1. Hegesztési anyagismeret · 2011-03-01 · Réz Higany Platina Arany Cu Hg Pt Au +0,345 +0,799...
66
1. Hegesztési anyagismeret A fémes anyagok lehetnek tiszta fémek (színfémek) vagy ötvözetek. A főként vasat tartalmazó vasfémek -2,14% C-tartalomig acélok, -2,14...6,68% között öntöttvasak. Sűrűségük szerint vannak könnyűfémek (ρ < 4,5 g/cm 3 ) és nehézfémek (ρ > 4,5 g/cm 3 ). A fémek kémiai tulajdonságuk szerint lehetnek nemesfémek (pl. arany, ezüst, platina) vagy nem nemesfémek (pl. alumínium, vas). Olvadáspontjuk szerint lehetnek kis olvadáspontúak (t olv < 1000 °C, pl. ón, ólom, cink, alumínium, magnézium), közepes olvadáspontúak (1000 °C <t olv < 2000 °C, pl. réz, nikkel, mangán, vas, titán, króm) és nagy olvadáspontúak (t > 2000 °C, pl. molibdén, tantál, nióbium, volfrám). 1.1. A fémek alaptulajdonságai A fémek alaptulajdonságait kémiai összetételük, alakítási és hőkezelési állapotuk határozza meg. A fémek mechanikai tulajdonságait meghatározó anyagjellemzőket a 6.1. táblázat tartalmazza. Az 1.1. táblázat a leggyakoribb fémek fizikai jellemzőit foglalja össze. A fémek szilárdságát a szakítószilárdság, a folyáshatár és a keménység; szívósságba a kontrakció, a nyúlás és az ütőmunka (törési munka) jellemzi. Ezek az értékek a hőmérséklet változásával változnak, ezért a melegszilárd, a hidrogénnyomás- álló és a hőálló acéloknak a nagyobb hőmérsékleten mérhető anyagjellemzőit is meg kell adni, a hidegszívós acéloknak pedig a kis hőmérsékleten mért értékeit. Ismétlődő igénybevétel, termikus (hő-) fáradás esetén a kifáradási határ adhat további felvilágosítást a fém tulajdonságáról. 1.1. táblázat Fémek fizikai jellemzői 20 °C-on A fém Kristály- rács Jellemzők Sűrűség, ρ g/cm 3 Szakítószilárdság*, R m , MPa Kémény- ség*, HB Rugalmas- sági modulus E, 10 4 MPa Olvadás- pont, t olv , °C Hővezetési együttható, λ , W/(m* °C) Hőtágulási együttható, α , 10 -6* 1/°C Fajhő c p , kJ/(kg* °C) Fajlagos ellenállás, ρ 10 -3* Ω * mm 2 /m Alumínium, A1 Antimon, Sb Arany, Au Berillium, Be Bizmut, Bi Cink, Zn Cirkónium, Zr Kadmium, Cd Kobalt, Co lkk rom lkk hex rom hex -hex hex -hex tkk hex 2,7 6.69 19,3 1,85 9,8 7,14 6,5 8,64 8,9 7,1 1,74 40... 100 80... 90 100...140 210...360 5 120...150 150... 400 60 270 200...300 160...200 15... 25 30...36 13...22 30...170 9... 19 32... 45 60... 87 16... 35 120...130 - 25... 40 7,2 5,6 8,1 30,0 3,4 10,0 9,6 6,3 21,5 25,0 4,5 660 630,5 1063 1283 271 419,5 1852 321 1490 1900 650 214 70 310 165 277 773 22 327 69,4 69 759 23,9 10,8 14,3 12,3 13,5 29,0 4,8 29,4 12,0 8,5 26,0 0,899 0,210 0,130 1,885 0,126 0,395 0.252 0,230 0,437 0,460 0,924 28,6 390 22 38 1200 63 400 77 97 140 45
Transcript of 1. Hegesztési anyagismeret · 2011-03-01 · Réz Higany Platina Arany Cu Hg Pt Au +0,345 +0,799...

1. Hegesztési anyagismeret
A fémes anyagok lehetnek tiszta fémek (színfémek) vagy ötvözetek. A főként vasat tartalmazó vasfémek
-2,14% C-tartalomig acélok, -2,14...6,68% között öntöttvasak.
Sűrűségük szerint vannak könnyűfémek (ρ < 4,5 g/cm3) és nehézfémek (ρ > 4,5 g/cm3). A fémek kémiai tulajdonságuk szerint lehetnek nemesfémek (pl. arany, ezüst, platina) vagy nem nemesfémek (pl. alumínium, vas). Olvadáspontjuk szerint lehetnek kis olvadáspontúak (tolv < 1000 °C, pl. ón, ólom, cink, alumínium, magnézium), közepes olvadáspontúak (1000 °C <tolv< 2000 °C, pl. réz, nikkel, mangán, vas, titán, króm) és nagy olvadáspontúak (t > 2000 °C, pl. molibdén, tantál, nióbium, volfrám).
1.1. A fémek alaptulajdonságai
A fémek alaptulajdonságait kémiai összetételük, alakítási és hőkezelési állapotuk határozza meg. A fémek mechanikai tulajdonságait meghatározó anyagjellemzőket a 6.1. táblázat tartalmazza. Az 1.1. táblázat a leggyakoribb fémek fizikai jellemzőit foglalja össze. A fémek szilárdságát a szakítószilárdság, a folyáshatár és a keménység; szívósságba a kontrakció, a nyúlás és az ütőmunka (törési munka) jellemzi. Ezek az értékek a hőmérséklet változásával változnak, ezért a melegszilárd, a hidrogénnyomás-álló és a hőálló acéloknak a nagyobb hőmérsékleten mérhető anyagjellemzőit is meg kell adni, a hidegszívós acéloknak pedig a kis hőmérsékleten mért értékeit.
Ismétlődő igénybevétel, termikus (hő-) fáradás esetén a kifáradási határ adhat további felvilágosítást a fém tulajdonságáról.
1.1. táblázat
Fémek fizikai jellemzői 20 °C-on
A fém Kristály-rács
Jellemzők
Sűrűség, ρρρρ
g/cm3
Szakítószilárdság*,
Rm, MPa
Kémény-
ség*,
HB
Rugalmas-sági
modulus E, 104 MPa
Olvadás-pont, tolv, °°°°C
Hővezetési együttható,
λλλλ ,
W/(m∗∗∗∗ °°°°C)
Hőtágulási együttható,
αααα ,
10-6∗∗∗∗ 1/°°°°C
Fajhő cp,
kJ/(kg∗∗∗∗ °°°°C)
Fajlagos ellenállás, ρρρρ
10-3∗∗∗∗ ΩΩΩΩ ∗∗∗∗
mm2/m
Alumínium, A1
Antimon, Sb
Arany, Au
Berillium, Be
Bizmut, Bi
Cink, Zn
Cirkónium, Zr
Kadmium, Cd
Kobalt, Co
lkk
rom
lkk
hex
rom
hex
-hex
hex
-hex
tkk
hex
2,7
6.69
19,3
1,85
9,8
7,14
6,5
8,64
8,9
7,1
1,74
40... 100
80... 90
100...140
210...360
5
120...150
150... 400
60
270
200...300
160...200
15... 25
30...36
13...22
30...170
9... 19
32... 45
60... 87
16... 35
120...130
-
25... 40
7,2
5,6
8,1
30,0
3,4
10,0
9,6
6,3
21,5
25,0
4,5
660
630,5
1063
1283
271
419,5
1852
321
1490
1900
650
214
70
310
165
277
773
22
327
69,4
69
759
23,9
10,8
14,3
12,3
13,5
29,0
4,8
29,4
12,0
8,5
26,0
0,899
0,210
0,130
1,885
0,126
0,395
0.252
0,230
0,437
0,460
0,924
28,6
390
22
38
1200
63
400
77
97
140
45

Króm, Cr
Magnézium, Mg
Mangán, Mn
Molibdén, Mo
Nikkel, Ni
Nióbium, Nb
Ólom. Pb
Ón, Sn
Platina, Pt
Réz, Cu
Tantál, Ta
Titán, Ti
Vanádium, V
Vas, Fe
Volfrám, W
-lkk
tkk
lkk
tkk
lkk
-köb
lkk
lkk
tkk
-hex
tkk
-tkk
lkk
7,45
10,2
8,9
8,6
11,35
7,28
21,37
8,93
16,6
4,5
6,1
7,85
19,3
-
480...900
350...520
250...350
11...13
15...28
120...220
210...240
350... 700
350...560
350...500
350...500
400...1200
-
140...300
70...120
40...200
11... 13
15... 28
40... 50
40... 50
100...260
100...200
100..260
760...200
250...360
20,0
32,6
22,5
12,0
1,7
4,5
17,3
12,6
19,0
11,1
13,0
21,0
41,5
7244
2620
7453
2415
327
232
1283
1083
2990
1668
1900
1538
3380
-
745
59
92
35
64
22,5
394
54
15,5
31,4
76
730
15,0
5,0
13,0
7,1
29,0
27,0
9,0
16,8
6,5
8.2
8.3
11,5
4,5
0,504
0,273
0,441
0,273
0,130
0,228
0,134
0,390
0,138
0,630
0,504
0,420
0,143
1500
54
95
730
270
774
98
17,8
125
420
750
75
55
Hegesztéssel felrakott felületeknek - a keménységükön kívül - lényeges lehet a kopásállóságuk is.
A technológiai vizsgálatok a fémek megmunkálhatóságára (önthetőség, forgácsolhatóság, alakíthatóság, hőkezelhetőség, hegeszthetőség stb.) utalhatnak.
A fémek egyéb fizikai tulajdonságai jelentősen befolyásolják viselkedésüket felhevítéskor, ill. lehűléskor.
A ρ sűrűségnek a kis saját tömegű szerkezetek kialakításában van jelentősége. Kis sűrűségű fém a lítium, a magnézium, az alumínium és a titán.
A színfémek olvadáspontja egy meghatározott hőmérséklet, az ötvözeteké többnyire hőmérséklet-tartomány (kivéve az eutektikumot vagy a vegyületét). A kis olvadáspontú fémeket (ón, ólom, antimon, cink) gyakran használják forraszanyagként. Az alomfaiam olvadáspontja sem nagy (660 °C), de oxidja csak nagy hőmérsékleten (2053 °C-on) olvad. A vasnál (1538 °C) kisebb olvadáspontú fém az arany, a mangán, a nikkeli a kobalt. Az erős karbidképző elemek (króm, vanádium, titán, tantál, molibdén, volfrám) olvadáspontja nagyobb a színvasénál.
A fajhő megmutatja, hogy 1 kg tömegű test hőmérsékletének 1 való °C-kal való növeléséhez mennyi hőre van szükség [Q=cm (t2-t1)]. Kis fajhőjű fém az arany, a volfrám, a tantál, az ólom, az ón, a molibdén és a cirkon. A fémekre általában az állandó nyomásra vonatkozó cp fajhőt szokták megadni. Értéke ugrásszerűen változik az allotrop átalakuláskor, halmazállapot változáskor.
A λ hővezetési együttható az a hőmennyiség, amely egységnyi hosszúságú anyag egységnyi keresztmetszetén időegység alatt 1 °C hőmérséklet-különbség hatására áthalad. A Φ hőáram
Φ = Q/t = λA(t2-t1)/l

ahol A a hőátadás irányára merőléges keresztmetszet; 1 a hosszúság; t2-t1, az l hosszúságra jutó hőmérséklet-változás; λ hővezetési együttható.
A hővezetési együttható függ a hőmérséklettől, maximuma 0 K közelében van. Igen nagy a hővezetési együtthatója az ezüstnek, a réznek, az aranynak és az alumíniumnak.
Az a hőtágulási együtthaló lehet lineáris vagy térfogati. A fémek hőtágulási együtthatója 10-5...l0-6 nagyságrendű, és csak kis hőmérséklet-tartományban állandó. Allotrop átalakuláskor a fémek térfogata ugrásszerűen változik.
Nagy hőtágulású fém a magnézium, az alomfaiam, a cink, az ón és az ólom. A karbidképző ötvözőknek kicsi a hőtágulásuk.
A ρ fajlagos ellenαllαs 1 m hosszúságú, 1 mm2 keresztmetszetű fém ellenállása. Az R elektromos ellenállás a fajlagos ellenállással kifejezve:
R = ρl/A
A G elektromos vezetés az elektromos ellenállás reciproka:
G = 1/R
A fajlagos vezetés a fajlagos ellenállás reciproka:
γ = 1/ρ
Jó elektromos vezető pl. a réz, az ezüst, az arany, szigetelő pl. a germánium.
A fémek mágneses tulajdonságuk szerint lehetnek dia-, para- vagy ferromágnesek.
A diamágnesek legnagyobb méretükkel a külső mágneses tér irányára merőlegesen igyekeznek elhelyezkedni (pl, a Cu, Au, Ag, Be, Zn, Pb, Bi, Hg).
A mágneses szempontbál kiegyenlítetlen elektronokat tartalmazó atomokból felépülő anyagokat paramágneses anyagoknak hívjuk. Ezek a mágneses térben legnagyobb méretükkel a térerő irányával párhuzamosan igyekeznek elhelyezkedni (pl. a Na, K, Mg, Cn, Al, Sn, Pt).
A ferromágneses anyagok (Ne, Co, Ni) mágnesessége csak szilárd állapotban tapasztalható, hevítés hatására az anyagra jellemző ún. Curie-hőmérsékleten (a vas 770 °C-on) paramágnesekké alakulnak,
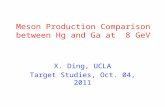
A fémek kémiai tulajdonságai közút a korróziós viselkedésüket kell kiemelni. A korrózióállóság a hegesztett kötés egész szerkezetre kifejtett hatására vonatkozó hegeszthetőségi követelmény. A leggyakoribb korróziós jelenségeket a 7.1. ábra foglalja össze.
Felületi korrózió esetén a felület többé-kevésbé egyenletesen károsodik, vékonyodik. Korrózióállónak tekinthető a fém, ha a korrózió sebessége kisebb, mint 0,1 g/(m2h). A korróziót kiválthatja kémiai folyamat vagy pedig elektrokémiai hatás. Az 1.2. táblázat a fontosabb fémek elektrokémiai potenciálját foglalja össze.
A lyuk- (pont-) korrózió helyi korróziós károsodás, pl. saválló acélokon a passziválóréteget klór-, bróm- vagy jódionok támadják meg.
A réskorrózió akkor alakul ki, ha a fémes anyag hézaggal csatlakozik más fémhez vagy nemfémes anyaghoz, és a résbe elektrolit oldat kerül.
Az érintkezési (kontakt-) korrózió olyan kémiai korróziós jelenség, amikor két különböző összetételű fém vagy ötvözet érintkezési helyén elektrolit közeg hat és a negatívabb elektrokémiai potenciájú felület anóddá válva oldódik, bemaródik.
A szemcsehatár menti (szemcseközi vagy interkrisztallin) korrózió akkor lép fel, ha a szemcsehatárokon korrózióra érzékeny fázis válik ki, vagy a szemcsehatár aktívabbá válik a szemcsék belsejénél.
A feszültségkorrózió akkor keletkezik, ha a vizsgált anyag feszültségi korrózióra hajlamos, a felületet húzó igénybevétel terheli és jelen van feszültségkorróziót kiváltó közeg (pl. nitrát oldat, NaOH, KOH, H2S, halogéneket tartalmazó oldat).

1.1. ábra. A korrózió főbb típusai
a) felületi korrózió; b) lyuk- (pont-) korrózió; c) réskorrózió; d) érintkezési (kontakt-) korrózió; e)szemcsehatár menti korrózió; f) feszültségkorrózió;
P passziválóréteg; K1 a passziválóréteg helyi sérülése; K2 a résből kiinduló korrózió; K3 szelektív korrózió a krómban szegény szemcsehatár menti területeken; SZ felületi szennyeződés, lerakódás, tömítés, szerkezeti rés stb.; C szemcsehatáron kiváló
karbidok
1.2. táblázat
Fémek elektrokémiai potenciálja
Elektropozitív jelleg
növekedése
Fém Vegyjel Normál potenciál
Elektronegatív jelleg
növekedése
^
növekszik
Kálium
Kalcium
Magnézium
Alumínium
Mangán
Cink
Vas
Kadmium
Kobalt
Nikkel
Ón
Ólom
Hidrogén
K
Ca
Mg
A1
Mn
Zn
Fe
Cd
Co
Ni
Sn
Pb
H2
-2,920
-2,800
-2,380
-1,660
-1,050
-0,760
-0,440
-0,400
-0,283
-0,236
-0,316
-0,216
±0,00
csökken
ˇ

Réz
Higany
Platina
Arany
Cu
Hg
Pt
Au
+0,345
+0,799
+1,200
+1,420
1.2. A fémek szerkezete és kristályosodása
Szilárd állapotban minden fém kristályos szerkezetű, ami azt jelenti, hogy a fémekben az atomok meghatározott geometriai rendben helyezkednek el. A legjelentősebb a köbös és a hexagonális kristályrács, az acélok esetében fontos még a rombos (cementit) és a tetragonális (martenzit).
1.2. ábra. A kristályrács hibái
Az egykristály (kisméretű, tökéletes rácsú kristály = whisker) alakja követi az illető fémre jellemző rácstípust, tulajdonságai a különböző kristálytani irányokban nem azonosak, az egy kristály tehát anizotrop.
A sokkristályos (polikrisztalin) fémek nem tökéletesek, azokban rácshibák találhatók (1.2. ábra). A fémek könnyű alakíthatósága az egyméretű rácshibákra, a vonalhibákra vagy diszlokációkra vezethetők vissza. A felületi vagy felületszerű hibák egyik típusa a rétegződési hiba, másik típusa a szemcsehatár. A szemcsék méretének csökkentésekor a fém szilárdsága nő.
Fémek kristályosodása. A fémek lehetnek egyfázisúak (pl. színfémek, szilárd oldatok, vegyületek) vagy többfázisúak. Négy halmazállapotuk van a hőmérséklettől és nyomástól függően: szilárd, cseppfolyós, gáz, plazma. Hegesztéskor elsősorban a meg ömlésnek és a dermedésnek van jelentősége. Megömléskor a fémeket alkotó atomok között ható kötőerő megszűnik, a fém megolvad. Dermedéskor kezdődik a folyékony fém kristályosodása, ezt primer kristályosodásnak hívjuk.

Elsődleges (primer) kristályosodás. A színfémek és az ötvözetek eltérő módon kristályosodnak. A színfémek kristályosodása egyetlen hőmérsékleten megy végbe az 1.3. ábra szerint: a hűtéskor kialakuló kristálycsírák szemcsékké (krisztallitokká) növekednek. A dermedés lehet szemcsés (poliéderes) vagy tűs (dendrites, a fenyőfa ágaihoz hasonló). Az előbbi egyenletes hűtéskor, az utóbbi pedig nem egyenletes (valamely irányban gyorsabb) hűtéskor jöhet létre.
1.3. ábra. Szabályos rendszerben kristályosodó színfém dermedése szemcsékké (poliéderekké)
a) csírák keletkezése túlhűtéskor; b), c), d) kristálynövekedés szemcsékké (krisztallitokká); e) a színfém szemcsés szövetének mikroszkópos képe
Kialakulhatnak finom vagy durva szemcsék. Finomszemcsés lesz a szerkezet pl. az ömledék gyors hűtésekor vagy csíraképzőkkel való beoltás esetén. Ha az ömledéket nagyon túlhevítjük, vagy a lehűlése lassú, akkor durvaszemcsés lesz a szerkezet.
Az ötvözetek nem egyetlen hőmérsékleten, hanem adott hő mérséklet-tartományban dermednek. A dermedéshez a hőmérséklet csökkenése szükséges. Ha a túlhűtés kismértékű és nincsenek jelen szennyezők, akkor ún. cellaszerkezet jön létre, nagyobb túlhűtéskor, ill. ötvözőelemek vagy szennyezők jelenléte esetén tűs (dendrites) szerkezet alakul ki (köbös fémekre jellemző).
A varrat kristályosodása. Hegesztéskor a munkadarabokat legtöbbször az olvadáspont fölé hevítjük, megömlesztjük és hozaganyag nélkül vagy hozaganyaggal kohéziós kapcsolatot létesítünk. A bevitt hő mennyisége és koncentráltsága a hegesztési hőforrás jellegétől, a hőközlés módjától és idejétől, a hegesztési eljárástól stb. függ. A bevitt hő Q = η UIt, ill. az időegység alatt bevitt hő q =η UI. Ha ismert a hőközlés (hegesztés) v sebessége, akkor az egységnyi varratszakaszba bevitt hő, a fajlagos hőbevitel:
q /v = η UI/v
Nagy fajlagos hőbevitelű eljárás a gázhegesztés, a bevont elektródás, kézi ívhegesztés, kisebb a védőgázas és a plazmahegesztés. Az elektron- és lézersugár-hegesztés kőbevitele rendkívül koncentrált.
A képletben a bevitt hő és a hasznosított hő arányát az η hőhasznosítási tényező fejezi ki, értéke hegesztési eljárástól függően 0,5...0,95. A bevitt hő egy része ugyanis hővezetéssel, hő sugárzással, fröcsköléssel stb. elvezetődik, és így a tényleges ömlesztésre kevesebb hő jut. Álló hőforrás körül kialakuló izotermákat szemléltet az 1.4. ábra, különböző fémekre. A réz és az alumínium jó hővezető, szemben a króm-nikkel acéllal, így azonos körülmények között (lemezvastagság, kötéskialakítás, kőbevitel stb.) a réz és alumínium hűlése, dermedése sokkal gyorsabb.
Hegesztéskor a hőforrás többnyire halad, így a varrat dermedését a hőforrás haladási iránya és sebessége szerint kell vizsgálni. Az 1.5. ábrán a hegfürdő kialakulása látható bevont elektródás kézi ívhegesztéskor. A hegfürdő folyékony állapotának ideje, az ún. létidő hegesztési eljárástól függően igen eltérő lehet, így értéke 0,02...30 s. A fémfürdő dermedését több tényező együttes hatása határozza meg. A dermedés az alapanyag hűtő hatása következtében az alapanyag irányában megy végbe. Ha a dermedés túl gyors, fennáll annak a veszélye, hogy a szennyező elemek, gázok, salak stb. az ömledékbe dermednek és zárványokat, porozitást idéznek elő. A túl lassú hűtés sem kedvező minden esetben, ilyenkor nagyobb a veszélye a durva szemcsék képződésének, és a fém szilárdsága is csökkenhet.

1.4. ábra. Álló hőforrás körül kialakult izotermák azonos hőbevitel esetén
a) vas; b) króm-nikkel acél; c) alumínium; d) réz
1.5. ábra. A hegfürdő kialakulása kézi ívhegesztéskor
A-B-C olvadási front; C-D-A dermedési front; Sh a hozaganyag területe; Sa az alapanyag területe; b a varrat szélessége; h a varrat mélysége; c a varratdudor magassága; l a hegfürdő hosszúsága
A bevitt hő nemcsak megömleszti az alap- és a hozaganyagot, hanem felhevíti a varrat környezetét is. A hőhatásövezet a meg nem ömlött, hő által felhevített övezet, amelyben végbemenő átalakulások sokszor meghatározóbbak, mint a varrat szerkezete. Az 1.3. táblázat az átalakulás nélküli, az alakított és reaktív fémek hegesztésekor kialakuló viszonyokat hasonlítja össze.
Kis C-tartalmú hipoeutektoidos acél hegesztésekor kialakuló hőhatásövezet látható az 1.6. ábrán.

1.6. ábra. Kis C-tartalmú acél hegesztésekor kialakuló hőhatásövezet
1.3. táblázat
A hőhatásövezet szerkezete
A szerkezet képe Alapanyag A szerkezetleírása
Átalakulás nélküli fémek (pl. Ni, AI, Cu)
A hőhatásövezet fokozatosan finomodó szemcsenagyságú fázisból áll. Szélességét a hegesztési jellemzők határozzák meg, ill. a hegesztési eljárás teljesítménysűrűsége, a hegesztési rétegek száma. Gondot okozhat, hogy hajlamos gázfelvételre (porozitás, elridegedés), továbbá a jó hővezetés és nagy hőtágulás elhúzódáshoz, vetemedéshez vezethet
Alakítással keményített fémek(pl. hidegen húzott alumínium)
Ha t > trk, akkor az a terület újrakristályosodik, itt a szilárdság csökken, és csak a hegesztés utáni ismételt alakítással lehet visz szállítani az eredeti szilárdságot. A hőhatásövezet szélesebb mint előbb, a szilárdság csökkenését nagyobb teljesítménysűrűségű eljárás alkalmazásával lehet megakadályozni. 230...330 °C hőmérséklet-tartományban az acélok szívóssága jelentősen csökkenhet a mesterséges öregedés miatt.
A kritikus alakítási fokkal alakított fémekben t > trk, hőmérsékleten jelentős szemcsedurvulás következik be

Nemesítéssel keményített ötvözetek (pl. Al, Cu, Mg)
A szegregátumok oldása, ill. ismételt kiválása nem az optimális formában és eloszlásban megy végbe, ezért szilárdság- ill. szívósságcsökkenés jelentkezhet. A kiválások tartományában ismételt öregítéssel lehet eredményt elérni.
A szemcsehatár menti kiválások gyakran idéznek elő repedést. Kedvezőbb a hegesztést a fém oldóizzításos állapotában végezni. A kiválások csökkentik a fém korrózióállóságát is
Igen reaktív fémek (pl. Ti, Ta, Zr, Mo)
Nagy veszélyt jelent t >300 oC fölött az oxigén (ill. gázok) iránti nagy affinitása. A hegesztést célszerű vákuumban vagy a levegőtől való teljes gázvédelem (Ar, He) alatt végezni
Ötvözetlen vagy gyengén ötvözött acél
Gond a varrat alatt megjelenő durva, tűs martenzit, amely keménységnövekedést idéz elő. Ezért, ha C>0,3%, szükséges lehet a fémet előmelegíteni. Ha az ötvözetlen acélban C<0,3%, akkor ettől nem kell tartani
H hőhatásövezet
1.3. A fémek termikus folyamatai
A fémeket melegalakításkor, hőkezeléskor vagy hegesztéskor nagy hőmérsékletre hevítjük (ömlesztőhegesztéskor megömlesztjük), energiaközlés útján. A hőbevitel polimorf fémekben (pl. Fe, Ti, Co, Sn, Mn) rácsátalakulást idéz elő; ezt allotrop átalakulásnak nevezzük.
A hőhatás az atomok mozgásenergiáját növeli és helyváltoztatásra készteti őket. A martenzites átalakulás kivételével valamennyi állapotváltozás a résztvevő atomok helyváltoztatásával jár együtt. A folyamat csak akkor mehet végbe, ha a rendszer szabad energiája csökken.
A fémek hő okozta átalakulásában többféle termikus folyamat játszik fontos szerepet:
• a koncentrációkülönbség hatására létrejövő diffúziós folyamatok, • a hidegen alakított fémekben végbemenő megújulás és újrakristályosodás, • a fémek nagyobb hőmérsékleten végbemenő kúszási folyamatai.
Diffúzió. A fémek felhevítésekor a fémeket alkotó atomok rezgőmozgási amplitúdója megnő, s az atomok elhagyva helyüket, az atomrács másik rácshelyére vándorolnak. Az atomok hő energia hatására bekövetkező helyváltoztatását diffúziónak nevezzük.
Öndiffúzió akkor következik be, ha az atom az atomrács másik, üres rácshelyére vagy a rácsatomok közé vándorol. Az öndiffúzió a fémek egyik legfontosabb diffúziója.
Az idegen atomok által előidézett diffúziót koncentrációkülönbség hozza létre (pl. a vas-szén ötvözetekben a kis atomátmérőjű C-atom mozgása). A diffúzió befejeződik, ha a koncentrációkülönbség megszűnik, vagy ha a hőmérséklet lecsökken. A kis atomátmérőjű elemeknek (C, H, N, O és B) a diffúziós sebessége nagyobb és a fém felületén, a szemcsehatár mentén, rácshibáknál gyorsabban megy végbe, mint a rács belsejében. A diffúziónak fontos szerepe van a termokémiai eljárások során, amikor egy munkadarab, alkatrész felületének tulajdonságát diffúzió útján kedvező irányban (pl. korrózióállóság, kopásállóság stb.) változtatjuk meg. A felületi tulajdonságokat javító eljárásokat az 1.4. táblázat foglalja össze. A hegesztéshez közel álló termikus szórás (1. a 2.3. alfejezet d) szakaszát) során nagy hő mérsékletű gázsugárral (lánggal, plazmával, ívvel) megömlesz tett fémporkeverék jut a munkadarab felületére.

1.4. táblázat
Felülkeményítő eljárások
Eljárás Alkalmazási
hőmérséklet, °C
Elhúzódási
veszély
Keménység, HV
A melegkeménység
hőmérséklete, °C
Rétegvastagság, mm
A réteg
tapadása
Cementálás 850...1000 igen < 900 A megeresztési diagramtól függ
0,1...1 Igen jó
Nitridálás 450...600 nincs 900...1300 Nitridálási hőmérsékletig
0,01...0,3 Jó - igen jó
Boridálás 800...1050 igen 1300...2000 1000 0,01...0,05 Jó
Lángedzés edzési hőmérséklet
igen (< 900) A megeresztési diagramtól függ
0,5...5 Igen jó
Indukciós edzés > 1200 nincs < 1200 Nagyobb, mint a megeresztési diagram
0,005...0,05 Igen jó
Felrakóhegesztés > 1200 igen A hozaganyag függvénye
Az ötvözettől függ 1...2 Jó
Villamos szikra- edzés
>1200 nincs 700…2000 Nagyobb, mint a megeresztési diagram
0,001...0,05 Igen jó
Kromálás 30 nincs 950...1200 350 0,05...0,2 (0,8) Közepes - jó
Nikkelezés 370...430 nincs 1100 430 0,01...0,05 Közepes - jó
Lángszórás 50...500 nincs 500...1000 ≈ 500 kb.0,1 Kielégítő
Bevonatolás TiC-dal
900...1000 igen 3500...5000 >500 oxidáció 0,005...0,01 Jó
Bevonatolás WC-dal
350...550 nincs ≈ 2300 < 700 0,015...0,02 Közepes - jó
Bevonatolás TiN-del
300...550 nincs 2000...2500 ≈ 600 0,002....0,005 Jó - igen jó
Megújulás és újrakristályosodás.
Képlékenyalakításkor a fémek energiatartalma jelentősen nagyobb lesz, a diszlokációk száma ugrásszerűen megnő. Ha az ilyen, az előzetesen alakított fémeket felhevítjük (pl. hegesztéskor), akkor a fém szövet szerkezete és tulajdonságai megváltoznak a megújulás, majd az újrakristályosodás és az esetleg bekövetkező szemcsedurvulás során.
A megújulás a fémek hidegalakítását követő felhevítéskor végbemenő összetett folyamat, amelynek során az alakításkor létrejött feszültségek leépülnek és visszaáll a fém fizikai tulajdonságainak alakítás előtti állapota, a szövetszerkezet azonban lényegében nem változik, csak a kristályokon belül megy végbe kisebb változás, pl. a beékelődött atomok üres helyre vándorlása (1.7. ábra). Alakításkor - az alakítás mértékétől függően - a szilárdsági jellemzők (szakítószilárdság, folyáshatár, keménység) nőnek, a nyúlás és a kontrakció csökken.

1.7. ábra. Megújulás
a) a mechanikai és a villamos tulajdonságok változása alakításkor; b) változás az alakítást követő hőkezeléskor A a nyúlás; Rm a szakítószilárdság; RP a rugalmassági határ; κ az elektromos vezetés
Meghatározott hőmérséklet felett, ha t > 0,4 tolv, az izzítás során végbemegy a fém újrakristályosodása, ekkor a folyáshatár csökken, a nyúlás nő. Ez pl. acél esetében 0,4 (1536+273) = 720 K = 447 °C, alumíniumra pedig 0,4 (660+273) = 373,2 K = 100 °C. Az újrakristályosodáskor tehát új szemcsék alakulnak ki (1.86 ábra), a mechanikai tulajdonságok az alakítás előtti értéket veszik fel, az alakításkor keletkező rácshibák megszűnnek.
1.8. ábra. A megújuló kristályszerkezet
a) alakított; b) újrakristályosodott; c) durvaszemcsés
Ahhoz, hogy az újrakristályosodás bekövetkezzen, az alakítás mértékének meg kell haladnia bizonyos értéket. A legdurvább szemcsenagyságot adó alakítás a kritikus alakítási fok. Ha a fémet az újrakristályosodási küszöb-hőmérséklet értékén vagy afölé hevítjük, akkor szemcsedurvulás következik be (1.8c ábra). Ha az alakítás hőmérséklete nagyobb, mint az újrakristályosodás hőmérséklete, úgy melegalakításról beszélünk. A másodlagos újrakristályosodás főként a nagyobb hőmérsékleten és nagy alakítási fokkal alakított fémekben megy végbe.
A színalumínium kritikus alakítási foka Z . .10% (570...630 °C), a lágyacéloké 8...10% (700...750 °C). Ha a munkadarabot hegesztés előtt a kritikus alakítási fok közelében alakították, akkor nagy hőbevitelű technológiával hegesztve újrakristályosodik, és szemcsedurvulás következik be. Az 1.9. ábrán az alumínium újrakristályosodási diagramja látható.

1.9. ábra. 99,6%-os alumínium újrakristályosodási diagramja
1.4. Fémötvözetek
Ötvözetképződés. A fémötvözet látszatra egynemű fémes anyag, amelyet két vagy több fém, fémekhez közelálló elemek (un. metalloidok) vagy nemfémes elemek alkotnak. Az ötvözés többnyire a fémek megolvasztása útján megy végbe, néhány kivételtől eltekintve (pl. ólom és alumínium) a fémek folyékony állapotban korlátlanul oldják egymást.
Az ötvözetet alkotó elemek háromféleképpen jelenhetnek meg az ötvözetben:
• a két elem egymással (korlátlan vagy korlátolt) szilárdoldatot alkot, • a két elem egymással vegyületet alkot, • a két elem egymással eutektikumot, ill. eutektoidot alkot.
A szilárd oldatban részt vevő elemek közös kristályrácsot alkotnak úgy, hogy az egyik elem atomjai a másik elem atomjai helyébe lépnek (helyettesítéses szilárd oldat), vagy a másik rács atomjai közé beépülnek (beékelődéses szilárd oldat). Utóbbi csak akkor mehet végbe, ha az oldott elem atomátmérője kicsi. Ha az atomok elrendeződése szabályos, akkor rendezett rácsú szilárd oldat jön létre (pl. Fe3A1, Ni3Fe).
A vegyület olyan több alkotós kristályos fázis, amelynek rácsa független az alkotókra jellemző rácstípustól, és az alkotók a vegyületben képlettel kifejezhető, sztöchiometrikus arányban vesznek részt. A vegyület termikusan és mechanikailag is stabil fázis, többségük kemény és rideg. A fémek képezhetnek vegyületet egymással (pl. A12Cu, Mg2Cu) vagy nercfémekkel (pl. Fe3C, Fe2N, TiC). Így képződhetnek karbidok, nitridek, oxidok, szilikátok stb., ezek alapvetően meghatározzák az anyagok tulajdonságait.
A fémek egyensúlyi diagramja. Az egyensúlyi diagramok két vagy több ötvözet egyensúlyi körülmények között végbemenő folyamatait mutatják különféle összetétel és hőmérséklet esetén. A kétalkotós egyensúlyi diagram a kétalkotós ötvözet felhevítés kor, ill. lehűlésekor lejátszódó folyamatot szemlélteti. A diagram alakját az határozza meg, hogy a két alkotó szilárd állapotban oldja-e egymást, a két elem képez-e egymással vegyületet, s ha igen, milyen arányban.
A mind folyékony, mind szilárd állapotban egymást minden arányban oldó két fém egyensúlyi diagramjára példa a Cu-Ni egyensúlyi diagram (1.10a ábra). A réz olvadáspontja 1083 °C, a nikkelé 1455 °C. A nikkelötvözés növeli a folyáshatárt és a korrózióállóságot (l. még az 1.5. alfejezetet). A 28...34% Cu-tartalmú nikkelötvözet (un. monelfém) öntöttvasak hegesztéséhez alkalmas.
Az Al-Si kétalkotós diagramot vizsgálva látható, hogy a két fém szilárd állapotban alig oldja egymást: az alumínium legfeljebb 1,65% Si-ot old, a szilícium legfeljebb 3% Al-ot. 11,7% Si- tartalom esetén azonban mindkét alkotónál kisebb olvadás pontú eutektikum keletkezik. A szilumin néven ismert eutektikus A1-Si ötvözet jól önthető, a dugattyúötvözetek anyagaként használatos (1.106 ábra).

1.10. ábra. Kétalkotós egyensúlyi diagramok a) Cu-Ni; b) Al-Si; c) Sn-Pb; d) Al-Cu
Hasonlóan korlátoltan oldja egymást és eutektikumot is képez a Sn-Pb ötvözet, amely kis olvadáspontja révén ismert lágy forrasz-ötvözet (1.l0c ábra).
Az ötvözetek egymással gyakran képeznek vegyületeket, amelyek kiválása sok esetben kedvező (pl. a kiválásos keményítéskor), ha az alapfém a vegyületet korlátoltan oldja. Erre a példa az A1-Cu ötvözet, amelynek kétalkotós egyensúlyi diagramjából az alumíniumhoz közelebb eső részét szemlélteti az 1.l0d ábra. Az alumínium a rezet korlátoltan oldja, 54% réztartalomnál az alumínium a rézzel A12Cu vegyületet képez. A természetes, ill. mesterséges öregítő hőkezeléskor a korlátolt oldó képesség vonala fölé hevített ötvözet lehűlése során kiváló vegyület az alumíniumkeménységét növeli (l. az alumínium nemesítését).
1.5 táblázat
Két, ill. három fém hegesztésekor kialakuló varrat
Egyensúlyi diagram A hegvarrat szövetszerkezete Magyarázat
A teljes heganyag szívós, repedésre nem hajlamos vegyes kristályokból áll. A hegesztett kötés fémtani és mechanikai tulajdonságai optimálisak.
A hegesztett kötés minősége függ az eutektikum tulajdonságától. ez többnyire keményebb és ridegebb, mint az A és B primer krisztallitok. A kis olvadáspontú eutektikum könnyen melegrepedés válthat ki

Két fémet nehezen vagy egyáltalán nem lehet összehegeszteni, ha a két fém egymással vegyületet alkot. A vegyület már kis mennyiségben is elridegíti a varratot (Cu-Zn, Cu-Sn, Al-Cu, Al-Fe). Akkor lehet esetleg repedésmentes kötést létrehozni, ha a heganyag kevés B alkotót tartalmaz (pl. A hozaganyaggal való hegesztés esetén)
Ha az előbbi nem vezet eredményre, a kötést harmadik fémmel kell elkészíteni, amelyik sem az A fémmel, sem a B-vel nem alkot intermedier vegyületet (ilyen pl. a nikkel, amely sok fémmel, pl. a vassal, rézzel korlátlanul oldódik)
A peritektikus reakcióra példa a 0,17% széntartalmú Fe-C ötvözet (1. 1.12. ábrát), ahol a 0,09% széntartalmú, térközepes köbös α -ferrit és a 0,53% széntartalmú ömledék hűléskor, 1495 °C-on lapközepes köbös ausztenitté (γ -vassá) dermed.
A hegesztett kötés tulajdonságát meghatározza a kötésben részt vevő alkotók (fémek) összetétele, a hegesztéskor végbemenő keveredés mértéke stb. A különböző egyensúlyi diagramok esetén kialakuló varratra az 1.5. táblázatban találunk példát.
1.5. Vas-szén ötvözetek
A vas és az elemi szén (karbon) ötvözetét 2,14% C-tartalomig acélnak, a fölött öntöttvasnak nevezzük. Vasötvözetek azok a fémek, amelyek több mint fele részben vasból állnak, de vas tartalmuk nem éri el az ipari színvasra előírt szintet.
A vas-szén ötvözetek gyártása és feldolgozása. A nagyolvasztóból kikerülő nyersvas további feldolgozásra az acélműbe vagy az öntödébe kerül. Az oxigénbefúvásos konverteres acélgyártás terméke kis P-, S-, N- és O-tartalmú acél. Az így kapott acélból tuskók vagy folyamatos öntésű bugák készülnek. Az ötvözött acélokat ívfényes villamos kemencében állítják elő, nagyobb követelmények esetén a folyékony acél vákuumkezelésre kerül tovább. Ha a végtermék acélöntvény, akkor az acélt öntik vagy kovácsolásra szánt tuskót készítenek belőle.
A tuskókból melegalakítással kovácstermékeket, csöveket, hosszú, ill. lapos termékeket gyártanak. Kovácsolni általában csak a kis C- és Si-tartalmú ötvözeteket lehet. A csövek hengerléssel vagy hegesztéssel, hossz- vagy spirálvarrattal készülnek. Hengerelt termékek pl. a rúd-, idom-, betonacél, a huzal, a sín, lemez, szalag. A különleges alakú vagy vékony falú szelvényeket lemezsávokból vagy szalagokból, hideghajlítással állítják elő. A huzalokat huzalhúzó célgépekkel gyártják, két húzás közötti lágyító hőkezelés beiktatásával. Hideghúzással állítják elő a hegesztőhuzalokat, a hegesztőpálcákat és az elektródákat is.
Az acélok dermedését és tulajdonságait meghatározzák az acélban jelen levő gázok, szennyező és kísérő elemek. Az acél készülhet csillapítatlan, csillapított, ill. különlegesen csillapított minőségben.
1.6. táblázat
A csillapítatlan és a csillapított acélok tulajdonságainak összehasonlítása
Jellemzők Csillapítatlan Csillapított Különlegesen csillapított
Kémiai összetétel Si nyomokban
Mn 0,2...0,4%
Si 0,1...0,4%
Mn 0,2...0,6%
Si 0,1...0,4%
Mn 0,2...0,6%

Cmax 0,25% Alfémes > 0,02%
Fontosabb kémiai reakciók
FeO+C → CO+Fe
FeS+Mn → MnS+Fe
FeO+Mn → MnO+Fe
FeS+Mn → MnS+Fe
2FeO+Si → SiO2+2Fe
FeS+Mn → MnS+Fe
2FeO+Si → SiO2+2Fe
3FeO+2Al → Αl2O3+3Fe
FeN+AI → A1N+Fe
Ütőmunka változása
Lunkerképződés Erős Csekély Csekély
Felületi minőség Jobb Rosszabb Rosszabb
Öregedési hajlam Nagy Kisebb Legkisebb
A csillapítatlan acélba adagolt mangán a kén és az oxigén megkötését segíti elő, a FeO és a C reakciója során kialakuló CO miatt az acélfürdő csillapítatlan marad. Az ilyen acélok csak alárendelt célokra használhatók.
A csillapított acélban a mangánon kívül szilícium is van, az oxigén FeO helyett SiO2 formájában van megkötve, és nem keletkezik CO. A fémfürdő nyugodt, a szennyezők eloszlása egyenletes.
A különlegesen csillapított acélba a Mn és a Si mellett Al-ot is ötvöznek. Az A1 megköti az oxigént és a nitrogént, ezáltal az acél öregedésálló lesz. Az AlN csíraképző hatása révén az acél finomszemcsés lesz, nő a folyáshatára és az ütőmunkája. A háromfajta acélt az 1.6. táblázat hasonlítja össze.
Az acél szennyező elemei
Az oxigén főként vegyületek formájában fordul elő az acélban. Csökkenti a szilárdságot és a nyúlást, növeli az acél meleg repedési hajlamát. Az acél dezoxidálása (Mn, Si, Al-mal) csökkenti az acélban lévő oxigén mennyiségét.
A nitrogén ugyan növeli az acél szilárdságát, de erősen csökkenti a szívósságát, elősegíti a hidegen alakított acél öregedését és a 200…350 °C között bekövetkező kéktörékenységet. A nitrogén kedvezőtlen hatása csökkenthető nitridképző ötvözőelemek (Al, Ti, Nb stb.) bevitelével, ezáltal az acél öregedésállóvá válik.
A hidrogént az acél folyékony állapotban jól oldja, és az acél gyors hűtésekor bennmaradó hidrogén az acél elridegedéséhez vezethet. A diffúzióképes hidrogén fémfürdőből való kijutása a munkadarab előmelegítésével elősegíthető, ezáltal csökkenthető az acél hidegrepedési hajlama. Hegesztett varrat hideg repedése legtöbbször a hőhatásövezetben következik be.
A kén az acél szilárdsági tulajdonságaira alig hat, de a képlékenységet és a korrózióállóságot csökkenti. A kén az acél melegrepedési hajlamát azáltal növeli, hogy a vassal alkotott vegyülete (FeS) a vassal 975 °C-on dermedő eutektikumot képez, ez pedig az acél meleg állapotában repedést okoz. Hegesztett varratokban a melegrepedések a varrat közepén keletkeznek. A kén megköthető Mn és Ca ötvözőkkel, így a melegrepedési veszély csökkenthető.
A foszfor növeli a szilárdságot, az önthetőséget és a korrózióállóságot, viszont ridegíti az acélt, ezért mennyiségét lehetőség szerint 0,03% alatt kell tartani.
A réz növeli az acél szilárdságát és korrózióállóságát, de csökkenti képlékenységét és 0,2% felett elősegíti az acél vöröstörékenységét.
Vas-szén egyensúlyi diagram. A vas polimorf fém, azaz hőmérséklettől függően - több módosulata is van. A tiszta vas (amely csak elméletileg létezik) 1538 °C-on ömlik meg. Dermedése során térközepes köbös δ -vassá szilárdul, amely 1394 °C-on lapközepes köbös γ -vassá (ausztenitté) alakul át. 912 °C-on a gamma-vas ismét átalakul térközepes köbös α -vassá (ferritté). További hűléskor újabb átalakulás már nem következik be.

A tiszta vas szobahőmérsékleten mágnesezhető, ezt a tulajdonságát 770 °C-on (az ún. Curie-ponton) elveszti, a felett a vas paramágneses. Ez a folyamat megfordítható, tehát lehűléskor a vas ismét mágnesezhetővé válik.
1. 11. ábra Fe-C egyensúlyi diagram és szövetelemábra
A vas legfontosabb ötvözőeleme az elemi szén (karbon), amely három különböző formában lehet jelen a Fe-C kétalkotós ötvözetben:
• oldott állapotban (
δ , γ vagy α , szilárd oldat),
• vegyületként (pl. cementit, Fe3C), • kristályos (szabad) állapotban (pl. grafit).
A vas C-oldó képessége függ a C-tartalomtól és a hőmérséklettől, így a
• α
-vas max. 0,17% C-t old 1493 °C-on,
• γ
-vas max. 2,14% C-t old 1147 °C-on,
• α
-vas max. 0,0218% C-t old 727 °C-on.

A Fe-C kétalkotós egyensúlyi diagramot az 1.11. ábra szemlélteti a hozzá tartozó szövetelemábrával. A vas C-oldó képességének változását a PQ (ferrit), az ES (ausztenit) és a HN (δ -ferrit) vonal jelöli. Mivel az oldóképesség behatárolt, egyensúlyi körülmények közötti hűléskor a C cementit (lassú hűléskor grafit) formájában kiválik. A PQ vonalnál tercier Fe3C, az ES vonalnál szekunder Fe3C, a DC vonalnál primer Fe3C jön létre (1.12. ábra).
1.12. ábra A Fe-C ötvözet metastabil rendszerű fázisai és szövetelemei

1.13. ábra. A Fe-C ötvözetek fázisainak és szövetelemeinek mikroszkópos képe
4,3% C-tartalomnál 1147 °C-on kétfázisú szövetelem, a cementitbe ágyazott ausztenitből álló ledeburit alakul ki. Ennek ausztenitje 727 °C-on perlitté bomlik, ezért a ledeburit mikroszkópos képén cementitbe ágyazott perlitet látunk. Mivel az ágyazó szövet vegyület, a ledeburit nem alakítható, rideg, kemény, olvadáspontja a vas-szén ötvözetek sorában a legkisebb (1.13. ábra).
0,76% C-tartalomnál, 727 °C-on ugyancsak kétfázisú szövet elem, a ferrit és cementit rétegződéséből álló perlit jön létre az ausztenitből. Mivel a ferrit körülfogja a cementit lemezkéket, a perlit képlékenyen alakítható, keménysége kb. 180 HV, nyúlása kb. 10%.
Az ausztenit lapközepes köbös, szilárd oldat, lágy, rendkívül jól alakítható, nem mágnesezhető. Ötvözetlen acélokban csak 727 °C-nál nagyobb hőmérsékleten stabil.
A ferrit térközepes köbös, szilárd oldat, lágy, jól alakítható, 770 °C-nál kisebb hőmérsékleten mágnesezhető. A max. 2,14% C-et tartalmazó Fe-C ötvözeteket acélnak nevezzük; 0,76% C alatt hipoeutektoidos, felette hipereutektoidos acélról beszélünk. A 2,14...6,67% C-tartalmú Fe-C ötvözetek az öntöttvasak; 4,3% C alatt hipoeutektikus, 4,3 % C felett hipereutektikus az öntöttvas.
A cementit rombos rendszerben kristályosodó, kemény, rideg, nem alakítható vegyület (1.14. ábra). Jelenléte esetén csök ken az alakíthatóság, kedvező eloszlása növeli a kopásállóságot. A hipereutektikus nyersvasban nagy táblák formájában primer cementitként, 0,76...4,3% C esetén szekunder cementitként, rendszerint hálós formában jelenik meg. A hipoeutektoidos acélokban mint tercier cementit fordul elő.

1.14. ábra. A cementit kristályrácsa
1.15. ábra. Maurer-diagram
A szén-szilícium arány hatása az öntöttvas egyensúlyi szövetére 1 szürkevas; 2 fehérvas
A stabil Fe-C rendszerben az elemi szén grafit alakjában van jelen. Ennek az öntöttvasaknál van jelentősége, így pl. 4,3% C-nél grafiteutektikum jön létre, amely úgy dermed meg, mint a színfém.
A grafit elemi szén, amely egyszerű hexagonális rendszerben kristályosodik, gyakorlatilag nincs szilárdsága és keménysége. Attól függően, hogy a grafitot milyen alakban és mennyiségben tartalmazza az öntöttvas, a tulajdonságai különbözők. Az ilyen öntöttvasakat szürkevasnak nevezik. Az öntöttvas szilárdsága kicsi, de a grafitlemezek finomításával vagy a lemezes grafit gömbösítésével növelhető. A grafitos rendszerben való kristályosodás függ a lehűlés sebességétől és a jelenlévő ötvözőktől. Lassú hűléskor a szén grafitként, gyors hűléskor Fe3C (cementit) formájában van jelen. Ez utóbbi esetben a töret fehér színe miatt az öntöttvasat fehérvasnak is hívjuk.
Az ötvözőelemek közül jelentős a Si hatása. Ezt a Maurer diagram szemlélteti (1.15. ábra). Ha növelik a Si mennyiségét, a fehérvas először grafit + perlites, majd nagyobb Si-tartalomnál grafit + ferrites szerkezetű lesz. Az ábrán az egyes tartományokra jellemző szövetképek láthatók nagyítva.
A hőkezeléssel a fémes anyagok tulajdonságait szilárd állapotban változtatjuk meg, a szövetszerkezetüket meghatározott tulajdonságok elérésére (pl. nagyobb szilárdság, szívósság, jobb megmunkálhatóság stb.) alakítjuk át. A hőkezelési eljárásokat az 1.16. ábra foglalja össze.

Az acélok hőkezelési eljárásait az 1.17. ábra mutatja. A hőkezelés három szakasza:
1. Felhevítés egy vagy több lépcsőben az előírt hőmérsékletre.
2. Hőntartás ezen a hőmérsékleten.
3. Lehűtés megfelelő közegben.
A hevítés sebessége függ az acél összetételétől, a munkadarab alakjától és a falvastagságától. Míg a hevítés hőkezeléskor irányítható és tervezhető, hegesztéskor a munkadarab felhevítése igen eltérő lehet, és a hegesztési eljárástól, a munkarendtől is függ. Az izzítási eljárásokat az 1.7. táblázat foglalja össze. Ezek egy részében az acélt az ausztenites tartományba hevítjük fel, és innen hűtjük lassan (kemencében vagy levegőn). Az ausztenitesítési diagramon (1.18. ábra) izotermikus hőntartás vagy folyamatos hevítés esetén látható a perlit-ausztenit átalakulás, a keletkezett ausztenit szemcsefinomsága, homogenitása és koncentrációja, a karbidok mennyisége és eloszlása.

1.16. ábra. A hőkezelési eljárások csoportosítása az MSZ 4381 alapján
1.7. táblázat
Izzítási eljárások

Izzítás Ábra Cél Előny Hátrány Alkalmazás
Diffúziós
Homogenizálás, szennyezők, zárványok(dúsulás) oldása
Közelítőleg homogén állapot elérése
Drága, reveképződés, szénkiégés, durvaszemcsés szerkezet
• Szerszámacélok karbideloszlásának befolyásolása,
• szulfidok kedvező elosztása,
• homogén szövet- szerkezet további hőkezeléséhez
Szemcsenövelő (durvító)
Szemcsék durvítása, a forgácsolhatóság javítására
Kedvezőbb főként a kis forgácsoló sebességű megmunkáláshoz (üregelés, fúrás, gyalulás)
A durvább szemcse csökkenti a szívósságot, ezért normalizálás szükséges
Kis széntartalmú acél, Cr, Cr-Mn, Cr-Mo, betétben edzhető acélok forgácsolása előtt
Normalizáló
Finomszemcsés, egyenletes szövet (normál állapot) előállítása
Egyensúlyi, normál állapot kialakulása
Átalakulás nélküli acélok nem normalizálhatók; a hidegen alakított vagy nemesített acél szilárdsága csökken
• Valamennyi acélöntvény,
• hegesztés vagy vágás után,
• hibásan végrehajtott hőkezelés után
• hidegen alakított acélokhoz
Lágyító
Megmunkálhatóság javítása, szívósság növelése, lágy állapot elérése
Lágy állapotban a fém könnyebben megmunkálható
Az ingázó lágyításhoz különleges hőkezelő berendezés kell
• Nagyobb szén- és ötvözőtartalmú acélok forgácsolásához,
• kedvezőbb hidegalakítás,
• edzés előtt
Feszültség-csökkentő
A fém meg-munkálása során keletkezett feszültségek csökkentése, a mechanikai tulajdonság nem változik
Feszültségek, ezáltal a repedési veszély csökkentése, egyenletes feszültségi állapot elé-rése
Teljes feszültség-mentesítés nem lehetséges
Öntés, meleg- és hidegalakítás, forgácsolás, egyengetés, a hegesztés utáni feszültségek csökkentésére
Újrakristályosító
A hidegalakítással együtt járó káros jelenségek megszüntetése
Az alakított szövet helyett új szövetszerkezet kialakítása
• Kis alakítási fok esetén (5…15%), igen durva szemcsék keletkeznek (qkrit),
• hosszú hőntartás esetén szekunder rekrisztallizáció
Acélok, alumínium, réz alakítására

1.17. ábra. Acélok hőkezelésének hőmérsékletsávjai

1.18. ábra. Folyamatos hevítésű ausztenitesítési diagram ferrit + perlites acélra
1.19. ábra. Az átalakulás folyamata
a) perlites; b) bénites
Az ausztenit mezőből való lehűtéskor a hűtés sebességétől függően diffúziós vagy diffúzió nélküli átalakulás mehet végbe. Az ausztenit-perlit, ill. az ausztenit-bénit diffúziós átalakulást az 1.19. ábra szemlélteti. Perlites átalakuláskor a folyamat mindig cementit csírák keletkezésével kezdődik, bénites átalakuláskor az ausztenit szemcsék határán ferritcsírák jelennek meg. A bénit tehát cementit korongokat, ill. lapocskákat tartalmazó, tűs ferritkristályok halmaza. Szilárdsága a perliténél nagyobb, nyúlása kisebb. A szilárdság annál nagyobb, minél kisebb hőmérsékleten megy végbe az átalakulás.
A diffúziós átalakulások végbemehetnek állandó hőmérsékleten vagy folyamatos hűtés mellett. Előbbit az izotermikus, az utóbbit pedig a folyamatos lehűlési diagramok szemléltetik. Az 1.20. ábrán néhány jellegzetes Fe-C ötvözet izotermikus, ill. folyamatos lehűlési diagramja látható. Az izotermikus lehűlési diagramoknak pl. a szerszámacélok lépcsős edzéses felrakóhegesztésekor van jelentőségük.


1.20. ábra. Az átalakulási diagramok jellegzetes típusai
a) izotermikus; b) folyamatos hűtésű
A folyamatos lehűlési diagramokból megállapítható, hogy az adott acél az ausztenites tartományból (hegesztéskor sokszor ömledékből) hűtve milyen szövetszerkezetű lesz. A lehűléskor lejátszódó változásokat 0,15% C-tartalmú hipoeutektoidos acél lehűlési diagramján vizsgáljuk. Lassú hűtéskor az acél a L-tartalmának megfelelően kb. 88% ferrit + 12% perlites lesz. Gyorsabb hűtéskor ferrit + perlit + bénit + martenzit alkotja a szövetszerkezetet (9% ferrit + 11% perlit + 24% bénít + 56% martenzit), a keménysége 329 HV A tiszta martenzit eléréséhez olyan gyors hűtés kellene, ami a gyakorlatban nem valósítható meg (1.21. ábra).

1.21. ábra. 0,15%-os C-tartalmú hipoeutektoidos acél folyamatos lehűlési diagramja
Összetétel, % C Si Mn P S Cr
0,15 0,29 0,39 0,072 0,025 0,72
Az ábra alján bekarikázott számok a HV keménységet jelentik
A .martenzit diffúzió nélküli átalakulási termék, amely a lap közepes köbös ausztenitből tetragonális ráccsá való átalakulással keletkezik (1.22. ábra). A martenzit kemény (800...1000 HV), rideg fázis, keménységét a rácselemek torzulása okozza, amelyet a C-tartalom határoz meg.
1.22. ábra. A martenzit tetragonális rácsának kialakulása lapközepes köbös ausztenitből
Minél nagyobb az acél C-tartalma, annál nagyobb lesz a keménysége, ill. annál kisebb hőmérsékleten alakul át az ausztenit martenzitté (1.23, ábra). Az a lehűlési sebesség, amelyen teljes egészében végbemegy a martenzitté való átalakulás, a u krit felső értéke. A u krit alsó értéke pedig az a lehűlési sebesség, amelyen egyáltalában nem keletkezik martenzit.

1.23. ábra. Az acél keménységének változása a C-tartalom függvényében
Az acélt akkor tekintjük edzettnek, ha legalább 50% martenzitet tartalmaz; az ehhez tartozó keménység 0,2% C-tartalom esetén kb. 350 HV.
Edzéskor az ausztenit-martenzit átalakulás térfogat-növekedéssel jár, ami elhúzódást, vetemedést vagy feszültségnövekedést idéz elő. Az edzés hőmérséklete az A3+30...50 °C, 0,76% C-tartalom felett az A1 + 30...50 °C. Edzeni lehet folyamatosan hűtve vagy megszakítással (pl. a lépcsős edzés, ún. martemperálás). Az acélok edzhetőségét elősegítik azok az ötvözők (pl. Cr, Mn, Mo), amelyek az átalakulási diagramot jobbra tolják, a kritikus hűlési sebességet csökkentik.
Megeresztéssel csökkentjük az edzéssel bevitt feszültségeket, mivel a tetragonális martenzit köbössé alakul át. Az 1.8. táblázat a megeresztési hőmérsékleteket és futtatási színeket foglalja össze néhány alkalmazási példával.
100...200 °C közötti megeresztéskor a keménység még alig csökken, 200...350 °C között mind az Rm, mind pedig a HV csökken. 350 °C felett már jelentősebb a szilárdságcsökkenés.
1.8. táblázat
Példák a megeresztésre
Szerszám Keménység Futtatási szín Hőmérséklet, °C Dörzsár
Rajztű
Mérőeszköz
Menetvágók
Igen
Kemény
Fehér-sárgás
Szalmasárga
Aranysárga
Sárgásbarna
200
220
230
240 Süllyesztők
Kalapács
Csigafúró
Hidegvágó
Kemény Barnásvörös
Vörös
Bíborvörös
250
260
270

Véső
Pontozó
Lyukasztó
Fejsze
Csavarhúzó
Szívós-
kemény
Viola
Sötétkék
Búzavirágkék
Világoskék
280
290
300
320
A nemesítés az ötvözött acélok edzését követő nagy hőmérsékletű megeresztés. Célja a szívósság növelése: ekkora meg eresztés felső hőmérséklet-határa az adott acélra vonatkozó A1, és a 600...700 °C között megeresztett martenzitből ferritbe ágyazott gömbös vagy szemcsés cementitet tartalmazó kétfázisú szövet, szferoidit keletkezik.
Az ötvözőelemek hatása. Az acélok ötvözőelemei befolyásolják
• az acél A3 kritikus hőmérsékletét, • az acél u krit kritikus lehűlési sebességét, valamint • vegyületeket, pl. karbidokat, nitrideket képeznek az alap fémmel, ill. egymással.
Az ötvözőelemek megváltoztatják az izotermikus és folyamatos lehűlési diagramok alakját (1. az 1.29. ábrát), az alapfém mechanikai, fizikai és kémiai tulajdonságait, szövetszerkezetét. Az ötvözés hatására változik a fém alakíthatósága, önthetősége, hegeszthetősége, megmunkálhatósága stb. A fontosabb ötvöző elemek hatásait az 1.9. táblázat foglalja össze. Ebből a következők állapíthatók meg:
Az elemi szén (karbon, C) az acél természetes ötvözőeleme, már kis mennyiségben is megváltoztatja az acél tulajdonságát. 0,1% C az acél szakítószilárdságát kb. 100 MPa-lal növeli, növeli a folyáshatárt, csökkenti a szívósságot (1.24. ábra).
A C növeli az edzhetőséget és ezáltal rontja a hegeszthetőséget. 0,22% C-tartalomig általában az acélok jól hegeszthetők, fölötte már csak bizonyős feltételek mellett (pl. előmelegítés).
A mangán (Mn) a γ -mezőt tágító, vagyis ausztenitképző ötvöző. Növeli az acél szilárdságát, az átalakulási diagramot jobbra tolja, a kritikus lehűlési sebességet csökkenti, és ezáltal az acél átedződését növeli. Dezoxidáló hatású, mint a Si, továbbá meg köti a S-t, ezzel csökkenti a melegrepedési veszélyt.
A szilícium (Si) erős dezoxidáló ötvöző. Növeli az acél szilárdságát, csökkenti a nyúlását és hidegalakíthatóságát. Növeli a rugalmassági határt (rugóacélok), javítja a kopásállóságot, reveállóságot (hőálló acélok). Az öntöttvas és az alumínium fontos ötvözője. Erős karbidképző, karbidja (SiC) és oxidja (SiO2) a kerámiák alapanyaga. A Si elősegíti hegesztéskor a kisebb olvadáspontú salak kialakulását (szilikátok). A hegesztési hozag- és segédanyagok (pl. fedőpor) alkotója.
1.9. táblázat
Az ötvöző-, ill. szennyező elemek hatása az acél tulajdonságaira
Anyagtulajdonságok
Ötvöző- ill. szennyező elemek nemfémek fémek
C N Si S P Co Cr Mn Mo Ni V W
Szakítószilárdság*
⇑ ⇓ ⇑ ⊗ ⇓ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑
Szívósság
⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⇑ ⇑ ⇑ ⇑
Melegszilárdság
⇑ ⇓ ⊗ ⇓ ⇓ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑
Melegalakíthatóság
⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⊗ ⇓ ⇓ ⊗ ⊗ ⇓

Hidegalakíthatóság
⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⊗ ⊗ ⇓ ⊗ ⊗ ⇔
Forgácsolhatóság
⇓ ⊗ ⇓ ⇑ ⇓ ⊗ ⇓ ⇓ ⊗ ⇓ ⊗ ⊗
Korrózióállóság
⊗ ⇓ ⇑ ⇓ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑ ⇓
Átedzhetőség**
⊗ ⊗ ⇑ ⊗ ⇑ ⇓ ⇑ ⇑ ⇑ ⇑ ⇑ ⇑
Hegeszthetőség
⇓ ⊗ ⊗ ⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⇓ ⊗
Pél
dák
acél
okra
Acél: 2,14%-ig
Betétben edzhető acél 0,05...0,22%
Nemesíthető acél 0,3...0,6%
Szerszámacél 1,5%
Thomas-acél 0,02...0,04%
Elektroacél < 0,016%
Si-tartalmú rugóacél 1...3%
Mélyhúzható lemez < 0,2%
Automataacél 0,15...0,3%
Hegesztőhuzal < 0,03%
Automataacél < 0,1%
Tömegacél < 0,06%
Gyorsacél 3...12%
Nemesíthető acél 0,6...1,2%
Korrózió-, sav- és hőálló acél 13…18%
Kopásálló Mn-acél 10%
Cr-Mn acél 17...19% (3% Cr)
Melegszilárd acél 0,4...1 %
Melegalakító szerszámacél 5...8%
Hidegszívós acél 9%
Cr-Ni acél 8...37%
Gyorsacél ≈ 5%
Nemesíthető acél 0,1...1%
Gyorsacél 8...28%
⇑ növeli, ⇓ csökkenti, ⇔ hatása a C tartalomtól függően változhat, ⊗ nincs hatása
* Hengerelt ill. lágyított állapotban.
** A széntartalomhoz viszonyítva.

1.24. ábra. A mechanikai tulajdonságok változása a C-tartalom függvényében
A króm (Cr) zárja a γ-mezőt, ferritképző ötvöző. Növeli az acél szilárdságát, keménységét, csökkenti a kritikus lehűlési sebességet, elősegíti az acél edzhetőségét. Növeli a melegszilárdságot és a reveállóságot, 12% fölött a korrózióállóságot vizes oldatokkal, 13% fölött (kis C-tartalom esetén) különféle savakkal és forró gázokkal szemben is. Erős karbid- (Cr23C6, Cr7C3, Cr3C2), nitrid- és oxidképző.
A molibdén (Mo) a króm-nikkel acélok és a melegszilárd acélok járulékos ötvözőeleme a megeresztésállóság növelésére. 18/8-as ausztenites króm-nikkel acélokba a kénsavval és klór mésszel szembeni ellenállás fokozására használják. Ferrit- és karbidképző ötvöző, szemcsefinomító hatású, elősegíti az edzhetőséget.
A vanádium (V) ferrit-, karbid- és nitridképző elem, erős dezoxidáló. Szemcsefinomító járulékos ötvöző, növeli az acél szilárdságát, melegszilárdságát, csökkenti a túlhevítési érzékenységet. A rugóacélok és a szerszámacélok fontos ötvözője.
A nikkel (Ni) ausztenitképző ötvöző, növeli a folyáshatárt és javítja az acél szívósságát (növeli az ütőmunkát különösen kis hőmérsékleten). Csökkenti a kritikus lehűlési sebességet, a nemesíthető, korrózió- és hőálló acélok fontos ötvözője.
A volfrám (W) szűkíti a γ -mezőt, igen erős karbidképző ötvöző. Növeli az acél szilárdságát, elősegíti az edzhetőségét, növeli a megeresztésállóságát és a melegszilárdságát, reveállóságát. A szerszámacélok fontos ötvözője.
Az alumínium (Al) ferritképző, dezoxidáló és szemcsefinomító ötvöző, megköti a nitrogént és csökkenti az öregedési hajlamot. Növeli a reveállóságot (hőálló acélok). A nitridálható acélok fontos ötvözője.
A réz (Cu) növeli a folyáshatárt és az edzhetőséget, csökkenti a nyúlást. Foszforral együtt elősegíti a korrózióállóságot a légköri korrózióval szemben, korrózióálló acélokban a só- és salétromsavval szemben is. Szerkezeti acélokban nem kívánatos, mivel növeli a melegrepedési veszélyt.
A titán (Ti) erős dezoxidáló, és megköti a nitrogént. Erős karbidképző ötvöző. Javítja az acél öregedésállóságát, finomítja a szemcséit, növeli a szívósságát. Oxidja (TiO2=rutil) az elektróda bevonat fontos alkotója, salakképző. Az erősen ötvözött acélokban stabilizáló ötvöző, csökkenti a szemcsehatár menti korróziós veszélyt.
A tantál (Ta) ferrit-, nitrid és karbidképző ötvöző. Stabilizáló hatását a szemcseközi korrózió csökkentésére használják.
A cirkónium (Zr) ferrit- és karbidképző ötvöző, dezoxidáló hatású. Megköti a nitrogént és a ként, csökkenti a melegrepedési veszélyt.

1.6. Hegeszthetőség
A fémek hegeszthetősége az MI 4305 szerint: A hegeszthetőség a fémek hegesztéstechnológiától függő alkalmassága olyan hegesztett kötés létrehozására, amely helyi tulajdonságai és a hegesztett szerkezetre (alkatrészre) gyakorolt hatása szempontjából megfelel a követelményeknek. A hegeszthetőség komplex anyagi tulajdonság, ezért csak a szerkezettel, a hegesztéstechnológiával és az igénybevételekkel való kölcsönhatásban értelmezhető.
A hegeszthetőség mértéke függ a kötés tulajdonságait és a velük szemben támasztott követelményeket befolyásoló tényezőktől:
• a hegesztett szerkezet (alkatrész) jellemzőitől, • a hegesztéstechnológiától és • a felhasználás körülményeitől.
Az acél hegesztésre való alkalmasságát meghatározza az acélgyártás és -öntés módja, technológiája, az acél vegyi összetétele, hőkezelése és a mechanikai alakítás módja. Ezek az anyag szerkezeti, mechanikai és fizikai tulajdonságokban jutnak kifejezésre, amelyeket az acélokra vonatkozó előírások (szabványok) tartalmazzák.
Az alkalmazás körülményeit meghatározza a szerkezet (termék) alakja, mérete, alakítási módja, az igénybevételek, a mértékadó üzemi hőmérséklet stb. A hegeszthetőség mindig egy meghatározott hegesztési eljárásra, hegesztőanyagra és hegesztési munkarendre vonatkozik.
A hegesztett kötés helyi tulajdonságaival szemben támasztott fontos követelmény pl. a kötés szilárdsága, fémtani szerkezete, repedés- és zárványmentessége stb. Ha a hegesztett kötés a helyi követelményeket nem elégíti ki, akkor a keletkezett hiba kimutatható, a hibás hely javítható.
A hegesztett kötés szerkezetre gyakorolt hatásával szembeni követelmény a szerkezet korrózióállósága és biztonsága ridegtöréssel szemben. Ha a kötés az előírt követelményeket nem elégíti ki, akkor az egész szerkezet tönkremehet, mert az ilyen hiba nem javítható.
Az acél hegeszthetőségének foka valamely hegeszthetőségi követelmény kielégítésének mértéke, módja. Az acélok rangsorolhatók hegesztési repedés-érzékenységük vagy ridegtörési érzékenységük alapján.
A fontosabb hegeszthetőségi (technológiai) vizsgálatokat acélokra az MSZ 4308, alumíniumra és ötvözeteire pedig az MSZ 4312 tartalmazza.
1.6.1. Az acélok fajtái és hegeszthetőségük
Általános rendeltetésű ötvözetlen szerkezeti acélok. Ezeket az acélokat rendszerint melegen hengerelt vagy kovácsolt állapotban szállítják, és mechanikai tulajdonságaikat írják elő. Általános jelölésük: Fe+szám+betűjel. Az Fe az acélra, a szám a folyáshatárra (a 310...490, 590...690 jel esetén a szakítószilárdságra) utal. A betűk (A, B, C, D) a csillapítás módját jellemzik. Az Fe 310, Fe 490, Fe 590, Fe 690 jelű acélok ütőmunkájára nincs előírás.
Az acélok fajtáit az 1.10. táblázat tartalmazza.
1.10. táblázat
Általános rendeltetésű ötvözetlen szerkezeti alap- és minőségi acélok
(az MSZ 500 alapján)
Az acél jele
Jelenlegi régi
A csillapítás mértéke
Az acél jellege
Összetétel, % Szilárdsági jellemzők Megfelelő német
acélminőség DIN 17 100
C Mn Si szakítószilárdság, Rm, MPa
folyáshatár ReH, MPa
Fe 310-0 A 0 tetszőleges alap - - - 310 185 St 33 Fe 235 B
Fe 235 B
A 38
A38 X
tetszőleges
FU
alap
alap
0,17
0,17
-
-
-
-
360
360
235
235
St 37-2
Ust 37-2

Fe 235 B
Fe 235 C
Fe 235 D
A 38 B
-
-
FN
FN
FF
alap
minőségi
minőségi
0,17
0,17
0,17
-
-
-
-
-
-
360
360
360
235
235
235
RSt 37-2
St 37-U
- Fe 275 B
Fe 275 C
Fe 275 D
A 44 B
-
-
FN
FN
FF
alap
minőségi
minőségi
0,21
0,20
0,20
-
-
-
-
-
-
430
430
430
275
275
275
St 44-2
St 44-3U
- Fe 355 B
Fe 355 C
Fe 355 C
-
-
-
FN
FN
FF
alap
minőségi
minőségi
0,24
0,20
0,20
1,60
1,60
1,60
0,55
0,55
0,55
510
510
510
355
355
355
St 52-2
St 52 3U
- Fe 490-2 A 50 FN alap - - - 490…660 295 St 50-2 Fe 590-2 A 60 FN alap - - - 590…770 335 St 60-2 Fe 690-2 A 70 FN alap - - - 690…900 360 St 70-2
Az általános rendeltetésű szerkezeti acélokat 0,08...0,65% C tartalommal gyártják. Az Fe 490 jelű acéltól felfelé a C-tartalom értéke nem szavatolt, így ezek az acélok hőkezelés nélküli, alá rendelt célú forgácsolt alkatrészek gyártására használatosak. Hegesztésük a repedési veszély miatt nem javasolt! Az 1.25. ábrából látható, hogy a szakítószilárdság a C-tartalom növekedésével nő. Az Fe 355 minőség a nagyobb folyáshatára miatt nem illeszkedik a sorba, mivel ez az acél 1,6%-nál kevesebb Mn-t tartalmaz.
1.25. ábra. Általános rendeltetésű ötvözetlen szerkezeti acélok folyáshatárának változása a C-% függvényében
Használhatók a magas- és mélyépítés, a hídépítés, a tartálygyártás, a jármű- és gépipar területén, ahol a melegen alakított vagy normalizált állapotban szállított acélt csak a szakítószilárdság és a folyáshatár (egyes fajtákat az ütőmunka is) jellemzi.
A varrat nélküli acélcsövek lehetnek általános vagy fokozott követelményű ötvözetlen acélcsövek (1.11. táblázat). Az általános rendeltetésű ötvözetlen, varrat nélküli acélcsövek anyagminősége lényegében az előbb megismert acélokéval egyezik; az X jelű csillapítatlan, a többi csillapított. A fokozott követelményű ötvözetlen, varrat nélküli acélcsövek a növelt folyáshatárú acélokhoz hasonlíthatók, jelölésük is hasonló azokéhoz. Az e csoportba tartozó acélok 300 °C-ig használhatók a gépgyártásban. Az acélokat B és C csillapítási fokozatban gyártják, hegesztésükre mindaz igaz, ami a növelt folyáshatárú acélokra érvényes.

1.11. táblázat
Varrat nélküli acélcsövek
a) Általános rendeltetésű ötvözetlen, varrat nélküli acélcső (az MSZ 29 alapján)
Az acél jele
Összetétel, % Folyáshatár,
ReH, MPa
Megfelelő német acélminőség, DIN
1630 C, max. Si Mn
A 37 X
A 37
0,17
0,17
0,10-ig
0,10…0,35
1,00
1,00
235
235
-
St 37.0 A 44 x
A 44
0,21
0,21
0,10-ig
0,10…0,35
1,30
1,30
275
275
-
St 44.0 A 52
A 55
0,22
0,27
0,10...0,55
0,10…0,55
1,60
1,60
355
355
St 52.0
-
b) Fokozott követelményű ötvözetlen, varrat nélküli acélcső (az MSZ 17 alapján)
Az acél jele
Összetétel, % Folyáshatár, ReH, MPa
Megfelelő német acélminőség,
DIN 1630 C, max. Si Mn 20 °C-on
400 °C-on
A 37 X
A 37
0,17
0,17
0,10…0,35
0,10…0,35
1,00
1,00
235
235
140
140
St 37.4
St 37.4 A 44 B
A 44 C
0,20
0,20
0,10…0,35
0,10…0,35
1,30
1,30
275
275
165
165
St 44.4
St 44.4 A 52 B
A 52 C
0,22
0,20
0,10...0,35
0,10…0,35
1,60
1,60
355
355
195
195
St 52.4
St 52.4
1.12. táblázat
Hidegen alakítható acélból készült finomlemez és szalag
(az MSZ 23 alapján)
Az acélminőség Jelölések Szilárdsági jellemzők jele megnevezése felületi
fokozat hengerlési
eljárás minőség Rm, MPa Rp0,2, MPa A, % HRB
s < 0,7 s > 0,7 H hajlító 2 H
P
H2H
H2P
max. 490 - - - -
3 H
P
F
H3H
H3P
H3F S sajtolható 1 H S1H 270…410 - 23 25 -
2 H
P
S2H
S2P

3 H
P
F
S3H
S3P
S3F M mélyhúzható 1 H M1H 270…410 300 26 28 60
2 H
P
M2H
M2P 3 H
P
M3H
M3P K kiválóan mélyhúzható 1 H K1H 270…370 270 30 32 55
2 H K2H KÖ kiválóan mélyhúzható,
öregedésálló 1 H KÖ1H 270…370 260 32 34 53 2 H KÖ2H
H hidegen hengerelt; F melegen hengerelt; P melegen hengerelt, pácolt.
A felület minőségének jele a felületi fokozatból és a hengerlési eljárásból képezett együttes jel (pl.: 2H).
Hidegen alakítható acélok (1.12. táblázat). A képlékeny hidegalakítással gyártott alkatrészek (edények, autóipari karosszériák stb.) gyártásához nagy alakváltozó képességű lágyacélra van szükség, amely - bár többnyire finomlemez - hegesztéssel is feldolgozható. Ilyen célra kis széntartalmú (C < 0,2%), kis szennyezőtartalmú, felületén jól kikészített, általában csillapítatlan acélok használhatók. Az alakíthatóságot a ferrit szemcsenagysága, a perlit alakja és a kiváló tercier cementit befolyásolja. A kis C-tartalmú csillapítatlan acélok öregedésre hajlamosak, ennek elkerülésére 0,02...0,04% V-mal, ill. Al-mal kell ötvözni. Az öregedés miatt a lemezeket a szállítás után 6 héten (a KÖ jelűeket 6 hónapon) belül fel kell dolgozni.
Az átmeneti felületvédelemmel ellátott (vas-oxid vagy cink alapú) lemezek hegesztésekor különösen a ZnO elgőzölgése okoz gondot, ami a varrat porozitásához vezet, és veszélyes az egészségre.
Nem nemesíthető (normalizált), finomszemcsés szerkezeti acélok. Ezeknek az acéloknak az ötvözői legfeljebb 1,7% Mn, 1% Cr, 1,5% Ni, 0,5% Mo, 0,5% Cu. A szívósság növelésére nitrid-, ill. karbonitridképző mikroötvözők (A1, V, Nb, Ti, Zr, N), továbbá a szulfidok alakját javító ötvözőelemek (Ce, Ta, Ca) és ritkaföldfémek (La, Y), továbbá a gömb alakú bénit ki alakítását elősegítő ötvöző (B) bór található a fémben. A jó hegeszthetőség végett ezekben az acélokban a C-tartalom felső határa 0,2%. Folyáshatáruk ReH < 500 MPa.
A következő acélokat soroljuk ide:
• acélok hegesztett szerkezetekhez, • acélok kazánokhoz és nyomástartó edényekhez, - légköri korróziónak ellenálló acélok, • spirálvarratos acélcsövek, • különleges követelményű, varrat nélküli acélcsövek.
Mivel az ötvözőelemek közül több is javítja az edzhetőséget, hegesztésükkor a hegesztési munkarendet és technológiát (pl. az előmelegítés hőmérsékletét) gondosan kell tervezni (l. még a 4.3.10. pontot), hogy a repedésveszélyt elkerüljük.
Acélok hegesztett szerkezetekhez. A korábban növelt folyáshatárú acél néven ismert acélokat az 1.13. táblázat foglalja össze. A szabvány az acélok egyik csoportját (37-es, 45-ös és 52-es) a szakítószilárdsággal jellemzi (az acél jelölésében lévő szám a szakítószilárdság minimális értéke még a régi mértékegységben, kp/mm2-ben). A másik csoportot a folyáshatár értéke jelöli (E 420, E 460), ahol a háromjegyű szám az acél minimális folyás határát jelenti MPa-ban.

1.13. táblázat
Acélok hegesztett szerkezetekhez
(az MSZ 6280 alapján)
Az acél
jele
Összetétel, % , legfeljebb Folyáshatár, ReH, MPa legalább
Megfelelő német acélminőség, DIN 17
102 C Mn Egyéb
37 B 0,18 1,00 Cr = 0,25
Ni = 0,30
Mo = 0,10
(Nb, Ti, Al, Zr,V, mikroötvözők)
235 StE 255
WStE 255 37 C 0,16 1,00 37 D 0,16 1,00 45 B 0,20 1,30 295 StE 285
WStE 285 45 C 0,18 1,30 45 D 0,18 1,30 52 C 0,20 1,50 355 StE 355
WStE 355
TStE 355
52 D 0,18 1,50 52 E 0,16 1,60 Cr = 0,25
Ni = 1,5
Mo = 0,4 E 420 C 0,20 1,60 420 StE 420 E 420 D 0,18 1,70 E 420 E 0,18 1,70 E 460 C 0,20 1,70 Cr = 0,25
Ni = 1,5
Mo = 0,40
460 StE 460
WStE 460
TStE 460
E 460 D 0,18 1,70 E 460 E 0,18 1,70
Valamennyi acélban Si = 0,15...0,50 %.
A számok után feltüntetett betűk a ridegtörési kategóriákra utalnak: a B + 20 °C-on, a C 0 °C-on, a D -20 °C-on, az E - 40 °C-on (ill. -50 °C-on) szavatolt ütőmunkát jelent. Mivel az ütő munka-vizsgálatot 10 X 10 mm-es próbatesten végzik, a Charpy-féle ütvehajlító vizsgálat csak arra alkalmas, hogy két acélt ridegtörési hajlam szempontjából megkülönböztethessünk. Így a 10 mm-től eltérő acélok ridegtörési viselkedésére nem ad közvetlenül felhasználható mérőszámot.
Az 1.26. ábra az E 420 finomszemcsés hegeszthető acél folyamatos lehűlési diagramját szemlélteti. Az acél lassú hűtéskor ferrit (80%)+perlites (20%) lesz, a keménysége 180 HV (lehűlési sebesség 1,25 °C/min). Gyorsabb hűtéskor a ferrit és a perlit mellett már megjelenik a bénit is, ha pedig az acél 880 °C-ról 1 perc alatt hűl le, akkor ferrit + bénit + martenzit van jelen. A keménysége ekkor kb. 300 HV. Ennél gyorsabb hűléskor - a kritikus felső sebesség felett - az acél martenzites lesz, keménysége kb. 423 HV.

1.26. ábra. E 420 finomszemcsés hegeszthető acél folyamatos lehűlési diagramja
Ausztenitesítés 880 °C/20 min; szemcsenagyság 9 1/2
Összetétel. %
C Si Mn P S Cr V Al
0,17 0,41 1,34 0,028 0,017 0,52 0,12 0,056
1.14. táblázat
Gyengén ötvözött acélok előmelegítési hőmérséklete, °C
Szénegyenérték
Ce, %
Elektróda átmérő
de , mm
V varrat Sarokvarrat lemezvastagság, s, mm
6 12 25 50 6 12 25 50
0,45 3,25
4,00
5,00
6,00
0
0
0
0
0
0
0
0
150
100
0
0
250
200
150
100
0
0
0
0
100
0
0
0
250
200
100
0
300
250
200
150 0,50 3,25
4,00
5,00
6,00
0
0
0
0
0
0
0
0
250
150
100
0
300
300
200
150
0
0
0
0
150
100
0
0
350
250
200
150
450
400
350
300 0,55 3,25
4,00
0
0
150
0
400
300
550
450
100
0
300
200
550
540
-
-

5,00
6,00
0
0
0
0
150
150
350
300
0
0
100
0
350
300
600
600
0,60 3,25
4,00
5,00
6,00
150
100
0
0
400
250
100
0
-
-
500
350
-
-
600
500
350
250
150
0
-
600
300
150
-
-
600
500
-
-
-
- 0,65 3,25
4,00
5,00
6,00
300
200
0
0
-
350
150
0
-
-
600
500
-
-
-
-
-
-
200
100
-
-
600
300
-
-
-
-
-
-
-
- 0,70 3,25
4,00
5,00
6,00
400
300
200
0
-
500
400
200
-
-
-
600
-
-
-
-
-
-
400
200
-
-
600
400
-
-
-
-
-
-
-
-
Hegesztéskor, ha nincs előmelegítés, akkor a lehűlést meg határozó tényezőktől (pl. kötéskialakítás, lemezvastagság, hőbevitel stb.) függően hűl le a varrat. Kedvezőtlen körülmények esetén a varrat keménysége meghaladhatja a 350 HV értéket.
A növelt folyáshatárú acélok hegesztési munkarendje az MSZ 6280 függelékében lévő nomogram segítségével tervezhető. Ez azonban csak tájékoztató érték, az így meghatározott hegesztési munkarendet próbahegesztéssel kell ellenőrizni, szükség esetén korrigálni.
Az előmelegítés javasolt hőmérsékletét bevont elektródás kézi ívhegesztésre különböző szénegyenérték és lemezvastagság esetén az 1.14. táblázat tartalmazza.
A kazánok és nyomástartó edények anyagai olyan ötvözetlen (KL 1, KL 2, KL 3 és KL 7) vagy gyengén ötvözött (KL 8, KL 9, KL 10) acélok, amelyek melegszilárdsági tulajdonságait a gyártó szavatolja. A C, D és E jelű kazánlemezek ütőmunkáját a rideg törési kategóriának megfelelően szavatolják. A kazánok és nyomástartó edények acéljainak vegyi összetétele és folyáshatára az 1.15. táblázatban található.
A KL 8 és a KL 9 acél Cr-mal és Mo-nel, a KL 10 pedig Cr-mal, Mo-nel és V-mal van ötvözve. Bár a C-tartalom 0,2% alatt marad, a Cr-ötvözés elősegíti az acél edződését, ezért ezeket az acélokat célszerű előmelegíteni és esetenként hegesztés után utóhőkezelni. A gyengén ötvözött Cr-Mo és Cr-Mo-V acélok hozaganyaga az alapanyagéval megegyezhet, ezáltal szavatolhatók a hegesztett kötés alapanyaggal egyező vagy hasonló tulajdonságai nagyobb hőmérsékleten is.
A légköri korróziónak ellenálló acélok (1. az 1.16. táblázatot) ötvözési rendszere olyan, hogy a normál időjárási és légköri viszonyoknak kitett szerkezeten szilárdan tapadó, tömör oxidos fedőréteg, védőrozsda keletkezik, amely az acélt védi a további korróziótól.
A védőréteg létrehozásához szükséges ötvözők közül a jelentősebbek: Cr, Cu, Ni, együttes ötvöző mennyiségük legalább 1 % (1.16 táblázat).
Az acélok mechanikai tulajdonságai hőkezeléssel javíthatók. Hegesztésükhöz olyan hozaganyagok szükségesek, amelyekkel az elkészített varrat is ellenáll a légköri korróziónak.

A spirálvarratos acélcsövek acéljai (1.17a táblázat) fokozott, ill. különleges követelményű minőségben állnak rendelkezésre. ∅ 159...1016 mm méretben, főként nagynyomású távvezetékekhez használatosak. Mivel az acélok ötvözési rendszere nem tér el a növelt folyáshatárú acélokétól, hegesztésükre az ott meg adottak a mérvadók.
1.15. táblázat
Acélok kazánokhoz és nyomástartó edényekhez
(az MSZ 1741 alapján)
Az acél jele
Összetétel, % Folyáshatás, Megfelelő nemét acélminőség, DIN 17
155 C Si Mn Cr egyéb 20 °C-on 300 °C-on
KL 1
KL 1 C
KL 1 D
max. 0,16 0,15…0,40 0,40…1,00 max. 0,30 - 235 140 H I
KL 2
KL 2 C
KL 2 D
max. 0,20 0,15…0,40 0,50…1,00 max. 0,30 - 260 160 H II
KL 3
KL 3 C
KL 3 D
max 0,22 0,15…0,40 0,50…1,30 max. 0,30 - 295 180 17 Mn 4
KL 7
KL 7 C
KL 7 D
KL 7 E
0,14…0,20 0,20…0,60 max. 1,50 max. 0,30 - 355 230 19 Mn 6
KL 8 0,12…0,20 0,15…0,4 0,50…0,80 max. 0,30 Mo=0,25…0,35 270 200 15 Mo 3 KL 9 0,10…0,18 0,15…0,4 0,40…0,90 0,70…1,00 Mo=0,45…0,55 290 240 13 CrMo 44 KL 10 0,9…0,17 0,15…0,4 0,45…0,75 0,50…0,75 Mo=0,40…0,60
V=0,20…0,35 300 250 -

1.16. táblázat
A légköri korróziónak ellenálló acélok
(az MSZ 6259 alapján)
Az acél
jele
Összetétel, % Folyáshatár ReH, MPa C max. Si Mn Cr Ni Cu
LK 37 B
LK 37 C
LK 37 D
0,13 0,15…0,50 0,60 0,50…0,80 0,20…0,40 0,20…0,50 235
LK 45 B
LK 45 C
LK 45 D
0,14 0,15…0,50 0,80 0,50…1,00 0,30…0,60 0,20…0,50 295
LK 52 B
LK 52 C
LK 52 D
0,15 0,15…0,50 1,30 0,50…1,00 0,30…0,60 0,20…0,50 355
A különleges követelményű, varrat nélküli acélcső típusait az 1.17b táblázat foglalja össze. Különböző csillapítással készülnek, jellemzőjük a nagy ReH/Rm arány (0,85...0,9). Kőolaj- és földgáz-távvezetékekhez és egyéb nagy igénybevételű helyeken, veszélyes folyadékok és gázok vezetékeihez használják. A WTX 80 B minőségű acél folyáshatára nagyobb 500 MPa-nál, amely még 400 °C-on is számottevő. Hegesztésük során a hegesztési munkarendet fokozott gondossággal kell meghatározni.
Nemesíthető nagy szilárdságú, finomszemcsés szerkezeti acélok. Kis C-tartalmú acélok, ezért jól hegeszthetők, mégis szívósak, ridegtörésre nem hajlamosak, az ReH/Rm arányuk nagy. Tulajdonságaik hőkezeléssel (nemesítés) javíthatók, így pl. a víz edzésű acélok folyáshatára a 700...800 MPa értéket is elérheti. A szívósság növelésére egyes acélokban csökkentik a C-tartalmat. Így a perlitmentes acélok kb. 0,015%, a perlitben szegény acélok kb. 0,08%, a csökkentett C-tartalmúak kb. 0,11% C-et tartalmaznak. Ez egyben javítja a hegeszthetőséget is, mivel az egyenértékű C-tartalom 0,35 % alatt marad, miközben mikroötvözéssel, a szennyezőtartalom csökkentésével növelhető a szilárdság.

1.17. táblázat
Acélcsövek vegyi összetétele és folyáshatára
a) Fokozott és különleges követelményű, spirálvarratos acélcső
(az MSZ 3741, ill. az MSZ 3770 alapján)
Az acél
jele
Ötvözők, % Folyáshatár, ReH, MPa Megfelelő német acélminőség,
D1N 17172 C max. Si Mn, max. Cr Cu egyéb 20 °C-on 400 °C-on
DX 42 0,18 0,15...0,50 1,2 0,25 0,30 - 290 120 StE 290.7
StE 290.7 TM DX 52 0,18 0,15...0,50 1,5 0,25 0,30 V 360 200 StE 360.7
StE 360.7 TM DX 60 0,15 0,15...0,50 1,5 0,25 0,30 V, Nb 420 210 StE 415.7
StE 415.7 TM DX 65 0,15 0,15...0,50 1,6 0,25 0,30 V, Nb 450 220 StE 445.7 TM
b) Különleges követelményű, varrat nélküli acélcső
(az MS Z 4051 alapján)
Az acél
jele
Ötvözők, % Folyáshatár,
ReH, MPa C,
max.
Si Mn Ni,
max.
Al,
min.
V 20 °C-on 400 °C-on
WTX 50 B
WTX 50 C
WTX 50 D
WTX 50 E
0,14
0,14
0,14
0,14
0,10...0,20
0,10...0,20
0,10...0,20
0,10...0,20
0,90...1,50
0,90...1,50
0,90...1,50
0,90...1,50
0,30
0,30
0,30...0,60
0,30...0,60
0,02
0,02
0,02
0,02
0,08...0,16
0,08...0,16
0,08...0,16
0,08...0,16
360
360
360
360
250
250
250
250 WTX 60 B
WTX 60 C
WTX 60 D
0,16
0,16
0,16
0,10...0,20
0,10...0,20
0,10...0,20
1,00...1,60
1,00...1,60
1,00...1,60
0,30
0,30
0,30...0,60
0,02
0,02
0,02
0,09...0,18
0,09...0,18
0,09...0,18
415
415
415
350
350
350 WTX 70 B
WTX 70 C
0,18
0,18
0,10...0,20
0,10...0,20
1,10...1,70
1,10...1,70
0,30
0,30
0,02
0,02
0,10...0,20
0,10...0,20
480
480
400
400 WTX 80 B 0,20 0,30...0,60 1,20...1,80 0,30 0,02 0,10...0,20 550 470
Egyéb ötvözők valamennyi acélban: Cr, Cu, Mo.

Melegszilárd acélok. A melegsziláid acélokat a szobahőmérsékletnél nagyobb üzemi hőmérséklet, a légköri nyomásnál gyakran nagyobb nyomás veszi igénybe, agresszív gázok, gőzök jelenlétében. Ennek megfelelően a velük szemben támasztott követelmények:
• nagy melegszilárdság (kúszásállóság), • nagy reveállóság, • korrózióállóság nagy hőmérsékletű gázokkal, gőzökkel szemben, • hidrogén nyomásával szembeni ellenállás, • cementálódással szembeni ellenállás.
E követelmények kielégítésére az acélokat ötvözik
• krómmal az oxidáció, revésedés ellen, • molibdénnel a megeresztésállóság végett, • vanádiummal szemcsefinomítás céljából, • nikkellel a szívósság növelésére.
Az acélok szövetszerkezetük szerint a következők lehetnek:
• fémit-perlites, • bénit- (martenzit-) ferrites, • martenzites, • ausztenites.
A ferrit-perlites melegszilárd acélok C-tartalma 0,22%-nál kisebb; lehetnek ötvözetlen (Mn < 1,5%) vagy Mo-nel ötvözöttek (Mo=0,25...0,4%). Ebbe a csoportba tartoznak a kazánok és nyomástartó edények acéljai közül a KL 1, KL 2, KL 3 és KL 7, továbbá a Mo-ötvözésű KL 8, valamint a szavatolt melegszilárd, varrat nélküli acélcsövek közül az ötvözetlen A 35.47, ill. A 45.47 és a Mo-ötvözésű Mo 45.47 (1.18. táblázat). Hegesztésükhöz az alapanyag összetételével egyező hozaganyagot célszerű használni.
A bénit- (martenzit-) ferrites, Cr-Mo ötvözésű melegszilárd acélok 2...5% (egyes esetekben 9%) Cr-ot, 0,3...1% Mo-t tartalmaznak, továbbá kisebb mennyiségben még V-ot és W-ot. Ide tartozik a kazánlemezek közül a Cr-Mo ötvözésű KL 9, a Cr- Mo-V ötvözésű KL 10, a szavatolt melegszilárd, varrat nélküli acélcsövek közül a Cr 5 Mo 45.47, ill. a 2 Cr 10 Mo 45.47. A nagyobb Cr-tartalom javítja az acél edzhetőségét, így kisebb C-tartalom esetén is megjelenhet a martenzit (vagy a bénit).
1.18. táblázat
Melegszilárd acélcső
(az MSZ 4747 alapján)
Az acél jele
Ötvözők, % Folyáshatár,
ReH, MPa
Megfelelő német acélminőség
DIN 17 175
C Si, max Cr Mo egyéb 20 oC-on 400 oC-on
A 35.47 max. 0,17 0,35 - - - 235 110 St. 35.8
A 45.47 max. 0,17 0,35 - - - 255 130 St. 45.8
Mo 45.47 0,12…0,20 0,35 - 0,25…0,35 - 270 160 15 Mo 3
Cr5Mo 45.47 0,10…0,18 0,35 0,70…1,10 0,45…0,65 - 290 190 13 CrMo 44
2Cr 10Mo 45.47 0,08…0,15 0,50 2,0…2,5 0,90…1,20 - 280 205 10 CrMo 9 10
12 Cr 10MoVNi 70.47
0,17…0,23 0,50 10,0…12,5 0,80…1,20 Ni = 0,30…0,80
V = 0,25…0,35
490 360 X 20 CrMoV 12 1

1.19. táblázat
Hidrogénnyomás-álló acélok
(az MSZ 2295 alapján)
Az acél jele
Ötvözők, % Folyáshatár,
ReH, MPa
Megfelelő német acélminőség
SEW 590 C Si, max Cr Mo egyéb 20 oC-on 400 oC-on
10 CrMo 9 10 0,08…0,15 0,20…0,50 2,0…2,5 0,9…1,1 - 260 200 10 CrMo 9 10
16 CrMo 9 3 0,12…0,20 0,15…0,35 2,0…2,5 0,3…0,4 - 345 215 16 CrMo 9 3
12 CrMo 20 5 0,08…0,15 0,30…0,50 4,5…5,5 0,45…0,55 - 390 220 12 CrMo 20 5
17 CrMoV 10 0,15…0,20 0,15…0,35 2,7…3,0 0,2…0,3 V = 0,10…0,20 440 330 17 CrMoV 10
20 CrMoV 13 5
0,17…0,23 0,15…0,35 3,0…3,3 0,5…0,6 V = 0,45…0,55 620 440 20 CrMoV 13 5
24 CrMo 10 0,20…0,28 0,15…0,35 2,3…2,6 0,2…0,3 - 440 295 24 CrMo 10
21 Cr VMoW 0,18…0,25 0,15…0,35 2,7…3,0 0,35…0,45 Ni = 0,75…0,85
V = 0,30…0,45
540 470 21 Cr VMoW 12
A 20 oC-on megadott folyáshatárértékek nemesített acélokra érvényesek.
Ezért ezeket az acélokat hegesztéskor elő kell melegíteni - összetételtől függően - 200...350 ° C-ra, és ezt a hőmérsékletet a hegesztés során is fenn kell tartani. Hegesztés után hőkezelni kell, a következők szerint:
• hevítés 650...750 °C-ra; • hőntartás 1...4 órán át; • hűtés kemencében vagy nyugodt levegőn.
Javasolt hozaganyag: összetételtől függően 0,5; 1,0; 2,0; 5,0 vagy 9% Cr-tartalmú, Mo- és V ötvözéssel (1. még a 4.3.10. pontot).
Ide sorolhatók a hidrogénnyomás-álló acélok (1.19. táblázat), amelyek Cr-Mo vagy Cr-Mo-V, vagy Cr-V-Mo-W ötvözésűek, 550 °C-ig és 70 MPa nyomásig használhatók. Ha a hidrogént tartalmazó közeg felületi disszociáció és diffúzió útján elbontja a cementitet, akkor az így keletkező metán nagyobb nyomáson és hőmérsékleten az acél repedését idézheti elő. Ennek elkerülésére az acélt stabil karbidképző elemekkel (Cr, Mo, V, és W) ötvözik. Az üzemi hőmérséklet felső határai:
ötvözetlen acél 200 °C,
1% Cr+0,5% Mo 300°C,
2% Cr+0,5% Mo 400°C,
3% Cr+0,5% Mo+V 500°C,
6% Cr+0,5% Mo 600 °C.
A hozaganyag az alapanyaggal egyező lehet, előmelegítés és utóhőkezelés szükséges. Heterogén kötés esetében arra kell törekedni, hogy a hozaganyag és az alapanyag keveredése után nagy nyúlású, szívós varrat jöjjön létre, ezért ilyenkor ausztenites Cr-Ni-Mn (pl. 18% Cr, 8% Ni, 6% Mn) vagy Cr-Ni-Mo (pl. 18% Cr, 8% Ni, 2,5 % Mo) hozaganyagot célszerű használni, ha az üzemi hőmérséklet 400 °C-nál kisebb. 400 °C felett a C és a Cr nagyobb diffúziója miatt nikkel alapú ausztenites hozaganyag (68...75% Ni, 13...17% Cr, 2..5% Fe) javasolt. Az 1.27. ábra 10 CrMo 9 10 minőségű, melegszilárd acél folyamatos lehűlési diagramját szemlélteti. Általában a hegesztési munkarendet úgy kell megválasztani, hogy 4 ml/100 g hidrogéntartalom esetében a keménység ne haladja meg a 300 HV-t. Az ábrán látható, hogy ehhez lassú lehűlésre van szükség; az acél ekkor kb. 70% bénitet és 30% ferritet tartalmaz.

1.27 ábra. 10 CrMo 9 10 minőségű hidrogénnyomás-álló acél folyamatos lehűlési diagramja
Ausztenitesítés 980 °C/10 min; hevítés 3 min alatt
Összetétel. %
C Si Mn P S Cr Cu Mo Ni V
0,11 0,21 0,47 0,010 0,010 2,29 0,18 1,02 0,14 <0,01
A martenzites melegszilárd acélok nemcsak jó kúszásállók, hanem 600...700 °C-on tartós üzemeltetés esetén is reveállók. Szemben az előbbi acélokkal, ezek a nagyobb Cr-tartalmuk (Cr=10...12%) következtében már levegőn is edződnek. Ilyen acél a hazai szavatolt melegszilárd, varrat nélküli acélcsövek közül a 12 Cr 10 MoVNi 70.47. Ezeket az acélokat 10 mm falvastagságig csak a hegesztés kezdetén kell előmelegíteni 100...200 °C-ra - vastagabb szelvényeket az Ms hőmérséklet fölé, 400...450 °C-ra -, majd hegesztés után 100 °C-ra lehűteni (az Mf ≈ 120 °C), ezt követően 720...780 °C-on feszültségcsökkentő hőkezelést végzünk. Hozaganyagként azonos összetételű ötvözet javasolt.
1.20. táblázat
Az ötvözőelemek hatása az ausztenites acél tulajdonságaira
Ötvözőelem Mennyiség % Hatás Szén, C 0,02...1,2 Növeli a szilárdságot, elősegíti a korrózióállóságot csökkentő
kiválásokat. Ausztenitképző Króm, Cr 12...26 Ferritképző, növeli a korrózió- és a reveállóságot Nikkel, Ni 5...26 Ausztenitképző, növeli a melegszilárdságot és a korrózióállóságot
Nitrogén, N 0,15...0,6 Ausztenitképző, növeli a folyáshatárt Nióbium, Nb, ill. titán, Ti
< 0,7...1,1 Leköti a széntartalmat, és így csökkenti a szemcseközi korrózió veszélyét. Szemcsefinomító, ausztenitképző
Mangán, Mn < 2 Csökkenti a melegrepedési hajlamot: szobahőmérsékleten növeli az ausztenit stabilitását. Nagy hőmérsékleten ferritképző
Molibdén, Mo < 7 Növeli a szilárdságot nagy hőmérsékleten. Redukáló közegben javítja a korrózióállóságot. Ferritképző

Foszfor, P, ill. kén, S < 0,04* Javítja a forgácsolhatóságot, rontja a hegeszthetőséget. Kismértékben rontja a korrózióállóságot
Szilícium, Si < 1...3 Növeli a reveállóságot. Ferritképző Alumínium, Al 0,7...1,7 Ferritképző, javítja az edzhetőséget Réz, Cu < 0,3 Néhány közegben javítja a korrózióállóságot. Csökkenti a
feszültségkorróziós hajlamot, javítja az edzhetőséget
* A S-tartalom a forgácsolható minőségben 0,15...0,35% lehet.
Az ausztenites melegszilárd acéloknak szabványos magyar megfelelőjük nincs, a 0,1% C-nél kisebb széntartalmú acél 16...18% Cr-mal és 11.. .13% Ni-lel, továbbá V-mal, Nb-mal és Mo-nel ötvözött. A stabilizálatlan, ill. Nb-mal stabilizált ausztenites acélt általában előmelegítés nélkül, kis fajlagos hőbevitellel kell hegeszteni (gyökrétegnél esetleg 100…150 °C-ra előmelegítve), hegesztés után nem kell hőkezelni. Ha feszültségkorróziós veszély áll fenn, akkor 750…800 °C-on 60…300 min-ig kell hőntartani, majd hegesztés után levegőn hűteni.
Erősen ötvözött acélok. A hegesztéssel feldolgozott erősen ötvözött acélokat az ötvözőtartalmuk, szövetszerkezetük vagy a felhasználási területeik szerint csoportosítjuk.
Ötvözőtartalmuk szerint lehetnek krómacélok, ill. króm nikkel acélok, ahol az ötvözők mint fő ötvözőelemek vannak jelen. Hatásukat és az erősen ötvözött acélokban lévő mennyiségüket az 1.20. táblázat tartalmazza.
1.28. ábra. A szerkezeti acél és az ötvözött acélok fizikai jellemzői

Az ötvözők megváltoztatják az acél fizikai és kémiai jellemzőit (1.28. ábra) és befolyásolják a γ → α átalakulás hőmérsékletét (1.29. ábra). Ennek megfelelően az ötvözött acélok fázisviszonyaik alapján lehetnek:
• ferrites, • félferrites, • martenzites, • lágymartenzites, • ferrit-ausztenites, • ausztenites acélok.
1.29. ábra. Az ötvözőelemek hatása a γ-mezőre
a) nyitott γ-mező, ausztenitképző (pl. Ni, Mn, Co); b) és d) zárt γ-mező; c) zárt γ-mező, ferritképző (pl. Cr, Al, Si, Ti, Mo, V, W)
Felhasználásuk szerint az erősen ötvözött acélok lehetnek sav- és korrózióálló, hőálló és hidegszívós acélok.
Az erősen ötvözött acélok fázisviszonyait a Schaeffler-diagram jellemzi (1.30. ábra). A diagram alkalmazási tartománya: C < 0,2%, Si < 1%, Nb < 1,5%, Mn < 4%, Mo < 3%.
A diagramban a vonalkázott területen belül a feltüntetett veszélyektől nem kell tartani.
A diagram alkalmas a hegesztési hozaganyagok kiválasztására, a keveredés ismeretében közelítőleg megállapítható a vegyes kötésben a keveredés során kialakuló szövetszerkezet.
A korrózióálló és más hasonló, erősen ötvözött acélok kézi ívhegesztésére való bevont elektródák ötvözetrendszereit az MSZ 4298 tartalmazza.

1.30. ábra. Schaefler-diagram
Ferrites krómacélokban a jó korrózióállóságot a legalább 16% Cr szavatolja, minimális C-tartalommal (C < 0,1%). A korrózióálló ferrites krómacélokban 16...18% Cr, a hőállóban a Cr mellett 1...1,5% Si és 0,7..1,2% A1 ötvöző van (H 13, ill. H 16 minőségű acélban). Az 500 ° C-nál nagyobb hőmérsékleten üzemelő berendezések felületi oxidációját meg kell akadályozni. Cr-, Si- és Al-ötvözéssel az acél felületén Cr2O3, A12O3 és SiO2, nagy olvadáspontú oxidok jönnek létre.
A ferrites krómacélok t > 1150 ° C-on hajlamosak a szemcsedurvulásra, ezért hegesztéskor a lehető legkisebb nőbevitellel a legkisebb maradó feszültséget adó technológiát kell alkalmazni, mivel a durva szemcsék szívóssága csekély, és az átalakulás nélküli acélok szövetszerkezete hőkezeléssel nem javítható. A kis hőbevitelt indokolja még, hogy a ferrites krómacélok hővezetőképessége csak kb. fele az ötvözetlen acélénak.

1.31. ábra. Ni-Fe, ill. Fe-Cr kétalkotós egyensúlyi diagram
Ezekben az acélokban - különösen nagy, 23...27% Cr-tartalom esetén (pl. a H 13 és H 17 minőségű acélban) - 600...900 ° C-on rideg, kemény (800...1000 HV) rendezett rácsú szilárd oldat, ún. σ -fázis válik ki, jelentősen rontva az acél szívósságát, korrózióállóságát, különösen HNO3, HNO3+HF közegben. Képződését elősegíti az előzetes hidegalakítás, ill. a Si, Nb, Mn, Mo és Ni ötvözők jelenléte, csökkentik viszont a C, A1 és N ötvözők (1.31. ábra jobb oldala). Képződése elkerülhető 950...1050 ° C-on végzett izzítással, majd ezt követően gyors hűtéssel.
A ferrites krómacélok 450...525 ° C-on hajlamosak az elridegedésre. Az ún. 475 ° C-os elridegedés a ferritben keletkező, krómban gazdag vegyületekkel van összefüggésben. Elkerülhető a hegesztést követő 700...800 ° C-os izzítással, ill. a hegesztést követő gyors hűtéssel.
A ferrites krómacélok igen érzékenyek a bemetszésre, ezért hegesztéskor ügyelni kell arra, hogy bemetsző hatású hibák (pl. szélkiolvadás) ne keletkezzenek, és kerülni kell a túlzott varrat magasságot. A hegesztésükhöz elterjedt hozaganyagokkal (homogén kötéssel) készült varratban néhány % martenzit található, ezért a repedésveszély elhárítására és a kötés korrózióállóságának növelésére 3 mm-nél vastagabb lemez esetén
• 200...300 ° C-os előmelegítés, majd hegesztés után • 700...750 ° C (1...2 óra) lassú lehűtés ajánlatos.
1.21. táblázat
Ferrites korrózióálló acélok
(az MSZ 4360 alapján)
Az acél Ötvözők, % Hegeszthetőség jele rövid jele C Cr Mo Ni egyéb
X 8 Cr 13 KO 1 max 0,08 12,00…14,00 - max 0,60
_ Hegesztésre alkalmas. 100...300 ° C előmelegítés és utóhőkezelés szükséges 720...760 ° C-on 1 óra, lehűtés levegőn, ha a varratfelépítés homogén vagy kombinált. Egyszerűbb esetekben az utóhőkezelés mellőzhető. Az utóhőkezelés elhagyása általában csökkenti a korrózióállóságot a varrat környezetében. Ha a varratfelépítés homogén, korróziós szempontból legelőnyösebb az egész

szerkezet újranemesítése
X 12 Cr 13
KO 2 0,09…0,15 12,00...14,00 _ max. 0,60
_ Hegesztésre alkalmas, de hegesztett szerkezetekhez a KO 1 előnyösebb. 200...400 ° C előmelegítés és utóhőkezelés szükséges. 720...760 ° C-on kb. 1 óra lehűtés levegőn. Az utóhőkezelés elhagyása általában csökkenti a korrózióállóságot a varrat környezetében. Ha a varratfelépítés homogén, korróziós szempontból legelőnyösebb az egész szerkezet újranemesítése
X 10 Cr 17
KO 3 max.
0,10
16,00... 18,00 _ max. 0,60
- Hegesztésre alkalmas, de előmelegítés szükséges. Hegesztés után ajánlatos az acélt utóhőkezelni
X 10 CrS 17
KO 3S max. 0,10 16,00... .18,00
- max. 0,60
Mn, S Hegesztett szerkezetekhez nem ajánlatos
X 10 CrTi 17
KO 4Ti max . 0,10 16,00…18,00 - max. 0,60
Ti Hegesztésre alkalmas. Heterogén, ill. kombinált varratfelépítés a szokásos. 200 ° C előmelegítés célszerű. Kisebb keresztmetszetű varratok utóhőkezelése nem szükséges, nagyobb varratkeresztmetszetek esetében (kb. 6 mm kötésvastagság felett), ill. ha a varratfelépítés homogén, ajánlatos 720...760 ° C-on kb. 1 óra lehűtés levegőn. Kb. 6 mm-nél vékonyabb anyagok 300 ° C alatt üzemi hőmérséklete esetén az utóhőkezelés elhagyása nem csökkenti a varrat környezetének korrózióállóságát
X 10 CrMo 17
KO 6 max 0,10 16,00… 18,00
0,90…1,30 max. 0,60
- Hegesztésre alkalmas. Hegesztési szempontból kedvezőbb a KO 4Ti-nál. Kisebb keresztmetszetek előmelegítés és utóhőkezelés nélkül is hegeszthetők
1.22. táblázat
Martenzites korrózióálló acélok
(az MSZ 4360 alapján)
Az acél Ötvözők, % Hegeszthetőség jele rövid jele C Cr Mo Ni
X 20 Cr 13 KO 11 0,16…0,25 12,00…14,00 - max. 0,60 Hegesztésre csak különleges munkarenddel alkalmas
X 30 Cr 13 KO 12 0,26…0,35 12,00…14,00 - max. 0,60 Hegesztett szerkezetekhez nem ajánlatos
X 40 Cr 13 KO 13 0,36…0,45 12,00…14,00 - max. 0,60 Hegesztésre nem alkalmas XX 105 CrMo 17
KO 14 0,95…1,20 16,00…18,00 0,30…0,75 max. 0,60
X 14 CrMo 17 2 KO 16 0,10…0,17 16,00…18,00 - 1,50…2,50 Hegesztésre csak különleges munkarenddel alkalmas. Hegesztett szerkezetekhez nem ajánlatos

A hegesztéshez 17 vagy 17.0.1 (Mo-ötvözésű), a hőálló krómacélokhoz ausztenit-ferrites, 25.4 jelű hozaganyag alkalmas. Heterogén kötések esetén kis C-tartalmú ausztenites Cr-Ni (19.9L), vagy Nb-mal stabilizált (19.9.Nb), ill. stabil ausztenites (23.12L) hozaganyag használható.
A félferrites krómacélok (1.21. táblázat) az előbbieknél kisebb Cr-tartalmúak (pl. az X 8 Cr 13 vagy X 12 Cr 13 korrózióálló és a H 12, ill. H 18 hőálló acélok), így a C-tartalomtól függően ferrit + martenzites vagy ferrit + perlites szerkezetűek. A félferrites krómacélok nyúlása lágyított állapotban kicsi (A = 2...3%), megeresztéssel azonban növelhető. Hegesztésükkor fokozottan kell repedésre számítani, emiatt csak előmelegítve és utóhőkezeléssel hegeszthetők homogén kötés esetén 13, vagy 13.1, vagy 13.4 jelű hozaganyaggal, heterogén kötés esetén pedig ausztenites Cr-Ni huzaganyaggal.
A martenzites krómacélok (1.22. táblázat) korrózióállóságát 12...18% Cr fokozza, a kopásállóság végett pedig nagyobb mennyiségű, 0,1...1,2% szenet tartalmaznak. Erős mechanikai igénybevételnek, dinamikus hatásoknak, gyengén korrodáló közegeknek ellenállnak. Hegesztésük a nagy C-tartalom miatt nem javasolt. Ha hegesztésük elkerülhetetlen akkor feltétlenül szükséges a 200...300 ° C-os előmelegítés és a 700...750 ° C-os feszültségcsökkentő izzítás.
Lágymartenzites krómacélok kis (C < 0,05%) C-tartalmúak, 12...17% krómot, 1...6% nikkelt és 1,5%-nál kevesebb molibdént tartalmaznak. Elsősorban vízgépészeti berendezésekhez használják (pl. tolózárak tömítő felületeinek felrakása). A hegesztéshez 13.1 jelű (12...18% ferrites) vagy 13.4 jelű (5...10% maradék ausztenites) hozaganyag javasolt. Az előbbi esetben 250...300 ° C-os, az utóbbiban 200...250 ° C-os előmelegítés alkalmazandó. Ha az előmelegítést meg akarjuk takarítani, akkor az első varratot 19.9L jelű, igen kis C-tartalmú ausztenites króm nikkel elektródával készítsük, így elkerülhető a repedés.
Ferrit-ausztenites Cr-Ni-Mo-N (duplex) acélok. A 18,5...25% Cr-ot, 5...7% Ni-t, 1,5...3% Mo-t, 0...0,4% N-t és 0...2% Cu-ot tartalmazó acélokat főként a vegyipar, a kőolajipar és a papíripar használja. A 0,03%-nál kisebb C-tartalmú ferrit ausztenites acélok jól hegeszthetők csak a 20 mm-nél vastagabb lemezeket kell előmelegíteni kb. 150 °C-ra. Hozaganyag nélkül a varrat mintegy 80% ferritet tartalmaz, ami szívóssági és korróziós gondokat jelenthet. Alkalmazható hozaganyag: 22.9.3L vagy 26.7.2.
1.23. táblázat
Ausztenites korrózióálló acélok
(az MSZ 4360 alapján)
Acélminőség Ötvözők, Hegeszthetőség
jele Rövid jele
C max.
Cr Mo Ni egyéb
X 12 CrNi 18 9 KO 32
0,12 17,00…19,00 max. 0,50 8,00...10,00 - Hegesztésre alkalmas de nem célszerű hegesztett szerkezetekhez alkalmazni, mert a hegesztés kb. 6 mm anyagvastagság felett kristályközi korróziós hajlamot okoz. A hegesztést követő ausztenitesítő hőkezeléssel a kristályközi korróziós hajlam megszüntethető
X 8 CrNi 18 10 KO 33
0,08 17,00...19,00 max 0,50 9,00...11,50 -
X 8 CrNiMoTi 17 12 2
KO 35 Ti
0,08 16,50...18,50 2,00...2,50 10,50...13,50 Ti Hegesztésre különösen alkalmas. A vastagabb szelvények is jól hegeszthetők. Előmelegítése kb. 25 mm szelvényvastagságig nem szükséges, efelett ajánlatos (100...200 ° C). Utóhőkezelést nem igényel, de ha az ausztenites acélt feszültségkorróziós szempontból veszélyes (kis koncentrációban klórion) területen alkalmazzák, 800...900 ° C hőmérsékleten való 10...15 perces izzítás ajánlatos, lehűtés vízben vagy fúvott levegőn. A 300 ° C feletti üzemelés sem növeli a hegesztési övezet kristályközi korróziós hajlamát
X 12 CrNiTi 18 9
KO 36 Ti
0,12 17,00...19,00 max. 0,50 8,00...11,00 Ti
X 8 CrNiTi 18 10
KO 37 Ti
0,08 17,00...19,00 max. 0,50 9,00...12,00 Ti
X 8 CrNiNb 18 10
KO 37 Nb
0,08 17,00...19,00 max. 0,50 9,00...12,00 Nb A Ti-nal stabilizált ausztenites saválló acélszerkezet lehetőleg csak Ti-nal stabilizált szerkezetekkel célszerű
összehegeszteni. X 3 CrNiMo 17 14 3
KO 38 LC
0,03 16,50...18,50 2,50...3,00 12 50...15,00 S Hegesztett szerkezetekhez nem ajánlatos

X 3 CrNiMo 18 16 4
KO 42 LC
0,03 17,50...19,50 3,00...4,00 14,00...17,00 S
X 12 CrNiS 18 9
KO 36 S
0,12 17,00...19,00 max. 0,50 8,00...11,00 S
X 3 CrNi 19 11 KO 41 LC
0,03 18,00...20,00 max. 0,50 10,00...12,50 - Hegesztésre alkalmas. Különösen fontos a kis fajlagos hőbevitelű munkarend. Előmelegíteni általában nem szabad, utóhőkezelést nem igényel, de ha az acélt feszültségkorróziós szempontból veszélyes területen alkalmazzák, akkor 900...1050 ° C hőmérsékleten való 10...15 perces izzítás ajánlatos, lehűtés vízben vagy fúvott levegőn. 300 °C feletti üzemelésre is alkalmas
X 2 CrNiSi 17 15 4
KO 43
ELC
0,02 16,50…18,50 max. 0,20 14,00…15,50 Si, S, P Hegesztésre alkalmas, elsősorban kézi ívhegesztéssel hegeszthető. Védőgázas ívhegesztés is alkalmazható. Szabályozott, kis hőbevitel és kis átmérőjű bevont elektróda ajánlatos. Többrétegű hegesztéskor a közbenső hőmérséklet ne haladja meg a 120 °C-ot. Forró salétromsavas közegben való alkalmazása esetén ausztenites (oldó) hőkezelés szükséges
X 2 NiCrMoCu 25 20 5
KO 44
ELC
0,02 19,00…21,00 4,50…5,50 24,00…26,00 Cu, Si, S, P
Jól hegeszthető. Előmelegítés és utóhőkezelés nem szükséges. Elsősorban kézi ívhegesztés is alkalmazható. szabályozott kis hőbevitel és nagy hegesztési sebesség ajánlatos. Többrétegű hegesztéskor a közbenső hőmérséklet ne haladja meg a 150 °C-ot.
X 2 NiCrMoCuN 25 20 6
KO 45
ELC
0,02 19,00…21,00 6,00…7,00 24,00…26,00 N, S, Cu, Si,
P
Az ausztenites króm-nikkel acélok (1.23. táblázat) a korrózió- és hőálló acéloknak azt a csoportját ölelik fel, amelyek ausztenites szövetszerkezetűek, és ezzel párhuzamosan nagy szívósságukat szobahőmérsékleten, sőt ez alatt is megtartják, ezért hegesztéskor edződéstől nem kell tartani. Hegesztésükhöz nem kell sem előmelegítés, sem utóhőkezelés. A lapközepes köbös ausztenit jól alakítható, nagy nyúlású (A5 > 40%). Az ausztenites acélok az ötvözetlen acéloknál sokkal rosszabb hővezetők, de a hőtágulásuk 1,5-szeres, ami növeli az elhúzódási veszélyt. Ezért hegesztéskor nagyobb illesztési hézagot kell beállítani.
Az ausztenites króm-nikkel acélokban 500...900 °C-on szemcseközi korrózió jöhet létre, ami a szemcsék belsejében lévő Cr-elszegényedéssel kapcsolatos. A szemcsehatár menti korrózió elkerülhető
• minimális C-tartalommal (C < 0,07% ), • stabilizáló ötvözéssel (Ti, Ta, Nb), • karbidoldó hőkezeléssel (hegesztett szerkezetek esetében ritkán alkalmazzák).
Az alapanyag ennek megfelelően lehet stabilizálatlan, stabilizált vagy igen kis C-tartalmú. A hozaganyagot hegesztéskor ennek a figyelembevételével kell kiválasztani.
Az ausztenites sav- és hőálló acélok két nagy csoportja - a stabil ausztenites króm-nikkel acélok, - a δ -ferrit tartalmú ausztenites króm-nikkel acélok.
A stabil ausztenites króm-nikkel acélok nagyobb Ni-tartalmúak, így a Schaeffler-diagram tiszta ausztenites tartományába esnek. A saválló acélokban 18...25% Cr és 15...16 % Ni, a hőálló acélokban pedig 18...37% Ni van jelen. A korrózióállóság fokozására 2...3% Mo-nel ötvözik, mert pl. forrásban lévő savaknak, klórion-tartalmú folyadékoknak (szobahőmérsékleten is) csak a 3...5% Mo-tartalmú acélok állnak ellen.
A tiszta ausztenites króm-nikkel acélok azonban hajlamosak melegrepedésre, amelyet többnyire 1250 °C felett a szemcse határokon jelen lévő, kis olvadáspontú Nb-, Si-, S-, P-eutektikum idéz elő. A melegrepedés elkerülésére el kell érni, hogy a varratban kis mennyiségű (2...5%) ferrit is legyen. A térközepes köbös ferrit ugyanis sokkal jobban oldja a melegrepedést ki váltó szennyezőket, és ha a dermedés ferrit kiválásával kezdődik, akkor a visszamaradt ömledék szennyezőkben szegény lesz. A ferrit

mennyiségének túlzott, 10% fölé való növelése nem kívánatos, mivel ez csökkenti a korrózióállóságot. A stabil ausztenites króm-nikkel acélok hegesztésére javasolt hozaganyagok: 18.16.5, 25.20.2. stb.
A 4%-nál nagyobb Mo-tartalmú stabil ausztenites króm-nikkel acélokat nagyobb Mo-tartalmú hozaganyaggal, kis hőbevitellel (< 1 kJ/mm) kell hegeszteni, különben hegesztés utáni oldóhőkezelés szükséges. Alkalmas hozaganyag: 18.16.5, ill. 20.25.5.
A δ -ferritet tartalmazσ acιlok közé tartozik az ausztenites króm-nikkel acélok többsége, amelyek 18...19% krómot és 8...11% nikkelt tartalmaznak, esetenként 2...3% Mo-t. Ezek az acélok az auszteniten kívül ferritet is tartalmaznak; a ferrit mennyiségére utaló ferritszám a DeLong-diagramról olvasható le (1.32. ábra). A ferritszám 6%-ig megegyezik a tényleges ferrit tartalommal. A δ -ferrit jelenléte bizonyos esetekben nem kívánatos, más esetben pedig nagyobb mennyisége kedvezőbb (1.24. táblázat). A δ -ferrit mennyiségének pontos meghatározására alkalmas továbbá a WRC-diagram.
1.32. ábra. DeLong-diagram
1.25. táblázat
Hőálló acélok
(az MSz 4359 alapján)
Az acél jele
Ötvözők, % Szövetszerkezet Megfelelő német acélminőség, SEW
470 C, max. Si Mn, max. Cr Ni egyéb
H 5 Ti 0,12 max. 1,00 2,0 17,00…19,00 9,00…12,00 Ti Ausztenites
X 12 CrNiTi 18 9 H 6 Nb 0,12 max. 1,00 2,0 17,00…19,00 9,00…12,00 Nb - H 7 Ni 0,15 1,00…2,00 2,0 15,00…17,00 33,00…37,00 - X 12 NiCr Si 36 16
H 8 0,20 0,80…2,00 2,0 17,00…20,00 8,00…11,00 - X 15 CrNiSi 20 12 H 9 0,20 max. 1,00 1,5 22,00…25,00 17,00…20,00 - X 12 CrNi 25 21
H 10 0,20 2,00…3,00 1,5 24,00…27,00 18,00…21,00 - X 15 CrNiSi 25 20
H 12 0,12 1,00…1,50 1,0 12,00…14,00 max. 0,60 Al Ferrites
X 10 CrAl 13 H 13 0,12 0,80…1,50 1,0 17,00…20,00 max. 0,60 Al X 10 CrAl 18 H 14 0,12 0,80…1,50 1,0 23,00…26,00 max. 0,60 Al X 10 CrAl 24

H 15 0,15…0,25 0,80…1,50 2,0 24,00…27,00 3,50…4,50 - Ausztenit +
ferrites X 20 CrNiSi 25 4
H 16 0,12 max. 1,00 1,0 16,00…18,00 max. 0,60 - Ferrites
- H 17 0,20 max. 1,00 1,5 23,00…27,00 max. 0,60 N - H18 0,08 max. 1,00 1,0 10,50…12,50 max. 0,60 Ti X 7 CrTi 12
1.26. táblázat
A hőálló acélok hegeszthetősége
Az acél Hegeszthetőség jele szövetszerkezete
H 5 Ti
H 6 Nb,
H 7 Ni, H 8,
H 9, H 10
Ausztenites Egyszerű hegesztési munkarenddel, előmelegítés és a hegesztést követő hőkezelés nélkül hegeszthetők. A H 9 és a H 10 jelű acél kristályosodási repedésre hajlamos, ezért kerülni kell a nagy beolvadási mélységű varratot adó hegesztési eljárásokat (fogyóelektródás argon védőgázas, fedett ívű stb. hegesztés)
H 12, H .13,
H 14, H 16,
H 17, H 18
Ferrites A hegesztési hőfolyamatban szemcsedurvulásra hajlamos acélok. Kis fajlagos ívteljesítménnyel kell hegeszteni. Ajánlatos a kézi ívhegesztés. Az előmelegítés hőmérséklete vastagságtól függően 100...200 °C. A hegesztést követő hőkezelés: 650...750 °C, hűtés levegőn. Vékony elemekből álló, egyszerű szerkezetek esetén a hegesztést követő hőkezelés elhagyható
H 15 Ausztenit + ferrites Kis fajlagos ívteljesítménnyel kell hegeszteni. Az előmelegítés hőmérséklete vastagságtól függően 100...200 °C. A hegesztést követő hőkezelés: 600...700 °C, hűtés levegőn. Ausztenites elektródával hegesztve a hegesztést követő hőkezelés elhagyható. Kézi ívhegesztést célszerű alkalmazni
A H 9 (esetleg H 8) jelű acél összetételével megegyező összetételű ausztenites elektródával
1.27. táblázat
Hidegszívós acélok
(az MSZ 4400 alapján)
Az acél jele
Összetétel, % Folyáshatár ReH, MPa
Megfelelő német
acélminőség, Wbl 680
C, max.
Si Mn Cr Mo Ni egyéb
AH 60 0,80 0,15…0,40 0,50…0,80 max. 0,30 - 1,50…2,20 V=0,05…0,15 345 14 Ni 6 AH 80 0,14 0,15…0,40 0,50…0,80 max. 0,30 0,15…0,25 3,00…4,00 V=0,05…0,15 440 10 Ni 14
AH 120
0,12 0,15…0,40 0,60…1,00 max. 0,30 0,15…0,25 4,00…5,00 V=0,05…0,15 440 12 Ni 19
AH 195
0,80 0,15…0,40 1,00…1,40 max. 0,30 0,15…0,25 8,00…10,00 V=0,05…0,15 490 X 8 Ni 9
AHC 195
0,10 max. 1,00 max. 2,00 17,00…19,00 - 8,00…10,00 - 195 X 12 CrNi 18 9
AHTC 195
0,10 max. 1,00 max. 2,00 17,00…19,00 - 8,00…10,00 Ti 195 X 10 CrNiTi 18 10
AHCN 195
0,10 max. 1,00 max. 2,00 17,00…19,00 - 8,00…10,00 Nb 195 X 10 CrNiNb 18

10
A Mo-t nem tartalmazó ausztenites króm-nikkel acélok hegesztéséhez 19.9 vagy 19.9.L, ill. 19.9Nb hozaganyag, a Mo-tartalmúakhoz 19.12.3 vagy 19.12.3L, ill. 19.12.3Nb hozaganyag alkalmas. A hőálló ausztenites króm-nikkel acélokat az 1.25.
táblázat foglalja össze, hegeszthetőségüket az 1.26. táblázat tekinti át.
1.28. táblázat
Hidegszívós acélok alkalmazhatósági határai
Gáz Hőmérséklet, °C Acél Folyáshatár, ReH, MPa
párolgási üzemi
Propán
Szén-dioxid
Acetilén
Etán
Etilén
Metán
Oxigén
Nitrogén
Hidrogén
Hélium
- 42,1
- 78,5
- 83,6
- 88,6
-103,8
-161,4
-182,97
-195,8
-252,8
-268,9
- 50
- 60
- 80
-100
-120
-196
-253
Normalizált hidegálló acél
Finomszemcsés hidegszívós acél
Ti-ötvözésű finomszemcsés hidegszívós acél
Nemesített hidegálló acél
210…260
290...460
360…420
240…290
10 Ni 14
3 5% 16 Ni 14
Ni-ötvözésű 12 Ni 14
6% 12 Ni 9
Ni-ötvözésű
9% X 8 Ni 9 Ni-ötvözésű
350
360
450
500
X 40 MnCr 22
Mn-Cr X 40 MnCrN 18
ötvözésű X 12 MnCr 18 11
X 12 CrNi 18 9
Cr-Ni X 10 CrNiTi 18 10
ötvözésű X 10 CrNiNb 18 10
320
300
220
250
Hídegszívós acélok. A -50... -270 °C üzemi hőmérsékleten igénybe vett acéloknak nagy ridegtörési szívósságra van szükségük, a szilárdsági tulajdonságok másodlagosak lehetnek. Az ötvözetlen, ill. gyengén ötvözött, finomszemcsés acélok normalizált állapotban -50 °C-ig, nemesített állapotban - 80 °C-ig, az 1,5...9% Ni-ötvözésű acélok nemesített állapotban -80 °C-tól -200 °C-ig használhatók. Ennél kisebb hőmérséklet esetén ausztenites mangán-króm, ill. króm-nikkel ötvözésű acélokra van szükség. A hidegszívós acélokat az 1.27 táblázat foglalja össze, alkalmazhatósági határaikat pedig az 1.28. táblázat tartalmazza.
A hidegszívós acélok hegesztéséhez 0,04%-nál kisebb C-tartalmú, 0,8...3,5% Ni-ötvözésű hozaganyag, 160 °C alatti üzemi hőmérséklet esetén pedig ausztenites Cr-Ni-Mn vagy 67% Ni tartalmú Ni-Cr-Mn ötvözésű hozaganyag kell.

1.6.2. Az öntöttvasak fajtái és hegeszthetőségük
A fontosabb öntvényeket az 1.33. ábra foglalja össze. A vasalapú öntvényanyagok lehetnek
• acélöntvények, • vasöntvények, • temperöntvények, • különleges öntöttvasak.
Acélöntvények. Acélöntvény az az öntödei végtermék, amely folyékony acélnak homok-, fém- vagy egyéb tűzálló anyagból készült formába való öntésével és az ezt követő dermedéssel kapja meg végleges alakját.
Az ötvözetlen acélöntvény C-tartalma 0,1...0,6%. A kisebb C-tartalmú acélöntvények jól hegeszthetők, 0,25% C-tartalom felett esetleg elő kell melegíteni (bonyolult alakú, változó keresztmetszetű vagy 25 mm-nél vastagabb falú öntvény).
Az ötvözött acélöntvények csoportjában megtalálhatók mindazon acélfajták, amelyeket az acélok fejezete ismertetett (így pl. van melegszilárd, hidegszívós, korrózióálló stb. acélöntvény). Hegesztésükre általában azok a megállapítások érvényesek, amelyek a hasonló vagy azonos összetételű acélokra.
1.33. ábra. Az öntvények áttekintése
Vasöntvények. Öntöttvas a 2,14%-nál több szenet, ezenkívül számos szokásos kísérőelemet, rendszerint szennyező és nyomelemeket is tartalmazó, sokalkotós vas-szén alapú ötvözet.
Az öntöttvas - az ötvözőktől és a hűlési sebességtől függően - a vas-grafit stabil vagy a vas-vaskarbid metastabil rendszerben kristályosodik. A grafitos öntöttvas törete sötétszürke, a karbidosé a cementit ezüstös színe miatt fehér. A vasöntvények szövetszerkezetét az 1.29. táblázat foglalja össze.
Minél vastagabb falú az öntvény, annál lassúbb a lehűlése. Így pl. a 10 mm-nél vastagabb falú, ötvözetlen öntöttvas dermedése és hűtése lassú, és a kristályosodás grafit formájában megy végbe. Ugyancsak a grafit kiválását segítik elő bizonyos ötvözők (pl. Si, C, Al, Ni, Cu), közülük különösen a Si-nak van fontos szerepe. A grafit alakja, mérete és eloszlása meghatározza az öntöttvas tulajdonságait. Ennek megfelelően megkülönböztetünk lemezgrafitos, ill. gömbgrafitos öntöttvasat.

A lemezgrafitos öntöttvas minőségjelzésében szereplő szám (pl. Öv. 300) a legkisebb szakítószilárdságra utal. A nagyobb szilárdságú öntöttvasban a grafitlemezek mérete kisebb, eloszlásuk egyenletes (modifikált öntöttvas).
A gömbgrafitos öntöttvasban a grafit gömb alakú, kisebb mértékben szakítja meg a fémes folytonosságot, bemetsző hatása kisebb. A grafit mennyisége széles határok között változhat anélkül, hogy a tulajdonságai lényegesen megváltoznának. A gömb grafitos öntöttvas edzhető, felületi edzéssel kérgesíthető, a nagy szívósság és ezzel egyidejű nagy szilárdság elérésére nemesíthető.
A lemez-, ill. a gömbgrafitos szürkeöntvények hegesztésekor a következőkre kell ügyelni:
• az öntvények megömlése gyakran egyetlen hőmérsékleten vagy kis hőmérséklet-tartományban megy végbe, ezért nehéz az ömlesztést irányítani,
• az öntvények nyúlása kisebb, mint az acélé (A5 = 0...17%), öntött állapotában rideg, így a hegesztéskor keletkező belső feszültségeket nem képes képlékeny alakváltozással kiegyenlíteni,
• az öntvény hegesztés utáni gyors hűlése karbidos szövet szerkezetet eredményez, és ekkor az öntöttvas alakváltozásra nem vagy alig képes; ezért gyakran csak előmelegítés mellett hegeszthetők.
1.29. táblázat
Vasöntvények szövetszerkezete
A vasöntvény
fajtája
A szén alakja a szövetszerkezetben
A szövetszerkezet jellege
Szürkevas-öntvény Lemezes grafit Jellemző szövetszerkezete ferrit-perlites.
Perlites: a legjobb mechanikai tulajdonságú szürkevas.
Martenzites: ötvözött vagy hőkezelt, nehezen megmunkálható, kemény, kopásálló öntvény.
Ausztenites: erősen ötvözött, különleges, hő- és korrózióálló öntvény
Gömbgrafit Perlites vagy ferrit-perlites öntvény, amelyben a grafit részben vagy egészben gömb alakú, törete világosszürke
Fehérvas-öntvény Cementit Ledeburitos vagy cementit-perlites, grafitmentes öntvény, amely ötvözéssel martenzitessé válik
Temperöntvény Temperszén Fehér temperöntvény: ferrites vagy perlites, temperálás után grafitmentes ferrit kevés temperszénnel, vékony falú öntvényekhez.
Fekete temperöntvény: ferrites alapszövet temperszénnel, vastag falú öntvényekhez
Kéregöntvény Cementit A külső, gyorsan hűlő részen grafitmentes, ledeburitos, a belső magban perlit-cementites vagy perlites öntvény
Az öntöttvasak előmelegítése végezhető helyileg (pl. magával a hegesztőpisztollyal vagy előmelegítő égőkkel), vagy a munkadarab teljes felmelegítésével (gázkemencében, kisfrekvenciás indukciós kemencében vagy ellenállás-fűtésű kemencében).
A munkadarabot - különösen javítás előtt - gondosan elő kell készíteni. A felületi és a belső hibák javítása mindig a hibás hely kimunkálásával kezdődik. A repedések végeit ki kell fúrni, hogy az ne terjedhessen tovább. Vastag falú öntvényekhez bevált módszer az 1.34. ábrán látható szegcsavaros megoldás, mivel a szegcsavarokkal megerősített varrattal jelentős nagyságú erők vihetők át.

1.34. ábra. Öntöttvas szegcsavaros előkészítése hegesztéshez
Átszakadt falak esetenként acéllemezekkel is pótolhatók, és mivel annak szilárdsága nagyobb, mint az öntvényé, falvastagsága kisebb lehet. Az acéllemezből készült folt domború, hogy a hűléssel járó húzófeszültségeket felvegye.
A vasöntvények gázhegesztéséhez folyósítószert használunk (lúgos szóda vagy savas borax és bórsav). A hozaganyag 3...4% C-et és 2,5...3,5% Si-ot tartalmaz a szilárdság növelésére, esetenként Ni-, Ti-, V , Cu- és Mo-ötvözésű. A hegesztőláng semleges vagy enyhén redukáló. Ügyelni kell arra, hogy a fürdő kisméretű legyen, és a munkát lehetőség szerint megszakítás nélkül, általában balra hegesztéssel végezzük!
A vasöntvények ívhegesztése végezhető előmelegítés nélkül vagy előmelegítéssel.
Előmelegítés nélküli, ún., hideghegesztéskor nem szabad öntöttvas elektródát használni, mivel lehűléskor a szén cementit, ill. martenzit formájában lesz jelen. A hegesztést kis kőbevitellel, az elektróda ívelése nélkül, egy lépésben, keskeny és rövid, 30...50 mm-es varratszakaszok lerakásával végezzük.
Tömítőkötéshez tiszta Ni- vagy Ni-Cu (monel-) ötvözetű elektródát kell használni. A nikkelalapú elektróda ömledéke az öntöttvasból szenet vehet fel anélkül, hogy a varrat emiatt keménnyé, rideggé válna, ugyanakkor a varrat és az öntöttvas hő tágulása nem tér el lényegesen egymástól, így a hőtágulásból, ill. a zsugorodásból eredő feszültségek csökkennek. A nikkel grafitképző ötvöző, a varrat lágy, 140...160 HV, jól megmunkálható.
Meleghegesztéshez az öntvényt hegesztés előtt elő kell melegíteni. Vékony falú, kevésbé bonyolult öntvények előmelegítési hőmérséklete 200...350 °C. A hegesztés végezhető az alapanyaggal egyező 3% C- és 3,5% Si-tartalmú elektródával, nagy hőbevitellel. A lerakott varratszakaszok 1/3-ad hosszban fedjék egy mást, ezzel is csökkentve a hűlést. Bonyolultabb, nagyobb méretű öntvények előmelegítési hőmérséklete nagyobb: lemezgrafitos öntöttvasakhoz 550...600 °C, gömbgrafitos öntöttvasakhoz 300...550 °C (a Mg kiégési veszélye miatt). A munkadarab hevítése és hűtése lassú, 30…40 °C/h legyen, és lehetőleg a hegesztést kövesse grafitosító hőkezelés.
1.30. táblázat
Hegesztés szempontjából fontos fémek és ötvözetek fizikai tulajdonságai
Tulajdonságok
Mértékegység Alumínium Réz Nikkel Titán
ötvözetlen ötvözet ötvözetlen ötvözet ötvözetlen ötvözet ötvözetlen ötvözet Olvadáspont °C 660 480...655 1083 900...1060 1453 1260...1420 1668 1500...1668 Hővezetési
együttható, λ (20 °C-on)
W/(m× K) 214 105...176 394 38...150 16,5 10,8…15,9 15,5 4,3…7,1
Fajhő, c (20...100 °C-on)
kJ/(kg× K) 0,899 0,7...0,9 0,39 0,37…0,42 0,46 0,38…0,54 0,53 0,52...0,56
Lineáris nőtágulási
együttható, α (20...100 °C-on)
1/K.10-6 23,9 19...24 16,8 16…21 13,8 11,4…16,6 8,5…9,4 9,3…10,2
Sűrűség, ρ kg/dm3 2,7 2,64...2,89 8,93 7,5...9,2 8,9 8,4...8,8 4,50 4,37...4,85
Szakítószilárdság, Rm
* MPa 40...100 80...300 210...240 270...400 340...370 450...1000 300…740 850...1300
Egyezményes folyáshatár, Rp0,2
MPa 10...40 30...140 50…60 100…300 80...100 200...600 200...550 800...1200

Fajlagos nyúlás, A5
* % 33...40 13...30 40...48 30...50 40 18...40 15...30 10...15
* Lágy állapotban
1.6.3. Az alumínium és ötvözeteinek hegeszthetősége
Az alumínium kis olvadáspontú (660 °C), lapközepes köbös rácsszerkezetű, jól alakítható könnyű (ρ = 2,7 kg/dm3) fém. A színalumínium kiváló villamos és hővezető. Korrózióállóságát a felületén lévő vékony, összefüggő, nagy olvadáspontú oxidrétegnek köszönheti. Környezetbarát fém, mivel 100%-ig visszanyerhető.
Az alumínium főbb ötvözőelemei (Mn, Mg, Si, Cu és Zn) növelik a színalumínium szilárdságát, csökkentik az olvadás pontját, az elektromos vezetését és hővezetőképességét. Igen jól ötvözhető, ötvözeteit alakítással vagy öntészeti úton dolgozzák fel.
Az 1.30. táblázat az alumínium és ötvözetei fizikai jellemzőit hasonlítja össze, néhány hegesztés szempontjából fontos fémmel, ill. ötvözettel.
A színalumínium mind ömlesztő-, mind sajtolóhegesztéssel kiválóan hegeszthető. Hegesztésekor azonban figyelembe kell venni, hogy
• egyetlen hőmérsékleten ömlik, ill. dermed, • a folyamat nem jár elszíneződéssel, • megömlött állapotában mohón nyeli a hidrogént, • nagy az oxigén iránti affinitása; az alumínium-oxid olvadáspontja nagy: 2053 °C, • jó hővezető képessége folytán - különösen nagyobb fal vastagsághoz - nagyobb hőbevitelre van szükség.
Az 1.31. táblázat az alakítható, ill. nemesíthető alumínium felhasználását és jellemző tulajdonságait foglalja össze.
A színalumínium hegeszthető gázhegesztéssel, volfrám-, ill. fogyóelektródás, semleges védőgázas ívhegesztéssel, ellenállás hegesztéssel. Általában az A199,5 minőséget használják, hozaganyagként a szemcsefinomító hatású titánnal ötvözött Al99,5 Ti javasolható.
Hegesztés előtt - lehetőleg közvetlenül előtte - a felületet mechanikusan vagy vegyi úton meg kell tisztítani; az oxidréteget lúgos vagy savas pácolással vékonyítsuk. A pácoláshoz javasolt savas oldat: 3 rész 54%-os salétromsav + 1 rész < 50%-os hidrogén-fluorúd. A pácolást követően a felületet vízzel alaposan le kell mosni. A lúgos pácolás oldata: 5...20% nátrium-hidroxid, a kezelési idő 3 perc, 50...80 °C-on. A darabot az oldatba való mártás után hideg folyó vízben le kell mosni, majd 15...20%-os salétromsavban semlegesíteni, és újabb lemosás után száraz levegőn szárítani.
A színalumínium gázhegesztéséhez folyósítószert kell használni az oxidok oldásának, salakba vitelének, ill. az újraoxidáció megakadályozására. A higroszkópos folyósítószer (40...50% KCI, 30...40% NaCI, 7...25% LiCI) korróziót okozhat, ezért maradványait hegesztés után el kell távolítani. A nem higroszkópos folyósítószer (BaF2, LiF2, MgF2, CaF2) nem okoz korróziót.
1.31. táblázat
Az alakítható és nemesíthető ötvözött alumínium tulajdonsága (az MSZ 3714 alapján)
Az anyag- minőség jele
Alakítha- tóság
Fényez-hetőség
Forgá- csolható-
ság
Hegeszt- hetőség
Anódi- zálható-
ság
Időjárás- állóság
Az ötvözet jellemző tulajdonságai
a) Alakítható ötvözetek
AlFeSi kiváló jó - - jó kiváló Jó mélyhúzható, kiválóan alkalmas elsősorban fóliatálcák gyártására
AlMn 1 Cu AlMn 1 Mg 0.5 AlMn 1 Mg 1
kiváló jó rossz kiváló jó kiváló Lágy állapotban jól alakíthatók és hegeszthetők. Természetes légköri hatásokkal szemben ellenállnak. Nem nemesíthetők

Al 99 Mg 1 kiváló kiváló rossz meg-felelő
kiváló kiváló Jól fényezhető, alakítható és anódizálható, jó korrozióálló, nem nemesíthető
AlMg 0,8 AlMg 2,5 AlMg 3
jó jó jó jó jó kiváló Lágy állapotban jól alakítható. Nem nemesíthetők
AlMg 4 AlMg 4.5Mn AlMg 5
meg- felelő
rossz jó jó elég-séges
jó Közepesen nagyobb szilárdságú ötvözetek. A tengervíz korróziójának jól ellenállnak. Nem nemesíthetők
b) Nemesíthető ötvözetek
AlMgSi 0.5 AlMg Si 0.5 Cu AlMgSiE AlMgSi 0.8
jó jó jó jó jó meg-felelő
Közepes szilárdságú, jól hegeszthető és anódizálható ötvözetek, jó elektromos vezetők. Nemesíthető ötvözetek
AlMgSi 1 AlMg 1 SiCu AlMg 1 Si 1
jó jó meg-felelő
jó jó meg-felelő
Közepesnél nagyobb szilárdságú, jól anódizálható, hegeszthető, lágy állapotban jól alakítható ötvözetek
AlCu 4 Mg 1 AlCu 4 Mg 2 AlCu 4 SiMn
jó meg-felelő
elég- séges
rossz meg-felelő
rossz Nagy szilárdságú, nemesíthető ötvözetek. Lágy állapotban és közvetlenül edzés után jól alakítható
AlZn 5 Mg 1 AlZn 6 Mg 2 Cu 1.5
jó meg-felelő
jó rossz meg-felelő
rossz Nagy szilárdságú, jól kovácsolható, nemesíthető ötvözetek
A volfrámelektródás, védőgázas ívhegesztést argon védőgáz védelme alatt (AWI), a felületi oxidréteg feltörése végett váltakozó árammal kell elvégezni.
A fogyóelektródás, semleges védőgázas ívhegesztéshez (AFI) argon védőgáz, vastagabb munkadarabokhoz argon + hélium gázkeverék szükséges, fordított polaritású egyenárammal (a huzal az áramforrás pozitív pólusára van kötve). A leolvadás a nagy áramsűrűség következtében finomcseppes, permetszerű. A hőbevitel impulzushegesztés esetén széles tartományban változtatható.
Az alumíniumötvözetek hegeszthetősége az ötvözők mennyiségétől függ. Az alumínium fő ötvözői és ötvözetei az 1.35. ábrán láthatók.
Az alakítással keményíthető (1.az 1.31a táblázatot) nem nemesíthető ötvözetek szilárdságát 0,5...5,5% Mg-ötvözés növeli. Az A1 a Mg-ot ugyan korlátoltan oldja, de az ötvözet kiválásos keményítéssel nem keményíthető, csak alakítással. Az A1Mg-ötvözetek rendkívül jó korrózióállók. Az ötvözetek hegesztésekor ügyelni kell a Mg kiégésére, ezért rendszerint növelt Mg-tartalmú hozaganyagot (AlMg 3,5 vagy AlMg 5-öt) célszerű választani. A varrat szilárdsága, korrózióállósága eléri az alapanyagét, de a nyúlása kisebb. 12 mm-nél vastagabb anyagot célszerű előmelegíteni 150...200 ° C-ra.

1.35. ábra. Az alumínium fő ötvözői és ötvözetei
A nemesíthető Al-ötvözetek főbb típusai az Al-Mg-Si, az Al-Cu-Mg és az Al-Zn-Mg ötvözetek (1. az 1.31b táblázatot). Az alumínium nemesítésének folyamatát és egy nemesíthető Al ötvözet hegesztett kötésének keménységeloszlását az 1.36. ábra szemlélteti. A nemesítést követő természetes vagy mesterséges öregítéskor finom eloszlású vegyületek válnak ki, amelyek az ötvözet keménységét növelik (1.37 ábra). Az ötvözetek hegesztéséhez javasolt hozaganyagokat és az ajánlott hegesztési eljárásokat az MSZ 4264 foglalja össze.
1.36. ábra. A keménység eloszlása hegesztett alumíniumötvözet varratának környezetében

1.37 ábra. Az alumíniumötvözet nemesítése a) edzés; b) öregítés
1 oldó izzítás; 2 gyors lehűtés; 3 természetes öregítés; 4 mesterséges öregítés
A mesterségesen, ill. részben természetesen öregíthető Al-Mg-Si ötvözet jól hegeszthető, ha a Si = 0,5%. Nagy a repedési veszély, ha a Mg/Si arány 1,7, és kicsi, ha a Si > 1%, ill. Mg < 1%. Célszerű az AWI-eljárást A1Mg 3,5 huzaganyaggal alkalmazni. Nagyobb szilárdság és nyúlás érhető el A1Mg 4,5 Mn vagy A1Mg 5 huzaganyaggal. Repedésveszély esetén pedig az A1Si 5 hozaganyag javasolható.
Az Al-Cu-Mg ötvözet természetesen és mesterségesen is öregíthető, igen nagy szilárdságú, hegesztésekor repedésre hajlamos, ezért feltétlen elő kell melegíteni. Javasolt hozaganyag az AlSi 5.
Az Al-Zn-Mg ötvözetek önnemesedők, közepesen, ill. jól hegeszthetők AlMg 4,5 Mn vagy AlMg 5 huzaganyaggal, nagyobb repedésveszély esetén AlSi 5-tel. Az Al-Zn-Mg-Cu a legnagyobb szilárdságú (Rm = 520 MPa) természetesen és mesterségesen öregíthető ötvözet, amelynek korrózióállósága és hegeszthetősége a Cu-ötvözés miatt romlik, különösen, ha Cu > 0,2%. AlSi 5 hozaganyaggal hegeszthető.
Az alumínium szilárdságát jelentésen növelheti a lítiummal való ötvözés. Mivel az A1 a lítiumot korlátoltan oldja, az ilyen ötvözetek nemesíthetők. A Li növeli az alumínium rugalmassági modulusát, csökkenti a sűrűségét. Hidegen és melegen egyaránt jól alakítható, Al-Li-Cu-Mg-Zr ötvözet (Li = 1,7...28%) a jármű-, a repülőgépipar és az űrkutatás korszerű anyaga. Hegesztéséhez Li-ötvözésű hozaganyag szükséges.
Az öntészeti Al-ötvözetek A1-Si, Al-Mg vagy A1-Cu alapúak. Általában jól hegeszthetők, kivéve a nyomásos öntéssel készített ötvözeteket, amelyek a túltelített H2 kiválása miatt nem hegeszthetők (1.32. táblázat).
Az Al-Si ötvözet (9. . .12% Si + Mg, Cu) közel eutektikus, ezért jól önthető, A1Si 5 vagy A1Si12Fe hozaganyaggal jól hegeszthető. Vékony falú szerkezetekhez a még jól önthető, mesterségesen öregíthető 5% Si- és 1% Cu-tartalmú ötvözet használatos.
Az Al-Mg ötvözet (3...5% Mg+Si, Cu) igen jó korrózióálló, polírozható, anodizálható és forgácsolható. A Si miatt nemesíthető, hegesztésekor ügyelni kell a Mg kiégésére. Javasolható hozaganyag: AlMg 3 vagy A1Mg 5.
1.32. táblázat
Önthető alumíniumötvözetek (az MSZ 2679 alapján)

Ötvözetcsoport Ötvözetek Al-Si AlSi 12
AlSi 12(Cu) Al-Si-Cu AlSi 6 Cu
A1Si 6 Cu 2
AlSi 6 Cu 4
A1Si 6 Cu 4 Fe
A1Si 9 Cu 2
A1Si 9 Cu 3 Fe Al-Mg A1Mg 3
A1Mg 5
A1Mg 5 Si Al-Si-Mg A1Si 7 Mg
A1Si 10 Mg
A1Si 10 MgFe
A1Si 12 Mg Al-Si-Cu-Ni-Mg AlSi 10 Cu 2 NiMg
A1Si 12 CuNiMg
A1Si 18 CuNiMg
AISi 21 CuNiMg
Az Al-Cu ötvözet (4% Cu+Ti, Mg) nemesíthető, többnyire csak homokformába önthető, nagy szilárdságú ötvözet. A Cu-ötvözés miatt nem korrózióálló, a Cu rontja a hegeszthetőségét is. Hegesztéséhez az alapanyaggal megegyező összetételű hozaganyag
alkalmas.
1.6.4. A réz és ötvözeteinek hegeszthetősége
A réz lapközepes köbös kristályrácsú, jól alakítható, a vasnál nehezebb, 1083 °C-on olvadó fém. Igen jó elektromos és hővezető, hőtágulása az acélénak kétszerese, korrózióval szemben ellenálló (l. az 1.30. táblázatot). A nemesíthető réz fő ötvözői a Zn, Sn, Ni, Al, Mn, a nem nemesíthetőé a Be, Cr, Zr (1.38. ábra).

1.38. ábra. A réz ötvözői és ötvözetei
A színréz mind ömlesztő-, mind sajtolóeljárással jól hegeszthető. Hegesztésekor figyelembe kell venni, hogy:
• a színréz szilárdsága kicsi, nyúlása nagy, • jó hővezető, ezért nagyobb hőbevitelre, előmelegítésre van szükség, • az oxidtartalmú réz hidrogénfelvételekor ún. hidrogénbetegség lép fel, • a réz-oxiddal (Cu2O) a réz eutektikumot képez, és lehűléskor a szemcsehatárra kiválva csökkenti a szívósságot.
A színréz hegesztése előtt tudni kell, hogy dezoxidált-e vagy sem. Ha adott méretű próbatestet erősen redukáló oxigén-acetilén lánggal 750...850 °C-on (világos pirosan) kb. 10 percen át izzítanak, majd lehűlés után meghajlítják, akkor ha van benne oxid, úgy a felület felhólyagosodik, ill. hajlítás közben reped vagy törik.

A színréz gázhegesztéséhez folyósítószer szükséges; hozaganyaga foszfortartalmú, ezüsttel ötvözött CuAg 1 ötvözet. Semleges lánggal, balra hegesszük, 6 mm-nél vastagabb lemezt legalább 200 1/(h× mm) fajlagos lángerősséggel elő kell melegíteni. A hegesztés utáni hidegkalapálás a keménységet, a melegkalapálás a szívósságot javítja.
AWI-, ill. AFI-hegesztéssel oxidtartalmú réz is hegeszthető CuSn 1 vagy CuAg 1 hozaganyaggal. Előmelegítés 12 mm felett szükséges, 300...400 °C-on ill. többrétegű hegesztéskor 500...700 °C-on. Impulzusos eljárással az előmelegítési hőmérséklet csökkenthető.
Pont- és vonalhegesztéssel 2 mm vastagságú munkadarabok egyesíthetők.
A rézötvözetek hővezető képessége a színrézénél jóval kisebb. Mivel az ötvözők jelentős része dezoxidáló hatású, a rézötvözetek könnyebben hegeszthetők, nehezíti azonban a hegeszthetőséget, hogy néhány ötvözőelem (pl. Zn) kisebb hőmérsékleten párolog.
A sárgaréz 10...40% Zn-tartalmú rézötvözet, 37% Zn-tartalomig egyfázisú. A homogén sárgaréz kiválóan mélyhúzható. Mivel a Zn dezoxidáló ötvözőelem, nem kell tartani az oxigén káros hatásától, de hegesztéskor a Zn erős párolgása gondot okozhat, mivel a gőzei mérgezők. A Zn párolgása csökkenthető oxidáló láng beállításával, szilikáttartalmú folyósítószerrel, vékony oxid filmet képező ötvözők bevitelével.
A gáz-, ill. AWI- és AFI-hegesztéshez CuZn 40 (40% Zn tartalmú) hozaganyag szükséges. AWI-hegesztéshez egyenáramot, egyenes polaritást használunk, nagy Zn-tartalom esetén váltakozó áramot.
Az ónbronz 2...8% Sn-tartalmú rézötvözet (15,8% Sn-tartalomig egyfázisú). Mivel melegszilárdsága kicsi, hegesztéskor célszerű a munkadarabokat alátámasztani. Javasolt eljárás az AWI, ill. AFI, 6% Sn-tartalmú hozaganyaggal (öntvényekhez 12% Sn).
Az alumíniumbronz 5...11% Al-tartalmú rézötvözet, hegesztését nehezíti a nagy olvadáspontú A12O3 jelenléte.
Hegesztésekor nincs szükség előmelegítésre, hozaganyagnak 8% Al-tartalmú ötvözet alkalmas. Hegeszthető bevont elektródával vagy argon védőgáz alatt, 6...7 mm vastagságig AWI-, azon túl AFI-eljárással. Egyenáramú AWI-hegesztéshez folyósítószer kell, váltakozó áram esetén nem.
A nikkelbronz réz és nikkel ötvözete (Ni = 9...11% vagy 29...32%). Hegesztésekor porozitási, ill. melegrepedési veszély áll fenn, ami az alapanyaggal megegyező összetételű, de Ti- vagy Nb-tartalmú hozaganyaggal csökkenthető.
A szilíciumbronz a legfontosabb gyengén ötvözött rézötvözet, amelyben a 2...3% Si- és 1% Mn-ötvözés jelentősen növeli a réz szilárdságát anélkül, hogy befolyásolná a képlékenységét. Főként a vegyipar alkalmazza (hőcserélők, hűtőtechnika). 2,8...4,5% Si-tartalmú hozaganyaggal, védőgázas eljárással hegeszthető.
A nemesíthető rézötvözetek (berilliumbronz, Cu-Ni-Si, Cr Cu, Zr-Cu) szilárdsága hőkezeléssel és alakítással növelhető. Ilyen ötvözetekből készülnek pl. az ellenállás-hegesztőgépek elektródái.
1.6.5. Egyéb fémek és hegeszthetőségük
A nikkel és ötvözetei. A nikkel a vasnál nehezebb, kisebb olvadáspontú, lapközepes köbös rácsú fém. Kiváló korrózióállóságú, mechanikai tulajdonságait kis hőmérsékleten is megtartja, de szilárdsága 320 °C felett romlik (1. az 1.30. táblázatot).
A nikkel hegesztése során gondot kell fordítani a felületi tisztaságra, ajánlatos a gyököt védőgázzal védeni. Mivel a nikkel a nitrogént nem oldja, hegesztéséhez argongázon kívül nitrogén is használható. Hőtágulása nagyobb, mint az acélé, így könnyebben elhúzódhat, vetemedhet. Kisebb hővezetési együtthatója miatt csak kis hőbevitellel szabad hegeszteni. Hegesztéséhez el terjedt a bevont elektródás kézi ívhegesztés, az AWI- és AFI-eljárás. Ellenállás-hegesztéssel max. 3 mm anyagvastagság egyesíthető.
A nikkel fő ötvözőit és ötvözeteit az 1.39. ábra mutatja.

1.39. ábra. A nikkel ötvözői és ötvözetei
A Ni-Cu ötvözet (monel) 28...34% Cu-tartalmú, gyengén mágnesezhető ötvözet. Hegesztéséhez Ti-t és Al-ot tartalmazó, az alapanyaggal közel megegyező összetételű hozaganyag szükséges.
A Ni-Cr, Ni-Cr-Fe és a Ni-Cr-Fe-Mo ötvözeteket a nagy hőmérsékleten fellépő oxidációval szembeni ellenállóság jellemzi 1100 °C-ig. 20% Cr-tartalmú hozaganyaggal védőgázas eljárással jól hegeszthető.
A Ni-Mo, ill. a Ni-Mo-Cr ötvözet hegesztésekor szemcseközi korrózió veszélye állhat fenn. Intenzív hűtéssel, hőelvonással kell hegeszteni. Hozaganyagnak 28...30% Mo-tartalmú, vagy 15...16% Mo + Cr ötvözésű ötvözet alkalmas.
A titán és ötvözetei. A titán 882,5 °C-ig hexagonális kristály szerkezetű, felette térközepes köbös. Kiváló korrózióállóságát a felületén lévő vékony, stabil oxidréteg adja (1. az 1.30. táblázatot). A titán mind megömlött, mind szilárd (meleg) állapotában elnyeli a gázokat. Ez meghatározza a hegeszthetőségét is: a legnagyobb fokú tisztaság mellett, fokozott gázvédelemmel, semleges védőgázas eljárással, plazma- és elektronsugár-hegesztéssel, ill. ponthegesztéssel hegeszthető. A titán rossz hővezető és kicsi a hőtágulása, ezért csak kis hőbevitellel szabad hegeszteni, a dermedő varratot is védve a levegőtől. A hegesztéskor keletkező futtatási szín 25...35% HN03 + 0,5...5% HF + desztillált víz összetételű pácoldattal távolítható el.
A titán ötvözeteit fázisviszonyuk alapján osztályozzuk. Eszerint az ötvözet lehet
α -fázisú (Al, Sn, Zr), α + β -fázisú (Al, V, Mo, Cr), β -fázisú (V, Mo, Nb, Ta).

Ezek többsége hőkezelhető és jól hegeszthető védőgázas eljárással.
Irodalom az 1. fejezethez
Bargel-Schnlze: Werkstoffkunde. Düsseldorf, VDI-Verlag, 1988.
Boese-Werner-Wirtz: Das Verhalten der Stühle beun Schweissen, Teil II. Anwendung. Düsseldorf, DVS-Verlag, 1984.
Granjon, H.: Werkstoffkundliche Grundlagen des Schweissens. Düs seldorf, DVS-Verlag, 1993.
Richter, H.: Fügetechnik Schweisstechnik. Düsseldorf, DVS-Verlag, 1990.
Seidel, W : Werkstofftechnik. München, Hanser-Verlag, 1990.