“Sustainable management of agro-industrial wasteswastewater. Particularly, the coagulation method...
14
This project is funded by Cyprus Research Promotion Foundation “Sustainable management of agro-industrial wastes: Valorization and solar-Fenton post-treatment of olive mill effluents (OME)” AEIFORIA/FISI/0609(ΒΕ)/12 Deliverable 15. Manual of the project objectives, methodology and results The results are confidential data
Transcript of “Sustainable management of agro-industrial wasteswastewater. Particularly, the coagulation method...
-
This project is funded by Cyprus Research Promotion Foundation
“Sustainable management of agro-industrial wastes:
Valorization and solar-Fenton post-treatment of olive mill effluents
(OME)”
AEIFORIA/FISI/0609(ΒΕ)/12
Deliverable 15. Manual of the project objectives, methodology and results
The results are confidential data
-
Olive oil production takes place in Cyprus as well as other Mediterranean countries such as
Spain, Italy, Portugal and Greece from ancient times. The yearly olive oil production around
the world is estimated to be around 1.5 to 1.7 million tons per year. Mediterranean countries
produce around 98% of this olive oil, from ca. 714 million growing olive trees. Europe
accounts for 75% of the world production, with Spain being the largest oil producer (36%).
Olive oil processing has been an important and traditional industry for our country
throughout history with the 1st olive press from the Cypro-classical to the Hellenistic I period
(5th - 2nd century BC), in the city of Nicosia. The good weather in Cyprus helps the olive
maturity and processing, and hence the production of olive oil. Particularly, it is produced
seasonally between November and March by a large number of small olive mills scattered
throughout the country. The total amount of olive oil production in Cyprus is approximately
7 500 tones.
Pucture 1. Olive oil production accompanied by effluent generation, [1].
Olive cultivation represents an important social, economical and cultural activity. However,
the olive oil procedure generates also large volumes of liquid waste referred to as Olive Mill
Effluent (OME). A variety of methods are used in the production of olive oil, such as the
!
Introduction
-
two-phase and three-phase decantation. Therefore, the quantity and the quality of these
effluents depend on the technique that is used. For instance, the three-phase decanter
produces more effluent than the two-phase decanter. OME is generally characterized by dark
color, high organic load, acidic pH and by the presence of phytotoxic substances, which
make the direct discharge into freshwater or onto land impossible.
The OMEs have to be treated prior to their use due to the fact that they pose a serious
environmental threat. If waste products from olive oil processing are not safely disposed of,
they are likely to provoke soil and water pollution that may be harmful to human health, as
well as kill plant and animal life. The usual disposal of such wastewater is in evaporation
ponds and directly on soil for irrigation, [2].
Picture 2. Disposal of the OME in evaropation ponds and direct application on soil, [3].
The main objective of the SOLIVAL project was to determine the environmental risks
related to the disposal of Olive Mill Effluent (OME) and to develop new technical
approaches for economically and environmentally effective treatment of OME.
Evaporation pond Disposal in soil
Goal of the project
-
General objectives of the project
v To investigate the olive oil industry in Cyprus and Greece.
v To examine the operations in the olive mills and the environmental impacts related to
the olive oil production.
v To characterize the different kinds of the liquid waste samples from Olive oil
industries.
v To develop an integrated technique for the management of industrial effluents in
order to comply with the principles of sustainable development.
v To establish a new “Best Practice” for the management of olive mill effluents, a
serious environmental problem in the Mediterranean Sea basin.
v To prevent the deterioration of water quality, thus facilitating the implementation of
Water Framework Directive and the protection of inland waters and seawater,
including flora, fauna and potentially human beings from the uncontrolled disposal of
agro-industrial effluents.
The SOLIVAL project: “Sustainable management of agro-industrial wastes:
Valorization and solar-Fenton post-treatment of olive mill effluents (OME)”, aimed
at promoting the principles of sustainable development in two ways, i.e. through the
separation and recovery of high value natural compounds (HVNC) like antioxidants
from OME, and the post-treatment of the residual effluent by Fenton oxidation
induced by solar irradiation, i.e. using renewable energy source.
-
v To bridge the gap between laboratory scale research and technological application
through the implementation of an advanced oxidation treatment in an already existing
pilot unit.
v To promote the cooperation of the involved research institutions that have significant
experience in the specific field, thus safeguarding high level work, both in terms of
research and technology.
v To communicate and disseminated the project objectives, methodology, findings and
new insights obtained. The project results were expected to contribute to the
implementation, update and development of environmentally friendly practices and
policies and to the incorporation of environmental research to decisions related to
sustainable development in Cyprus and Greece.
Specific scientific and technological objectives of the project
v The pre-conditioning of the OME by applying a physicochemical method such as the
coagulation-flocculation process to remove the high solids content. Thus, several
materials were tested to optimize the separation of solids that could eventually be
used as soil amendment.
v The separation and recovery of antioxidant compounds (e.g. tyrosol, hydroxytyrosol,
oleuropein and polyphenols) from the OME, using solvent extraction. There is a wide
range of chemical properties in the molecules to be extracted and often a very
specific choice of solvent is required to maintain the ratio of different species in the
extract. To select the appropriate type and composition of solvent, as well as the
extraction conditions to maximize the yield and productivity of the target HVNC
from the feed material. Further, systematic studies with model solutions of individual
compounds (tyrosol, hydroxytyrosol, oleuropein and two polyphenols called caffeic
and gallic acids), with synthetic mixtures and finally with the actual OME.
-
v Post-valorization treatment of OME by solar-Fenton oxidation process, which is an
advanced oxidation process since OME still, contained a high concentration (g/L) of
organic matter that may not be easily biodegradable. Oxidation by hydrogen peroxide
and ferric/ferrous ions induced by solar irradiation can offer a viable means for an
effective mineralization of the effluent. To optimize the treatment conditions (i.e.
H2O2:feed COD ration, Fe:H2O2 ratio, treatment time, type of iron) and to
demonstrate the solar-Fenton process on a pilot plant.
Pre-conditioning of OME by using the Coagulation-flocculation process
Initially, for the pre-treatment of OME and more specifically for the removal of the solid
particles contained in the OME a physicochemical process was applied, called coagulation-
flocculation. This process helps the settleability of the suspended solids and hence the removal
of the high solid concentration from OME the mixture. The solid particles namely colloid
particles tend to remain dispersed and in suspension due to their negative charge. This result in
the development of repulsion forces among them and thus into a difficulty for settling down.
During the coagulation treatment, chemicals called coagulants assist insoluble particles and/or
dissolved organic matter to interact and gather together, firstly into small groups, then larger
aggregates, and finally visible “floc” particles, which can be easily removed from the treated
wastewater. Particularly, the coagulation method takes place using mostly inorganic salts such
as ferric chloride, ferrous and ferric sulfate, aluminium sulfate (i.e. alum) and calcium oxide.
Coagulation process is then followed by flocculation. Flocculation is a chemical procedure
where a flocculant additive is added into the mixture, inducing the bonding of the micro-floc
particles together to form larger, denser flakes helping therefore their separation. Flocculating
agents are classified into two categories; the inorganic and the polymeric materials. Polymeric
materials such as the anionic, non-anionic and cationic polyelectrolytes are mainly used as a
flocculant. Anionic or cationic polyelectrolytes with high molecular weight and thus longer
chain, usually work better in bridging the aggregate solids together. Moreover, they have the
Methodology
-
ability to be adsorbed and to form particle-polymer-particle bridges leading to bigger “flocs”,
[2, 6].
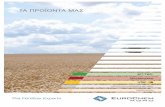
Schematic 1. Coagulation and flocculation process applied for the OME pre-treatment. The
photos show the OME samples prior to and after pre-treatment with the iron salts
(coagulant) and polyelectrolyte (flocculant).
Separation and recovery of High Value Natural Compounds (HVNC) from OME by
the solvent extraction
The recovery of polyphenols from OME provides the concurrent opportunity to obtain high-
value natural compounds and decrease the toxicity of the effluent. Preliminary experiments
were conducted in order to examine the effect of solvent on the rate of mass transport for
each one of the selected compounds in model/synthetic solutions. Solvent extraction was
tested with either model/synthetic solutions of tyrosol, hydroxytyrosol, oleuropein, gallic and
caffeic acids or actual OME. Batch equilibrium experiments were performed with four
organic solvent systems, namely ethyl acetate, dichloromethane, diethylether and a 7:3
mixture of chloroform:isopropanol under different extraction periods between 0.25 and 24 h
and a solvent to sample ratio of 100:50 (in mL). The initial concentration was 250 mg/L for
-
gallic acid, caffeic acid and oleuropein, and 1000 mg/L for tyrosol, according to the
scientific literature.
Post-valorization treatment of OME by solar photo-Fenton
Within the framework of the SOLIVAL project, photo-Fenton oxidation process was used as
post-treatment of the OME. Photo-Fenton is a homogeneous photocatalytic process and
belongs to the broad category of the Advanced Oxidation Processes (AOPs), which involve
the generation of highly energetic radicals such as hydroxyl radicals (HO) that are highly
oxidative species and capable to decompose organic non-biodegradable pollutants. Photo-
Fenton is the oxidative process based on the Fenton’s reaction, where hydrogen peroxide
(H2O2) and the ferrous iron (Fe2+) are used as oxidizing agent and catalyst, respectively, in
the presence of solar irradiation. Furthermore, UVA/Visible light (artificial or natural)
increases the efficiency of the process by photoreducing Fe3+ to Fe2+, producing additional
hydroxyl radicals and leading to the regeneration of the catalyst. The mechanism of hydroxyl
radical production by photo-Fenton, is shown in Schematic 2.
Schematic 2. Representation of the fundamental photo-Fenton reaction.
Fe2
+ + H2O
Fe
3
++ HO-+ HO
Fe3
++ H2O
Fe2
++ H
++ HO
hv
HO
+ RH
H2O
+ R
-
The efficiency of this process depends on several operating parameters, such as the
concentration of H2O2, Fe2+ and pH. These experiments are described elsewhere
Papaphilippou et al (2012), [5]. Specifically, the optimum experimental conditions for the
removal of the organic load were determined by altering one parameter while, the other
parameters were kept constant.
Furthermore, the application of solar photo-Fenton oxidation process on OME samples that
have been previously treated by coagulation-flocculation, and where phenolics extraction has
been applied was also investigated.
Application of solar-Fenton oxidation process on OME at pilot scale
The experiments were carried out in a compound parabolic collector (CPC) pilot plant
installed at the sewage treatment plant at the University of Cyprus (UCY). The pictures of
the plant are illustrated in Picture 3 whereas its specific characteristics are presented in Table
1.
Picture 3. Solar prototype photocatalytic reactor
Tank of OME
-
Table 1. Main technical characteristics of the pilot plant used in this work.
Equipment Material and Capacity
Storage tank (OMW) 100 L Polyethylene container
Air blower (increase the dissolved oxygen) Model SLL-30 Flow rate: 26 L/min
Feed pump (effluent transfer) FMC 03/6 CAW 3 Centrifugal: 0.37 kW Capacity: 40-150 L/h
Acid dosing pump and solution tank
(pH adjustment)
Electronic pump (0.74 L/h)
20 L Polyethylene container
Peroxide dosing pump and solution tank
(Fenton process)
Electronic pump (0.74 L/h)
20 L Polyethylene container
FeSO4 dosing pump and solution tank
(Fenton process)
Electronic pump (0.74 L/h)
20 L Polyethylene container
Complete system for measurement and control of pH
Electronic measurement and control system for pH adjustment
Complete system for measurement and control of hydrogen peroxide
Electronic measurement and control system for peroxide adjustment
Compound Parabolic Collectors 6 Borosilicate glass tubes (55mm x 1.5m). Wall thickness 1.8 mm
Piping UPVC PN10
In addition, for experimental purposes a tank was placed near to the pilot reactor serving the
needs of coagulation-flocculation prior to the solar-Fenton process. The tank in which
coagulation-flocculation took place has a cone shape (Picture 4). The microflocs generated
by the coagulation-flocculation processes were settled at the bottom of the tank while the
waste that remained at the top was transported to the reactor tank.
-
Picture 4. A cone shape tank served for the coagulation-flocculation purposes in pilot scale.
Analytical methods
OME was supplied by a continuous three-phase olive processing plant located in Nicosia,
Cyprus and Chania, Greece. OME samples, namely EF1, EF2, EF3 and EF4 employed in
the current study, were collected during the 2011-2012 production campaign.
The involved research groups from the University of Cyprus and the Technical University of
Crete studied the quality of the OMEs by determining some of the most important
parameters, such as the Chemical Oxygen Demand (COD), Biological Oxygen Demand
(BOD5), Dissolved Organic Carbon (DOC), Total Solids (TS), Total Suspended Solids
(TSS), Total phenolics, Total nitrogen, Total phosphorus, Iron concentration and pH. All the
above parameters were determined according to the Standard Methods, [6].
Ecotoxicity assesement
Toxicity measurements of the OME samples prior and after photocatalytic treatment were
carried out to give a more complete evaluation of the efficiency of the solar photo-Fenton
process that has been used, by utilizing three types of toxicity assays: (i) Phytotestkit
microbiotest toxicity test, (ii) Daphnoxkit FTM toxicity test and (iii) Vibrio fischeri toxicity
test.
-
The phytotestkit measures the decrease (or the absence) of the germination and early growth
of plants, which are exposed directly to the samples spiked onto a thick paper. A control test
was performed using tap water. The plants used for the test were: Sorghum saccharatum,
Lepidium sativum and Sinapis alba.
Picture 5. Growth of L. sativum seeds in the presence of solar photo-Fenton OME treated
sample.
This test is based on the observation of the freshwater species D. magna immobilization after
24h and 48h of exposure in the samples. The experimental procedure for conducting this
assay was based on the ISO 6341:1996 standard protocol, [7].
V. fischeri bacteria (NRRL B-11177) were tested to obtain percentile bioluminescence
inhibition during 5 and 15 min exposure times. The Microtox® assay was performed
in accordance with the operational procedures from Azur Environmental Ltd.
Lyophilized bacteria (approx. one million in one preparation), using the Microtox®
kit, were reconstituted by adding a reconstitution solution, and then the suspensions
were sequentially diluted and tested at 15 °C in parallel to a negative control test. V.
fischeri toxicity test was performed on raw OME and oxidized sample
Phytotoxicity tests
Daphnia magna tests
V. Fischeri tests
-
References
[1](a)http://www.google.com.cy/imgres?q=olive+trees&um=1&hl=en&tbo=d&biw=1276&bih=616
&tbm=isch&tbnid=72LFEUYKAeVsnM:&imgrefurl=http://www.touristmaker.com/islands/thassos.h
tml&docid=7hUQd7xSX7UchM&imgurl=http://www.touristmaker.com/images/thassos/olivetree.jpg
&w=1072&h=975&ei=xVsGUe2ZCOah4gTG54DIDw&zoom=1&iact=hc&vpx=673&vpy=278&du
r=52&hovh=214&hovw=235&tx=146&ty=130&sig=116075776770510534872&page=1&tbnh=139
&tbnw=144&start=0&ndsp=20&ved=1t:429,r:11,s:0,i:175
(b)http://www.google.com.cy/imgres?q=olives&start=190&um=1&hl=en&tbo=d&biw=1276&bih=6
16&tbm=isch&tbnid=CMCllI6w1Cb2wM:&imgrefurl=http://greatolives.com/fresh-olive-
updates/&docid=rSsJKfjUPHVhoM&imgurl=http://greatolives.com/wp
content/themes/shopperpress/thumbs/OliveTree.jpg&w=475&h=372&ei=XlwGUYboEtHIsgbL24G
wDg&zoom=1&iact=hc&vpx=438&vpy=112&dur=286&hovh=138&hovw=182&tx=163&ty=99&si
g=116075776770510534872&page=9&tbnh=138&tbnw=182&ndsp=26&ved=1t:429,r:12,s:200,i:40
[2] C. C. Anastasiou, P. Christou, A. Michael, (2011) Approaches to olive mill wastewater treatment
and disposal in Cyprus, Environmental Research Journal 5(2), 49-58.
[3](a)http://www.google.com.cy/imgres?q=olive+mill+effluent+production&um=1&hl=en&tbo=d&
biw=1276&bih=616&tbm=isch&tbnid=QoMHDrY0At_wZM:&imgrefurl=http://www.afedonline.or
g/en/inner.aspx%3FcontentID%3D496&docid=eJxN71fNbksN9M&imgurl=http://www.afedonline.o
rg/olive/picture3.jpg&w=538&h=361&ei=e10GUYu1FOKn4ATi14CgCA&zoom=1&iact=rc&dur=2
&sig=116075776770510534872&page=1&tbnh=141&tbnw=212&start=0&ndsp=23&ved=1t:429,r:5
,s:0,i:91&tx=89&ty=58
(b)http://www.google.com.cy/imgres?q=disposal+of+olive+mill+effluent&um=1&hl=en&tbo=d&bi
w=1276&bih=616&tbm=isch&tbnid=KuNyP_AKpn8PqM:&imgrefurl=http://www.sciencedirect.co
m/science/article/pii/S0926669012001495&docid=79jKBTT98nz6M&imgurl=http://ars.els-
cdn.com/content/image/1-s2.0-S0926669012001495-
gr2.jpg&w=393&h=203&ei=RGEGUYGZCemJ4AT9iYDgBA&zoom=1&iact=rc&dur=242&sig=1
16075776770510534872&page=1&tbnh=135&tbnw=292&start=0&ndsp=20&ved=1t:429,r:14,s:0,i:
118&tx=250&ty=84
-
[4] A. Ginos, T. Manios and D. Mantzavinos, (2006) Treatment of olive mill effluents by
coagulation-flocculation-hydrogen peroxide oxidation and effect on phytotoxicity, Journal of
Hazardous Materials, B133: 135-142.
[5] P. Papaphilippou, C. Yiannapas, M. Politi, V. Daskalaki, N. Kalogerakis, D. Mantzavinos, D.
Fatta-Kassinos, (2012) Treatment of olive mill effluent by solar-Fenton and recovery of the high
added value phenolic compounds by solvent extraction, Chemical Engineering Journal,
10.1016/j.cej.2012.11.048, in press.
[6] Standard Methods for the Examination of Water and Wastewater, 20th, 1998, APHA.
[7] ISO 6341-Water quality-Determination of the inhibition of the mobility of Daphnia magna
Straus-Acute test.