n v ¬ V ø Ñ U t # f v a (mm) e a n R : Tool R H : Cusp …...ew Prdct ews No.1706 2017-3 Large...
4
New Product News No.1706 2017-3 Large diameter φ 35, φ 40 added to the lineup Insert became 2-corner specification Z Z A new proposal for reducing finishing time. Contour Z pitch can be set to larger values. Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z n A A n A n A n A n A n An A n A n A n A n A n An A n A n An A n A new ew ew ew ew w ew ew ew ew ew ew ew ew pro pro pro pro pro pro pro pro pro pro pro pos pos pos pos pos pos os pos pos pos pos pos pos pos pos al al al al al al al for for for for for for for for for for for for for for for for for for for r re re re re re re re re re re re red d d duc duc duc duc duc duc d d d d d duc d ducing ing ing ing ng ng ng ng ng ng ng ing ng ing ing ing f fi fi fi fi f fi fi f nis nis nis i i i i nis nis nis i i i i nishin hin hin hin hi hin hin hi hi hing t g t g t g t g t g t t g t g t g t g t g t g t g t g time ime ime me me me me ime ime. . . . . Con Con Con Con Con Con Con Con Con Con Con Contou tou tou ou ou ou tou tou our Z r r Z r Z r Z r Z r Z r Z r Z rZ r Z r Z Z Z r Z r Z r Z r Z rZ p pi p pi pi pi pi p p pi p p p pi tch tch tch tch th h h h h tch h t h h th tch h ca ca ca ca ca ca ca ca b b b b n b n b n b n b n b n b b b n b n b b n b n b n b n b nb n be s e s e e s e s e s s e s e s e s e s e s e s e set t et et et et et et et et to to to to to o o to to lar lar lar ar lar lar larger ger ger ger er ger ger ger ger ger ger er er er r r r er r va va v v va va va va va va value lue ue lue ue lue lues s s s. s s s s s. s. s. s s. s. s. A new proposal for reducing finishing time. Contour Z pitch can be set to larger values. Large diameter φ 35, φ 40 added to the lineup Insert became 2-corner specification GF2T type GF2T type 4 The 4th High Efficiency Finishing Indexable Special Shape Tool Series
Transcript of n v ¬ V ø Ñ U t # f v a (mm) e a n R : Tool R H : Cusp …...ew Prdct ews No.1706 2017-3 Large...

New Product News No.17062017-3
Large diameter φ35, φ40 added to the lineupInsert became 2-corner specification
ZZA new proposal for reducing finishing time. Contour Z pitch can be set to larger values.
ZZZZZZZZZZZZZZZZZZZZZZA nAA nA nA nA nA nA nA nA nA nA nA nA nA nA nA nA nA new ew ewew ew w ew ew ew ew ew ew ew ew proproproproproproproproproproproppp posposposposposposospospospospospospospospospp alalalalalalal forforforforforforforforforforforforforforforforforforfor rrererererererererererereddddducducducducducducdddddducdducingingingingngngingngngngngingnginginging ffififififfifif nisnisnisiiiinisnisnisiiiinishinhinhinhinhihihihinhinhihihing tg tg tg tg tg ttg tg tg tg tg tg tg tg timeimeimememememeimeime.....ConConConConConConConConConConConContoutoutououououtoutouour Zr r Zr Zr Zr Zr Zr Zr Zr Zr Zr ZZZr Zr Zr Zr Zr Z ppippipipipipppippppip tchtchtchtcht hhhhhtchht hht htchh cacacacacacacaca bbbbn bn bn bn bn bn bbbn bn bbn bn bn bn bn bn be se se e se se sse se se se se se se settetet et et et et et et tototototooototo larlarlararlarlarlargergergergerergergergergergergererererrrrerrer vavavvvavavavavavavaluelueuelueuelueluessss.sssss.s.s.ss.s.s.A new proposal for reducing finishing time. Contour Z pitch can be set to larger values.
Recommended cutting conditions
Work material Cuttingconditions
Recommendedgrade
φ20
Carbon steelsAlloy steels(<30HRC)
Carbon steelsAlloy steels(30~45HRC)
n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)
9,560 600 5,740 0.2
<0.16,370 400 3,830 0.2
<0.17,970 5004,790 0.2
<0.19,560 600 7,170 0.25
<0.13,990 250 1,800 0.15
<0.08
φ25
7,650 600 6,120 0.2
<0.15,100 400 4,080 0.2
<0.16,370 5005,100 0.2
<0.17,650 600 7,650 0.25
<0.13,190 250 1,920 0.15
<0.08
φ35
5,460600 5,4600.2
<0.13,640400 3,6400.2
<0.14,5505004,5500.2
<0.15,460600 6,8300.25
<0.12,280250 1,7100.15
<0.08
φ40
4,780600 5,7400.2
<0.13,190400 3,8300.2
<0.13,9905004,7900.2
<0.14,780600 7,1700.25
<0.12,000250 1,8000.15
<0.08
PN215
PN215TH315
PN215Stainless steelsSUS
TH315PN215
TH315PN215
Cast ironFCFCD
Hardened steels(45~55HRC)
3Dc
ap
<3Dc
3Dc~ 5Dc5Dc~ 6Dc6Dc~ 7Dc
7Dc~
vc (m/min)100%70%60%50%45%
vf (mm/min)100%70%60%50%45%
Insert Cusp height (mm) Item code R 0.001
YPHW1203R-30 30 0.490.002 0.003 0.004 0.005 0.010.69 0.85 0.98 1.1 1.55
Red indicates primary recommended grade.
R: R H: ap
Determine the ap value based on the desired cusp height by selecting it from the table below or by calculating it using the equation below.
R : Tool R H : Cusp height
When overhang length is 3Dc or greater, adjust the values shown in the table at left according to the table below.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Overhangratio
R
H
①②
③④
【注意】
①Use the appropriate coolant for the work material and machining shape.②These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.③To prevent tool breakage due to chips clogging tool flutes, always be sure to use an air blower, etc. to remove chips.④Ensure to index the insert at the correct time to ensure safety of the tool-body.
【Note】
ap= (R2-(R-H)2)2
Large diameter φ35,φ40 added to the lineupInsert became 2-corner specification
GF2T typeGF2T type4The 4th
GF2T typeGF2T typeHigh Efficiency Finishing Indexable Special Shape Tool Series4弾
The 4th
High Efficiency Finishing Indexable Special Shape Tool Series
Epoch Mitsubishi Hitachi Tool
The diagrams and table data are examples of test results, and are not guaranteed values."Epoch" , “ ” and “ ” are registered trademarks of Mitsubishi Hitachi Tool Engineering, Ltd. in Japan.
2017-12Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification.
【TOOL SEARCH】
http://www.mmc-hitachitool.co.jp
2017-12
RCCH】CH】】】RCRCCH】CH】】】
Attentions on Safety
MMC Hitachi Tool Engineering (Shanghai), Ltd.
: 200051TEL : +86-(0)21-3366-3058 FAX : +86-(0)21-3366-3050
1.1 2
2.1 2
3.1 2
3
4
1.Attentions regarding handling
2.Attentions regarding mounting
3.Attentions during use
Item code InsertType
Offset type
No. offlutes φDc Lf φDbM C EφD2 L1 L2
Size (mm)
GF2T3020M-3GF2T3025M-4GF2T3035M-5GF2T3040M-6
3456
20253540
●●●●
30354040
10.512.51717
M10M12M16M16
17.822.528.828.8
5.55.566
19222323
10101212
15172222
Item code
Parts
Cutter body
形状Shape
Clamp screw
Not included with product (sold separately)
Grade
PN215
YPHW1203R-30
YPHW1203R-30
GF2T30 M- 265-143 2.0 104-T10 P-37●
Holder / Modular type
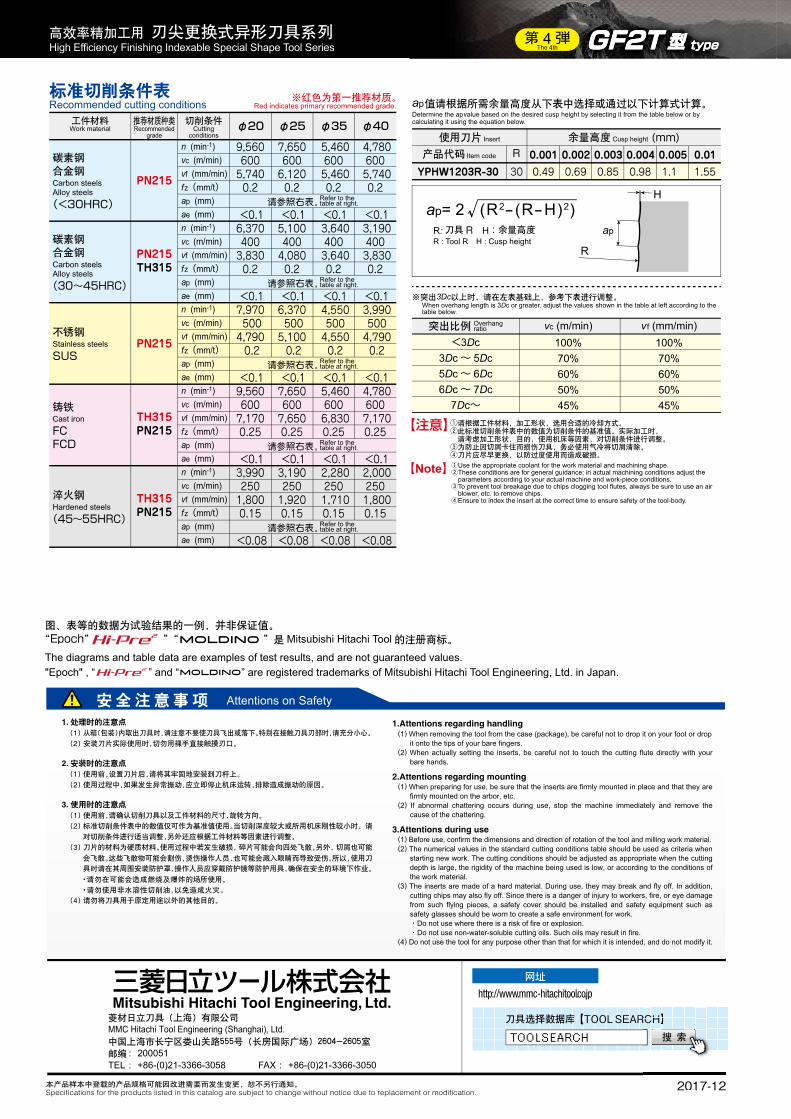
Flute tip shape definitions
1° Field Data Cutting of a 1°incline face
Insert
Special Shanks for Modular Mills (Carbide shank)
Parts
TH315
●
Driver Screw anti-seizure agent
Fasteningtorque(N・m)
2 3
Stock
Toleranceclass
H
High-performance tilted wall finishing!Enables machining at a larger pitch than ball end mills or radius end mills.
Series expansion toward larger diametersφ20, φ25, φ35, φ40
Economical 2-corner specificationUnique insert holding surface enables realization of 2-corner specification.
φ20 φ25 φ35 φ40
2
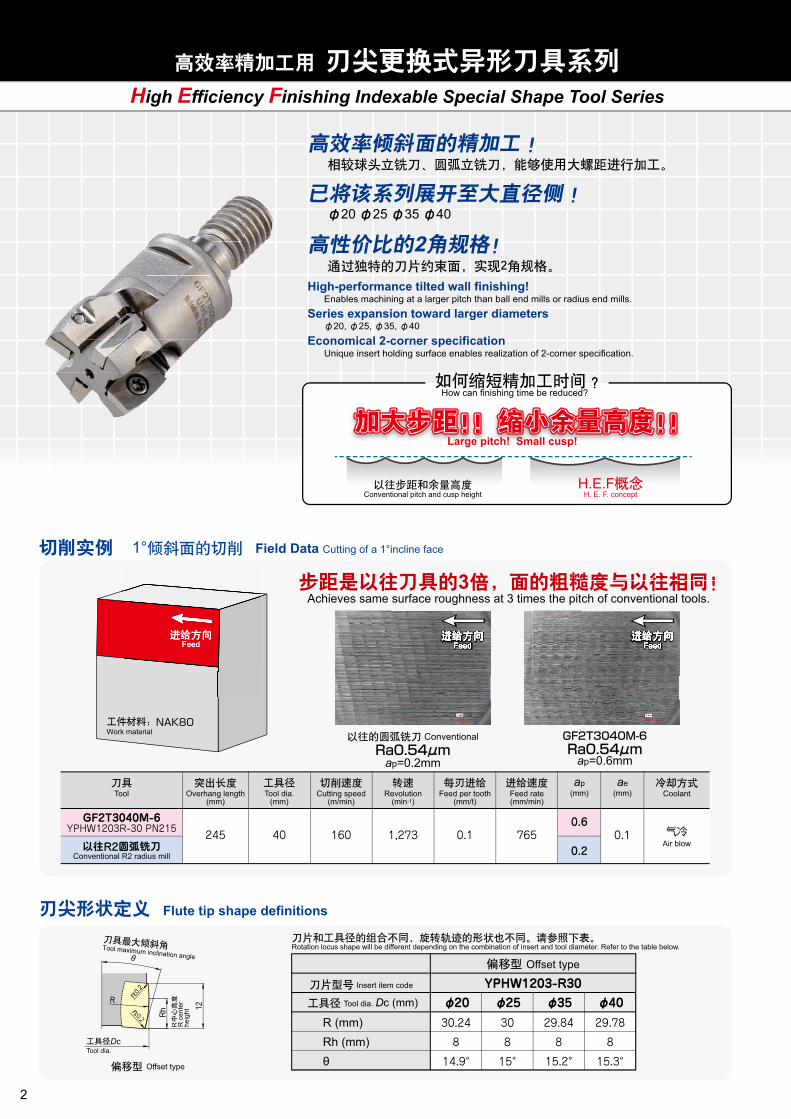
3Achieves same surface roughness at 3 times the pitch of conventional tools.
ConventionalRa0.54μm
ap=0.2mm
GF2T3040M-6Ra0.54μm
ap=0.6mm
H.E.F
How can finishing time be reduced?
Large pitch! Small cusp!
Conventional pitch and cusp height H. E. F. concept
surface roughness at 3 tim
FeedFeed
c
FeedFeed
●:●:Stocked Items.
Item code Cutter bodyStock TypeφD2 M L2Lf φD3 φDsL3 L RsL1
Size (mm)
ASC20-10.5-120-50ZASC20-10.5-170-90ZASC20-10.5-220-120ZASC20-10.5-270-150ZASC20-10.5-220-50ZASC20-10.5-270-50ZASC25-12.5-145-65ASC25-12.5-215-115ASC25-12.5-265-145ASC25-12.5-315-195ASC25-12.5-265-65ASC25-12.5-315-65ASC32-17-160-80ASC32-17-210-110ASC32-17-260-140ASC32-17-310-190ASC32-17-360-240ASC32-17-260-80ASC32-17-310-80ASC32-17-360-80
10.5
10.5
12.5
12.5
17
17
●●●●●●●●●●●●●●●●●●●●
M10
M10
M12
M12
M16
M16
150200250300250300180250300350300350200250300350400300350400
120170220270220270145215265315265315160210260310360260310360
30
30
35
35
40
40
5090120150
50
65115145195
65
80110140190240
80
80120150180
80
100150180230
100
120150180230280
120
70801001201702208010012012020025080100120120120180230280
18.5
18.5
23
23
28
28
19.5
19.5
―
―
―
―
A
A
B
B
B
B
GF2T3020M-3
GF2T3020M-3
GF2T3025M-4
GF2T3025M-4
GF2T3035M-5GF2T3040M-6
GF2T3035M-5GF2T3040M-6
20
20
25
25
32
32
φD4
BB type
MM
Lf L2
φD
3
φD
4
AA type
φD
2
φD
2
φD
1
L2Lf
φD
s
φD
s
L3 L3
L L
Rs RsL1 L1
GF2T typeGF2T type4The 4th
High Efficiency Finishing Indexable Special Shape Tool Series
φ20, φ25
Lf
1212
L2
Lf L2
L1C
L1C
φD
c
φD
c
φD
2
φDb
φD
2
φDb
φ35, φ40
E
Nocth width
R30
12.1
7.4
φ3.
43
Insert item code
Offset type
Tool dia. Dc (mm)
Tool maximum inclination angle
R (mm) Rh (mm) θ
Rotation locus shape will be different depending on the combination of insert and tool diameter. Refer to the table below.
Offset type
YPHW1203-R30φ2030.24
8
14.9°
30
8
15°
29.84
8
15.2°
29.78
8
15.3°
φ25 φ35 φ40
θ
R R c
ente
r he
ight
DcTool dia.
rε0.2
rε0.2
R
Rh
12
NAK80Work material
Tool Overhang length(mm)
Tool dia.(mm)
Cutting speed(m/min)
Revolution(min-1)
Feed per tooth(mm/t)
Feed rate(mm/min)
Coolantap
(mm)ae
(mm)
GF2T3040M-6YPHW1203R-30 PN215 245 40 160 1,273 0.1 765 0.1
Air blow
0.6
R2Conventional R2 radius mill 0.2
33surface roughness at 3 tim
FeedFeed
ch of conventional tools.
FeedFeed
・・・Other shanks for modular mill, arbor can also be used. ・Use steel shank for short projection application.
FeedFeed

Item code InsertType
Offset type
No. offlutes φDc Lf φDbM C EφD2 L1 L2
Size (mm)
GF2T3020M-3GF2T3025M-4GF2T3035M-5GF2T3040M-6
3456
20253540
●●●●
30354040
10.512.51717
M10M12M16M16
17.822.528.828.8
5.55.566
19222323
10101212
15172222
Item code
Parts
Cutter body
形状Shape
Clamp screw
Not included with product (sold separately)
Grade
PN215
YPHW1203R-30
YPHW1203R-30
GF2T30 M- 265-143 2.0 104-T10 P-37●
Holder / Modular type
Flute tip shape definitions
1° Field Data Cutting of a 1°incline face
Insert
Special Shanks for Modular Mills (Carbide shank)
Parts
TH315
●
Driver Screw anti-seizure agent
Fasteningtorque(N・m)
2 3
Stock
Toleranceclass
H
High-performance tilted wall finishing!Enables machining at a larger pitch than ball end mills or radius end mills.
Series expansion toward larger diametersφ20, φ25, φ35, φ40
Economical 2-corner specificationUnique insert holding surface enables realization of 2-corner specification.
φ20 φ25 φ35 φ40
2
3Achieves same surface roughness at 3 times the pitch of conventional tools.
ConventionalRa0.54μm
ap=0.2mm
GF2T3040M-6Ra0.54μm
ap=0.6mm
H.E.F
How can finishing time be reduced?
Large pitch! Small cusp!
Conventional pitch and cusp height H. E. F. concept
surface roughness at 3 tim
FeedFeed
c
FeedFeed
●:●:Stocked Items.
Item code Cutter bodyStock TypeφD2 M L2Lf φD3 φDsL3 L RsL1
Size (mm)
ASC20-10.5-120-50ZASC20-10.5-170-90ZASC20-10.5-220-120ZASC20-10.5-270-150ZASC20-10.5-220-50ZASC20-10.5-270-50ZASC25-12.5-145-65ASC25-12.5-215-115ASC25-12.5-265-145ASC25-12.5-315-195ASC25-12.5-265-65ASC25-12.5-315-65ASC32-17-160-80ASC32-17-210-110ASC32-17-260-140ASC32-17-310-190ASC32-17-360-240ASC32-17-260-80ASC32-17-310-80ASC32-17-360-80
10.5
10.5
12.5
12.5
17
17
●●●●●●●●●●●●●●●●●●●●
M10
M10
M12
M12
M16
M16
150200250300250300180250300350300350200250300350400300350400
120170220270220270145215265315265315160210260310360260310360
30
30
35
35
40
40
5090120150
50
65115145195
65
80110140190240
80
80120150180
80
100150180230
100
120150180230280
120
70801001201702208010012012020025080100120120120180230280
18.5
18.5
23
23
28
28
19.5
19.5
―
―
―
―
A
A
B
B
B
B
GF2T3020M-3
GF2T3020M-3
GF2T3025M-4
GF2T3025M-4
GF2T3035M-5GF2T3040M-6
GF2T3035M-5GF2T3040M-6
20
20
25
25
32
32
φD4
BB type
MM
Lf L2
φD
3
φD
4
AA type
φD
2
φD
2
φD
1
L2Lf
φD
s
φD
s
L3 L3
L L
Rs RsL1 L1
GF2T typeGF2T type4The 4th
High Efficiency Finishing Indexable Special Shape Tool Series
φ20, φ25
Lf
1212
L2
Lf L2
L1C
L1C
φD
c
φD
c
φD
2
φDb
φD
2
φDb
φ35, φ40
E
Nocth width
R30
12.1
7.4
φ3.
43
Insert item code
Offset type
Tool dia. Dc (mm)
Tool maximum inclination angle
R (mm) Rh (mm) θ
Rotation locus shape will be different depending on the combination of insert and tool diameter. Refer to the table below.
Offset type
YPHW1203-R30φ2030.24
8
14.9°
30
8
15°
29.84
8
15.2°
29.78
8
15.3°
φ25 φ35 φ40
θ
R R c
ente
r he
ight
DcTool dia.
rε0.2
rε0.2
R
Rh
12
NAK80Work material
Tool Overhang length(mm)
Tool dia.(mm)
Cutting speed(m/min)
Revolution(min-1)
Feed per tooth(mm/t)
Feed rate(mm/min)
Coolantap
(mm)ae
(mm)
GF2T3040M-6YPHW1203R-30 PN215 245 40 160 1,273 0.1 765 0.1
Air blow
0.6
R2Conventional R2 radius mill 0.2
33surface roughness at 3 tim
FeedFeed
ch of conventional tools.
FeedFeed
・・・Other shanks for modular mill, arbor can also be used. ・Use steel shank for short projection application.
FeedFeed
New Product News No.17062017-3
Large diameter φ35, φ40 added to the lineupInsert became 2-corner specification
ZZA new proposal for reducing finishing time. Contour Z pitch can be set to larger values.
ZZZZZZZZZZZZZZZZZZZZZZA nAA nA nA nA nA nA nA nA nA nA nA nA nA nA nA nA nA new ew ewew ew w ew ew ew ew ew ew ew ew proproproproproproproproproproproppp posposposposposposospospospospospospospospospp alalalalalalal forforforforforforforforforforforforforforforforforforfor rrererererererererererereddddducducducducducducdddddducdducingingingingngngingngngngngingnginginging ffififififfifif nisnisnisiiiinisnisnisiiiinishinhinhinhinhihihihinhinhihihing tg tg tg tg tg ttg tg tg tg tg tg tg tg timeimeimememememeimeime.....ConConConConConConConConConConConContoutoutououououtoutouour Zr r Zr Zr Zr Zr Zr Zr Zr Zr Zr ZZZr Zr Zr Zr Zr Z ppippipipipipppippppip tchtchtchtcht hhhhhtchht hht htchh cacacacacacacaca bbbbn bn bn bn bn bn bbbn bn bbn bn bn bn bn bn be se se e se se sse se se se se se se settetet et et et et et et tototototooototo larlarlararlarlarlargergergergerergergergergergergererererrrrerrer vavavvvavavavavavavaluelueuelueuelueluessss.sssss.s.s.ss.s.s.A new proposal for reducing finishing time. Contour Z pitch can be set to larger values.
Recommended cutting conditions
Work material Cuttingconditions
Recommendedgrade
φ20
Carbon steelsAlloy steels(<30HRC)
Carbon steelsAlloy steels(30~45HRC)
n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)n (min-1)vc (m/min)vf (mm/min)fz(mm/t)ap (mm)ae (mm)
9,560 600 5,740 0.2
<0.16,370 400 3,830 0.2
<0.17,970 5004,790 0.2
<0.19,560 600 7,170 0.25
<0.13,990 250 1,800 0.15
<0.08
φ25
7,650 600 6,120 0.2
<0.15,100 400 4,080 0.2
<0.16,370 5005,100 0.2
<0.17,650 600 7,650 0.25
<0.13,190 250 1,920 0.15
<0.08
φ35
5,460600 5,4600.2
<0.13,640400 3,6400.2
<0.14,5505004,5500.2
<0.15,460600 6,8300.25
<0.12,280250 1,7100.15
<0.08
φ40
4,780600 5,7400.2
<0.13,190400 3,8300.2
<0.13,9905004,7900.2
<0.14,780600 7,1700.25
<0.12,000250 1,8000.15
<0.08
PN215
PN215TH315
PN215Stainless steelsSUS
TH315PN215
TH315PN215
Cast ironFCFCD
Hardened steels(45~55HRC)
3Dc
ap
<3Dc
3Dc~ 5Dc5Dc~ 6Dc6Dc~ 7Dc
7Dc~
vc (m/min)100%70%60%50%45%
vf (mm/min)100%70%60%50%45%
Insert Cusp height (mm) Item code R 0.001
YPHW1203R-30 30 0.490.002 0.003 0.004 0.005 0.010.69 0.85 0.98 1.1 1.55
Red indicates primary recommended grade.
R: R H: ap
Determine the ap value based on the desired cusp height by selecting it from the table below or by calculating it using the equation below.
R : Tool R H : Cusp height
When overhang length is 3Dc or greater, adjust the values shown in the table at left according to the table below.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Refer to the table at right.
Overhangratio
R
H
①②
③④
【注意】
①Use the appropriate coolant for the work material and machining shape.②These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.③To prevent tool breakage due to chips clogging tool flutes, always be sure to use an air blower, etc. to remove chips.④Ensure to index the insert at the correct time to ensure safety of the tool-body.
【Note】
ap= (R2-(R-H)2)2
Large diameter φ35,φ40 added to the lineupInsert became 2-corner specification
GF2T typeGF2T type4The 4th
GF2T typeGF2T typeHigh Efficiency Finishing Indexable Special Shape Tool Series4弾
The 4th
High Efficiency Finishing Indexable Special Shape Tool Series
Epoch Mitsubishi Hitachi Tool
The diagrams and table data are examples of test results, and are not guaranteed values."Epoch" , “ ” and “ ” are registered trademarks of Mitsubishi Hitachi Tool Engineering, Ltd. in Japan.
2017-12Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification.
【TOOL SEARCH】
http://www.mmc-hitachitool.co.jp
2017-12
RCCH】CH】】】RCRCCH】CH】】】
Attentions on Safety
MMC Hitachi Tool Engineering (Shanghai), Ltd.
: 200051TEL : +86-(0)21-3366-3058 FAX : +86-(0)21-3366-3050
1.1 2
2.1 2
3.1 2
3
4
1.Attentions regarding handling
2.Attentions regarding mounting
3.Attentions during use