![9 Interconnect Cu - Stanford University Cu Slides.pdfLow ρ (Resistivity) Me tal Ag Cu Au Al W BulkRes ivy[µΩ•cm] 1.63 1.67 2.35 2.67 5.6 Cu is the second best conducting element](https://static.fdocument.org/doc/165x107/5ac473af7f8b9a57528d29c4/9-interconnect-cu-stanford-university-cu-slidespdflow-resistivity-me-tal.jpg)
CONTRIBUȚII CU PRIVIRE LA INVESTIGAREA CU ULTRASUNETE … · 3 Mul ţumiri Finalizarea tezei de...
56
λ UNIVERSITATEA TEHNICĂ “GHEORGHE ASACHI” DIN IAŞI CONTRIBUȚII CU PRIVIRE LA INVESTIGAREA CU ULTRASUNETE A TENSIUNILOR INTERNE DIN MATERIALE METALICE - REZUMATUL TEZEI DE DOCTORAT - Doctorand: Ing. Radu Adrian Baciu Lupașcu Conducător de doctorat: Prof. Dr. Ing. Petru Dușa IAŞI, 2018
Transcript of CONTRIBUȚII CU PRIVIRE LA INVESTIGAREA CU ULTRASUNETE … · 3 Mul ţumiri Finalizarea tezei de...
λ
UNIVERSITATEA TEHNICĂ “GHEORGHE ASACHI” DIN IAŞI
CONTRIBUȚII CU PRIVIRE LA INVESTIGAREA CU ULTRASUNETE
A TENSIUNILOR INTERNE DIN MATERIALE METALICE
- REZUMATUL TEZEI DE DOCTORAT -
Doctorand: Ing. Radu Adrian Baciu Lupașcu
Conducător de doctorat: Prof. Dr. Ing. Petru Dușa
IAŞI, 2018
UNIVERSTTATEA TEHNICA "GHEORGHE ASACHI,, DIN !AS!
RECTORATUT
Citre
Vi facem cunoscut c5, in ziua de 27 septembrie 2018 la ora 12oo in sala TCM 7 din cadrul
FacultSlii de Construclii de Magini Management lndustrial, va avea loc sustinerea publici a tezei
de doctorat intitulati:
"coNTRlBUTllCU PRIVIRE lA INVESTIGAREA CU ULTRASUNETE
A TENSTUNILOR INTERNE DII.I I''IATERIALE METALICE"
Elaboratd de domnul Radu Adrian Baciu Lupagcu in vederea conferirii titlului gtiintific de doctor.
Comisia de doctorat este alcituiti din:
L. Prof. Univ. Dr. lng. Eugen Axinte
Universitatea Tehnici "Gheorghe Asachi" din lagi
2. Prof. Univ. Dr. !ng. Petru Duga
Universitatea Tehnici "Gheorghe Asachi" din lagi
3. Prof. Univ. Dr. lng. Nicolae B6lc
Universitatea Tehnici din Cluj-Napoca
4. Prof. Univ. Dr. lng. Gheorghe Oancea
Universitatea "Transilvania" din Bra5ov
5. Prof. Univ. Dr. lng. Gheorghe Nagi!
Universitatea TehnicS "Gheorghe Asachi" din lagi
Pregedinte
Conducitor de doctorat
Referent oficial
Cu aceasti ocazie vi invitdm si participali la suslinerea publici a tezei de doctorat.
Referent oficial
Referent oficial
SECRETAR UNIVERSITATE,
lng. Cristina NagilCagcaval
3
Mul ţumiri
Finalizarea tezei de doctorat cu titlul: „Contribuții cu privire la investigarea cu ultrasunete
a tensiunilor interne din materiale metalice” îmi oferă sansa de a aduce sincere mulţumiri tuturor
cadrelor didactice din cadrul Facultăţii de Construcţii de Maşini şi Management Industrial, care m-
au sustinut şi încurajat în realizarea şi finalizarea acestei lucrări.
Doresc să mulţumesc în mod special domnului Prof. Univ. Dr. Ing. Petru Duşa,
coordonatorul ştiinţific al acestei lucrări, pentru sprijinul acordat în elaborarea tezei de doctorat,
pentru răbdarea, generozitatea, şi înţelegerea de care a dat dovadă, precum şi pentru întreaga
contribuţie la formarea mea ca cercetător, dar și ca om. Vă mulţumesc pentru faptul că aţi acceptat
să-mi împărtăşiţi din vasta dumneavoastră experienţă dobândită de-a lungul anilor de studiu.
Doresc să mulțumesc, de asemenea, întregului colectiv profesoral al Facultății de Construcții
de Mașini și Management Industrial, în special domnilor profesori, Prof. Dr. Ing. Gheorghe Nagîț,
Prof. Dr. Ing. Laurențiu Slătineanu, Prof. Dr. Ing. Eugen Axinte, membri în comisiile de evaluare a
celor două rapoarte doctorale susținute în cadrul stagiului doctoral, pentru criticile constructive,
sugestiile, încurajările și sprijinul acordat.
Adresez alese mulţumiri şi un respect deosebit întregului colectiv al Departamentului de
Testări Nedistructive din cadrul SC. Fortus SA. Iaşi, pentru şansa de a colabora cu dumnealor.
Sunt recunoscator colegilor de la OMCO România SRL pentru toată înțelegerea de care au
dat dovadă în toți acești ani.
Alese mulțumiri aduc distinșilor profesori referenți, membri ai Comisiei de Doctorat, pentru
efortul depus la recenzarea acestei lucrări.
Nu în ultimul rând, mulţumesc din toată inima soției mele, Raluca, fără suportul ei moral
necondiţionat, ajutorul și răbdarea de care a dat dovadă, nu aş fi ajuns la nici unul dintre rezultatele
prezentate în cadrul acestei teze.
Iulie 2018 Autorul
4
Lista de notații și abrevieri
A – amplitudinea, în %; Ax – amplitudinea perturbaţiei pe direcţia x; Ay – amplitudinea perturbaţiei pe direcţia y; Az - amplitudinea perturbaţiei pe direcţia z; Bw – lăţimea de bandă, în %; dB – decibel; Dt – diametrul traductorului, în mm; F – frecvenţa, în Hz; f0 – frecvenţa de rezonanţă, în Hz; i, j, k, – versorii vectorilor de undă; Iw – durata impulsului, în μs; k – numărul de undă; kr – vector de undă după direcția radială; kx – vector de undă după direcţia x; ky – vector de undă după direcția y; kz – vector de undă după direcția z; n – numărul de ordine al armonicii; N – zona Fresnel a traductorului, în m; Pf – frecvența de vârf, în Hz; R – coeficient de reflexie; r – distanța radială; S – suprafața de măsurare, în m2; VL – viteza undelor longitudinale, în m/s; VS – viteza undelor de suprafață, în m/s; VT – viteza undelor transversale, în m/s; α – unghiul fasciculului de răspândire, în grade; ΔI – amplificarea, în dB; λ – lungimea de undă în m; ξ – deplasarea particulelor, în m; c – viteza sunetului, în m/s; v – viteza particulelor, în m/s; ρ – densitatea, în kg/m3; p – presiunea acustică, în N/m2; Z – impedanța acustică, în Ns/m3; P – puterea acustică, în W; J – intensitatea puterii acustice, în W/m2; E – densitatea energiei acustice, în Ws/m2; μ – coeficientul lui Poisson; a – accelerația particulelor, în m/s2; T – perioada, în s; ω – pulsația (frecvența unghiulară), în rad/s; Q – debit, în cm3/s
Abrevieri: AE – Testare prin Emisie Acustică (Acoustic Emission Testing); ASM – Asociația Americană pentru Metale (American Society for Metals); ASME – Asociația Americană a Inginerilor Mecanici (American Society of Mechanical Engineers); ASNT – Asociația Americană pentru Testări Nedistructive (American Society for Nondestructive Testing); ASTM – Asociația Americană pentru Testarea Materialelor (American Society of Testing Materials); NDE – Evaluare Nedistructivă (Nondestructive Evaluation); NDI – Inspecție Nedistructivă (Nondestructive Inspection); NDT – Testare Nedistructivă (Nondestructive Testing); US – Ultrasunete; UT – Testare cu ultrasunete (Ultrasonic Testing); VT – Testare Optico-Vizuală (Visual and Optical Testing); DFT- Transformare Fourier discretă FFT –Transformare Fourier rapidă
Observație: Utilizarea în text a notațiilor și simbolurilor cu alt scop decât cel precizat prin această listă este explicită și are numai efect local
5
Cuprins Teza Rezumat Prefață 7 7 Capitolul 1. Ultrasunete. Tensiuni reziduale. Noțiuni introductive 9 8 1.1. Principiile fundamentale ale propagării ultrasunetelor 9 8 1.2. Unde elastice 10 8 1.3. Tipuri de unde 11 9 1.4. Moduri de propagare a undelor elastice 13 10 1.5. Parametrii caracteristici ai undelor ultrasonice 15 11 1.6. Frecvențe și formule de calcul 19 12 1.7. Tensiuni reziduale 20 13 1.7.1. Importanța tensiunilor reziduale 21 13 1.7.2. Originea tensiunilor reziduale 22 13 1.7.3. Ordinul tensiunilor 24 1.8. Tehnici de măsurare a tensiunilor cu ultrasunete 26 14 1.9. Influența factorilor externi asupra vitezei de propagare a undelor ultrasonore 29 1.9.1. Influența tensiunilor 29 1.9.2. Influența structurii materialelor 33 1.9.3. Influența temperaturii 36 1.9.4. Influența schimbărilor microstructurale 37 1.9.5. Evaluarea constantelor elastice de ordinul trei și a constantelor acustoelastice 39 1.10. Concluzii 43 15 Capitolul 2. Oportunitatea și necesitatea cercetărilor privind procesul de investigare cu ultrasunete a pieselor din materiale metalice
44 16
2.1. Scurt isctoric al evoluției cercetărilor în domeniul testării nedistructive cu ultrasunete
44
2.2. Oportunitatea cercetărilor in domeniul temei studiate 46 16 2.3. Stabilirea strategiei de cercetare 47 16 2.4. Precizarea obiectivelor propuse 48 17 Capitolul 3. Contribu ții la stabilirea unei metodologii de cercetare privind investigarea cu ultrasunete
50 17
3.1. Analiza sistemică a procesului de măsurare 50 17 3.2. Metodologia de cercetare 52 18 3.3. Metoda experimentării 53 3.3.1. Sistemul USLT 2000 55 18 3.3.2. Sistemul ULTRAMARS2009 57 3.3.3. Traductori și cabluri de legătură 60 3.3.4. Mediul de cuplare 65 3.3.5. Pompa hidraulică cu acționare manuală HPHM-700.035 66 19 3.3.6. Cilindrul hidraulic SR 56 67 20 3.3.7. Elemente auxiliare 67 20 3.3.8. Metoda elementelor finite 68 3.4. Metode de măsurare a timpului de tranziție 70 21 3.4.1. Procedură pentru determinarea vitezei undelor longitudinale 72 21 3.4.2. Procedură pentru determinarea vitezei undelor transversale 74 3.5. Sinteza rezultatelor obținute de alți cercetători 74 22 3.6. Planul de experimentare 75 23 3.7. Concluzii 77 23
6
Capitolul 4. Cercetări cu privire la dimensionarea fasciculului ultrasonic 78 24 4.1. Divergența fasciculului ultrasonic 78 24 4.2. Zona Fresnel 80 25 4.3. Capabilitatea traductorilor 81 26 4.4. Concluzii 82 27 Capitolul 5. Contribu ții privind conceperea unui dispozitiv utilizabil pentru investigarea ultrasonică a tensiunilor din materiale metalice
83 27
5.1. Considerații asupra aspectelor de proiectare constructivă a unui dispozitiv utilizabil pentru investigarea ultrasonică a pieselor din materiale metalice
83 27
5.2. Identificarea unei soluții constructive de dispozitiv utilizabil pentru studiul experimental al tensiunilor interne
84 28
5.3. Concluzii 86 29 Capitolul 6. Contribu ții experimentale cu privire la investigarea cu ultrasunete a tensiunilor reziduale din subansamblurile sudate
87 30
6.1 Concluzii 95 36 Capitolul 7. Contribu ții experimentale cu privire la studiul efectului de margine asupra tensiunilor reziduale din asamblările sudate
37
7.1 Concluzii 104 42 Capitolul 8. Contributii experimentale cu privire l a distrubutia tensiunilor reziduale folosind metoda de investigare cu ultrasunte
106 43
8.1 Concluzii 113 49 Capitolul 9. Concluzii finale asupra cercetărilor teoretice şi experimentale din cadrul temei abordate. Contribuții proprii la rezolvarea temei. Direcții posibile de extindere a cercetărilor.
115 50
9.1. Concluzii finale asupra cercetărilor teoretice şi experimentale din cadrul temei abordate
115 50
9.2. Contribuții proprii la rezolvarea temei 117 52 9.3. Direcții posibile de extindere a cercetărilor 118 52 Glosar de termeni 119 Lista de lucrări științifice publicate 122 53 Bibliografie 123 54
7
Prefață
Tematica abordată este într-o continuă dezvoltare datorită activităților constante a
cercetătorilor cu preocupări în domeniu. Cercetarea de față doreşte să ofere răspuns unor probleme
specifice industriei tehnologice, organizând demersul cercetărilor după cum urmează:
Primul capitol, intitulat „Ultrasunete. Tensiuni reziduale. Noțiuni introductive” evidențiază
conceptele fundamentale utilizate în domeniul investigării cu ultrasunete. Sunt definite
principalele aspecte ce fac referire la modul de propagare a ultrasunetelor, mărimile fizice şi
parametrii caracteristici. De asemenea, este prezentată o sinteză documentară cu privire la
importanța tensiunilor reziduale.
În cel de-al doilea capitol – „Oportunitatea și necesitatea cercetărilor privind procesul de
investigare cu ultrasunete a pieselor din materiale metalice” se prezintă câteva aspecte
referitoare la oportunitatea și necesitatea cercetărilor privind procesul de investigare a
tensiunilor interne cu ultrasunete a pieselor din materiale metalice.
În al treilea capitol – „Contribuții la stabilirea unei metodologii de cercetare privind
investigarea cu ultrasunete” s-a stabilit strategia de cercetare, s-au stabilit obiectivele
propuse. Tot în cadrul acestui capitol s-a realizat și o analiză sistemică a procesului de
investigare cu ultrasunete.
În cel de-al patrulea capitol – „Cercetări cu privire la dimensionarea fasciculului
ultrasonic”
În capitolul cinci – „Contribuții privind conceperea unui dispozitiv utilizabil pentru
investigarea ultrasonică a tensiunilor din materialelor metalice” sunt prezentate contribuțiile
proprii aduse în conceperea unui dispozitiv utilizabil pentru studiul experimental al
tensiunilor din materiale metalice. Identificarea soluției constructive de dispozitiv, adaptat la
condițiile de lucru, permite efectuarea investigațiilor ultrasonice cu o mai mare rigurozitate.
Capitolul al șaselea – „Contribuții experimentale cu privire la investigarea cu ultrasunete a
tensiunilor reziduale din subansamblurile sudate”
Capitolul al șaptelea – „Contribuții experimentale cu privire la studiul efectului de margine
asupra tensiunilor reziduale din asamblările sudate”
Capitlul al optulea – „Contributii experimentale cu privire la distribuția tensiunilor reziduale
folosind metoda de investigare cu ultrasunete”
Ultimul capitol – „Direcții posibile de extindere a cercetărilor. Concluzii finale asupra
cercetărilor teoretice şi experimentale din cadrul temei abordate”

8
Capitolul 1. Ultrasunete. Tensiuni reziduale. Noțiuni introductive
1.1.Principiile fundamentale ale propagării ultrasunetelor
Sunetele sunt oscilații mecanice ale unui mediu elastic, cu frecvențe percepute de urechea
omului, adică în domeniul 20 Hz - 20 KHz. Oscilațiile cu frecvențe de peste 20 KHz sunt numite
ultrasunete [1] [2].
Ultrasunetele sunt oscilații mecanice cu o frecvență mai mare decât cea sonoră, curent între
20 KHz și 10 MHz (vezi fig. 1.1). Din fizică se cunoaște că o perturbație produsă local într-un mediu
elastic se propagă din aproape în aproape, prin oscilațiile particulelor, ca undă mecanică [3] [4] [5].
Dacă undele electromagnetice se pot propaga și în vid, ultrasunetele se pot propaga numai în medii
materiale.
Fig. 1.1. Domeniul de frecvențe al oscilațiilor mecanice [3]
Importanța practică a ultrasunetelor este legată de lungimea de undă mică a acestora. Din
această cauză, de exemplu, ultrasunetele pot fi emise și se propagă ca și razele de lumină sub formă
de fascicule, spre deosebire de sunetele obișnuite care se împrăștie în toate direcțiile.
1.2.Unde elastice
Ca orice fenomen ondulatoriu, unda acustică, propagată sub formă de undă elastică într-un
mediu, este caracterizată de frecvență, lungime de undă și viteză de propagare.
Frecvența – notată cu f, reprezintă numărul de oscilații pe secundă. Unitatea de măsură este
Hz (Hertz).
Viteza de propagare – notată cu v, reprezintă viteza de propagare a undelor elastice prin
material.
Lungimea de undă – notată cu λ , reprezintă distanța măsurată pe rază între două puncte
consecutive care prezintă aceeași fază de oscilație. Această distanță variază cu frecvența și cu viteza
de propagare a undelor elastice prin material și are relația [6]: /v fλ = (1).
1.3.Tipuri de unde
Modelul matematic al propagării perturbației într-o singură direcție (Ox) are expresia [7]:
( , ) cos( )y x t A Kx tω= − (2)
20Hz 200MH20KHz 20MHz
Infrasunete Sunete Ultrasunete Hipersunete
9
Unde :
( , )y x t – este valoarea perturbației în spațiu în poziția x la momentul t;
A – amplitudinea perturbației;
ω – viteza unghiulară ( 2 fπ );
K – numărul de undă (K=2 /π λ );
λ – lungimea de undă;
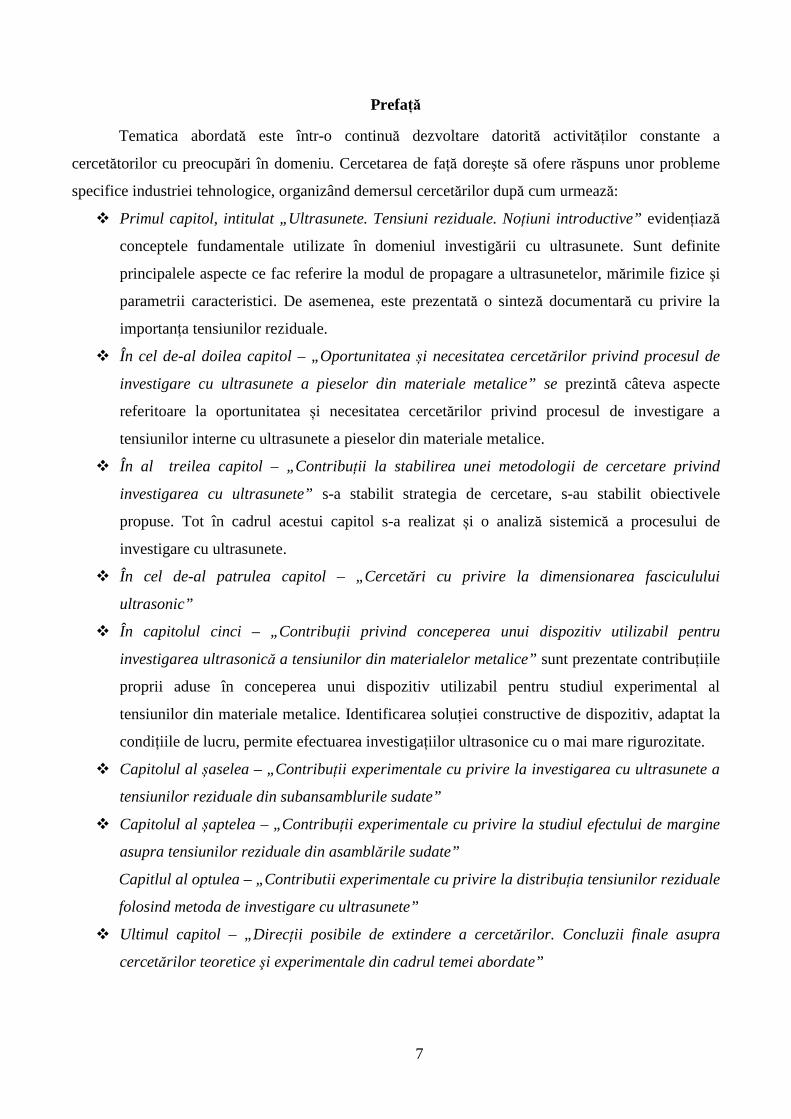
Fig. 1.3.a Reprezentare grafică a undelor plane [7]
Modelul matematic în 3D pentru unde plane are expresia [8]:
( , , , ) ( ) cos( )x y z x y zy x y z t A i A j A k K x K y K z tω= + + + + −
sau : ( , ) cos( )x x y zy x t A K x K y K z tω= + + −
( , ) cos( )z x y zy z t A K x K y K z tω= + + − (3)
Unde :
( , , , )y x y z t – este valoarea perturbației în spațiu în poziția x,y,z la momentul t;
Ax,y,z – amplitudinea perturbației în poziția x,y,z ;
ω – viteza unghiulară ( 2 fπ );
K – numărul de undă (K=2 /π λ );
λ – lungimea de undă;
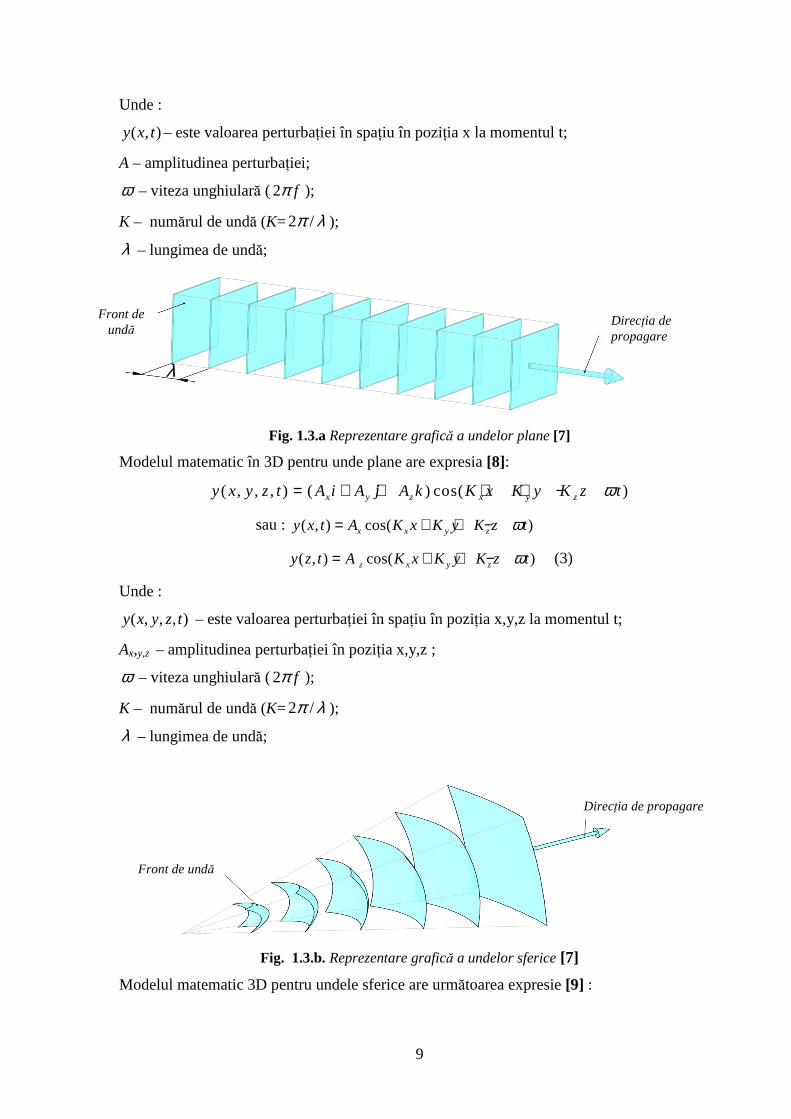
Fig. 1.3.b. Reprezentare grafică a undelor sferice [7]
Modelul matematic 3D pentru undele sferice are următoarea expresie [9] :
λ
Front de undă
Direcția de propagare
Front de undă
Direcția de propagare
10
( , ) / cos( )ry r t A r K r tω= ⋅ − (4)
Unde:
r – distanța radială de la sursă;
Kr – este vector de undă după direcția radială.
1.4.Moduri de propagare a undelor elastice
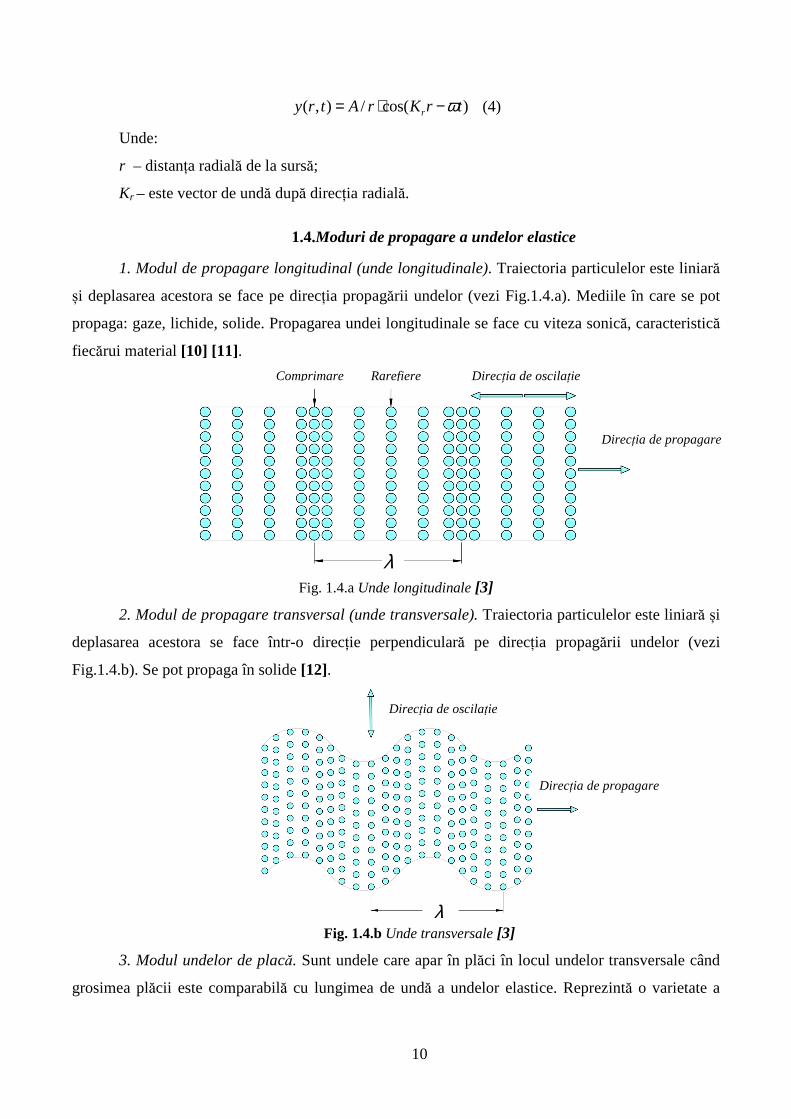
1. Modul de propagare longitudinal (unde longitudinale). Traiectoria particulelor este liniară
și deplasarea acestora se face pe direcția propagării undelor (vezi Fig.1.4.a). Mediile în care se pot
propaga: gaze, lichide, solide. Propagarea undei longitudinale se face cu viteza sonică, caracteristică
fiecărui material [10] [11].
Fig. 1.4.a Unde longitudinale [3]
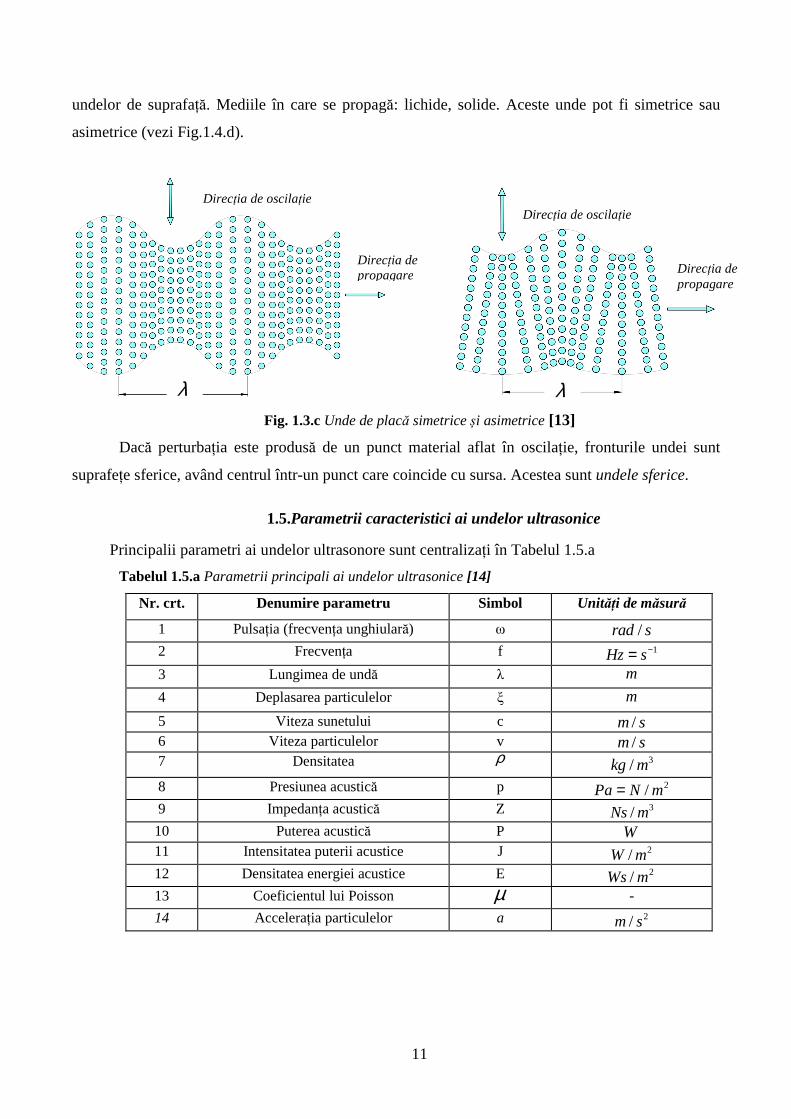
2. Modul de propagare transversal (unde transversale). Traiectoria particulelor este liniară și
deplasarea acestora se face într-o direcție perpendiculară pe direcția propagării undelor (vezi
Fig.1.4.b). Se pot propaga în solide [12].
Fig. 1.4.b Unde transversale [3]
3. Modul undelor de placă. Sunt undele care apar în plăci în locul undelor transversale când
grosimea plăcii este comparabilă cu lungimea de undă a undelor elastice. Reprezintă o varietate a
Direcția de oscilație Comprimare Rarefiere
Direcția de propagare
λ
Direcția de oscilație
Direcția de propagare
λ
11
undelor de suprafață. Mediile în care se propagă: lichide, solide. Aceste unde pot fi simetrice sau
asimetrice (vezi Fig.1.4.d).
Fig. 1.3.c Unde de placă simetrice și asimetrice [13]
Dacă perturbația este produsă de un punct material aflat în oscilație, fronturile undei sunt
suprafețe sferice, având centrul într-un punct care coincide cu sursa. Acestea sunt undele sferice.
1.5.Parametrii caracteristici ai undelor ultrasonice
Principalii parametri ai undelor ultrasonore sunt centralizați în Tabelul 1.5.a
Tabelul 1.5.a Parametrii principali ai undelor ultrasonice [14]
Nr. crt. Denumire parametru Simbol Unități de măsură
1 Pulsația (frecvența unghiulară) ω /rad s 2 Frecvența f 1Hz s−= 3 Lungimea de undă λ m
4 Deplasarea particulelor ξ m
5 Viteza sunetului c /m s 6 Viteza particulelor v /m s 7 Densitatea ρ 3/kg m
8 Presiunea acustică p 2/Pa N m= 9 Impedanța acustică Z 3/Ns m 10 Puterea acustică P W 11 Intensitatea puterii acustice J 2/W m 12 Densitatea energiei acustice E 2/Ws m 13 Coeficientul lui Poisson µ -
14 Accelerația particulelor a 2/m s
Direcția de propagare Direcția de
propagare
Direcția de oscilație Direcția de oscilație
λ λ

12
1.6. Frecvențe și formule de calcul
Frecvența – notată cu f, reprezintă numărul de oscilații pe secundă. Unitatea de măsură este
Hz (Hertz) și prezintă ca multipli: 1 KHz =103 Hz; 1 MHz =106 Hz; 1 GHz =109 Hz.
Formulele de calcul ale parametrilor caracteristici undelor ultrasonice sunt prezentate în Tabelul 1.6.
Tabelul 1.6.Sinteza formulelor de calcul a parametrilor caracteristici ai undelor ultrasonore [15]
Viteza undelor longitudinale Viteza undelor transversale Lungimea de undă
(1 )
(1 ) (1 2 )L
EV
µρ µ µ
−=+ −
Unde :
LV = viteza undelor longitudinale;
E = modulul de elasticitate; ρ = densitatea;
µ = coeficientul lui Poisson;
2 (1 )s
EV
ρ µ=
+sau
G
ρ
Unde :
sV = viteaza undelor
transversale; ρ = densitatea;
µ = coeficientul lui Poisson;
G = modulul transversal;
V
fλ =
Unde :
λ = lungimea de undă;
V = viteza;
f = frecvența;
Refracția Impedanța acustică Coeficientul de reflexie
1
2
sin
sinI
R
V
V
θθ
=
Unde:
Iθ = unghiul de incidență;
Rθ = unghiul de refracție;
1V = viteza undei incidente;
2V = viteza undei reflectate;
Z Vρ= ∗
Unde : Z = impedanța acustică; ρ = densitatea;
V = viteza;
2
2 12
2 1
( )
( )
Z ZR
Z Z
−=+
Unde: R= coeficientul de reflexie;
1Z = impedanța acustică a mediului 1;
2Z = impedanța acustică a mediului 2;
Zona Fresnel Unghiul de divergență Câștigul sau pierderea în decibeli (dB)
2
4
DN
λ= sau
2
4
D FN
V=
Unde:
N [m] = zona Fresnel; D [m] = diametrul traductorului;
λ [m] = lungimea de undă;
V [m/s] = viteza; F [Hz] = frecvența;
sin 1.2D
λθ =
Unde:
λ = lungimea de undă; D = diametrul traductorului;
2
1
( ) 20 logP
I dBP
∆ = ∗
Unde:
dB= decibeli;
1P= presiunea 1;
2P = presiunea 2;
13
1.7. Tensiuni reziduale
Tensiunile reziduale sunt definite ca fiind acele tensiuni care rămân în materialul piesei după
ce cauza originală a apariției tensiunilor (forțe exterioare, gradient de căldura) a fost eliminată. Ele
rămân în material chiar și fără cauză externă. Tensiunile remanente se datorează eterogenităților
structurale, dislocațiilor, variațiilor grosimii piesei, schimbărilor de direcție, solicitărilor.[16]
1.7.1. Importanța tensiunilor reziduale
Tensiunile reziduale sunt, prin urmare, unul din cei mai importanți factori ce determină
proprietățile tehnologice ale materialelor, componentelor, elementelor sudate, și ar trebui luate în
considerare în timpul proiectării și fabricării diferitelor produse. Cu toate că un oarecare progres a
fost obținut în dezvoltarea tehnicilor de gestionare a tensiunilor reziduale, încă mai este necesară
depunerea de eforturi considerabile pentru îmbunătățirea unor metode eficiente și rentabile pentru
măsurarea și analiza tensiunilor reziduale, precum și a tehnologiilor pentru redistribuirea folositoare
a acestora [17], [18],[19].
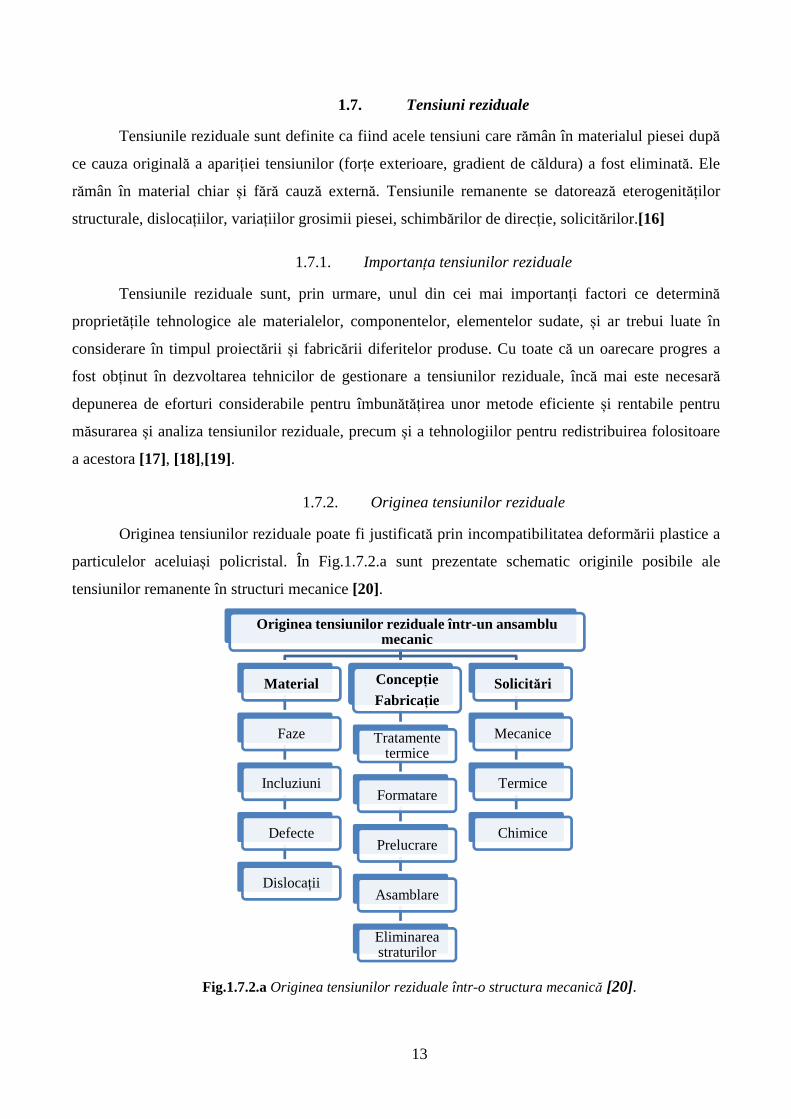
1.7.2. Originea tensiunilor reziduale
Originea tensiunilor reziduale poate fi justificată prin incompatibilitatea deformării plastice a
particulelor aceluiași policristal. În Fig.1.7.2.a sunt prezentate schematic originile posibile ale
tensiunilor remanente în structuri mecanice [20].
Fig.1.7.2.a Originea tensiunilor reziduale într-o structura mecanică [20].
Originea tensiunilor reziduale într-un ansamblu mecanic
Material
Faze
Incluziuni
Defecte
Dislocații
ConcepțieFabricație
Tratamente termice
Formatare
Prelucrare
Asamblare
Eliminarea straturilor
Solicitări
Mecanice
Termice
Chimice
14
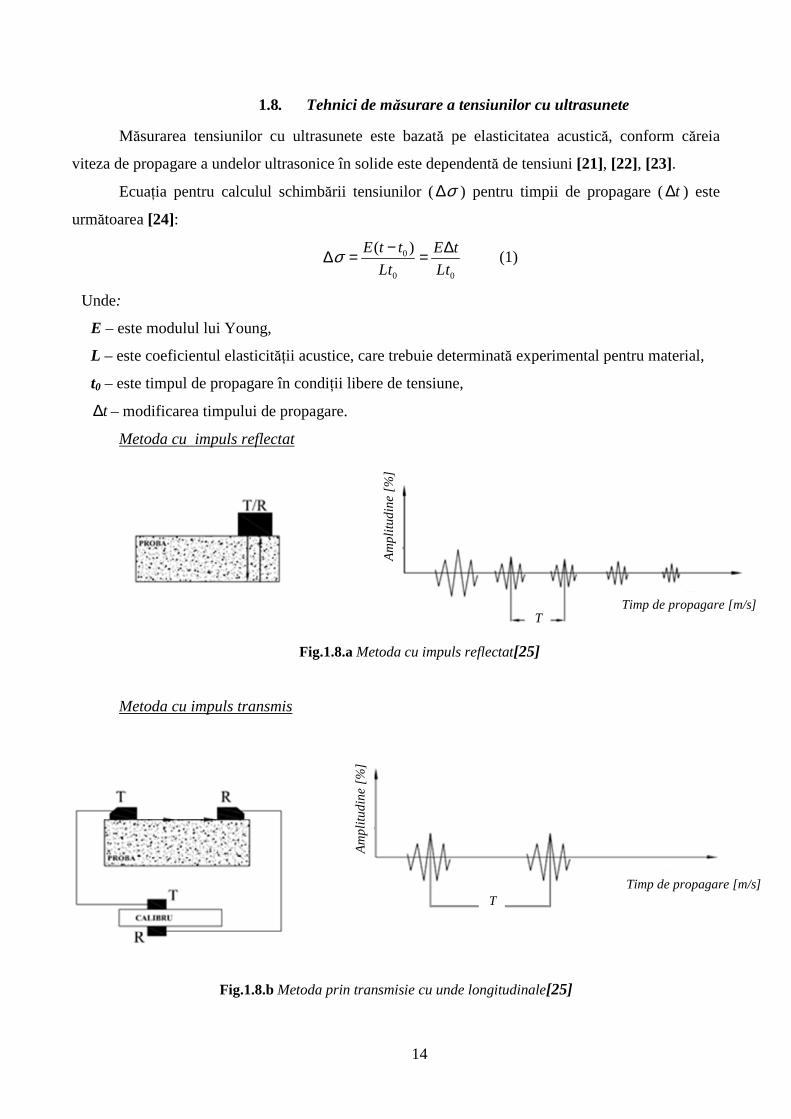
1.8. Tehnici de măsurare a tensiunilor cu ultrasunete
Măsurarea tensiunilor cu ultrasunete este bazată pe elasticitatea acustică, conform căreia
viteza de propagare a undelor ultrasonice în solide este dependentă de tensiuni [21], [22], [23].
Ecuația pentru calculul schimbării tensiunilor ( σ∆ ) pentru timpii de propagare (t∆ ) este
următoarea [24]:
0
0 0
( )E t t E t
Lt Ltσ − ∆∆ = = (1)
Unde:
E – este modulul lui Young,
L – este coeficientul elasticității acustice, care trebuie determinată experimental pentru material,
t0 – este timpul de propagare în condiții libere de tensiune,
t∆ – modificarea timpului de propagare.
Metoda cu impuls reflectat
Fig.1.8.a Metoda cu impuls reflectat[25]
Metoda cu impuls transmis
Fig.1.8.b Metoda prin transmisie cu unde longitudinale[25]
Timp de propagare [m/s]
Timp de propagare [m/s]
Am
plit
ud
ine
[%
]
Am
plit
ud
ine
[%
]
T
T
15
1.10. Concluzii
C1. Tehnicile cu ultrasunete permit estimarea tensiunilor de suprafață și de volum ale pieselor supuse
investigării.
C2. Metoda de investigare cu ultrasunete poate fi aplicată materialelor metalice şi nemetalice,
capabile să propage unde ultrasonice cu frecvențe cuprinse între 2 şi 20 MHz.
C3. Datorită faptului că traductorii ultrasonori se uzează și, prin urmare, își modifică proprietățile,
este importantă folosirea unor epruvete de referință cu proprietăți constante. Măsurând timpul de
propagare al undelor ultrasonore ce se propagă prin probă, condițiile senzorilor cu ultrasunete trebuie
documentate. O procedură similară este recomandată pentru luarea în considerare a diferitelor
temperaturi ale probei.
C4. Scăderea timpului de propagare poate fi interpretată ca o descreștere a tracțiunii sau o creștere a
tensiunilor de compresie, modificarea tensiunii poate fi aproximată utilizând modificarea relativă a
timpului și constantele elastice adecvate.
C5. Majoritatea procedeelor de fabricație (turnarea, deformarea plastică, sudarea, prelucrările
prin așchiere) introduc în materialul pieselor tensiuni remanente care modifică în mod substanțial
performanțele în exploatare ale acestora.
C6. Marile avantaje ale tehnicilor cu ultrasunete sunt colectarea rapidă de date, instrumentația
portabilă, controlul este lipsit de radiații, posibilitatea măsurării locului geometric al punctelor sau a
timpului continuu și costurile reduse. Totuși, pentru a obține valori cantitative ale tensiunii, tehnicile
cu ultrasunete necesită evaluarea proprietăților elastice. Prin urmare, este important să fie cunoscută
precis misiunea analizei stării de tensiune.
16
Capitolul 2. Oportunitatea și necesitatea cercetărilor privind procesul de investigare cu ultrasunete a pieselor din materiale metalice
2.2. Oportunitatea cercetărilor in domeniul temei studiate
Cercetările din această lucrare își propun abordarea testării cu ultrasunete din perspectiva
ingineriei tehnologice. Există diverse metode distructive și nedistructive pentru a detecta și cuantifica
tensiunile reziduale descrise în literatura tehnică. Tematica abordată este într-o continuă dezvoltare
datorită activităților constante ale cercetătorilor cu preocupări în domeniu. Cercetarea de față dorește
să ofere răspuns unor probleme specifice industriei tehnologice.
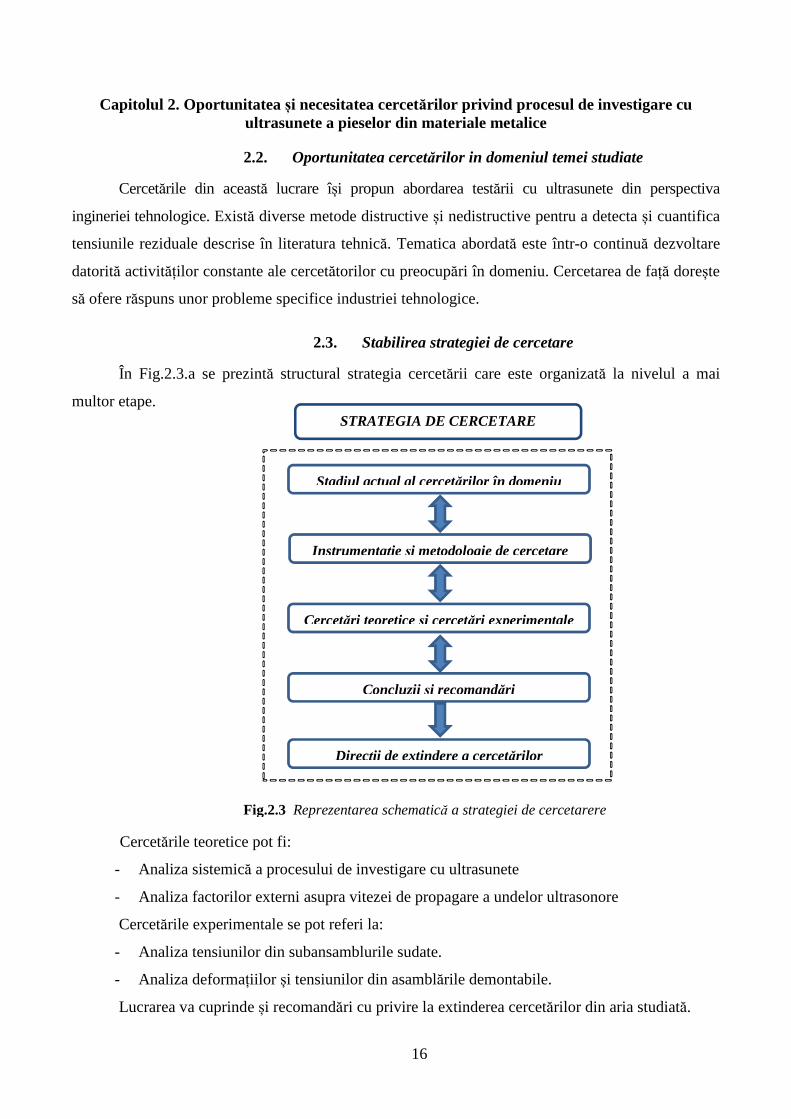
2.3. Stabilirea strategiei de cercetare
În Fig.2.3.a se prezintă structural strategia cercetării care este organizată la nivelul a mai
multor etape.
Cercetările teoretice pot fi:
- Analiza sistemică a procesului de investigare cu ultrasunete
- Analiza factorilor externi asupra vitezei de propagare a undelor ultrasonore
Cercetările experimentale se pot referi la:
- Analiza tensiunilor din subansamblurile sudate.
- Analiza deformațiilor și tensiunilor din asamblările demontabile.
Lucrarea va cuprinde și recomandări cu privire la extinderea cercetărilor din aria studiată.
Direcții de extindere a cercetărilor
Instrumentație și metodologie de cercetare
Concluzii și recomandări
Cercetări teoretice și cercetări experimentale
Stadiul actual al cercetărilor în domeniu
STRATEGIA DE CERCETARE
Fig.2.3 Reprezentarea schematică a strategiei de cercetarere
17
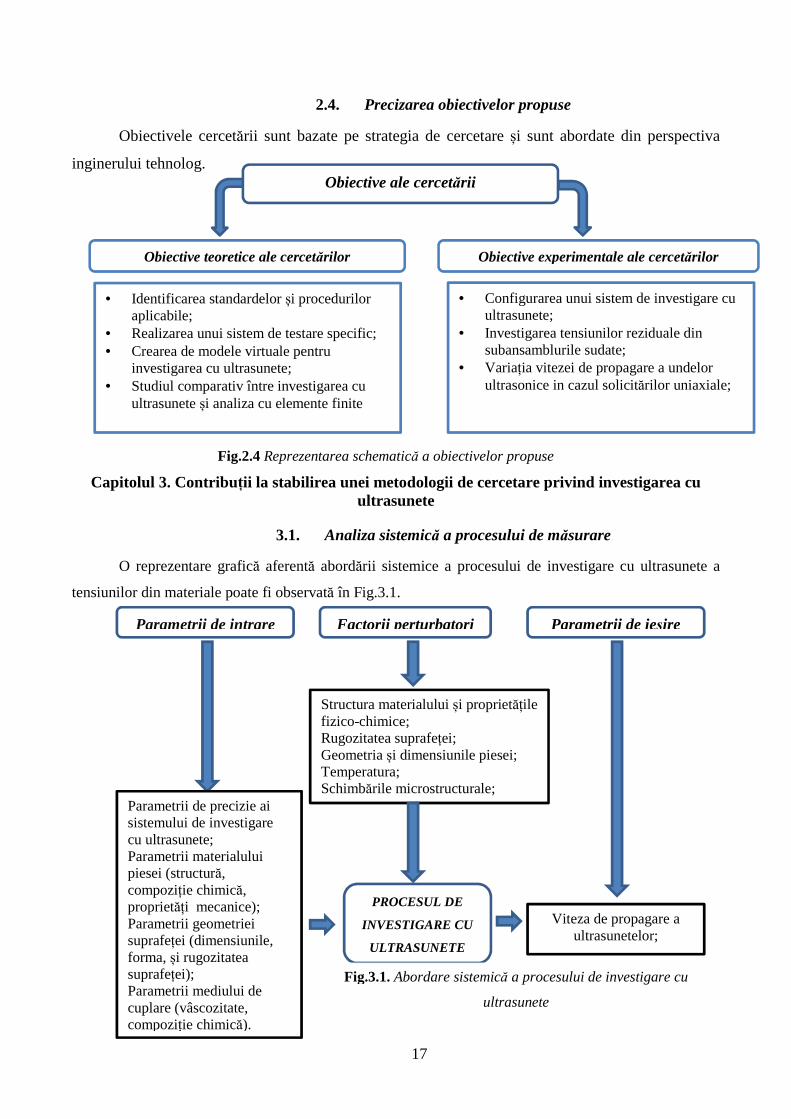
2.4. Precizarea obiectivelor propuse
Obiectivele cercetării sunt bazate pe strategia de cercetare și sunt abordate din perspectiva
inginerului tehnolog.
Capitolul 3. Contribu ții la stabilirea unei metodologii de cercetare privind investigarea cu ultrasunete
3.1. Analiza sistemică a procesului de măsurare
O reprezentare grafică aferentă abordării sistemice a procesului de investigare cu ultrasunete a
tensiunilor din materiale poate fi observată în Fig.3.1.
Parametrii de intrare Factorii perturbatori Parametrii de ieșire
PROCESUL DE
INVESTIGARE CU
ULTRASUNETE
Parametrii de precizie ai sistemului de investigare cu ultrasunete; Parametrii materialului piesei (structură, compoziție chimică, proprietăți mecanice); Parametrii geometriei suprafeței (dimensiunile, forma, și rugozitatea suprafeței); Parametrii mediului de cuplare (vâscozitate, compoziție chimică).
Structura materialului și proprietățile fizico-chimice; Rugozitatea suprafeței; Geometria și dimensiunile piesei; Temperatura; Schimbările microstructurale;
Viteza de propagare a ultrasunetelor;
Fig.3.1. Abordare sistemică a procesului de investigare cu
ultrasunete
• Identificarea standardelor și procedurilor aplicabile;
• Realizarea unui sistem de testare specific; • Crearea de modele virtuale pentru
investigarea cu ultrasunete; • Studiul comparativ între investigarea cu
ultrasunete și analiza cu elemente finite
Obiective ale cercetării
Obiective teoretice ale cercetărilor Obiective experimentale ale cercetărilor
• Configurarea unui sistem de investigare cu ultrasunete;
• Investigarea tensiunilor reziduale din subansamblurile sudate;
• Variația vitezei de propagare a undelor ultrasonice in cazul solicitărilor uniaxiale;
Fig.2.4 Reprezentarea schematică a obiectivelor propuse
18
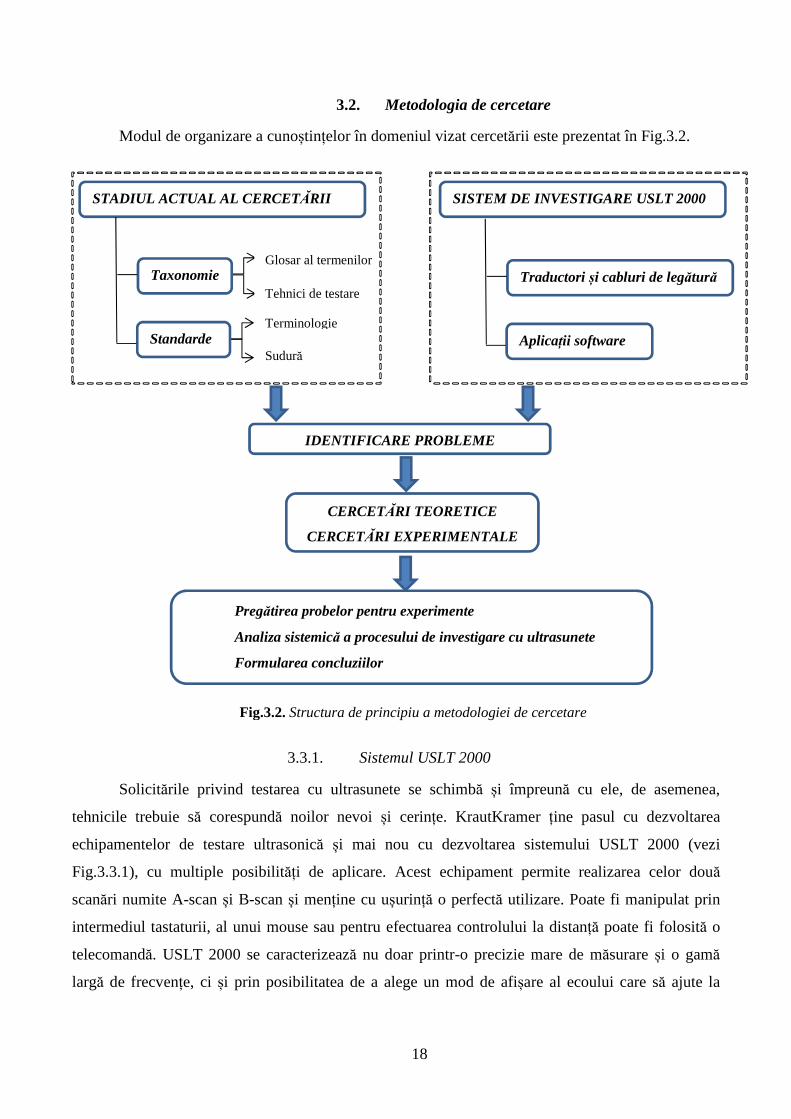
3.2. Metodologia de cercetare
Modul de organizare a cunoștințelor în domeniul vizat cercetării este prezentat în Fig.3.2.
3.3.1. Sistemul USLT 2000
Solicitările privind testarea cu ultrasunete se schimbă și împreună cu ele, de asemenea,
tehnicile trebuie să corespundă noilor nevoi și cerințe. KrautKramer ține pasul cu dezvoltarea
echipamentelor de testare ultrasonică și mai nou cu dezvoltarea sistemului USLT 2000 (vezi
Fig.3.3.1), cu multiple posibilități de aplicare. Acest echipament permite realizarea celor două
scanări numite A-scan și B-scan și menține cu ușurință o perfectă utilizare. Poate fi manipulat prin
intermediul tastaturii, al unui mouse sau pentru efectuarea controlului la distanță poate fi folosită o
telecomandă. USLT 2000 se caracterizează nu doar printr-o precizie mare de măsurare și o gamă
largă de frecvențe, ci și prin posibilitatea de a alege un mod de afișare al ecoului care să ajute la
Pregătirea probelor pentru experimente
Analiza sistemică a procesului de investigare cu ultrasunete
Formularea concluziilor
STADIUL ACTUAL AL CERCETĂRII SISTEM DE INVESTIGARE USLT 2000
Traductori și cabluri de legătură
Aplicații software
Glosar al termenilor
Tehnici de testare
Terminologie
Sudură
Taxonomie
Standarde
IDENTIFICARE PROBLEME
CERCETĂRI TEORETICE
CERCETĂRI EXPERIMENTALE
Fig.3.2. Structura de principiu a metodologiei de cercetare

19
evaluarea testelor. Rezultatele obținute afișate pe ecran se pot suprapune, pentru a putea face
comparații.
Fig. 3.3.1 USLT 2000
3.3.5 Pompa hidraulică cu acționare manuală HPHM-700.035
Pompa manuală HPHM-700 se constituie drept sursă de presiune înaltă, independentă, pentru
alimentarea cilindrilor hidraulici cu simplă sau dublă acțiune din structura unor echipamente,
dispozitive sau instalații hidraulice ce funcționează cu debite relativ mici și presiuni de lucru de până
la 700 bari. Funcționarea se realizează în două trepte autoreglabile, în funcție de sarcină:
Caracteristi tehnice:
Presiunea maximă: 700 bar Capacitate rezervor: 3500 cm3 Debit presiune joasă: 22,2 cm3/s Debit presiune înaltă: 2,6 cm3/s
Fig. 3.3.5 Pompă hidraulică cu acționare manuală 1- robinet descărcare; 2- manometru; 3- rezervor; 4- mâner
20
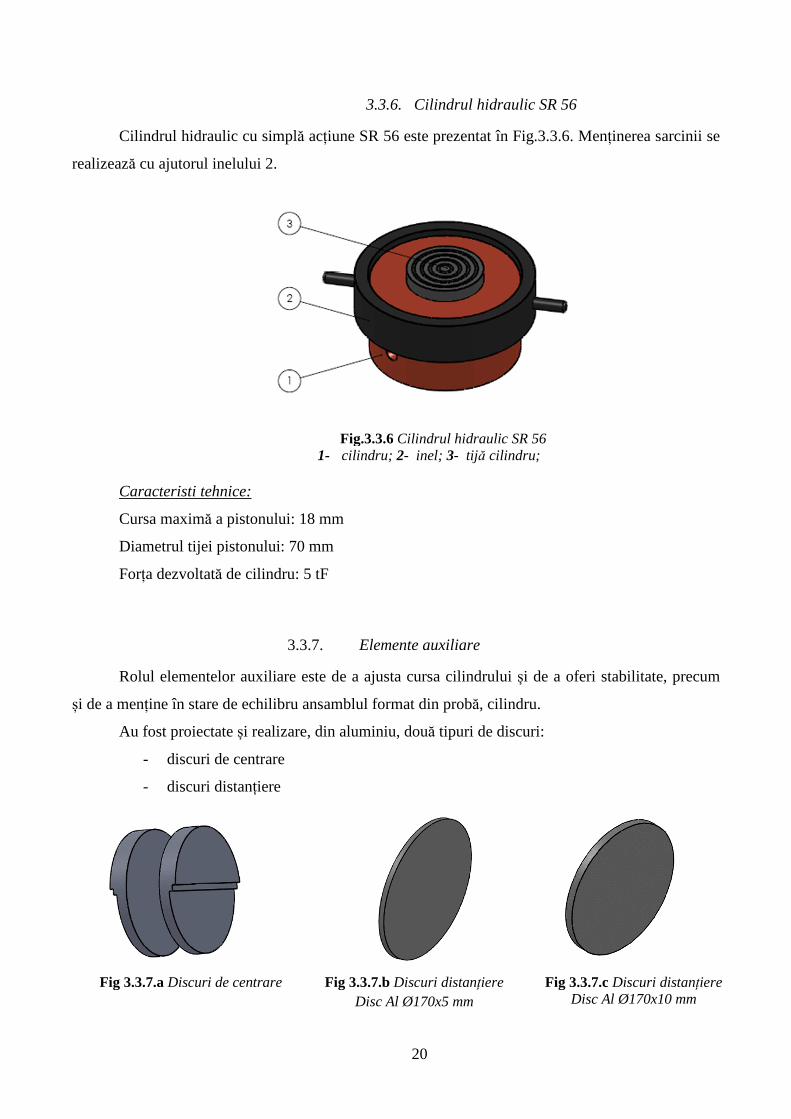
3.3.6. Cilindrul hidraulic SR 56
Cilindrul hidraulic cu simplă acțiune SR 56 este prezentat în Fig.3.3.6. Menținerea sarcinii se
realizează cu ajutorul inelului 2.
Caracteristi tehnice:
Cursa maximă a pistonului: 18 mm
Diametrul tijei pistonului: 70 mm
Forța dezvoltată de cilindru: 5 tF
3.3.7. Elemente auxiliare
Rolul elementelor auxiliare este de a ajusta cursa cilindrului și de a oferi stabilitate, precum
și de a menține în stare de echilibru ansamblul format din probă, cilindru.
Au fost proiectate și realizare, din aluminiu, două tipuri de discuri:
- discuri de centrare
- discuri distanțiere
Fig.3.3.6 Cilindrul hidraulic SR 56 1- cilindru; 2- inel; 3- tijă cilindru;
Fig 3.3.7.a Discuri de centrare
Fig 3.3.7.b Discuri distanțiere Disc Al Ø170x5 mm
Fig 3.3.7.c Discuri distanțiere Disc Al Ø170x10 mm

21
3.4. Metode de măsurare a timpului de tranziție
3.4.1. Procedură pentru determinarea vitezei undelor longitudinale Determinarea vitezei undelor longitudinale se poate face prin compararea timpului de tranzit
a undelor longitudinale într-un material necunoscut cu timpul de tranzit dintr-un material cunoscut.
Este necesar să se realizeze câte o probă pentru fiecare material, cu viteză cunoscută, vezi
Fig.3.4.1.a și viteză necunoscută, vezi Fig.3.4.1.b. Condiția impusă probelor este ca ele să aibă două
suprafețe plane și paralele, iar grosimea lor să prezinte o abatere de maxim +/-0,02 mm sau 0,1% din
grosime. Atenuarea ultrasunetelor în cele două probe trebuie să aibă o valoare apropiată. [26]
Fig.3.4.1.a Probă cunoscută Fig.3.4.1.b Probă necunoscută
Figura 3.4.1.c Ecou inițial și șapte reflexii de capăt [26]
Numărul de ecouri dintre primul și ultimul semnal reprezintă numărul curse dus-întors a
undelor longitudinale, în Fig.3.4.1.c acest număr este șase.
Valoarea vitezei în materialul necunoscut se poate calcula cu formula 3.4.1.
( ) / ( )nec c nec nec c nec c cv A n a v A n a= ⋅ ⋅ ⋅ ⋅ ⋅ (3.4.1) [26]
Unde:
vnec – viteza în materialul necunoscut [m/s],
vc – viteza în materialul cunoscut [m/s],
Anec – distanța de la prima reflexie la ultima reflexie, în materialul necunoscut [m],
Ac – distanța de la prima reflexie la ultima reflexie, în materialul cunoscut [m],
nnec – numărul de curse dus-întors în materialul necunoscut,
nc – numărul de curse dus-întors în materialul cunoscut,
anec – grosimea materialul necunoscut,
ac – grosimea materialul cunoscut.
ac a nec
Ecou de intrare
22
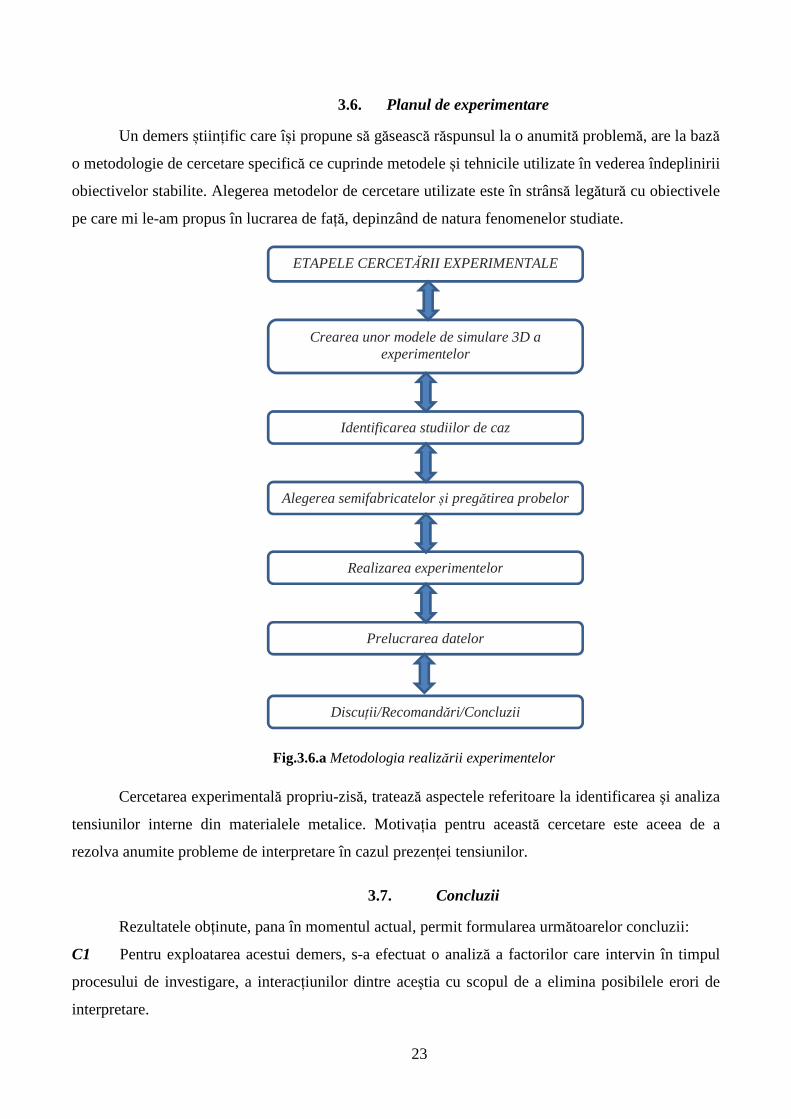
3.5. Sinteza rezultatelor obținute de alți cercetători
În Tabelul 3.5 sunt prezentate pe scurt câteva rezultate obținute de către alți autori cu privire
la analiza tensiunilor din materiale folosind metoda de investigare cu ultrasunete.
Tabeluk 3.5- Sinteza rezultatelor
Numele
cercetătorilor
Materialul
investigat
Frecvența
traductorului
Rezultate
H. Walaszek,
J. Hoblos,
P. Bouteille; [27]
Steel P460 HLE
Steel P265 X
Diferența dintre viteza de propagare a undelor
în zona fără sudură și viteza în zona cordonului
de sudură este 12,5 [m/s] pentru oțel P460 HLE
respectiv 9 [m/s] pentru otel P265X.
Yashar Javadi,
Vagelis Plevris,
Mehdi Ahmadi
Najafabadi;[28]
AISI stainless steel
304
Carbon Steel A106-
B
1 MHz,
2 MHz,
4 MHz,
5 MHz;
Valorile tensiunilor reziduale sunt mai mari la
oțelul inoxidabil (AISI 304) față de oțelul
carbon A106-B, din cauza că eforturile de
curgere sunt mai mari in AISI 304.
Yashar Javadi,
Hamed Salimi,
Hadizadeh
Raeisi,
Mehdi Ahmadi
Najafabadi;[10]
Austenitic stainless
steel
(otel inoxidabil)
1 MHz,
2 MHz,
4 MHz,
5 MHz;
O dată cu creșterea frecventei se observa că
apar diferențe între rezultatele obținute prin
metoda elementelor finite și metoda cu
ultrasunete.
Când grosimea piesei este de ordinul a câtorva
milimetri se recomandă ca măsurătorile să se
facă la ambele capete.
Metoda de investigare cu unde longitudinale
măsoară media tensiunilor în zona de acțiune a
fasciculului traductorului.
Fatih UZUN,
Ali Nezihi
BILGE;[29]
316L stainless steel
(otel inoxidabil)
Viteza undelor crește în placa fără sudură și
scade în placa sudată.
Tensiunile reziduale pentru fiecare punct sunt
calculate folosind relația schimbărilor de viteză
a undelor ultrasonice și tensiunile reziduale
provocate de gradientul de căldură.
M. Sgalla,
D. Vangi;[30]
Aluminiu
Steel (oțel)
5MHz Autorul dezvoltă o metodă prin care se poate
elimina influența temperaturii asupra vitezei de
propagare a undelor ultrasonore în timpul
măsurării tensiunilor.
23
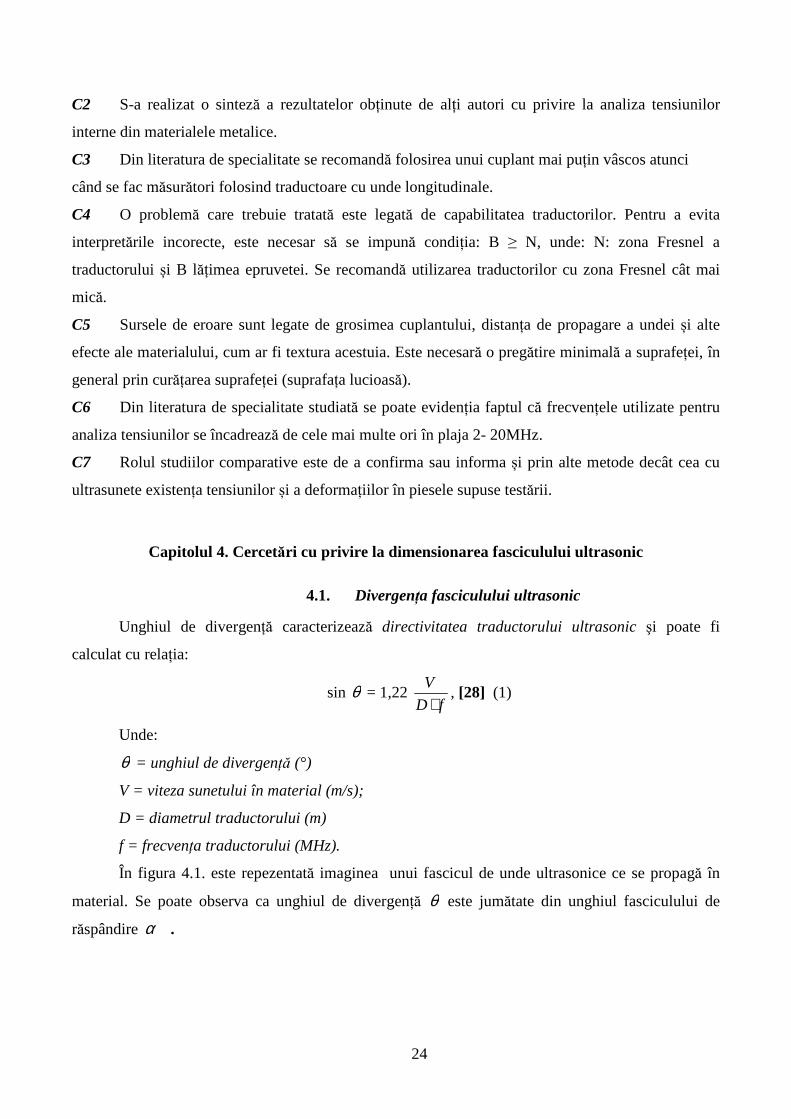
3.6. Planul de experimentare
Un demers științific care își propune să găsească răspunsul la o anumită problemă, are la bază
o metodologie de cercetare specifică ce cuprinde metodele și tehnicile utilizate în vederea îndeplinirii
obiectivelor stabilite. Alegerea metodelor de cercetare utilizate este în strânsă legătură cu obiectivele
pe care mi le-am propus în lucrarea de față, depinzând de natura fenomenelor studiate.
Cercetarea experimentală propriu-zisă, tratează aspectele referitoare la identificarea şi analiza
tensiunilor interne din materialele metalice. Motivația pentru această cercetare este aceea de a
rezolva anumite probleme de interpretare în cazul prezenței tensiunilor.
3.7. Concluzii
Rezultatele obținute, pana în momentul actual, permit formularea următoarelor concluzii:
C1 Pentru exploatarea acestui demers, s-a efectuat o analiză a factorilor care intervin în timpul
procesului de investigare, a interacțiunilor dintre aceştia cu scopul de a elimina posibilele erori de
interpretare.
Fig.3.6.a Metodologia realizării experimentelor
ETAPELE CERCETĂRII EXPERIMENTALE
Crearea unor modele de simulare 3D a experimentelor
Identificarea studiilor de caz
Alegerea semifabricatelor și pregătirea probelor
Realizarea experimentelor
Prelucrarea datelor
Discuții/Recomandări/Concluzii
24
C2 S-a realizat o sinteză a rezultatelor obținute de alți autori cu privire la analiza tensiunilor
interne din materialele metalice.
C3 Din literatura de specialitate se recomandă folosirea unui cuplant mai puțin vâscos atunci
când se fac măsurători folosind traductoare cu unde longitudinale.
C4 O problemă care trebuie tratată este legată de capabilitatea traductorilor. Pentru a evita
interpretările incorecte, este necesar să se impună condiția: B ≥ N, unde: N: zona Fresnel a
traductorului și B lățimea epruvetei. Se recomandă utilizarea traductorilor cu zona Fresnel cât mai
mică.
C5 Sursele de eroare sunt legate de grosimea cuplantului, distanța de propagare a undei și alte
efecte ale materialului, cum ar fi textura acestuia. Este necesară o pregătire minimală a suprafeței, în
general prin curățarea suprafeței (suprafața lucioasă).
C6 Din literatura de specialitate studiată se poate evidenția faptul că frecvențele utilizate pentru
analiza tensiunilor se încadrează de cele mai multe ori în plaja 2- 20MHz.
C7 Rolul studiilor comparative este de a confirma sau informa și prin alte metode decât cea cu
ultrasunete existența tensiunilor și a deformațiilor în piesele supuse testării.
Capitolul 4. Cercetări cu privire la dimensionarea fasciculului ultrasonic
4.1. Divergența fasciculului ultrasonic
Unghiul de divergență caracterizează directivitatea traductorului ultrasonic şi poate fi
calculat cu relația:
sin θ = 1,22 fD
V
⋅, [28] (1)
Unde:
θ = unghiul de divergență (°)
V = viteza sunetului în material (m/s);
D = diametrul traductorului (m)
f = frecvența traductorului (MHz).
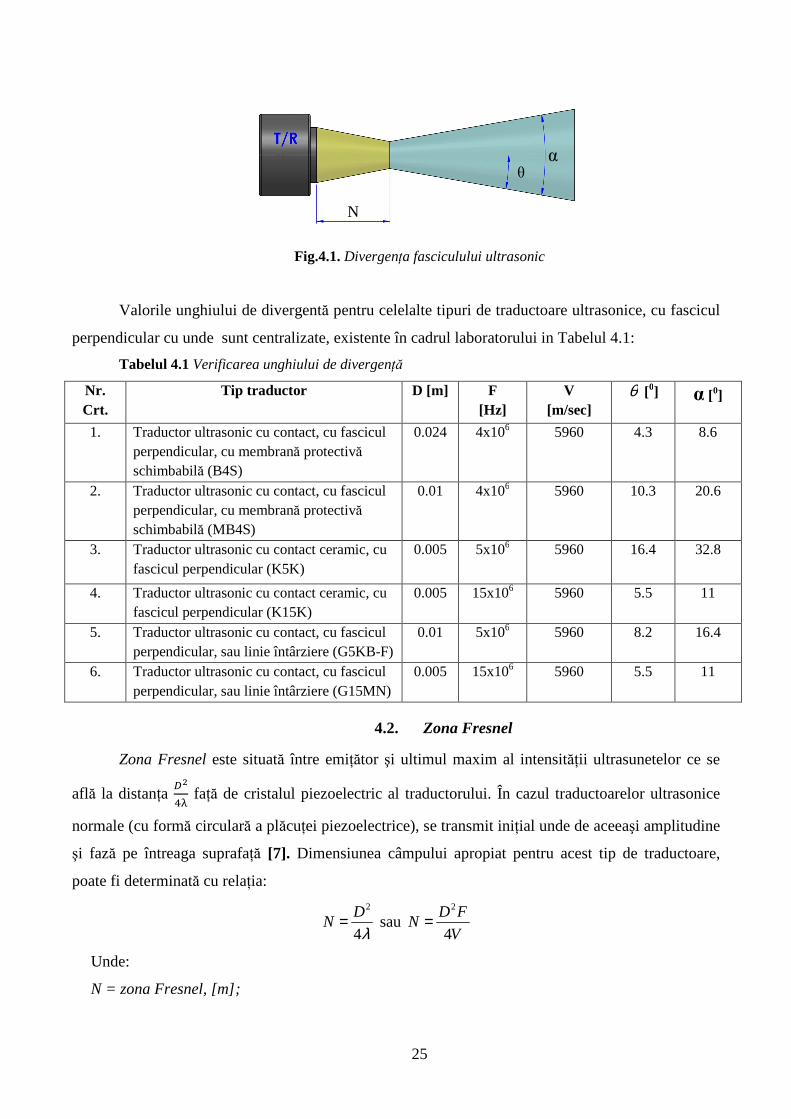
În figura 4.1. este repezentată imaginea unui fascicul de unde ultrasonice ce se propagă în
material. Se poate observa ca unghiul de divergență θ este jumătate din unghiul fasciculului de
răspândire α .
25
Fig.4.1. Divergența fasciculului ultrasonic
Valorile unghiului de divergentă pentru celelalte tipuri de traductoare ultrasonice, cu fascicul
perpendicular cu unde sunt centralizate, existente în cadrul laboratorului in Tabelul 4.1:
Tabelul 4.1 Verificarea unghiului de divergență
Nr. Crt.
Tip traductor D [m] F [Hz]
V [m/sec]
θ [0] α [0]
1. Traductor ultrasonic cu contact, cu fascicul perpendicular, cu membrană protectivă schimbabilă (B4S)
0.024 4x106 5960 4.3 8.6
2. Traductor ultrasonic cu contact, cu fascicul perpendicular, cu membrană protectivă schimbabilă (MB4S)
0.01 4x106 5960 10.3 20.6
3. Traductor ultrasonic cu contact ceramic, cu fascicul perpendicular (K5K)
0.005 5x106 5960 16.4 32.8
4. Traductor ultrasonic cu contact ceramic, cu fascicul perpendicular (K15K)
0.005 15x106 5960 5.5 11
5. Traductor ultrasonic cu contact, cu fascicul perpendicular, sau linie întârziere (G5KB-F)
0.01 5x106 5960 8.2 16.4
6.
Traductor ultrasonic cu contact, cu fascicul perpendicular, sau linie întârziere (G15MN)
0.005
15x106 5960 5.5 11
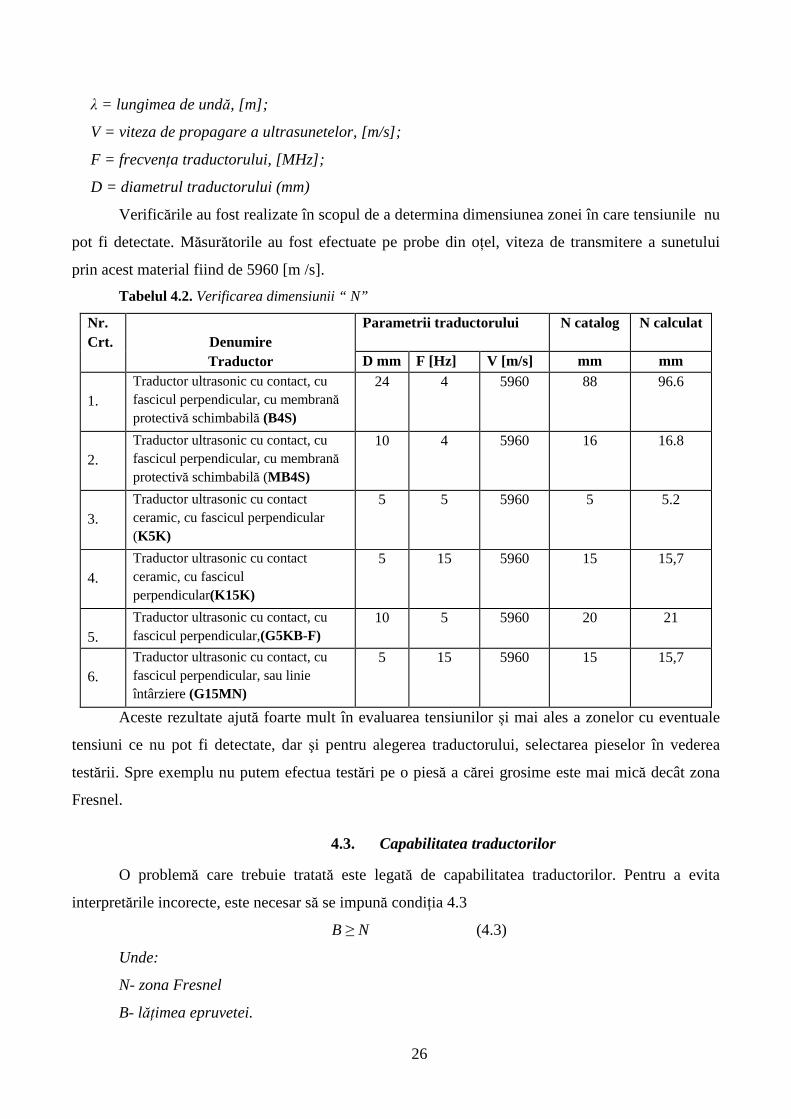
4.2. Zona Fresnel
Zona Fresnel este situată între emițător şi ultimul maxim al intensității ultrasunetelor ce se
află la distanța ��
�� față de cristalul piezoelectric al traductorului. În cazul traductoarelor ultrasonice
normale (cu formă circulară a plăcuței piezoelectrice), se transmit inițial unde de aceeaşi amplitudine
şi fază pe întreaga suprafață [7]. Dimensiunea câmpului apropiat pentru acest tip de traductoare,
poate fi determinată cu relația:
2
4
DN
λ= sau
2
4
D FN
V=
Unde:
N = zona Fresnel, [m];
α θ
N
26
λ = lungimea de undă, [m];
V = viteza de propagare a ultrasunetelor, [m/s];
F = frecvența traductorului, [MHz];
D = diametrul traductorului (mm)
Verificările au fost realizate în scopul de a determina dimensiunea zonei în care tensiunile nu
pot fi detectate. Măsurătorile au fost efectuate pe probe din oțel, viteza de transmitere a sunetului
prin acest material fiind de 5960 [m /s].
Tabelul 4.2. Verificarea dimensiunii “ N”
Nr.Crt.
Denumire Traductor
Parametrii traductorului N catalog N calculat
D mm F [Hz] V [m/s] mm mm 1.
Traductor ultrasonic cu contact, cu fascicul perpendicular, cu membrană protectivă schimbabilă (B4S)
24
4
5960
88
96.6
2.
Traductor ultrasonic cu contact, cu fascicul perpendicular, cu membrană protectivă schimbabilă (MB4S)
10
4
5960
16
16.8
3.
Traductor ultrasonic cu contact ceramic, cu fascicul perpendicular (K5K)
5
5
5960
5
5.2
4.
Traductor ultrasonic cu contact ceramic, cu fascicul perpendicular(K15K)
5
15
5960
15
15,7
5.
Traductor ultrasonic cu contact, cu fascicul perpendicular,(G5KB-F)
10
5
5960
20
21
6.
Traductor ultrasonic cu contact, cu fascicul perpendicular, sau linie întârziere (G15MN)
5
15
5960
15
15,7
Aceste rezultate ajută foarte mult în evaluarea tensiunilor și mai ales a zonelor cu eventuale
tensiuni ce nu pot fi detectate, dar şi pentru alegerea traductorului, selectarea pieselor în vederea
testării. Spre exemplu nu putem efectua testări pe o piesă a cărei grosime este mai mică decât zona
Fresnel.
4.3. Capabilitatea traductorilor
O problemă care trebuie tratată este legată de capabilitatea traductorilor. Pentru a evita
interpretările incorecte, este necesar să se impună condiția 4.3
B ≥ N (4.3)
Unde:
N- zona Fresnel
B- lățimea epruvetei.
27
4.4. Concluzii
C1 Rolul rezultatelor obtinute in tabelul 4.1 si tabelul 4.2 este de a cunoaste preliminar
dimensiunea zonelor cu eventuale tensiuni interne ce nu pot fi detectate, dar şi pentru alegerea
traductorului, selectarea pieselor în vederea testării. Spre exemplu nu putem efectua testări pe o piesă
a cărei grosime este mai mică decât zona Fresnel.
C2 S-au identificat tipurile de traductori care indeplinesc conditia necesara evitarii
interpretarilor incorecte si care pot fi folositi pentru experimentările ulterioare.
C3 Asupra calităţii procesului de investigare cu ultrasunete au influenţe următorii factori:
determinarea zonei Fresnel a traductorului, determinarea unghiului de divergentă.
Capitolul 5. Contribu ții privind conceperea unui dispozitiv utilizabil pentru investigarea ultrasonică a tensiunilor din materiale metalice
5.1. Considerații asupra aspectelor de proiectare constructivă a unui dispozitiv utilizabil pentru investigarea ultrasonică a pieselor din materiale metalice
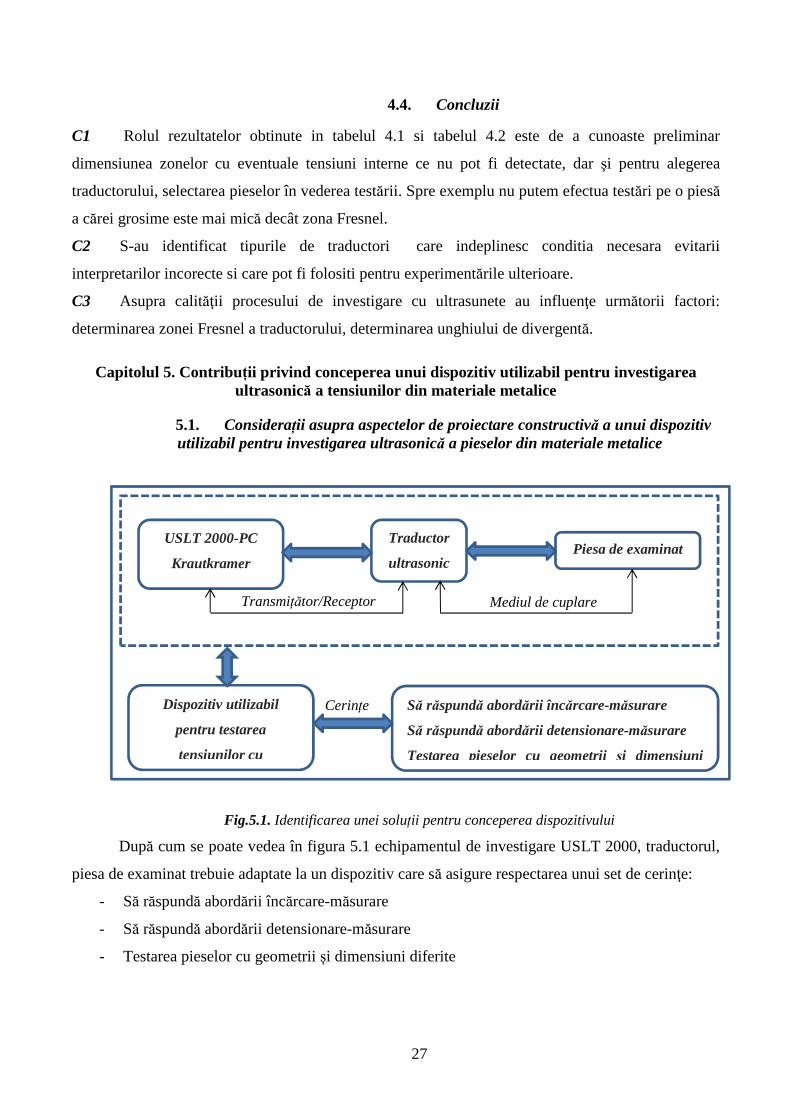
Fig.5.1. Identificarea unei soluții pentru conceperea dispozitivului
După cum se poate vedea în figura 5.1 echipamentul de investigare USLT 2000, traductorul,
piesa de examinat trebuie adaptate la un dispozitiv care să asigure respectarea unui set de cerinţe:
- Să răspundă abordării încărcare-măsurare
- Să răspundă abordării detensionare-măsurare
- Testarea pieselor cu geometrii și dimensiuni diferite
Transmițător/Receptor Mediul de cuplare
USLT 2000-PC
Krautkramer
Dispozitiv utilizabil
pentru testarea
tensiunilor cu
Traductor
ultrasonic Piesa de examinat
Să răspundă abordării încărcare-măsurare
Să răspundă abordării detensionare-măsurare
Testarea pieselor cu geometrii și dimensiuni
Cerințe
28
5.2. Identificarea unei soluții constructive de dispozitiv utilizabil pentru studiul
experimental al tensiunilor interne
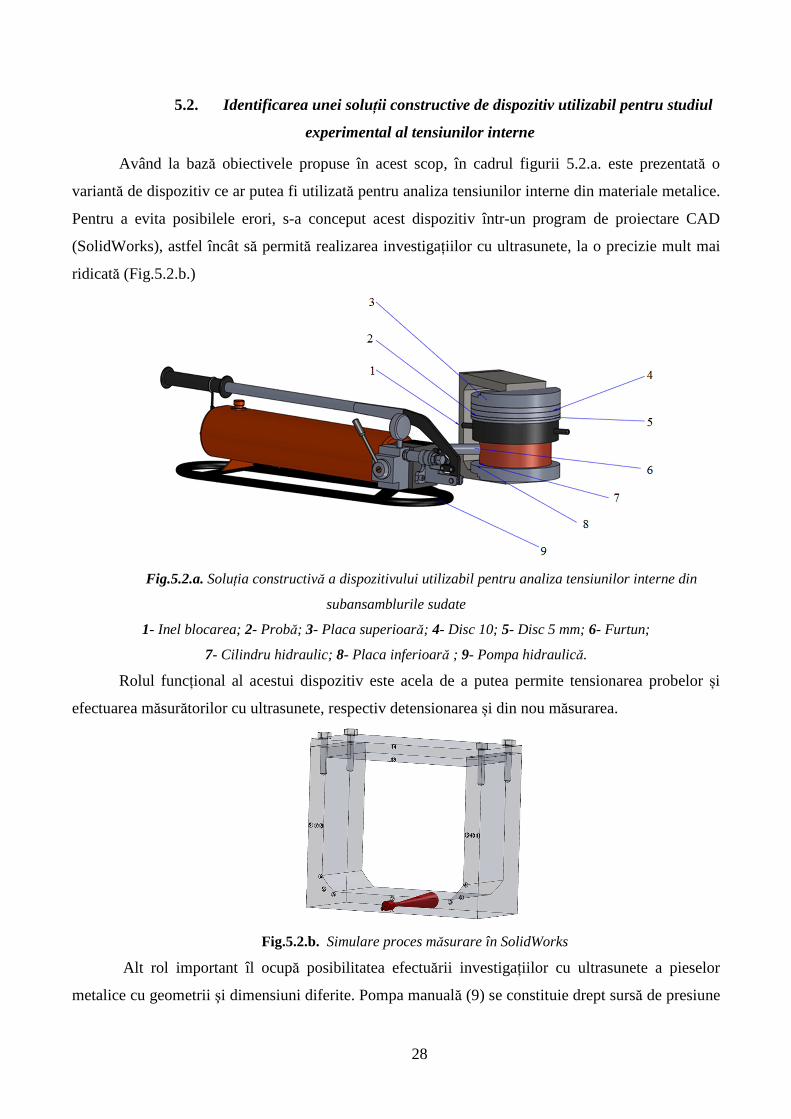
Având la bază obiectivele propuse în acest scop, în cadrul figurii 5.2.a. este prezentată o
variantă de dispozitiv ce ar putea fi utilizată pentru analiza tensiunilor interne din materiale metalice.
Pentru a evita posibilele erori, s-a conceput acest dispozitiv într-un program de proiectare CAD
(SolidWorks), astfel încât să permită realizarea investigațiilor cu ultrasunete, la o precizie mult mai
ridicată (Fig.5.2.b.)
Fig.5.2.a. Soluția constructivă a dispozitivului utilizabil pentru analiza tensiunilor interne din
subansamblurile sudate
1- Inel blocarea; 2- Probă; 3- Placa superioară; 4- Disc 10; 5- Disc 5 mm; 6- Furtun;
7- Cilindru hidraulic; 8- Placa inferioară ; 9- Pompa hidraulică.
Rolul funcțional al acestui dispozitiv este acela de a putea permite tensionarea probelor și
efectuarea măsurătorilor cu ultrasunete, respectiv detensionarea și din nou măsurarea.
Fig.5.2.b. Simulare proces măsurare în SolidWorks
Alt rol important îl ocupă posibilitatea efectuării investigațiilor cu ultrasunete a pieselor
metalice cu geometrii şi dimensiuni diferite. Pompa manuală (9) se constituie drept sursă de presiune
29
înaltă, independentă, pentru alimentarea cilindrului hidraulic cu simplă acțiune (7). Menținerea
sarcinii se realizează prin blocarea inelului de blocare (1). Rolul elementelor auxiliare (3),(4),(5),(8)
este de a ajusta cursa cilindrului și de a oferi stabilitate, precum și de a menține în stare de echilibru
ansamblul format din probă, cilindru.
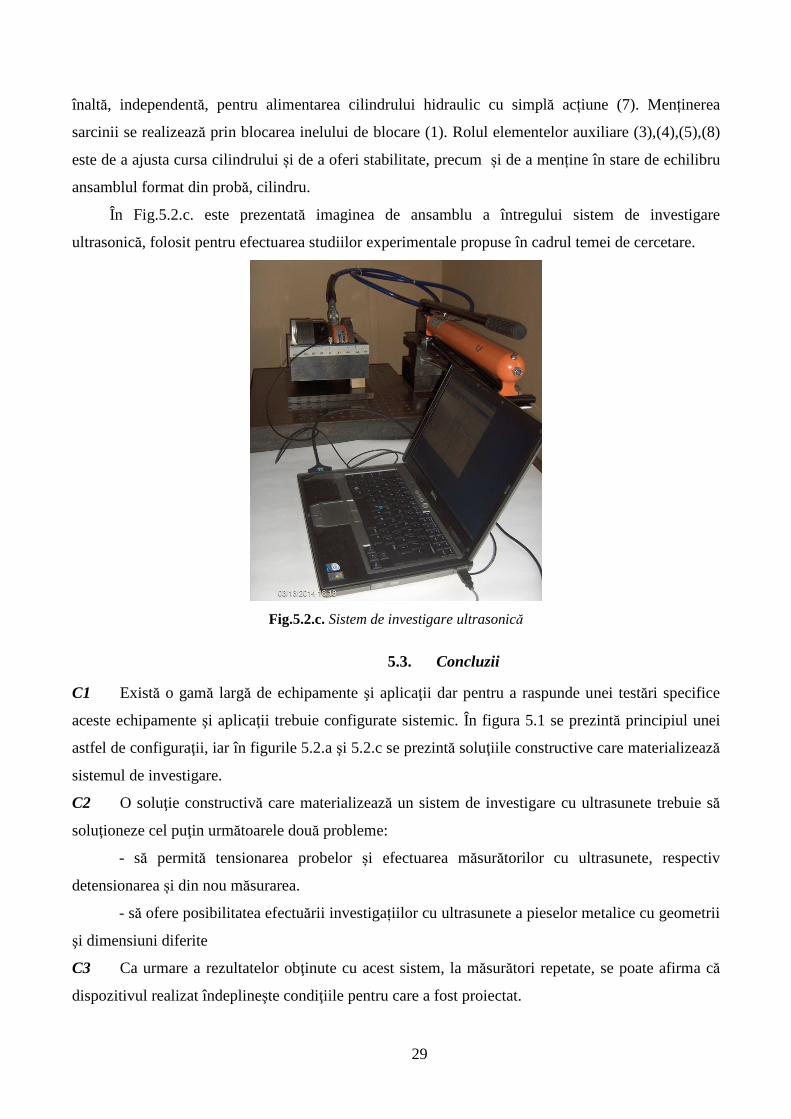
În Fig.5.2.c. este prezentată imaginea de ansamblu a întregului sistem de investigare
ultrasonică, folosit pentru efectuarea studiilor experimentale propuse în cadrul temei de cercetare.
Fig.5.2.c. Sistem de investigare ultrasonică
5.3. Concluzii
C1 Există o gamă largă de echipamente şi aplicaţii dar pentru a raspunde unei testări specifice
aceste echipamente şi aplicaţii trebuie configurate sistemic. În figura 5.1 se prezintă principiul unei
astfel de configuraţii, iar în figurile 5.2.a şi 5.2.c se prezintă soluţiile constructive care materializează
sistemul de investigare.
C2 O soluţie constructivă care materializează un sistem de investigare cu ultrasunete trebuie să
soluţioneze cel puţin următoarele două probleme:
- să permită tensionarea probelor și efectuarea măsurătorilor cu ultrasunete, respectiv
detensionarea și din nou măsurarea.
- să ofere posibilitatea efectuării investigațiilor cu ultrasunete a pieselor metalice cu geometrii
şi dimensiuni diferite
C3 Ca urmare a rezultatelor obţinute cu acest sistem, la măsurători repetate, se poate afirma că
dispozitivul realizat îndeplineşte condiţiile pentru care a fost proiectat.

30
Capitolul 6. Contribu ții experimentale cu privire la investigarea cu ultrasunete a tensiunilor reziduale din subansamblurile sudate
Cercetarea noastră cu privire la estimarea stării de tensiune în piese din oțel sudate se bazează
pe dependența dintre viteza sunetului și modulul de elasticitate, folosind metoda de investigare cu
unde longitudinale. Pentru efectuarea experimentelor a fost proiectată o probă sub forma unui cadru.
Proba a fost tensionată folosind un echipament adaptat și rezultatele au fost utilizate în analiza cu
elemente finite (SolidWorks SimulationXpress) pentru a obține distribuția tensiunilor și deplasărilor.
Această abordare a permis amplasarea de puncte de măsurare pentru investigarea cu ultrasunete.
Investigația cu ultrasunete a fost făcută și prezentată în tabele comparative. Se constată că variația
vitezei sunetului pentru cele două stări ale piesei este, în medie, de 5,8 la mie. Valori particulare ale
tensiunilor reziduale sunt observate în punctele corespunzătoare zonei cu sudură sau în zona de
fuziune și zona afectată de căldură. Investigația cu ultrasunete permite evaluarea stării de tensiune în
volum a componentelor sudate cu o precizie acceptabilă.
Rezultate reprezentative sunt prezentate și comparate în cercetările publicate [31], [27], [32]
și [30].
Viteza undelor longitudinale este dată de relația 1 [1]:
2
LVρ λ µ= + (1), unde:
ρ – Densitatea materialului, [kg/m3];
LV – Viteza de propagare a undelor longitudinale, [m/s];
λ , µ – Parametrii Lamé.
Pentru a efectua experimentele a fost conceput un cadru de probă (vezi figura 6.1) format din
componentele: 1, 2, 3 cu șuruburile detașabile 5.
Fig. 6.1. Faza de pregătire a probelor a) Faza 1: Asamblare șuruburi detașabile;
b) Faza 2: Sudarea ansamblului; c) Faza 3: Scoaterea șuruburilor (detensionare); d) Faza 4: Proba
este tensionată cu ajutorului dispozitivului hidraulic-constrângere)
31
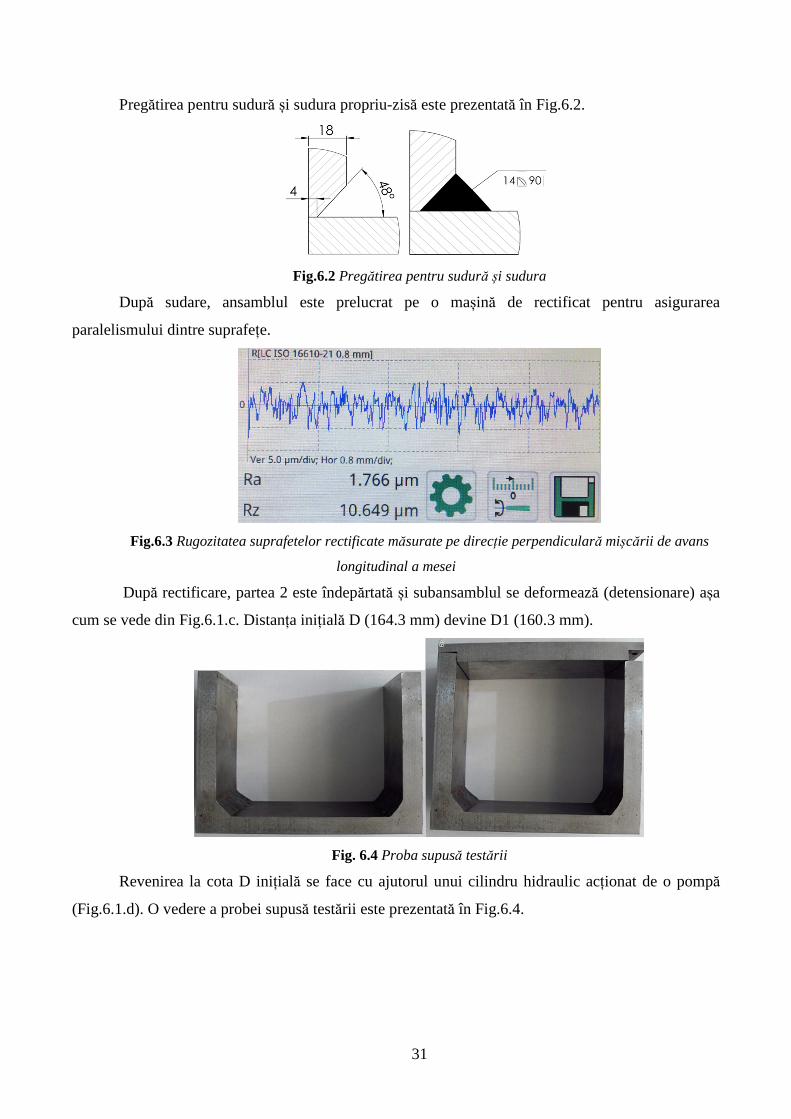
Pregătirea pentru sudură și sudura propriu-zisă este prezentată în Fig.6.2.
Fig.6.2 Pregătirea pentru sudură și sudura
După sudare, ansamblul este prelucrat pe o mașină de rectificat pentru asigurarea
paralelismului dintre suprafețe.
Fig.6.3 Rugozitatea suprafetelor rectificate măsurate pe direcție perpendiculară mișcării de avans
longitudinal a mesei
După rectificare, partea 2 este îndepărtată și subansamblul se deformează (detensionare) așa
cum se vede din Fig.6.1.c. Distanța inițială D (164.3 mm) devine D1 (160.3 mm).
Fig. 6.4 Proba supusă testării
Revenirea la cota D inițială se face cu ajutorul unui cilindru hidraulic acționat de o pompă
(Fig.6.1.d). O vedere a probei supusă testării este prezentată în Fig.6.4.
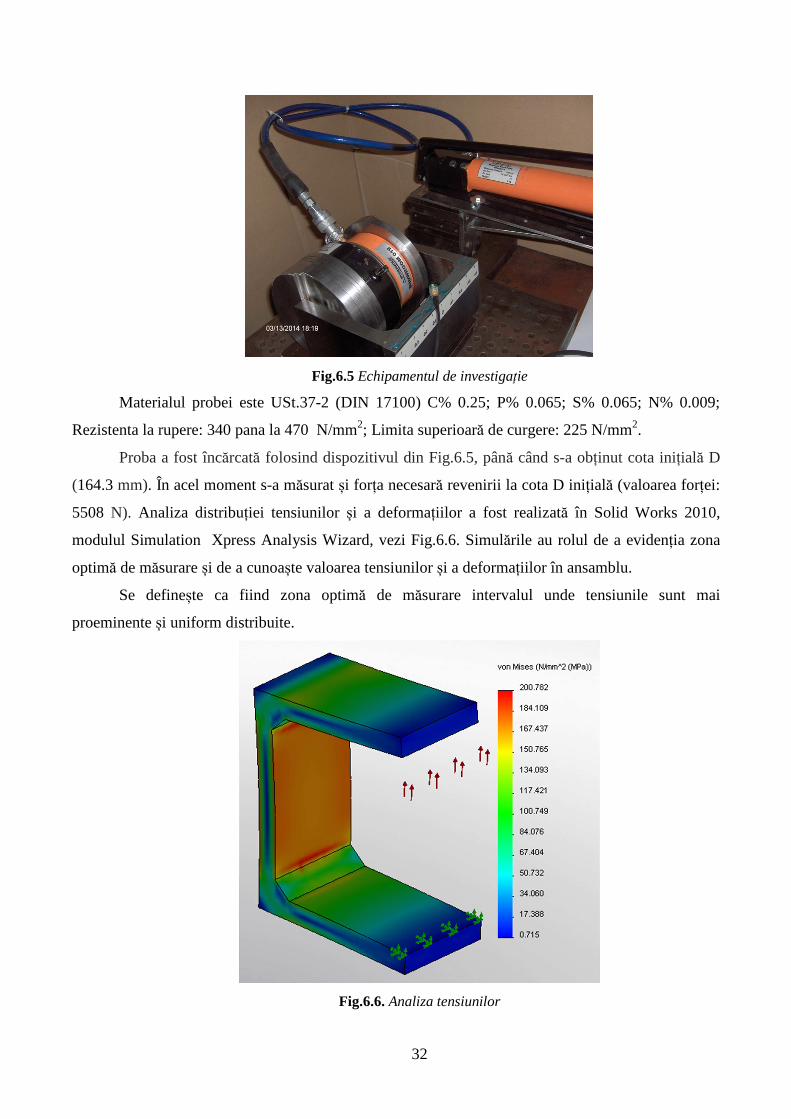
32
Fig.6.5 Echipamentul de investigație
Materialul probei este USt.37-2 (DIN 17100) C% 0.25; P% 0.065; S% 0.065; N% 0.009;
Rezistenta la rupere: 340 pana la 470 N/mm2; Limita superioară de curgere: 225 N/mm2.
Proba a fost încărcată folosind dispozitivul din Fig.6.5, până când s-a obținut cota inițială D
(164.3 mm). În acel moment s-a măsurat și forța necesară revenirii la cota D inițială (valoarea forței:
5508 N). Analiza distribuției tensiunilor și a deformațiilor a fost realizată în Solid Works 2010,
modulul Simulation Xpress Analysis Wizard, vezi Fig.6.6. Simulările au rolul de a evidenția zona
optimă de măsurare și de a cunoaște valoarea tensiunilor și a deformațiilor în ansamblu.
Se definește ca fiind zona optimă de măsurare intervalul unde tensiunile sunt mai
proeminente și uniform distribuite.
Fig.6.6. Analiza tensiunilor
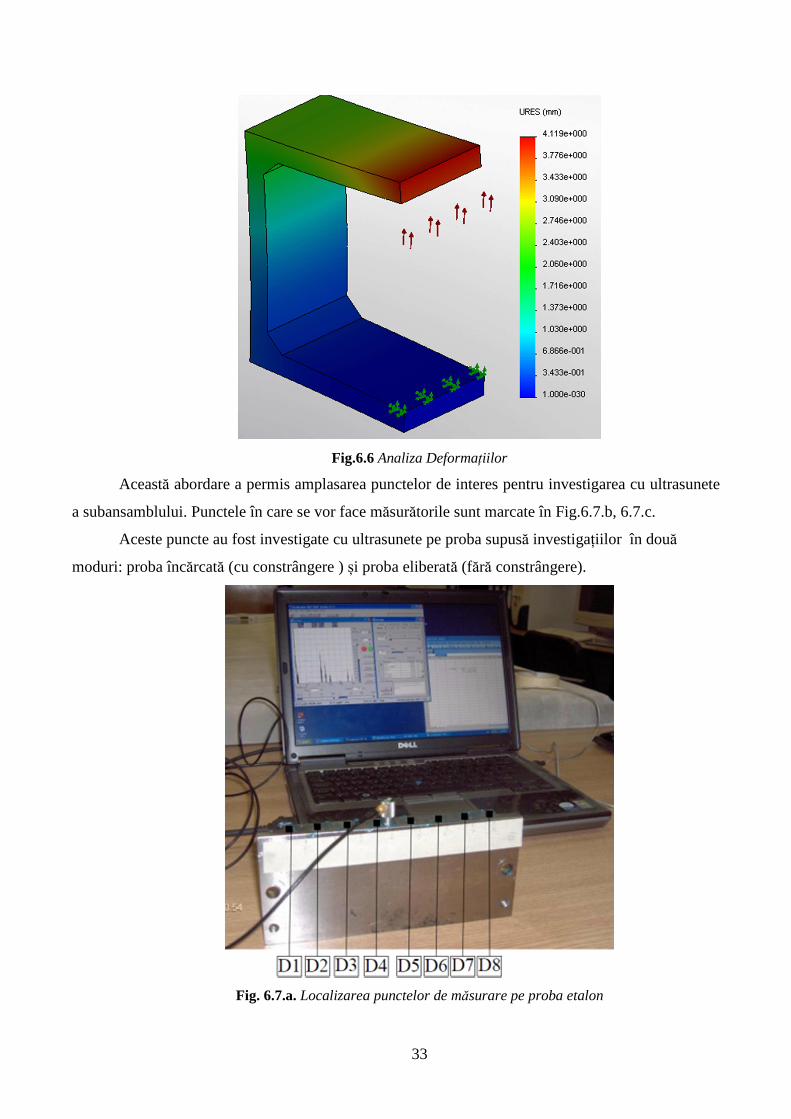
33
Fig.6.6 Analiza Deformațiilor
Această abordare a permis amplasarea punctelor de interes pentru investigarea cu ultrasunete
a subansamblului. Punctele în care se vor face măsurătorile sunt marcate în Fig.6.7.b, 6.7.c.
Aceste puncte au fost investigate cu ultrasunete pe proba supusă investigațiilor în două
moduri: proba încărcată (cu constrângere ) și proba eliberată (fără constrângere).
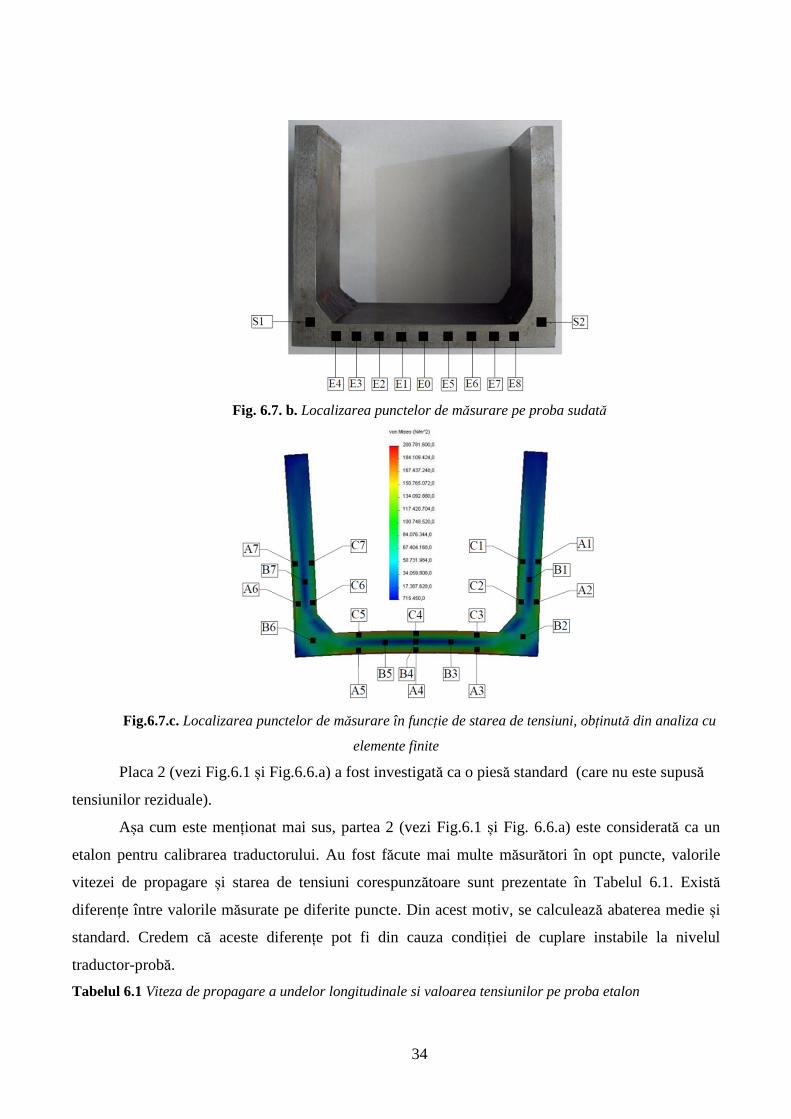
Fig. 6.7.a. Localizarea punctelor de măsurare pe proba etalon
34
Fig. 6.7. b. Localizarea punctelor de măsurare pe proba sudată
Fig.6.7.c. Localizarea punctelor de măsurare în funcție de starea de tensiuni, obținută din analiza cu
elemente finite
Placa 2 (vezi Fig.6.1 și Fig.6.6.a) a fost investigată ca o piesă standard (care nu este supusă
tensiunilor reziduale).
Așa cum este menționat mai sus, partea 2 (vezi Fig.6.1 și Fig. 6.6.a) este considerată ca un
etalon pentru calibrarea traductorului. Au fost făcute mai multe măsurători în opt puncte, valorile
vitezei de propagare și starea de tensiuni corespunzătoare sunt prezentate în Tabelul 6.1. Există
diferențe între valorile măsurate pe diferite puncte. Din acest motiv, se calculează abaterea medie și
standard. Credem că aceste diferențe pot fi din cauza condiției de cuplare instabile la nivelul
traductor-probă.
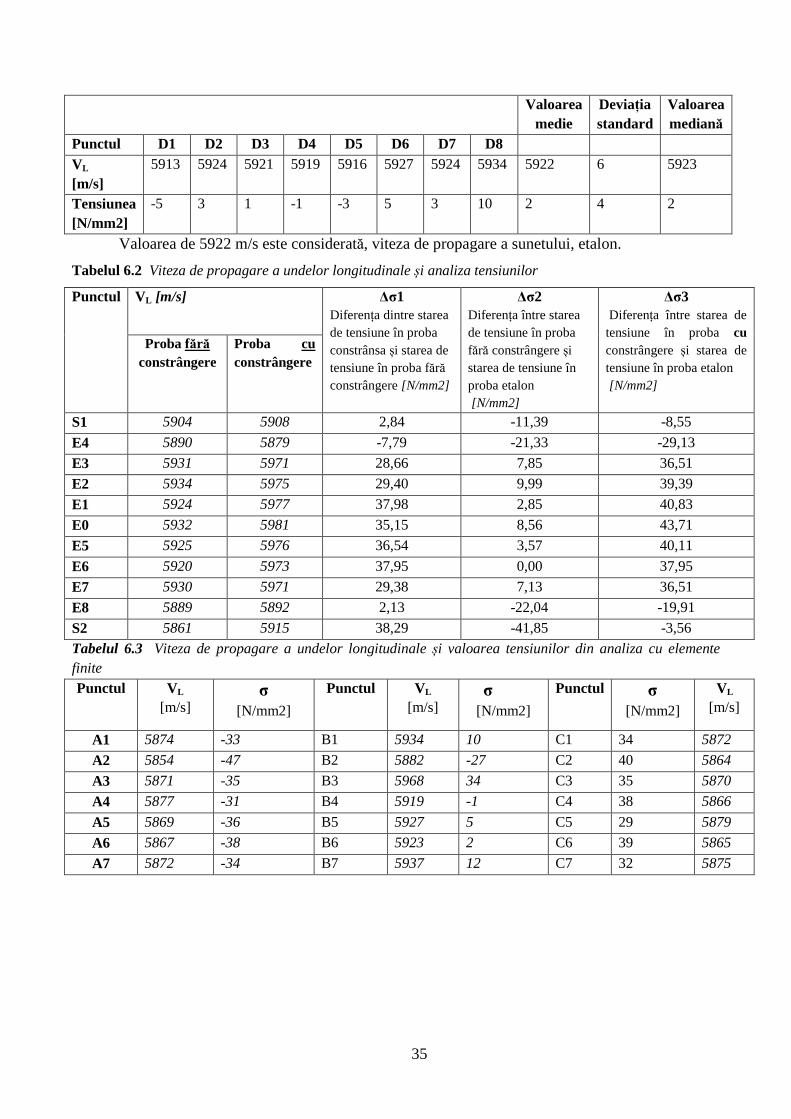
Tabelul 6.1 Viteza de propagare a undelor longitudinale si valoarea tensiunilor pe proba etalon
35
Valoarea medie
Deviația standard
Valoarea mediană
Punctul D1 D2 D3 D4 D5 D6 D7 D8
VL [m/s]
5913 5924 5921 5919 5916 5927 5924 5934 5922 6 5923
Tensiunea [N/mm2]
-5 3 1 -1 -3 5 3 10 2 4 2
Valoarea de 5922 m/s este considerată, viteza de propagare a sunetului, etalon.
Tabelul 6.2 Viteza de propagare a undelor longitudinale și analiza tensiunilor
Punctul VL [m/s] Δσ1 Diferența dintre starea de tensiune în proba constrânsa și starea de tensiune în proba fără constrângere [N/mm2]
Δσ2 Diferența între starea de tensiune în proba fără constrângere și starea de tensiune în proba etalon [N/mm2]
Δσ3 Diferența între starea de tensiune în proba cu constrângere și starea de tensiune în proba etalon [N/mm2]
Proba fără constrângere
Proba cu constrângere
S1 5904 5908 2,84 -11,39 -8,55
E4 5890 5879 -7,79 -21,33 -29,13
E3 5931 5971 28,66 7,85 36,51
E2 5934 5975 29,40 9,99 39,39
E1 5924 5977 37,98 2,85 40,83
E0 5932 5981 35,15 8,56 43,71
E5 5925 5976 36,54 3,57 40,11
E6 5920 5973 37,95 0,00 37,95
E7 5930 5971 29,38 7,13 36,51
E8 5889 5892 2,13 -22,04 -19,91
S2 5861 5915 38,29 -41,85 -3,56
Tabelul 6.3 Viteza de propagare a undelor longitudinale și valoarea tensiunilor din analiza cu elemente finite
Punctul VL [m/s]
σ [N/mm2]
Punctul VL [m/s]
σ [N/mm2]
Punctul σ [N/mm2]
VL [m/s]
A1 5874 -33 B1 5934 10 C1 34 5872
A2 5854 -47 B2 5882 -27 C2 40 5864
A3 5871 -35 B3 5968 34 C3 35 5870
A4 5877 -31 B4 5919 -1 C4 38 5866
A5 5869 -36 B5 5927 5 C5 29 5879
A6 5867 -38 B6 5923 2 C6 39 5865
A7 5872 -34 B7 5937 12 C7 32 5875
36
6.1. Concluzii
C1 Scăderea timpului de propagare poate fi interpretată ca o descreștere a tracțiunii sau o creștere
a tensiunilor de compresie [25]. Pentru a facilita interpretarea acestei axiome este prezentat în
Tabelul 6.4 cum evoluează tensiunile în raport cu variația vitezei de propagare a undelor ultrasonore.
Tabelul 6.4 Evoluția tensiunilor în raport cu variația vitezei de propagare a undelor ultrasonore (interpretare)
Timpul de propagare
Viteza de propagare
Tensiuni de întindere Tensiuni de compresiune
Legenda : Scădere
Creștere
C2 Din Tabelul 6.2 se constată că variația vitezei sunetului pentru cele două stări la care este
supusa piesa de investigat este, în medie, de 5,8 la mie. Această modificare corespunde datelor din
literatura de specialitate, literatura de specialitate prezintă schimbări de 5 la mie în viteza sunetului în
raport cu starea de tensiune reziduală.
C3 Există diferențe semnificative între valoarea a tensiunilor dintre cele două stări de încărcare
ale piesei (a se vedea coloana Δσ1 Diferența între starea de tensiune în proba cu constrângere și
starea de tensiune în proba fără constrângere [N/mm2]). Valorile particulare ale valorilor tensiunilor
reziduale sunt observate pentru punctele S1, E4 și E8, S2 corespunzătoare zonelor cu sudură sau în
zona de fuziune și zona afectată de căldură.
C4 Analiza datelor pe coloana Δσ2 (Diferența dintre starea de tensiune în proba fără
constrângere și starea de tensiune în proba standard [N/mm2]) arată diferențe semnificative în
zonele specifice porțiunilor cu sudură sau zonelor de fuziune și zona afectată termic (S1, E4, E8, S2).
C5 Analiza datelor pe coloana Δσ3 (Diferența dintre starea de tensiune în proba cu constrângere
și starea de tensiune în proba standard [N/mm2]) arată distribuția tensiunilor reziduale pentru starea
de încarnare (proba tensionată) în raport cu piesa standard. Se observă, din nou, valorile particulare
ale tensiunilor pentru zona de sudură sau de fuziune și zona afectată de căldură (S1, E4, E8, și S2).
C6 Datele din Tabelul 6.4 arată că valorile obținute cu ajutorul investigațiilor cu ultrasunete și
valorile obținute prin metoda elementelor finite FEA (a se vedea Fig.6.6.c) sunt sincrone. Mai mult
decât atât, datele obținute prin investigații cu ultrasunete permit evidențierea zonelor de întindere sau
zonelor de compresie.
37
Capitolul 7. Contribu ții experimentale cu privire la studiul efectului de margine asupra tensiunilor reziduale din asamblările sudate
Cercetările noastre anterioare pentru a estima tensiunea reziduală în piesele sudate din oțel s-
au bazat pe dependența dintre viteza sunetului și modulul elastic folosind viteza undelor
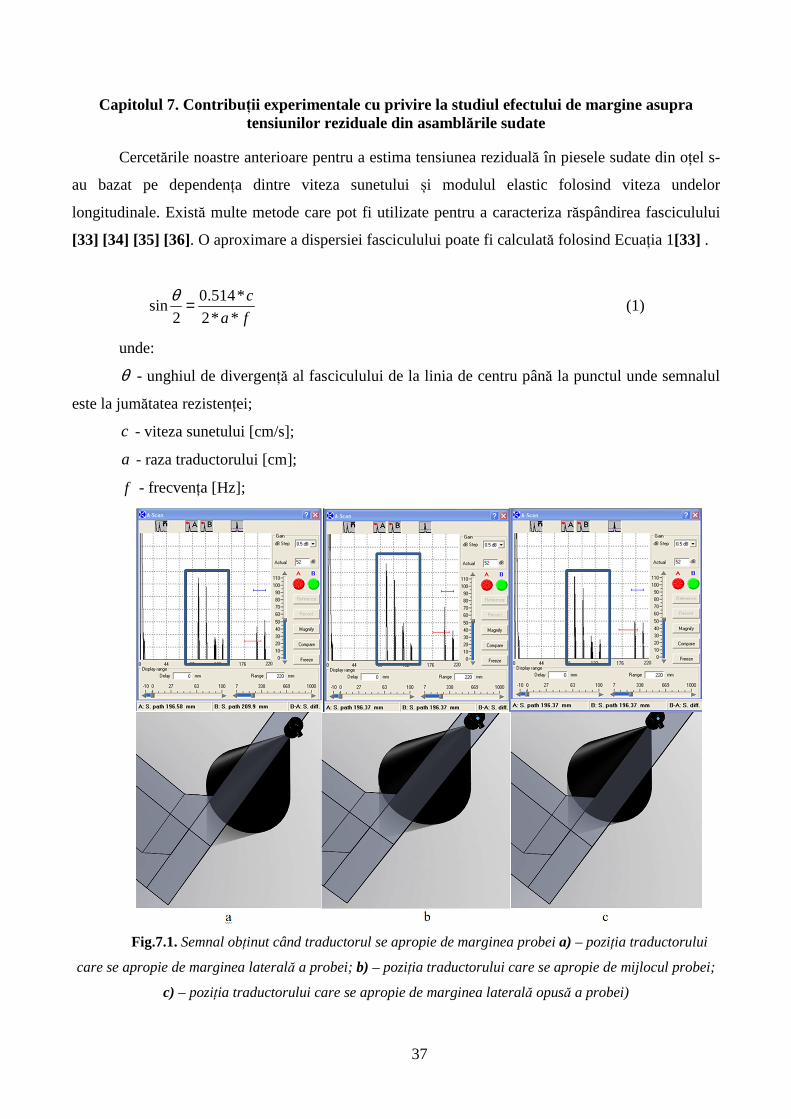
longitudinale. Există multe metode care pot fi utilizate pentru a caracteriza răspândirea fasciculului
[33] [34] [35] [36]. O aproximare a dispersiei fasciculului poate fi calculată folosind Ecuația 1[33] .
0.514*sin
2 2* *
c
a f
θ = (1)
unde:
θ - unghiul de divergență al fasciculului de la linia de centru până la punctul unde semnalul
este la jumătatea rezistenței;
c - viteza sunetului [cm/s];
a - raza traductorului [cm];
f - frecvența [Hz];
Fig.7.1. Semnal obținut când traductorul se apropie de marginea probei a) – poziția traductorului
care se apropie de marginea laterală a probei; b) – poziția traductorului care se apropie de mijlocul probei;
c) – poziția traductorului care se apropie de marginea laterală opusă a probei)
38
Semnalul obținut când suprafața unei probe se apropie de o margine a probelor este cunoscut
ca efect de margine [37]. În Fig.7.1 sunt prezentate semnale obținute pentru diferite poziții ale
traductorului legate de o probă.
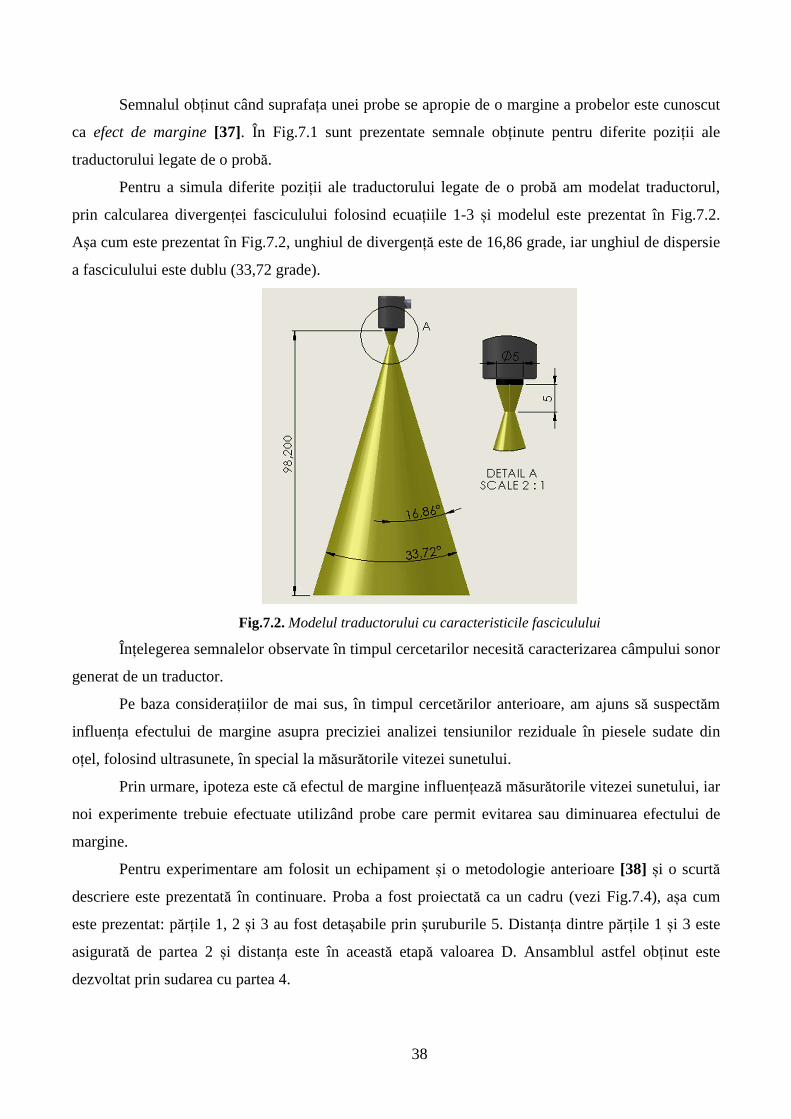
Pentru a simula diferite poziții ale traductorului legate de o probă am modelat traductorul,
prin calcularea divergenței fasciculului folosind ecuațiile 1-3 și modelul este prezentat în Fig.7.2.
Așa cum este prezentat în Fig.7.2, unghiul de divergență este de 16,86 grade, iar unghiul de dispersie
a fasciculului este dublu (33,72 grade).
Fig.7.2. Modelul traductorului cu caracteristicile fasciculului
Înțelegerea semnalelor observate în timpul cercetarilor necesită caracterizarea câmpului sonor
generat de un traductor.
Pe baza considerațiilor de mai sus, în timpul cercetărilor anterioare, am ajuns să suspectăm
influența efectului de margine asupra preciziei analizei tensiunilor reziduale în piesele sudate din
oțel, folosind ultrasunete, în special la măsurătorile vitezei sunetului.
Prin urmare, ipoteza este că efectul de margine influențează măsurătorile vitezei sunetului, iar
noi experimente trebuie efectuate utilizând probe care permit evitarea sau diminuarea efectului de
margine.
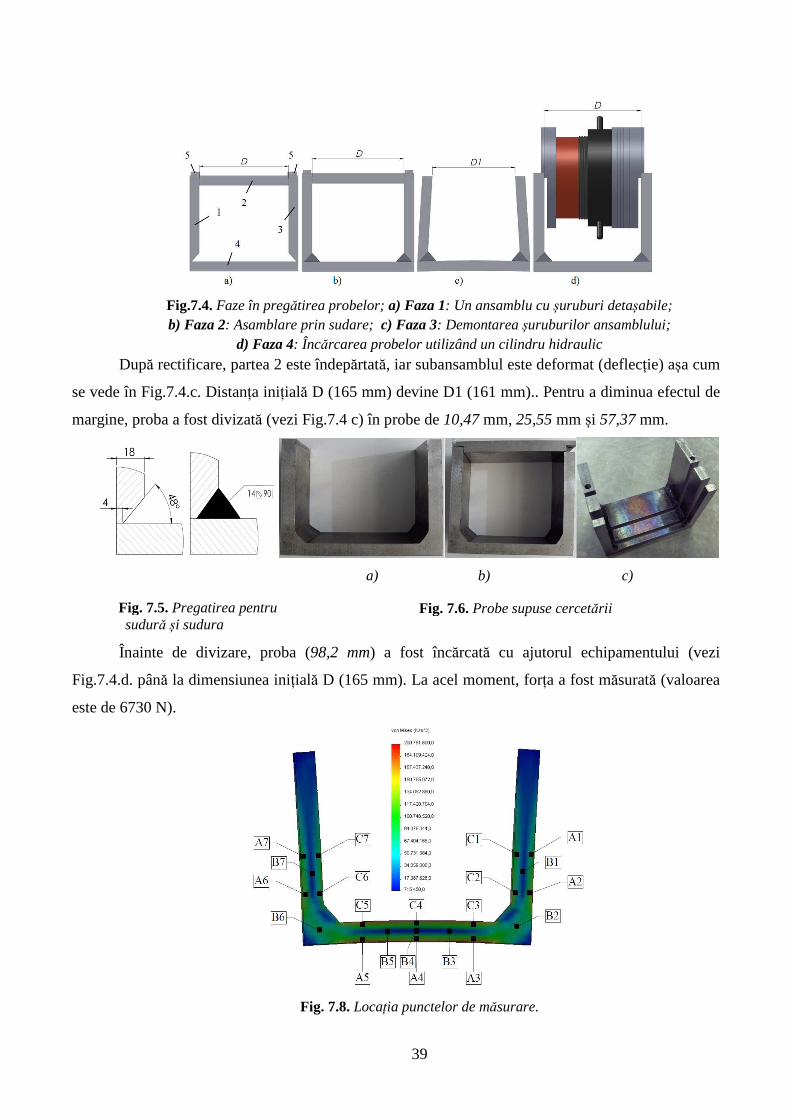
Pentru experimentare am folosit un echipament și o metodologie anterioare [38] și o scurtă
descriere este prezentată în continuare. Proba a fost proiectată ca un cadru (vezi Fig.7.4), așa cum
este prezentat: părțile 1, 2 și 3 au fost detașabile prin șuruburile 5. Distanța dintre părțile 1 și 3 este
asigurată de partea 2 și distanța este în această etapă valoarea D. Ansamblul astfel obținut este
dezvoltat prin sudarea cu partea 4.
39
Fig.7.4. Faze în pregătirea probelor; a) Faza 1: Un ansamblu cu șuruburi detașabile; b) Faza 2: Asamblare prin sudare; c) Faza 3: Demontarea șuruburilor ansamblului;
d) Faza 4: Încărcarea probelor utilizând un cilindru hidraulic
După rectificare, partea 2 este îndepărtată, iar subansamblul este deformat (deflecție) așa cum
se vede în Fig.7.4.c. Distanța inițială D (165 mm) devine D1 (161 mm).. Pentru a diminua efectul de
margine, proba a fost divizată (vezi Fig.7.4 c) în probe de 10,47 mm, 25,55 mm și 57,37 mm.
a) b) c)
Înainte de divizare, proba (98,2 mm) a fost încărcată cu ajutorul echipamentului (vezi
Fig.7.4.d. până la dimensiunea inițială D (165 mm). La acel moment, forța a fost măsurată (valoarea
este de 6730 N).
Fig. 7.8. Locația punctelor de măsurare.
Fig. 7.5. Pregatirea pentru sudură și sudura
Fig. 7.6. Probe supuse cercetării
40
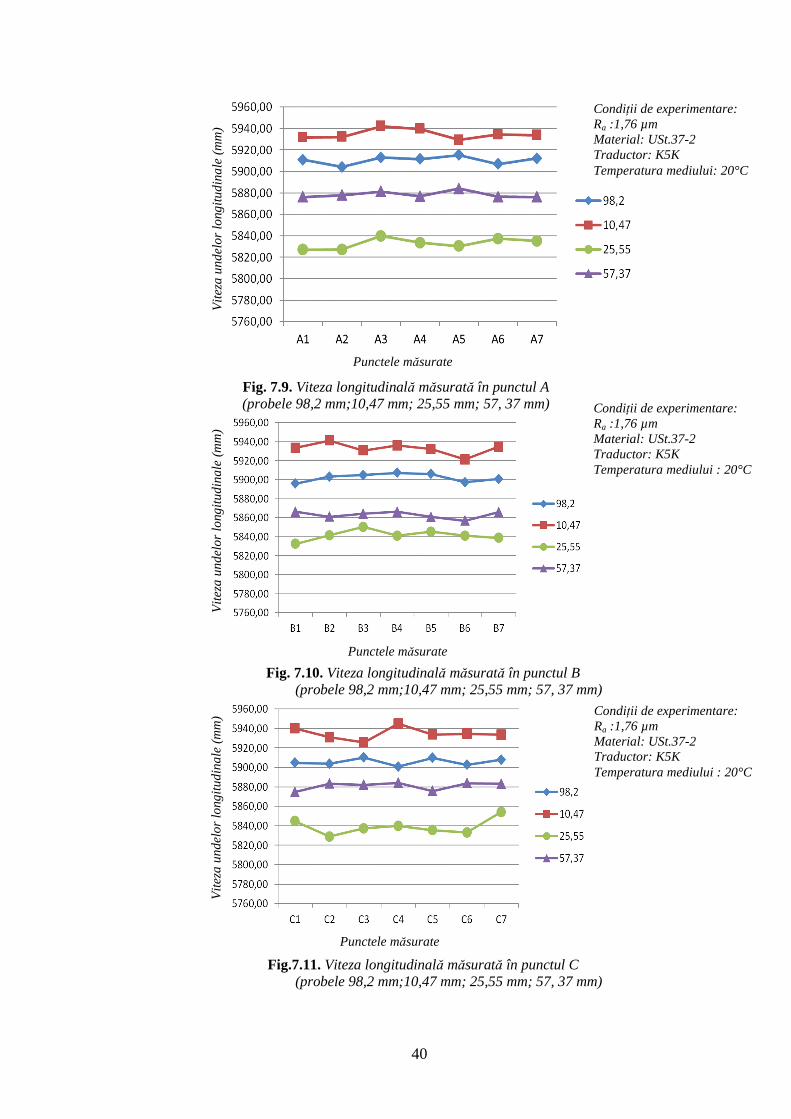
Fig. 7.9. Viteza longitudinală măsurată în punctul A (probele 98,2 mm;10,47 mm; 25,55 mm; 57, 37 mm)
Fig. 7.10. Viteza longitudinală măsurată în punctul B (probele 98,2 mm;10,47 mm; 25,55 mm; 57, 37 mm)
Fig.7.11. Viteza longitudinală măsurată în punctul C (probele 98,2 mm;10,47 mm; 25,55 mm; 57, 37 mm)
Vite
za u
nd
elo
r lo
ng
itud
ina
le (
mm
)
Punctele măsurate
Vite
za u
nd
elo
r lo
ng
itud
ina
le (
mm
)
Punctele măsurate
Vite
za u
nd
elo
r lo
ng
itud
ina
le (
mm
)
Punctele măsurate
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului: 20°C
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului : 20°C
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului : 20°C
41
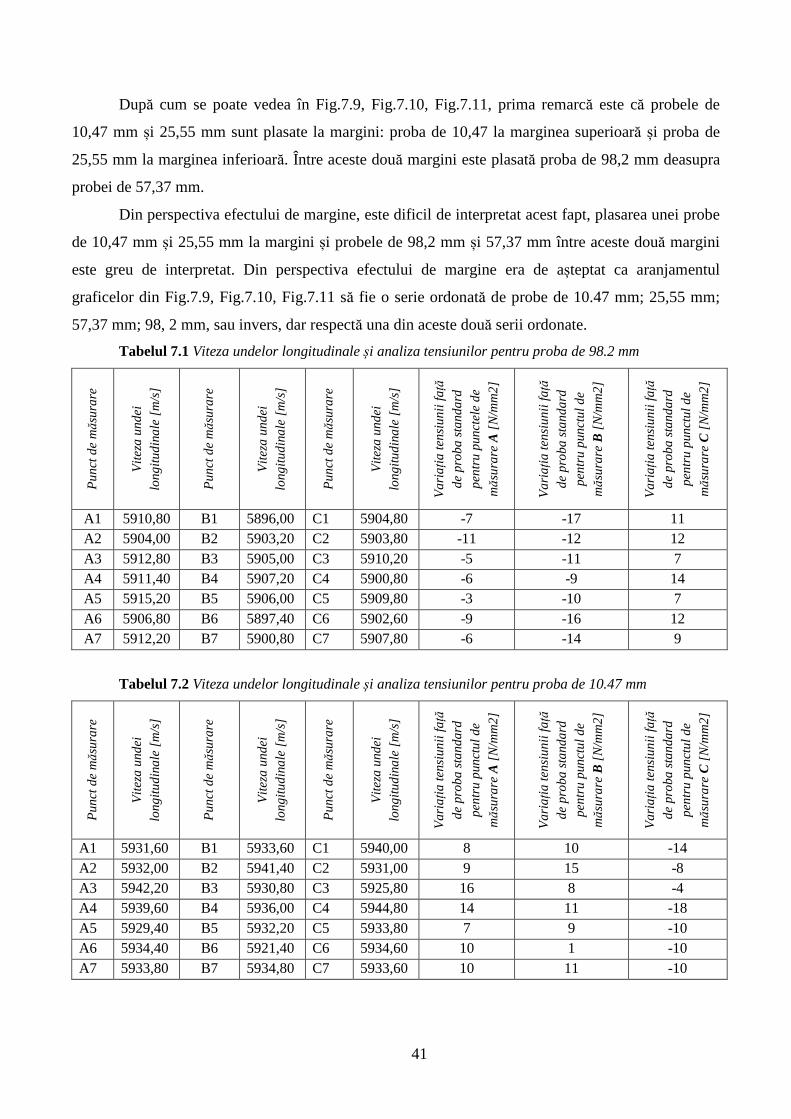
După cum se poate vedea în Fig.7.9, Fig.7.10, Fig.7.11, prima remarcă este că probele de
10,47 mm și 25,55 mm sunt plasate la margini: proba de 10,47 la marginea superioară și proba de
25,55 mm la marginea inferioară. Între aceste două margini este plasată proba de 98,2 mm deasupra
probei de 57,37 mm.
Din perspectiva efectului de margine, este dificil de interpretat acest fapt, plasarea unei probe
de 10,47 mm și 25,55 mm la margini și probele de 98,2 mm și 57,37 mm între aceste două margini
este greu de interpretat. Din perspectiva efectului de margine era de așteptat ca aranjamentul
graficelor din Fig.7.9, Fig.7.10, Fig.7.11 să fie o serie ordonată de probe de 10.47 mm; 25,55 mm;
57,37 mm; 98, 2 mm, sau invers, dar respectă una din aceste două serii ordonate.
Tabelul 7.1 Viteza undelor longitudinale și analiza tensiunilor pentru proba de 98.2 mm
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
cte
le d
e
măs
ura
re A
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re B
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re C
[N
/mm
2]
A1 5910,80 B1 5896,00 C1 5904,80 -7 -17 11 A2 5904,00 B2 5903,20 C2 5903,80 -11 -12 12 A3 5912,80 B3 5905,00 C3 5910,20 -5 -11 7 A4 5911,40 B4 5907,20 C4 5900,80 -6 -9 14 A5 5915,20 B5 5906,00 C5 5909,80 -3 -10 7 A6 5906,80 B6 5897,40 C6 5902,60 -9 -16 12 A7 5912,20 B7 5900,80 C7 5907,80 -6 -14 9
Tabelul 7.2 Viteza undelor longitudinale și analiza tensiunilor pentru proba de 10.47 mm
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re A
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re B
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re C
[N
/mm
2]
A1 5931,60 B1 5933,60 C1 5940,00 8 10 -14 A2 5932,00 B2 5941,40 C2 5931,00 9 15 -8 A3 5942,20 B3 5930,80 C3 5925,80 16 8 -4 A4 5939,60 B4 5936,00 C4 5944,80 14 11 -18 A5 5929,40 B5 5932,20 C5 5933,80 7 9 -10 A6 5934,40 B6 5921,40 C6 5934,60 10 1 -10 A7 5933,80 B7 5934,80 C7 5933,60 10 11 -10
42
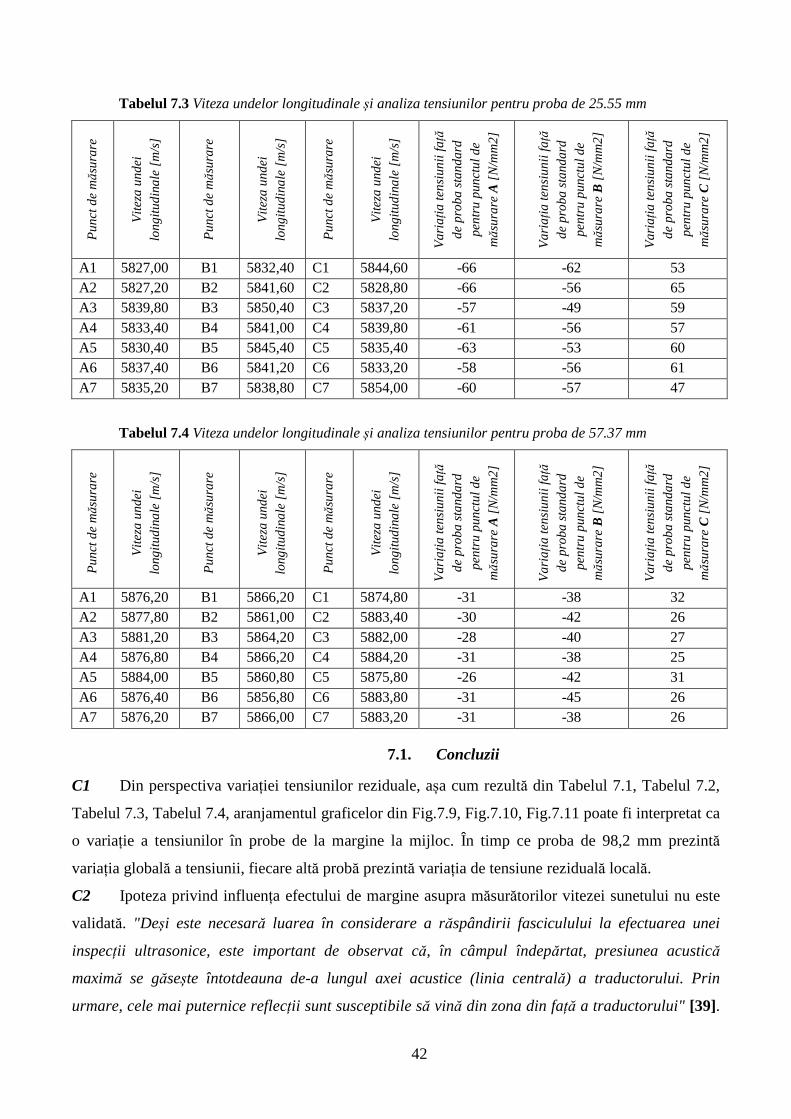
Tabelul 7.3 Viteza undelor longitudinale și analiza tensiunilor pentru proba de 25.55 mm P
un
ct d
e măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re A
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re B
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re C
[N
/mm
2]
A1 5827,00 B1 5832,40 C1 5844,60 -66 -62 53 A2 5827,20 B2 5841,60 C2 5828,80 -66 -56 65 A3 5839,80 B3 5850,40 C3 5837,20 -57 -49 59 A4 5833,40 B4 5841,00 C4 5839,80 -61 -56 57 A5 5830,40 B5 5845,40 C5 5835,40 -63 -53 60 A6 5837,40 B6 5841,20 C6 5833,20 -58 -56 61 A7 5835,20 B7 5838,80 C7 5854,00 -60 -57 47
Tabelul 7.4 Viteza undelor longitudinale și analiza tensiunilor pentru proba de 57.37 mm
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re A
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re B
[N
/mm
2]
Va
riaț
ia t
en
siu
nii
față
de
pro
ba s
tan
da
rd
pe
ntr
u p
un
ctu
l de
măs
ura
re C
[N
/mm
2]
A1 5876,20 B1 5866,20 C1 5874,80 -31 -38 32 A2 5877,80 B2 5861,00 C2 5883,40 -30 -42 26 A3 5881,20 B3 5864,20 C3 5882,00 -28 -40 27 A4 5876,80 B4 5866,20 C4 5884,20 -31 -38 25 A5 5884,00 B5 5860,80 C5 5875,80 -26 -42 31 A6 5876,40 B6 5856,80 C6 5883,80 -31 -45 26 A7 5876,20 B7 5866,00 C7 5883,20 -31 -38 26
7.1. Concluzii
C1 Din perspectiva variației tensiunilor reziduale, așa cum rezultă din Tabelul 7.1, Tabelul 7.2,
Tabelul 7.3, Tabelul 7.4, aranjamentul graficelor din Fig.7.9, Fig.7.10, Fig.7.11 poate fi interpretat ca
o variație a tensiunilor în probe de la margine la mijloc. În timp ce proba de 98,2 mm prezintă
variația globală a tensiunii, fiecare altă probă prezintă variația de tensiune reziduală locală.
C2 Ipoteza privind influența efectului de margine asupra măsurătorilor vitezei sunetului nu este
validată. "Deși este necesară luarea în considerare a răspândirii fasciculului la efectuarea unei
inspecții ultrasonice, este important de observat că, în câmpul îndepărtat, presiunea acustică
maximă se găsește întotdeauna de-a lungul axei acustice (linia centrală) a traductorului. Prin
urmare, cele mai puternice reflecții sunt susceptibile să vină din zona din față a traductorului" [39].
43
C3 Deci, dacă este considerat primul semnal (marcat în ferestrele din Fig.7.1) care a ajuns pe axa
acustică a traductorului, în investigarea practică, efectul de margine asupra măsurării vitezei
sunetului poate fi considerat minim. În piesele sudate, tensiunile variază de la margine la mijloc. În
timp ce proba de 98,2 mm prezintă variația globală a tensiunii, fiecare altă probă prezintă variația de
tensiune locală.
C4 Experimentele viitoare trebuie realizate prin divizarea unei probe în mai multe eșantioane
egale și investigarea distribuției tensiunilor reziduale în fiecare probă rezultată. Se așteaptă să se
ajungă la o distribuție mai precisă a tensiunii reziduale în părțile sudate.
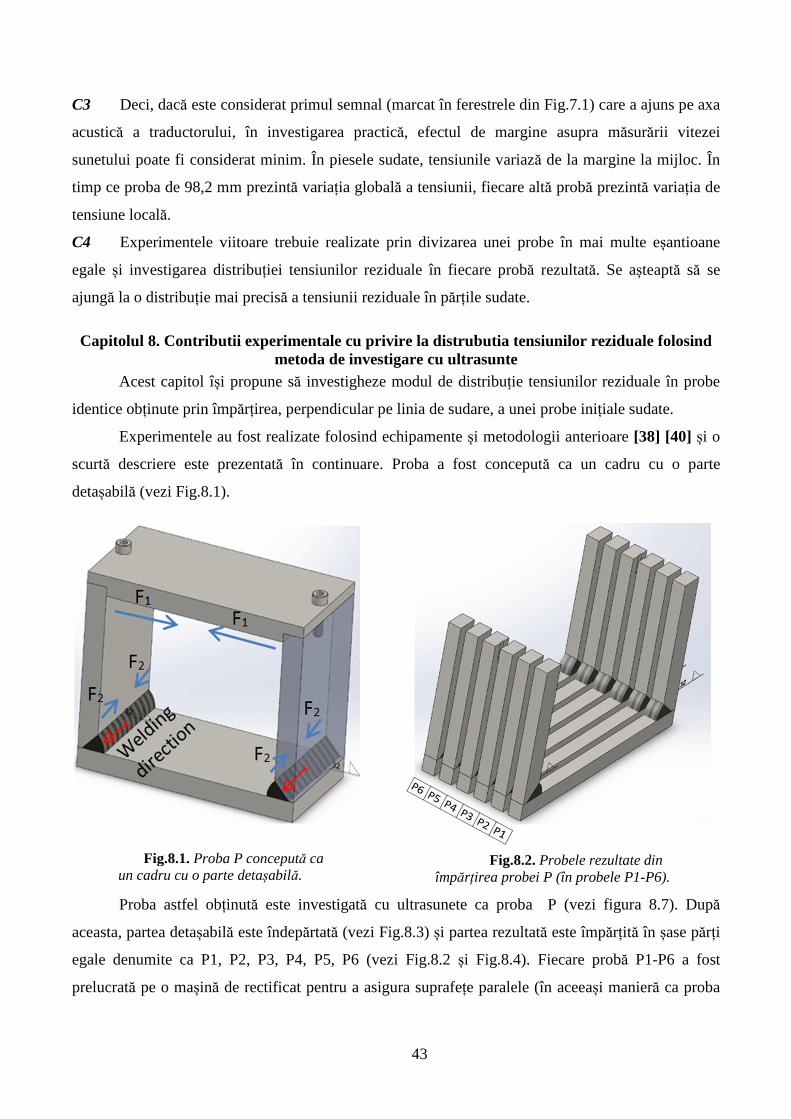
Capitolul 8. Contributii experimentale cu privire l a distrubutia tensiunilor reziduale folosind metoda de investigare cu ultrasunte
Acest capitol își propune să investigheze modul de distribuție tensiunilor reziduale în probe
identice obținute prin împărțirea, perpendicular pe linia de sudare, a unei probe inițiale sudate.
Experimentele au fost realizate folosind echipamente și metodologii anterioare [38] [40] și o
scurtă descriere este prezentată în continuare. Proba a fost concepută ca un cadru cu o parte
detașabilă (vezi Fig.8.1).
Proba astfel obținută este investigată cu ultrasunete ca proba P (vezi figura 8.7). După
aceasta, partea detașabilă este îndepărtată (vezi Fig.8.3) și partea rezultată este împărțită în șase părți
egale denumite ca P1, P2, P3, P4, P5, P6 (vezi Fig.8.2 și Fig.8.4). Fiecare probă P1-P6 a fost
prelucrată pe o mașină de rectificat pentru a asigura suprafețe paralele (în aceeași manieră ca proba
Fig.8.1. Proba P concepută ca un cadru cu o parte detașabilă.
Fig.8.2. Probele rezultate din împărțirea probei P (în probele P1-P6).
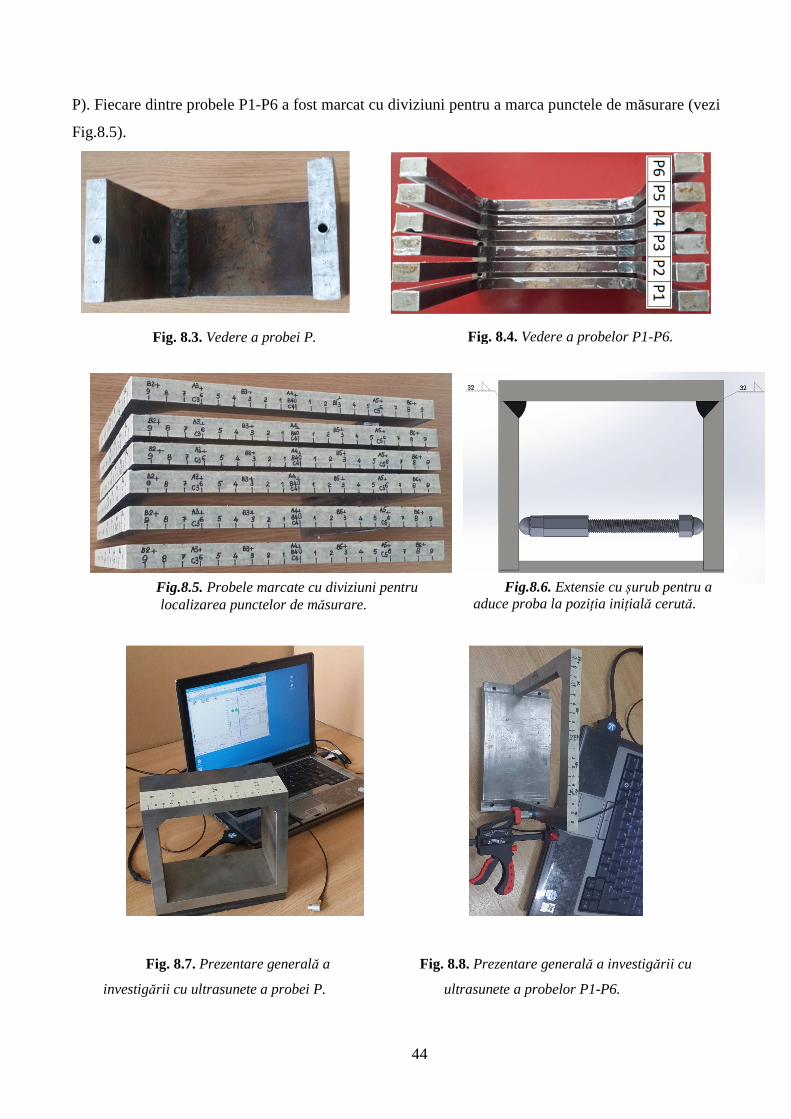
44
P). Fiecare dintre probele P1-P6 a fost marcat cu diviziuni pentru a marca punctele de măsurare (vezi
Fig.8.5).
Fig. 8.7. Prezentare generală a
investigării cu ultrasunete a probei P.
Fig. 8.8. Prezentare generală a investigării cu
ultrasunete a probelor P1-P6.
Fig. 8.3. Vedere a probei P. Fig. 8.4. Vedere a probelor P1-P6.
Fig.8.5. Probele marcate cu diviziuni pentru localizarea punctelor de măsurare.
Fig.8.6. Extensie cu șurub pentru a aduce proba la poziția inițială cerută.
45
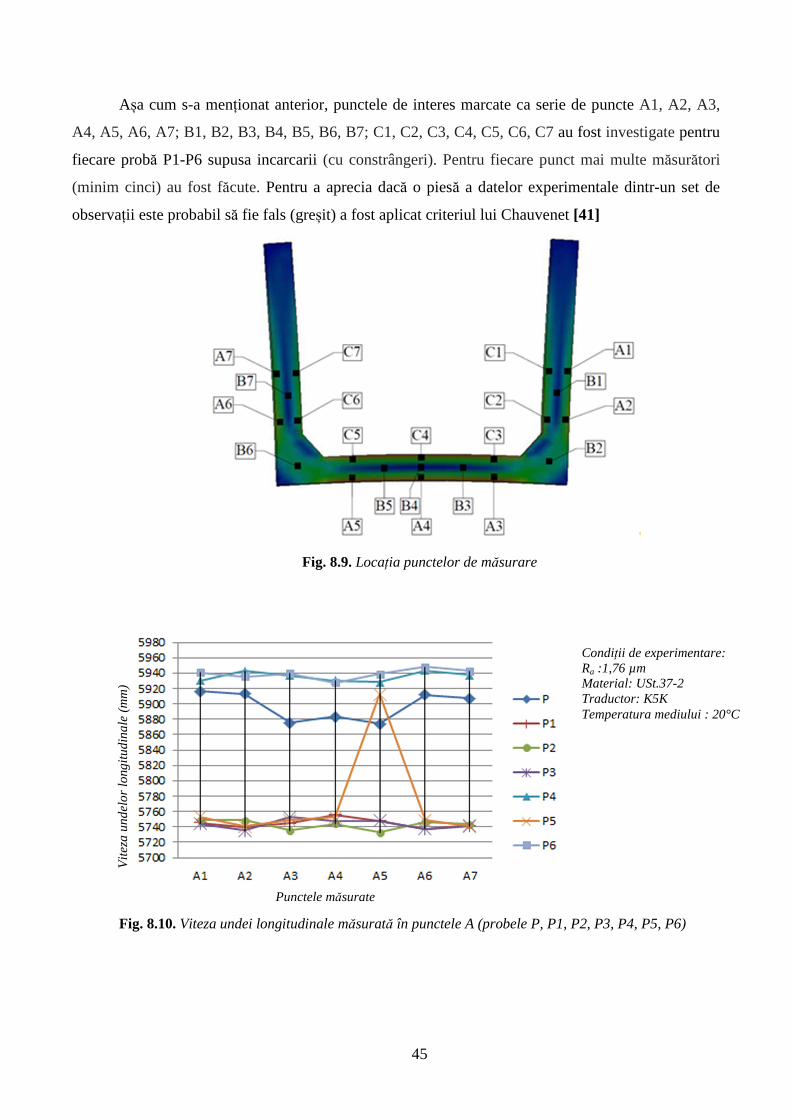
Așa cum s-a menționat anterior, punctele de interes marcate ca serie de puncte A1, A2, A3,
A4, A5, A6, A7; B1, B2, B3, B4, B5, B6, B7; C1, C2, C3, C4, C5, C6, C7 au fost investigate pentru
fiecare probă P1-P6 supusa incarcarii (cu constrângeri). Pentru fiecare punct mai multe măsurători
(minim cinci) au fost făcute. Pentru a aprecia dacă o piesă a datelor experimentale dintr-un set de
observații este probabil să fie fals (greșit) a fost aplicat criteriul lui Chauvenet [41]
Fig. 8.9. Locația punctelor de măsurare
Fig. 8.10. Viteza undei longitudinale măsurată în punctele A (probele P, P1, P2, P3, P4, P5, P6)
Vite
za u
nd
elo
r lo
ng
itud
ina
le (
mm
)
Punctele măsurate
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului : 20°C
46
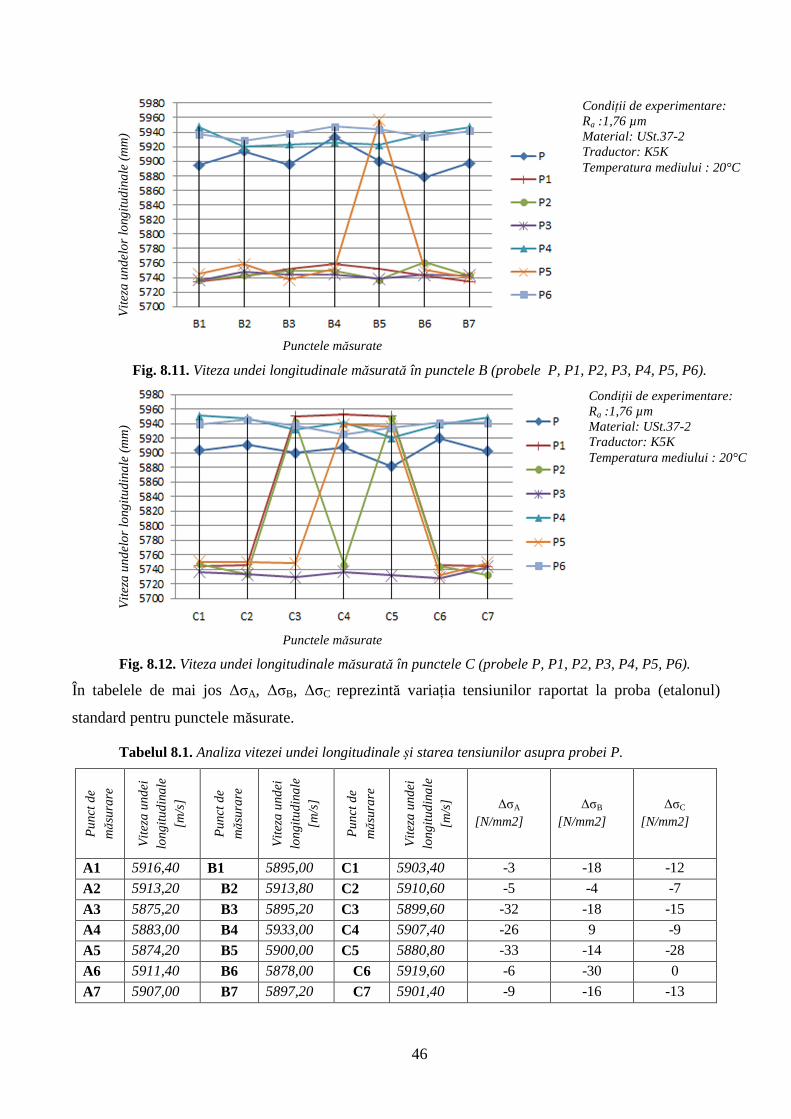
Fig. 8.11. Viteza undei longitudinale măsurată în punctele B (probele P, P1, P2, P3, P4, P5, P6).
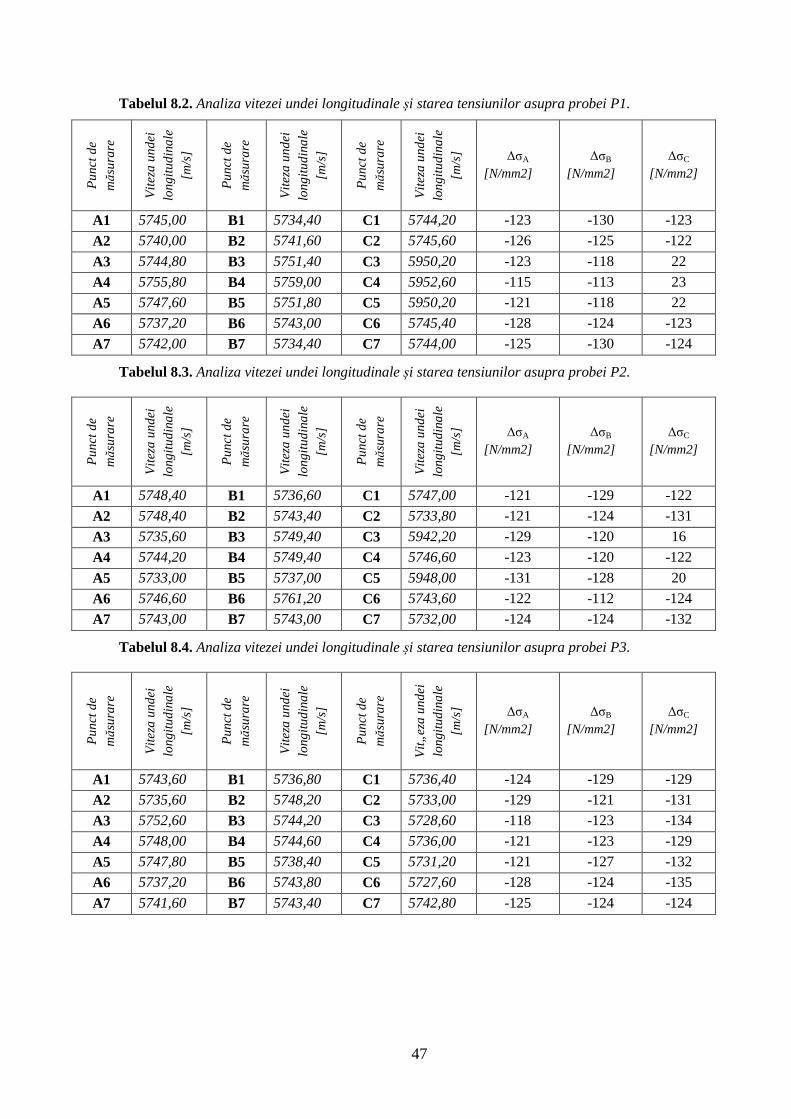
Fig. 8.12. Viteza undei longitudinale măsurată în punctele C (probele P, P1, P2, P3, P4, P5, P6).
În tabelele de mai jos ΔσA, ΔσB, ΔσC reprezintă variația tensiunilor raportat la proba (etalonul)
standard pentru punctele măsurate.
Tabelul 8.1. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P.
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5916,40 B1 5895,00 C1 5903,40 -3 -18 -12
A2 5913,20 B2 5913,80 C2 5910,60 -5 -4 -7
A3 5875,20 B3 5895,20 C3 5899,60 -32 -18 -15
A4 5883,00 B4 5933,00 C4 5907,40 -26 9 -9
A5 5874,20 B5 5900,00 C5 5880,80 -33 -14 -28
A6 5911,40 B6 5878,00 C6 5919,60 -6 -30 0
A7 5907,00 B7 5897,20 C7 5901,40 -9 -16 -13
Vite
za u
nd
elo
r lo
ng
itud
ina
le (
mm
)
Punctele măsurate
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului : 20°C
Vite
za u
nd
elo
r lo
ng
itud
inale
(m
m)
Punctele măsurate
Condiții de experimentare: Ra :1,76 µm Material: USt.37-2 Traductor: K5K Temperatura mediului : 20°C
47
Tabelul 8.2. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P1. P
un
ct d
e
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5745,00 B1 5734,40 C1 5744,20 -123 -130 -123
A2 5740,00 B2 5741,60 C2 5745,60 -126 -125 -122
A3 5744,80 B3 5751,40 C3 5950,20 -123 -118 22
A4 5755,80 B4 5759,00 C4 5952,60 -115 -113 23
A5 5747,60 B5 5751,80 C5 5950,20 -121 -118 22
A6 5737,20 B6 5743,00 C6 5745,40 -128 -124 -123
A7 5742,00 B7 5734,40 C7 5744,00 -125 -130 -124
Tabelul 8.3. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P2.
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5748,40 B1 5736,60 C1 5747,00 -121 -129 -122
A2 5748,40 B2 5743,40 C2 5733,80 -121 -124 -131
A3 5735,60 B3 5749,40 C3 5942,20 -129 -120 16
A4 5744,20 B4 5749,40 C4 5746,60 -123 -120 -122
A5 5733,00 B5 5737,00 C5 5948,00 -131 -128 20
A6 5746,60 B6 5761,20 C6 5743,60 -122 -112 -124
A7 5743,00 B7 5743,00 C7 5732,00 -124 -124 -132
Tabelul 8.4. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P3.
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vit„
eza
un
de
i lo
ng
itud
ina
le
[m/s
] ΔσA [N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5743,60 B1 5736,80 C1 5736,40 -124 -129 -129
A2 5735,60 B2 5748,20 C2 5733,00 -129 -121 -131
A3 5752,60 B3 5744,20 C3 5728,60 -118 -123 -134
A4 5748,00 B4 5744,60 C4 5736,00 -121 -123 -129
A5 5747,80 B5 5738,40 C5 5731,20 -121 -127 -132
A6 5737,20 B6 5743,80 C6 5727,60 -128 -124 -135
A7 5741,60 B7 5743,40 C7 5742,80 -125 -124 -124
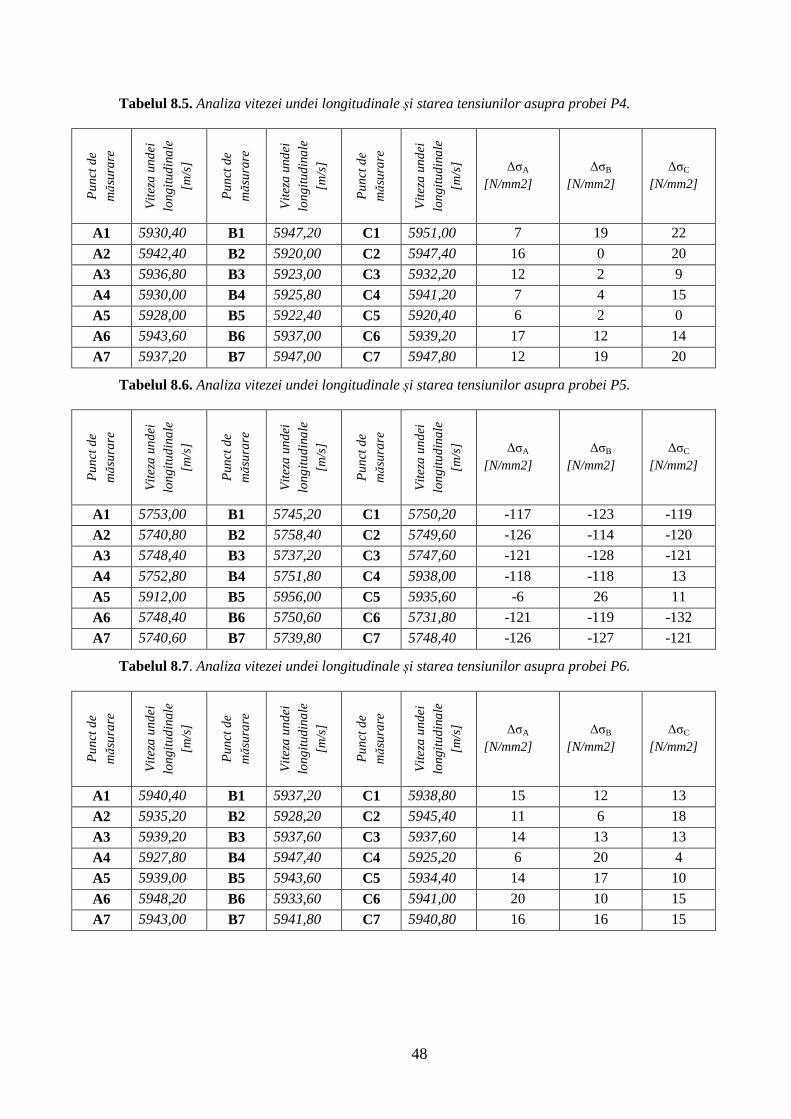
48
Tabelul 8.5. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P4. P
un
ct d
e
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5930,40 B1 5947,20 C1 5951,00 7 19 22
A2 5942,40 B2 5920,00 C2 5947,40 16 0 20
A3 5936,80 B3 5923,00 C3 5932,20 12 2 9
A4 5930,00 B4 5925,80 C4 5941,20 7 4 15
A5 5928,00 B5 5922,40 C5 5920,40 6 2 0
A6 5943,60 B6 5937,00 C6 5939,20 17 12 14
A7 5937,20 B7 5947,00 C7 5947,80 12 19 20
Tabelul 8.6. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P5.
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5753,00 B1 5745,20 C1 5750,20 -117 -123 -119
A2 5740,80 B2 5758,40 C2 5749,60 -126 -114 -120
A3 5748,40 B3 5737,20 C3 5747,60 -121 -128 -121
A4 5752,80 B4 5751,80 C4 5938,00 -118 -118 13
A5 5912,00 B5 5956,00 C5 5935,60 -6 26 11
A6 5748,40 B6 5750,60 C6 5731,80 -121 -119 -132
A7 5740,60 B7 5739,80 C7 5748,40 -126 -127 -121
Tabelul 8.7. Analiza vitezei undei longitudinale și starea tensiunilor asupra probei P6.
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s]
Pu
nct
de
măs
ura
re
Vite
za u
nd
ei
lon
gitu
din
ale
[m
/s] ΔσA
[N/mm2]
ΔσB [N/mm2]
ΔσC [N/mm2]
A1 5940,40 B1 5937,20 C1 5938,80 15 12 13
A2 5935,20 B2 5928,20 C2 5945,40 11 6 18
A3 5939,20 B3 5937,60 C3 5937,60 14 13 13
A4 5927,80 B4 5947,40 C4 5925,20 6 20 4
A5 5939,00 B5 5943,60 C5 5934,40 14 17 10
A6 5948,20 B6 5933,60 C6 5941,00 20 10 15
A7 5943,00 B7 5941,80 C7 5940,80 16 16 15
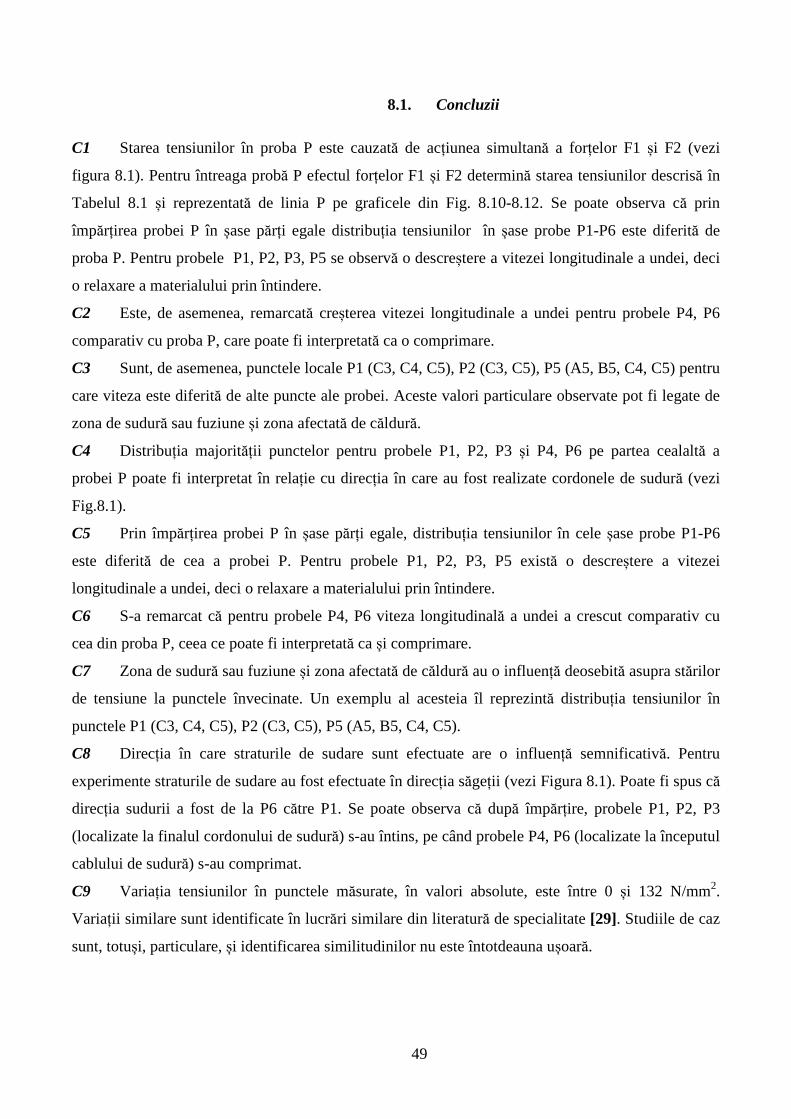
49
8.1. Concluzii
C1 Starea tensiunilor în proba P este cauzată de acțiunea simultană a forțelor F1 și F2 (vezi
figura 8.1). Pentru întreaga probă P efectul forțelor F1 și F2 determină starea tensiunilor descrisă în
Tabelul 8.1 și reprezentată de linia P pe graficele din Fig. 8.10-8.12. Se poate observa că prin
împărțirea probei P în șase părți egale distribuția tensiunilor în șase probe P1-P6 este diferită de
proba P. Pentru probele P1, P2, P3, P5 se observă o descreștere a vitezei longitudinale a undei, deci
o relaxare a materialului prin întindere.
C2 Este, de asemenea, remarcată creșterea vitezei longitudinale a undei pentru probele P4, P6
comparativ cu proba P, care poate fi interpretată ca o comprimare.
C3 Sunt, de asemenea, punctele locale P1 (C3, C4, C5), P2 (C3, C5), P5 (A5, B5, C4, C5) pentru
care viteza este diferită de alte puncte ale probei. Aceste valori particulare observate pot fi legate de
zona de sudură sau fuziune și zona afectată de căldură.
C4 Distribuția majorității punctelor pentru probele P1, P2, P3 și P4, P6 pe partea cealaltă a
probei P poate fi interpretat în relație cu direcția în care au fost realizate cordonele de sudură (vezi
Fig.8.1).
C5 Prin împărțirea probei P în șase părți egale, distribuția tensiunilor în cele șase probe P1-P6
este diferită de cea a probei P. Pentru probele P1, P2, P3, P5 există o descreștere a vitezei
longitudinale a undei, deci o relaxare a materialului prin întindere.
C6 S-a remarcat că pentru probele P4, P6 viteza longitudinală a undei a crescut comparativ cu
cea din proba P, ceea ce poate fi interpretată ca și comprimare.
C7 Zona de sudură sau fuziune și zona afectată de căldură au o influență deosebită asupra stărilor
de tensiune la punctele învecinate. Un exemplu al acesteia îl reprezintă distribuția tensiunilor în
punctele P1 (C3, C4, C5), P2 (C3, C5), P5 (A5, B5, C4, C5).
C8 Direcția în care straturile de sudare sunt efectuate are o influență semnificativă. Pentru
experimente straturile de sudare au fost efectuate în direcția săgeții (vezi Figura 8.1). Poate fi spus că
direcția sudurii a fost de la P6 către P1. Se poate observa că după împărțire, probele P1, P2, P3
(localizate la finalul cordonului de sudură) s-au întins, pe când probele P4, P6 (localizate la începutul
cablului de sudură) s-au comprimat.
C9 Variația tensiunilor în punctele măsurate, în valori absolute, este între 0 și 132 N/mm2.
Variații similare sunt identificate în lucrări similare din literatură de specialitate [29]. Studiile de caz
sunt, totuși, particulare, și identificarea similitudinilor nu este întotdeauna ușoară.
50
C10 Comportamentul probei P5 este mai curând similar probelor P1, P2, P3 și nu probelor P4, P6,
așa cum ar fi de așteptat, ar conduce la ipoteza că ordinea împărțirii probei inițiale în probele P1-P6
este importantă.
C12 De asemenea, poate fi suspectat că o parte din distribuția tensiunilor în probe după divizare o
are dimensiunea fantei de tăiere.
C13 Luând în considerare cel menționate mai sus, noile cercetări pot fi continuate considerând
ordinea divizării în probe mai mici, parametrii regimului de sudare și caracteristicile zonei afectate
de căldură.
Capitolul 9. Concluzii finale asupra cercetărilor teoretice şi experimentale din cadrul temei abordate. Contribuții proprii la rezolvarea temei. Direcții posibile de extindere a cercetărilor.
9.1. Concluzii finale asupra cercetărilor teoretice şi experimentale din cadrul temei abordate
Demersurile ştiințifice desfăşurate în cadrul temei „Contribuții cu privire la investigarea cu
ultrasunete a tensiunilor interne din materiale metalice” configurate cum este prezentat în cuprins,
au permis analiza unui domeniu vast şi complex, investigarea cu ultrasunete, dintr-o perspectivă –
aplicativ - tehnologică. Din această perspectivă, asupra domeniului s-au efectuat cercetări teoretice şi
experimentale, iar rezultatele au permis formularea de concluzii aşa cum sunt prezentate în cele ce
urmează:
• Din Tabelul 6.2 se constată că variația vitezei sunetului pentru cele două stări la care este
supusă piesa de investigat este, în medie, de 5,8 la mie. Această modificare corespunde
datelor din literatura de specialitate, literatura de specialitate prezintă schimbări de 5 la
mie în viteza sunetului în raport cu starea de tensiuni reziduale.
• Datele din Tabelul 6.4 arată că valorile obținute cu ajutorul investigațiilor cu ultrasunete
și valorile obținute prin metoda elementelor finite FEA (a se vedea Fig.6.6.c) sunt
sincrone. Mai mult decât atât, datele obținute prin investigații cu ultrasunete permit
evidențierea zonelor de întindere sau zone de compresie.
• Din perspectiva variației tensiunilor reziduale, așa cum rezultă din Tabelul 7.1, Tabelul
7.2, Tabelul 7.3, Tabelul 7.4, aranjamentul graficelor din Fig.7.9, Fig.7.10, Fig.7.11 poate
fi interpretat ca o variație a tensiunilor în probe de la margine la mijloc. În timp ce proba
de 98,2 mm prezintă variația globală a tensiunii, fiecare altă probă prezintă variația de
tensiune reziduală locală.
51
• Investigațiile cu ultrasunete permit evaluarea stării de tensiune în volum în componentele
sudate cu o precizie acceptabilă. Pentru a obține valorile tensiunilor este necesară
evaluarea constantelor elastice ale materialului.
• Majoritatea procedeelor de fabricație (turnarea, deformarea plastică, sudarea, prelucrările
prin așchiere) introduc în materialul pieselor tensiuni remanente care modifică în mod
substanțial performanțele în exploatare ale acestora.
• Marile avantaje ale tehnicilor cu ultrasunete sunt colectarea rapidă de date, instrumentația
portabilă, controlul lipsit de radiații, posibilitatea măsurării locului geometric al punctelor
sau a timpului continuu și costurile reduse. Totuși, pentru a obține valori cantitative ale
tensiunii, tehnicile cu ultrasunete necesită evaluarea proprietăților elastice. Prin urmare,
este important să fie cunoscută precis misiunea analizei stării de tensiune.
• Tehnicile cu ultrasunete permit estimarea tensiunilor de suprafață și de volum ale pieselor
supuse investigării.
• Metoda de investigare cu ultrasunete poate fi aplicată materialelor metalice şi nemetalice,
capabile să propage unde ultrasonice cu frecvențe cuprinse între 2 şi 20 MHz.
• Datorită faptului că traductorii ultrasonori se uzează și, prin urmare, își modifică
proprietățile este importantă folosirea unor epruvete de referință cu proprietăți constante.
Măsurând timpul de propagare al undelor ultrasonore ce se propagă prin probă, condițiile
senzorilor cu ultrasunete trebuie documentate. O procedură similară este recomandată
pentru luarea în considerare a diferitelor temperaturi ale probei.
• Scăderea timpului de propagare poate fi interpretată ca o descreștere a tracțiunii sau o
creștere a tensiunilor de compresie, modificarea tensiunii poate fi aproximată utilizând
modificarea relativă a timpului și constantele elastice adecvate.
• Majoritatea procedeelor de fabricație (turnarea, deformarea plastică, sudarea, prelucrările
prin așchiere) introduc în materialul pieselor tensiuni remanente care modifică în mod
substanțial performanțele în exploatare ale acestora.
• Sursele de eroare sunt legate de grosimea cuplantului, distanța de propagare a undei și alte
efecte ale materialului, cum ar fi textura acestuia. Este necesară o pregătire minimală a
suprafeței, în general prin curățarea suprafeței (suprafața lucioasă).
• Din literatura de specialitate se recomandă folosirea unui cuplant mai puțin vâscos atunci
când se fac măsurători folosind traductoare cu unde longitudinale.
• Un aspect care trebuie luat în seama este legat de capabilitatea traductorilor. Pentru a evita
interpretările incorecte, este necesar să se impună condiția: B ≥ N, unde: N – Fresnel a
52
traductorului și B – lățimea epruvetei. Se recomandă utilizarea traductorilor cu zona
Fresnel cât mai mică.
9.2. Contribuții proprii la rezolvarea temei
Într-un domeniu în care cercetările şi preocupările sunt abordate din multe puncte de vedere
diferite, cercetările din prezenta lucrare sunt abordate din perspectiva aplicațiilor specifice ingineriei
tehnologice, iar autorul consideră că a adus contribuții în următoarele direcții:
• S-a elaborat o strategie de cercetare adecvată temei tezei de doctorat care a permis un demers
ştiințific orientat spre atingerea tuturor obiectivelor propuse;
• S-a realizat o sinteză documentară a materialelor bibliografice consultate, expusă în primul
capitol al lucrării, intitulat „Ultrasunete. Tensiuni reziduale. Noțiuni introductive”
• S-a realizat o sinteză a rezultatelor obținute de alți autori cu privire la analiza tensiunilor
interne din materialele metalice (vezi Tabelul 3.5).
• S-au evidențiat echipamentele, factorii determinanți şi metodele implicate în procesul de
investigare cu ultrasunete.
• Identificarea unei soluții constructive de dispozitiv utilizabil pentru studiul experimental al
tensiunilor interne din materiale metalice a determinat configurarea unui sistem de
investigare cu ultrasunete. Acest sistem permite tensionarea probelor și efectuarea
măsurătorilor cu ultrasunete, respectiv detensionarea, și din nou măsurarea, de asemenea
oferă posibilitatea efectuării investigațiilor cu ultrasunete a pieselor metalice cu geometrii şi
dimensiuni diferite.
• Definirea conceptului de investigare cu ultrasunete printr-o abordare sistemică reprezintă, de
asemenea, o contribuție în acest demers ştiințific. Identificarea factorilor de intrare, de ieşire,
respectiv perturbatori cât şi ierarhizarea acestora a permis stabilirea, separarea şi evidențierea
condițiilor de lucru, a criteriilor de evaluare a performanțelor, pentru cercetările ulterioare;
• S-au realizat cercetări privind determinarea și dimensionarea fasciculului ultrasonic şi s-au
precizat câteva recomandări în ceea ce priveşte eliminarea factorilor determinanți, expuse în
Capitolul 4 al tezei.
9.3. Direcții posibile de extindere a cercetărilor
Studiile ulterioare vor fi îndreptate spre prezentarea rezultatelor teoretice şi experimentale, a
propriilor considerații şi recomandări ce pot fi menționate în cadrul temei abordate. Astfel, pe
parcursul cercetărilor desfăşurate în domeniul investigațiilor cu ultrasunete, ținând seama şi de
53
tendințele actuale de dezvoltare, s-a constatat că pot fi luate în considerare următoarele posibile
direcții de cercetare:
Extinderea cercetărilor experimentale şi pentru alte categorii de materiale;
Investigarea ultrasonică în vederea determinării tensiunilor interne din șuruburi;
O altă direcție de cercetare poate fi considerată cea referitoare la influența rugozității
suprafeței asupra contactului dintre traductor şi piesa de verificat;
Studii experimentale utilizând diferite medii de cuplare;
Studii comparative între investigarea cu ultrasunete și lacuri casante, mărci tensometrice;
Lista de lucrări știin țifice publicate
1. R. B. Lupascu, P. Dusa and E.Purice, Case study of residual stresses distribution in steel welded parts using ultrasound, IManE&E 2017, Vol 112, 2017, DOI https://doi.org/10.1051/matecconf/201711203014
2. P. Dusa, R. B. Lupascu, Analysis of residual stresses in steel welded parts using ultrasounds, Applied Mechanics and Materials, vol. 657, 2014, pp. 326-331, ISSN 1160-9336
3. P. Dusa, R. B. Lupascu, E. Purice, Edge effect on analysis of residual stresses in steel welded parts using ultrasouns, Applied Mechanics and Materials, vol. 809-810, 2015, pp. 479-485, ISSN 1160-9336
4. Rotman I.E., Baciu R., Taranovschi I.L., Vieriu I., Rîpanu M. (2010). The systemic analysis of the ultrasonic investigation process, Lucrare publicata în Proceedings of XVII International Science and Engineering Conference “Machine-building and Technosphere of the XXI Century”Sevastopol, Ucraina, p.202-206, ISSN 2079-2670.
5. Rotman I.E., Baciu Lupaşcu, R.A., (2010). Research with ultrasonic investigation on aluminum bars the pulse-echo method, Mod Tech International Conference - New face of TMCR Modern Technologies, Quality and Innovation, 20-22 Mai 2010, p. 503 - 506, ISSN: 2066 – 3919, Iaşi, România.
6. Rotman I.E., Duşa, P., Baciu Lupaşcu, R.A., (2010). Theoretical and exprimental considerations on determining the effect of divergence, Buletinul Institutului Politehnic din Iaşi, Secția Construcții de Maşini, Fasc 2, a Conferinței Internaționale Design, Technology & Management in Manufacturing, 14-16 May 2010, p. 91 – 96, ISSN: 1011-2855, Iaşi, Romania.
7. Vieriu I., Rotman I.E., Baciu R., Taranovschi I.L., Tanasa R. (2010). Comparativ study regarding the quality methods, Lucrare publicata în Proceedings of XVII International Science and Engineering Conference “Machine-building and Technosphere of the XXI Century”,Sevastopol, Ucraina, p.251-256, ISSN 2079-2670.
8. P. Dusa, E. Purice , R.B. Lupascu , I. Ripanu and G. Fandarac, Configuring a system for hydraulic oil contamination management, , 22nd International Conference on Innovative Manufacturing Engineering and Energy - IManE&E 2018., DOI: https://doi.org/10.1051/matecconf/201817804008
54
Bibliografie selectivă
1. Bohățiel, T. and E. Năstase (1980) Defectoscopia ultrasonica fizică și tehnică, Bucuresti:
Editura Tehnica.
2. ASTM (1989) E 1316 Standard Terminology for Nondestructive Examination. Sectiunea I.
Ultrasonic Examination.
3. NDT Encyclopedia, Disponibil la: http://www.ndt.net/ndtaz/ndtaz.php, Accesat: 25.05.2010.
4. Făcăoaru, I., Negoiţă, C., Bernath, A., (1965) Măsurări şi control cu ultrasunete, România
Editura Tehnică Bucureşti.
5. Frank, S. C., Jr. (1983) Unde. Cursul de fizică Berkeley, ed., Vol. 3, România: Editura
Didactică şi Pedagogică Bucureşti.
6. Cosma, T. (1997) Ultrasunetele, București: Editura Stiințifică.
7. Petculescu, P. (2001) Ultrasound Fundamentals. Applications, Constanța: Ovidius University
Press.
8. Bădărău, E. and M. Grumăzescu (1967) Ultraacustica fizică și tehnică, București: Editura
Tehnică.
9. Amza, G. (2006) Ultrasunetele (Aplicații active), București: Editura AGIR.
10. Klyuev, V. (2005) Handbook of Nondestructive Testing, Russian Journal of Nondestructive
Testing, Vol. 41(3), Nr. Tradus după Defektoskopiya, Moscova, Rusia. , p. 204-205.
11. Davis, J. M. (1998) Advanced ultrasonic flaw sizing handbook, Cap.1: Basic Wave Physics
For Sizing Methods, Publicat de NDT.net, Vol. 3.
12. Grimberg, R. P., V. (2001) Analiza nedistructivă a metalelor, Universitatea Tehnică Iaşi,
România.
13. Picu, M. and L. Picu (1999) Defectoscopie ultrasonică, Galați: Editura Academică.
14. Ultrasonic Testing, Disponibil la: http://www.ndt.net/ndtaz/ndtaz.php, Accesat: 19.10.2011
15. Krautkramer, J. H. (1977) Ultrasonic testing of material, Berlin: Springer Verlag.
16. Kudryavtsev, Y. and W. N. Sharpe (2008) Handbook of Experimental Solid Mechanics
17. Kudryavtsev, Y. and J. Kleiman (2004) Ultrasonic technique and device for residual stress
measurement.
18. Kudryavtsev, Y., J. Kleiman, et al. (2000) Ultrasonic measurement of residual stress in
welded railway bridge.
19. Kudryavtsev, Y. and J. Kleiman (2000) Fatigue of Welded Elements: Residual Stresses and
Improvement Treatments.
55
20. Florea, A. B., A.-M.; (2011) Tehnici de masurare a tensiunilor, Sibiu: Editura Universitatii
"Lucian Blaga", 978-606-12-0215-7.
21. Bray D.E; Kim, S.-J. F., M.; (1999) Ultrasonic evaluation of residual stresses in rolled
aluminum plate, AIP Conference Proceedings, 0094-243X U6.
22. Bray, D. E. (2000) Ultrasonic stress measurement using the LCR wave
23. He, Q. Z., H. J.; Zhou, H. L.; (2006) Evaluation of Stress Using Ultrasonic Technique Based
on Hilbert-Huang Transform, Journal of Physics: Conference Series, Vol. 48, Nr. Journal Article, p.
106-110, 1742-6596, 1742-6588.
24. Bray, D. E. (2000) Current directions of Ultrasonic Stress Measurement Techniques, 15th
World Conference on Nondestructive Testing, p. 11.
25. Hauk, V. (1997) Structural and Residual Stress Analysis by Nondestructive Methods
Evaluation - Application - Assessment: Elsevier, ISBN 0-444-82476-6.
26. International, A. (1995) Measuring Ultrasonic Velocity in Materials
27. Walaszek, H., J. Hoblos, et al. (2006) Ultrasonic Stress Measurement- Application to Welded
Joints, ECNDT
28.J eong, H. S., L. W. Jr. (2007) Ultrasonic Beam Propagation in Highly Anisotropic Materials
Simulated by Multi-Gaussian Beams, Journal of Mechanical Science and Technology, Vol. Korean
Society of Mechanical Engineers, Nr. 21(8), p. 1184 – 1190, 1738-494.
29. Y. Javadi and M. A. Najafabadi (2013) Comparison between contact and immersion
ultrasonic method to evaluate welding residual stresses of dissimilar joints, Elsevier, Vol. Materials
and Design, Nr. 47, p. 473-482.
30. Sgalla, M. V., D.; (2004) A device for measuring the velocity of ultrasonic waves: An
application to stress analysis, Experimental Mechanics, Vol. 44, Nr. 1, p. 85-90, 0014-4851.
31. Uzun, F. B., A. N. (2010) Investigation of total welding residual stress by using ultrasonic
wave velocity variations, Gazi University Journal of Science, Vol. 24, Nr. 1, p. 7.
32. Yashar Javadi, Vagelis Plevris, et al. (2013) Using LCR Ultrasonic Method to Evaluate
Residual Stress in Dissimilar Welded Pipes, International Journal of Innovation, Management and
Technology, Vol. 4, No. 1, February 2013, Vol., Nr., p. 5.
33. Transducer Beam Spread, Disponibil la: https://www.nde-
ed.org/EducationResources/CommunityCollege/Ultrasonics/EquipmentTrans/beamspread.htm,
Accesat: 20.2.2011
34. The Ultrasonic Field, Disponibil la: http://www.signal-processing.com/us_field.html,
Accesat: 4.6.2011
56
35. J. Krautkramer, H. K. (1990) Ultrasonic Testing of Materials, ed., Vol. 4, Berlin, 1990:
Springer-Verlang.
36. ASTM (2003) E 1065 – 99 Standard Guide for Evaluating Characteristics of Ultrasonic
Search Units ASTM Standard, (2003)
37. Shull, P. J. (2002) Non-destructive Evaluation: Theory, Techniques, and Applications, CRC
Press.
38. P. Dusa and R. B. Lupascu (2014) Analysis of residual stresses in steel welded parts using
ultrasounds, Applied Mechanics and Materials, Vol. 657, Nr., p. pp. 326-331, 1160-9336.
39. NDT Resource Center, Disponibil la: http://www.ndt-
ed.org/GeneralResources/IntroToNDT/GenIntroNDT.htm, Accesat: 28.09.2010.
40. P. Dusa, R. B. Lupascu, et al. (2015) Edge effect on analysis of residual stresses in steel
welded parts using ultrasouns, Applied Mechanics and Materials, Vol. 809-810, Nr., p. pp. 479-485,
1160-9336.
41.Taylor, J. R. (1997) An Introduction to Error Analysis, ed., Vol. 2nd edition, Sausalito,
California: University Science Books.