Thermal Properties of Al/β-SiC Composite Fabricated by Spark Plasma Sintering (SPS)
10
Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org doi: 10.14355/me.2014.0302.01 59 Thermal Properties of Al/β-SiC Composite Fabricated by Spark Plasma Sintering (SPS) Kiyoshi Mizuuchi 1 , Kanryu Inoue 2 , Yasuyuki Agari 1 , Masakazu Kawahara 3 , Yukio Makino 4 , Mikio Ito 5 1 Materials Science and Processing, Osaka Municipal Technical Research Institute 2 Materials Science & Engineering, University of Washington 3 Fuji Electronic Industrial Co., Ltd. 4 Solid State Chemistry and Physics, Division of Chemistry, Graduate School of Science, Kyoto University 5 Center for Atomic and Molecular Technologies, Graduate School of Engineering, Osaka University 1, 3-5 Japan, 2 USA *1 [email protected]; 2 [email protected]; 4 [email protected]; 5 [email protected] Abstract β-SiC-particle-dispersed-aluminum (Al) matrix composite was fabricated in solid-liquid co-existent state by spark plasma sintering (SPS) process from the mixture of β-SiC powders, Al powders and Al-5mass% Si powders. The microstructures and thermal conductivities of the composite fabricated were examined. This composite was all well consolidated by sintering at a temperature range between 798 and 876 K for 1.56 ks during SPS process. No reaction at the interface between the β-SiC particle and the Al matrix was observed by scanning electron microscopy for the composite fabricated under the sintering conditions. The relative packing density of the Al-matrix composite with dispersed β-SiC particles was higher than 99% in a volume fraction range of SiC between 40 and 50 %. Thermal conductivity of the composite was higher than 200 W/mK in a β-SiC volume fraction range between 40 and 50 vol.%. The highest thermal conductivity was obtained for Al-45 vol.%β- SiC composite and it is 216 W/mK. The coefficient of thermal expansion of the composite is (14~16)×10 −6 /K and falls in the upper line of Kerner’s model. This indicates strong bonding between the β-SiC particle and the Al matrix in the composite.text. Keywords Metal-matrix Composites (MMCs); Particle-reinforcement; Thermal Properties; Sintering; Silicon Carbide; Aluminum Introduction High-performance thermal management materials should have high thermal conductivities [1, 2] and low coefficients of thermal expansion (CTEs) for maximiz- ing heat dissipation and minimizing thermal stress and warping, which are critical issues in packaging of microprocessors, power semiconductors, high-power laser diodes, light-emitting diodes (LEDs), and micro-electro-mechanical systems (MEMs) [3-6]. Packaging base materials are well known Cu-W [7], AlN [8], BeO [9] and Al-matrix composites containing dispersed silicon carbide (SiC) particles [10]. Among these materials, particularly, these Al-matrix composites have received the most attention as potential candidates for a variety of uses in advanced electronic packaging. They are currently competing against established materials such as Cu/W or Cu/Mo in electronic packaging industries [11]. High thermal conductive Al-matrix composites containing α-SiC particles have been reported by several research groups (Chu et. al [12-14], Molina et. al [15] and Yang et. al. [16]). However, no high thermal conductive Al-matrix composites containing β-SiC particles have been reported. β-SiC has better material properties as compared with α-SiC; that is, β-SiC has a low density (3.21 Mg/m 3 ) at room temperature, a low CTE (3.8×10 −6 /K) lower than that (4.5×10 -6 ) of sintered α-SiC) [17] at room temperature and a relatively high thermal conductivity (150~200 W/mK) [18]. Hence, β- SiC particles recently have received much attention as a promising reinforcement component for Al-matrix composites [19]. To fabricate high-performance thermal management materials with ultra-high thermal conductivities and low CTEs, we have recently initiated a series of investigations to fabricate diamond-particle-dispersed metal-matrix composites [20-22]. In our studies, to remove drawbacks in structural uniformity and to improve interfacial reaction and residual pores in the composites, spark plasma sintering (SPS) [14, 23-26] was used as a processing technique in place of metal infiltration techniques and a new processing technique during SPS was developed [21, 22]. In our previous work, α-SiC-particle-dispersed Al-matrix composites were fabricated in continuous solid-liquid co-existent state during SPS, and the high relative packing density
-
Upload
shirley-wang -
Category
Documents
-
view
217 -
download
4
description
http://www.me-journal.org/paperInfo.aspx?ID=13046 β-SiC-particle-dispersed-aluminum (Al) matrix composite was fabricated in solid-liquid co-existent state by spark plasma sintering (SPS) process from the mixture of β-SiC powders, Al powders and Al-5mass% Si powders. The microstructures and thermal conductivities of the composite fabricated were examined. This composite was all well consolidated by sintering at a temperature range between 798 and 876 K for 1.56 ks during SPS process. No reaction at the interface between the β-SiC particle and the Al matrix was observed by scanning electron microscopy for the composite fabricated under the sintering conditions. The relative packing density of the Al-matrix composite with dispersed β-SiC particles was higher than 99% in a volume fraction range of SiC between 40 and 50 %. Thermal conductivity of the composite was higher than 200 W/mK in a β-SiC volume fraction range between 40 and 50 vol.%. The highest thermal conductivity was obtai
Transcript of Thermal Properties of Al/β-SiC Composite Fabricated by Spark Plasma Sintering (SPS)

Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org doi: 10.14355/me.2014.0302.01
59
Thermal Properties of Al/β-SiC Composite Fabricated by Spark Plasma Sintering (SPS) Kiyoshi Mizuuchi1, Kanryu Inoue2, Yasuyuki Agari1, Masakazu Kawahara3, Yukio Makino4, Mikio Ito5 1Materials Science and Processing, Osaka Municipal Technical Research Institute 2Materials Science & Engineering, University of Washington 3Fuji Electronic Industrial Co., Ltd. 4Solid State Chemistry and Physics, Division of Chemistry, Graduate School of Science, Kyoto University 5Center for Atomic and Molecular Technologies, Graduate School of Engineering, Osaka University 1, 3-5Japan, 2USA *[email protected]; [email protected]; [email protected]; [email protected] Abstract
β-SiC-particle-dispersed-aluminum (Al) matrix composite was fabricated in solid-liquid co-existent state by spark plasma sintering (SPS) process from the mixture of β-SiC powders, Al powders and Al-5mass% Si powders. The microstructures and thermal conductivities of the composite fabricated were examined. This composite was all well consolidated by sintering at a temperature range between 798 and 876 K for 1.56 ks during SPS process. No reaction at the interface between the β-SiC particle and the Al matrix was observed by scanning electron microscopy for the composite fabricated under the sintering conditions. The relative packing density of the Al-matrix composite with dispersed β-SiC particles was higher than 99% in a volume fraction range of SiC between 40 and 50 %. Thermal conductivity of the composite was higher than 200 W/mK in a β-SiC volume fraction range between 40 and 50 vol.%. The highest thermal conductivity was obtained for Al-45 vol.%β-SiC composite and it is 216 W/mK. The coefficient of thermal expansion of the composite is (14~16)×10−6 /K and falls in the upper line of Kerner’s model. This indicates strong bonding between the β-SiC particle and the Al matrix in the composite.text.
Keywords
Metal-matrix Composites (MMCs); Particle-reinforcement; Thermal Properties; Sintering; Silicon Carbide; Aluminum
Introduction
High-performance thermal management materials should have high thermal conductivities [1, 2] and low coefficients of thermal expansion (CTEs) for maximiz-ing heat dissipation and minimizing thermal stress and warping, which are critical issues in packaging of microprocessors, power semiconductors,
high-power laser diodes, light-emitting diodes (LEDs), and micro-electro-mechanical systems (MEMs) [3-6]. Packaging base materials are well known Cu-W [7],
AlN [8], BeO [9] and Al-matrix composites containing dispersed silicon carbide (SiC) particles [10]. Among these materials, particularly, these Al-matrix composites have received the most attention as potential candidates for a variety of uses in advanced electronic packaging. They are currently competing against established materials such as Cu/W or Cu/Mo in electronic packaging industries [11].
High thermal conductive Al-matrix composites containing α-SiC particles have been reported by several research groups (Chu et. al [12-14], Molina et. al [15] and Yang et. al. [16]). However, no high thermal conductive Al-matrix composites containing β-SiC particles have been reported. β-SiC has better material properties as compared with α-SiC; that is, β-SiC has a low density (3.21 Mg/m3) at room temperature, a low CTE (3.8×10−6 /K) lower than that (4.5×10-6) of sintered α-SiC) [17] at room temperature and a relatively high thermal conductivity (150~200 W/mK) [18]. Hence, β-SiC particles recently have received much attention as a promising reinforcement component for Al-matrix composites [19].
To fabricate high-performance thermal management materials with ultra-high thermal conductivities and low CTEs, we have recently initiated a series of investigations to fabricate diamond-particle-dispersed metal-matrix composites [20-22]. In our studies, to remove drawbacks in structural uniformity and to improve interfacial reaction and residual pores in the composites, spark plasma sintering (SPS) [14, 23-26] was used as a processing technique in place of metal infiltration techniques and a new processing technique during SPS was developed [21, 22]. In our previous work, α-SiC-particle-dispersed Al-matrix composites were fabricated in continuous solid-liquid co-existent state during SPS, and the high relative packing density

www.me-journal.org Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
60
was obtained along with strong bonding between the Al matrix and the α-SiC particles. A thermal conductivity of 252 W/mK was obtained at an α-SiC volume fraction of 50 vol.% [27].
In the present work, Al-matrix composite containing dispersed β-SiC particles was fabricated by a SPS process of continuous solid-liquid co-existent state. That is, the powder mixture of β-SiC, pure-Al and Al-Si alloy was used for SPS processing and processing temperatures employed were lower than the melting point of Al. SPS processing parameters were optimized to fabricate high thermal conductive Al-matrix composite containing β-SiC particles. Thermal properties and packing density were investigated for the Al-matrix composite fabricated and they are reported herein along with microstructural observations by scanning electron microscopy.
Experimental Procedure
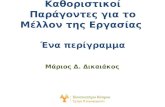
According to three-dimensional Euclidean space, the maximum volume fraction of filler particles in Al-matrix composite can ideally be 74 vol.% without cavities or voids if filler particles are spherical and of mono size. Due to some experimental constraints, empirically, Al-matrix composites are commonly produced with around 50 vol.% of fillers when roughly mono-sized filler particles are used. In the present study, β-SiC particles (GMF-CVD, mean particle diameter being about 594μm, provided by Pacific Rundum Co., Ltd.) was employed as a filler material and the thermal conductivity (λ) of the β-SiC particle provided by the manufacturer is about 280 W/mK. As a matrix material, two kinds of metallic powders, Mitsuwa-made 99.9 % purity pure Al powder (150 mesh) and Hikari Material-made Al-5mass%Si alloy powder (about 70μm in diameter), were prepared. Scanning electron micrographs of β-SiC, pure Al and Al-5mass%Si alloy particles used in the present study are shown in Fig. 1. As seen, the particle shapes of the β-SiC, pure Al and Al-5mass%Si alloy powders provided by the manufacturers are flat octahedron-like, teardrop-like and spherical, respectively.
FIG. 1 SEM MICROGRAPHA OF AS-RECEIVED (a)β-SiC, (b)PURE
Al AND (c)Al-5MASS%Si POWDERS, SHOWING THE MORPHOROGY OF THE POWDERS
Al-Si alloy powder used in the present study is significant because it creates a solid-liquid co-existent
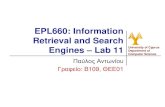
state during SPS processing. We have developed new and unique techniques to fabricate metal-matrix composites containing with/without dispersed filler particles using SPS process [22]. In the developed techniques, SPS processing is carried out for continuous solid-liquid co-existent state of the metal powder mixtures [22]. Al-5mass% Si alloy powder is known to have a low thermal conductivity of 150 W/mK [18]. Hence, to avoid large drops in the thermal conductivity of a matrix material, used in the present study was an Al-based powder mixture composed of 90 vol.% of pure Al powder and 10 vol.% of Al-5mass% Si alloy powder. This Al-based powder mixture and β-SiC particles were mixed together to make various volume fractions of β-SiC particles in the mixture, and those powder mixtures were used as starting materials for the fabrication of Al-matrix composite. The SPS unit used was Model SPS DR. SINTER 1020, composed of an electric power source and a pressure system. Fabrication of composites was performed after powder mixtures were placed in a die-set made of Co/WC composite. A side view of our custom-made cylindrical Co/W composite die-set used in the present study is depicted schematically in Fig. 2.
K - T ype thermocouple
Pressure
Pulsed current
WC/Co die WC/Co die
WC/Co punch
W C/Co punch
SiC particle
SiC particle dispersed Al matrix
composite
Al particle
Al alloy particle
K - T ype thermocouple
Pressure
β-SiC
β-SiC particle
β-SiC
FIG. 2 PROCESSING OF β-SiC PARTICLE DISPERSED Al
MATRIX COMPOSITES BY SPARK PLASMA SINTERING. :β-SiC PARTICLE, 〇 :Al PARTICLE, ● :Al ALLOY PARTICLE.
(a) (b) (c)

Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org
61
To make one disk-shaped composite specimen with gauge dimensions of 2 mm thick and 10 mm in diameter, about 0.5 g of the powder mixture of β-SiC, Al and Al-Si alloy was prepared and such a powder mixture was placed carefully in the above described custom-made die-set, and then consolidation was carried out. The gauge dimensions of the Co/WC composite die used in the present study are 35 mm in outside diameter, 10 mm in inside diameter and 40 mm hight. During SPS processing, the die temperature was measured by a thermo-couple that was placed in a position 5 mm distant from the inside of the die where a thermo-couple hole was created on the outside surface of the die. The dimensions of the hole were 2 mm in diameter and 7.5 mm depth.
The SPS process employed is described as follows. First of all, the lower punch was inserted into the die from its one end, followed by pouring 0.5 g of a powder mixture containing β-SiC particles. Then, the upper punch was placed onto the powder mixture, which was pressed at a pressure of 80 MPa through the upper and lower punches, and then spark plasma sintering was performed after evacuation to a vacuum of 2 Pa. Sintering was then carried out at a heating rate of 0.83 K/s in a temperature range between R.T. and 798 K. After reaching 798 K, further sintering was carried out at a low heating rate of 0.05 K/s in a temperature range between 798 K and 876 K. When the temperature reached 876K, pulsed current was shut off and the pressure was immediately increased to 300 MPa, and then the mixed powder was kept for 0.18 ks at 876K, followed by furnace cooling. To visualize changes in the relative packing density of the Al-matrix composite containing β-SiC particles during the SPS process, longitudinal displacements between the punches were monitored as a function of time and die temperature. The discharged pulsed current used was about 240 A and sparking was generated at a constant separation of time of approximately 2.78×10-3s.
Al-matrix composite disks containing SiC thus fabricated were examined by scanning electron microscopy using a JEOL JSM 6460 LA microscope. Some disks were gold-coated and their thermal diffusivities were measured by a laser flash technique using an ULVAC-RIKO TC7000 thermal constants analyzer. The achieved packing density of the disks was measured in Archimedes method for optimizing process parameters and for calculation of thermal conductivities. Coefficients of the thermal expansion (CTEs) of the composite were investigated on column-shaped specimens, 5 mm in diameter and 15 mm
length, fabricated from the powder mixture of β-SiC, Al and Al-5mass%Si alloy by SPS under a similar processing condition mentioned above. The thermal expansion of the composite was measured with a Rigaku TMA8310 dilatometer in a N2 flowing atmosphere with a heating ratio of 3 K/min in a temperature range between 243 and 483 K. The CTEs at room temperature were determined from the slope of the thermal expansion-temperature curve in a temperature range between 288 and 298 K.
Results and Discussion
Densification of Composites During Fabrication by SPS
FIG. 3 CHANGES IN THE RELATIVE PACKING DENSITY AND
IN THE TEMPERATURE OF Al-MATRIX COMPOSITE CONTAINING DISPERSED β-SiC POWDER PARTICLES DURIBG SPARK PLASMA SINTERING AS A FUNCTION OF SINTERING
TIME< ALONG WITH TH PRESSURE APPLIED TO THE COMPOSITE.
The relative packing density of the composite and the change in die temperature were investigated as a function of sintering time for various volume fractions of SiC. Some results for the packing density obtained for Al-50 vol.%β-SiC composite were depicted in Fig. 3. As seen in the figure, the packing density is naturally low and about 60 % prior to SPS and remains unchanged until sintering time becomes 40 sec, where temperature reaches about 350K. The packing density then increases abruptly with increasing sintering time when the die temperature becomes about 470 K, reaching a peak with further sintering, and then gradually levels off with further sintering. It should be mentioned that when the die temperature reaches about 798 K, the packing density all of sudden increases by about 2 %, as marked by a dotted circle in Fig. 3. At temperatures above 798 K, the packing density gradually increases with further sintering in a

www.me-journal.org Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
62
temperature range between 798 and 876 K at a low heating ratio of 0.05 K/s. When pulsed current is shut off at 876 K, the relative packing density of the composite suddenly increases due to the increase of pressure from 80 to 300 MPa and it reaches higher than 99 % the theoretical packing density
The sudden increase in relative packing density at 798 K as mentioned above is considered to be caused by the melting of Al-Si alloy particles during SPS processing. That is, consolidation of Al-matrix composite containing dispersed β-SiC particles is processed when the solid and liquid phases of the mixed powders exist together during SPS processing. It should be noted that such solid–liquid co-existent state during SPS consolidation is very effective not only for rapid densification of the composite but also for producing strong bonding between the β-SiC particle and the Al matrix. On the other hand, the gradual increase observed in relative packing density for the composite fabricated in a temperature range between 798 and 876 K indicates that the solid-liquid co-existent state does not terminate at about 800 K but continuously exists in a temperature range between 798 and 876 K during SPS processing. Through the sintering stage in a temperature range between 798 and 876 K, pores present in the green powder mixture are filled continuously with molten Al-Si alloy.
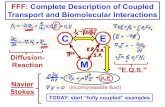
Consolidation of the powder mixture with solid-liquid co-existent phases during SPS process can be explained by taking microstructural changes into consideration, which is described here.
FIG. 4 PATIAL PHASE DIAGRAM OF BINARY Al-Si ALLOY.
ARROWS INDICATE CHANGES IN TEMPERATURE AND IN ALLOY COMPOSITION OF Al-Si ALLOY POWDER DURING
SPARK PLASMA SINTERING. (a) TO (f) IN FIG. 4 CORRESPOND TO FIG 5 (a) TO (f)
Shown in Fig. 4 is a partial phase diagram of Al-Si alloy, which is relevant to Al-5mass% Si alloy used in the present study. In this figure, arrows indicate
changes both in temperature and in the alloy composition for Al-5mass% Si alloy powder during SPS. As seen in the figure, microstructural changes of the powder mixture consisting of β-SiC, Al and Al-5Si alloy particles are expected to occur when temperature is changed during SPS. That is, when the temperature of the powder mixture is low after placing it in the die set of the SPS unit, compared to the eutectic point (Teu) of Al-Si alloy, the powder mixture consists only of solidus particles with pores, whose microstructure is schematically drawn in Fig. 5(a). When temperature increases and reaches the eutectic point, Teu, of the Al-5mass% Si, partial melting starts to occur in the Al-5mass% Si alloy powder, and the molten alloy immediately starts to infiltrate into pores between SiC particles and Al particles. This results in filling up pores formed in the powder mixture prior to SPS processing, Fig. 5(b). The molten Al-Si alloy is then alloyed with pure Al particles as soon as it comes to contact with the pure Al particles, resulting in solidification of the molten alloy in a very short time, Fig. 5(c). Such melting and solidification of Al-Si alloy, we believe, occurs continuously during SPS through-out a slow heating stage in a temperature range between 798 and 876 K. This leads to filling up almost all the pores in the powder mixture, Fig. 5(d-e). The location of molten areas in the Al matrix is believed to change every moment with increasing die temperature during the slow heating stage, resulting in high packing density of the composite when sintering is finished. That is, at a slow heating stage, richest portions of Si in the Al matrix at each temperature start to melt down and solidify immediately with pure Al, and Si atoms diffuse into the Al matrix by the above-described phenomena of melting and alloying. As a result, the matrix becomes almost single phase of Al-0.5mass%Si alloy when the powder temperature reaches the solidus temperature (Ts) of Al-0.5mass% Si alloy (Fig. 5(f)).
In the present study, the pressure applied to the powder mixture was increased from 80 to 300 MPa as soon as the powder temperature reached 876 K. This pressure increase at the final stage of the consolidation is associated with increase in the relative packing density of the powder mixture. Similar results were also obtained by Sueyoshi et. al. [28], who reported two-stage-pressing that was effective in increasing the packing density of Fe-matrix composites containing ceramics powders. That is, the application of high pressures is effective in increasing the packing density of the composite only after pores are well filled with molten alloy by low pressures. However, high

Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org
63
pressure applied to the powder mixture at an initial stage during consolidation, on the other hand, disturbs molten alloy to infiltrate into openings between filler particles.
: Al-5mass%Si alloy particle : β-SiC particle
(a)T<Te (b)Te<T<Ts
(c)Te<T<Ts (d)Te<T<Ts
(e)Te<T<Ts (f)T=Ts
Te: Eutectic point of Al-Si alloy. Ts: Solidus point of Al-0.5%Si alloy
: Pure Al particle : Al-Si alloy matrix
FIG. 5 CHNGES IN THE MICROSTRUCTURE OF THE POWDER MIXTURE COMPOSED OF β-SiC, Al AND Al-5MASS%Si ALLOY
PARTICLES WITH TEMPERATURE DURING CONSOLIDATION BY SPS.
Relative Packing Density of Composites Fabricated by SPS
The relative packing density of the SiC-particle-dispersed Al-matrix composite with various volume fractions was measured by Archimedes method and the measured values are plotted against a function of β-SiC volume fractions, as shown in Fig. 6. As seen, the packing density of the composite was almost 100 % the theoretical value for Al-matrix composite containing β-SiC at volume fractions of β-SiC lower than 45 %. The packing density, however, decreases in a monotonic manner with increasing the volume fraction of SiC between 45 and 55 % and becomes close to 98.7 % at 60vol.% β-SiC. It should be noted that the relative packing density of Al-matrix composite containing β-SiC particles is almost 100 % at volume
fractions of β-SiC lower than 45 %, and this packing density obtained in the present study is higher than that of Al-matrix composites containing diamond composites in our previous work [22]. Since similar SPS process was used in both cases, the higher packing density observed in the present work would be related to both a higher pressure (300 MPa) applied and a wider particle distribution of β-SiC powder used in the present study.
96
97
98
99
100
30 35 40 45 50 55 60R
elat
ive
pack
ing
dens
ity, D
r(%)
Volume fraction of SiC, Vf(%) FIG. 6 CHANGES IN RELATIVE PACKING DENSITY OF Al-MATRIX COMPOSITE WITH DISPERSEDβ-SiC PARTICLES
FABRICATED BY SPARK PLASMA SINTERING AS A FUNCTION OF THE VOLUME FRACTION OFβ-SiC IN THE COMPOSITE.
FIG. 7 SEM MICROGRAPH TAKEN FROM Al-MATRIX
COMPOSITE CONTAINING 45 VOL.% β-SiC FABRICATED BY SPARK PLASMA SINTERING. DARK-GRAY AREAS ARE SIC
AND BRIGHT GREY AREAS ARE THE AL MATRIX..
Microstructure
The mixtures of powders composed of pure Al, Al-5mass%Si alloy and β-SiC were compacted, consoli-dated and sintered in order to fabricate β-SiC-particle-dispersed Al-matrix composite by SPS process. The microstructure of as-sintered composite specimens containing various volume fractions of β-SiC was investigated by scanning electron microscopy. Figure 7 is a scanning electron micrograph taken from a cross section of Al-45 vol.% β-SiC composite consolidated

www.me-journal.org Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
64
and solidified in continuous solid-liquid co-existent state during SPS. As seen in Fig. 7, β-SiC particles (dark grey) are dispersed in Al matrix (light grey) and there are almost no porosities or cavities on the interfacial boundary between the β-SiC particle and the Al matrix. No porosities or cavities in the interfacial boundary are considered related to effective densification and consolidation of the powder mixtures in their continuous solid-liquid co-existent state during SPS.
No aluminum carbide Al4C3 in the composite were observed by scanning electron microscopy in Fig. 7. No carbide formation may be related to a short time of period of contact between β-SiC powder particles and molten Al alloy during SPS. To get more insights into carbide formation, if any, between molten Al and β-SiC powder, X-ray diffraction experiments were carried out for the Al-matrix composite containing 45 vol.% β-SiC and the result is shown in Fig. 8. As seen, no diffraction peaks showing Al4C3 phase was observed and diffraction peaks observed were all identified as Al, SiC (3C) and SiC (15R). It is considered that any new phases formed, if any, in the interface between the metal matrix and its dispersed particles during the fabrication process of composites would decrease the thermal properties of the composites even if the amount of such new phases is small. To clarify this aspect, detailed microstructure investigations are currently underway by means of transmission electron microscopy.
20 40 60 80 100
Intensity
2θ
Al/β-SiC
○:Al●:SiC(3C)▲:SiC(15R)
FIG. 8 X-RAY DIFFRACTION PATTERN TAKEN FROM Al-
MATRIX COMPOSITE CONTAINING 45 VOL.% β-SiC FABRICATED BY SPS, SHOWING Al, SiC(3C) AND SiC(15R)
PHASES.
Thermal Conductivity
The thermal conductivity of Al-matrix composite containing β-SiC particles fabricated by SPS was measured and the results obtained were plotted in
Fig.9 as a function of the volume fraction of β-SiC. The thermal conductivity of Al-matrix composite containing 40 vol.% of β-SiC is 203 W/mK, slightly lower than that of pure Al (210 W/mK). With the increasing volume fraction of β-SiC, the thermal conductivity increases and reaches a maximum of 216 W/mK at a volume fraction of β-SiC being 45 vol.%. Then, it decreases with the increasing volume fraction of SiC, falling to 164 W/mK at a volume fraction of β-SiC being 55. The maximum thermal conductivity of the Al-matrix composite containing β-SiC attained is 216 W/mK at 45 vol.% β-SiC, which indicates that the fabrication principle developed in the present study is a good technique. Taking into account both the thermal conductivity (Fig. 9) and the relative packing density (Fig. 6) as a function of the volume fraction of β-SiC, it was found that the thermal conductivity of Al-matrix composite containing dispersed β-SiC particles is very sensitive to the relative packing density of the composite. This result clearly indicates that achieving the packing density higher than 99 % is very important to make high thermal conductive Al-matrix composites containing β-SiC particles. Similar results were also obtained in our previous studies for Cu-matrix composites containing diamond particles [20] and Al-matrix composites containing diamond particles [21, 22], both of which were fabricated by SPS.
Thermal conductivity has been studied and evaluated for various materials including metal-matrix composites [29-31], polymer composites [32], ceramics [33, 34] and foods, and Hasselman-Johnson equation (1) [35] is widely used for evaluation and it is shown as follows,
2( 1) 2 2
(1 ) 2 2
− − + + + = − + + + +
a d d dd
m c m cm
d d d dd
m c m c
k k k kVk ah k ah
k kk k k kVk ah k ah
(1)
where k is the thermal conductivity of the composite in question, kd the thermal conductivity of the dispersions (in the present case, 280W/mK for β-SiC), km the thermal conductivity of the matrix (in this case aluminum, 210W/mK), Vd the volume fraction of dispersions, “a” the radius of the dispersions (in the present case, 594μm for β-SiC) and hc the boundary conductance.
The boundary conductance hc for the composite fabricated in the present work was calculated using equation (1) and the obtained values were 1.97~3.18×107 W/m2K in a volume fraction range of β-SiC between 40% and 50%. If the perfect bonding is assumed between the β-SiC particle and the Al matrix

Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org
65
in the composite, the hc value becomes ∞ and then equation (1) becomes simplified to be Maxwell-Eucken equation (2), proposed by Eucken [36].
2( 1) 2
(1 ) 2
− + + = × − + +
a da
m mm
d da
m m
k kVk k
k kk kVk k
(2)
In the present study, equation (2) is also applied to evaluate the effect of consolidation on the thermal conductivity for Al-matrix composite, containing β-SiC particles, fabricated by SPS process.
FIG. 9 EXPERIMENTAL MEASUREMENTS AND THEORETICAL VALUES OF THE THERMAL CONDUCTIVITY DEPENDENCE ON THE VOLUME FRACTION OF β-SiC FOR β-SiC-PARTICLE-
DISPERSED Al-MATRIX COMPOSITE. SOLID LINES ARE VARIOUS PERCENTAGES OF THE THEORETICAL VALUES
CALCULATED FROM MAXWELL-EUCKEN EQUATION.
Depicted in Fig. 9 are theoretically calculated values of the thermal conductivity for the β-SiC-dispersed Al-matrix composite using the Maxwell-Eucken equation, where various percentages of thermal conductivity are considered for prediction as opposed to 100% theoretical values. At 40, 45 and 50 vol.% of the volume fraction of β-SiC, the thermal conductivity of Al-matrix composite containing β-SiC particles in the present study was 203, 216 and 210 W/mK, respectively. As seen in Fig. 9, these experimental values fell in 85~90% the theoretical value calculated using Maxwell-Eucken equation. It should be emphasized that this result indicates not only strong bonding between the β-SiC particle and the Al matrix but also small or negligible damages in the surface region of the β-SiC particles, which are created during consolidation in continuous solid-liquid co-existent
state in SPS processing.
Coefficients of Thermal Expansion
Turner [37] and Kerner [38] have proposed models to theoretically calculate coefficients of the thermal expansion (CTEs) of composites. Kerner model takes account of shear effects at the boundaries between particles and the matrix, whereas Turner model takes no account of such effects. Consequently, Kerner model has widely been accepted for theoretical evaluations of the CTEs of composites [39]. Hence, we also utilized Kerner model to evaluate the CTEs of the composite fabricated in this study. Kerner model is expressed by equation (3), shown as follows,
( )(3 4 )
= +
−+ − ×
+ +
c m m d d
d md m d m
m m d d d m m
a a V a VK K
V V a aV K V K K K G
(3)
where αc is the CTE of the composite, αd the CTE of the dispersions (3.8×10-6 /K for β-SiC), αm the CTE of the matrix (24.0×10-6 /K for Al), Vd the volume fraction of the dispersions in the composite, Vm the volume fraction of the matrix in the composite, Kd the bulk modulus of the dispersions (2.1×1011 Pa for β-SiC), Km the bulk modulus of the matrix (7.6×1010 Pa for Al) and Gm the shear modulus of the matrix (2.6×1010 Pa for Al and 1.8×1011 Pa for β-SiC) [18].
0
5
10
15
20
25
0 20 40 60 80 100
Coee
ficie
nt o
f the
rmal
exp
ansi
on, α/(K
-1×1
0-6 )
Volume fraction of β-SiC, Vf(%)
Turner line
Kerner lower line
Kerner upper line
Experimental
FIG. 10 COMPARISONS OF COEFFICIENTS OF THE THERMAL EXPANSION PREDICTED THEORETICALLY USING KERNER
MODEL FOR Al-MATRIX AND SiC-MATRIX COMPOSITE AND THOSE MEASURED EXPERIMENTALLY FOR Al-MATRIX
COMPOSITE CONTAINING 45 AND 52 VOL.% β-SiC PARTICLES. KERMER’S UPPER LINE IS OBTAINED BY CONSIDERING INTO
ACCOUNT THE Al MATRIX AS THE MATRIX OF THE COMPOSITE, WHEREAS ITS LOWER LINE IS FOR THE SiC
DISPERSIONS AS THE MATRIX. FOR COMPARISON, A CURVE OBTAINED THEORETICALLY USING TURNER MODEL IS ALSO

www.me-journal.org Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
66
DEPICTED. Experimentally obtained CTEs for the β-SiC-particle-dispersed Al-matrix composite were compared with the relevant ones theoretically predicted, and the results are illustrated in Fig. 9. Shown in this figure are the two lines obtained, where the role of the matrix and that of the dispersions in Kerner model were reversed. As seen, CTEs obtained experimentally for the composite fall in the upper line of Kerner model. This is a good indication in that the β-SiC particles have strongly bonded with the Al matrix in the composite fabricated by SPS. The CTEs of Al-matrix composite with β-SiC obtained in the present study are 14.3 and 12.5×10-6 /K at 42.8 and 51.9 vol.% SiC, respectively. Considering into account 4~8×10-6 /K of the CTEs for some packaging base materials currently in use, such as, Cu-W, Al-matrix composites with SiC particles and BeO [9], it is necessary to add more β-SiC particles to Al-matrix composites if they are used as heat spreaders. In other words, Al-matrix composites containing β-SiC higher than 80 vol.% would be more preferable in applications.
Summary
Aluminum-matrix composite containing dispersed silicon carbide particles was fabricated in a unique fabrication method where continuous solid-liquid co-existent state of the powder mixture of β-SiC, pure Al and Al-5mass%Si alloy was designed to use in spark plasma sintering process. The composite was well consolidated by heating in a temperature range between 798 K and 876 K for 1.56 ks. Scanning electron microscopy detected no reaction at the interface between the β-SiC particle and the Al matrix. The relative packing density of the Al-matrix composite with β-SiC was higher than 99 % in a volume fraction range of β-SiC between 40 % and 50%. The thermal conductivity of the Al-matrix composite with β-SiC increased with increasing β-SiC content in the composite at a fraction range of β-SiC between 40 and 45 vol. %. The highest thermal conductivity of 216 W/mK was obtained for the composite containing 45 vol.% of β-SiC. The coefficient of the thermal expansion of the composite was (14~16)×10−6 /K and it falls in the upper line of Kerner’s model, indicating strong bonding between the β-SiC particle and the Al matrix in the composite.
REFERENCES
[1] Yoshida K, Morigami H. Thermal properties of
diamond/copper composite material. Microelectronics
Reliability. 2004;44:303-8.
[2] Falat T, Wymyslowski A, Kolbe J, Jansen KMB, Ernst
L. Influence of matrix viscoelastic properties on
thermal conductivity of TCA–Numerical approach.
Microelectronics Reliability. 2007;47:1989-96.
[3] Kubo D, Mori T, Oikawa T, Uchida H, Nishi Y.
Influences of operated temperature on bending strain on
cyclic motion of La-Ni alloy thin film driven by
hydrogenation. J. Jpn. Inst. Metals, 2008;72:515-9.
[4] Suenaga R, Shimasaki T, Kubo D, Kanda M, Nakano R,
Matsumura Y, Nishi Y. Giant magnetostriction of Fe3.2Tb
alloy film deposited on polyurethane rubber substrate. J.
Jpn. Inst. Metals, 2008;72:510-4.
[5] Chung DT. Development of new actuators for flapping
wing flight. Mater. Sci. Forum, 2007; 539-543:36-41.
[6] Asanuma H. Formation of sensitive phases in metal and
polymer based structural materials for health monitoring.
Struct. Health Monit. 2003;2:169-77.
[7] Lorentzen T, Clarke AP, Poulsen HF, Garbe S, Graafsma
H. Local strain contours around inclusions in wire-
drawn Cu/W composites. Compos. Part A: Appl. Sci.
Manuf. 1997;28: 667-4.
[8] Vicens J, Chédru M, Chermant JL. New Al–AlN
composites fabricated by squeeze casting: interfacial
phenomena. Compos. Part A: Appl. Sci. Manuf. 2002; 33:
1421-23.
[9] Li DS, Garmestani H, Schwartz J. Modeling thermal
conductivity in UO2 with BeO additions as a function of
microstructure. J. Nucl. Mater. 2009;392:22–27.
[10]Prieto R, Molina JM, Narciso J, Louis E. Thermal
conductivity of graphite flakes–SiC particles/metal
composites. Compos. Part A: Appl. Sci. Manuf. 2011;42:
1970-77.
[11]Zweben C. Advanced electronic packaging materials.
Adv. Mater. Process. 2005;163:33–7.
[12]Chu K, Jia CC, Liang XB, Chen H, Guo H, Yin FZ.
Experimental and modeling study of the thermal
conductivity of SiCp/Al composites with bimodal size
distribution. J. Mater. Sci. 2009;44:4370–8.
[13]Chu K, Jia CC, Liang XB, Chen H, Guo H. The thermal
conductivity of pressure infiltrated SiCp/Al composites
with various size distributions: experimental study and

Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014 www.me-journal.org
67
modeling. J Mater. Des. 2009;30:3497–503.
[14]Chu K, Jia C, Tian W, Hui XL, Guo CH. Thermal
conductivity of spark plasma sintering consolidated
SiCp/Al composites containing pores (Numerical study
and experimental validation). Compos. Part A: Appl. Sci.
Manuf. 2010;41:161-7.
[15]Molina JM, Piñero E, Narciso J, García-Cordovilla C,
Louis E. Liquid metal infiltration into ceramic particle
preforms with bimodal size distributions. Curr. Opin.
Solid State Mater. Sci. 2005;9:202–10.
[16]Yang MJ, Zhang DM, Gu XF, Zhang LM. Effects of SiC
particle size on CTEs of SiCp/Al composites by pulsed
electric current sintering. Mater. Chem. Phys.
2006;99:170–3.
[17]Goldberg Y, Levinshtein ME, Rumyantsev SL. Properties
of Advanced Semiconductor Materials GaN, AlN, SiC,
BN, SiC, SiGe . Eds. Levinshtein M.E., Rumyantsev S.L.,
Shur M.S., John Wiley & Sons, Inc., New York, 2001, 93-
148.
[18]Bauccio M. ASM Engineered Materials Reference Book,
second ed. ASM International, Materials Park, OH, 1994;
pp.195-200.
[19]Nguyen P, Edouard D, Nhut J.-M, Ledoux MJ, Pham CH,
Pham-Huu C. High thermal conductive β-SiC for
selective oxidation of H2S: A new support for
exothermal reactions. Applied Catalysis B:
Environmental. 2007;76:300-10.
[20]Mizuuchi K, Inoue K, Agari Y, Yamada S, Tanaka M,
Sugioka M, Takeuchi T, Tani J, Kawahara M, Lee JH,
Makino Y. Thermal properties of diamond particle
dispersed Cu-matrix-composites fabricated by spark
plasma sintering (SPS). Mater. Sci. Forum. 2009; 638-642:
2115-20.
[21]Mizuuchi K, Inoue K, Agari Y, Morisada Y, Sugioka M,
Itami M, Kawafune I, Kawahara M, Makino Y. Thermal
conductivity of diamond particle dispersed aluminum
matrix composites produced in solid-liquid co-existent
state by SPS. J. Jpn. Soc. Powder Powder Metallurgy.
2008; 55: 96-100.
[22]Mizuuchi K, Inoue K, Agari Y, Morisada Y, Sugioka M,
Tanaka M, Takeuchi T, Tani J, Kawahara M, Makino Y.
Thermal properties of diamond particle dispersed
aluminum matrix composites fabricated in continuous
solid-liquid co-existent state by SPS. J. Jpn. Soc. Powder
Powder Metallurgy. 2009; 56: 438-43.
[23]Sunada S, Miyazaki Y, Majima K. Pitting Corrosion
Behavior of Sintered SUS444 Stainless Steel in MgCl2
Solution. Mater. Sci. Forum. 2007; 537-538: 3255-60.
[24]Mizuuchi K, Inoue K, Hamada K, Sugioka M, Itami M,
Fukusumi M, Kawahara M. Processing of TiNi SMA fiber
reinforced AZ31 Mg alloy matrix composite by pulsed
current hot pressing. Mater. Sci. Eng A. 2004; 367: 343-49.
[25]Terayama A, Kyogoku H, Sakamura M, Komatsu S.
Fabrication of TiNi Powder by Mechanical Alloying and
Its Shape Memory Characteristics of Sintered Alloy. J.
Japan Inst. Metals, 2005; 69: 523-9.
[26]Kobayashi K, Ozaki K, Nishio T, Tada S, Nakayama H,
Mikami, Y. Pulsed Current Sintering of Titanium Fiber. J.
Jpn. Soc. Powder Powder Metall. 2009; 56: 763-7.
[27]Mizuuchi K, Inoue K, Agari Y, Nagaoka T, Morisada Y,
Sugioka M, Tanaka M, Takeuchi T, Tani J, Kawahara M,
Makino Y, Ito. Thermal Properties of Al/SiC Composites
Fabricated in Continuous Solid-Liquid Co-Existent State
by SPS. J. Jpn. Soc. Powder Powder Metallurgy. 2011; 58:
160-4.
[28]Sueyoshi H , Maruno T, Yamamoto K, Hirata Y,
Sameshima S, Uchida S, Hamauzu S, Kurita S. Processing
of continuous ceramic fiber/iron alloy composite. J. Jpn.
Inst. Metals. 2001;10:961-6.
[29]Alman DE, Rawers JC, Hawk JA. Microstructural and
failure characteristics of metal-lntermetallic layered sheet
composites. Metall. Mater. Trans A, 1995;26A:589-99.
[30]Lee JH, Hamada K, Mizuuchi K, Taya M, Inoue K.
Microstructures and mechanical properties of 6061 Al
matrix smart composite containing TiNi shape memory
fiber. Materials for Smart Systems Ⅱ(Materials Research
Society Symposium Proceedings (ed. E. P. George, R.
Gotthardt, K. Otsuka, S. Trolier-Mckinstry and M. Wun-
Fogle, Pittsburgh, PA: MRS), 459, 419-424 (1997).
[31]K. Hamada, J. H. Lee, K. Mizuuchi, M. Taya and K. Inoue.
Thermomechanical behavior of TiNi shape memory alloy
fiber reinforced 6061 aluminum matrix composite.
Metallurgical and Materials Transactions. 1998; A 29:
1127-35.
[32]Kishimoto S. Closed Cellular Materials for Smart
Materials. Mater. Sci. Forum. 2009; 638-642:2074-9.

www.me-journal.org Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
68
[33]Chao S, Dogan F. Effect of Manganese Doping on the
Dielectric Properties of Titanium Dioxide Ceramics. J.
Amer. Ceram. Soc. 2011;94: 179-86.
[34]Xiong D, Li H, Cheng J. Surface and interface
characterization of oxygen plasma activated anodic
bonding of glass–ceramics to stainless steel.
Microelectronics Reliability. 2012;52:1367-72.
[35]Hasselman DPH, Lloyd FJ. Effective thermal
conductivity of composites with interfacial thermal
barrier resistance. J. Compos. Mater., 1987; 21: 508-515.
[36]Eucken A. Heat transfer in ceramic refractory materials:
Calculation from thermal conductivities of constituents.
Fortchg. Gebiete Ingenieurw., B3, Forschungsheft. 1932;
16: 353-60.
[37]Turner PS. Thermal expansion stresses in reinforced
plastics. J. Res. NBS. 1946;37:239-50.
[38]Kerner EH. The elastic and thermoelastic properties of
composite media. Proc. Phys. Soc. 1956; B69:808-13.
[39]Kingery WD, Brown HK, Uhlman DR. Introduction to
ceramics. 2nd ed. New York, NY.