Heat Generation in the Inertia Welding of Dissimilar...
7
Click here to load reader
Transcript of Heat Generation in the Inertia Welding of Dissimilar...

246-s | OCTOBER 2001
A B S T R AC T. The transient thermal re-sponse in inertia welding is difficult tocapture analytically. Heat is genera l l ydissipated over time scales of less thanone second, an order of magnitude fasterthan direct-drive friction welding. Th epresent work critically examines the na-ture of the heat generation term throughan analysis of experimental data. Th emethod presented here determines theheat generation term for the inertia weld-ing of dissimilar tubes (tube thick n e s ssmall in comparison to radius so that ra-dial effects are neglected) solely based onm a ch i n e - g e n e rated data, namely thecurve of angular speed vs. time and themagnitude of material burnoff. A simpleapproach to determining the heat alloca-tion to both sides of the dissimilar joint isproposed, and the resulting thermalproblem is solved using an analyticalmethod. The predictions are compared toactual thermocouple data from weldsconducted under identical conditions,and are shown to be in good agreement.Although the method proposed in thiswork does not replace more accurate nu-merical analyses, it does provide guid-ance in weld parameter deve l o p m e n t .This is demonstrated through the model-based scaling of weld parameters for dis-similar tube welds over a range of tubediameters.
Introduction
Previous Thermal Models of Frictionand Inertia Welding
In industrial friction and inertia weld-ing production situations, it is not alwayspossible to conduct extensive instru-mented testing during which temperaturedata are gathered. Peak joint temperature
and the temperature profile in the regionnear the weld can have a significant im-pact on flash formation, heat-affectedzones, and joint strength. Cooling ratesare closely related to joint tempera t u r eprofiles and they directly influence theresidual stress state developed in thejoint. The issue of residual stress becomesmore significant in dissimilar materialjoints. It is therefore desirable to have ameans of rapidly and accurately estimat-ing peak joint temperatures and coolingrates based on input parameters and rou-tinely gathered inertia welding machineperformance data.
The present model offers such esti-mates based on an analytical solutionand two proposed parametric represen-tations of the heat generation term. Themodel presented here is specifically fortubular cross sections, and the analyticalmodels assume constant, but tempera-t u r e - ave raged, material properties. Th eonly required inputs are the measuredd e c ay of the rotational speed, the mo-ment of inertia of the flywheel, the totalburnoff or reduction in length due toflash, and an assessment (or assumption)of how the burnoff is divided between thetwo tubes.
It is not the intent of this work to sup-plant more detailed numerical analysesof the inertia welding process, which areimportant in determining such mechani-cal aspects of the process as residualstress and flash formation. The present
model is, however, sufficiently accurateto be used as a reduced-order thermalmodel for process optimization and pa-rameter development in the inertia weld-ing of tubes. A more accurate “truth”model, such as a finite element model,can then be used to further examine amore limited set of interesting parametersand quantify flash evolution and residualstress formation.
The first published analytical solutionto the transient thermal history during fric-tion welding is generally attributed toRykalin, et al. (Ref. 1), although seve ral ofthe same era researchers from the formerS oviet Union also discussed heat inputduring friction welding (Refs. 2–4). Th emathematics upon wh i ch this analyticalsolution is based appears, among otherplaces, in the work of Carlslaw and Ja e g e r(Ref. 5). The model assumptions are semi-infinite solid; constant flux at the free sur-face for time th, then flux is “turned off”;zero initial temperature; and constant ma-terial properties. The solution is given bythe following equation (Refs. 1, 5):
where k is the thermal conductivity, α isthe thermal diffusivity, x is the distance
for 0 ≤ t ≤ th :
T =2qo
k
⋅
atp
exp −x 2
4at
−x2
erfcx
2 at
=2qok
⋅ t ⋅ ierfc
x
2 t
for x > th :
T =2qo
k
t ⋅ ierfcx
2 t
− t − th( )
⋅ ierfc x
2 t − th( )
(1)
Heat Generation in the Inertia Weldingof Dissimilar Tubes
BY V. R. DAVÉ, M. J. COLA, AND G. N. A. HUSSEN
A reduced thermal model is developed that accurately captures joint temperaturesand provides guidance in weld parameter development
KEY WORDS
Inertia WeldingFriction WeldingThermal ModelsDissimilar TubesReduced Order ModelWeld Parameters
V. R. DAVÉ and M. J. COLA are with the Ma-terials Science and Te chnology Div., LosAlamos National Labora t o r y, Los Alamos,N.Mex. G. N. A. HUSSEN is with the Mate-rials Science and Engineering Dept., StanfordUniversity, Palo Alto, Calif.
Dave Supplement for 10/01 9/27/01 9:33 AM Page 246

from the weld interface, and qo is themagnitude of the surface heat flux.
The next significant contribution wa smade by Cheng (Refs. 6, 7), who analyzedboth similar and dissimilar tubular jointc o n f i g u rations. Cheng numerically solve dthe differential equation of heat conduc-tion (see Equation 2, wh i ch follows) withappropriate boundary conditions, and alsoa l l owed the material properties to va r ywith temperature (Ref. 6):
where A is the cross-sectional area, To isthe ambient temperature surrounding thetube, P is the outer perimeter of the tube,Cp is the specific heat, ρ is the density, his the film coefficient of heat tra n s f e r(convective cooling), U(t) is the velocityof the melt front, ε is the emissivity, andσ is the Stefan-Boltzmann constant.Cheng allowed for the existence of a meltlayer by incorporating a moving bound-ary term. Seve ral experimental studieshave refuted the notion of melting duringfriction welding, such as the work ofWeiss and Hazlett (Ref. 8), and this topicwill be revisited later in the present work.As Wang (Ref. 9) pointed out, it is quitelikely that softened material at tempera-tures near the melting point will be ex-pelled as flash before melting can occur.
Wang and Nagappan (Ref. 10) per-formed a thermal analysis similar to thatof Cheng but for the inertia welding ofsteel bars. Their predictions showed thepeak temperature to be less than themelting point and that for inertia weld-ing, the peak temperatures are achievedvery quickly as compared to conve n-tional friction welding. Additionally, theynoted a strong dependence of the pre-
dicted temperature distribution on thetotal welding time. This total weldingtime is a function of all the main processvariables: initial rotational speed, thrustpressure, moment of inertia, etc. Th e i rmodel has good qualitative agreementwith measured temperature values.
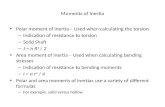
Johnson, et al. (Ref. 11), have alsonoted the power dissipation curve for in-ertia welding is very different than that forfriction welding. They have suggested atwo-part curve: Stage I, corresponding toa more concentrated initial contact andStage II, a slower (relatively slow e r )decay. They proposed the following func-tional forms:
where qmax is the maximum power dissi-pation and Tmax is the maximum interfacetemperature attained — Fig. 1. A more re-cent multistage thermal model for direct-drive friction welding was developed byMidling and Grong (Ref. 12), who pro-posed various analytical forms for theheating stage, steady-state condition, andcooling stage based on continuous pla-nar disc sources at the weld interface.
There are numerous finite elementand finite difference models on both con-ventional friction and inertia welding.These modeling efforts account for theheat generation term by examining thecoupled thermomechanical problem to-gether with an interfacial friction law.This interfacial friction law or constitutiverelation must account for frictional heat-ing. Sluzalec (Refs. 13, 14) was one of thefirst to use the finite element analysis(FEA) approach for friction welding, andMoal, et al. (Refs. 15, 16), have deve l-oped an FEA model specifically for iner-tia welding. Sahin, et al. (Refs. 17, 18),
h ave produced a series of finite differ-ence models. Weiss (Ref. 19) has also in-vestigated the residual stresses afterwelding using the FEA approach. Fu andDuan (Ref. 20) have more recently usedthe FEA approach to model the axialpressure distribution in addition to thetemperature field.
As mentioned earlier, this work is a re-duced order model of the inertia weldingprocess. It is motivated by the need toh ave simple, yet realistic, models that canbe used for i n - s i t u process monitoring andcontrol and for rapid parameter deve l o p-ment and validation. It differs from previ-ous works in that it attempts to more ac-c u rately capture heat generation duringwelding as a function of time by usingdata routinely gathered by the inertiawelding machine. This data is directlyused as an input to the thermal simula-tion, wh i ch in this case is a reduced-orderanalytical model of heat conduction. Ass u ch, this approach could also be usedwith more sophisticated models for heatt ra n s f e r, and would provide a reasonableestimate of heat generation without hav-ing to explicitly model the combinedt h e r m o m e chanical problem. Also, thisa p p r o a ch is amenable to an on-line mon-itoring strategy that flags potentially de-f e c t ive welds in critical components andhas the potential to alleviate the inspec-tion burden by reducing it to “inspectionfor cause” as opposed to inspecting eve r ycomponent.
Equipment and Experimental Procedure
The commercially pure niobium and316L stainless steel utilized in this studywere in the form of 1 in.-diameter tubes.The Nb tube wall thickness was slightlyt h i cker (0.125-in.) than the 316L tubewall (0.08 in.) to provide for greater forg-ing action during the upset stage. Prior to
Stage I :q t( ) = qmax sin t( )
Stage II :q t( ) =Tmaxk Cp
t(3)
∂T∂t
+ U t( ) ∂T∂x
=1
ρCP
∂∂x
k∂T∂x
− σεPρCpA
T4 − To4( ) − hP
ρCpAT − To( ) (2)
WELDING RESEARCH SUPPLEMENT | 247-s
Fig. 1 — Schematic heat generation term after Johnson, etal. (Ref. 11).
Fig. 2 — Schematic showing thermocouple placement.
Dave Supplement for 10/01 9/27/01 9:33 AM Page 247

inertia welding, the tubes were sectionedinto 3-in. lengths and the faying surfaceswere machined while flood cooled inisopropyl alcohol.
Inertia welds were produced using anMTI Model 90B inertia welding system.Initial emphasis was placed on determin-ing parameters capable of producing jointsthat could sustain bending through 90 deg.Once suitable starting parameters were de-veloped, welds were made at a surface ve-locity of 393 ft/min and axial force of 8330 lbf while maintaining a constant mo-ment of inertia of 5.19 lbm-ft2. After weld-ing, and prior to testing, each joint was Heleak ch e cked, achieving a minimum leakrate of 1x10–10 atm.-cc/s.
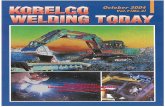
Thermal cycle data were recorded bya t t a ching 0.010-in.-diameter Type K(Chromel-Alumel) thermocouples to theoutside of the stainless steel tube. Seventhermocouples were attached in 0.020-in. increments starting at the joint end of
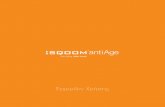
the tube and extending along its axis to0.120 in. — Fig. 2. The data acquisitionsystem was a National Instruments BoardModel AT-MIO-16-10 connected to aPentium-class computer running Lab-view SCXI 1120 software set at a gain of20. A 10-kHz filter was used to recordseven channels of thermocouple data at200 Hz and store it for off-line analysis.Based on a thermocouple rise time analy-sis conducted by Sawada and Nishiwaki(Ref. 21), it is expected the thermocouplerise time could range from 10 to 50 ms,but is certainly expected to be less than100 ms. The total bond time was less than0.25 s for the welds made in this study, sothe thermocouple may underestimate thepeak temperature by, at most, 6% (as-suming 50-ms rise time and peak tem-perature of ~1000°C occurring 0.1 s afterthe start of the bond). Data was sampledfrom the start of the weld cycle until theweld had cooled below 260ºC. A macro-section of a completed weld betweenniobium and stainless is shown in Fig. 3.
The Heat Generation TermDerived Directly fromMachine Measurements
Rykalin, et al. (Ref. 1), have deter-mined the heat input during frictionwelding is given by the following:
Wang and Nagappan (Ref. 10) as-sumed the product of the friction coeffi-cient µ and the normal pressure p re-mains a constant. By using thisassumption — an empirical fit to the an-gular speed curve and a heat balance —they were able to derive an expression forthe heat generation of the following form:
The present work takes two ap-proaches to modeling heat input: a mod-
ification of Wang and Nagappan’s treat-ment, and a second approach basedpurely on energy considerations. The firstapproach starts with Equation 5 and ig-nores radial variations on account of thethin-walled nature of the tubular sectionsbeing joined. Furthermore, heat genera-tion at the interface is apportioned toe a ch material according to the expres-sion that applies to heat generation in aninfinite composite solid (Ref. 5):
The speed curve was modeled by thefollowing empirical relationship:
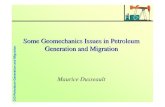
where m and n are constants, and thecharacteristic time τ is defined as the timerequired for the rotational speed to decayto 10% of its original value at the start ofthe weld. The data in Fig. 4 shows the ac-tual speed curve from a weld and the em-pirical form chosen to represent it. For thecase shown here, normalized speed[ω(t)/ωo] is shown vs. time. The weld con-ditions were ωo = 1488 rpm; Io = 5.19lbm-ft2; P = 8330 lbf. The nonlinear, least-squares-fit parameters are m = 2.931 andn = 1.718. The heat input is then assumedto have the following form:
where Q is the total heat input in watts,ω is the speed curve as represented byEquation 7, and Ao is a constant. The con-stant is evaluated based on conservationof energy. Before this can be done, it isrecognized that some of the energy avail-able to the joint from the flywheel will beused to heat and expel flash. Therefore,
Q t( ) = A o ⋅ω t( ) (8)
ω t( )= ωo ⋅ exp −m ⋅tτ
n
(7)
Q1 + Q2 = Qtotal
Q1Q2
= k1k2
⋅ α2α1
= k1 ⋅ ρ1 ⋅C1k 2 ⋅ρ 2 ⋅C2
(6)
q t( ) = const.⋅r ⋅ ω t( ) (5)
q t( ) = const. ⋅ µ ⋅p ⋅r ⋅ω t( ) (4)
248-s | OCTOBER 2001
Fig. 3 — Macrosection of the as-welded nio-bium-to-stainless steel joint.
Fig. 4 — The angular speed curve as modeled empirically by Equa-tion 7.
Fig. 5 — Comparison between predicted and actual thermal pro-files on the stainless side of the weld.
Dave Supplement for 10/01 9/27/01 9:34 AM Page 248

the effective energy conducted into theworkpiece will be less than the initial en-ergy of the flywheel. The approach takenin this work was to examine the joint afterthe weld and make a determination as tothe amount of material expelled fromeach side. For example, in the case of dis-similar welds between Nb and 316Lstainless, the flash was expelled almostentirely in the Nb. The inertia weldingm a chine tra cks the reduction in lengthduring the weld, and, therefore, it is pos-sible to know the burnoff directly fromm a chine measurements. Then it is as-sumed the flash carries off an amount ofenergy equal to
where B is the total reduction in length,or burnoff; AC is the cross-sectional areaof the tube; ρ is the density; C is the av-erage specific heat over the temperaturerange ∆TMAX; and ∆TMAX is the maximumtemperature rise.
Since the maximum temperature at-tained is not known a priori, an itera t iveprocedure must be used. The peak jointt e m p e rature is first estimated, the energylost to flash is then evaluated, the result-ing thermal profile is calculated, and theprocess is repeated until the maximumpredicted temperature matches the esti-mate. The constant AO can now be eva l-u a t e d :
The second method of determiningthe heat flux invo l ves direct considera-tion of the dissipation of rotational ki-netic energy by the weld. For any giventime during the weld, it can be generallysaid the following expression relates theenergy dissipated by the weld to the lossin kinetic energy of the flywheel:
Therefore, it is immediately observed thatthe power dissipation in the weld is givenby the following:
This ignores stored elastic energy in thetooling or inertia welding machine andalso ignores other energy losses such asmachine friction and grip “slippage,” i.e.,energy loss at the workpiece/tool inter-face. It turns out this method was inde-pendently discovered by Dr. H. A. Nied,S r., of General Electric Co., and wa sbrought to the authors’ attention throughRef. 22. Using the same model for the ro-tational speed as shown in Equation 7,the total power dissipation in the weld isassumed to be the following:
As before, the constant Co takes intoaccount the fact that some of the energydissipated in the weld must go into heat-ing and expelling the flash. Co is calcu-lated in an entirely analogous manner toAo and is given by the following:
The thermal profiles can now be eval-uated with the aid of Duhamel’s theorem,as applied to the case of 1-D heat con-duction in a semi-infinite solid with atime-varying flux at the free surface, asfollows:
where q(t) is the time-varying surfaceflux.
The heat flux q is easily derived fromthe expressions for total power shown inEquations 8 and 13 by considering thecross-sectional area and the fraction ofenergy entering into a particular side ofthe joint, as follows:
For the two proposed heat inputs, thethermal profiles will now be comparedfor a stainless steel-to-niobium weld. Theweld parameter data and assumed ther-mal properties of the materials are shownin Table 1. The resulting thermal profilesare shown in Figure 5 and are comparedto the actual data at the position of theweld interface, i.e., x = 0. Model 1 refersto the heat flux as specified by Equation8, whereas Model 2 refers to the heat fluxas given by Equation 13.
A measure of how well the two mod-els represent the data can be deduced byconsidering the error as a function oftime:
where M(t) is the predicted temperature att and Y(t) is the measured temperature at t.
Error(t) ≡ M(t) − Y(t) (17)
q1 t( ) =Qtotal t( )
AC⋅
1
1+k2 ⋅ ρ2 ⋅ C2k1 ⋅ ρ1 ⋅ C1
(16)
T x,t( ) =1k
απ
⋅ q t − ζ( )0
t∫
⋅exp −x2
4αζ
⋅
dζζ
(15)
CO = 1−E flashEO
(14)
Q t( ) = CO ⋅ m ⋅nτ
⋅exp −2 ⋅m ⋅tτ
n
⋅tτ
n −1
(13)
Q t( ) = −IOω t( ) ⋅dωdt
(12)
Eweld t( ) =12
IOωO2 −
12
IO ω t( )[ ]2(11)
Q t( ) = A O ⋅ω t( )Q ′ t ( )
0
∞∫ d ′ t = EO −Eflash( )
so
AO =EO −E flash( )
ω ′ t ( )d ′ t 0
∞∫
where EO =12
IOωO2 (10)
Eflash = B ⋅ AC ⋅ρ ⋅ C ⋅ ∆TMAX (9)
WELDING RESEARCH SUPPLEMENT | 249-s
Fig. 6 — Error as defined by Equation 14 shown as a function oftime for Models 1 and 2.
Fig. 7 — The effect of variations in thermomechanical propertieson model predictions.
Dave Supplement for 10/01 9/27/01 9:34 AM Page 249

The evolution of the error is shown inFig. 6 for the two models under consid-eration. It is clear Model 2 better repre-sents the data at short times, wh e r e a sModel 1 seems to be more suitable atlong times. Another important factor thathas been ignored in the treatment thus faris the effect of tempera t u r e - d e p e n d e n tmaterial properties. This effect is shownin Fig. 7 by changing the assumed mate-rial properties for conduction through thestainless steel.
Heat Input Model as a Basisfor Selection of Weld Parameters
It will now be shown that the pro-posed heat generation term can be usedto select weld parameters as part size ischanged, i . e., the para m e t e r- s c a l i n gproblem. The basic assumption in inertiawelding is that the energy per unit area ofthe joint must be kept constant as theweld parameters are scaled for larger orsmaller diameters. This means the fol-lowing, with E specified by the initial fly-wheel kinetic energy:
The nominal bondpressure is usually notaltered as the size is in-creased, although thebond force is adjusted tomake the bond pressureconstant. In the presenttreatment, the effect ofpressure is consideredand modifications to thebond pressure with sizeare proposed. The effectof increasing pressure ist ra cked by a close ex-amination of the powerdissipation curves, andjoints made in compo-nents of different sizesare considered “equiva-lent” when their respec-
t ive power dissipation curves resembleone another.
The behavior of the hot, highlyworked interfacial layer that forms duringthe inertia weld can generally be mod-eled using the following phenomenolog-ical form (Ref. 15):
τ = (const.)·(∆V)p·Pq (19)
where τ is the shear stress, ∆V is the rel-ative slip velocity, and P is the interfacialbond pressure.
The slip velocity for thin-walled tubesis given by v = ωr, where r is the averageradius. The expression for the tangentialshear (radial shear effects ignored) stressthen becomes the following:
The quantities on the left-hand side ofEquation 20 are directly related to theheat input and power dissipation duringthe weld. Therefore, if it is assumed thepower dissipation is to be held constant
as the part size changes, then this sug-gests an additional scaling law (in addi-tion to Equation 18):
rp·Pq = (const.) (21)
In the present work, it was assumedthat p = q = 1 in Equation 21 for purposesof testing the newly proposed scalinglaw. First, welds were produced betweentitanium and niobium using only Equa-tion 18, i.e., keeping the initial bond en-ergy per unit area a constant. The inter-facial bond pressure was also heldconstant. The subscale tube diameterwas 0.75 in., and the full scale was 1 in.The bond parameters for both bondsbased purely on Equation 18 and con-stant interfacial bond pressure are shownin Table 2.
The full-scale bonds made underthese conditions easily passed a destruc-t ive bend test (samples were bent afterflash was removed and a bend angle ofgreater than 45 deg was achieved beforefailure at the joint), whereas the subscalesamples failed immediately upon beingsubjected to bending loads (essentiallyzero bend angle). Clearly the assumedscaling law based purely on Equation 18and a constant interfacial bond pressuredid not work. The bond pressure wa sthen modified based on Equation 21 withexponents p and q equal to 1. The origi-nal bond pressure based on constantbond pressure was 5978 lbf. The bondpressure predicted by Equation 21 with p= q = 1 is 7963 lbf. The full-scale bondwas conducted at a bond pressure of5978 lbf. Based on the data in Fig. 8, asthe subscale and full-scale power curvesstart to resemble one another, the result-ing bonds are expected to have compa-rable bond quality. The sample bend testsalso suggest this is the case. This meansthe power dissipation curve can providevaluable guidance in the selection ofbond parameters as the size of the jointchanges. The assumption of p = q = 1 iss o m e what arbitra r y, but importanceshould not be attached to the specific
τ t( ) = const.( ) ω t( ) ⋅r[ ]p⋅Pq
or
τ t( )ω t( )[ ]p
= const.( ) ⋅rp ⋅Pq (20)
E1A1
=E2A 2
(18)
250-s | OCTOBER 2001
Fig. 8 — A comparison between the power dissipation during thebond for the full-scale bond and the subscale bond conducted atvarious bond forces.
Table 1 — Weld Parameter Data and Assumed Thermal Properties
Quantity Value(all thermophysical data from Ref. 20)
Initial Rotational Speed 1487 rpm (1500 nominal)Moment of Inertia 5.19 lb-ft2Axial Welding Force 8330 lbAverage Specific Heat for Nb over 273–1273 K 0.29 J/g/KAverage Thermal Conductivity for Nb over 273–1273 K 0.59 W/cm/KAverage Specific Heat for 316 SS over 273–1273 K 0.56 J/g/KAverage Thermal Conductivity for 316 SS over temperature 0.21 W/cm/K
range 273–1200 KFraction of total power going to 316 SS side (equation 16) 0.445Fraction of total power going to Nb side 0.555
Table 2 — Comparison Between Subscaleand Fullscale Inertia Weld Parameters
Parameter Value
Full-scale Inertia 5.19 lb-ft2Subscale Inertia 3.32 lb-ft2Full-scale Initial Speed 1570 rpmSubscale Initial Speed 1675 rpmFull-scale Area 0.231 in.2Subscale Area 0.168 in.2Bond Pressure (held constant 25854 lb/in.2as area changes)
Dave Supplement for 10/01 9/27/01 9:34 AM Page 250

values of these parameters. The centra lmessage of this study is that the powerdissipation characteristic as a function oftime is a good means of transferring weldp a rameters from one part size to asmaller or larger size.
Inertia Welding Heat Generationand the Possible Existenceof a Liquid Interlayer
There has been and continues to besome debate about the possible exis-tence of a liquid layer during inertia orfriction welding. Cheng (Refs. 6, 7) al-lowed for the existence of such a moltenlayer in his modeling work. Several ex-perimental studies by Squires (Ref. 23),Weiss, and Hazlett (Ref. 8), and Hasui, eta l . (Ref. 24), did not find evidence ofmelting. Wang and Nagappan (Ref. 10)predicted the peak temperatures wouldbe below the melting point based on theirmodeling work of inertia-welded steelbars. Wang (Ref. 9) points out availablemetallurgical investigation does not sup-port the existence of a liquid film at theinterface, and torque measurements donot show a disruption or sudden dropthat may be expected on account of a liq-uid interlayer.
To further analyze the possibility ofmelting during the inertia bonds made inthis work, the possibility of a fluid layersubjected to shear is considered. A pre-dicted melt layer thickness will now bederived for such a layer by invoking sim-ple hydrodynamic reasoning. The lami-nar boundary layer thickness is specifiedby the following:
where x is the position along the wall inthe direction of flow, v is the kinematicv i s c o s i t y, and U∞ is the free-stream ve l o c i t y.
The average velocity during the speedcurve decay is obtained by finding the av-erage value of the speed curve shown inEquation 7 using fit parameters as de-scribed in Fig. 4. This results in an aver-age velocity of 0.93 m/s. The dy n a m i cviscosity of molten iron ranges from 5 to10 centipoise (a centipoise, cP, is equalto 10–3 kg·m–1·s–1) over a range of temper-atures (Ref. 25), and this equates to akinematic viscosity of 6 X 10–7 – 1.2 x 10–6
m2/s. The distance x is the maximum dis-tance the part may rotate during the iner-tia weld, which in this case is the total cir-cumferential travel during the decay inrotational velocity. Again using Equation7 for the conditions described in Fig. 3,the part makes a total of 2.5 rotations, sothe maximum possible travel distance is
0.2 m. Therefore, the Reynolds Numberof this flow is the following:
which is within the laminar regime. Thecorresponding film thickness then be-comes
From microstructural inve s t i g a t i o n ,there is no evidence of a 400+ micron-wide melt layer that, if it did exist, wouldbe most conspicuous and easily de-tectable. Furthermore, even on submi-cron-length scales, no evidence of melt -ing was detected. At the interface, therewas an intermetallic reaction layer con-sisting of a Nb-Fe-Cr intermetallic com-pound that was approximately 200 nmthick. If we assume this layer was formedby liquid-phase reaction, we can ap-proximate the thickness of the laminarboundary layer to be the width of this re-action zone. In that case, using Equation22, the equivalent metal viscosity wouldh ave been approximately 2 x 10- 1 0 c P,which is a physically unrealistic numberfor molten metals. It is, therefore, rea-sonable to assume there was no meltingduring the welding process.
Conclusions and Future Work
In this study of the heat genera t i o nterm during inertia welding of dissimilartubes, the following was demonstrated:
1) The temperature profile during in-ertia welding can be well represented bysimple analytical solutions that directlyuse machine-generated data.
2) The proposed forms of the heat gen-eration term can be used to provide guid-ance for parameter development wh e nattempting to transfer successful weld pa-rameters to varying part diameters.
3) It is unlikely a fluid layer was gen-erated during the inertia welds discussedin this work.
The heat generation terms representedby Equations 8 and 13 could also be usedas part of an i n - s i t u process monitoringm e t h o d o l o g y. If the heat generation term,the effective bond time (time required forangular speed to drop to 10% of its initialvalue), the material burnoff, and theburnoff rate are all monitored, it may be
possible to establish a process windowbased solely on i n - s i t u m e a s u r e m e n t s ,wh i ch would be the first step toward a100% quality-assured methodology forinertia welding (no postprocess inspectionrequired). Accounting for tempera t u r e - d e-pendent material properties can enhancethe thermal predictions in this work, ands u ch simulations are in progress.
Acknowledgments
This research was funded under DOEcontract No. W-7405-ENG-36. The au-thors also wish to thank Ann M. Kelly forher valuable assistance in metallography,Dr. David F. Teter for his valuable sug-gestions and electron microscopy work,and Dr. R. D. Dixon for his critical reviewof the manuscript.
References
1. Rykalin, N. N., Pugin, A. I., andVasil’eva, V. A. 1959. The heating and coolingof rods butt-welded by the friction process.S va rochnoe Pro i z vo d s tvo (Welding Pro d u c-tion): 42–52.
2. Vill’, V. I. 1959. Energy distribution inthe friction welding of steel bars. SvarochnoeProizvodstvo (Welding Production): 31–51.
3. Gel’dman, A. S., and Sander, M. P. 1959.Power and heating in the friction welding oft h i ck - walled steel pipes. S va ro c h n o eProizvodstvo (Welding Production): 53–61.
4. Zadegson, R. I., and Voznessenskii, V. D.1959. Power and heat parameters of frictionwelding. S va rochnoe Pro i z vo d s tvo (We l d i n gProduction): 63–70.5. Carlslaw, H. S., and Jaeger, J. C. 1959. Con-duction of Heat in Solids. Oxford, U.K.:Clarendon Press.
6. Cheng, C. J. 1962. Transient temperaturedistribution during friction welding of twosimilar materials in tubular form. We l d i n gJournal 41(12): 542-s to 550-s.
7. Cheng, C. J. 1963. Transient temperaturedistribution during friction welding of two dis-similar materials in tubular form. We l d i n gJournal 42(5): 233-s to 240-s.
8. Weiss, H. D., and Hazlett, T. H. 1966.The role of material properties and interfacet e m p e ratures in friction welding dissimilarmetals. ASME Paper 66-MET-8.
9. Wang, K. K. 1975. Friction welding.WRC Bulletin no. 204.
10. Wang, K. K., and Nagappan, P. 1970.Transient temperature distribution in inertiawelding of steels. Welding Journal 49(9): 419-sto 426-s.
11. Johnson, P. C., Stein, B. A., and Davis,R. S. 1966. Inertia Welding. Unpublishedtechnical report, Caterpillar Tractor Co.
12. Midling, O. T., and Grong, O. 1994. Aprocess model for friction welding of Al-Mg-Si alloys and Al-SiC metal matrix composites— I: HAZ temperature and strain rate distrib-
δ ≈ v ⋅xU∞
=1×10−6 m2 / s( ) ⋅ 0.2 m( )
0.93 m / s( )= 464µm (24)
Re ≡U∞x
v=
0.93 m / s( ) ⋅ 0.2 m( )1×10−6 m2 / s( )
= 1.86 ×105 (23)
δ ≈v ⋅xU∞
(22)
WELDING RESEARCH SUPPLEMENT | 251-s
Dave Supplement for 10/01 9/27/01 9:34 AM Page 251

ution. Ac ta Metallugica et Materialia 4 2 ( 5 ) :1595–1609.
13. Sluzalec, A. 1985. Thermoplastic effectsin friction welding analyzed by finite elementmethod. The Effects of Fabrication Re l a t e dS t resses on Product Manufacture and Pe rf o r-mance, TWI Co n f e rence Pro c e e d i n g s. Th eWelding Institute, Abington, U.K. Paper –8.
14. Sluzalec, A. 1990. Thermal effects infriction welding. Int. J. of Mech. Sci. 3 2 ( 6 ) :467–478.
15. Moal, A., Massoni, E., and Chenot, J-L.1990. A finite element modeling for the iner-tia welding process. Conference on Computa-tional Plasticity: Fu n d a m e n tals and Applica-tions I, pp. 289–300. Swansea, U. K.:Pineridge Press.
16. Moal, A., and Massoni, E. 1995. Finiteelement modeling of the inertia welding oft wo similar parts. Engineering Co m p u ta t i o n s12(6): 497–512.
17. Sahin, A. Z., Yilbas, B. S., and Al-Garni,
A. Z. 1996. Friction welding of Al-Al, Al-steel,and steel-steel samples. J. of Mat Eng. and Per.5(1): 89–99.
18. Sahin, A. Z., Yilbas, B. S., Ahmed, M.,and Nickel, J. 1998. Analysis of the frictionwelding process in relation to the welding ofcopper and steel bars. J. of Mat. Proc. AndTech. 82: 127–136.
19. Weiss, R. 1998. Residual stresses andstrength of friction welded cera m i c / m e t a ljoints. Welding Journal 77(3): 115-s to 122-s.
20. Fu, L., and Duan, L. 1998. The coupleddeformation and heat flow analysis by finiteelement method during friction welding.Welding Journal 77(5): 202-s to 207-s.
21. Sawada, T., and Nishiwaki, N. 1991.Response of a thermocouple to transient tem-perature changes in a metal to which it is at-tached. Int. J. Mech. Sci 33(7): 551–561.
22. Communication with Tom McGaughyof the Edison Welding Institute (EWI),10/20/99, who distributed a copy of EWI CRP
Report SR9821, Inertia Welding of IN718 and1045 Steel: Numerical Modeling and Experi-ments.
23. Squires, I. F. 1966. Thermal and me-chanical ch a racteristics of friction weldingmild steel. British Welding Journal 1 3 ( 1 1 ) :652–657.
24. Hasui, et al. 1968. Experimental stud-ies on friction welding phenomena. Tr a n s .Nat. Res. Inst. Metals Japan 10(4): 53–71.
25. Geiger, G. H., and Poirier, D. R. 1973.Transport Phenomena in Metallurgy. Reading,Mass.: Addison Wesley Publishing Co.
252-s | OCTOBER 2001
All authors should address themselves to thefollowing questions when writing papers for submissionto the Welding Research Supplement:
◆ Why was the work done?◆ What was done?◆ What was found?◆ What is the significance of your results?◆ What are your most important conclusions?With those questions in mind, most authors can
logically organize their material along the followinglines, using suitable headings and subheadings todivide the paper.
1 ) Abstract. A concise summary of the majorelements of the presentation, not exceeding 200 words, tohelp the reader decide if the information is for him or her.
2) Introduction. A short statement giving relevantbackground, purpose and scope to help orient thereader. Do not duplicate the abstract.
3) Experimental Procedure, Materials, Equipment.4) Results, Discussion. The facts or data obtained
and their evaluation.5) Conclusion. An evaluation and interpretation of
your results. Most often, this is what the readersremember.
6) Acknowledgment, References, and Appendix.Keep in mind that proper use of terms, abbreviations
and symbols are important considerations in processinga manuscript for publication. For welding terminology,the Welding Journal adheres to ANSI/AWS A3.0-94,Standard Welding Terms and Definitions.
Papers submitted for consideration in the We l d i n gResearch Supplement are required to undergo PeerReview before acceptance for publication. Submit anoriginal and one copy (double-spaced, with 1-in. marginson 8 1⁄2 x 11-in. or A4 paper) of the manuscript. Submitthe abstract only on a computer disk. The preferredformat is from any Macintosh® word processor on a 3.5-in. double- or high-density disk. Other acceptableformats include ASCII text, Windows™ or DOS. Amanuscript submission form should accompany them a n u s c r i p t .
Tables and figures should be separate from themanuscript copy and only high-quality figures will bepublished. Figures should be original line art or glossyphotos. Special instructions are required if figures aresubmitted by electronic means. To receive completeinstructions and the manuscript submission form,please contact the Peer Review Coordinator, DoreenKubish, at (305) 443-9353, ext. 275; FAX 305-443-7404; or write to the American Welding Society, 550 NWLeJeune Rd., Miami, FL 33126.
Preparation of Manuscripts for Submissionto the Welding Journal Research Supplement
Dave Supplement for 10/01 9/27/01 9:34 AM Page 252