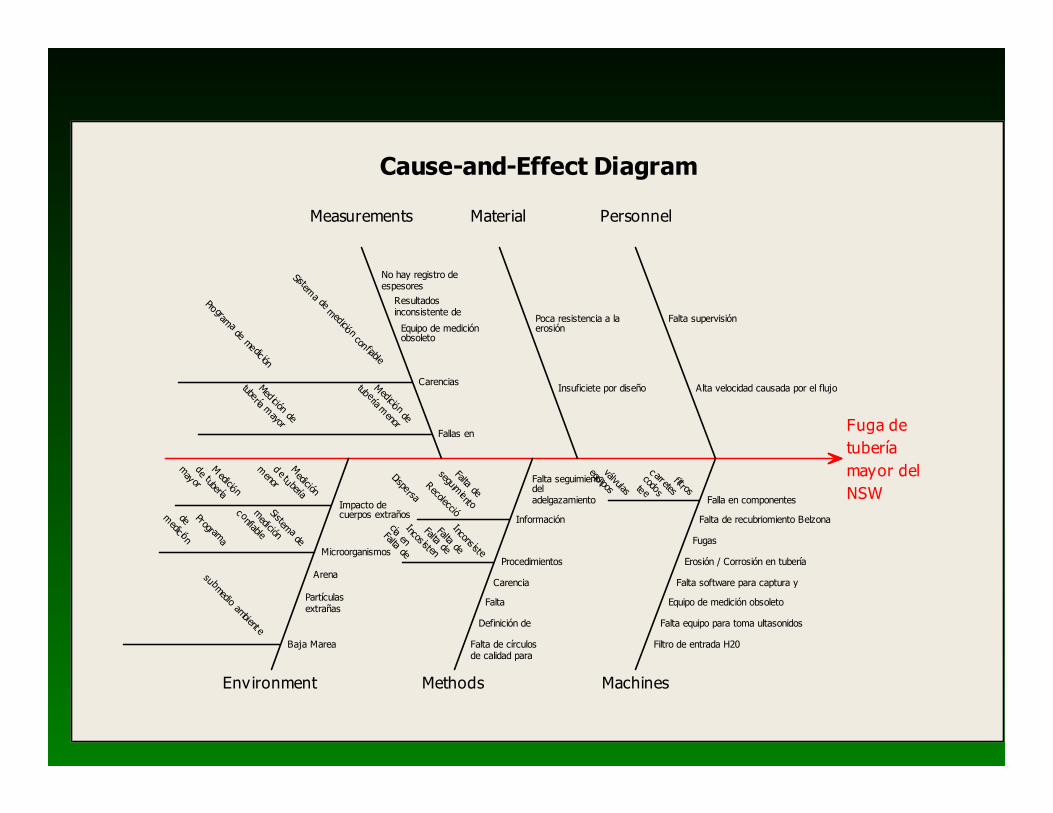
Fuga detuberíamayor delNSW
Environment
Measurements
Methods
Material
Machines
Personnel
Alta velocidad causada por el flujo
Falta supervisión
Falla en componentes
Falta de recubriomiento Belzona
Fugas
Erosión / Corrosión en tubería
Falta software para captura y
Equipo de medición obsoleto
Falta equipo para toma ultasonidos
Filtro de entrada H20
Insuficiete por diseño
Poca resistencia a laerosión
Falta seguimientodeladelgazamiento
Información
Procedimientos
Carencia
Falta
Definición de
Falta de círculosde calidad para
Fallas en
Carencias
Equipo de mediciónobsoleto
Resultadosinconsistente de
No hay registro deespesores
Impacto decuerpos extraños
Microorganismos
Arena
Partículasextrañas
Baja Marea
f iltros
c arretes
codoste e
válvulas
equipos
Incons iste
Falta de
Falta de
Incos isten
cia en
Falta de
Falta de
seguimiento
Recolecció
Dispersa
Sistema de medició n con fiable
Pro grama de medic ión
Medició n de
tubería menor
Med ición de
tuber ía mayor
submedio ambient eSistema de
medición
c onfiable
Programa
demedic ión
Medición
d e tu bería
menor
Medició n
de tuber ía
may or
Cause-and-Effect Diagram
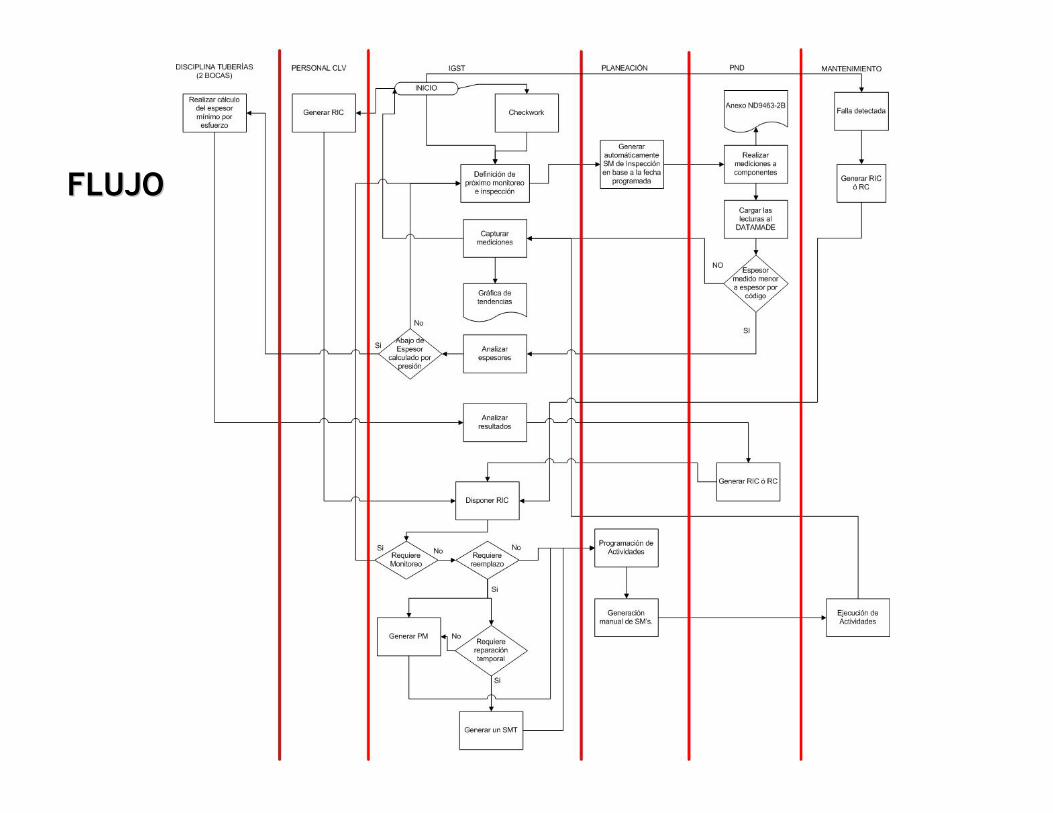
FLUJOFLUJO
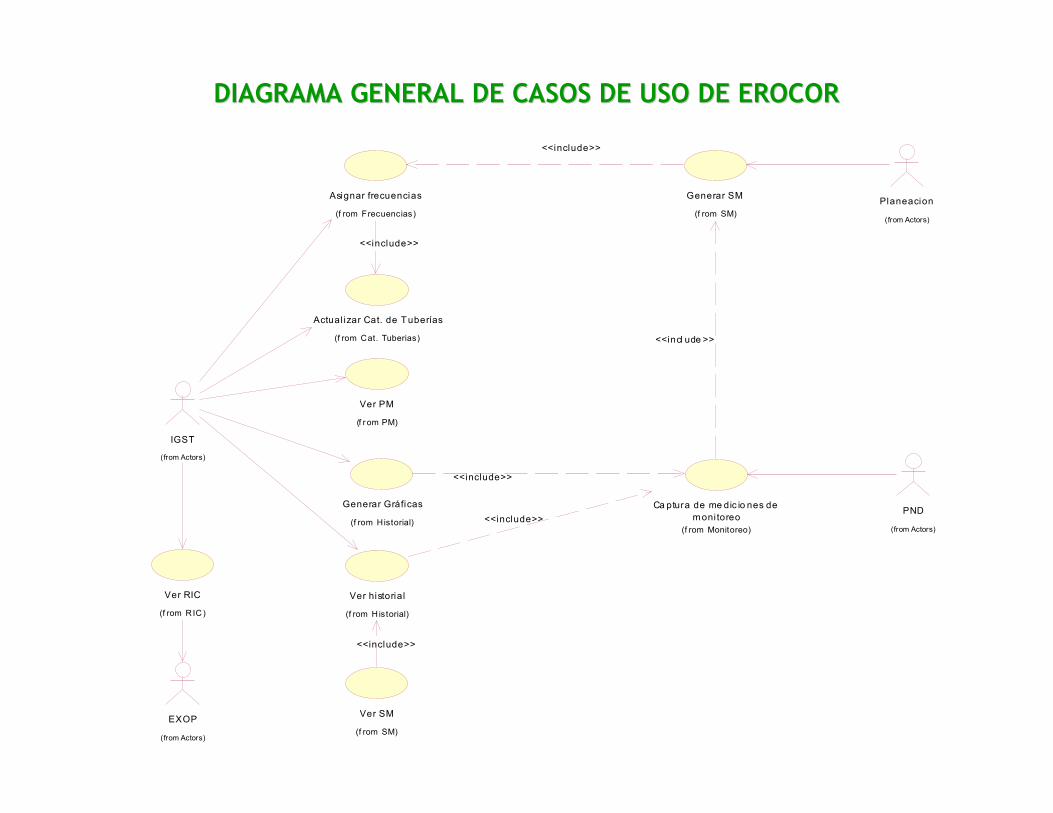
Generar SM
(f rom SM)Planeacion
(from Actors)
Ver SM
(f rom SM)
Ca ptura de me dic io nes de moni toreo
(f rom Monitoreo)
PND
(from Actors)
EXOP
(from Actors)
Generar Gráficas
(f rom Historial)
<<include>>
Actual izar Cat. de Tuberías
(f rom Cat. Tuberias)
Ver historial
(f rom H istorial)
<<include>>
<<include>>
Ver PM
(f r om PM)
Ver RIC
(f rom RIC)
Asignar frecuencias
(f rom Frecuencias)
<<include>>
<<include>>
IGST
(from Actors)
<<incl ude >>
DIAGRAMA GENERAL DE CASOS DE USO DE EROCORDIAGRAMA GENERAL DE CASOS DE USO DE EROCOR
Seis SigmaSeis Sigmaσ6σ6
Juntos hacemos la diferenciaJuntos hacemos la diferenciaJuntos hacemos la diferencia
GRACIASGRACIAS

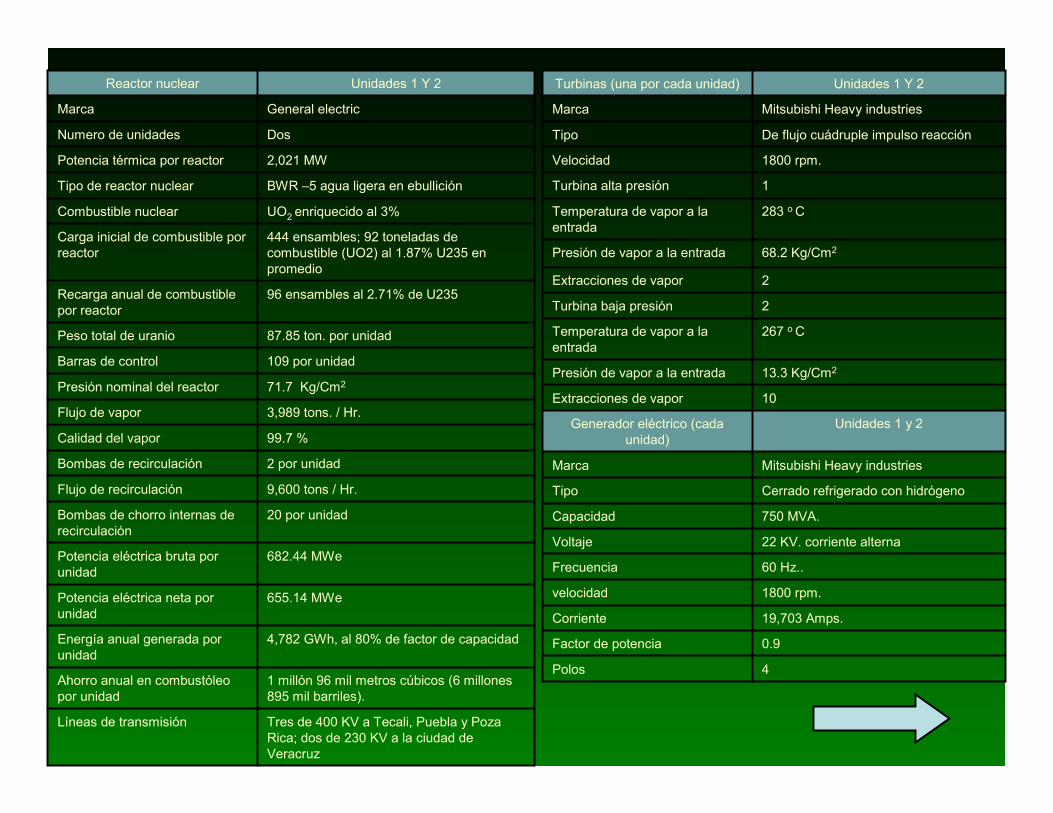
Tres de 400 KV a Tecali, Puebla y PozaRica; dos de 230 KV a la ciudad de Veracruz
Líneas de transmisión
1 millón 96 mil metros cúbicos (6 millones895 mil barriles).
Ahorro anual en combustóleopor unidad
4,782 GWh, al 80% de factor de capacidadEnergía anual generada porunidad
655.14 MWePotencia eléctrica neta porunidad
682.44 MWePotencia eléctrica bruta porunidad
20 por unidadBombas de chorro internas de recirculación
9,600 tons / Hr. Flujo de recirculación
2 por unidadBombas de recirculación
99.7 % Calidad del vapor
3,989 tons. / Hr. Flujo de vapor
71.7 Kg/Cm2 Presión nominal del reactor
109 por unidadBarras de control
87.85 ton. por unidadPeso total de uranio
96 ensambles al 2.71% de U235 Recarga anual de combustible por reactor
444 ensambles; 92 toneladas de combustible (UO2) al 1.87% U235 en promedio
Carga inicial de combustible porreactor
UO2 enriquecido al 3% Combustible nuclear
BWR –5 agua ligera en ebulliciónTipo de reactor nuclear
2,021 MW Potencia térmica por reactor
Dos Numero de unidades
General electric Marca
Unidades 1 Y 2 Reactor nuclear
4 Polos
0.9 Factor de potencia
19,703 Amps. Corriente
1800 rpm. velocidad
60 Hz.. Frecuencia
22 KV. corriente alternaVoltaje
750 MVA. Capacidad
Cerrado refrigerado con hidrógenoTipo
Mitsubishi Heavy industries Marca
Unidades 1 y 2Generador eléctrico (cadaunidad)
10 Extracciones de vapor
13.3 Kg/Cm2Presión de vapor a la entrada
267 o C Temperatura de vapor a la entrada
2 Turbina baja presión
2 Extracciones de vapor
68.2 Kg/Cm2Presión de vapor a la entrada
283 o CTemperatura de vapor a la entrada
1 Turbina alta presión
1800 rpm. Velocidad
De flujo cuádruple impulso reacciónTipo
Mitsubishi Heavy industries Marca
Unidades 1 Y 2 Turbinas (una por cada unidad)
Impacto de $1’020,138 mil
dólares diarios en promedio
al evitar el paro de planta
no programa.
Estimados Financieros
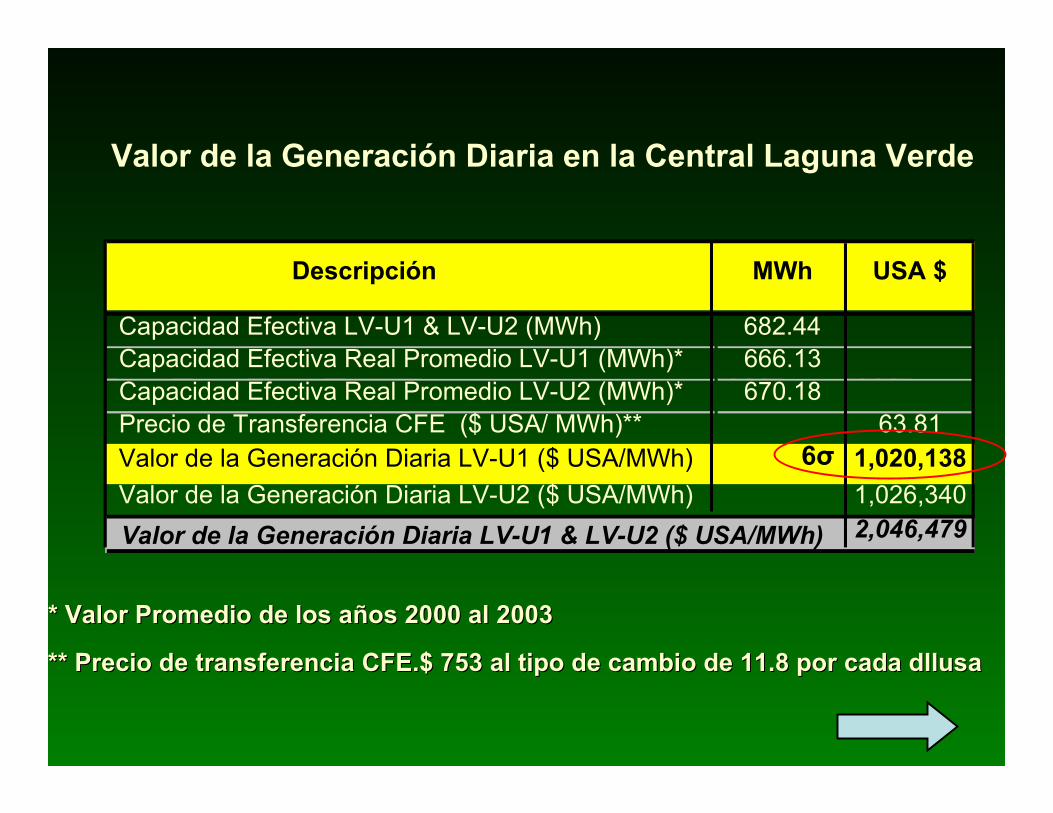
* Valor Promedio de los a* Valor Promedio de los añños 2000 al 2003os 2000 al 2003
** Precio de transferencia CFE.$ 753 al tipo de cambio de 11.8 p** Precio de transferencia CFE.$ 753 al tipo de cambio de 11.8 por cada or cada dllusadllusa
Valor de la Generación Diaria en la Central Laguna Verde
Descripción MWh USA $
2,046,479Valor de la Generación Diaria LV-U1 & LV-U2 ($ USA/MWh)
Capacidad Efectiva LV-U1 & LV-U2 (MWh) 682.44Capacidad Efectiva Real Promedio LV-U1 (MWh)* 666.13Capacidad Efectiva Real Promedio LV-U2 (MWh)* 670.18Precio de Transferencia CFE ($ USA/ MWh)** 63.81Valor de la Generación Diaria LV-U1 ($ USA/MWh) 1,020,138Valor de la Generación Diaria LV-U2 ($ USA/MWh) 1,026,340
6σ
56
SEIS
SIG
MA:
Cont
rol d
e es
peso
r de
tub
ería
s en
la U
1 de
l sis
tem
a N
SW
Centro de Diseño e Innovación de Productos 2002 Septiembre de 2005
NSW
TUBERIAS
VALVULAS
EQUIPOS
INSTRUMENTOS






![Sistema[1[1] 2](https://static.fdocument.org/doc/165x107/5571f18349795947648b55b8/sistema11-2.jpg)