Emulsion Rheometry and Texture Analysis - UMass...
54
Emulsion Rheometry and Texture Analysis *Food Structure and Functionality Laboratories Department of Food Science & Biotechnology University of Hohenheim Garbenstrasse 21, 70599 Stuttgart, Germany Jochen Weiss Emulsion Workshop November 13-14 th , 2008, Amherst, MA 1
Transcript of Emulsion Rheometry and Texture Analysis - UMass...

Emulsion Rheometry and Texture Analysis
*Food Structure and Functionality LaboratoriesDepartment of Food Science & BiotechnologyUniversity of HohenheimGarbenstrasse 21, 70599 Stuttgart, Germany
Jochen Weiss
Emulsion Workshop
November 13-14th, 2008, Amherst, MA
1

Background on Emulsion Rheometry
Fundamental of Rheology
Concepts of Stress and Strain as Related to Experimental Designs
2

Rheometry/Texture Analysis of Emulsions
• Rheology is the science that describes the response of a material (deformation) to a superimposed stress (force per unit area)
• Rheometry is the measurement of the rheological properties of a material
• Texture Analysis: Extentional/compressional rheometry typically at large strains
• Emulsion rheology influences:– Texture, Mouth Feel, Shelf Life,
Processing
3

Emulsion Rheometry:
Parameters Impacting Quality of the Product
Emulsion Property Industrial Branch Quality of Endproduct
� Mean droplet size
� Droplet size distribution
� Droplet shape
� Droplet interactions
� Mechanical strength of
droplet
� Droplet “porosity”
� Droplet density
� Droplet concentration
Food Manufacturing
�Shelf stability
�Sensory
� Consistency
� Coarseness
� Roughness
�Filling/Dosing Behavior
Cosmetics and
Pharma
�Spreading (creams, pastes)
�Effectiveness (resorption,
protection)
�Stability
Paints
�Color intensity
�Lightness
�Paintability
�Adhesion
�Stability
4

Emulsion Rheometry: Determination of Emulsion Material Functions
Actio(stress)
Reactio(deformation)Emulsion
Stress = f(Time, Deformation) * Deformation
Emulsion material functions are deformation and time-dependent ���� two experiments required !!!
5

Emulsion Rheometry: General Measurement Scheme
Induce Stress:
- shear- compression
- large deformation
- small deformation
- static
- dynamic
Measure Response:
“Rheogram”
0.001
0.01
0.1
1
10
100
0.01 0.1 1 10
Shear Stress (Pa)
ηη ηη/
Pa
s 22%
40%
50%
6

Stress = Force per Unit Area
ττττ = F/A [N/m=Pa]
Note: a force is acting ON a body, but the body EXPERIENCES stress.
Stress is internal, force is external.
What is a “Stress”?
7

Deformation (Strain) γ – The Reaction to Stress
Motion
P
Q
x
y
z
da
P’
Q’
da’
Strain Rate: Change of strain with time (time derivative), in fluids equivalent to the velocity gradient
γ = tan α
αααα
8

τ η γ= ⋅ &
2. Fluids: Newton’s law
1. Solids: Hooke’s law
τ γ= ⋅G
τ = F/A
τ = F/A
Emulsion Behavior : Between Liquids and Solids
State depends on the nature of the emulsion (O/W) (W/O), the physical state (crystallized, liquid), the droplet concentration and the structure
(agregated, non aggregated)
9

Different Stress Situations Require Different Testing Methods
Shear Stress
τxy
τxy
Tensile and Compressive Stresses
σxσx
σxσx
Uniaxial Compression
p
p
pp
p
p p
p
Rotational Rheometer
Viscometer
Elongational Rheometer
Texture AnalyzerPressure Cell
10

Experimental Design -Rheometry
Rheometer Designs
Steady and Dynamic Shear Experiments
11

RheometerOperating Mode
TemperatureControl
Sample Handling
OtherFactors
PreparationLoadingThicknessTrimming
Conditioning
T. ExpansionT. EquilibriumSample bulgeSample size
Test Selection: Time sweep, flow curve, creep/recovery, amplitude sweep, frequency sweep, temperature sweep, normal force, superimposed flows, squeeze flow.
Test Conditions: Number of points, time per point, integration time.Data Analysis: Selection of regression model and interpretations of
parameters
PeltierConvectionElectrical
Cont. strainCont. stress
Food Emulsion Rheometry: Experimental Considerations
12

Basic Rheological Tests of Food Emulsions
1. Simple Shear: Application of constant shear � measure stress response
2. Creep Test: Application of constant stress � measure deformation response
3. Relaxation Test: Apply constant strain, measure decay in modulus
4. Oscillation: Apply strain rate oscillations, measure stress respone
5. Ramp: Increase shear rate, measure stress increase
TEST CONDITION RESULT
13

Rheometry of Emulsions:Rotational and Capillary Rheometers
• Based on shear not on elongation!
• In capillary rheometers, shear is generated via pressure difference between in and outlet of capillary – flow with friction at the wall (v=0 at wall, initial conditions)
• In rotational rheometers, shear is generated via measurement tools that have relative velocity differences, thuis forming a “shear slit”, angular velocity as a function of the torque.
14

Historical Rheometers
Lipowitz, first device to measure hardness of foods (for fruit gels ����filling of funnel with lead beads until sinking)
Bloom Gelometer, (iron beeds to increase weight of a plunger until the plunger penetrates the gel)
Lüers, Pectinometer(measures force necessary to remove a probe that is enclosed in a pectin gel)
WOLDOKEWITSCH, first force-deformation measurement on solid/semisolid foods
15

“Relative” Rheometers – Suitable For Low Level Quality Control
Flow Methods Penetration Methods Mixing Methods
Sedimentation Methods Tear Methods
Relative � indirect
determination via a correlated base
parameter (e.g.
penetration depth, time to empty a
vessel….)
16

The First Viscosimeter by Wilhelm Ostwald
LV
pR
&
∆=
4πη
• Laminar flow at Re <
2300: wall friction
exclusively caused due to
viscosity
• Can be modeled and
calculated
• Capillaries can be circular or rectangular (slits)
log τ
log γ
η0
η∞
correctedThe Capillary
Viscosimeter by Wilhelm Ostwald (1853-1932).
17

Modern Capillary Rheometers
• Spherical, coaxial, slit
exit geometries
• High-pressure capillary
rheometer (continuous)
• High pressure capillary
rheometer (batch)
– Piston force can be regulated
– Piston velocity can be regulated
18

Errors in Capillary Rheometers
Error Source Reason When?
Inlet energy loss
Conversion of pressure into kinetic
energy at the inlet (Hangenback
correction)
Always
Outlet energy loss Energy loss at exit of fluid Always
Elastic pressure
loss
Elastically stored deformation energy
is partially converted into heatViscoelastic fluids
turbulence Heat losses due to non-laminar flowsAt high Reynolds
numbers
Pressure loss outside of capillary
Frictional losses converted into heat Piston Viscosimeter
Fluid frictionSlight time delay due to friction at the
walls of the capillary entrance �
error in measuring volume flow rate
Glas capillary
viscosimeter
Surface tensionVariations in surface tension impact
capillary effectsThin capillary
19

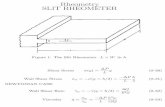
Rotational Rheometers - Measurement Systems
• Cone/plate
– Viscoelastic and viscous
– Uniform shear, but small gap at center
• Plate/plate:
– Viscoelastic Fluids
– Variable gap, but non-uniform shear
• Concentric cylinders:
– Viscous Fluids
– High sensitivity
M, ω
FA
M,ω
Motor
FA
M,ωMotor
20

Rotational Type Rheometer
21

Emulsion Rheometry: Coaxial Geometries
• Consist of cup and bob assembly
• Geometrical variations available to prevent “end”effects or to increase sensivity
Md=F*ri
Md=2πr2Lτ
τi=Md/(2πRb2L)
τo=Md/(2πRc2L)
22

Emulsion Rheometry: Possible Measurement Errors
Vibration and Offset errorHysteresis - insufficient
dampingResonance at critical RPMs, Heating and cooling effects
Not enough time for heatingNonlaminar flow profile
Overfilling, spinning out of fluid, end effects
Phase separationviscoelastic oscillations
Shear Rate
Sh
ear
Str
ess
23

Compressive Measurements of Concentrated Emulsions
Texture Analyzer – not suitable for low viscous emulsions, but suitable for
mayonnaise, butter, margarine etc.
24

Emulsion Rheometry:General Compressional Rheology Terms
• Engineering Stress: applied force/initial cross section
• True Stress: applied force / true (deformed) cross section
• Engineering Strain: ratio between the deformation of specimen and initial length, where deformation is the absolute elongationor length decrease in the direction of applied force
• Engineering Strain: True Strain if deformation is small.
• Failure characteristics can be measured using compression, tension or torsion, most commonly uniaxial compression
• Assumes that shape is maintained � lubrication of surfaces
• In uniaxial compression, area in contact increases, Ratio in increase in diameter but decrease in height is the Poisson Ratio
• In compressive measurements: specimen stiffness, Youngs modulus, strength at failure, stress at yield and strain at yield
25

Definitions in Texture Analysis -Compressive Tests
• Engineering Strain and Engineering Stress
• True Stress and Henky Strain:
• Youngs Modulus and Stiffness:
• Youngs Modulus for Stiff Bodies and Poisson Ration
• Biaxial Stress, extensional strain rate and extensional viscosity
0A
Feng =σ
0L
deng =ε
( )engengh εσσ −= 1 ( )
engh εε += 1ln
h
hEε
σ=
d
Fstiffness =
0
0
Ld
XX∆=µ( )
2
222
285.14
116
Dd
FE
×
−=
µ
00hA
Fh
A
FB ==σ
( )tuh
u
z
zB
−=
01
ε&B
BB
ε
ση
&=
26

Emulsion Rheometry on Texture
Analyzer With Back Extrusion• For low viscous systems
such as emulsions with medium droplet concentration, back extrusion may be used
• Material is pushed through the annular gap between the plunger and the sample cell
• Flow situation very complex
• Exact mathematical description difficult
27

Experimental Design -Rheometry
Rheometer Designs
Steady and Dynamic Shear Experiments
28

Emulsion Viscosity
From Latin: mistletoe = viscum, a plant that exudes a viscous sticky sap when harvested
Ratio of shear stress to shear rate (Pas, N/m2s) → shear rate is the velocity of the fluid at a given point in the fluid divided by the distance of that point from the stationary plane.
An “internal friction” coefficient! → as fluid layers of different velocities move relative to each other, the friction generates heat and energy is dissipated
Viscosity is an energy “loss” term.
29

Range of Viscosities and Shear Rates for Food Products and Processes
Typical MaterialTypical
Viscosity
Air ~10-5
Water at 20°°°°C 10-3
Milk 10-2
Salad Dressing 10-1
Mayonnaise 1
Margarine 10-100
Butter 102
Typical Process
Shear Range
Stirring (low) 1-102
Pumping 1-102
Blending 10-104
Extrusion 102-104
30

Apparent viscosity:
Viscosity at a specific shear rate!
Rheogram: Graphical representation of the flow behavior, showing the relationship between stress and strain rate.
Steady Shear Flow Curves – “Rheogram
( )γ
τγη
&& == f
η1
η3
η2
τ
γ
31

High Shear
Rate Range
Vis
co
sit
y ηη ηη
ηηηη∞∞∞∞
Shear Rate γγγγ
Viscosity Behavior of Multiphase Dispersed
Systems (Emulsions)
γγγγ1 γγγγ2
ηηηη0
Disp. Phase Cont.
Structural forces
Disp. Phase Cont.
Yield Stress τ0
Hydrodynamic forces
Disp. Phase Cont.
Disp. Phase Cont.
Disp. PhaseCont. Phase
32

Emulsion Flow Curves In Absence of “Time-
Dependent Behavior”
Yield Stress:
Emulsions that
maintain shape
(don’t deform) as
long as they are
subjected to stresses below a
critical level.
Can be an important
quality parameter
(mayonnaise)
Can pose problems in processing
Yie
ld S
tress
Shear Rate
Shear
Str
ess
33

Shear Rate [1/s]
0.001 0.01 0.1 1 10 100 1000
Sh
ea
r S
tre
ss [P
a]
2
5
20
50
1
10
100
upcurve
downcurve
Time-Dependent Behavior Becomes Apparent at High Droplet Concentrations
• Rheometry can reveal time-dependence of colloidal interactions
• Reformation of flocculated structures after disruption
34

Observations:Materials like rubber instantaneously deform when loaded with strain.When the load is removed, elastic materials recover immediately
Emulsions require time and may not recover at all �plastic behavior especially at high droplet concentrationsEmulsions are VISCOELASTIC
Time
γ
Time
τsolid
Visco-elasticliquid
Time Dependence of Emulsion Flow Behavior
35

Emulsions: “Lossy” Materials with Spring and
Damper Similarities
� Elastic materials store energy
� Emulsions are viscous and dissipate energy:
� Emulsions with high droplet concentration store and dissipate a part of the energy
t
En
erg
yE
ne
rgy
En
erg
y
t
t
Time Dependence !!!
36

1. For small strains, the material function is ONLY a function of time:
dττττ = G * dγγγγ
2. After a step-strain experiment, the stress of viscoelastic materials decreases exponentially:
G(t) = G0 * exp (-ττττ/l)
3. If we conduct the step strain experiments at different intervals, we’ll find that for each time we’ll get a different relaxation – the overall relaxation is the sum!
G(t) = Σ Gk * exp(-ττττ/lk)
How to Describe Time Dependence of Emulsions?
- Maxwell’s Approach
37

Maxwell’s Approach Visualized as Springs and Dampers
t
oeτσ σ
−
=
1 2 3
1 2 3.............. n
tt t t
n ee e e eττ τ τσ σ σ σ σ σ
−− − −
= + + + +λs
λd
n
Relaxationtime
A series of springs and dampers
each having a characteristic “response” time
38

-3
-2
-1
0
1
2
3
0 13
time
str
es
s o
r
str
ain
-3
-2
-1
0
1
2
3
0 13time
str
es
s o
r
str
ain
-3
-2
-1
0
1
2
3
0 13time
str
es
s o
r
str
ain
0o < δ < 90o
δ = 90o
2π/ω
ELASTIC
VISCOUS
VISCOELASTIC
How to Measure The Time Dependence? -
Oscillation
γτ Gelastic′=
The stress response is the sum of
an elastic and viscous response:
Apply oscillatory deformation:
( )tωγγ sin0
=
γτ &Gviscous′′=
fπω 2=
( ) ( )tGtGsum ωγωγτ cossin00
′′+′=
G’: Shear Storage Modulus
G”: Shear Loss Modulus
δ=atan(G”/G’): phase angle
39

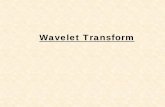
Response of an Emulsion to Frequency Sweep
Storage Modulus (E' or G')Loss Modulus (E" or G")
Terminal Region
Rubbery PlateauRegion
TransitionRegion
Glassy Region
12
log G
‘and G
"
ω
low droplet conc.High droplet con./
W/O emulsions
Not observable with standard
rheometry
40

1 0 0
1 , 0 0 0
1 0 , 0 0 0
P a · s
|ηηηη* |
1 00
1 01
1 02
1 03
1 04
1 05
1 06
P a
G '
G ''
0 . 0 0 10 . 0 10 . 1 1 1 0 1 0 01 , 0 0 01 / s
A n g u l a r F r e q u e n c y ωωωω
F r e q u e n c y S w e e p P
P C f s
|η* |C o m
G 'S t o
G ''L o s
P C f s
|η* |C o m
G 'S t o
G ''L o s
P C 2 4
|η* |C o m
G 'S t o
G ''L o s
P C 2 5
|η* |C o m
G 'S t o
G ''L o s
Low Strain Frequency Sweep of O/W Emulsion at
Increasing Temperatures
20 ºC30 ºC40 ºC50 ºC
Temperature
Angular Frequency ωωωω [Hz]
41
• Can yield information about structural changes upon heating
• Fast relaxation at higher temperatures �increasingly viscous behavior
Co
mp
lex V
isco
sit
y (
mP
as]
Ela
stic
Mo
du
lus

Time-Temperature Superposition
42

105
106
107
108
109
1010
Pa
G'
G''
-200 -150 -102
-50 0 50 102
150 200°C
Temperature T
Temperature Sweep, Torsion Bar PB-PS Copolymer
Storage Modulus
Loss Modulus
102
103
104
104
101
105
G’,G
”[m
Pa]
Temperature [ºC]
20 30 40 50 60 70 80 90 100
Crystallized
Outer Phase
Melting and
Breakdown
43
Rheological Investigation of Margarine Breakdown

Texture Analysis of Emulsions
• Large strain deformation
• Simple compression between two plates
• More complex tests possible with additional probes
• No “rheological”information is using complex probes
x
FSample
Displacement x
Fo
rce F
E
F*Critical Force
44

The Instruments: Texture Analyzer
Control Panel
Servo-motor
Loading Cell
Platform
45

Metal versus Teflon Sensors
46

Standard Tests: I. Compression and Decompression
Elastic Material (ideal)Nonideal Elastic
MaterialEmulsion
Deformation
Fo
rce
47

Recoverable Work
Total Work
Deformation
Fo
rce (
N)
Compression
Decompression Recoverable Work
Relationship between recovered work and total deformation yields information about material elasticity
Important in highly concentrated emulsions
48

Standard Tests:
II. Multiple Compression Cycles
During multiple compressions, material may irreversible deform
The amount of recoverable work typically decreases
Can give insights about structural changes sustained during the compression
Important for Emulsion-”Gels”
Fo
rce
Deformation
Multiple Cycles
1st 2nd 3rd
49

Standard Tests:III. Relaxation Tests
Viscoelastic Materials
(Emulsions):
Intermediate behavior
Structural and molecular reorientation
Progressive breakdown
Stress relaxation
elastic
viscoelastic
viscous
TimeF
orc
e
Holding
Compression
50

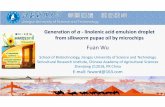
Example of Relaxation Tests
0
50
100
150
200
250
300
0 50 100 150 200
0
50
100
150
200
250
300
0 2 4 6 8 10
Fo
rce
(N
)
Time (s) Height (mm)
Tomato paste
Mayonnaise
Mustard
Courtesy of Dr. Corredino, UMASS
Tomato paste
Mayonnaise
Mustard
51

Standard Tests:IV. Creep
1
2
3
ε0
ε4 > ε0
Defo
rmati
on Creep
Recovery
Permanent Deformation
ε
0
Time
1
100 g100 g 100 g
2 3
4
4
52

Creep in Emulsions
Time Time
IDEAL SOLID IDEAL LIQUID
Equilibrium
Continuous Flow
DE
FO
RM
AT
ION
Emulsion behavior can vary between these two extremes
53

Standard Tests:
V. Texture Profile Analysis
Originally developed by General Foods
Good correlation with sensory parameters
Very important: consistent sample preparationSame size, avoid edges, degree of compression, plunger size and crosshead speed should stay the same
54