FRÉZY · 68 l2 l1 d 1 d 2 10 μm 10 μm 35° 38°383° 200 300 400 500 600 700 800 900 60 50 40 30...
18
FRÉZY
Transcript of FRÉZY · 68 l2 l1 d 1 d 2 10 μm 10 μm 35° 38°383° 200 300 400 500 600 700 800 900 60 50 40 30...
-
FRÉZY
-
68
l2 l1
d1 d2
10 μ
m10
μm
35°
38°3833838383838383333 °°°
200 300 400 500 600 700 800 900
60
50
40
30
20
10
0
SL Frézy
s břitem přes středObj. č. 5534
Norma DIN 6527 K
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HB
Sklon šroubovice 35°/38°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm6,000 6,000 54,00 10,00 48,000 8,000 58,00 12,00 410,000 10,000 66,00 14,00 412,000 12,000 73,00 16,00 416,000 16,000 82,00 22,00 420,000 20,000 92,00 26,00 4
RF 100 U - Ratio frézy standard
nepovlakovaný ošetřený parou nitridovaný
SuperLine
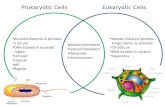
Frézy Ratio s nestejnoměrným stoupáním šroubovice jsme vyvinuli především proti chvění a takzvanému efektu vývrtky. Ale nestejnoměrné stoupání šroubovice nepůsobí jen proti těmto dvěma nežádoucím efektům, ale přináší ještě další výhody:
� až o 60 % větší posuvy� delší životnost� chod bez vibrací� vhodné pro hrubování & obrábění na čisto� lepší kvalita povrchu
Porovnání drsnosti obvyklé frézy typu N a frézy Ratio zřetelně ukazuje klidnější a stabilnější chod frézy Ratio.
Typ N
Fréza Ratio
Drsnost Ra = 0,81 μm Rt = 5,8 μm
Drsnost Ra = 0,26 μm Rt = 1,8 μm
Trva
nliv
ost,
vyjá
dřen
á dr
áhou
řez
u Lf
[m
]
Rychlost řezu vc [m/min]
Srovnání trvanlivosti frézy Ratio RF 100 a frézy typu NH při obrábění na čisto.
Gühring Ratio-frézy RF 100 z monol. SK
viz s. 7
Typ RF100
Typ NH
-
69
l2 l1
d1 d2
l2 l1
d1
d2
SL F
rézy
s břitem přes středObj. č. 5735 5535
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA HB
Sklon šroubovice 35°/38°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm4,000 6,000 57,00 11,00 45,000 6,000 57,00 13,00 46,000 6,000 57,00 13,00 48,000 8,000 63,00 19,00 410,000 10,000 72,00 22,00 412,000 12,000 83,00 26,00 416,000 16,000 92,00 32,00 420,000 20,000 104,00 38,00 425,000 25,000 121,00 45,00 4
RF 100 U - Ratio frézy standard
TiAlN TiCN FIRE TiN
SuperLine
s břitem přes středObj. č. 5582
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA
Sklon šroubovice 35°/38°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm10,000 10,000 100,00 40,00 412,000 12,000 150,00 45,00 416,000 16,000 150,00 65,00 420,000 20,000 150,00 65,00 425,000 25,000 150,00 75,00 4
-
70
Z =
3
Z =
6/1
0
l2 l1
d1
d2
SL Frézy
s břitem přes středObj. č. 5505
Norma DIN 6527 K
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NH
Tvar stopky HA
Sklon šroubovice 45°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 6,000 50,00 4,00 34,000 6,000 54,00 5,00 35,000 6,000 54,00 6,00 36,000 6,000 54,00 7,00 38,000 8,000 58,00 9,00 39,000 10,000 66,00 10,00 310,000 10,000 66,00 11,00 312,000 12,000 73,00 12,00 316,000 16,000 82,00 16,00 320,000 20,000 92,00 20,00 3
GH 100 U - s břitem přes střed drážkovací frézy (3-břité)
nepovlakovaný ošetřený parou nitridovaný
SuperLine
GH 100 U HPC vysoce výkonné frézy lze dodat jako tříbřité pro drážkovací a hrubovací frézy, stejně jako vícebřité frézy pro velmi jemné obrábění na čisto.
GH 100 U tříbřité frézy se vyznačují optimalizovaným profilem drážek, který umožňuje zvláště vysoký výkon obrábění díky:
� vynikajícímu odvodu třísek� klidnému chodu pro nejvyšší kvalitu povrchu obrobku� mikroochraně rohů pro větší stabilitu a delší životnost
GH 100 U HPC - vysoce výkonné frézy se šroubovicí
Povrch obrobku při obrábění frézou GH 100 U
Povrch obrobku při obrábění obvyklou 4-břitou frézou
viz s. 7
GH 100 vícebřité frézy disponují inovativním profilem drážek, který nabízí zejména následující výhody: � vysokou stabilitu pro zvláště vy-
sokou kvalitu povrchu obrobku� velký posuv pro redukované
časy obrábění� delší životnost
-
71
l2 l1
d1
d2
l2 l1
d1
d2
SL F
rézy
GH 100 U - MINI drážkovací frézy (3-břité)
TiAlN TiCN FIRE TiN
SuperLine
s břitem přes středObj. č. 5506 5546
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NH
Tvar stopky HA HB
Sklon šroubovice 45°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 6,000 57,00 7,00 33,500 6,000 57,00 7,00 34,000 6,000 57,00 8,00 35,000 6,000 57,00 10,00 36,000 6,000 57,00 10,00 37,000 8,000 63,00 13,00 38,000 8,000 63,00 16,00 310,000 10,000 72,00 19,00 312,000 12,000 83,00 22,00 314,000 14,000 83,00 22,00 316,000 16,000 92,00 26,00 320,000 20,000 104,00 32,00 3
Obj. č. 5574
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NH
Tvar stopky
-
72
l2 l1
d1 d2
HR
l2 l1
d1 d2
NRf
SL Frézy
pro obráběné materiály < 56 HRC, s břitem přes střed
Obj. č. 5583
Norma DIN 6527 L
Řezný materiál DK 500 UF
Povrchová úprava
Použití
Typ HR
Tvar stopky HB
Sklon šroubovice 20°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm6,000 6,000 57,00 13,00 48,000 8,000 63,00 19,00 410,000 10,000 72,00 22,00 412,000 12,000 83,00 26,00 416,000 16,000 92,00 32,00 420,000 20,000 104,00 38,00 4
pro obráběné materiály < 48 HRC, s břitem přes střed
Obj. č. 5504
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NRf
Tvar stopky HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm6,000 6,000 57,00 13,00 48,000 8,000 63,00 19,00 410,000 10,000 72,00 22,00 412,000 12,000 83,00 26,00 416,000 16,000 92,00 32,00 420,000 20,000 104,00 38,00 4
GS 100 U - hrubovací fréza jemně ozubená
nepovlakovaný ošetřený parou nitridovaný
SuperLine
GS 100 H - hrubovací fréza jemně ozubená
viz s. 7
-
73
l2 l1
d1 d2
l2 l1
d1 d2
SL F
rézy
pro velmi jemné obrábění na čisto u obráběných materiálů < 50 HRC
Obj. č. 5729
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NH
Tvar stopky HA
Sklon šroubovice 45°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm6,000 6,000 75,00 30,00 68,000 8,000 100,00 40,00 610,000 10,000 100,00 40,00 612,000 12,000 150,00 45,00 616,000 16,000 150,00 65,00 620,000 20,000 150,00 65,00 8
GH 100 U - stopková fréza vícezubá
TiAlN TiCN FIRE TiN
SuperLine
pro velmi jemné obrábění na čisto u obráběných materiálů < 50 HRC
Obj. č. 5745 5545
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ NH
Tvar stopky HA HB
Sklon šroubovice 45°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 6,000 57,00 8,00 64,000 6,000 57,00 11,00 65,000 6,000 57,00 13,00 66,000 6,000 57,00 13,00 68,000 8,000 63,00 19,00 610,000 10,000 72,00 22,00 612,000 12,000 83,00 26,00 616,000 16,000 92,00 32,00 620,000 20,000 104,00 38,00 825,000 25,000 121,00 45,00 10
-
74
l2 l1
d1 d2
l2 l1
d1 d2
SL Frézy
s břitem přes středObj. č. 5549
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 3,000 75,00 20,00 24,000 4,000 75,00 25,00 25,000 5,000 75,00 30,00 26,000 6,000 75,00 30,00 28,000 8,000 100,00 40,00 210,000 10,000 100,00 40,00 212,000 12,000 150,00 45,00 216,000 16,000 150,00 65,00 220,000 20,000 150,00 65,00 2
s břitem přes středObj. č. 5730 5530
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm2,000 6,000 57,00 6,00 23,000 6,000 57,00 7,00 24,000 6,000 57,00 8,00 25,000 6,000 57,00 10,00 26,000 6,000 57,00 10,00 28,000 8,000 63,00 16,00 210,000 10,000 72,00 19,00 212,000 12,000 83,00 22,00 216,000 16,000 92,00 26,00 220,000 20,000 104,00 32,00 2
Drážkovací fréza (2-břitá)
nepovlakovaný ošetřený parou nitridovaný
SuperLine
Drážkovací fréza (2-břitá)
viz s. 7
-
75
l2 l1
d1
d2
l2 l1
d1 d2
SL F
rézy
Drážkovací fréza pro hliník (2-břitá)
TiAlN TiCN FIRE TiN
SuperLine
Dlabací drážkovací fréza (3-břitá)s břitem přes střed
Obj. č. 5507 5531
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm2,000 6,000 57,00 6,00 32,500 6,000 57,00 7,00 33,000 6,000 57,00 7,00 33,500 6,000 57,00 7,00 34,000 6,000 57,00 8,00 35,000 6,000 57,00 10,00 36,000 6,000 57,00 10,00 38,000 8,000 63,00 16,00 310,000 10,000 72,00 19,00 312,000 12,000 83,00 22,00 314,000 14,000 83,00 22,00 316,000 16,000 92,00 26,00 320,000 20,000 104,00 32,00 3
s břitem přes středObj. č. 5543
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ W
Tvar stopky HB
Sklon šroubovice 45°
Tolerance průměru řezné části e8
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 6,000 57,00 7,00 24,000 6,000 57,00 8,00 25,000 6,000 57,00 10,00 26,000 6,000 57,00 10,00 28,000 8,000 63,00 16,00 210,000 10,000 72,00 19,00 212,000 12,000 83,00 22,00 216,000 16,000 92,00 26,00 220,000 20,000 104,00 32,00 2
-
76
l2 l1
d1 d2
l2l1
d1
d2
SL Frézy
s břitem přes středObj. č. 5532
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm2,000 6,000 57,00 7,00 43,000 6,000 57,00 8,00 44,000 6,000 57,00 11,00 45,000 6,000 57,00 13,00 46,000 6,000 57,00 13,00 47,000 8,000 63,00 16,00 48,000 8,000 63,00 19,00 49,000 10,000 72,00 19,00 410,000 10,000 72,00 22,00 412,000 12,000 83,00 26,00 414,000 14,000 83,00 26,00 416,000 16,000 92,00 32,00 418,000 18,000 92,00 32,00 420,000 20,000 104,00 38,00 4
s břitem přes středObj. č. 5573
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky
-
77
l2 l1
d1
d2
0 25 50 75 100 125 150 175 200
0,20
0,15
0,10
0,05
225
SL F
rézy
Stopková fréza XL (4 břitá)
TiAlN TiCN FIRE TiN
SuperLine
s břitem přes středObj. č. 5556
Norma Podniková norma
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 3,000 75,00 20,00 44,000 4,000 75,00 25,00 45,000 5,000 75,00 30,00 46,000 6,000 75,00 30,00 48,000 8,000 100,00 40,00 410,000 10,000 100,00 40,00 412,000 12,000 150,00 45,00 416,000 16,000 150,00 65,00 420,000 20,000 150,00 65,00 4
Speciálně tvar konstrukce vždy představuje větší požadavky na frézovací nástroje – především ohledně přesnosti a trvan-livosti, vyjádřené dráhou řezu. Proto Gühring nabízí speciální program nástrojů se zaoblovacími frézami, které jsou geome-triemi, jakostí materiálu ze slinutého karbidu a povlakováním, optimalizovanými pro použití, perfektně přizpůsobeným těmto zvláštním nárokům, a které mají nejlepší výsledky při obrábění.Tím nabízíme zvláště vysokou přesnost tvarů a kontur obrob-ku, minimální opotřebení, a tím i velmi dlouhou životnost.
Snížení rizika kolize podbroušením krku
Srovnání plošek opotřebení:Menší opotřebení plynulým přechodem přibroušení rádiusu Gühring vede ke značně vyšší trvanlivosti, vyjádřené dráhou řezu, ve srovnání s nástroji s konvenčním plným rádiusem.
Standweg in m
Šířk
a pl
ošky
opo
třeb
ení v
mm
standardní rádiusplynulý přechod přibroušení rádiusu Gühring
Vysoká ochrana proti opotřebení přibroušení rádiusu s konstantním úhlem čela a průběžnou spirálou
Plynulý přechod oblasti rádiusu pro vysokou přesnost tvaru a kontur
• oblast válce a rádiusu, broušené postu-pem one-pass
• přibroušení rádiusu s konstantní korektu-rou rádiusu šroubovice
• podbroušení krku pro snížení rizika kolize při rušivých hranách
Fréza s plným rádiusem:Pro nejvyšší požadavky na přesnost a trvanlivost, vyjádřenou dráhou řezu
Zvláštními vlastnostmi fréz Gühring s plným rádiusem jsou:
-
78
l2 l1
d1 d2
l2 l1
d1
d2
SL Frézy
s břitem přes středObj. č. 5585 5533
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HA HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm0,500 3,000 38,00 1,00 21,000 3,000 38,00 2,00 21,500 3,000 38,00 3,00 22,000 6,000 57,00 6,00 23,000 6,000 57,00 7,00 24,000 6,000 57,00 8,00 25,000 6,000 57,00 10,00 26,000 6,000 57,00 10,00 28,000 8,000 63,00 16,00 210,000 10,000 72,00 19,00 212,000 12,000 83,00 22,00 220,000 20,000 104,00 32,00 2
Drážkovací fréza s plným rádiusem (2-břitá)
nepovlakovaný ošetřený parou nitridovaný
SuperLine
Stopková fréza s plným rádiusem (4-břitá)s břitem přes střed
Obj. č. 5584
Norma DIN 6527 L
Řezný materiál monol. SK
Povrchová úprava
Použití
Typ N
Tvar stopky HB
Sklon šroubovice 30°
Tolerance průměru řezné části h10
Rabatová skupina 157
d1 d2 l1 l2 ZDodavatelnost
mm mm mm mm3,000 6,000 57,00 8,00 44,000 6,000 57,00 11,00 45,000 6,000 57,00 13,00 46,000 6,000 57,00 13,00 48,000 8,000 63,00 19,00 410,000 10,000 72,00 22,00 412,000 12,000 83,00 26,00 420,000 20,000 104,00 38,00 4
viz s. 7
-
79
D-2xR2
Rmax. 2
ae = 1 x Dfz = 25 %
ae = 0,5 x Dfz = 50 %
ae = 0,25 x Dfz = 100 %
ap = 1 x Dfz = 100 %
ap = 2 x Dfz = 50 %
ap = 3 x D fz = 25 %
90°fz -70 %
≤ 15°fz = 100 %
15°...30°fz -30 % fz -15 %
15°...30°≤ 15°
SL F
rézy
TiAlN TiCN FIRE TiN
SuperLine
Vysvětlivky
Použití Šířka řezuFrézování drážekFrézování drážek nebo drážek pro lícovaná pera, šikmé zanořování nebo vrtání.
1 x D
Hrubovací frézováníÚběr materiálu s velkou šířkou řezu.Frézování kapes včetně šikmého zanořování.
0,5 - 1 x D
Obrábění na čisto Boční frézování s malou šířkou řezu, ale s vyso-kou kvalitou povrchu obrobku.
0,1 - 0,2 x D
Velmi jemné obrábění na čistoBoční frézování/omítání s velmi malou šířkou řezu a velmi vysokou kvalitou povrchu obrob-ku. 0,02 - 0,05 x D
Zaoblovací kopírovací frézováníZaoblovací nebo 3D kopírovací frézování s velmi malou šířkou a hloubkou řezu.
Radius
0,02 - 0,05 x D
Torus
Přizpůsobení posuvu: Změna šířky a hloubky řezu
Strategie zanořování
� Při změně hloubky řezu ap je nutné zkorigovat posuv podle vedle umístěné grafiky
� Rychlost řezání nebo otáčky zůstávají při hloubkách řezu do 3 x D beze změny a je nutné je přizpůsobit teprve nad touto hranicí
� Pokud se změní i šířka řezu ae, platí dvojnásobná redukce!…
Při vrtání: � posuv vf (mm/min) zredukovat podle grafiky
Pozor: nebezpečí zlomení nesouvislým zvyšováním zátěže!
Šikmé zanořování až do sklonu 15° (upřednostňované):� Posuv vf (mm/min) není nutné redukovat
Šikmé zanořování se sklonem 15° - 30° úkosu:� Posuv vf (mm/min) zredukovat podle grafiky
Zanořování po helixu:� Přísuv od 0,1 do 0,2 x D na otáčku� Posuv vf (mm/min) zredukovat podle grafiky� Průměr vrtání 1,8 x D
Vrtání Šikmé zanořování Zanořovánípo helixu
-
80
≤500>500-850≤850850-1000≤700700-850850-1000850-10001000-1200≤750850-10001000-1200≥850-10001000-1200≤850850-1000>650-1000
≤330 HB≤750750-800850-1200
≤40-54 HRC>54-60 HRC
≤1200≤240 HB 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgSlitiny magnézia MgMn2, G-MgAl8Zn1, G-MgAl6Zn3Měď, nízkolegovaná 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMosaz, křehká 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 houževnatá 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronz, křehká 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronz,houževnatá 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Plasty, tvrditelné teplem,tvárné teplem Bakelit, Resopal, Pertinax, MoltoprenPlasty, zesílené aramidovým vláknem skleněným / uhlíkovým vláknem Plexiglas, Hostalen, Novodur, Makralon
ap s fz- korekcí
Frézovací nástroje Frézování drážek
* Při větších hloubkách řezu na labilních strojích je nutné fz a vc zredukovat nebo je nutné použít 4-břitý nástroj RF 100 (č. art. 5582).
** Pro zvýšení kvality povrchu by měl být úhel náklonu 10°- 15°.
ae = 1 x D ae = 1 x D
Řezný materiál Monol. SK Monol. SKTyp
Obj
. č.
Podniková normaPodniková norma
ap = 0,5 x D ap = 0,5 x D
vc m/min
VR-kód
vc m/min
VR-kód
1 x D = 75%1,5 x D = 50%
1 x D = 75%1,5 x D = 50%
-
TiAlN TiCN FIRE TiN
81
N NH W N NH NH N N N5549 5505 5506 5585**
5546 5543 5533** 5584**5745 5729*
5573 5574 5545
3938383938383939393838393837383739
38373837
3737
72 - 88 67 - 83 72 - 88 54 - 66 72 - 88 63 - 77 54 - 66 63 - 77 54 - 66 67 - 83 63 - 77 45 - 55 72 - 88 63 - 77 63 - 77 54 - 66 40 - 50
94 - 116 85 - 105 81 - 99 67 - 83
58 - 72 31 - 39
4646454647464645454445434343
297 - 363 360 - 440 144 - 176 117 - 143 171 - 209 81 - 99 72 - 88 67 - 83 72 - 88 63 - 77 63 - 77 54 - 66 81 - 99 72 - 88
94 - 116 89 - 109 94 - 116 69 - 85 94 - 116 84 - 104 69 - 85 84 - 104 69 - 85 99 - 121 84 - 104 59 - 73 94 - 116 84 - 104 84 - 104 69 - 85 49 - 61 49 - 61 49 - 61 45 - 55 39 - 49 49 - 61
29 - 37 118 - 146 108 - 134 99 - 121 89 - 109 59 - 73 49 - 61 39 - 49
217 - 267 178 - 218
118 - 146 99 - 121
99 - 121 79 - 97
43424243424243434342424342414241434143414241
4142414241414141
4344
4444
4342
4241414241414242
4141
41
414042
424041
414041404040404646454647464645454445434343
85 - 105 81 - 99 85 - 105 63 - 77 85 - 105 76 - 94 63 - 77 76 - 94
90 - 110 76 - 94
85 - 105
76 - 94 63 - 77 45 - 55
45 - 55 40 - 50 36 - 44
108 - 132 99 - 121 90 - 110 81 - 99 54 - 66 45 - 55 36 - 44
297 - 363 360 - 440 144 - 176 117 - 143 171 - 209 81 - 99 72 - 88 67 - 83 72 - 88 63 - 77 63 - 77 54 - 66 81 - 99 72 - 88
94 - 116 89 - 109 94 - 116 69 - 85 94 - 116 84 - 104 69 - 85 84 - 104
99 - 121 84 - 104
94 - 116
84 - 104 69 - 85 49 - 61
49 - 61 45 - 55 39 - 49
29 - 37 118 - 146 108 - 134 99 - 121 89 - 109 59 - 73 49 - 61 39 - 49
297 - 363 360 - 440 217 - 267 178 - 218 171 - 209 118 - 146 99 - 121 67 - 83 99 - 121 79 - 97 63 - 7754 - 6681 - 9972 - 88
4342424342424343
4242
42
424143
434142
41424142414141414646434447444445434245434343
48474746474746464547474647454745464546454643
4547464746
45445050484950494848484747464646
171 - 209 157 - 193 171 - 209 126 - 154 171 - 209 153 - 187 126 - 154 153 - 187 126 - 154 189 - 231 153 - 187 117 - 143 171 - 209 153 - 187 153 - 187 126 - 154 94 - 116 94 - 116 94 - 116 81 - 99 76 - 94 49 - 61
54 - 66 220 - 270 202 - 248 180 - 220 157 - 193
94 - 116 76 - 94
810 - 990 720 - 880 405 - 495 324 - 396 450 - 550 216 - 264 198 - 242 162 - 198 198 - 242 153 - 187 153 - 187 126 - 154 216 - 264 198 - 242
136 - 168 45 126 - 154 44 136 - 168 44 100 - 124 43 136 - 168 44 122 - 150 44 100 - 124 43 122 - 150 43 100 - 124 42 151 - 185 44 122 - 150 44 93 - 115 43
136 - 168 44 122 - 150 42 122 - 150 44 100 - 124 42 75 - 93 43 75 - 93 42 75 - 93 43 64 - 80 42 61 - 75 43 39 - 49 41
32 - 40 42 132 - 162 44 121 - 149 43 108 - 132 44 94 - 116 41
56 - 70 42 45 - 57 41
486 - 594 41 432 - 528 41 243 - 297 45 194 - 238 46
118 - 146 45
118 - 146 45 91 - 113 44
75 - 93 43
48474746474746464547474647454745464546454644
454746474644
153 - 187 144 - 176 153 - 187 153 - 187 135 - 165 135 - 165 117 - 143 126 - 154 153 - 187 198 - 242 171 - 209 108 - 132 144 - 176 135 - 165 135 - 165 117 - 143 85 - 105 85 - 105 85 - 105 76 - 94 67 - 83 49 - 61
49 - 61 198 - 242 189 - 231 171 - 209 144 - 176 99 - 121
48474746474746464547474647454745464546454644
454746474644
505048495049484848474746
153 - 187 144 - 176 153 - 187 153 - 187 135 - 165 135 - 165 117 - 143 126 - 154 153 - 187 198 - 242 171 - 209 108 - 132 144 - 176 135 - 165 135 - 165 117 - 143 85 - 105 85 - 105 85 - 105 76 - 94 67 - 83 49 - 61
49 - 61 198 - 242 189 - 231 171 - 209 144 - 176 99 - 121
720 - 880 855 - 1045 342 - 418 288 - 352 405 - 495 180 - 220 171 - 209 162 - 198 180 - 220 171 - 209 198 - 242 189 - 231
SuperLine
SL F
rézy
Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK
ap = 2 x D ap = 0,5 x D ap = 0,5 x D ap = 0,5 x D ap = 0,5 x D ap = 1,5 x D ap = 3 x D ap = 0,05 x D ap = 0,05 x D
Velmi jemné obrábění na čisto Kopírování
ae = 1 x D ae = 1 x D ae = 1 x D ae = 1 x D ae = 1 x D ae = 0,05 x D ae = 0,05 x D ae = 0,05 x D ae = 0,05 x D
3 x D = 50% 1 x D = 75%1,5 x D = 50%
1 x D = 75%1,5 x D = 50%
1,5 x D = 75% 1,5 x D = 75%
vc m/min
VR-kód
vc m/min
VR-kód
vc m/min VR-kód
vc m/min
VR-kód
vc m/min
VR-kód
vc m/min
VR-kód
vc m/min
VR-kód
vc m/min
VR-kód
vc m/min
VR-kód
-
82
≤500>500-850≤850850-1000≤700700-850850-1000850-10001000-1200≤750850-10001000-1200≥850-10001000-1200≤850850-1000>650-1000
≤330 HB≤750750-800850-1200
≤40-54 HRC>54-60 HRC
≤1200≤240 HB 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgSlitiny magnézia MgMn2, G-MgAl8Zn1, G-MgAl6Zn3Měď, nízkolegovaná 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMosaz, křehká 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 houževnatá 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronz, křehká 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronz,houževnatá 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Plasty, tvrditelné teplem,tvárné teplem Bakelit, Resopal, Pertinax, MoltoprenPlasty, zesílené aramidovým vláknem skleněným / uhlíkovým vláknem Plexiglas, Hostalen, Novodur, Makralon
HrubováníFrézovací nástroje
ae = 0,5-1,0 x D ae = 0,25 x D
* Při použití tohoto nástroje k frézo-vání drážek je nutné zajistit optimální odvod > Ø 5 mm.
** Při uzavření profilu vibracemi je nutno zredukovat rychlost na 30%
Řezný materiál Monol. SK Monol. SKTyp
Obj
. č.
Podniková normaPodniková norma
ap = 1 x D ap = 2 x D
vc m/min VR-kód
vc m/min VR-kód
ap 1,5 x D = 50%ae 0,25 x D = 150%
ap 0,5 x D = 75%ap 2 x D = 50%
fz-Korekce
-
TiAlN TiCN FIRE TiN
83
NH W NRf HR N N N N W5505 5506 5735 5582 5556
5546 5543 5504** 5583** 5535 5534 5532 5543
4646444546454444444343424242
297 - 363 360 - 440 144 - 176 117 - 143 171 - 209 81 - 99 72 - 88 67 - 83 72 - 88 63 - 77 63 - 77 54 - 66 81 - 99 72 - 88
170 - 208157 - 193170 - 208126 - 154170 - 208151 - 185126 - 154151 - 185126 - 154189 - 231151 - 185113 - 139170 - 208151 - 185151 - 185126 - 15494 - 116 67 - 83 67 - 83 58 - 72 54 - 66 31 - 39
40 - 50 157 - 193 144 - 176 130 - 160 112 - 138 76 - 94 67 - 83 54 - 66
117 - 143
63 - 77 63 - 77 54 - 66 81 - 99 72 - 88
49484847484847474648484748464846474647464744
4648474847454645
45
4343424242
39
4140413941394726
403838
4241424139
42
4241
72 - 88
86 - 106 64 - 80 97 - 119 86 - 106 86 - 106 72 - 88 54 - 66 54 - 66
43 - 53 25 - 31 18 - 22
126 - 154 115 - 141 104 - 128 90 - 110 61 - 75
117 - 143
117 - 14387 - 107
43424241424241414042424142404240
41404138
4244434443
4140
444444434342
97 - 119 90 - 110 97 - 119 72 - 88 97 - 119 86 - 106 72 - 88 86 - 106 72 - 88
108 - 132 86 - 106 64 - 80 97 - 119 86 - 106 86 - 106 72 - 88
54 - 66 46 - 58 43 - 53 25 - 31
32 - 40
126 - 154 115 - 141 104 - 128 90 - 110
54 - 66 43 - 53
117 - 14394 - 116117 - 14387 - 10787 - 10772 - 90
4443434243434242414343424341434142
444344
43424342
4140464544454645444444
139 - 171 127 - 157 139 - 171 109 - 135 139 - 171 121 - 149 103 - 127 121 - 149 103 - 127 134 - 164 121 - 149 90 - 112
139 - 171 121 - 149 121 - 149 103 - 127 79 - 97
72 - 9062 - 7558 - 72
182 - 224 163 - 201 152 - 186 127 - 157
79 - 97 61 - 75
220 - 280250 - 300220 - 250200 - 240210 - 260110 - 120100 - 12090 - 110
100 - 120
49484847484847474648484748464846474647464744
4648474847454645
212 - 260 194 - 238 212 - 260 158 - 194 212 - 260 194 - 238 158 - 194 188 - 230 158 - 194 236 - 290 188 - 230 139 - 171 212 - 260 194 - 238 188 - 230 158 - 194 121 - 149 121 - 149 121 - 149 103 - 127 97 - 119 61 - 75
72 - 90 255 - 313 255 - 313 231 - 283 194 - 238 134 - 164 121 - 149 97 - 119
4342424142424141404242414240424041
42414241
403945
4344
44434343
103 - 127 94 - 116
103 - 127 81 - 99
103 - 127 90 - 110 76 - 94 90 - 110 76 - 94
99 - 121 90 - 110 67 - 83
103 - 127 90 - 110 90 - 110 76 - 94 58 - 72
135 - 165 121 - 149 112 - 138 94 - 116
58 - 72 45 - 55
450 - 550
225 - 275 180 - 220
135 - 165 108 - 132 90 - 110
108 - 132
515049
5150494949
48
4747
342 - 418 414 - 506 165 - 203
197 - 241 93 - 115 82 - 102 77 - 95 82 - 102
72 - 90
93 - 115 82 - 102
4847474647474646454747464745474546
464546
454746474644454450
4849
4948484847
157 - 193 144 - 176 157 - 193 117 - 143 157 - 193 144 - 176 117 - 143 139 - 171 117 - 143 175 - 215 139 - 171 103 - 127 157 - 193 144 - 176 139 - 171 117 - 143 90 - 110
90 - 110 76 - 94 72 - 88
54 - 66 189 - 231 189 - 231 171 - 209 144 - 176 99 - 121 90 - 110 72 - 88
765 - 935
373 - 457 306 - 374
198 - 242 180 - 220 144 - 176 180 - 220 135 - 165
SuperLine
SL F
rézy
Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK Monol. SK
ap = 1 x D ap = 1 x D ap =1 x D ap = 1 x D ap = 1 x D ap = 2 x D ap = 1 x D ap = 2 x D ap = 1 x D
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
vc m/min VR-kód
ap 0,5 x D = 120%ap 2 x D = 50%
ap 0,5 x D = 120%ap 2 x D = 50%
ap 1,5 x D = 50%ae 0,25xD = 140%
ap 0,5 x D = 120% ap 2 x D = 50% ap 3 x D = 50% ap 2 x D = 50% ap 3 x D = 50% ap 2 x D = 50%
Dokončování
ae = 0,5-1,0 x D ae = 0,5-1,0 x D ae = 0,5-1,0 x D ae = 0,5-1,0 x D ae = 0,1 x D ae = 0,1 x D ae = 0,1 x D ae = 0,1 x D ae = 0,1 x D
-
TM NÁSTROJOVÝ AUTOMAT
Modulárně konstruovaný TM nástrojový automat Gühring vám ulehčí od všech úkolů souvisejících se skladováním a správou nástrojů. Šuplíkové a spirálové moduly vám umožňují individuální přizpůsobení vašim požadavkům jejich skladování. Inteligentní software se stará o přípravu nástrojů nepřetržitě 24 hodin denněa o detailní vyhodnocení veškerých údajů o spotřebě a pohybu.






![› books › sample › 3527334866_bindex.pdf Index [application.wiley-vch.de]Index a AA(acrylic acid) 934 AAO template 383, 431 AA2024-T3 filled/empty nanocontainers evaluation](https://static.fdocument.org/doc/165x107/5e5cbf4ea86fad5e083d1374/a-books-a-sample-a-3527334866bindexpdf-index-index-a-aaacrylic-acid.jpg)

![NaOCl [μM] - MDPI](https://static.fdocument.org/doc/165x107/62607d508c664043d559d161/naocl-m-mdpi.jpg)