Partie A - ÉTUDE DE FABRICATION
21
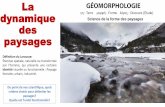
CAPLP externe Génie industriel – Option Structures métalliques Session 2008 Etude d’un système et/ ou d’un processus technique CORRIGE 1 / 12 Partie A - ÉTUDE DE FABRICATION A1 – Étude de fabrication de la virole Rep. V Longueur développée de la virole V : Ø ext = 800, épaisseur = 6 LD = ( 800 – 6 ) x π – 2 ( jeu de soudage) = 2492.5 mm Hauteur de la virole = 555- 4( jeu de soudage) = 551 mm Développé de la virole : 2492.5 x 551 mm Position des différents repères : Tracé extérieur Si LD = 2492.5 mm pour 360° alors 1° = 6,9234 mm Rep 2 180 1350 2180.9 2492.5 1 5 0 S S 1 5 0 5 5 1 2 7 2 7 180 45° 0° 240° 2 5 . 5 1 5 0 S Rep 9 3 8 8 . 8 519.3 1246.2 2 7 311.6 120° 180 225° 2 5 . 5 Rep 9 90° 45°
Transcript of Partie A - ÉTUDE DE FABRICATION
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 1 / 12
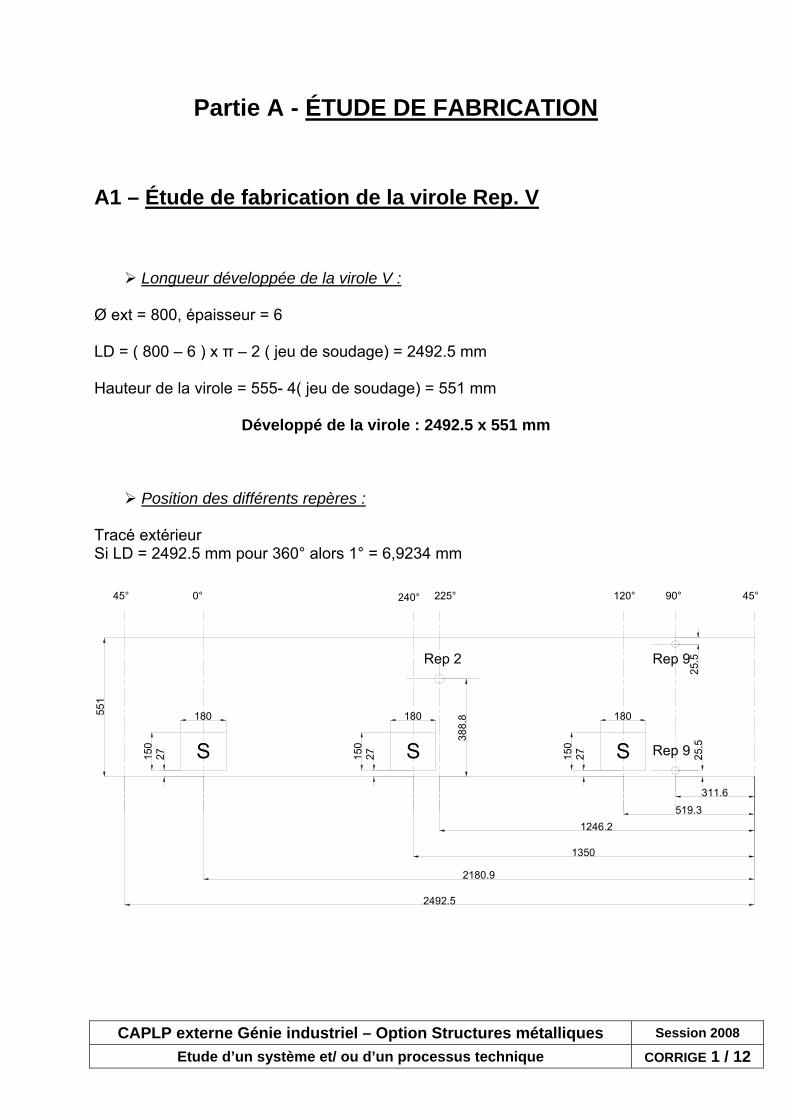
Partie A - ÉTUDE DE FABRICATION A1 – Étude de fabrication de la virole Rep. V
Longueur développée de la virole V : Ø ext = 800, épaisseur = 6 LD = ( 800 – 6 ) x π – 2 ( jeu de soudage) = 2492.5 mm Hauteur de la virole = 555- 4( jeu de soudage) = 551 mm
Développé de la virole : 2492.5 x 551 mm
Position des différents repères : Tracé extérieur Si LD = 2492.5 mm pour 360° alors 1° = 6,9234 mm
Rep 2
180
1350
2180.9
2492.5
150 SS150
551
27 27
180
45° 0° 240°
25.5
1 50 S Rep 9
388.
8
519.31246.2
27
311.6
120°
180
225°
25.5Rep 9
90° 45°
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 2 / 12
Vérification du volume : Sachant que 1 m3 = 1000 litres Volume de la virole : Ø int = 800 – 12 = 788 H = 555 V = π x 0.788² x 0.555 = 0.270 m3 = 270 litres 4 Volume du fond : Fond elliptique Ø 800, ep 8 V = 69.5 litres Volume total : V = 270 + 69.5 x 2 = 409 litres
409 litres > 400litres, le volume du réservoir est vérifié.
Masse de la virole : Dimensions de la virole : 2492.5 x 551 x 6 Masse volumique de l’acier : 7.85 Masse de la virole = 2.4925 x 0.551 x 0.006 x 7.85 Masse de la virole = 64.7 kg
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 3 / 12
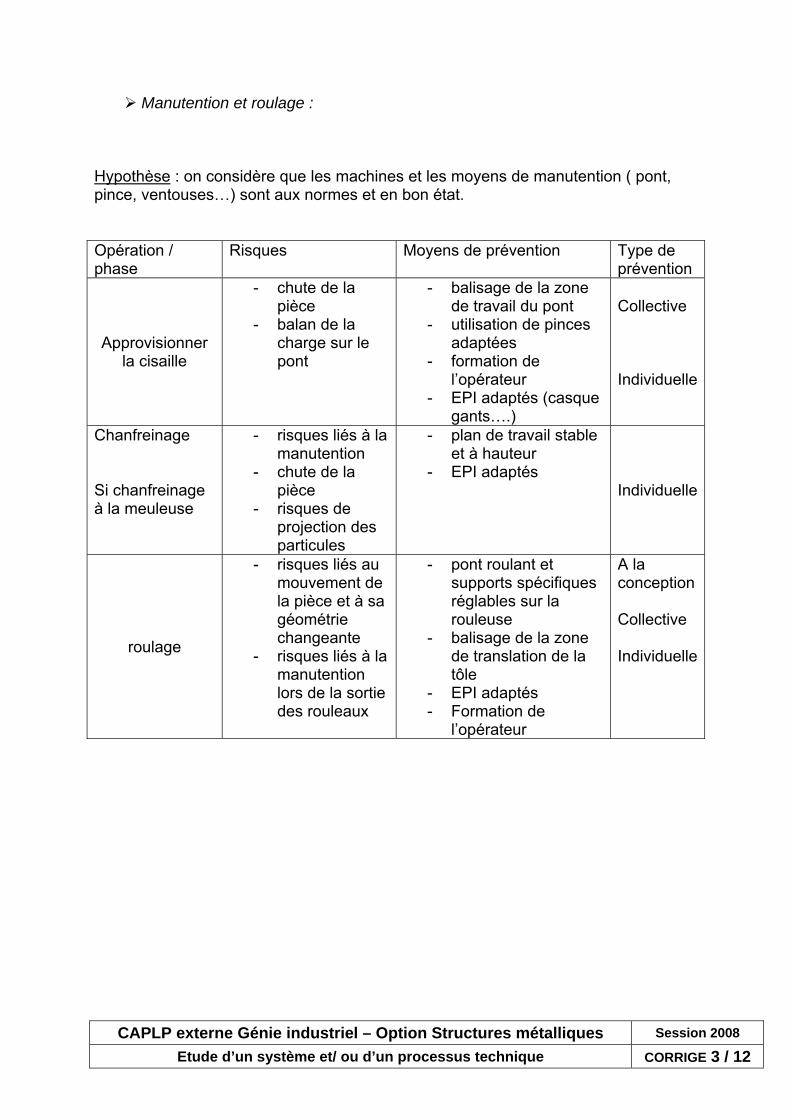
Manutention et roulage : Hypothèse : on considère que les machines et les moyens de manutention ( pont, pince, ventouses…) sont aux normes et en bon état. Opération / phase
Risques Moyens de prévention Type de prévention
Approvisionner la cisaille
- chute de la pièce
- balan de la charge sur le pont
- balisage de la zone de travail du pont
- utilisation de pinces adaptées
- formation de l’opérateur
- EPI adaptés (casque gants….)
Collective Individuelle
Chanfreinage Si chanfreinage à la meuleuse
- risques liés à la manutention
- chute de la pièce
- risques de projection des particules
- plan de travail stable et à hauteur
- EPI adaptés Individuelle
roulage
- risques liés au mouvement de la pièce et à sa géométrie changeante
- risques liés à la manutention lors de la sortie des rouleaux
- pont roulant et supports spécifiques réglables sur la rouleuse
- balisage de la zone de translation de la tôle
- EPI adaptés - Formation de
l’opérateur
A la conception Collective Individuelle
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 4 / 12
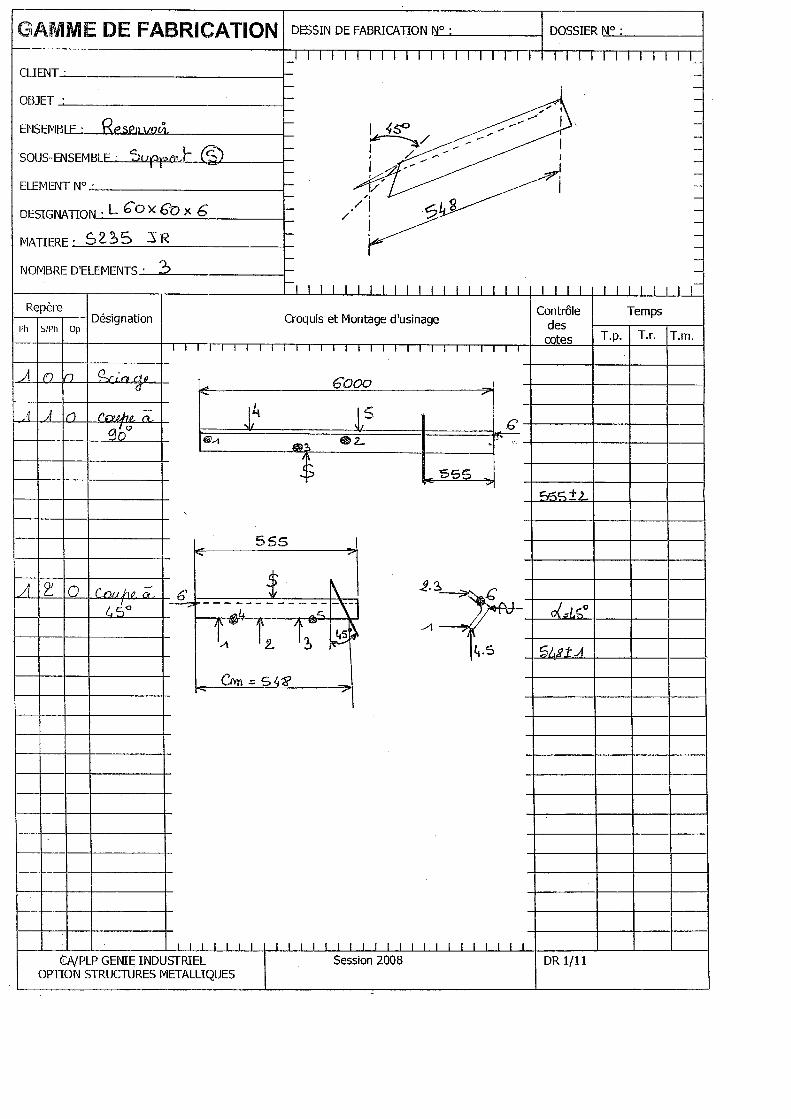
A2 – Étude du débit des cornières du support Rep. S
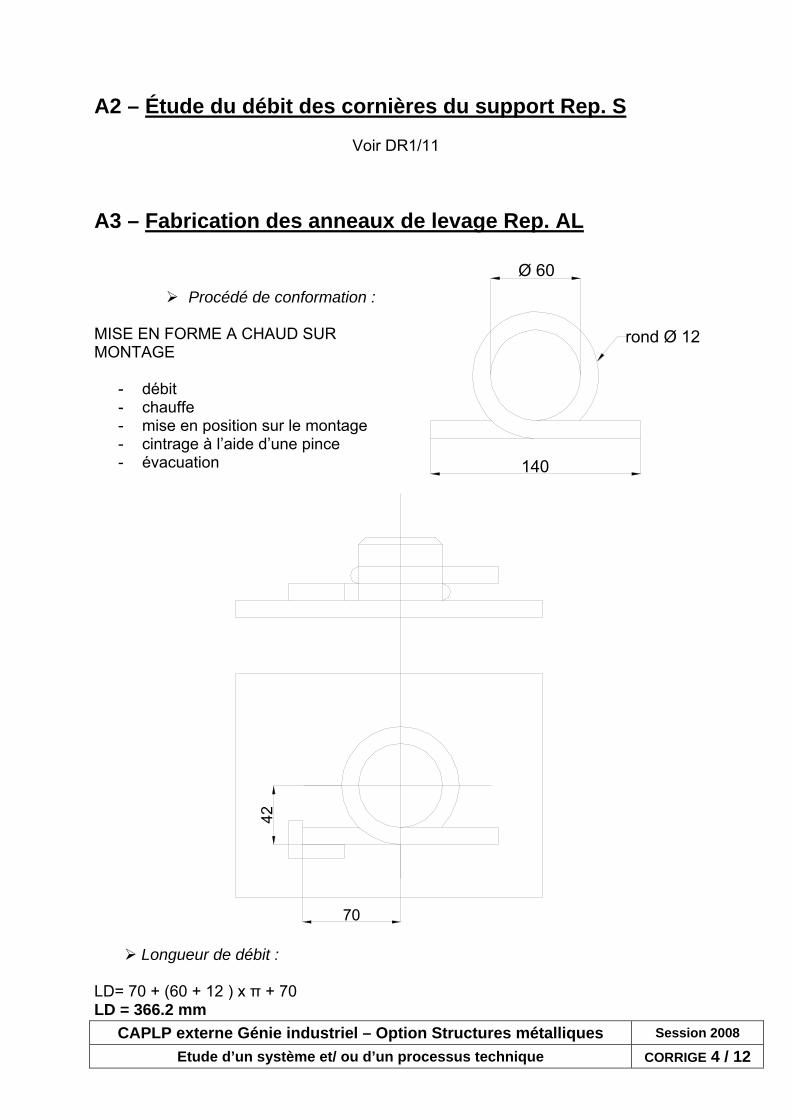
Voir DR1/11 A3 – Fabrication des anneaux de levage Rep. AL
Procédé de conformation : MISE EN FORME A CHAUD SUR MONTAGE
- débit - chauffe - mise en position sur le montage - cintrage à l’aide d’une pince - évacuation
Longueur de débit : LD= 70 + (60 + 12 ) x π + 70 LD = 366.2 mm
Ø 60
140
rond Ø 12
70
42
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 5 / 12
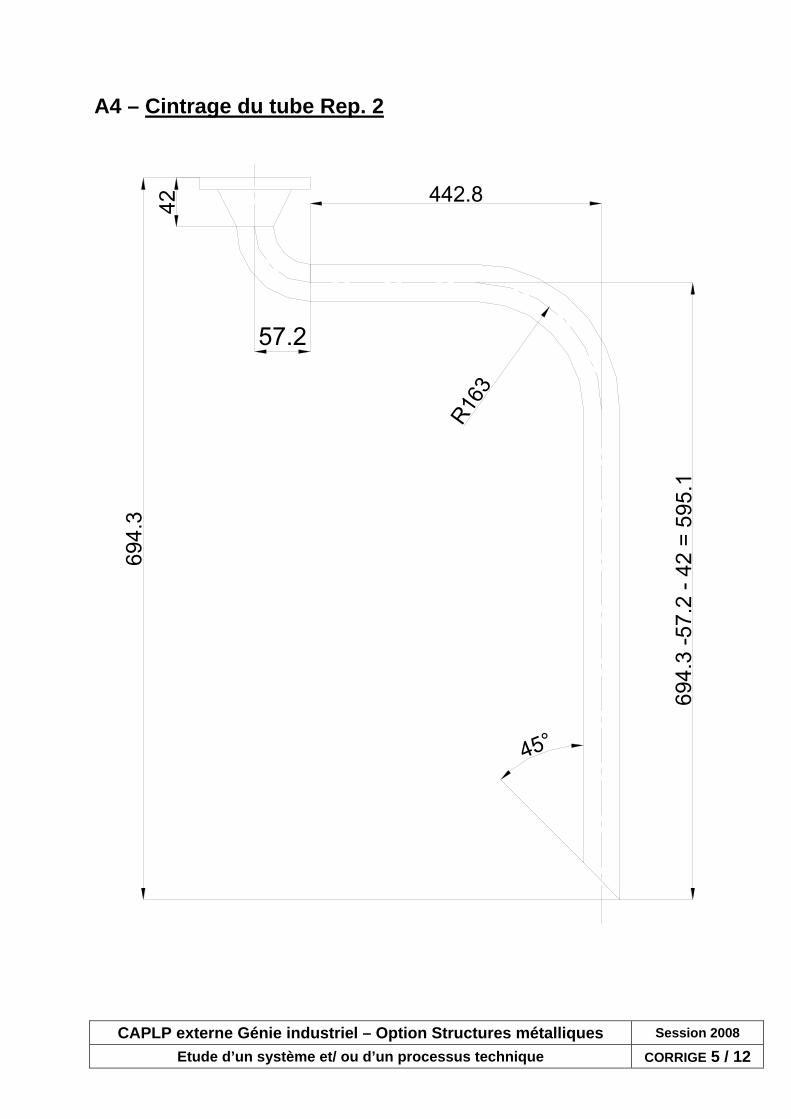
A4 – Cintrage du tube Rep. 2
57.2
442.8
694.
342
R163
45°
694.
3 -5
7 .2
- 42
= 5 9
5.1
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 6 / 12
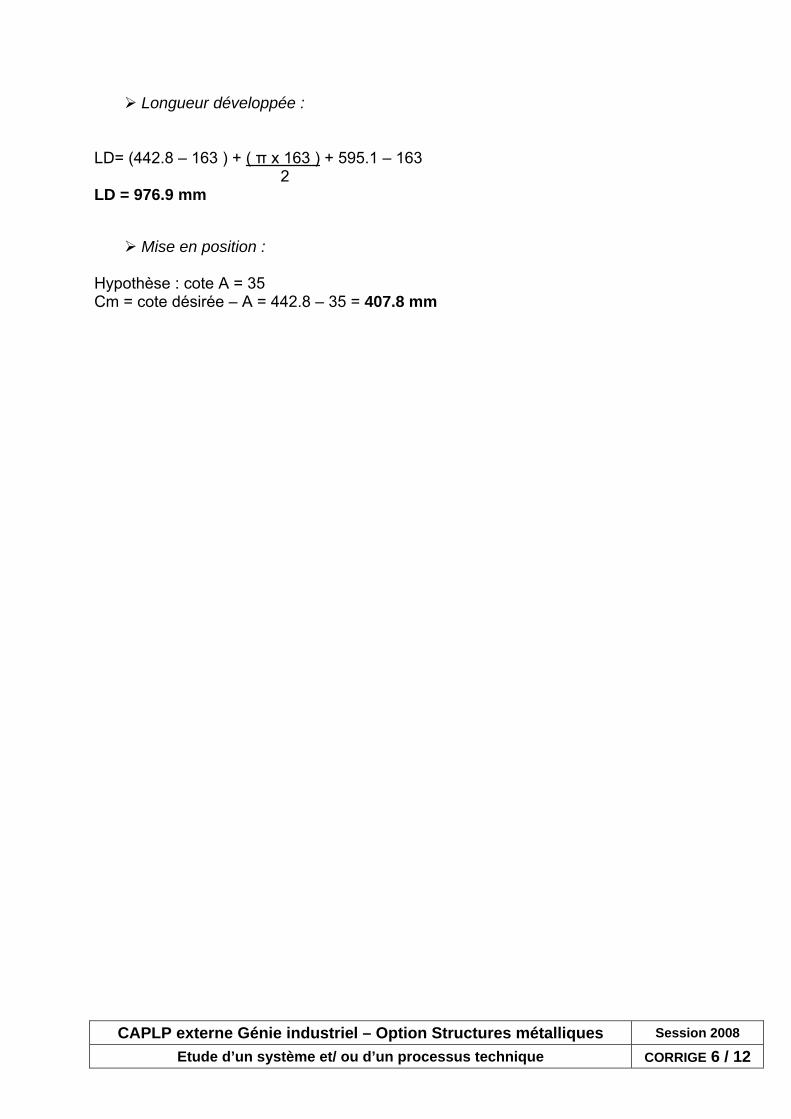
Longueur développée : LD= (442.8 – 163 ) + ( π x 163 ) + 595.1 – 163 2 LD = 976.9 mm
Mise en position : Hypothèse : cote A = 35 Cm = cote désirée – A = 442.8 – 35 = 407.8 mm
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 7 / 12
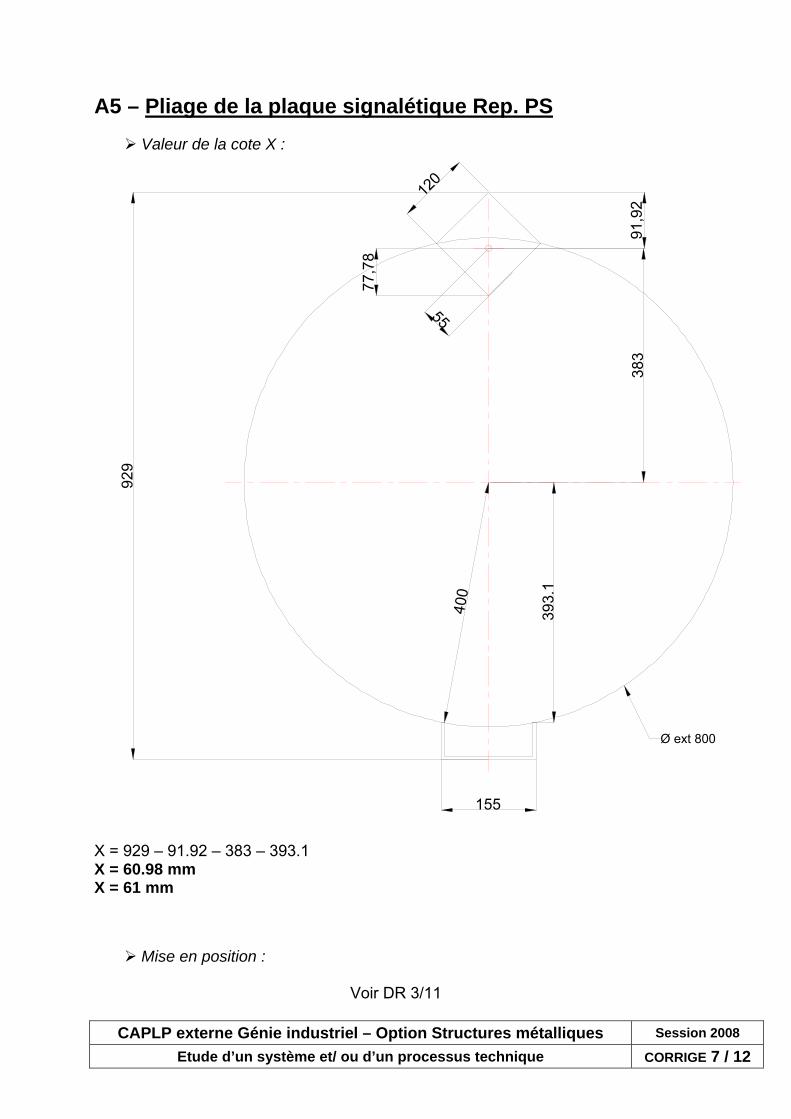
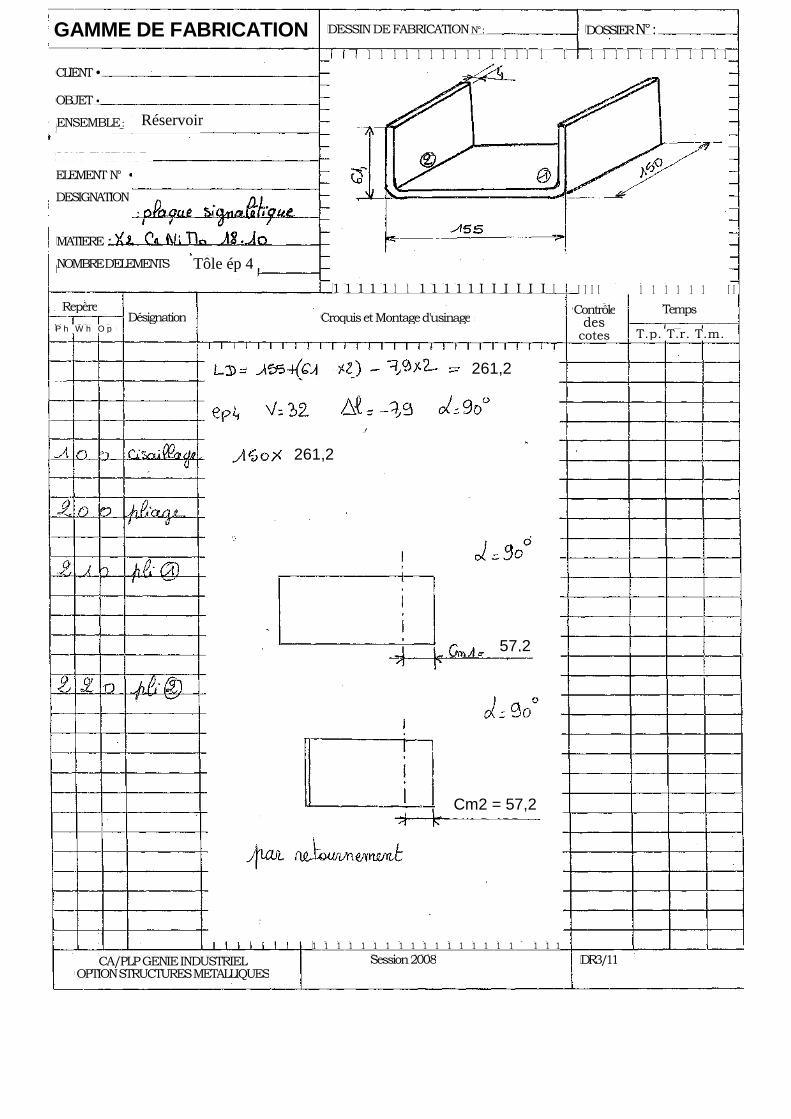
A5 – Pliage de la plaque signalétique Rep. PS
Valeur de la cote X :
Ø ext 800
77,7
8
120
91,9
2
55
383
155
400
393.
1
929
X = 929 – 91.92 – 383 – 393.1 X = 60.98 mm X = 61 mm
Mise en position :
Voir DR 3/11
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 8 / 12
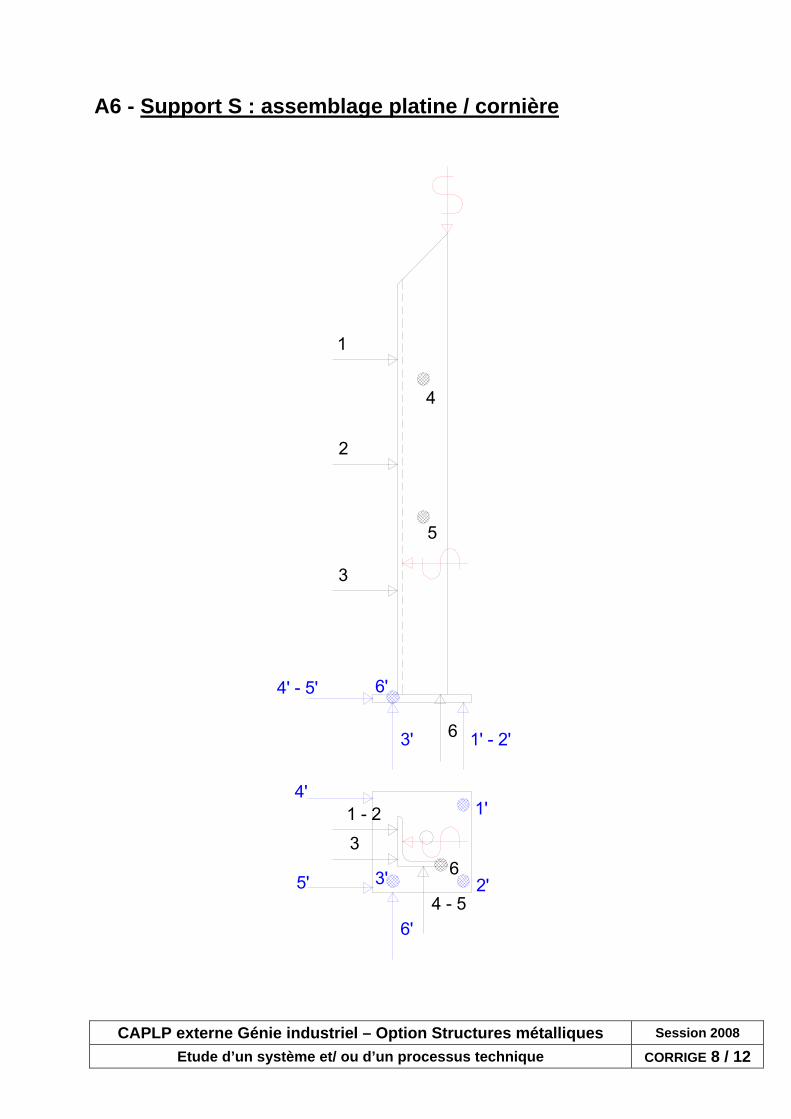
A6 - Support S : assemblage platine / cornière
1
2
3
1 - 2
3
4 - 5
5
4
6
63' 1' - 2'
3' 2'
1'4'
5'
4' - 5'
6'
6'
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 9 / 12
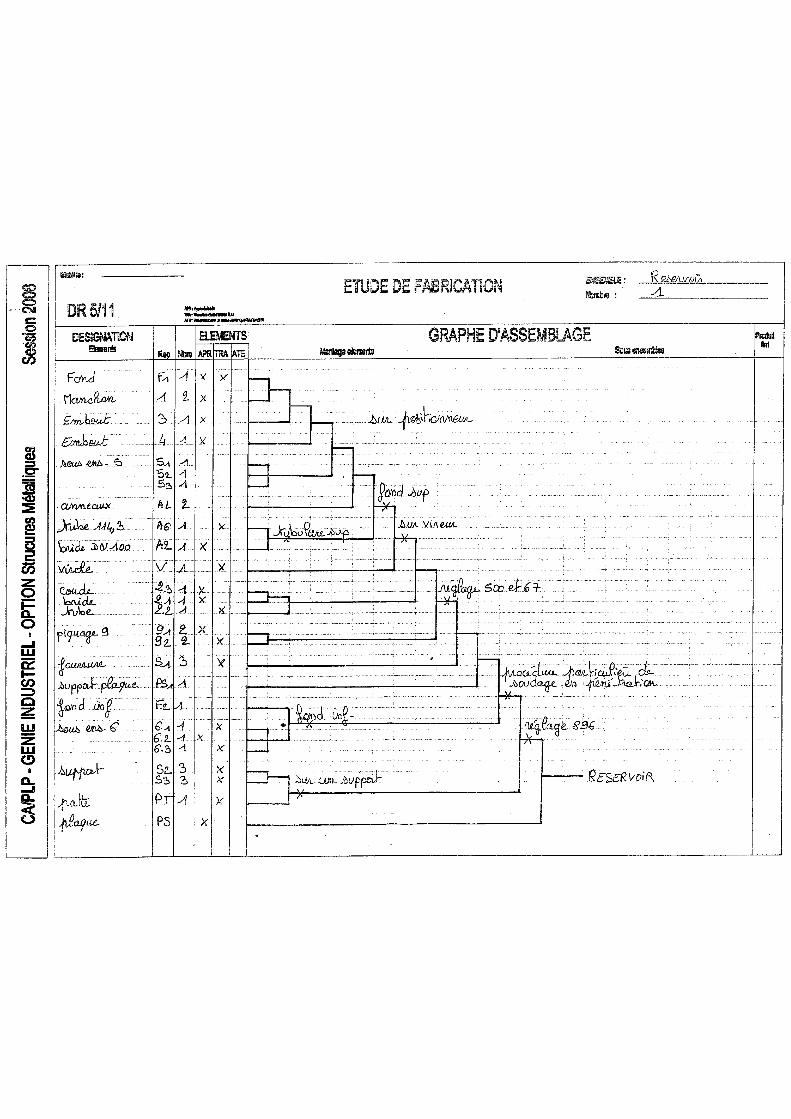
A7 – Assemblage de tous les éléments du réservoir
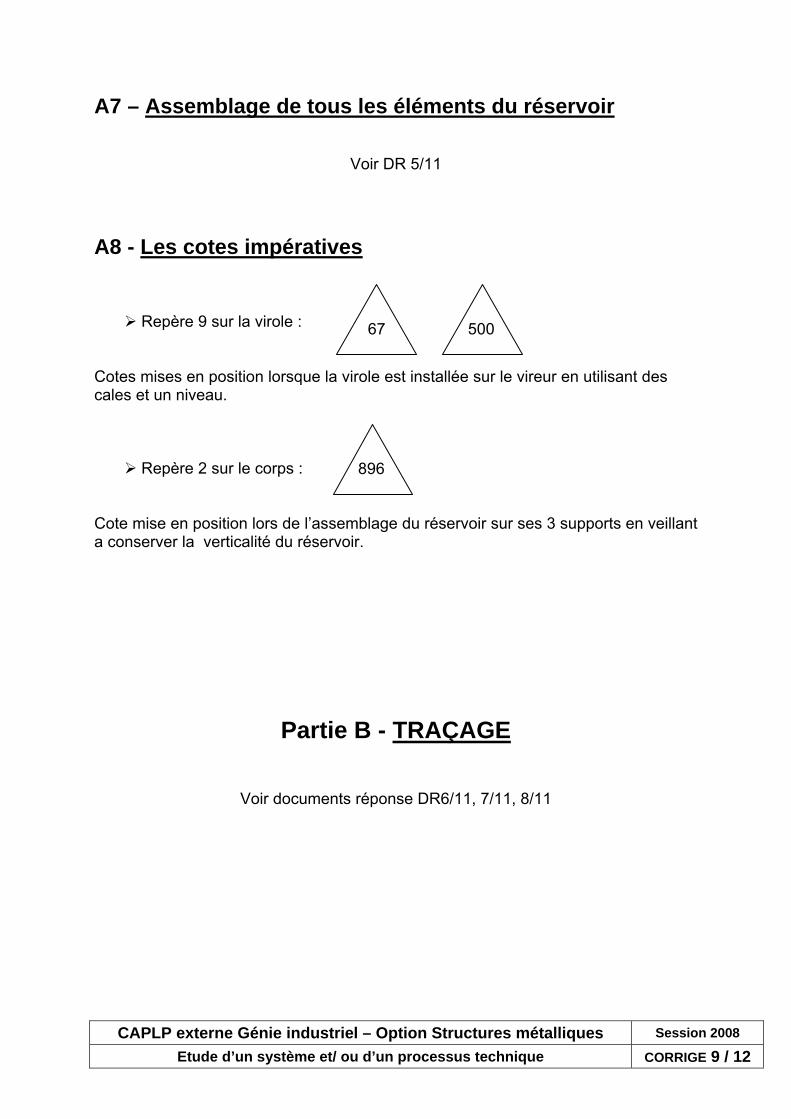
Voir DR 5/11 A8 - Les cotes impératives
Repère 9 sur la virole : Cotes mises en position lorsque la virole est installée sur le vireur en utilisant des cales et un niveau.
Repère 2 sur le corps : Cote mise en position lors de l’assemblage du réservoir sur ses 3 supports en veillant a conserver la verticalité du réservoir.
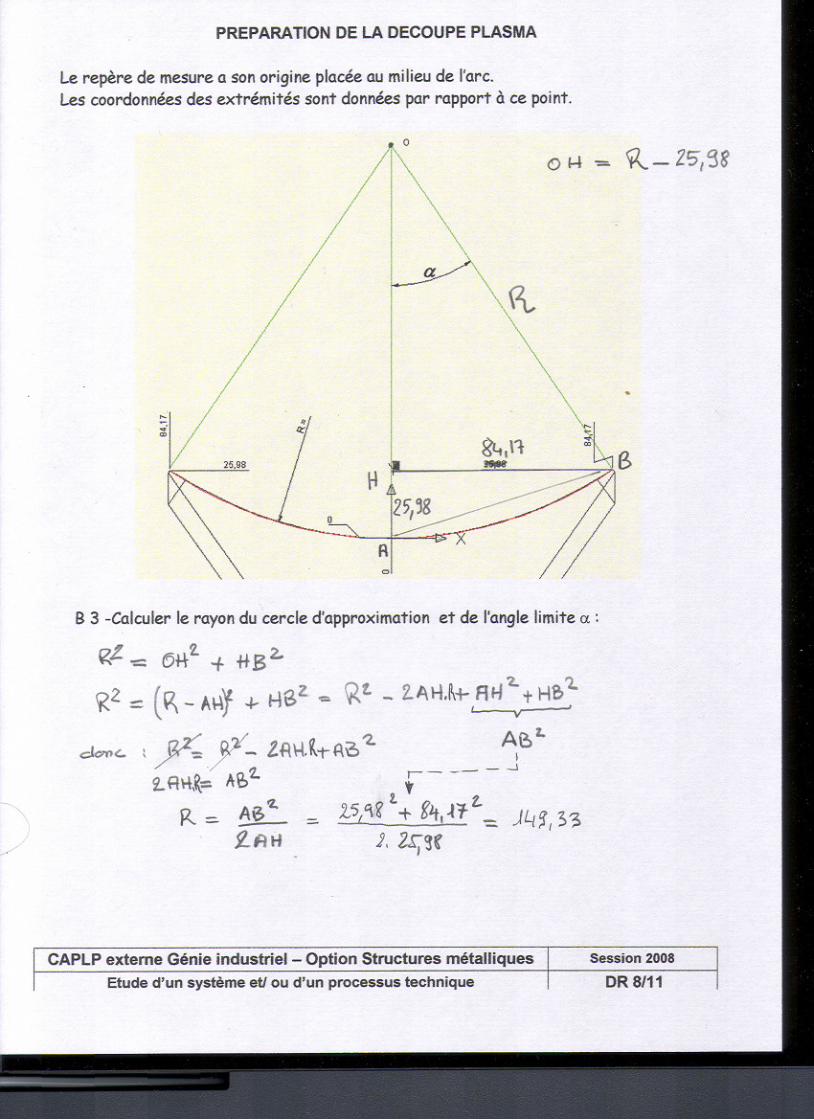
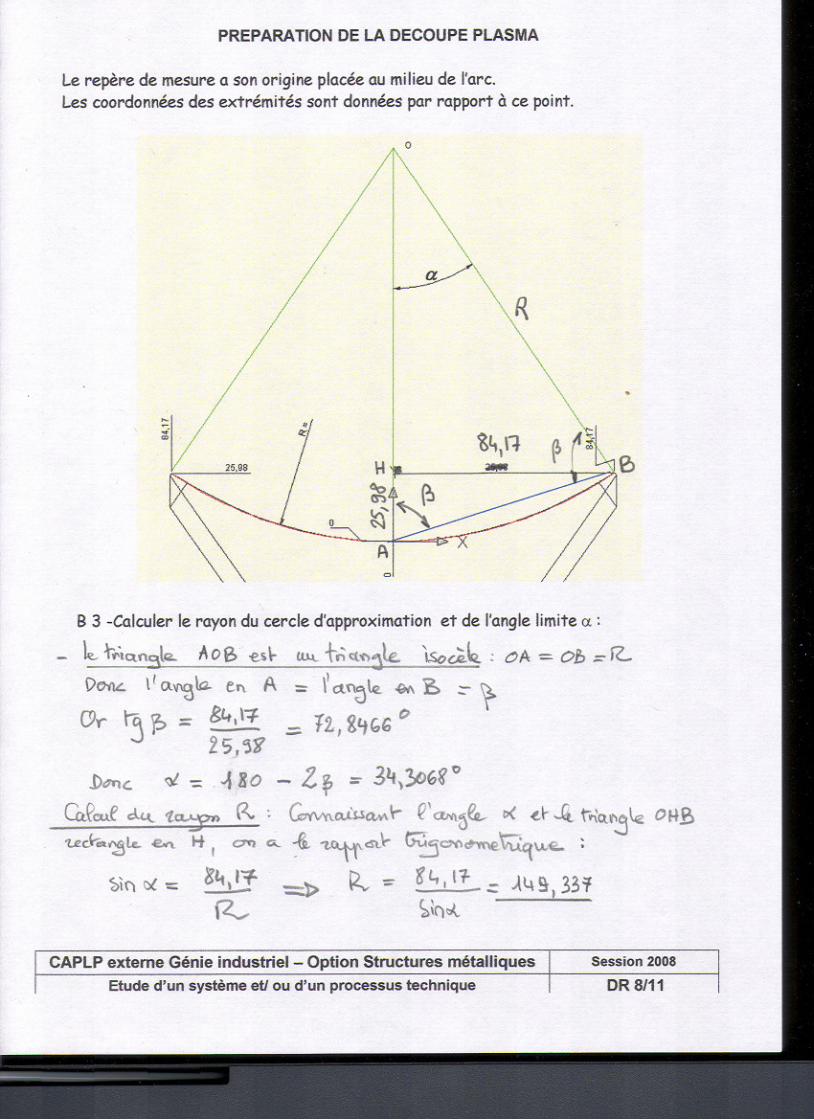
Partie B - TRAÇAGE
Voir documents réponse DR6/11, 7/11, 8/11
67 500
896
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 10 / 12
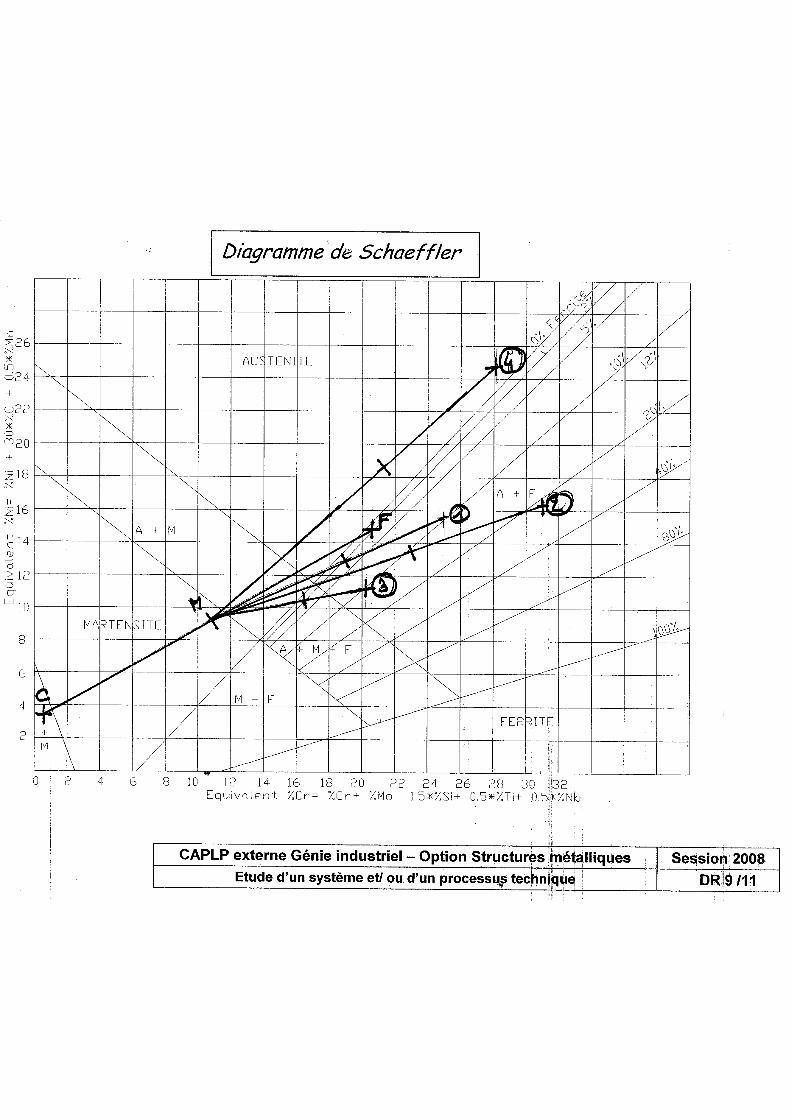
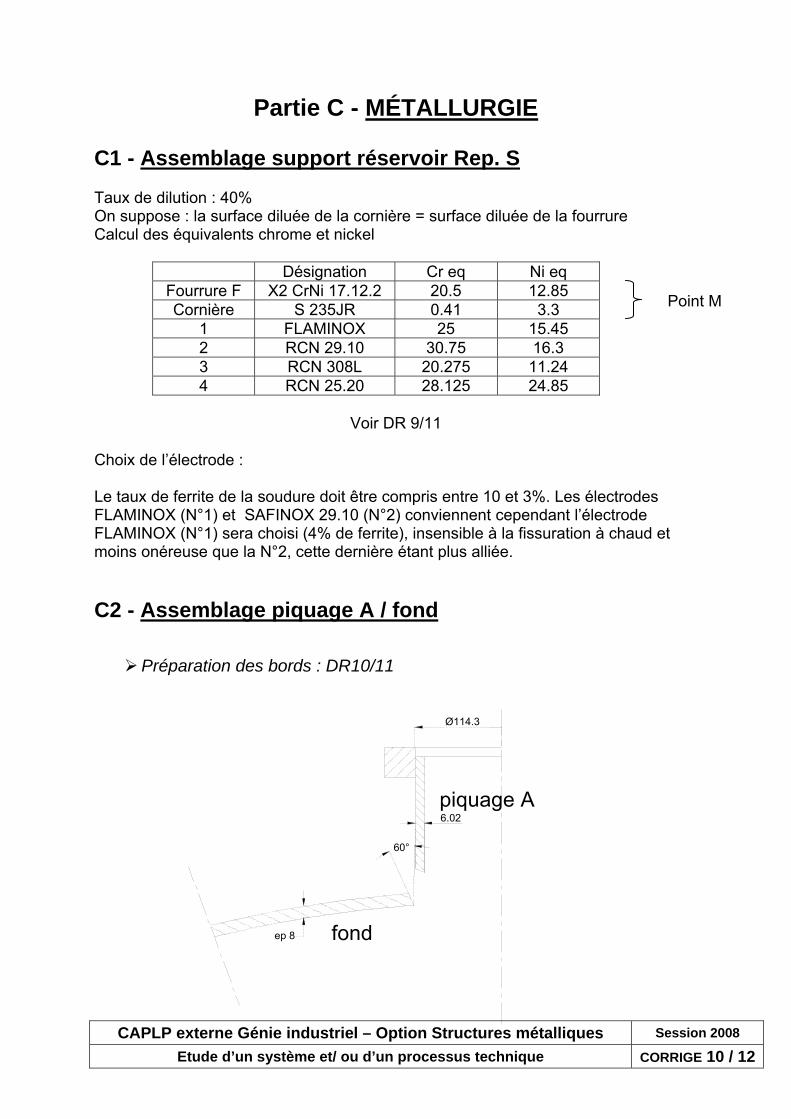
Partie C - MÉTALLURGIE C1 - Assemblage support réservoir Rep. S Taux de dilution : 40% On suppose : la surface diluée de la cornière = surface diluée de la fourrure Calcul des équivalents chrome et nickel
Désignation Cr eq Ni eq Fourrure F X2 CrNi 17.12.2 20.5 12.85 Cornière S 235JR 0.41 3.3
1 FLAMINOX 25 15.45 2 RCN 29.10 30.75 16.3 3 RCN 308L 20.275 11.24 4 RCN 25.20 28.125 24.85
Voir DR 9/11
Choix de l’électrode : Le taux de ferrite de la soudure doit être compris entre 10 et 3%. Les électrodes FLAMINOX (N°1) et SAFINOX 29.10 (N°2) conviennent cependant l’électrode FLAMINOX (N°1) sera choisi (4% de ferrite), insensible à la fissuration à chaud et moins onéreuse que la N°2, cette dernière étant plus alliée. C2 - Assemblage piquage A / fond
Préparation des bords : DR10/11
piquage A
fond
Ø114.3
ep 8
60°
6.02
Point M
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 11 / 12
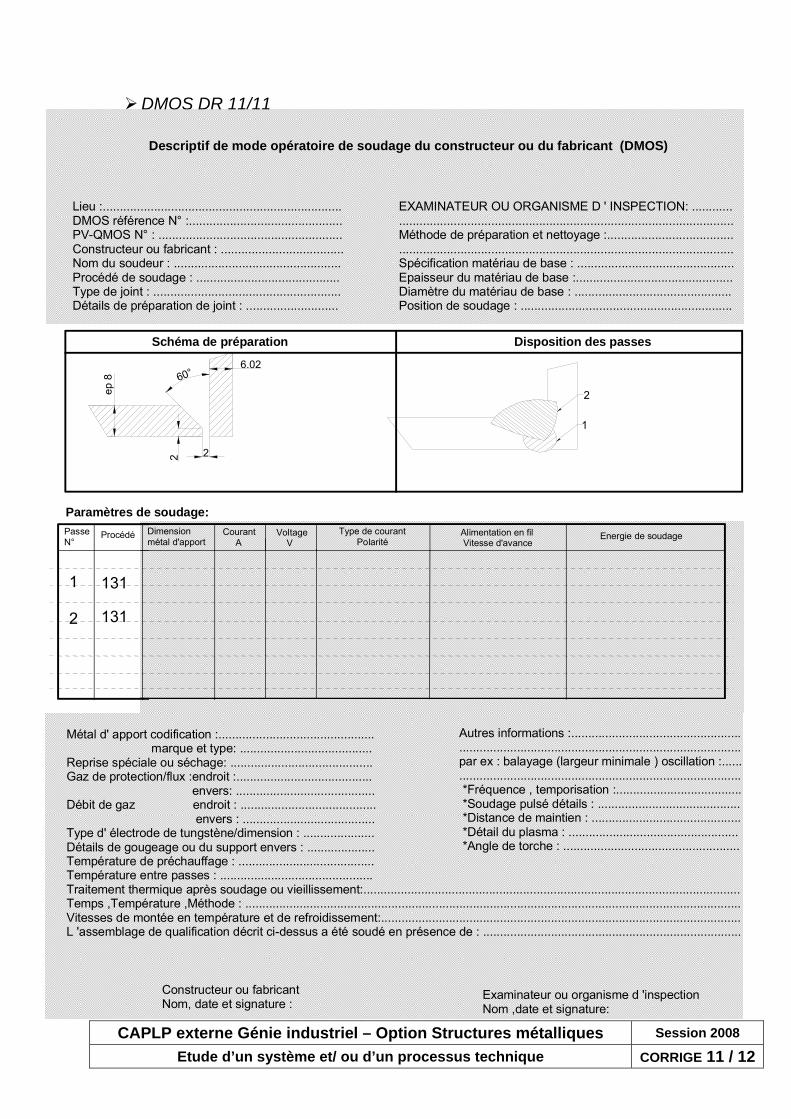
DMOS DR 11/11
131 131
2
6.02
ep 8
2
60°
2
6.02
ep 8
2
60°
1
2
1 2
Descriptif de mode opératoire de soudage du constructeur ou du fabricant (DMOS)
Lieu :......................................................................DMOS référence N° :.............................................PV-QMOS N° : ......................................................Constructeur ou fabricant : ....................................Nom du soudeur : .................................................Procédé de soudage : ..........................................Type de joint : .......................................................Détails de préparation de joint : ...........................
EXAMINATEUR OU ORGANISME D ' INSPECTION: ..............................................................................................................Méthode de préparation et nettoyage :.......................................................................................................................................Spécification matériau de base : ..............................................Epaisseur du matériau de base :..............................................Diamètre du matériau de base : ..............................................Position de soudage : ..............................................................
Schéma de préparation Disposition des passes
Paramètres de soudage:
Métal d' apport codification :.............................................. marque et type: .......................................Reprise spéciale ou séchage: ..........................................Gaz de protection/flux :endroit :........................................ envers: .........................................Débit de gaz endroit : ........................................ envers : .......................................Type d' électrode de tungstène/dimension : .....................Détails de gougeage ou du support envers : ....................Température de préchauffage : ........................................Température entre passes : .............................................Traitement thermique après soudage ou vieillissement:...............................................................................................................Temps ,Température ,Méthode : ..................................................................................................................................................Vitesses de montée en température et de refroidissement:..........................................................................................................L 'assemblage de qualification décrit ci-dessus a été soudé en présence de : ............................................................................
Constructeur ou fabricantNom, date et signature :
Examinateur ou organisme d 'inspectionNom ,date et signature:
Autres informations :.....................................................................................................................................par ex : balayage (largeur minimale ) oscillation :......................................................................................... *Fréquence , temporisation :..................................... *Soudage pulsé détails : .......................................... *Distance de maintien : ............................................ *Détail du plasma : .................................................. *Angle de torche : ....................................................
Dimensionmétal d'apport
Courant A
Voltage V
Type de courant Polarité
Alimentation en fil Vitesse d'avance
Energie de soudagePasseN°
Procédé
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique CORRIGE 12 / 12
Qualification soudeur :
EN 287-1 , 131 , T, FW , W11 , S , ; t6 , D100 , PB , ssnb
GAMME DE FABRICATION
CLIENT •
OBJET •
ENSEMBLE:
SOUS-ENSEMBLE•ELEMENT N° •
DESIGNATION
MATIERE
NOMBRED'ELEMENTS
DésignationRepère
CP h W h O p
1 1
OPTIONSTRUCTURESMETALLIQUES
Tôle ép 4
Réservoir
261,2
DESSINDEFABRICATIONN°:
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 I I I I I I I I I
roquisetMontaged'usinage
co
Gn, 5•;35
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Session2008 D
261,2
57,2
Cm2 = 57,2
DOSSIERN°:
R
1 1 1 1 1 1 1 1 1 1 1 1
I I 1 1 1 1 1 1 I I
T.p.tes
3/11
Temps
ContrôledesT.r. T.m.
CA/PLPGENIEINDUSTRIEL
CA/PLP Genie Industriel Structures Metalliques
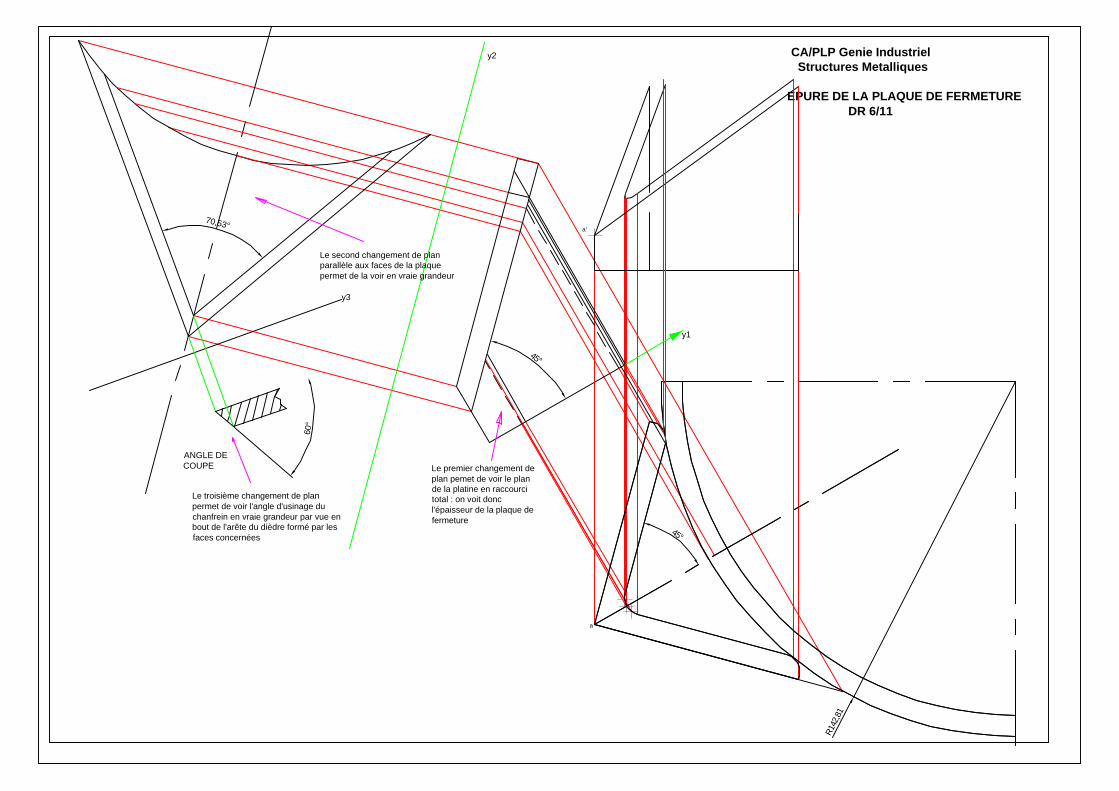
EPURE DE LA PLAQUE DE FERMETURE DR 6/11
a'
a
R14
2,81
60°
ANGLE DE COUPE
45°
45°
70,53°
y1
y2
y3
Le premier changement de plan pemet de voir le plan de la platine en raccourci total : on voit donc l'épaisseur de la plaque de fermeture
Le second changement de plan parallèle aux faces de la plaque permet de la voir en vraie grandeur
Le troisième changement de plan permet de voir l'angle d'usinage du chanfrein en vraie grandeur par vue en bout de l'arête du dièdre formé par les faces concernées
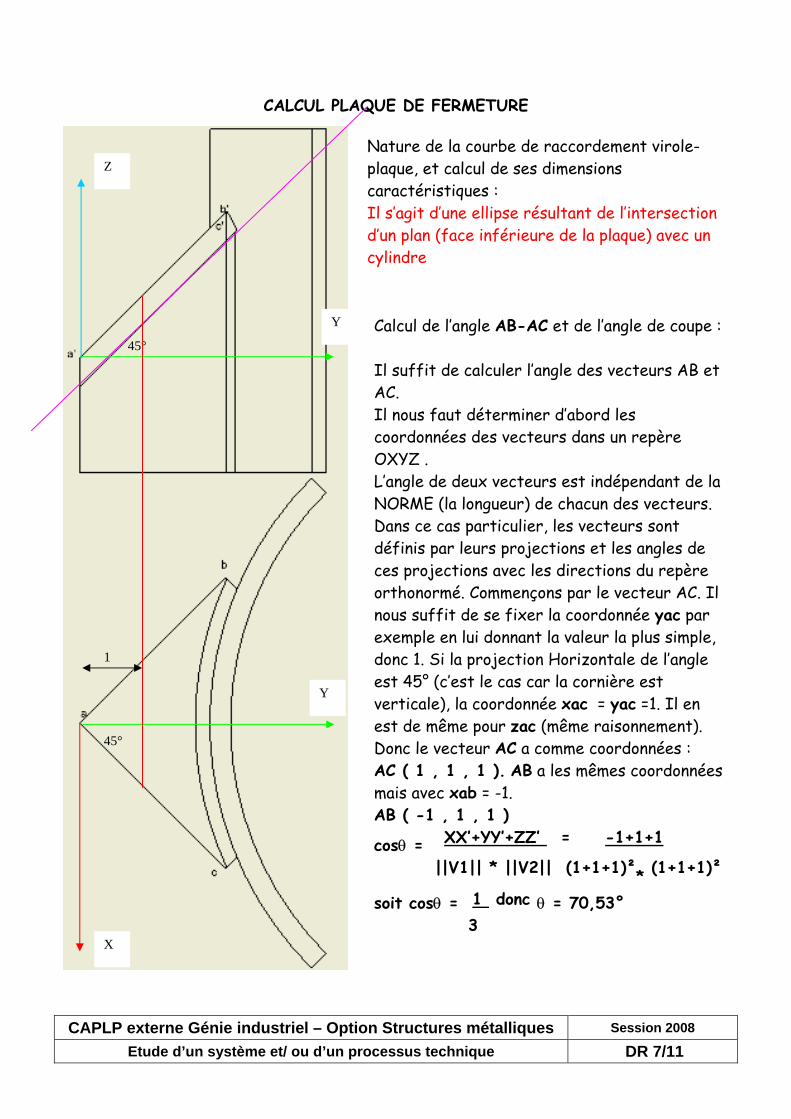
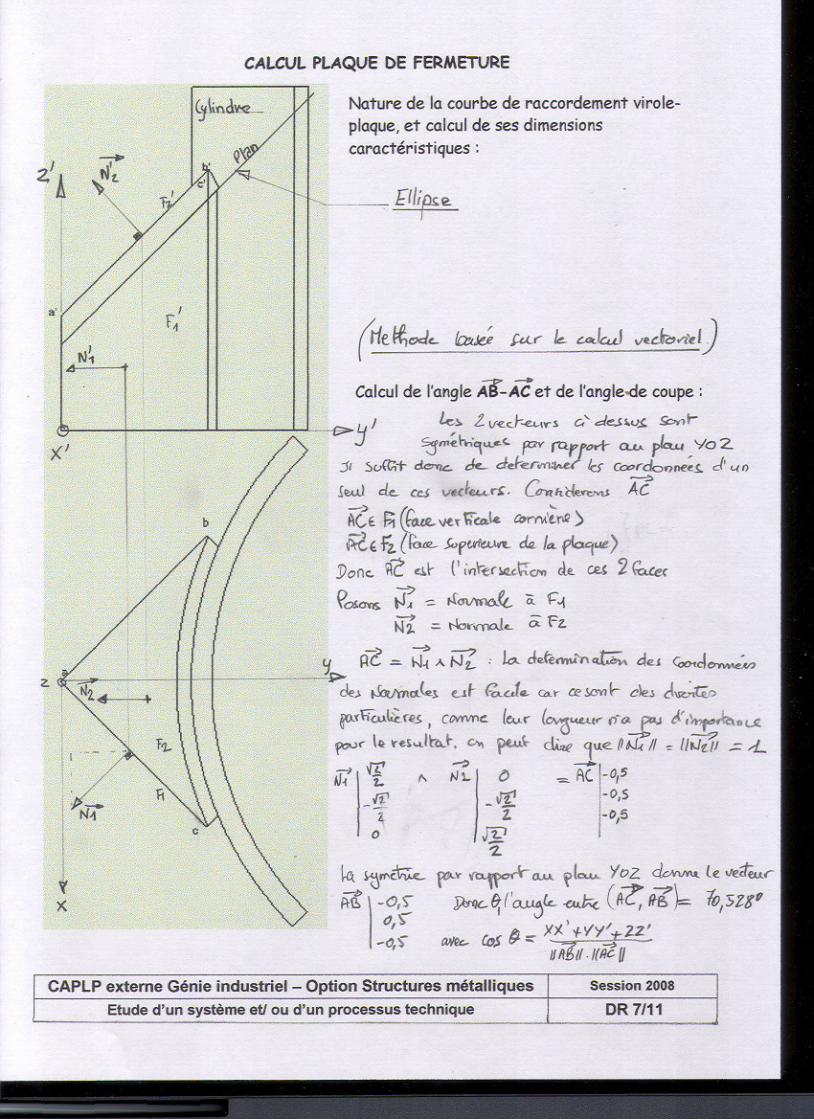
CALCUL PLAQUE DE FERMETURE
CAPLP externe Génie industriel – Option Structures métalliques Session 2008
Etude d’un système et/ ou d’un processus technique DR 7/11
Nature de la courbe de raccordement virole-plaque, et calcul de ses dimensions caractéristiques : Il s’agit d’une ellipse résultant de l’intersection d’un plan (face inférieure de la plaque) avec un cylindre
Calcul de l’angle AB-AC et de l’angle de coupe : Il suffit de calculer l’angle des vecteurs AB et AC. Il nous faut déterminer d’abord les coordonnées des vecteurs dans un repère OXYZ . L’angle de deux vecteurs est indépendant de la NORME (la longueur) de chacun des vecteurs. Dans ce cas particulier, les vecteurs sont définis par leurs projections et les angles de ces projections avec les directions du repère orthonormé. Commençons par le vecteur AC. Il nous suffit de se fixer la coordonnée yac par exemple en lui donnant la valeur la plus simple, donc 1. Si la projection Horizontale de l’angle est 45° (c’est le cas car la cornière est verticale), la coordonnée xac = yac =1. Il en est de même pour zac (même raisonnement). Donc le vecteur AC a comme coordonnées : AC ( 1 , 1 , 1 ). AB a les mêmes coordonnées mais avec xab = -1. AB ( -1 , 1 , 1 )
cosθ = XX’+YY’+ZZ’ = -1+1+1
||V1|| * ||V2|| (1+1+1)²* (1+1+1)²
soit cosθ = 1 donc θ = 70,53° 3
X
Y
Y
Z
45°
45°
1