Colligative Properties Vapor Pressure Freezing and Boiling Points Osmotic Pressure.

Title of Publication Edited By
TMS (The Minerals, Metals & Materials Society), Year
MELT CONDITIONED HIGH PRESSURE DIE CASTING (MC-HPDC) OF Mg-ALLOYS
S. Tzamtzis, H. Zhang, G. Liu, Y. Wang, N. Hari Babu, Z. Fan
Brunel Centre for Advanced Solidification Technology (BCAST), Brunel University, Uxbridge, UB8 3PH, UK
Keywords: Melt conditioning, Die casting, Microstructure, Mechanical properties
Abstract
The high pressure die casting (HPDC) process is characterized by
low cost and high efficiency. However, HPDC Mg-alloy
components have non-uniform microstructure, chemical
segregation, and substantial amount of casting defects, such as
porosity and hot tearing. Recently, we have developed a new
shape casting process named as melt conditioned high pressure
die casting (MC-HPDC) where liquid metal is conditioned under
intensive forced convection and intensive shearing provided by
the MCAST (melt conditioning by advanced shear technology)
unit, and then transferred to a conventional HPDC machine for
shape casting. Melt conditioning can be done at temperatures both
above and bellow the liquidus of the alloy. Compared to
conventional HPDC, the MC-HPDC process offers cast
components with fine and uniform microstructure, much reduced
cast defects and substantially improved mechanical properties. In
this paper we present the microstructures and mechanical
properties of Mg-alloys processed by MC-HPDC under different
conditions and discuss the solidification behavior of conditioned
melt.
Introduction
Magnesium alloys, as the lightest of all structural metallic
materials, are finding increased applications in the automotive
industry for vehicle weight reduction. Since the early 1990s there
has been a 15 % average annual growth rate of die cast Mg-alloy
components in the automotive industry [1]. It is predicted that the
usage of light alloys in cars will continue to rise at an even faster
pace in the next decade. The most commonly used fabrication
process is high pressure diecasting (HPDC). The current cast
components, however, usually exhibit a coarse and non-uniform
microstructure, contain various casting defects and severe
chemical segregation, and thus offer poor mechanical
performance. For wrought products for more demanding
applications, extensive thermo-mechanical processing must be
applied to the continuously cast feedstock to achieve
microstructural refinement and compositional uniformity. Such
thermo-mechanical processing is usually low in materials yield,
intensive in energy consumption, capital investment and
manpower, and hence, inevitably high in cost. A grand challenge,
addressed by the MCAST (melt conditioning by advanced shear
technology) process [2-5], has been to develop solidification
processing technologies which can ensure a fine and uniform as-
cast microstructure free of macro-segregation and cast defects, so
that the cast products can be either directly used in the as cast
state, or only require minimal thermo-mechanical processing. In
this paper we present the application of the melt conditioned high
pressure diecasting (MC-HPDC) [6] process on Mg-alloys.
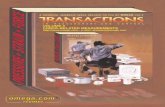
Figure 1. A schematic illustration of the MC-HPDC process.
Melt Conditioned High Pressure Die Casting (MC-HPDC)
Process
In the MC-HPDC process, the intensive shearing is directly
imposed on the alloy melt in either liquid or semisolid state, prior
to die filling. The implementation of the shearing is carried out by
the MCAST unit, which can be directly attached to a standard
HPDC machine, as seen in Figure 1. The function of the MCAST
unit is to impose the high shearing dispersive mixing action of the
twin screws to the melt, so that the melt is treated in such a way
that either its uniformity in chemistry and temperature is
improved, or the melt is converted to semisolid slurry containing
spherical solid particles. The MCAST process can work either in a
batch manner or in a continuous manner depending on the specific
requirement of the subsequent casting processes. Inside the barrel
of the MCAST unit, there is a pair of specially designed screws,
co-rotating, fully intermeshing and self-wiping, creating an
environment of high shear rate and high intensity of turbulence for
the alloy melt. The sheared melt or slurry is then cast by the
conventional HPDC process and is expected to offer unique
solidification behavior, and an improved fluidity and die-filling
during the subsequent HPDC process.
During the MC-HPDC process, the alloy melt is conditioned
inside the MCAST unit at a pre-set temperature for the barrel and
screws, and mechanically sheared by the pair of the screws before
being transferred to the HPDC machine. When the temperature is
higher than the liquidus, the shearing of the melt is in a totally
liquid state; whilst semisolid slurry is created from the melt if the
temperature is preset to be lower than the liquidus. The volume
fraction of the solid in the semisolid slurry and the superheat for
the liquid shearing can be readily controlled by setting the
MCAST unit at desirable temperatures. The characteristics of the
process for manufacturing Mg and Al alloys have been
investigated in the semisolid shearing domain [2-5, 7-11].

Table I. Chemical compositions of Mg-alloys used in this work.
Chemical Composition (wt. %) Alloy
Al Zn Mn Sr Liquidus Temperature Processing Temperature
AZ61 6.52 0.15 0.18 - 610 ºC 608 ºC
AZ91D 8.8 0.67 0.22 - 598 ºC 593-650 ºC
AM50 4.75 0.05 0.41 - 620 ºC 609-620 ºC
AM70 7.19 0.05 0.36 - 610 ºC 598-610 ºC
AM90 9.04 0.04 0.38 - 600 ºC 589-600 ºC
AJ62 6.3 - 0.36 2.5 612 ºC 612 ºC
In this paper we demonstrate that the MC-HPDC process is an
effective industrial process to manufacture a wide variety of Mg-
alloys with significantly improved mechanical properties
compared to HPDC.
Experimental
The various Mg-alloys (see Table I for compositions) were melted
in a steel crucible under a protective atmosphere of N2 containing
0.4 vol. % SF6, and the melt was then subjected to the intensive
shearing prior to casting. Detailed description of the shearing
mechanism of the MCAST process can be found elsewhere [2-5].
The rotation speed of the twin screws of the melt conditioner was
controlled to be between 500 and 800 rpm. The shearing
temperature was controlled to be either below or above the alloy
liquidus, covering both the semisolid processing and the liquid
shearing domains. A standard 280-ton cold chamber HPDC
machine was used to produce the tensile test samples.
The mechanical properties of the Mg-alloys alloys were measured
by using an Instron tensile test machine (Model 5569), with a
constant strain rate of 6.7×10-4 s-1. The metallographic specimens
for optical microscopy (OM) were prepared by grinding with SiC
abrasive paper and polishing with an Al2O3 suspension solution,
followed by etching in a solution of 5 vol. % concentrated HNO3
and 95 vol. % ethanol. A Zeiss Axio Vision optical imaging
system was used for the OM observation and the quantitative
measurements of microstructural features. In order to obtain
further microstructural information, color etching was used with
the colored orientation contrast being created under polarized light
of the Zeiss optical microscope. Scanning electron microscopy
(SEM) was carried out with an FEG Zeiss Supera 35 microscope,
equipped with an energy dispersive spectroscopy (EDS) facility
and operated at an accelerating voltage of 5~15 kV.
Results
Microstructure of HPDC Mg-alloys
Figure 2 is the general view of the solidification microstructure of
the AZ91D alloy prepared by HPDC. Large and well developed
dendrites are clearly visible, as well as the segregation of the
primary α-Mg phase, resulting in the non-uniform microstructure.
Macro-pores were often observed in the centre of the sample and
the overall porosity of the HPDC processed samples was as high
as 2-8 vol. %. Figure 3 presents the microstructure of the HPDC
processed AZ91D alloy at higher magnification. Two types of
dendrites are found, distinguishable by their dendrite arm spacing.
During the HPDC process, the liquid stays for a few seconds in
the shot sleeve (pouring) and then is injected into the die with the
solidification being accomplished inside the die cavity.
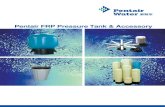
Figure 2. Optical micrograph showing the general view of the
microstructure across the section of a 6mm diameter sample of the
AZ91D alloy prepared by the HPDC process.
Figure 3. Polarized optical micrograph showing the detailed
solidification microstructure of AZ91D alloy prepared by the
HPDC process.
Figure 4. SEM micrograph showing the morphology of shrinkage
porosity in the AZ91D alloy prepared by the HPDC process.
500 µm
200 µm
8 µm

The well developed dendrites in the HPDC processed AZ91D
alloy, as seen in Figure 3, were formed in the shot sleeve of the
HPDC unit. SEM observation showed that the melt between these
dendrites solidified at the final stage with much finer dendrite arm
spacing. Apart from the macro-pores seen in Figure 2, SEM
analysis revealed that the shrinkage porosity was frequently
associated with the melt solidified at the inter-dendritic regions
for the HPDC AZ91D alloy, as shown in Figure 4. Cracks were
often found in connection with the melt between the dendrites
solidified at last.
Figure 5. Optical micrograph showing the general view of the
microstructure across the section of a 6mm diameter sample of the
AZ91D alloy prepared by MC-HPDC process.
Figure 6. Polarized optical micrograph showing the detailed
solidification microstructure of AZ91D alloy prepared by the MC-
HPDC process.
Figure 7. SEM micrograph showing the morphology of shrinkage
porosity in the AZ91D alloy prepared by the MC-HPDC process.
Microstructure of MC-HPDC Mg-alloys
The AZ91D alloy prepared by the MC-HPDC process exhibited a
significant improvement in both microstructural uniformity and
refinement, as shown in Figure 5. The primary α-Mg phase was
uniformly distributed across the whole sample, whilst no macro-
porosity was observed. The dendritic structure seen in Figure 3 for
the AZ91D alloy produced by HPDC is eliminated in the MC-
HPDC processed alloy, as Figure 6 shows. Furthermore, in the
MC-HPDC alloy no dendrite was found in the microstructure as
the result of the secondary solidification inside the die. A mixture
of fine and equiaxed α-Mg grains and eutectic β-Mg17Al12
intermetallic was observed (Figure 7). The eutectic intermetallic
was found to decorate the grain boundaries of the secondary α-
Mg grains, but not necessarily in a continuous way. The alloy
prepared by the MC-HPDC has a much reduced porosity level, as
shown in Figure 7, with the micro-porosity being a few
micrometers in size and usually isolated. The porosity is
associated with the eutectic β-Mg17Al12 intermetallic phase
located between the secondary α-Mg grains. Porosity was
negligible, only as much as 0.2-0.5 vol. % [6] due to the
microstructural refinement and compositional uniformity as a
result of the unique solidification behavior of the sheared melt.
By lowering the temperature of the MCAST unit below the alloy
liquidus, the conditioning process is in the semisolid processing
domain, where a semisolid slurry is created from the melt. Figure
8 shows the microstructure of AZ91D alloy produced by
semisolid processing. Whilst in the semisolid domain, the larger
primary phase globules (α1-Mg) seen in Figure 8 were formed
inside the MCAST unit during shearing. It is interesting that the
α2-Mg phases which formed inside the shot sleeve of the HPDC
machine obtained from both semisolid and liquid processing
exhibited a similar size and morphology.
The MC-HPDC process was used to process various Mg-alloys
and was found to be flexible to Mg-alloys with varying
compositions, which can be either cast or wrought alloys. Figure 9
shows the typical microstructures of AZ61, AM50, AM90 and
AJ62 alloy produced by the MC-HPDC process. The resulting
microstructures of these alloys have similar features to what has
been described in this paper for AZ91D alloy. There is a uniform
distribution of the primary α-Mg phase, a refined structure, with
eliminated porosity and other casting defects.
Figure 8. Optical micrographs showing the typical morphology of
the primary α-Mg phases formed in the AZ91D alloy prepared at
593°, corresponding to semisolid processing. The larger globular
particles were formed inside the MCAST unit.
500 µm
200 µm
4 µm 200 µm

Figure 9. Microstructures of various Mg-alloys produced with the
MC-HPDC process at different conditions (a) AZ61 alloy (608
ºC); (b) AM50 alloy (613 ºC); (c) AM90 alloy (589 ºC) and
(d)AJ62 alloy (612 ºC).
Mechanical Properties
The tensile mechanical properties of the AZ91D alloy prepared by
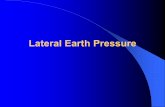
HPDC and MC-HPDC are shown in Figure 10. Absolute increase
of 20-70 MPa in ultimate tensile strength (UTS) and more than
100 % increase in elongation have been achieved by the MC-
HPDC process. Figure 10 also shows that the variation of the
processing temperature in the HPDC process exerted a more
significant effect on the mechanical properties than in the MC-
HPDC samples. For the HPDC process, the UTS and elongation
increased with the processing temperature up to 650 °C, beyond
this temperature they tended to decrease. In contrast, the effect of
the processing temperature on the mechanical properties was
suppressed by the melt shearing effect. Over the temperature
range of 593 °C to 640 °C, the UTS and elongation of the MC-
HPDC AZ91D alloy did not vary much. In addition, the smaller
error bars in the curves of Figure 10, indicate an improved
consistency of the tensile properties for the MC-HPDC alloy.
Improved mechanical properties can be achieved by melt
processing temperature close to the alloy liquidus, either in
semisolid or liquid processing domain.
Figure 10. Variation of (a) ultimate tensile strength (UTS) and (b)
elongation as a function of the processing temperature for the
AZ91D alloy prepared by the conventional HPDC and the MC-
HPDC processes [6].
160
180
200
220
240
260
280
590 600 610 620 630 640 650 660
Processing Temperature ( oC )
UT
S (
MP
a )
MC-HPDC
HPDC
0
2
4
6
8
590 600 610 620 630 640 650 660
Processing temperature ( oC )
Elo
ng
atio
n ( %
)
MC-HPDC
HPDC

Heat Treatability of MC-HPDC Mg-alloys
The significantly reduced porosity levels make it possible for the
MC-HPDC AZ91D alloy to be subjected to heat treatment without
blistering problems [7, 8]. The mechanical properties of MC-
HPDC samples for the AZ91D under different heat treatment
conditions are tabulated in Table II. It can be seen that the
conventional heat treatment of AZ91D alloy has limited benefits
in the mechanical properties. An optimized heat treatment
schedule, denoted as Tx, was established for the MC-HPDC
AZ91D alloy [8]. As a single treatment process, the Tx caused
partial dissolution of the metastable β-Mg17Al12 phase and broke
up the β-phase network, resulting in a microstructure with a fine
grain size and uniform phase distribution which led to an
improved combination of strength and ductility for AZ91D alloy,
as shown in Table II.
The mechanical properties of all the Mg-alloy series produced by
the MC-HPDC process are summarized in Table III. For AZ and
AM series, an increase in Al content increases the yield strength,
decreases ductility, while the UTS remains fairly constant.
However, the changes caused by the increase in the Al content are
fairly moderate and the minimum 7.4 % elongation obtained is
adequately acceptable for general engineering applications. For
AJ series, the Sr content plays an important role in determining
the mechanical properties. When Sr concentration is low, the
binary Mg17Al12 phase will form. This phase is thought to
facilitate grain boundary migration and therefore decreases the
creep resistance. Thus the Sr content needs to be high enough to
avoid the formation of the Mg-Al binary compound. On the other
hand, the elongation of the AJ alloys is sensitive to the Sr content.
However, the elongation of the MC-HPDC processed AJ62 alloy
with 2.5 wt. % Sr is as high as 9.1 %. Therefore, MC-HPDC
process can be used to process AZ-series alloys with lower Al
content and AJ-series alloys with higher Sr content to improve
ductility, and to process AM-series alloys with increased Al
content for improved processability.
Table II. Mechanical properties of MC-HPDC AZ91D alloy heat
treated under different conditions [7, 8].
Conditions YS
(MPa)
UTS
(MPa)
Elongation
(%)
MC-HPDC As-cast 145 ± 8 248 ± 10 7.4 ± 0.9
MC-HPDC + T4
413 °C, 5 h 91 ± 7 230 ± 9 11.2 ± 1.0
MC-HPDC + T5
216 °C, 5 h 133 ± 9 236 ± 12 6.5 ± 1.1
MC-HPDC + T6
413 °C, 5 h + 216 °C, 5.5 h 134 ± 9 255 ± 9 6.7 ± 1.1
MC-HPDC + Tx
365 °C, 2 h 132 ± 8 249 ± 11 9.1 ± 1.0
Table III. Mechanical properties of AZ, AM and AJ series Mg-
alloys produced by the MC-HPDC process [4, 10].
Mechanical Properties Alloy
UTS (MPa) YS (MPa) Elongation (%)
AZ61 253 126 12.3
AZ91D 248 145 7.4
AM50 249 122 20.5
AM70 251 133 13.3
AM90 253 150 10.2
AJ62 244 130 9.1
Table IV. Tensile properties of MC-HPDC AZ91D using different
volume percentage of scraps [11].
Sample conditions
Yield
Stress
(MPa)
UTS
(MPa)
Elongation
(%)
Primary alloy 140±4 250±7 6.9±0.7 MC-HPDC
As-cast 100 % Scrap 140±3 249±7 6.4±0.6
Primary alloy 97±4 264±11 11.6±1.6 MC-HPDC
+ T4 100 % Scrap 96±2 261±9 11.3±1.3
Primary alloy 143±2 242±9 5.3±0.5 MC-HPDC
+ T5 100 % Scrap 145±1 243±7 4.5±0.5
Primary alloy 134±6 259±9 5.6±0.8 MC-HPDC
+ T6 100 % Scrap 134±6 261±13 4.8±0.9
Mg Scrap Recycling by MCAST
The rapid growth of Mg-alloys in automotive applications means
a similar rapid increase in Mg-alloy scrap from both
manufacturing (new scrap) and end-of-life vehicles (old scrap).
Therefore, recycling Mg-alloy scrap is becoming an important
technical and economical challenge. The MCAST process was
assessed as a physical approach for recycling AZ91D alloy scrap.
Die cast scrap consisting of biscuits (70 wt. %), runners (20 wt.
%), overflows (9 wt. %), and dross (1 wt. %) was processed by
the MC-HPDC process [11]. The experimental results showed that
the MCAST process can be used to recycle high grade Mg-alloy
scrap to produce high integrity Mg-alloy castings. The MC-HPDC
recycled Mg-alloy has fine and uniform microstructure and
extremely low porosity with the chemical compositions being well
within the ASTM specifications for the same alloy. No large
oxide films or particle clusters were found in the MCAST
recycled Mg-alloy. Table IV gives the comparison of the tensile
properties of the MC-HPDC alloy using different volume
fractions of the scrap. It was found that the MCAST recycled
AZ91D alloy exhibited superior tensile mechanical properties,
particularly elongation, over the primary AZ91D alloy processed
by the conventional HPDC process.
Discussion
Effect of Intensive Shearing on the Solidification Behavior
Liquid alloy melts usually contain oxide particle clusters and
oxide films which are non-uniformly dispersed. Additionally, in a
conventional cold chamber HPDC process, formation of the
primary dendrites in the shot sleeve has been found to be
inevitable for both Mg and Al alloys, and their presence, together
with the presence of oxide films and agglomerates has been
shown to be detrimental due to their negative effect on the melt
fluidity and subsequent mould filling and their association with
the occurrence of the cast defects [12-14].
However, it has been demonstrated [15] that intensive melt
shearing is capable of converting these oxide films and
agglomerates into well dispersed fine particles with a narrow size
distribution. Furthermore, the intensive melt shearing creates
uniform temperature and chemical composition fields throughout
the entire volume of the melt. This will lead to what has been
referred to as ‘effective nucleation’ [2], where all nuclei created
will have a chance to survive and eventually contribute to the

microstructural refinement. The combination of the dispersion of
the oxide particles and the enhanced nucleation promoted by
intensive melt shearing will result in improved melt fluidity which
provides better die-filling. Additionally, the sheared melt is
uniform in its composition and temperature and has well dispersed
oxide particles with fine size and a narrow size distribution, which
all promote the heterogeneous nucleation of the primary phase,
resulting in finer, more uniform primary α-Mg phase [15].
Influence of MCAST on Mechanical Properties
The improvement in the tensile mechanical properties by the MC-
HPDC process has been observed in both semisolid and liquid
processing domains, as shown in Figure 10. For the HPDC
AZ91D alloy, the influence of the processing temperature on the
mechanical properties is greater. The increase in the mechanical
properties with increasing temperature from 605 °C to 650 °C
may be attributed to the improved fluidity of the melt, which
therefore improves the castability and leads to the increased
mechanical properties. However, too much superheat for the melt,
especially for the magnesium alloys, causes severe oxidation
during melting and transferring of the melt, and also reduces the
viscosity, which promotes gas entrapment during die filling. This
certainly does not assist with the improvement of the
microstructure and mechanical properties any longer. During the
secondary solidification, the dendrites grow until they touch each
other, pushing the remaining melt into the inter-dendritic regions.
The remaining melt can be readily isolated by the dendrites and
the large reservoirs of the melt solidify locally without adequate
melt compensation for the shrinkage, resulting in the shrinkage
porosity. The Mg-alloys prepared by the MC-HPDC process,
however, have significantly reduced porosity levels and smaller
size of the porosity, which are much less detrimental to the
mechanical properties. Also, what is equally important from an
industrial application point of view, the alloys can be processed
and cast in lower temperatures with the MC-HPDC process
compared to conventional HPDC.
Usually heat treatment is not applicable to HPDC Mg-alloys due
to the problem of blistering, so that further enhancement of
mechanical properties in this way is not possible. However, the
alloys prepared by the MC-HPDC process can be subjected to
heat treatment without the blistering problem due to the negligibly
low porosity level. Detailed investigations have been carried out
on the heat treatment of the semisolid processed AZ91D and AJ62
alloys, and it has been shown that a further enhancement in the
mechanical properties can be realized via customized heat
treatment schedules developed for the AZ91D alloy [7, 8] and the
AJ62 alloy [10] prepared by the MC-HPDC process.
Summary
The novel process of melt conditioning by advanced shear
technology (MCAST), has been developed for conditioning liquid
metal through intensive melt shearing provided by a twin screw
mechanism. It has been demonstrated that the MC-HPDC process
can provide cast products with fine and uniform microstructure,
uniform chemical composition and much reduced or eliminated
cast defects, providing superior mechanical properties over the
traditional HPDC process. The MC-HPDC process is also shown
to be a promising technology for Mg-alloy scrap recycling.
Finally, the various Mg-alloys can be processed and cast in lower
temperatures with the MC-HPDC process compared to
conventional HPDC.
References
[1] A. Luo, “Magnesium: Current and Potential Automotive
Applications,” JOM, 54 (2) (2002), 42.
[2] Z. Fan and G. Liu, “Solidification behavior of AZ91D under
intensive forced convection in the RDC process,” Acta Mater, 53
(2005), 4345-4357.
[3] Z. Fan, G. Liu and Y. Wang, “Microstructure and mechanical
properties of rheo-diecast AZ91D magnesium alloy,” J Mater Sci,
41 (12) (2006), 3631-3644.
[4] Z. Fan, “Development of the rheo-diecasting process for
magnesium alloys,” Mater Sci Eng A, 413-414 (2005), 72-78.
[5] Z. Fan, X. Fang and S. Ji, “Microstructure and mechanical
properties of rheo-diecast (RDC) aluminium alloys,” Mater Sci
Eng A, 412 (2005), 298-306.
[6] Z. Fan et al., “Melt conditioning by advanced shear
technology (MCAST) for refining solidification microstructures,”
Int J Cast Met Res, (2008) – in press.
[7] Y. Wang, G. Liu and Z. Fan, “Microstructural evolution of
rheo-diecast AZ91D magnesium alloy during heat
treatment,” Acta Mater, 54 (2006), 689-699.
[8] Y. Wang, G. Liu and Z. Fan, “A new heat treatment procedure
for rheo-diecast AZ91D magnesium alloy,” Scr Mater, 54 (2006),
903-908.
[9] M. Hitchcock, Y. Wang and Z. Fan, “Secondary solidification
behavior of the Al-Si-Mg alloy prepared by the rheo-diecasting
process,” Acta Mater, 55 (2007), 1598.
[10] Y. Wang et al., “Microstructural Characterization and
Thermal Stability of an Mg-Al-Sr alloy prepared by Rheo-
diecasting,” In: Jones H, Editor. Solidification Processing 2007,
Proc. 5th Inter Conf. on Solidification Processing, Sheffield 2007.
p 600.
[11] G. Liu et al., “A physical approach to the direct recycling of
Mg-alloy scrap by the rheo-diecasting process,” Mater Sci Eng A,
472 (2008), 251.
[12] A.K. Dahle and D.H. St John, “Rheological behavior of the
mushy zone and its effect on the formation of casting defects
during solidification” Acta Mater, 47 (1999), 31.
[13] M.R. Ghomashci, “High-pressure die casting: effect of fluid
flow on the microstructure of LM24 die-casting alloy,” J Mater
Process Technol, 52 (1995), 193.
[14] H.I. Laukli, C.M. Gourlay and A.K. Dahle, “Migration of
crystals during the filling of semi-solid castings,” Metall Mater
Trans A,,36A (2005), 805.
[15] Z. Fan et.al, “Shear enhanced heterogeneous nucleation,” Int
J Cast Met Res, (2008) – in press.