Laser Welding Micro - Fraunhofer · PDF fileLaser Welding Laser micro welding is conducted...
2
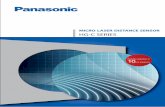
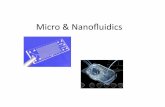
Laser Welding Laser micro welding is conducted using a combination of small focus spot size (< 50 μm) and high peak power. Continuous wave single-mode fiber laser, and pulsed Nd:YAG and disk laser sources are available at Fraunhofer for seam and spot welding applications. AREAS OF EXPERTISE e-mail: [email protected] Phone: 734 738 0550 www.cla.fraunhofer.org Micro Weld penetration depth, surface width and interface width are precisely controlled by the energy density, peak power intensity and duty cycle. Pulse shaping is used to prevent defects at weld start and stop positions. An inert shield gas atmosphere can be provided to meet stringent weld requirements for high quality/ low oxidation. ADVANTAGES • Welding of heat sensitive parts • Small heat affected zone and low distortion • Very small weld sizes • Welding of dissimilar metals • Hermetic sealing Laser Micro Welding Laser Micro Welding of Stainless Steel Sheets Very fine weld feature sizes (<50 μm) can be achieved in thin materials (down to 25 μm thickness) with reasonable gap tolerance. Both similar and dissimilar metals have been welded successfully. Very high welding speeds (>60 m/ min) have been achieved for welding of thin stainless steel materials. APPLICATION EXAMPLES • Seam welding of medical tubes • Packaging of thermal batteries • Sealing of platinum electrode pads • Spot welding of electrical battery joints • Medical implant joining • Welding of highly reflective material (gold, silver, copper) Surface of Stainless Steel Tube Microweld Weld Section Produced on Stainless Steel at 50 m/min
-
Upload
hoangtuyen -
Category
Documents
-
view
214 -
download
2
Transcript of Laser Welding Micro - Fraunhofer · PDF fileLaser Welding Laser micro welding is conducted...

Laser Welding
Laser micro welding is conducted using a combination of small focus
spot size (< 50 μm) and high peak power. Continuous wave single-mode
fi ber laser, and pulsed Nd:YAG and disk laser sources are available at
Fraunhofer for seam and spot welding applications.
A R E A S O F E X P E RT I S E
e-mail: [email protected] Phone: 734 738 0550 www.cla.fraunhofer.org
Micro
Weld penetration depth, surface width and
interface width are precisely controlled by the
energy density, peak power intensity and duty
cycle. Pulse shaping is used to prevent defects
at weld start and stop positions. An inert shield
gas atmosphere can be provided to meet
stringent weld requirements for high quality/
low oxidation.
A D VA N TA G E S
• Welding of heat sensitive parts
• Small heat affected zone and low distortion
• Very small weld sizes
• Welding of dissimilar metals
• Hermetic sealing
Laser Micro Welding
Laser Micro Welding of Stainless Steel Sheets
Very fi ne weld feature sizes (<50 μm) can be
achieved in thin materials (down to 25 μm
thickness) with reasonable gap tolerance. Both
similar and dissimilar metals have been welded
successfully. Very high welding speeds (>60 m/
min) have been achieved for welding of thin
stainless steel materials.
A P P L I C AT I O N E X A M P L E S
• Seam welding of medical tubes
• Packaging of thermal batteries
• Sealing of platinum electrode pads
• Spot welding of electrical battery joints
• Medical implant joining
• Welding of highly refl ective material (gold, silver, copper)
Surface of Stainless Steel Tube Microweld
Weld Section Produced on Stainless Steel at 50 m/min

e-mail: [email protected] Phone: 734 738 0550 www.cla.fraunhofer.org
In laser soldering, the laser beam provides controlled heating of
the solder material and joint area which causes solder to refl ow
and form the joint.
A R E A S O F E X P E RT I S E
A P P L I C AT I O N S
• Soldering of electronic power boards
• Miniature solder joint prototyping
• Heat sensitive electronic parts
• Selective soldering
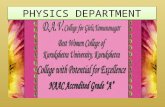
Cross-section of Laser Soldered Joint
Laser Soldered Mobile Phone Elec-tronic Component
A D VA N TA G E S
• Odd shaped parts which have joints that are not easily accessible with a refl ow solder system.
• Applications that provide a sealed receptacle, such as small SMD circuit boards
• Heat sensitive electronic parts which cannot be soldered in a refl ow oven
• Service of electronic circuit boards due to the high fl exibility of the laser soldering system
• Joining fi ne wire bonds as small as 150 mm replacing conventional silver-epoxy bonding.
Laser Soldered Joint for Automotive Power Electronic Board
Fraunhofer has suitable laser sources with small spot sizes (down to <0.1 mm) and can perform high quality
soldering using lead based and lead-free solders. Tailored heat cycles by laser pulse shaping are available.
Special laser soldering heads have been developed for custom power electronic board soldering.
Laser Soldered Components of Auto-motive Power Electronic Board
Laser Soldering