Ders No: 5 Değişiklikler İçin Kontrol...
54
1 Ders No: 5 Değişiklikler İçin Kontrol Şeması
Transcript of Ders No: 5 Değişiklikler İçin Kontrol...

1
Ders No: 5 Değişiklikler İçin Kontrol Şeması

2
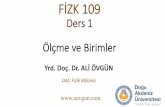
Figure 5-1 The need
jkhjkh
Süreç
Süre
Fig. 5.1 Süreç ortalaması ve süreç değişkenliğinin kontrolü için ihtiyaç. (a) Ortalama ve standard sapma nominal düzeyde. (b) Süreç ortalaması µ1> µo. (c) Süreç standard sapması σ1 > σ o

3
Kontrol Şemalarının İstatistiksel Temeli
Kalite karakteristiğinin ortalama µ ve standart sapma σ ile normal dağıldığını varsayalım ve µ, σ biliniyor olsun . Eğer x1 , x2 ….. Xn n büyüklüğünde örnek ise, bu durumda örneğin ortalaması
Ve b Ve biliyoruz ki ortalama µ ve standart sapma σ ile normal dağılacaktır. Örnek ortalamaları 1-α olasılıkla aşağıdaki aralığa düşecektir
x

4
Bilinmeyen µ ve σ ile Altgurup Veri Onların kestirimi, süreç kontroldayken alınan ön örnekler veya altgurup
veriden yapılabilir. µ’nün en iyi kestirimi, büyük ortalamadır.
σ’nın kestirimi ya standart sapmadan, yada n örneğin aralıklarından kestirilebilir.
R= xmaks - xmin R1, R2,…,Rm m örneğin aralıkları olsun. Aralık ortalaması,
m
xxxx m
...21

5
A2 sabitesinin değerleri çeşitli büyüklükteki örnekler için ekteki tablo VI’da verilmiştir.
D3 ve D4 sabitelerinin değerleri farklı büyüklükteki örnekler için, ekteki tablo VI da verilmiştir.

6
Eğer x’ı µ’nün kestiricisi, R/d2’iyide σ’nın kestiricisi olarak kullanırsak x şemasının parametreleri şunlardır
Eğer A2’yi şöyle tanımlarsak
Bu durumda 5-7 5-4’e indirgenir

7
Şimdi R şemasını ele alalım. Merkez çizgisi R-bar olacaktır. Kontrol sınırlarını belirlemek için σR’a ihtiyaç olacaktır.
Kalite karakteristiğinin normal dağıldığını varsayalım. σR, W = R/σ göreceli aralığın dağılımından bulunabilir. W’nun standard sapması, d3 olsun. d3 n’nin işlevidir. Böylece, mademki

8
R’nin standard sapması
Mademki σ bilinmiyor, σR şöyle kestirilebilir

9
Sonuçta, R şemasının parametreleri üç-sigma kontrol sınırları ile aşağıdaki gibi elde edilir
Eğer şu eşitlikleri kullanırsak
5-10 denklemi 5-5 denklemine indirgenir

10
Sonuçta, R şemasının parametreleri üç-sigma kontrol sınırları ile aşağıdaki gibi elde edilir
Eğer şu eşitlikleri kullanırsak
5-10 denklemi 5-5 denklemine indirgenir

11
Aşama I: x-bar ve R Şemaları
5-4 ve 5-5 deneme kontrol sınırlarıdır - m sayıda ilk örneklerden belirlenir * Tipik olarak örnek büyüklüğü n 3-5 olan 20-25 örnek alınır - Kontrol dışı noktalar nedeni bulunabilir sorunlar için incelemeye alınır * Eğer nedeni bulunabilen sorunlar belirlenebiliyorsa bu noktalar hesaplamadan dışlanır ve deneme kontrol sınırları revize edilir * Bütün noktalar kontrol sınırları içine düşünceye kadar incelemeye devam edilir

12
Aşama I’e Devam
* Sonuçta elde edilen deneme kontrol sınırları kullanım için amade haline getirilir * Nedeni bulunabilir sorunlar yoksa, uygulanacak iki opsiyon vardır 1. Nedeni bulunabilir sorunlu durum varmış gibi bir nokta elimine edilir ve sınırlar revize edilir 2. O nokta dikkate alınır ve sınırlar kontrol için uygun olarak değerlendirilir - Eğer çok sayıda sınırlar dışına düşen nokta varsa, örüntü (pattern) için incelenir. Bu örüntüler sürecin problemlerini belirliyebilir Bazı durumlarda, kontrol dışına çıkan noktalar için nedeni bulunabilen
sorun bulunamayabilir

13
ÖRNEK 5-1

14

15
Her iki şemanında kontrol dışında olduğuna dair bir göstergeye rastlanmamıştır. Dolayısıyla bu şemalar Aşama II için kullanılabilirler.

16
Süreç Yeteneğinin kestirilmesi
x-bar ve R şemaları sürecin performansı veya yeteneği ile ilgili bilgi verir
Sertlik fırınlama sürecinde x-bar = 1.5056 olarak kestirilebilir
Süreç standart sapması, 5-6 denkleminden şöyle bulunabilir;
σ-kep = R-bar/d2 = 0.32521/2.326= = 0.1398 mikron Burada d 2 değeri ekte tablo VI dan
bulunabilir

17
Süreç Yeteneğinin Kestirimi (devam)
Akış genişliğinin spesifikasyon sınırları;
1.50 ± 0.50
Sürecin yeteneği,
bu spesifikasyonlara göreceli olarak kullanılacak kontrol şeması ile tanımlanabilir
Akış genişliğinin normal dağıldığı varsayıldığında kusurlu ürünlerin üretilme olasılığı kestirilebilir. Öncelikle standart sapma kestirilir:
R = R-bar/d2 = 0.32521/2.326 = 0.1398
Sonraki “slide” da hesaplama yolu gösterilmiştir

18
Sonuçtan da görüldüğü gibi, ürünlerin yaklaşık % 0.035’i (milyonda 350) spesifikasyon sınırlarının dışına düşmektedirç

19
Süreç yeteneğini tanımlamak için diğer bir yol, süreç yeterlilik oranıdır. Bu oran PCR veya Cp olarak simgelenir ve aşağıdaki formülle hesaplanır.
Bu formülde 6σ süreç yeteneğinin temel Bu formülde 6 σ, sürecin yayılması olarak süreç yeterliliğinin temel tanımını oluşturur. Mademki σ bilinmiyor, onun yerine kestiricisi (σ-kep kullanılır. Örnekte, σ-kep = R-bar/d2 = 0.1398, Cp’nin kestirimi Cp-kep olduğuna göre Cp-kep aşağıdaki formülle hesaplanır.
Görüldüğü gibi bu oran sürecin kullandığı spesifikasyon alanın yüzdesini vermektedir. Örnek problem için P’nin kestirimi aşağıda hesaplanmıştır.

20

21
Merkez Çizgisinin ve Kontrol Sınırlarının Düzeltilmesi
Kontrol şemalarının etkin kullanımı için, kontrol sınırlarının ve merkez çizgilerinin dönemsel olarak gözden geçirilmesi ve düzeltilmesi gerekir
Bazı zamanlarda kullanıcılar x-bar şemasının merkez çizgisininin yerine hedef değerini kullanırlar
R şeması kontrol dışında ise, kontrol dışı noktalar genellikle değerlendirmeden çıkarılır ve R-bar’ın düzeltilmiş halini hesaplamak için, R şeması üzerinde yeni limitleri ve merkez sınırı ile X-bar üzerinde yeni limitler belirlenir.

22
Aşama II Şemalarının İşletimi
Güvenilir limitler belirlendikten sonra, gelecekteki üretimin izlenilmesi kontrol şemaların kullanılması, kontrol şemasının kullanımın 2. aşaması olarak tanımlanabilir (Şekil 5-4)
Her bir örnekte, bireysel gözlemleri gösteren koşum şemalarına, tolerans şeması veya sıra (tier) diagramı denir. Bu şema, verideki örüntüleri (pattern) veya istisnai gözlemleri açıklar (Şekil 5.5)

23

24

25
Sıra (Tier) Diagramı
Bu şema, kontrol dışı sinyallerin istisnai
Bireysel gözlemlerden kaynaklandığını
göstermemektedir. Onun yerine, sinyaller
38. örneğin alındığı sıralardaki
ortalamada oluşan yer değiştirmeden
Kaynaklanmaktadır.38-45. örneklerin
ortalamalarının ortalaması 1.6633 dür.
X-bar şemasında noktaların genel örüntüsüne göre, 38. ve sonrası alt guruplar, süreç ortalamasında bir değişimin olacağının göstergesidir.

26
Tear Diagram cont’d TİER DİAGRAMI (DEVAM)

27
Control vs. Specification Limits
Control limits are derived from natural process variability, or the natural tolerance limits of a process
Specification limits are determined externally, for example by customers or designers
There is no mathematical or statistical relationship between the control
Kontrole karşı spesifikasyon Sınırları Kontrol sınırları, doğal sürecin değişkenliğinden veya sürecin doğal tolerans sınırlarından türetilir.
Spesifikasyon sınırları örneğin, müşteriler veya tasarımcılar gibi dışardan belirlenir
Kontrol sınırları ile spesifikasyon sınırları arasında hiçbir matematiksel ilişki yoktur

28
Rasyonel Altgruplar
X-bar şeması, örnek-arası değişkenliği izler
R şeması, örnek-içi değişkenliği ölçer
Kontrol sınırlarını belirlemede kullanılacak standart sapma σ’nın kestirimi örnek-içi değişkenlikten hesaplanır

29
Rational Subgroups cont’d
It is not correct to estimate using
because if the sample means differ, then this will cause s to be too large, consequently, will be overestimated. That is it potentially combines both between-sample and within-sample variability. The control limits must be based on within-sample variability only.
Rasyonel Subgrupları (devam) • σ’yı kestirmek için aşağıdaki formülü kullanmak doğru değildir.
• Çünkü; eğer örnek ortalamaları farklı ise, s değerinin çok büyük olmasına neden olur ve sonuçta σ fazla kestirilecektir. Bu durum, örnek arası ve içi değişkenliği birleştirecektir.
• Kontrol sınırları, yalnız örnek içi-değişkenliğe dayanmalıdır.

30
Kontrol Şeması için Yol Göstericiler
Kontrol şemasının tasarımı, örnek büyüklüğünün, kontrol sınırlarının ve örneklem sıklığının belirlenmesini kapsar.
- Kesin çözüm için, istatistiksel karakteristiklere ve ekonomik etmenlere gereksinim vardır - Örnek büyüklüğü ve örnekleme sıklığının seçimi problemi, örnekleme gayretlerinin tahsisi problemlerinden biridir.

31
Kontrol Şeması için Yol Göstericiler (devam)
X-bar şemalarında örnek büyüklüğü, yer değiştirmenin büyüklüğü ile orantılıdır. Orta veya büyük yer değiştirmelerde göreceli küçük örnekler etkin olurken, küçük yer değiştirmelerde büyük örneklere gereksinim vardır.
Küçük örnekler için, R şemaları süreç standart sapmasındaki değişikliklere duyarsızdır. Büyük örnekler (n>10 veya 12) için, s veya s2
şemaları daha doğru seçimlerdir.

32
X-bar ve R şemalarında örnek büyüklüğünü değiştirmek
Bazı durumlarda, x-bar ve R şemalarında örnek büyüklüğündeki değişikliğin etkisini bilmek gerekebilir. Gereksinim duyulan bilgiler:
Reski = eski örnek büyüklüğünün ortalama aralığı Ryeni = yeni örnek büyüklüğünün ortalama aralığı neski = eski örnek büyüklüğü Nyeni = yeni örnek büyüklüğü d2(eski) = eski örnek büyüklüğü için d2 etmeni d2(yeni) = yeni örnek büyüklüğü için d2 etmeni

33
X-bar ve R şemalarında örnek büyüklüğünü değiştirmek(devam)
Bazı durumlarda, her bir örnek farklı gözlem sayısına sahip olabilir. Bu durumlarda, kullanım için X-bar ve s şemaları tercih edilir.
Başka durumlarda, maliyet veya sürecin özelliğinden dolayı örnek büyüklüklerinde kalıcı veya yarı kalıcı değişiklikler olabilir.

34
X-bar ve R şemalarında örnek büyüklüğünü değiştirmek(devam)
Kontrol sınırları:
X-bar şeması
ÜKS=X+A2[d2(yeni)/d2(eski)]Reski
AKS=X-A2 [d2(yeni)/d2(eski)]Reski
R şeması
ÜKS=D4[d2(yeni)/d2(eski)]Reski
MÇ= [d2(yeni)/d2(eski)]Reski
AKS=maksi{0,D3 [d2(yeni)/d2(eski)]Reski

35
Örnek 1 de tasarlanan kontrol şemaları beş örnek büyüklüğüne dayalıydı. Sürecin kontrol altında olması nedeniyle süreç mühendislerinin örnek büyüklüğünü üçe düşürmek istediklerini düşünelim.
Apendiks VI dan aşağıdaki değerler bulunur
X-bar şemasının kontrol sınırları 5.12 denkleminden bulunabilir

36
R şeması içinde yeni parametreler 5.13 denkleminden bulunabilir

37
Aşağıda, şekil 5.7 yeni kontrol limitlerini göstermektedir. Şekilden de görüldüğü gibi, örnek büyüklüğünü düşürünce sınırların genişliği artmıştır.

38
Probability Limits on the and R Charts
x
It is customary to express the control limits on the
and R charts as a multiple of the standart deviation of
the statistic plotted on the charts. If the multiple chosen
is k, then the limits are reffered to as k-sigma limits, the
usual choice being k =3. As mentioned in Chapter 4,
however, it is also possible to define the control limits
by specifying the type I error level for the test. Such
limits are called probability limits and are used
extensively in the United Kingdom and some parts of
Western Europe.
xX-bar ve R Şemalarının Olasılık Sınırları
• Kontrol şemalarının sınırları bulunurken standart sapmanın belli çarpanları alındı ve genellikle bu çarpanın 3 olacağı belirtildi.
• Eğer bu çarpan Hata I’e göre belirlenirse, o tür sınırlara olasılık sınırları denir.
• Olasılık sınırları İngiltere’de ve bazı batı Avrupa ülkelerinde kullanılmaktadır.

39
Probability Limits on the and R Charts cont’d
xx
It is easy to choose probability limits for the chart.
Since is approximately normally distributed, we may
obtain a desired type I error of α by choosing the
multiple of sigma for the control limit as k = Zα/2,
where Zα/2 is the upper α/2 percentage point of the
standart normal distribution. Note that the usual three-
sigma limits imply that the type I error probability is α
= 0.0027. If we choose α = 0.002, for example as most
writers who recommend probability limits do, then Zα/2
= Z0.001 = 3.09. Consequently, there is very little
difference between such control limits and three-sigma
control limits.
xX-bar ve R Şemalarının Olasılık Sınırları (devam)
• X-bar şemasının olasılık sınırlarını seçmek
kolaydır. Zira x-bar normal dağılmaktadır ve arzu edilen Hata I=α sigma çarpanı k=Zα/2 için bulunabilir.
• Üç sigma sınırları için Hata I’in olasılığı α=0.0027 dir
• Eğer α=0.002 seçersek, Zα/2=3.09 olarak bulunur

40
Tables of pairs of values (D0.001 , D0.999), (D0.005 , D0.995) and (D0.025,
D0.975) for 2≤n≤10 are in Grand and Leavenworth
However for sample sizes 3≤n≤6 they will produce a positive lower
control limit for the R chart
• Olasılık sınırlarını kullanılarak R şeması da tasarlanabilir. Eğer α=0.002 ise, göreceli
aralık W=R/σ nın dağılımının 0.001 ve 0.999 noktalarına gereksinim vardır. Bu noktalar doğal olarak altgrup büyüklüğü n’ye bağımlıdır. Bu noktaları W0.001(n) ve W0.999(n) ile gösterebilirsek ve σ’yı R-bar/d2ile kestirebilirsek R şeması için 0.001 ve 0.999 limitleri şu şekilde bulunabilir. ÜKL= W0.001(n) R-bar/d2 D=AKS= W0.001(n) R-bar/d2. Eğer, şu eşitlikler yazılırsa, D0.001=W0.001n/d2 ve D0.999=w0.999(n)/d2,,R şemasının olasılık limitleri aşağıdaki denklemlerle bulunabilir.
(D0.001, D0.999,), (D0ç005, D0.995), (D0.025, D0.975 çiftlerin değerleri, 2≤n≤ için Grand ve Leavenworth’den bulunabilir.

41
Standart Değerlere Dayalı Şemalar

42
X-bar ve R Şemalarının Yorumu

43

44
An assumption in performance properties is that the underlying distribution of quality characteristic is normal If underlying distribution is not normal, sampling distributions can
be derived and exact probability limits obtained
Burr (1967) notes the usual normal theory control limits are very robust to normality assumption
Schilling and Nelson (1976) indicate that in most cases, samples of size 4 or 5 are sufficient to ensure reasonable robustness to normality assumption for chart
Sampling distribution of R is not symmetric, thus symmetric 3-sigma limits are an approximation and -risk is not 0.0027. R chart is more sensitive to departures from normality than chart.
Assumptions of normality and independence are not a primary concern in phase I
x
x
X-bar ve R Şemalarında normal Olmamanın Etkileri
• Eğer ele alınan dağılım normal değilse, örnek dağılımları
türetilir ve kesin olasılık sınırları bulunur
• Burr’a göre her zaman kullanılan normal kuram kontrol sınırları normalite varsayımına karşı çok güçlüdür.
• Shilling ve Nelson’a göre, çoğu durumda, örnek büyüklüğü 4 veya 5 normalite varsayımına makul düzeylerde güçlü olmaya yeterlidir.
• R’nin örneklem dağılımı simetrik değildir ve bu nedenle, 3 sigma limitleri yaklaşıktır ve α riski 0.0027 değildir. R şemaları, normaliteden ayrılmaya x-bar şemasından çok duyarlıdır.
• Normalite ve bağımsızlık varsayımları, Aşama I için önemli bir sorun değildir.

45
İşletme Özeğrisi (İşlem Özelliği Eğrisi) • Süreç kalitesinde, yer değiştirmeyi yakalamakta X-bar ve R şemalarının yetenekleri (gücü), işletme özeğrisi tarafından belirlenebilir. X-bar şeması ve bilinen ve sabit olan standart sapma σ için verilen bir işletme özeğrisini düşünelim. Eğer ortalama kontrol altında μo değerindeyken μ1= μo+kσ değerine yer değiştiriyorsa, ilk örnekte bu yer değiştirmeyi meydana çıkaramama olasılığı veya β riski;
Mademki x-bar-N(μ, σ2/n, ÜKL ve AKL yukarda tanımlandığı gibi verilmiş, 5.18 denklemi aşağıdaki biçimde yazılabilir.
Burada, Φ standart normal birikimli dağılım işlevini göstersin, denklem aşağıdaki gibi yazılabilir

46
n
kLCL
n
kUCL
nLLCL
nLUCL
)()( 00
0
0
İşletme Özeğrisi (İşlem Özelliği Eğrisi) (devam)
5.2.6
5.19 nolu denklemin örnek üzerinde irdelemesi: sigma çarpanı L=3 ve örnek büyüklüğü n=5 olan bir x-bar şeması düşünelim. Bu şema için, μo’ μ1= μo+2σ ya yerdeğiştirmesinden sonra ilk örnekte bu yerdeğiştirmenin yakalanma olasılığını bulunuz. Mademki, L=3, k=2, ve n=5,
Bu β riskidir veya yer-değiştirmeyi yakalayamama olasılığıdır. Sonraki örnekte yer değiştirmeyi yakalama olasılığı 1- β = 1- 0.0708 = 0.9292 olacaktır.

47
Thus the probability that the shift will be deleted on the first sample is 1-β. However, the probability that the shift is detected on the second sample is β(1-β). Whereas the probability that it is deleted on the third sample is β2(1-β). Thus the probability that the shift will be detected on the rth subsequent sample is simply βr-1(1-β).
In general the expected number of samples taken before ther shift is detected is simply the average run length, or
1
1
1
1)1(
r
r
rARL
where r = # of subsequent
sample
5.2.6 5.2.6 İşletme Özeğrisi (İşlem Özelliği Eğrisi) (devam)
• Böylece, ortalamanın yer değiştirmesini birinci örnekte
yakalama olasılığı 1-β olacaktır. Yer değiştirmeyi ikinci
örnekte yakalamanın olasılığı β(1- β) olacaktır. Benzer
şekilde yer değiştirmeyi üçüncü örnekte yakalamanın
olasılığı β2(1- β) olacaktır. Böylece, yer değiştirmenin rth
. Örnekte yakalamanın olasılığı, βr-1(1- β)
olacaktır.
• Genel olarak, yer değiştirmelerin yakalanmalarından önce
alınan örneklerin beklenen değeri, ortalama koşum
uzunluğu
ARL=Σ r βr-1(1- β) = 1/1- β
β(1- β)

48
Therefore, in our example, we have (if the shift is 1σ and n=5, then from Fig. 5.13 we have β=0.75 approximately. Thus the probability that the shift will be detected on the first sample is only 1- β=0.25
In other words, the expected numbver of samples taken to detect a shift of 1.0 σ with n=5 is 4
425.0
1
1
1
ARL
5.2.6 İşletme Özeğrisi (İşlem Özelliği Eğrisi) (devam)
• Örnekte, eğer ortalamanın yer değiştirmesi 1σ ve n=5 ise, Şekil 5.13 ten yaklaşık olarak β=0.75 dir. Böylece yer değiştirmenin birinci örnekte yakalanma olasılığı 1- β=0.25 olur.
ARL= 1/(1- β) = 1/ 0.25 = 4
• Diğer bir deyişle, 1σ büyüklüğünde bir yer-değiştirmeyi n=5 ile yakalamak için alınacak örneklerin beklenen değeri 4 dür

49
The ARL for the Chart cont’d
To construct the OC curve for the w chart, the distribution of the relative range w=R/σ employed. Suppose that the in-control value of the standart deviation is σ0. Then the OC curve plots the probability of not detecting a shift to a new value n σ-sayeden, σ1> σ0 on the first sample following the shift Figure presents the OC curve in which β is plotted against λ= σ1/σ0 ( the ratio of new old process standart deviation)
xX-bar şeması için ARL
• W şeması için, OC eğrisini oluşturmada göreceli aralığın (w=R/σ) dağılımı kullanılır. Kontrol altındaki standart sapmanın σ0 olduğunu varsayalım. Bu durumda OC eğrisi, σ’nın σ1’e (σ1> σ0)) yer değiştirmesinin, yer değişikliğini takip eden ilk örnekte yakalanmamasının olasılık değerlerini gösterecektir. Takip eden slaytta β’ya karşı
λ= σ1/ σ0 değerlerini veren OC şeması gösterilmiştir.

50

51
5.2.7 X-bar semasi icin Ortalama Kosum Uzunlugu
Herhangi bir Shewhart kontrol şeması için ARL şöyle tanımlanır
Kontrol altında olmadığı durumlarda ARL

52
If samples are taken out equally spaced interval of time h
Then average time to signal becomes
where I is the expected number of individual units sampled
Eğer örnekler h gibi eşit aralıklıklı zaman dilimlerinde alınırsa, ortalama sinyal zamanı aşağıdaki gibi yazılabilir
Burada I örnek alınan birimlerin ortalama sayılarını göstermektedir

53
Şekil 5.15 süreç ortalaması kσ yer değiştirme durumunda k sigma sınırlı kontrol şeması için ortalama koşum uzunluğu, ARL (örnekler)
Şekil 5.16 süreç ortalaması kσ yer değiştirmesi
durumunda üç sigma kontrol sınırlı x-bar kontrol şeması için ortalama koşum uzunluğu (bireysel birimler)

54
•Fig 5.15 presents these ARL curves for sample sizes of
n=1,2,3,4,....,9, and 16 for the control chart, where the
ARL is in terms of the expected number of samples taken in
order to detect the shift. (To illustrate it note that if we wish
to detect a shift of 1.5σ using a sample size of n=3, then the
average # of samples required will be ARL1 = 3)
•Fig 5.16 presents a set of curves that plot the expected
number of individual units I that must be sampled for the
chart to detect a shift of kσ. (To illustrate the use of the curve
note that to detect a shift of 1.5σ, an chart with n=16 will
require that approximately 16 units be sampled whereas is
the sample size is n = 3, only about 9 units will be required,
on the average
x
x
x
• Şekil 5.15 örnek büyüklüğü n=1,2,3,4,.....9, ve 16 ve x-bar şemaları için ARL eğrilerini göstermektedir. Burada ARL, yer değiştirrmeyi yakalamak için alınan örnek sayılarının beklenen değerini göstermektedir.
• Örneğin, örnek büyüklüğü n=3 kullanarak 1.5σ kadar yer değişimini yakalamak istediğimizde, gereksinim duyulan ortalama örnek sayısı ARL1=3 olacaktır
• Şekil 5.16 x-bar şemasında, kσ yer değişikliğini yakalamak için, alınacak bireysel birimlerin sayısının beklenen değerini, I çizen eğriler kümesini göstermektedir.
•Örneğin, 1.5σ kadar bir yer değişikliğini yakalamak için n=16 büyüklüğü ile bir x-bar şeması, yaklaşık 16 birimin örneklenmesini gerektirecektir. Öte yandan, n=3 büyüklüğündeki bir örnek, ortalama 9 birime gereksinim gösterecektir.