ME VI ü úextruder), the output would be maximum, i.e. drag flow only: 2. If the end is closed, Q=0...
58
εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ» Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017 MEΡΟ VI ΔΚΒΟΛΖ ΠΟΛΤΜΔΡΧΝ (POLYMER EXTRUSION)
Transcript of ME VI ü úextruder), the output would be maximum, i.e. drag flow only: 2. If the end is closed, Q=0...

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
MEΡΟ VI
ΔΚΒΟΛΖ ΠΟΛΤΜΔΡΧΝ (POLYMER EXTRUSION)

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΣΗ ΔΗΝΑΗ Ζ ΔΚΒΟΛΖ?
• ΜΗΑ ΑΠΌ ΣΗ ΚΤΡΗΔ ΓΗΔΡΓΑΗΔ ΣΖΝ ΒΗΟΜΖΥΑΝΗΑ ΠΟΛΤΜΔΡΧΝ
• ΤΝΔΥΖ ΓΗΔΡΓΑΗΑ ΜΔ
ΜΔΓΑΛΖ ΔΤΔΛΗΞΗΑ ΟΟΝ ΑΦΟΡΑ ΣΟ ΣΔΛΗΚΟ ΠΡΟΗΟΝ
• ΤΥΝΑ ΔΊΝΑΗ ΣΟ ΠΡΧΣΟ ΣΑΓΗΟ Δ ΜΗΑ ΔΗΡΑ ΓΗΔΡΓΑΗΧΝ ΜΟΡΦΟΠΟΗΖΖ

Δ ΠΟΗΑ ΠΟΛΤΜΔΡΖ ΔΦΑΡΜΟΕΔΣΑΗ
• Primary Uses are Thermoplastics:
– LDPE, LLDPE, HDPE, ABS, PC, PS, Nylon,
PVC, PP
– Melt Index and Density should be matched to
application
• Some uses for Elastomers and Thermosets
– Important to watch age of material and
processing conditions
εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΔΗΓΖ ΔΚΒΟΛΖ ΠΟΛΤΜΔΡΧΝ
• Compounding
– Pellets for future use
• Blown Film
– Bags, film ….
• Cast Film
– Plastic Food Packaging
• Sheet
– Foam Trays, packaging via
thermoforming

ΔΗΓΖ ΔΚΒΟΛΖ ΠΟΛΤΜΔΡΧΝ
• Compounding
– Pellets for future use
• Blown Film
– Bags, film ….
• Cast Film
– Plastic Food Packaging
• Sheet
– Foam Trays, packaging via thermoforming
5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΔΗΓΖ ΔΚΒΟΛΖ ΠΟΛΤΜΔΡΧΝ
• Pipe and Tubing
– PVC Pipe; Garden Hoses
• Extrusion Coating
– Paper Milk Cartons with Plastic Coating
– Wire and Cable Coating
– Underground Cables
• Monofilament
– Fishing Line, Ropes

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΤΝ-ΔΚΒΟΛΖ
• Allows Opportunity for Several Layers with Different Properties
• All Extruders for Each Material Goes into Common Die
• Die Design Determines Division of Layers

The history of extrusion goes back to Archimedes and before BUT modern developments based on understanding of the physical phenomena are less than 50 years old.
5/15/2017

Ο ΒΑΗΚΟ ΜΟΝΟΚΟΥΛΗΟ
ΔΚΒΟΛΔΑ
5/15/2017
9

• Advantages of Single Screw:
– Low Cost
– Straightforward Design
– Reliability
• Disadvantages of Single Screw:
– Mixing is not very good (for some applications)
5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΘΔΡΜΑΝΖ ΚΑΗ ΦΤΞΖ
• Heating
– Bring to startup temperature
– Maintain desired temperatures
• Cooling
– Water or Air Cooled
– To shutdown an extruder quickly
– To cool down when the polymer overheats
– To keep from bridging in the feed throat
– To keep from melting in the grooved feed

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΔΝΓΟ-ΚΟΥΛΗΑ ΘΔΡΜΑΝΖ ΚΑΗ ΦΤΞΖ
• Cartridge Heaters to heat from both sides
• Fluid Heating and Cooling
– to control melt temperature
– to prevent melting in the feed zone
– to increase pressure generation in feed

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΔΠΗΠΛΔΟΝ ΔΞΟΠΛΗΜΟ
• ΤΣΖΜΑΣΑ ΣΡΟΦΟΓΟΗΑ
– Gravimetric versus RPM-based
– Type of hopper
• ΠΗΝΑΚΑ ΔΛΔΓΥΟΤ – ΠΑΡΑΚΟΛΟΤΘΖΖ ΛΔΗΣΟΤΡΓΗΑ
• ΑΝΣΛΗΔ (GEAR PUMPS)
• ΤΣΖΜΑΣΑ ΜΔΣΑΓΟΖ ΚΗΝΖΖ

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Extruder Heads and Adapters

ΔΠΗΠΔΓΔ ΚΔΦΑΛΔ ΔΚΒΟΛΖ
(FLAT EXTRUSION DIES)
5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Schematic of a spider leg tuning die
Schematic of a cross-head tubing die used in film blowing
Schematic of a spiral die
Tubular Dies

ΠΗΡΑΛ ΚΔΦΑΛΔ ΔΚΒΟΛΖ
(SPIRAL EXTRUSION DIES)
5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΠΑΡΑΜΔΣΡΟΗ ΠΟΤ ΔΛΔΓΥΟΝΣΑΗ ΚΑΣΑ ΣΖΝ
ΛΔΗΣΟΤΡΓΗΑ
• Entered By Operator
– Set-Point temperatures along barrel and die
– Rotational speed of screw
• Output from Process
– Melt pressure before & after screenpack
– Temperature of the polymer melt at die
– Actual temperatures along barrel and die

5/15/2017
ΓΔΧΜΔΣΡΗΚΑ ΥΑΡΑΚΣΖΡΗΣΗΚΑ ΚΟΥΛΗΑ

The “standard” screw
• L ~20-30D
• Feed section ~ 4-8D
• Metering section ~6-10D
q =17.66o (E=1D)
• W =1D
• Hfeed ~0.15-0.2D
• Hf/Hm ~2-4
εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
ΛΔΗΣΟΤΡΓΗΚΑ ΥΑΡΑΚΣΖΡΗΣΗΚΑ ΣΟΤ
ΚΟΥΛΗΑ
Screw ofDiameter Outer
Length Flighted Ratio L/D
Depth Metering
Depth Feed Ratio nCompressio

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Diameter Effect
Typical Extruder Output Versus Diameter
0.1
1
10
100
1000
10000
0.1 1 10
Diameter, inches
Outp
ut,
pph
L/D Effect
Increasing L/D:
– More shear heat can be uniformly generated
without degradation
– Better mixing opportunities
– Greater Residence Times
Screw ofDiameter Outer
Length Flighted Ratio L/D

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
ΓΗΔΡΓΑΗΔ ΚΑΣΑ ΜΖΚΟ ΣΟΤ
ΚΟΥΛΗΑ

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Feed Section
PURPOSE:
– Supply plastic at a uniform rate and pressure to
the other sections of the screw
– Compress the solids into solid bed (by
difference between barrel and screw friction)
– Allows air to be pressured back to hopper
– Be able to withstand high torque loadings
Problems in feeding will manifest themselves as air
entrapment in melt, melting inconsistencies and irregular
extrudate rate
Ζ ΕΧΝΖ ΜΔΣΑΦΟΡΑ ΣΔΡΔΧΝ (ΕΧΝΖ ΣΡΟΦΟΓΟΗΑ – Solids Conveying Zone)

Η ΖΩΝΗ ΜΕΤΑΦΟΡΑΣ ΣΤΕΡΕΩΝ (ΖΩΝΗ ΤΡΟΦΟΔΟΣΙΑΣ – Solids Conveying Zone)
How the solid pellets convey????
Barrels: rough surface (sometimes intentionally grooved) Screws: smooth (polished) surface
5/15/2017
25 Rheology-Extrusion - Univ. Thessaly
2015

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
•
– Solid region approximated by a rigid
plug in contact with all sides of
channel
– Channel depth is constant
– Neglect flight clearance
– Coefficient of friction (COF)
function of temperature but not of
pressure
– No gravity, no density differentials
in plug
ΑΝΑΛΤΗ ΕΧΝΖ ΣΡΟΦΟΓΟΗΑ
Fr=W*dz*P*fs

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
sin
sins bM HWpv
q
q
1 22
1 2exp
1
so b s
af W H zP z P f f
W Ha
Darnell & Mol (1956):
Max (M) when fs is small and fb is large
1
2 2 2
2
1arcsin
1
s s
s
f k f k
fq
2ln 1s
b o b
fH P Hk
f z P f W
)tan( q
ΑΝΑΛΤΗ ΕΧΝΖ ΣΡΟΦΟΓΟΗΑ
sin
Lz

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011

0
500
1000
1500
2000
2500
3000
3500
4000
4500
0.000 0.111 0.250 0.429 0.667
Ms[k
g/h
r]
fs/fb
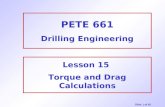
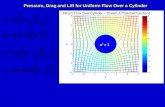
Ο ρυθμός μεταφοράς των στερεών σε σχέση με το λόγο fs/fb.
Mass Flow Rate of the solid bed as a function of the ratio fs/fb:
Max (M) when fs is small and fb is large 5/15/2017
29 Rheology-Extrusion - Univ. Thessaly
2015

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
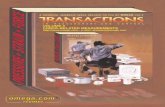
Solids Conveying: COF
Barrel COF Effect on Conveying
Soilds Conveying Rate versus
Coefficient of Friction on the Barrel for Soarnol EVOH
0
50
100
150
200
250
300
350
400
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Coefficient of Friction
So
lid
s C
on
ve
yin
g R
ate
,
pp
h a
t 1
00 R
PM
Dependency of COF
COF Depends On:
– Temperature
– Pressure
– Velocity (Screw Speed)
COF Measurement
– SPR-18 Term Model
– Place plastic in between metal for barrel and
metal for screw and measure COF (via torque).

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
0,000
100,000
200,000
300,000
400,000
500,000
600,000
0 0,001 0,002 0,003 0,004 0,005 0,006 0,007 0,008
H [m]
Ms
[k
g/h
r]
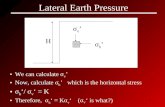
Ο ρυθμός μεταφοράς των στερεών σε σχέση με το βάθος του
καναλιού.

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Feed Section - Screw Length
Length of feed section can be negligible to 1/2
the length of screw
– Industry Standard = 5 Diameters
INCREASING LENGTH:
– Increase output of the screw
– Decrease available mixing time downstream
Feed Section - Channel Depth
Solids Conveying Rate versus Channel Depth for
Various Back Pressures
0
2
4
6
8
10
12
14
16
18
20
0.4 0.5 0.6 0.7 0.8 0.9 1
Channel Depth, inches
Solid
s C
onveyin
g R
ate
, in
3/s
P1/P0 = 1
P1/P0 = 100
P1/P0 = 200
P1/P0 = 500

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Solids Conveying - Feed properties:
Bulk Density
Bulk Density and
Compressibility
BULK DENSITY
– Density of the plastic including the air voids
between the particles
– Typically 20 - 40 lb/ft3
– < 10 lb/ft3, then extrusion on conventional
extruder is no longer possible
Screw Design For Bulk Density
Bulk Density Design Rules
– Bulk Density > 1/2 Solid Density
• Feed Channel = 0.1 - 0.2 D
– 1/3 Solid < Bulk Density< 1/2 Solid Density
• Deeper feed Channel Required
– Bulk Density< 1/3 Solid Density
• Crammer Feeder Needed

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Solids Conveying - Feed properties:
Compressibility
Bulk Density and
Compressibility
COMPRESSIBILITY
– Difference in percent between bulk density of
loose particles and bulk density of packed
particles
– > 20%, polymer is considered “non-free-
flowing”
– Measure by “Hand Clump” Test
Bulk Density and
Compressibility
Free flowing:
•No clump in hand squeeze
test
•Angle of Repose < 45°
Non-free flowing:
•Compressibility > 20%
•Easily broken clump in hand
squeeze test
•Angle of Repose > 45°
Bridge in Hopper:
•Compressibility > 40%
•Hard clump in hand squeeze test
Difficult to feed a compressible powder

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Feed Section Design
Feed Section - Channel Depth
SUMMARY OF COVNEYING SPEED
VERSUS CHANNEL DEPTH:
– Parabolic Shape to curve - therefore, optimum
depth can be chosen
– Pressure is a key variable - Increased pressure
generation comes from a shallower depth
Feed Section - Helix Angle

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Feed Section Design
Feed Section - # of Flights
E ffe ct o f F ee d C h an n el D ep th o n S o lid s C o n ve yin g
R a te
0
5
10
15
20
25
30
0 .1 0 .15 0 .2 0 .25 0 .3 0 .35
C h ann e l D ep th , in ch es
So
lid
s C
on
ve
yin
g R
ate
, c
c/s
S in g le F l ig h t
D o u b le F lig h t
*Increasing # of Flights, decreases Solids
Conveying
Torsion Factor
• Feed Section produces the most pressure, and
greatest possibility of breaking screw
• TORSION Measurement:
3
1
zul
motormax
N
P
5500
3D5.0H
Where:
Hmax = maximum feed depth, inches
D = Diameter, inches
Pmotor = Power rating of the motor, horsepower
N = screw speed, rpm
zul = allowable shear stress of metal, psi
4140 Tensile 237,500 psi Yield 182,000 psi

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Screw channel cross section
Ζ ΕΧΝΖ ΣΖΞΔΧ (Melting Zone)
Solids bed in an unwrapped screw channel
Predicted (Tadmor Model) and experimental solids bed profile

5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
“Barrier” Screw

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
“Basic” Extruder Analysis
• 1D Isothermal Newtonian flow between
parallel plates
– One plate moving (screw surface)
– Other plate stationary (barrel inner surface)
DP caused by constriction near the die
Conclusion: The flowrate is the sum of the drag flow and
of the pressure-driven flow

Now, let’s (conceptually) unwind the channel, and turn it into….A CHANNEL between two flat plates (assume the screw is stationary and THE BARREL ROTATES):
The barrel moves with Vb=πDN where N rotational speed of screw (e.g. RPM) and z the downchannel direction.
The down channel velocity component is: Vbz=Vbcosθ=πDNcosθ and: L=z·cosθ
Recall the FLAT PLATE EQUATIONS for drag flow with an opposing pressure flow:
dz
dPHVHWQ
122
3
5/15/2017
41

Use the helical geometry of the channel:
N = revs per second (rpm/60) of screw
L
Psin
DHcossinHNDQ
Dq
qq 2
322
122
1
5/15/2017
42

If we take into account the leakage flow rate from the small clearance (δ) between the barrel and the screw:
L
Ptan
e
DQL
Dq
12
322
L
Ptan
e
D
L
Psin
DHcossinHNDQ
Dq
Dq
12122
1 3222
322
in our analysis we neglect this term ~ 0
NOTE: 1. If there is no pressure build-up (e.g. no constriction of flow at the end of the extruder), the output would be maximum, i.e. drag flow only:
2. If the end is closed, Q=0 and we may equate drag and pressure flow which gives the MAXIMUM POSSIBLE PRESSURE:
qq cossinHNDQmax
22
2
1
q
Dq
tan
DLNmaxP
L
Psin
DHcossinHND
2
23
22 6
122
1
Since μ is large for polymer melts, extremely large (AND VERY DANGEROUS!!!) pressures can develop.
5/15/2017
μέγιςτη παροχή
μέγιςτη πτώςη πίεςησ

y
x
z
r
n
F
)n(
W
Q
nLmHP
2
1112D 2H
n
C
)n( Q
nLmRP
D
132 13
qq cossinHNDQmax
22
2
1
q
tan
DLNPmax 2
6
For the extruder:
Careful..!! L is the length of the METERING ZONE ONLY!
L
For the DIE (κεφαλή) the pressure drop vs flow rate can be obtained by the usual equations:
5/15/2017

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
2D Isothermal Analysis of Screw Extruders
• Parallel plate representation
(ι)=άμoλαο ηνπ θνριία, ζρεκαηίδεη
γωλία (ζ) κε ηνλ άμoλα (ρ)
(z)=helical axis
Γηα ζεηηθή ξνή, uι>0
V=πDN
ul=ux*cos(q)+uz*sin(q)

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Melt Conveying
simplified flow model - Uz
(z) (y)
Flow in the y-z plane useful for
flowrate predictions
uz(H)=Vz

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Melt Conveying – simplified flow
model on x-y plane
(x)
(y)
Vx=Vsin(q)

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Melt conveying – simple flow theory
The Ul column shows the velocity perpendicular to the
q-plane (shaded) – in the direction of the screw axis
ux uz
ul=ux*cos(q)+uz*sin(q)
ul

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Melt conveying: fluid motion
Pure drag flow No net flow
(circulation only)

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
Melt conveying – power calculations
?????

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Melt Conveying:
geometrical corrections
Effect of finite width of
flow channel Shape factors

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Melt Conveying: Effect of clearance ()
Fpn=Fp(1+fL)
And of course (H) is replaced by H- in the FD formula
Pressure gradient in the presence of leackage flow

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
• Parallel plate vs. annular flow
vs.
(ι)=άμoλαο ηνπ θνριία, ζρεκαηίδεη
γωλία (ζ) κε ηνλ άμoλα (ρ)
(z)=helical axis V=πDN

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2011
• Error introduced due
to flat-plate
assumption

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Melt conveying: non-Newtonian
fluids

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
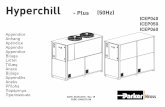
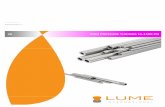
ρεδηαζκόο θαη ιεηηνπξγία εθβνιέα θνριία
Screw and die characteristics for a grooved
feed 45 mm diameter extruder with LDPE
The concept of combining die and screw
characteristic curves to obtain operating points

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
Dimensionless screw characteristic curves for
conventional and grooved feed extruders

εκεηώζεηο Μαζήκαηνο «Ρενινγία & Μνξθνπνίεζε Πνιπκεξώλ Τιηθώλ»
Α.Γ. Παπαζαλαζίνπ, Αλνημε 2017
ΑΛΛΔ ΓΗΟΡΘΧΔΗ
• Effect of channel non-
uniformity in z-
direction
– The operating curve
becomes steeper
• Non-isothermal
operation