Alpha05Summer V5 r13 - MSC · PDF fileFiat, COMAU, IVECO, Case New Holland ... with virtual...
17
M S C . S o f t w a r e αlpha The Journal of Virtual Product Development Volume 5 | Spring/Summer 2005 Simulating Small Devices, Reaping Big Rewards Casio Optimizes Semiconductor Wafer Level Package Design with VPD Raising the Roof (Literally) with VPD-Enhanced Process Integrated Tools, Nonlinear Analysis Help ASC Streamline Development Fueling the Search for Alternative Energy Sources Solid Oxide Fuel Cell Development Gets Hot with VPD Dr. Moe Khaleel, Pacific Northwest National Laboratory
Transcript of Alpha05Summer V5 r13 - MSC · PDF fileFiat, COMAU, IVECO, Case New Holland ... with virtual...

M S C . S o f t w a r e
αlphaThe Journal of Virtual Product Development
Volume 5 | Spring/Summer 2005
Simulating Small Devices,Reaping Big RewardsCasio Optimizes Semiconductor Wafer LevelPackage Design with VPD
Raising the Roof (Literally)with VPD-Enhanced ProcessIntegrated Tools, Nonlinear Analysis Help ASC Streamline Development
Fueling the Search forAlternative Energy SourcesSolid Oxide Fuel Cell Development Gets Hot with VPD
Dr. Moe Khaleel, Pacific Northwest National Laboratory
MSCAlpha_Summer05_V5Cover_r12.qxd 5/19/05 11:01 AM Page 1

Simulation Fuels Advanced Energy Research [ 16 ]An Interview with Dr. Moe Khaleel, Pacific Northwest National Laboratory
[ On the Front Line ]
αlphaCover photo of Dr. Moe Khaleel by Jeff Rickey.
Editor Carrie G. Bachman
World Editors Hiroko FujitaEvelyn Gebhardt
Design Hae-Jo Shin
Reader comments and suggestions are always welcome.
Contact the Alpha editorial staff at:
Corporate
MSC.Software Corporation2 MacArthur PlaceSanta Ana, California 92707
Telephone +1 714 540 8900
Europe, Middle East, Africa
MSC.Software GmbHAm Moosfeld 1381829 Munich, Germany
Telephone +49 89 431 98 70
Asia-Pacific
MSC.Software Japan LTD Shinjuku First West 8F23-7 Nishi Shinjuku1-Chome, Shinjuku-KuTokyo, Japan 160-0023
Telephone +81 3 6911 1200
The MSC.Software corporate logo, SimOffice, MSC, and Simulating Reality, and the names of the MSC.Software products and services referenced herein are trademarks or registered trademarksof the MSC.Software Corporation in the United States and/or other countries. NASTRAN is a registered trademark of NASA. All other trademarks belong to their respective owners. © 2005 MSC.Software Corporation. All rights reserved.
ZZ*2005APR*Z*ALPHA*Z*LT-MAG
Change: A Necessary Element [ 1 ]
MSC.MasterKey Continues to Win Acceptance [ 2 ]
MSC.Software Builds Sales Channels, Offerings
Product News in Brief
Learn with Online Webinars
ASC Moves to ‘Design, Analyze and Confirm’ Process [ 4 ]with Integrated VPD ToolsStephen Doncov
Casio Improves Digital Products [ 8 ]with Innovative Ideas and VPD TechnologyEriko Asakura; Reiko Ishizuka
CAE Data Management at Audi AG [ 10 ]Dr. K. Gruber, Dr. U. Widmann, J. Reicheneder, and J. Eberfeld
Sidebar: Future MSC.SimManager Releases
Invernizzi Presse Gains Safety and Reliability with VPD Tools [ 14 ]Evelyn Gebhardt
“This enhanced MSC.Marcpackage...gives us viabledesigns very quickly.”
P16
[ Case Studies ]
The Principles of Nonlinear Analysis [ 20 ]
Sidebar: LEGO Builds Quality and Safety Using VPD
[ Technical Matters ]
[ From the Beginning ]
[ Company & Industry News ]
The Journal of Virtual Product Development
P10P4 P8 P14
MSCAlpha_Summer05_V5Cover_r12.qxd 5/19/05 11:01 AM Page 2

than Virtual Product Development solutions to accelerate time-to-
market. After all, the most important questions to any manufacturer
– will the product work the way the customer expects it to, and can
we increase our profits and revenue? – are best answered by VPD.
Combining virtual product development technologies and traditional
physical testing methods can ensure optimal product performance
while at the same time reducing development time and costs.
So, while the name on one of our office doors has changed,
MSC.Software’s strategy remains the same – to be a trusted advisor
to our customers around the world by helping them improve their
processes and products through Virtual Product Development. What
will change? We’ll make some changes to our infrastructure to improve
the ways that we do things, but we’re confident that these changes will
not only make us a better company, but will make it easier for you to
interact with us and get the
most out of your product
development investments and
resources.
Those who best manage
change are in the best
position for success. If there is one constant in the world economy and
especially in the manufacturing markets, it is that the speed of play is
ever-increasing. The demands on manufacturers continue to become
more severe – better products manufactured in less time, with fewer
resources, with more regulatory and safety requirements, and a
continual focus on the bottom line.
MSC.Software stands ready to help our customers meet these
challenges head-on. I will be traveling extensively in the first half of
2005, meeting with my new team members at MSC.Software and
with customers around the world. I look forward to discussing these
and other issues with you further. Once again, I am excited about the
opportunities for our joint success in 2005 and beyond. While some
things may change, rest assured that our partnership with you and our
commitment to helping you succeed remains constant.
In today’s business environment, everyone spends an extraordinary
amount of time trying to successfully manage change. ‘Faster, better,
cheaper’ is the race that every company is running. And most of the
time, the company that best manages change and gets ‘category killer’
products to market the fastest and the cheapest usually establishes itself
as the market leader.
Change is a very appropriate topic for my first Alpha magazine column
as MSC.Software’s new chairman and CEO. As many of you know,
MSC.Software’s former chairman and CEO, Frank Perna, retired in
February after seven outstanding years of service to the company.
Everyone in the industry owes him a debt of gratitude, for it was his
vision of the promise of Virtual Product Development (VPD)
that set us on the path we travel today.
The realization of that vision is the reason I chose to join
MSC.Software. Until 2001,
I served as chairman and CEO
of Structural Dynamics
Research Corp. (SDRC) prior
to its acquisition by EDS and
subsequent merger with
Unigraphics. The product lifecycle management (PLM – a concept we
helped develop at SDRC) and VPD worlds are very familiar to me,
and I continue to be amazed at the opportunities for success that
companies in these areas bring to manufacturers around the world.
Indeed, Daratech, an industry analyst firm that closely follows these
markets, is forecasting that CAE/VPD currently accounts for about
25% of all PLM spending and will grow more than 10% in 2005.
This growth is occurring for one simple reason: VPD is the
best way to effectively understand and manage change related to
product performance. By better understanding and managing product
performance, manufacturers can improve time-to-market and grab
market share.
Before I made the final decision to join MSC.Software, I did a good
deal of research about the company, including reading the many
return-on-investment (ROI) success stories that you, our customers,
have worked with us on over the past years (you can review them at
success.mscsoftware.com).
These success stories made me extremely enthusiastic about
MSC.Software’s business and our leadership position in the market.
I can think of no better investment for a manufacturing organization
[ 1 ]
[[ From the Beginning ]]
Volume 5 | Spring/Summer 2005
Bill WeyandChairman and CEO, MSC.SoftwareA Necessary Element
α
Change:
“Those who best manage change are in the best position for success.”
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 1

Fiat Group (Turin, Italy) has renewed itsworldwide corporate agreement withMSC.Software. Under the three-year contract,Fiat companies (including FIAT Auto, AlfaRomeo, Ferrari, Maserati, Centro RicercheFiat, COMAU, IVECO, Case New Holland,Irisbus, ELASIS, and Magneti Marelli) willextend and promote the use of MSC.Softwareproducts in all of their product lineengineering centers.
www.fiatgroup.com
The Friedrich-Alexander University ofErlangen-Nuremberg and RegionalComputing Center (RRZE), its IT service provider, have signed the firstMSC.MasterKey license agreement by auniversity customer in Europe. The agreementincludes access to MSC.Software’s SimOfficeproducts MSC.ADAMS, MSC.Nastran,MSC.Patran, and MSC.Marc. Students indifferent university departments, includingengineering, material science, engineeringmechanics, quality management, engineering
design, production engineering, and systemsengineering can now take advantage of thebreadth and depth of MSC.Software tools forresearch and science within a single, cross-campus licensing system.
“MSC.MasterKey really meets our needs,”said Dipl.-Ing. Hans Cramer, RRZE director.“We appreciate this broad range of solutionsat a convenient pricing scheme for univer-sities, as well as the consultation we arereceiving from MSC.Software. We expect our students’ research to benefit greatly from thenew possibilities.”
www.rrze.uni-erlangen.de
Fincantieri Group’s Naval Vessel BusinessUnit and the Group’s R&D company,CETENA, have implemented the MSC.MasterKeylicense system at their product developmentsite in Genoa, Italy. A long-time MSC.Softwarecustomer, Fincantieri wanted to streamline itsdevelopment process and needed flexible,optimized access to VPD tools.
Fincantieri is one of the largest, mostdiversified shipbuilding concerns in the world,with more than 9,200 employees and designcenters in Genoa and Trieste. The companybuilds vessels at eight shipyards, and isrecognized for its leadership in passenger shipsand large, high-performance cruise ferries.
www.fincantieri.com
www.cetena.it
SimDesigner 2005 r2 for CATIAV5R14 has been released. SimDesigner for CATIA V5 is a suite of embedded simulationtools that allow CATIA users to streamline and automate the task of building and testingvirtual prototypes by simulating motion, stress, fatigue, heat transfer, and other physicalperformance attributes. The product family currently includes Generative products, whichembed simulation capabilities directly into the CATIA V5 CAD environment, andGateway products, which provide smooth, direct access to Virtual Product Developmenttools such as MSC.Nastran, MSC.ADAMS, and LS-DYNA.
SimDesigner 2005 r2 has a number of new features, including:
• SimDesigner Suspension (SDS) – Flexible parts are now incorporated into suspensiondesign, allowing design engineers to get more realistic results.
• SimDesigner Motion (SMO) – Load transfer to SimDesigner Linear (SDL) allows usersto investigate component stresses resulting from operating motion.
• SimDesigner Fatigue (SFA) – Integration with SimDesigner Flex (SDF) enhancesdurability prediction by including transient stress time histories of flexible components.
• SimDesigner Linear and Advanced Structures Professional (SDL and ASP) – Extendssupport for beam simulation to account for bending stresses, axial stresses, and forces onstandard beam sections.
• SimDesigner Composites (SCP) – Leverages the CATIA Composites Design (CPD)definition to predict composite structural performance, helping manufacturers reducethe time needed to design composites parts.
simdesigner.mscsoftware.com
MSC.Nastran now supports 64-bit Intel® Xeon processors, extending its long-standingsupport of the 64-bit Intel® Itanium® 2 platform. Xeon processor-based workstationsfeature large cache sizes and Intel Hyper-Threading Technology tailored for multi-taskingenvironments. MSC.Nastran is optimized on the Intel platform to promote exceptionalperformance, reliability, and lower total cost of ownership. The MSC.Nastran release alsoincludes advanced optimizations for Itanium 2-based platforms.
MSC.Software also recently announced the availability of MSC.Nastran for 32- and 64-bit AMD Opteron™ processor-based systems. The 64-bit version of MSC.Nastran on AMD Opteron processor-based systems has demonstrated performance improvementsof up to 15% compared to similar engineering simulations run on a 32-bit architecture.
www.mscnastran.com
MSC.SuperForge and MSC.SuperForm 2005 have been released. Providing integrated2D and 3D finite element analysis for numerous component-manufacturing applications,the bundled products help engineers evaluate and optimize forming and forging processeswith virtual computer models rather than performing costly trial-and-error tests on theshop floor. MSC.SuperForm 2005 has been enhanced with better automatic remeshingtechnology, damage prediction, multistage analysis, and capabilities for simulating moreforming processes such as blanking, glass forming, and hydroforming.
Both products are easier to use and provide a robust solution to manufacturing challenges.Additional new features include:
• Integration of solver technologies allows forging and forming simulations to beevaluated from one integrated set of tools via customized, discipline-specific interfaces.
• Enhanced process tree visualization, meshing, and input data options.
• Improved materials properties such as enhanced elastic and plastic materials data.
• New functionality for press simulation of spring-supported dies, multiple-object dies, and hammer and screw press multiblow simulations.
• Improved post-processing capabilities, including real-time cutting views and rotational cutting.
MSC.Software and INCAT have announced a partnership in which INCAT will marketand sell SimDesigner 2005 r2 for CATIA V5to North American manufacturers, withMSC.Software providing training and support services.
“We want to improve our indirect channeland ensure that we have the broadest coveragepossible, especially within the small- andmedium-sized manufacturing market,” saidRaymond Gaynor, vice president, Business Development and CustomerSupport, MSC.Software. “We look forward to working with INCAT to meet customerdemand for robust and easy-to-use CAD-embedded tools.”
In an expansion of its current partnershipwith Dassault Systèmes, MSC.Software willnow distribute and implement DELMIADigital Manufacturing Solutions in theAmericas under an agreement with DelmiaCorp., a Dassault Systèmes company.
DELMIA products offer manufacturers thetechnology and the collaborative environmentto digitally define the way products aremanufactured. Offerings range from processplanning to general assembly processes andfactory simulation across all manufacturingsegments.
Robert Barlow, vice president, ChannelDevelopment, Delmia Corp., said, “Theinclusion of DELMIA solutions in both the Dassault Systèmes PLM offering andMSC.Software’s VPD product line givesMSC.Software the opportunity to provide its customers a comprehensive, end-to-endsolution for the optimization of productdesign and manufacturing processes.”
www.incat.com
www.delmia.com
Volume 5 | Spring/Summer 2005 [ 3 ][ 2 ]
[[ Company News ]]
MSC.Software
MSC.Software Builds Sales Channels,Offerings through New Partnerships
MSC.MasterKey Continues to Win Acceptance
α
α
Keeping up with advances in simulation
technologies, computing resources,
software releases, and new application
methods can be challenging. Since it’s
not always possible to take time away from
the office, MSC.Software delivers the
information to your desktop.
Through our free, online Webinars, you can
learn what’s new in the latest releases of
MSC.Software products; get an in-depth
look into the use of Virtual Product
Development (VPD) applications in a
variety of industries and disciplines; and
discover how other companies are
innovating with the help of VPD. Presented
by subject experts from MSC.Software, our
partners, and our customers, the sessions
are interactive, with live discussions and
the opportunity to ask questions.
Visit webinars.mscsoftware.com for the
schedule of live events, and follow the
simple registration process. If you can’t
join in a live presentation, the sessions
are archived so you can access them
whenever your schedule permits.
Here’s a short sampling of archived
sessions now available:
Customer Spotlights• Boeing’s Use of System Simulation
for Space Flight Program
• Radian’s Rapid Development
of Stronger Armor for U.S.
Military Vehicles
On-Demand Product Series • SimDesigner 2005 r2 for CATIA V5R14
• What’s New: MSC.Nastran 2005;
MSC.ADAMS 2005; MSC.Patran 2005;
MSC.Dytran 2005; MSC.Marc 2005
• 2005 SimOffice Product Release
On-Demand VPD Solution Series • VPD for Biomechanics Applications
• Simulating Durability and Fatigue
• System-Level Simulation
with MSC.EASY5
• Improving the Product Development
Process with the VPD Maturity Model
• Managing Simulation Process
and Engineering Data with
MSC.SimManager
• Stochastic Simulation using
MSC.Robust Design
Learn with Online Webinars
BOM: Bill of MaterialsDMU: Digital Mock-UpMPM: Manufacturing Process
ManagementCAM: Computer-Aided
Manufacturing
PDM: Product Data ManagementCAE: Computer-Aided
EngineeringCAD: Computer-Aided Design
α
In the Winter 2005 issue of Alpha, several ‘slices’of the PLM Marketplace chart on page 12 weremislabeled. The corrected chart is shown here. We apologize for the error.
Product News in Brief
superforge.mscsoftware.com / superform.mscsoftware.com
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 2

Few would argue the powerful attraction of a sunny day, an
open road, and a convertible-top vehicle – it’s a common
visual cue for freedom. One company known around the
world for its commitment to the advancement of open-air
engineering is ASC International.
Founded in 1965 as American Sunroof Company and
headquartered in Southgate, Mich., ASC helps automakers
design, engineer, and manufacture high-impact, low-volume
specialty vehicle programs. The company’s award-winning
programs include the first retractable hardtop on a truck
chassis, the 2003 Chevrolet SSR, which won a 2003 Chrysler
Group Gold Award and a Gold Award in the 2004 Industrial
Design Excellence Awards. ASC has also developed
convertible systems for the Toyota Solara and Mitsubishi
Eclipse Spyder, and numerous appearance programs and
body packages for such products as the Dodge SRT-4,
Dodge Viper SRT-10, and Pontiac Grand Am SC/T.
The company’s passion for innovation is obvious from its list
of ‘firsts’: the first modern retractable hardtop, the first
factory-installed power sunroof in North America, the first
inwardly folding convertible top, the first glass panel sunroof,
and the first modular sunroof. Its latest advance, the patent-
pending xpanse™ Convertible-Top System, was unveiled in
January 2005 on the ASC Helios, the world’s first modern
four-door convertible.
In the following case study, Stephen Doncov provides
in-depth insight into the evolving role of Virtual Product
Development in ASC’s design process.
[ 4 ] [ 5 ]Volume 5 | Spring/Summer 2005MSC.Software
A convertible top header latch, which securesthe front bow of a convertible top to thewindshield frame structure, is a complexmechanism with as many as 10 or 20 partsmade of different materials that deformplastically differently. These types of latchesare challenging for CAE software because ofthe many design issues and tradeoffs to beconsidered, such as contacts, joints, flexiblebodies, and multiple material properties. The ASC design engineering team had beenmaking do with linear analysis, which couldshow where issues existed but was unable toaddress the high nonlinear stress ranges ASC’sproducts experience. Additionally, ASC waslooking to streamline its product develop-ment processes with integrated tools tominimize the time and cost of designing and testing latches.
The ASC design engineering teamdetermined that an integrated CAD-CAEenvironment provided by embedded CAEtools was best suited to help solve complexlinear, nonlinear, and dynamic problems. In turn, these virtual product development(VPD) tools allow validation of operationaleffort, load capacity, and abuse testing. The
VPD tools are part of ASC’s strategy formigrating to Design-Analyze-Confirmprocesses and away from Design-Build-Test-Break processes.
The design engineering team’s task was toensure that the top header latch mechanismfunctioned within customer-suppliedrequirements for operational effort, abuse,and load capacity. Although the design wasbuilt in CATIA V4, CATIA V5 FEA/DMUKinematics and MSC.Software’s SimDesignerMotion and SimDesigner Nonlinear toolswere utilized. During an earlier evaluation,the V5 analysis tools were found to be robust, quick, and easy to use because the V5 generative design approach utilizesfeature recognition. When features on a partare changed, it is automatically remeshed.Using V5 models and a generative approach,the productivity gain more than made up for the time lost converting the V4 models.
For this header latch, it was particularlyimportant to identify areas ofnonconformance and provide feedback thatcould be used to make engineering changes.The results were validated in SimDesigner
Nonlinear with physical testing from aprevious latch design. The analysis closelymatched the areas of high stress and failureidentified with physical testing. Furthermore,analysis of the redesign indicated no failures,which also correlated with physical tests.
Another factor for consideration was that the production method for many of the parts is different than the one used formaking a physical prototype. For example,prototype die-cast zinc parts are made usinginvestment casting. Consequently, a differentmaterial could be used in the prototype.Typically, the properties of the material in aphysical prototype are lower, which makes thefinal determination of the production partproperties more difficult. The confidence in an analytical model representing aproduction unit or assembly is much higherbecause the properties of the die-cast(production) material are used. Withoutanalysis, the possibility existed for over-engineering the part.
For this latch, customer requirementsincluded operating range, abuse (vertical and side force), and maximum load. Amotion simulation was used to determine if the effort required to open and close thelatch met the 40 to 60N requirement. Threenonlinear analyses were run to determine theeffects of abuse, including a 600N openingforce on latch handle, a side load of 294N,and a maximum load of 4900N applied tothe hook. This last requirement was to ensurethe mechanism wouldn’t break under someextraordinary and unforeseen event.
Motion Analysis StudyOperational EffortThe model of the header latch mechanismwas created using CATIA’s DMU Kinematicstool to move the handle to the fully openedposition. The handle was constrained toground, which actuates the model. Torsionalsprings were inserted between the hook clampbody and roll pin 1, and between the lockbutton and the long roll pin. The leaf springswere approximated using linear springs anddampers for the handle detent spring and thehandle-to-idler spring.
The latch mechanism is quite complex andinvolves a lot of contact and features thatcannot be modeled kinematically. Kinematicsapproximates the operation of the latch butdoesn’t consider the physics. The motionanalysis in SimDesigner Motion considers thephysics. For example, it determines if thesprings are too strong or too weak andprovides force deflection curves. Kinematicsor animation software can’t do that.
Stephen Doncov is a CAE specialist with ASC Incorporated in Southgate, Michigan.
ASC Moves to
[[ Case Study ]] ASC
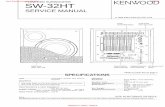
Areas of high stress and failure found withSimDesigner Nonlinear analysis closely matchedthose identified during physical testing. Theredesign determined no areas would fail, which alsocorrelated with physical testing.
[[ Case Study ]] ASC
‘Design-Analyze-Confirm’ Process with Integrated Simulation Tools
The force required to close the latch mechanism was found to exceed the specified range.
Latch handle abuse analysis in SimDesigner Nonlinear on the modified designindicated the handle satisfied the vertical abuse specification.
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 4

Nonlinear. For some applications, the contactbias helps improve stability in contactanalysis. Coulomb friction was activatedbecause friction affects material deformationor material flow on the contact boundary.This in turn is reflected in force and stress,etc. Additionally, friction generates heat,which affects material properties in thermal-coupled analysis.
As mentioned earlier, the physical prototypewas made of ZA-12, which is not as strong as the production material ZA-8. VPD toolsenabled the use of ZA-8 production materialproperties, which with satisfactory correlationwould provide data for determining theperformance of production parts.
The handle design was simulated using ZA-12 and ZA-8 material properties.Additionally, a physical prototype was madewith ZA-12 and tested to validate the results.The vertical abuse test of the initial designindicated the ultimate stress was exceeded inthe handle using ZA-8 at approximately 60%of the load. The actual results were:
The handle design was modified and anothersimulation performed using ZA-12 and ZA-8material properties. Another physicalprototype was made with ZA-12 and testedfor correlation. The actual results were:
The redesign using ZA-8 material properties provided an approximately 200%safety margin, which satisfied the verticalabuse specification. Additionally, a simulationwas run using the ZA-12 material properties,which indicated a failure at 600N. Thephysical test using the ZA-12 materialdetermined that failure would not occur until 130% of the load was achieved (approximately 780N). This was within 25% of the simulation results, which waswithin ASC’s correlation target.
[ 6 ] [ 7 ]Volume 5 | Spring/Summer 2005
[[ Case Study ]] ASC
MSC.Software
Abuse – Side LoadNormally, a failure happens when somebodyapplies too much force on the handle.Therefore it was important to know whatwould happen if the handle was left half openand got caught on somebody’s shirt, or whatwould happen if somebody tried to muscleopen the latch with too much force. Wouldthe handle bend or break off?
The same boundary conditions, constraints,material properties, meshing, and solversettings were used for the 294N side loadanalysis as in the vertical load analysis. Theoriginal design satisfied the side load abusedesign requirement.
Alternate Failure - Maximum Load AnalysisThe alternate failure analysis was a customer-required test to make sure the hook couldwithstand a high-impact event. In this case,the hook had to withstand a maximum loadof 4900N in the latch stroke direction.
As in previous simulations, linear analysis was used to determine which parts could be omitted from the nonlinear analysis. In this case, all the parts were eliminatedexcept for the clamp body, hook, roll pin 1, and receiver.
All of the parts were meshed with tet4elements and, as earlier, a nonlinear analysiswas run to identify the hot spots for highstress. The first simulation was used to refinethe mesh. The receiver and roll pin remainedtet4 elements. However, the clamp body andhook were re-meshed with tet10 elements.The local meshing and sag conditions wereimplemented around the contact areas and hot spots.
An advanced restraint was applied to roll pin1, allowing only translational displacement inthe latch stroke direction. The two translation
degrees of freedom (DOF) in the non-stroke(loading) direction were removed. The samecontact constraints were used as in the 600Nlatch abuse analysis, including inactive, glue,and touch. A distributed force of 4900N wasapplied across the roll pin in the latch strokedirection. The material properties for thelatch analysis were set as in Table 1.
As in the nonlinear abuse analysis, the solverwas set for contact bias at 90% and Coulombfriction was activated. To meet the 4900Nload, more expensive materials had to be usedfor this customer than before. For example,the receiver had been made of plastic, as it is for many other customers. However, the4900N load requirement is significantlyhigher and required changing the receiverfrom plastic to steel. This increased materialand process costs.
Since the earlier system had passed all of therequirements, it was possible that the use of a steel receiver was over-engineering. Usingsimulation, it was relatively easy to comparethe customer’s earlier design to the currentversion. By comparing the ultimate strengthof the earlier system to the new design, the4900N requirement was determined toosevere. By changing the receiver from steelback to plastic, the new design was as strong,if not stronger, than the earlier system, and a competitive price point was maintained.
New Process, New AdvantagesASC’s product development processes areexpanding. In the past, normal operatingconditions were the focus. However,customers are now asking which parts mightfail under extreme conditions. When amechanism fails a physical test, it can beembarrassing for the engineers and troublingfor the customer. By using SimDesigner forCATIA V5, designers and analysts share onecommon interface and database. Multipleiterations can be virtually tested in thecomputer without building anything andinvesting in tooling. Failures and iterationsoccur virtually, are fixed virtually, and thenwhen the best design is identified, verifiedwith physical testing.
Moving from the old school of ‘design, build, test, break’ to ‘design, analyze, andconfirm,’ ASC engineers identified andaddressed the failure points in the handlewithout going through several stages ofphysical prototyping and testing. Physicaltesting is becoming the last step forverification. Using embedded analysis toolsearlier in the design process, ASC’s designengineering team was able to determine weakareas in the initial design before physicalprototyping and testing, saving a substantialamount of time and money.
On the Web:
www.ascglobal.com
simdesigner.mscsoftware.com
www.marc.mscsoftware.com
The stroke of the latch was simulated with aprismatic joint, allowing the receiver to travel along the stroke direction of thelatch. The approximate load of the top coverwas modeled by utilizing a linear spring alongthe travel path. As the receiver is pulled, theload increases from zero to a maximum value.
Because SimDesigner Motion considers thephysics of the model, it allows interactionbetween bodies. For this analysis, 3D contactswere utilized. All of the contacts weremodeled, including the hook-to-roll pin,handle stop to detent spring, lock button tomounting bracket, lock button to handle,idler to handle in two places, handle to lockbutton, and hook to receiver. The leaf springswere approximated, using linear spring-dampers with a revolute (hinge) joint wherethe pivot would be.
The motion study confirmed the properoperation of the latching system, includingthe interaction of latch handle and idlerbracket. The latch capture range (latch stroke)was verified along with the operation of thehandle lock. However, SimDesigner Motionidentified spikes of 77N and 88N in theeffort required to move the handle, exceedingthe requirement of 40 to 60N. Looking at themechanism as it engaged clearly showed thedowel pin bottoming out before the handlelocked. This caused the spike in force. Byusing a finer hook adjustment, the handlelocked before the dowel pin bottomed out in its receiver.
Nonlinear AnalysisAbuse – Vertical ForceThe abuse analysis was used to determine if the handle would break when an opening(vertical) force of 600N was applied. If thehandle bent, it was not considered a failure. A linear analysis was run to determine whichparts could be omitted to save nonlinearanalysis computing time. Parts not reachingtheir yield strength and not critical formaintaining the integrity of the mechanism,such as connecting pins, were eliminated,reducing processing time.
Initially, all the parts were meshed withTetrahedron 4 elements (tet4’s), which arelinear brick elements. They are very stiffelements that reduce compute time. Since the nonlinear analysis determined all the
high-stress area hot spots were located in the handle, all the parts were kept as tet4’s.The handle was set to tet10, a higher-order element.
Using the local mesh feature, a finer meshwas used in the critical stress areas. Local sag conditions were implemented around the area of contact and hot spots. The abilityto use localized refined meshing provideshigher accuracy results in the critical areasidentified during the linear analysis andsubstantially reduces processing time.
SimDesigner Nonlinear allows different typesof contact between bodies to be defined. Forexample, when looking for tangency, contact,or an impact, it allows two bodies to beconstrained as always glued together,intermittent contact, or never touch. This allows the user to decide how theindividual parts will interact, which makesthe solver more efficient and further reducesprocessing time.
The clamp mounting bracket and bothhandle-to-idler hinge pins were constrained.For bodies that do not collide and bodiescontacting themselves, contact was set toinactive, eliminating their consideration. Thebodies that did not need to rotate in relationto one another were set to glue. The bodiesthat could come in and out of contact withone another or would need to rotate relativeto one another were set to touch. A 600Nload was applied in the vertical direction of the face near the end of the handle.
For the material properties, ZA-8 zinc, the same material used in production parts,was used for all the components, except theconnector pins, which were 1010 steel. ASC and MSC.Software provided thenonlinear material properties. Although the curves were not validated with physical testing, this can be an importantconsideration. Any cold-working or heattreatment of the parts can lower or raise the yield and ultimate strength, dramaticallyaffecting the nonlinear material curve.
The contact bias was set at 90%, allowing the solver to converge faster because it doesn’thave to drive down to an exact solution.Contact bias is a numerical method to helpconvergence in contact analysis usingMSC.Marc, the solver used by SimDesigner
α
[[ Case Study ]] ASC
Test
Physical Test
Simulation
Simulation
Original Design Tests *Approximate
Material
ZA-12 (317MPa)
ZA-12 (317MPa)
ZA-8 (374MPa)
Fail Load*
270N
230N
370N
Test
Physical Test
Simulation
Simulation
Redesign Tests *Approximate
Material
ZA-12 (317MPa)
ZA-12 (317MPa)
ZA-8 (374MPa)
Fail Load*
780N
600N
1250N
Test
Clamp Body
Roll Pin
Receiver
Hook
Material Properties
ZA-8 – Zinc
1010 – Steel
4130 – Steel
12L14 – Steel
Table 1 – Material Properties
CATIA’s DMU Kinematics tool was used to move the model to the fully opened position.SimDesigner Motion was used to build the model’s motion constraints, including handleto ground, and to insert the torsional springs by hooking the clamp body to roll pin 1 and the lock button to the long roll pin.
Because SimDesigner Motion considers the physics of the model, it allows interactionbetween bodies. For this analysis, 3D contacts were utilized. All of the contacts weremodeled. The leaf springs were approximated, using linear spring-dampers with arevolute (hinge) joint where the pivot would be.
“...Virtual product development (VPD) toolsallow validation of operational effort, loadcapacity, and abuse testing.”
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 6

visual presentation using simulation results of features and structures is very effective. For example, an MSC.Marc Mentat analysisresult can be shown during a meeting with a customer in order to report results of ananalysis or as part of a proposal. Some majorsemiconductor manufacturers have showninterest in Casio Micronics’ WLP simulationtechnology. Casio’s customers now recognizethat simulation is actually a part of the manu-facturing process.
Takashi Awaya of Casio Micronics’ Marketing& Engineering Department, WLP BusinessUnit, says, “We have a unified system for ourbusiness activities, but new systems are alsobeing introduced as we expand our business.
The WLP business requires that many semi-conductor manufacturers design and manu-facture optimal packages for various deviceswith quick turn-around time. Therefore, connecting the various design systems including simulation software is an importanttask. It is still a common belief in the semi-conductor industry that product reliabilitylargely depends on data based on physicaltests in order to assure accuracy,” Awaya con-tinues. “I assume that turn-around time anddesign quality will improve when engineerswho are more experienced in physical testsstart to utilize CAE.”
Meeting Future ChallengesCasio currently uses MSC.Marc for plasticanalysis to evaluate fatigue life of solderjoints, and plans to introduce creep analysisfor dropping or bending, which aremechanical phenomena. At Casio Micronics,Awaya believes that simulation should beapplied to the manufacturing process in thefuture to improve the process itself and solveissues such as minimizing material costs.Since WLP is a new technology, not manysemiconductor manufacturers or test houseshave the environment to evaluate mounting.If Casio Micronics is to support them in thisarea, computer simulation will be essential toutilize their rich analysis experience and lessenthe burden on their customers.
Casio has continued to win people’s loyalty to their products, such as the G-Shock shock-resistant watch, solar-poweredradio-wave watches, digital cameras, andcamera-equipped cellular phones. With VPDtools as an essential part of the developmentprocess, Casio intends to continue to meetthe challenge of creating the most advancedand innovative products in the world.
On the Web:
www.casio.com
www.casio-micronics.co.jp/en/
www.marc.mscsoftware.com
Under the guiding philosophy of “creativityand contribution,” Casio develops a widerange of consumer products, such as theworld’s first Global Positioning Satellite(GPS) watch, the Satellite Navi, as well aselectronic devices to mount on system orelectronic equipment. Digital cameras andwatches, electronic dictionaries, cellularphones, and electronic devices are Casio’smain products for the next generation.
Casio’s business is centered on electrodeprocessing for LCDs and production of film substrates, in addition to producingpackages for power supply chips, flashmemory, and other types of chips. CasioMicronics’ expertise includes sputtering,photolithography, etching, plating, and other chip production technologies. These are applied to produce a wide range ofhigh-precision mounting devices, such as goldbump, solder bump, wafer-level chip-sizepackages, and film devices, all of which playvital roles in chip industry post-processing.
calculations, it became a record long-sellingproduct. In 1972, Casio added scientificfunctions to the personal calculator, givingbirth to the scientific calculator.
The list of Casio’s electronic and digitalinnovations is a long one. Consider the LCD (liquid crystal display) panel, which hasbecome an indispensable interface betweenman and machine. One of Casio’s specialtiesis small- and medium-size LCD panels formobile devices.
Casio has also brought its expertise andinnovative approach to another advanced area – semiconductor after-processing, thefinishing of semiconductor parts for variousapplications. In order to realize miniatur-ization, increased functionality, and costreduction for their then-primary product,calculators, the company set up a subsidiary,Casio Micronics, in July 1987 to carry outthis after-processing. Today Casio Micronicsconducts bump processing to create micro-electrodes for bonding large-scale integrationchips to boards, along with TCP, Wafer LevelPackage, and other mounting operations.
Cutting-edge products – and companies – areoften born of the latest advances in electroniccomponents. Take, for example, the now-ubiquitous calculator. The year is 1957, andalthough gigantic computers occupying entirerooms have come on the scene, mechanicalcalculators are still the standard for generaluse. A small Japanese company started byTadao Kashio develops the world’s firstcompact, fully electric calculator, the 14-A,using relays for calculating elements, andCasio Computer Co., Ltd. is born. From that day, Casio has gone on to develop and commercialize many new products that apply unique concepts and make themost of digital technology.
Just 10 years after the 14-A was introduced,Casio created the AL-1000, the world’s firstsoftware programmable calculator. Widelyused for scientific, technical, and business
New Possibilities through Simulation The Advanced Packaging Technology Groupin Casio Computer’s Core Technologies R&DDivision creates device packages that are usedby other groups within Casio. The group’smain task is to develop the process, material,and structures of Wafer Level Packages(WLPs), using MSC.Marc for WLP heat-stress analysis, fatigue life analysis for solderjoints, and thermal resistance analysis. In thepast, development of WLP structures requiredmany physical tests because of the numerousstructural parameters, but simulationtechnology has enabled optimization withfewer tests. In addition, since WLPs areextremely small, it was almost impossible to analyze their internal behavior. Usingcomputer simulation, Casio analysts can now visualize what is happening within eachcomponent material, such as stressconcentration, making it possible to quicklytake measures to improve the design.
“Simulation is no longer a complementaryphase of the design process, but a main part of it,” says Tomio Matsuzaki of CasioComputer’s Advanced Packaging TechnologyGroup. “We have entered a new age wheresimulation technology leads the design. Acompany’s future will depend on whethersimulation is utilized effectively. I have high expectations for the progress ofcomputer-aided engineering.”
Technical Support and Marketing ToolCasio Micronics uses MSC.Marc Mentat as a technical support tool for their WLPmanufacturing process, creating structuraldesigns for both test models and actualproducts and then verifying their reliability.During design, MSC.Marc Mentat is used forheat-stress, thermal resistance, durability, andfatigue life analyses. By replacing physicaltests with computer simulation, significantimprovements have been made in terms ofcost and turn-around time.
Simulation is also used to evaluate new structural designs or materials within CasioMicronics, and is becoming increasinglyimportant. When compared to conventionalceramic or resin packages, the most signifi-cant features of WLPs are ‘light, thin, shortand small.’ Since WLPs cannot be describedas an extension of an existing technology, a
[ 8 ] [ 9 ]Volume 5 | Spring/Summer 2005MSC.Software
[[ Case Study ]] Casio
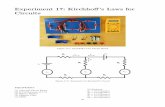
A WLP application example for a semiconductor
This article was provided by the Tokyo officeof MSC.Software Ltd. The Casio salesaccount representative is Takeshi Ohnishi,Eriko Asakura wrote the story, and ReikoIshizuka provided the translation.
Heat-stress analysis and thermal resistance analysisFatigue life analysis for solder joints
Takashi Awaya
Tomio Matsuzaki
α
“We have entered a new age where simulationtechnology leads the design. A company’s future willdepend on whether simulation is utilized effectively.”
with Innovative Ideas and VPD Technology
Casio Improves Digital Products
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 8

The consequences of these trends can berepresented as follows:
• Functional analyses can be performed fasterand earlier in the development process.
• More cost-effective and systematic analysescan be performed.
• Deeper transparency is needed and thusdemands on documentation are higher.
• Functional dimensioning of doors, flaps, and hoods
• PowerNet (simulation of the on-boardsupply system)
New Directions and Capabilities in CAEIncreasing product diversification, sharperquality requirements, higher marketcompetition, more cost pressure, and shorterdevelopment cycles were the driving forces forthe breakthrough of numerical simulation.The numerical applications cover nearly all of the virtual development process.
Trends in the automotive industry show an increasing number of:
• product variants (USV, MPV)• boundary conditions (government
regulations, technologies)• statistical verification (stochastic
simulation) and• multidisciplinary optimization
(discipline combinations).
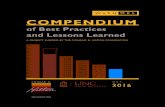
The result is once again a drastic increase in the volume of numerical simulations. On the other hand, the cost of CAEsimulation is falling because of advancinghardware and software power (Figure 1).
In the automotive industry,there is the vision in every carproject to perform only the legally prescribedreal crash tests and to lower developmentcosts by drastically reducing the number ofhardware prototypes. Therefore it is necessaryto increase the number of virtual crash tests.But the crash discipline is only one example;the situation is the same for almost all otherfields of numerical simulation. In addition,simulation offers the possibility to improvethe functional characteristics of the cars byusing stochastic, genetic, and otheroptimization methods. The consequence ofthis is a significant increase in the number ofsimulation runs and results data.
Disciplines in CAEAll of the analysis disciplines listed belowrequire a large number of numerical simulations:
• Front, rear, side crash• Insurance testing• NVH analysis (Noise, Vibration, Harshness)• Head impact• Occupant safety (OS)• Pedestrian protection• CFD aerodynamics• Durability and fatigue• Stiffness of components• Global and local dynamic stiffnesses
information (computer time, data volume of the output, etc.).
The most standardizable section is the post-processing. In this step the post-processingobjects (PPOs), e.g. curves, pictures, movies,etc., are generated using different post-processing applications. The PPOs, togetherwith the corresponding metadata, are storedin the data management system.
In the reporting, the last step of the process,the report is generated out of the previouslyproduced PPOs.
Project Demands for a CAE DataManagement SystemIn addition to the boundary conditionsresulting from the existing workflow at Audi,the following requirements were identified:
• Because of the enormous number of simulations,the data management system has to be ableto handle the huge amount of data.
• The representation of the data has to beadaptive to fit the requirements of thedifferent disciplines and analysts.
• The concatenations of the objects and data must be unique so that afterwards the workflow can be reconstructed andtraceability is possible.
• Easy and fast access to the results withcompetent preparation of the represen-tations is required.
[ 11 ]
[[ Case Study ]] Audi
Volume 5 | Spring/Summer 2005[ 10 ]
[[ Case Study ]] Audi
MSC.Software
An intensive and efficient use of numericalsimulation is only possible if we succeed in rationalizing the process of numericalanalysis. Therefore consistent datamanagement is needed, which enables fastaccess to simulation data and efficienthandling of huge amounts of data.
Audi CAE ProcessIn principle, the CAE process can be divided into the respective sections of pre-processing, solving, post-processing, and reporting (Figure 2).
In the pre-processing step, the data of the different car components are extracted out of the CAD data management system.Dependent on the analysis discipline, thesegeometries are meshed according to certainguidelines and mounted together withbarriers (crash) and dummies (occupantsafety) to a virtual car assembly, the so-callednumerical model. In addition to thegeometry, the physical parameters (e.g., contacts and velocities) and the material properties have to be defined in the input deck. In these work steps differentpre-processing applications are used.
In data management the input data and allmetadata describing the car project and thespecific computer run (discipline, load case,analyst) are stored.
The ‘solving step’ is the numerical solution of the load cases defined in the input deck.Important for data management are theresults (output decks) and additional
This article, authored by Dr. K. Gruber, Dr. U. Widmann, J. Reicheneder, and J.Eberfeld of Audi AG (Ingolstadt, Germany),originally appeared in Benchmark, the officialpublication of NAFEMS. It has beenexcerpted here.
CAE Data Management
Number of CAE Simulations
Cost of Physical Prototyping
Cost of CAE Simulation
Mainframes
Workstations and Servers
MSC.NastranSimulation Costs(Source: General Motors)
1960
$30,000
2000
$0.02
CAE Engineervs. System Costs(Source: Detroit Big3)
Engineer$36/hr
System$1.5/hr
1960 Years 2000
Figure 1
Simulation data and process management is gaining momentum inmanufacturing today. More companies are developing systemssuch as Audi’s CAE-Bench, based on MSC.Software’ssimulation data management solutions. Suchsystems off-load routine tasks fromanalysts, streamline the process ofgetting and providingconsistent data within thedifferent developmentphases and betweenteams, and organizethe growing amount of simulation data.
at Audi AG• To avoid routine jobs for the analysts,
an automatic standard evaluation andreporting capability is necessary.
• To guarantee independence of thecomputer hardware and operating systemand to economize the resources (CPU andstorage) of the user, a server-based Webapplication should be employed.
• Automatic pre-processing with a link to the CAD component database should be realized.
The development of Audi’s CAE-Benchsystem began in November 2001 and was completed in December 2003. As ofFebruary 2003, productive use of the systembegan, along with expansion and adaptationand the introduction of further disciplines.
Features of CAE-BenchInput DeckSolving, post-processing, importing in the database, and reporting need to workautomatically. Thus it is important to declare all the necessary information in the input deck.
StoryboardA central part of the post-processing in CAE-Bench is the storyboard concept. The storyboard is the complete definition of a post-processing object (e.g., curve,movie, etc.).
Representation of the EvaluationThe complete representation of the resultstakes place in the Web browser. The browser
PMD/CAD
Pre-processing Solving Post-processing
Pre-processingApplications:
Load Cases
Ansa, Medina, Scripts, vi-Editor
Post-processingPrograms:
Animatior, Evaluator, Pamview, FeGraph, Scripte
Computer Solver:
Pamcrash, Nastran, Powerflow, Kuli, Saber, ManaSoft
Figure 2
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 10

• Encryption of data for collaboration with suppliers
• Standardized data representation• Integration of applications (tools)• Integration of different frameworks • CAD integration and pre-processing for
distributed data grids• CAT integration for distributed data grids• Knowledge discovery and data mining
ConclusionEffective rationalization can only be achievedthrough the analysis of the discipline-dependent CAE process. CAE-Benchprovides standardized evaluation andarchiving of key results and descriptivedocuments. It is an open system based onMSC.Software technology. The next activitieswill be the extension of the process chain bypre-processing, the development of conceptsfor CAx integration, and the establishment ofglobal data grids.
At Audi, CAE-Bench has been in productiveuse for more than a year. The system fits our demands. Staff members are relieved ofstandard operations and now have additionaltime for specific considerations.
References
1) “Doing the Right Thing First,”
MSC.Software Focus, Volume 1,
Spring 2003, pp 8-12.
2) Elberfeld, J.: “SDM – Integrated Data
Management for the Optimisation
of Computation and Simulation
Processes,” MSC.Software Focus
European Edition, Volume 1,
Spring 2003, pp 4-7.
3) Gruber, K.; Widmann, U.; Reicheneder,
J.; Elberfeld, J.: “CAE Data
Management at Audi AG.” Presentation
at MSC.Software EMEA VPD
Conference, November 2005.
4) NAFEMS Seminar, “Die Integration
der numerischen Simulation in den
Produktentwicklungsprozess,”
Wiesbaden, Germany, 2003.
[ 13 ]Volume 5 | Spring/Summer 2005[ 12 ]
[[ Case Study ]] Audi
MSC.Software
One of the tasks in the next few years will be the CAE integration of the differentcompanies in the group including externalengineering companies, system developers,and system suppliers. This requires access andsearch capabilities on distributed databases forglobal information management, i.e., a wide-area CAE network (Figure 5).
Global Data GridsGlobal data grids enhance simulation datamanagement and the simulation workflow.Referring to this we identify the followingrequirements and considerations:
• IT infrastructure for distributedengineering data grids
• Data sharing, data exchange, distributeddata, and databases
• Security of data and data access
As the Audi CAE-Bench case study illustrates, managing
ever-increasing amounts of simulation data, and the simulation
process itself, is a critical issue for manufacturers today. For
the answer, many of them are turning to MSC.SimManager.
MSC.SimManager is a Web-based environment that manages and
automates simulation processes, manages all associated data and
data history, and increases efficiency and innovation by delivering
product performance knowledge earlier in the product
development cycle. MSC.SimManager improves quality by
ensuring best-practice simulation processes and full traceability
of all input parameters, and increases productivity by greatly
reducing the number of manual tasks required. This gives
engineers more time to make and evaluate design decisions,
and further improves the return on investment from existing
simulation tools.
Using MSC.SimManager from their desktop, engineers are able to:
• quickly perform interactive and automated simulations,
• collaborate with colleagues across the enterprise,
• establish trends from previous data,
• evaluate design changes, and
• generate comparative reports.
By enabling a managed, repeatable engineering process,
MSC.SimManager helps ensure optimal product performance
and efficient product development.
MSC.SimManager consists of a hierarchy of Web portal solutions.
MSC.SimManager Portal Server is the base module that provides
the infrastructure for managing simulation processes and data,
including content and context management, application
encapsulation, the Web-based user interface, and tie-ins to
enterprise software.
With the next MSC.SimManager release, in summer 2005, a
standard VPD process portal will be provided. Data models,
material properties, meshes, load cases – all the steps throughout
a typical CAE process will be automatically defined. A subsequent
release slated for late 2005 will provide portals pre-configured for
specific attributes within major discipline areas for automotive and
aerospace applications.
These new portals will capture industry best practices and can be
further configured to suit company-specific processes. In addition,
they will help speed deployment of MSC.SimManager throughout
an enterprise.
Stay up-to-date with the latest MSC.SimManager developments at
simmanager.mscsoftware.com.
window is divided into two frames. On theleft side there is a navigation frame and onthe right side the listings of the appropriatePPOs are arranged (Figure 3).
ReportThe report is generated automatically on amaster report that is declared in the inputdeck. CAE-Bench provides a report editorwith multiple editing functions for handlingPPOs, i.e., adding, deleting, replacing, andcomparison of variants. The report in theWeb browser has proved itself in meetingsand presentations. In addition it is possible to create a PDF (Portable Document File).
AdvantagesOne of the greatest benefits of Audi’s CAE-Bench system is the overall time savings. Weassume a time savings per simulation of aboutone hour. With 100 simulations per engineerper year and 50 engineers, we get 5000simulations per year. The time saving for this example would be 5000 hours per year.This corresponds to three man-years. Thusthe simulation engineer can perform moresimulations, has more time for analyses, can get the results faster, and therefore has a better technical understanding.
Additional CAE-Bench benefits include:
• Standard information is extracted from the solver output files automatically.
• Information is accessed via Web-GUI(graphical user interface).
• Information is used for reports and comparisons.
ChallengesCAE-Bench provides many options andchallenges. The first challenge is the growthin data volume (Figure 4). For instance, atypical EuroNCAP calculation generatesapproximately 2 Gbyte of data. In addition,future conditions will push the data volumeeven higher. We anticipate an increasingnumber of engineers, number of simulations,types and sizes of simulations, and types andsizes of tests.
The next challenge is computer-aidedintegration. Product definition is based on geometric design, functional design, and physical verification. Product lifecyclemanagement is based on CAD datamanagement, configuration management,component management, and logistics.Simulation data management fills the gap between CAE and computer-aidedtesting (CAT) data management. Its basis is CAE/CAT data management and CAx integration.
6120
7000
Data VolumeD
ata
Volu
me
[GB
]
Time [Month]
6000
5000
4000
3000
2000
1000
0
1 2 3 4 5 6 7 8 9 10 11 12
4060
2040
5 sim./day 10 sim./day 15 sim./day
6 Terabyte / Yearat 15 Sim. / Day
α
PMD/CAD
Info
rmat
ion
Man
agem
ent
Dis
trib
uted
Dat
abas
es
Pre-processing Solving Post-processing
AUDI
VW Group
World
Inquiries
Search
Notifications
External Engineering Companies
External System Developers
System Suppliers
Transparency
Access Control
Reliability
Load Balancing
AccountingFigure 5
Future MSC.SimManagerReleases Will Deliver StandardVPD Process and VerticalApplication Portal Solutions
Figure 3
Figure 4
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 12

collaboration with MSC.Software has been a fruitful one,” Piccamiglio says. “We mightalso look into dynamic simulation withMSC.ADAMS to study and optimize thelink-drive mechanisms. I expect theintegration of MSC.ADAMS and MSC.Marcwill bring many advantages to ourdevelopment process.”
On the Web:
www.invernizzi.com
www.marc.mscsoftware.com
www.patran.mscsoftware.com
[[ Case Study ]] Invernizzi Presse
With more than 40 years’ experience in the construction and development ofmechanical presses, the manufacturer Invernizzi Presse from Pescate LC in Italyproduces some of the safest and most technologically advanced presses offered on the market today. In addition to their standard mechanical presses, InvernizziPresse offers custom-made presses designed and built to meet the needs ofindividual customers. Invernizzi’s broad product portfolio, high-quality materials,and technological expertise meet the industry’s stringent requirements for safety,robustness, functionality, versatility, and durability.
Solving a Pressing ProblemAbout five years ago, the company performed a benchmark of different finiteelement method (FEM) software packages to find the best analysis tool. “I studiedthe principal providers of FEM software,” says Luigi Piccamiglio, engineer in theresearch and development department at Invernizzi Presse, “and decided onMSC.Marc because it is the best solution for our cases. We needed to study anassembly of parts that are in contact with one another. MSC.Marc is a very goodproduct to study contacts and the thermo-mechanical behaviour of these parts.”Another reason Piccamiglio chose the MSC.Software product was its preprocessor,MSC.Patran. “We use MSC.Patran for meshing the models and it fits perfectlywith MSC.Marc.”
Applications and Customization Invernizzi Presse now uses the combination of MSC.Marc and MSC.Patran in a variety of applications, including:
• Contact analysis between pivot, bearing, and connecting rods to evaluate theflex/bending stresses in the pivot, the contact pressure on the bearing, and the resulting rod stiffness.
• Contact analysis between the presses’ pivot, bearing and rod, along with thebacklash of the pivot, in order to understand the thermo-mechanical behaviourof the bearing. Invernizzi engineers found that the heat generated by the frictionbetween the parts increased the temperature of the mechanical components,breaking the oil film and seizing the mechanism. With this knowledge, thedesign was modified to improve performance.
• Mechanical safety structure analysis. The MSC.Marc model allows engineers to study the mechanical behaviour of the safety system used on all types ofpresses. The analysis uses flexible contact elements and an external forcerepresenting the oil pressure.
• Epicycloidal analysis (study of a multi-stage gear transmission system). Thissimulation allows Invernizzi engineers to evaluate the stresses in complex gear
[ 14 ] MSC.Software
systems in order to optimise the geardimensions, avoid gear failure during dutycycles, and extend the life of the mechanism.
• Load calculation during the bendingprocess in order to understand the correctforce needed to obtain the correct bendingof the material.
Using the results of these simulations,Invernizzi can demonstrate the functionalperformance of a press without having tobuild a physical prototype, illustrating to itscustomers that the press will fulfill therequested tasks. This is especially importantwhen a custom-made press is needed, sincethe production of a physical prototype wouldbe impossible due to cost and time restraints.In addition to showing customers virtuallyhow the press will work, suggestions forcustom-made presses can be based on theanalysis results provided by MSC.Marc and MSC.Patran.
“When we make a proposal to a customer, we include images of the FEM analysis todemonstrate the development,” Piccamigliosays. “In addition, we specify that we useMSC.Software products to develop ourpresses. The images are very useful, becausethey help to convince customers to buy our products.”
Precision and Safety Before using MSC.Marc, the developmentdepartment of Invernizzi Presse usedmathematical methods to do the calculationsfor the presses. These methods were time-consuming and less precise because only acertain number of design variations could be
tested. “Manually, we could not study theparts as precisely – we spent more time andhad less precision,” states Piccamiglio. “WithMSC.Marc we not only save a lot of time, but the precision of the calculation is a lotbetter since the FE method is more accurate.Now I get good precision on the parts I studyand can try more design variants in less time.”
Piccamiglio notes that another advantage ofFEM with MSC.Marc is that it is easier toselect the right material and material structurefor each type of press. Analyses with differentmaterials can be performed easily so the best
type of material can bechosen in less time.
“The virtual productdevelopment approachwith MSC.Marc offersus many possibilities,”Piccamiglio explains.“We can change thegeometry of the
coupling and the material characteristics.Since we can choose different types ofmaterial, we could, for example, cut andoptimize the weight of one machine. Usingthe analysis results, we can reduce the weightof the structure and the thickness of the sheetmetal which we use to build the parts of thepress, and therefore significantly save costs onproduction.”
Safe operation of Invernizzi’s presses isanother critical reason supporting the use of simulation. “Recently we did a thermo-mechanical analysis on a particularpress because its high speed could haveincreased the temperature within theconnecting parts of the press and thebearing,” Piccamiglio says. “A very hightemperature in this joint can cause bigproblems. If there is contact between the pin and the bearing, it is a very dangeroussituation for the press and its operators.”
In another case, Piccamiglio studied a security system for a press. “This securitysystem is very important, because if the press is working with a force higher than the nominal force, this security system caninterfere and stop the press. If not stopped on time, the press might break and notfunction as predicted,” he explains.
Expanding VPD Invernizzi will continue using MSC.Marc and MSC.Patran, and possibly otherMSC.Software products. “MSC.Marc gives us confidence in our results and offers a complete list of features. I am very satisfiedwith the results of our analyses, and our
α
Evelyn Gebhardt is MSC.Software’s marketingcommunications manager. She is based in Marburg, Germany.
Volume 5 | Spring/Summer 2005 [ 15 ]
[[ Case Study ]] Invernizzi Presse
Invernizzi Presse Gains Precision and Safety
with VPD Tools “The virtual product developmentapproach with MSC.Marc offers us many possibilities.”
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 14

Northeast in the summer of 2003, when afuel fault in the system, along with a numberof mistakes, cascaded and resulted in awidespread outage. One way to provide for amore reliable system, and frankly, a moresecure system, would be to generate electricityin a distributive manner using fuel cells.
Fuel cells also have benefits on an individuallevel. Instead of using a heat pump in yourhouse, you could use a fuel cell to provide allof the electrical needs for your house so youdon’t have to draw anything off of the grid.When you’re not home, the fuel cell is stillworking, and you could sell electricity to thegrid. Banks and stores and so forth could dothe same thing. That’s something I think isfairly important.
The point is, we need to look for alternativeroutes to meet our energy needs in each industry.
Alpha: What is it about the solid oxide fuelcell that is so promising?
MK: There are several types of fuel cells –proton exchange membrane, or PEM fuelcells, molten carbonate, alkaline, solid oxidefuel cells. Each one of them has certainoperating conditions, such as temperatureranges and the type of fuel they will accept.The PEM fuel cell, which is the most likely
Even as oil prices spiral past historic levels and natural gas costs go nowhere but up,
global energy consumption continues to increase. A growing world population, along
with rising standards of living, is straining a system already overtaxed. In the U.S., the
disadvantages of dependence on foreign oil and environmental concerns over the use of
fossil fuels have been at the center of public policy and debate for decades. While there
is no single, simple fix for the situation, innovative science is key to the solution.
Dr. Moe A. Khaleel, laboratory fellow and director, Computational Sciences and
Mathematics Division at Pacific Northwest National Laboratory (PNNL), has immersed
himself in finding the answer to these energy issues. Located in Richland, Wash., PNNL
is one of nine U.S. Department of Energy (DOE) multi-program national laboratories.
Managed by the DOE’s Office of Science, PNNL is operated for the DOE by Battelle,
one of the largest and most diverse energy research and development organizations
in the world.
Dr. Khaleel joined PNNL in 1993. He received his B.S. in engineering from
the University of Jordan in 1986, and master and doctoral degrees in structural
engineering from Washington State University in 1988 and 1992, respectively. Named
a laboratory fellow at PNNL in 2001, he conducted research on advanced materials
for transportation applications before turning his attention to world energy needs.
Along with establishing PNNL strategies for scientific and high-performance computing
and overseeing an internal research initiative dealing with computational mechanics,
Dr. Khaleel is actively involved in research on solid oxide fuel cells (SOFC), a low-cost,
clean alternative to fossil fuels. He is the national coordinator for the modeling and
simulation of SOFC as part of the Solid State Energy Conversion Alliance (SECA).
His research activities focus on continuum-level electrochemistry, degradation
mechanisms, and developing computational electrochemistry, fluid dynamics, and
mechanics tools for SOFC material/stack design and life prediction.
While finite element analysis using MSC.Marc in SOFC development was already
in place at PNNL, MSC.Software was brought in to create a graphical user interface
(GUI) customized for SOFC analysis, providing for automatically generated, detailed
3D models and easy parametric and material studies. The project also incorporated
PNNL-developed electrochemistry routines into the software.
As a result, advances in SOFC design and development that were previously unimagined
are now possible, and the technology looks even more promising. Dr. Khaleel recently
sat down with Alpha editor Carrie G. Bachman to discuss the advantages of solid oxide
fuel cells, the challenges of developing them, and how simulation continues to move
the research forward.
vehicle weight, about 100 pounds of CO2 are emitted over the vehicle’s lifetime.The second is the issue of fuel consumptionand sufficient energy supplies. The industryattempted to address energy efficiencythrough a joint partnership between industry and the U.S. government called the Partnership for New Generation Vehicles. Hybrid vehicles, in which aninternal combustion engine is supplementedwith batteries and other electrical supplies, areactually an offshoot of that initiative.
That program made some, but not sufficient,progress, so a new initiative calledFreedomCAR has been created. Its primary goal is freeing people fromdependence on foreign oil and pollutantemissions. That initiative is targeted atbuilding next-generation vehicles powered by hydrogen, with fuel cells as the maindrivetrain in these vehicles.
In all of these initiatives, the major driver isfuel consumption. There is a big gap betweenthe amount of oil we in the U.S. producedaily – less than eight million barrels – andwhat we consume daily, which is on the orderof 16-20 million barrels a day. Sixty percentof what we consume, we import, and it’s onlyincreasing. By 2020 that gap will be growing,and it’ll be on the order of tens of millions ofbarrels daily.
These issues – fuel consumption andenvironmental impact – affect all industries.In the trucking industry, for example, themajority of fuel consumption happens duringidling at truck stops. That takes about100,000 miles off the life of the engine, and a Canadian study showed that idling costsabout $60 CDN per day. Fuel cell technologycould be used for these ‘auxiliary power needs’when they’re not being used to propel thetruck. There are initiatives by the majortrucking companies and some enginemanufacturers to develop what they call the‘More Electric Truck.’ It still has an internalcombustion engine, but replaces belt-drivensystems with electrical components. By usinga fuel cell to provide the auxiliary electricalneeds, fuel consumption could be cut by10%. That’s huge. In addition, the truckswould be driven at their maximum efficiencybecause the engine would be operating at itsmaximum efficiency, since all other needs aredriven by the fuel cells. Likewise, if you gothe route of the hydrogen-powered car withfuel cells, there would be literally noemissions. What comes out of the tailpipewould be water.
In the aerospace industry, when you board an airplane, they normally run a turbine toprovide air conditioning while on the ground.This is fairly fuel-intensive. Using fuel cells for this auxiliary power supply wouldconsume only about 60% of the fuel that a turbine consumes. NASA and Boeing arepursuing fuel cells for auxiliary power needswhen the airplane is parked and also during flight.
There are other industries outside automotiveand aerospace that suffer from energyproblems. Take, for instance, the crisis in the
[ 16 ] [ 17 ]Volume 5 | Spring/Summer 2005
[[ On the Front Line ]] [[ On the Front Line ]]
MSC.Software
Alpha: Many people don’t spend much timethinking about global energy problems, atleast until they have to fill up their car’s gastank or pay their monthly heating bill. That’swhen the issue becomes personal. From anindustry perspective, what are the challenges?
Khaleel: The most visible industry that’simpacted is the automotive industry, whichfaces two major challenges. The first isenvironmental, regarding CO2 emissionsfrom vehicles. For every 1,000 pounds of
candidate for propulsion of automobiles,operates on hydrogen fuel. However, if otherspecies in the fuel stream mix with thehydrogen, the fuel cell could be poisoned.You either have to have pure hydrogenonboard the vehicle, or you have gasoline and go through a reforming process. Thereare issues with onboard reforming and manyof the automotive companies are not in favorof it today.
Solid oxide fuel cells are high-temperaturefuel cells. They run at 700 degrees Celsiuswhile PEM fuel cells run at 120 degrees C.On the outside, the systems look the samebut the beauty of the solid oxide fuel cell isthat it’s fuel-flexible. When you reformgasoline you get hydrogen and carbonmonoxide and so on. CO2 can be used in thesolid oxide fuel cell. It will be converted tohydrogen and utilized. Also, with solid oxidefuel cells, you could do ‘on-cell reforming’where you have methane or hydrocarbon fuel that a PEM fuel cell couldn’t take, but it comes into the solid oxide fuel cell and gets reformed right on the cell itself. So it’s very forgiving.
Alpha: It doesn’t poison the fuel cell if there’ssomething else in the flow?
MK: That’s correct. Another problem withPEM fuel cells is water management. Thisissue is nonexistent in solid oxide fuel cells.Both produce water, but with the PEM fuelcell, a lot of the conductive properties of thecell depend on the level of water. You have toadd water in the vapor in the PEM fuel cellwith hydrogen to make sure that themembranes and so on continue to function,while in the solid oxide fuel cells you don’thave to do that at all.
Alpha: In an industrial application, areSOFCs used in stacks?
MK: A five-kilowatt fuel cell actually consistsof multiple cells that are stacked vertically.The current state-of-the-art is what’s called a‘flat plate design.’
Solid oxide fuel cells are not new.Westinghouse has demonstrated them formany years. The main issue is cost. To bringthe cost down, you need to have masscustomization. You need to look at modulardesigns and high power-density fuel cells. Thehigh power-density fuel cells are flat platedesigns, so you take one and stack the nextone, the next one, the next one, and that’show you get to five kilowatts.
Alpha: What are the challenges in designingand testing a fuel cell?
Simulation Fuels AdvancedEnergy Research
Phot
os b
y Je
ff Ri
ckey
“By adding
electrochemistry
capabilities ...
MSC.Marc becomes a
very powerful tool.”
Stacking arrangement of layers in CAD-generatedSOFC example.
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 16

Our goal is to use this customized MSC.Marctool to minimize degradation – not justpredict it, but minimize it, remedy it. But to come up with remedies you need tounderstand the root cause of why thingshappen, where they happen, when theyhappen. This enhanced MSC.Marc packagedoes that. It gives us viable designs veryquickly. We know that a design works andhow to make a fuel cell last for a long time.
Alpha: How was this done before simulation tools?
MK: Only in an ad hoc fashion. There wasn’tan integrated set of tools to look at it. Youaddressed one part of the problem with thistool, one part of the problem with that tool,and so on. To make the discoveries we seek,you really need all of these tools together.
Alpha: So will the work that PNNL andMSC.Software are doing with MSC.Marc,building the electrochemistry routines intothe customized GUI, be provided to SECA’sindustrial teams?
MK: Yes. We work with many softwarevendors, and our assessment was thatMSC.Marc is the best tool for these multi-physics activities. We embarked on our relationship with MSC.Software in orderto build this tool, and to make it available toall of the industrial teams to accelerate development.
Alpha: Obviously modeling and simulationwithin scientific research and developmentoffers many advantages. In your experience,how quickly is it being adopted? Whatcultural issues does this new technology raise?
MK: I believe scientific discovery is enabledby three main pillars – experimentation,theory, and computing. Many discoveries inthe scientific arena are enabled by thisintegrated approach, and I believe there willbe even more recognition of modeling andsimulation as we go forward.
I honestly believe there is still a culture wherethe experimentalists work by themselves, andthe computing people work by themselves,but certain institutions are trying to changethat culture. At PNNL, we talk about ‘system’science, which means integrating multiplescientific fields – chemistry, biology – withinthat integrated approach of theory,experiments, and computing. And computingis really the underpinning of a lot of this.Today we’re bringing the experimentalists andthe modeling people together. There’s a needfor a cultural change.
On the Web:
www.pnl.gov
www.seca.doe.gov
[ 18 ] [ 19 ]
[[ On the Front Line ]] [[ On the Front Line ]]
Volume 5 | Spring/Summer 2005MSC.Software
MK: There are many. The first challenge is in the materials. The whole idea is to comeup with a ceramic cell material that providesthe highest power density and is very stable.Then the cells have to be sealed. There is arigid seal made from glass, so we consider itsstability and other characteristics to be sure itis durable, won’t crack, and so on. There arealso flexible seals made of mica. The leak rateout of these has to be acceptable and theyneed to accommodate air between the bulk of the cell, which is metal, and the cell, whichis ceramic. The thermal mismatch between the cell and the metal causes the materials to impart stresses on one another, so the rightaccommodation of air is needed. In addition,these materials operate at very hightemperatures, so material will migrate andmove from one spot to the other. We want to make sure that they don’t move from afavorable spot to an unfavorable spot. We also want to reduce the use of noble metal in these fuel cells.
Thermal management is a critical issue.Because there are electrochemical reactionshappening within the cell, heat is generatedand must be dissipated in order to avoid hotspots and so on. We don’t want some cellswith very low electrochemical activities andothers with very high electrochemical activities.
Finally, manufacturing cost is a significantconcern. We need lowest-cost manufacturingtechniques while maintaining quality to makesure that the fuel cell operates as it is designedto do. Getting fuel cells to the right cost levelis actually in favor of solid oxide fuel cells.We’re able to use more commodity materials,much cheaper materials, that I believe will getus there. Much of this progress is due to theSECA program.
Alpha: What is SECA?
MK: SECA is the Solid State EnergyConvergence Alliance, a program initiated in 1999 by the U.S. Department of Energy(DOE) Office of Fossil Energy. The goal is to develop an environmentally friendly,commercially cost-effective, and reliable solid oxide fuel cell for a wide range ofapplications. The DOE’s National EnergyTechnology Laboratory (NETL) and PNNLare responsible for program development.
SECA has two major components – industrialteams and a core technology program. Thereare six industrial teams, each led by onecompany and drawing its membership fromother companies, universities, national labs,and such. Teams are led by SiemensWestinghouse, Cummins Power, DelphiAutomotive, Acumentrics, Fuel Cell Energy,and GE Power Systems.
PNNL runs the core technology program,which has six teams dealing with materials,manufacturing, fuel reforming andprocessing, power electronics, controls anddiagnostics, and modeling and simulation.I’m the national coordinator for the modelingand simulation team, along with TravisSchultz from NETL. In the core technologyprogram, we look for the next technologicalchallenges and what we need to do toovercome them. We engage universities,national labs, industries, small business,whoever can help with these activities.
SECA is a goal-driven alliance, which isextremely important for its success. I honestlybelieve this approach – working towardestablished goals in an integrated fashion – will make a big difference.
Alpha: So what are the drivers behindmodeling and simulation in fuel cell development?
MK: First of all, we’re trying to get rid oftrial-and-error procedures. We want to guidedevelopment activities, manufacturing, thematerial development itself. When weconsider modeling and simulation, we groupits use into three activities. The first ismaterial design – looking at the qualities ofnickel, ceramic, how porous a material is,what will provide the best behavior.
The second is stack design. There are manyissues associated with trying to optimize flowdesign, finding the best flow possible toremove unneeded heat so there are no hotspots. But at the same time, we want tomaximize electrochemical activities so we getthe highest power density possible in thesefuel cells. Above all, we want to make surestresses don’t build up and lead to the cellbreaking down. We also need to understandhow potential degradation mechanisms –thermal fatigue, degradation of the interfaces,material creep – can be avoided.
The third activity is using modeling andsimulation broadly to set requirements for thedifferent components. There is the exteriorsystem, the stack, the heat exchanges, thereformers and so on, and we need tounderstand the interactions between thesesubcomponents. What is the stack required to do? What is the flow rate, what will be theconcentration of the different species in thefuel, what should the temperature of theincoming air be, things like this. Those aresystem-level modeling activities, and requireunderstanding not just the fuel cell, but thereformer, and so on. We want to optimize notjust the performance in terms of output, butalso the life of these systems. We don’t want a cell with extremely high performance but a very short life.
The finite element [FE] framework really fits the physics we need to study at the stacklevel. What we’re trying to do is model theflow, which in these systems is laminar flow.There is no turbulence, and FE worksbeautifully there. Another area is the heatassociated with electrochemical activities.Again, that fits in the FE framework, and the electrochemistry itself can be handledwith user-defined functions or routines. After that we can calculate the stresses usingjust the normal things that we do in the finiteelement framework.
So for design purposes, a finite elementframework is a very flexible framework whereyou can make design changes and see theimpact of these design changes onperformance and safety.
Alpha: How has the use of simulationimpacted fuel cell design?
MK: Well, for example, we ran simulationson three different designs: cross-flow, inwhich the fuel is going in one direction ontop of the cell, and the air is crossing under it.In a co-flow design, the fuel is going one wayand the air under the cell is going the sameway. In counter-flow, the fuel is going oneway and the air is going the other. Theindustry has been using cross-flow, but based on the simulation results, we found that the co-flow design provides the lowesttemperature gradient and the lowestdistressors. The co-flow design also gives the highest power density possible. Wewouldn’t have been able to discover thisexperimentally. It’s very difficult to see what’s inside the stack. Through simulation we were able to do that.
Alpha: The primary Virtual ProductDevelopment tool you use is MSC.Marc.How did you first use it?
MK: We first started using MSC.Marc in1992 to look at a new class of metal forming,a superplastic forming of aluminum. Itsuffered from what we call low forming times,and by combining MSC.Marc and certaininternal tools that PNNL built for under-standing material behavior, we were able tocome up with ways to make sure that theforming time was reduced by more than anorder of magnitude, which made that processsuitable for low-volume automotiveproduction. We enhanced our materials, came up with new sets of materials, and
ultimately GM adopted the technology,calling it quick forming.
Alpha: What led you to use MSC.Marc in fuel cell development?
MK: MSC.Marc is a multi-physics tool withcapabilities for flow, heat, mechanical stress,and electrical modeling. By addingelectrochemistry capabilities and certainenhancements to the existing flowsimulations, MSC.Marc becomes a verypowerful tool for us. In addition, the openstructure of MSC.Marc allows customization– databases, user routines, and so on.
We’ve been working with MSC.Software todesign a graphical user interface [GUI] withall the ‘smart’ in it, so we know the range ofparameters for different materials in terms ofthicknesses and dimensions and so on. Wealso put in the right constrictive equations,material relations based on extremelythorough experimental studies done atPNNL. One can easily extrude complexdesigns that normally take engineers days tobuild. The customized GUI allows you tobuild the design or import it from any of themajor CAD systems, and the GUI is smartenough to recognize the different materialsets. It allows all types of analysis, from flow,thermal, and electrochemical to mechanical.
The next step is to look at the life of the stack. Certain degradation will happen,and MSC.Marc has capabilities to deal with material creep. We are also about to add capabilities to look at degradationalinterfaces in terms of resistances so we canenable long life.
α
Fuel Flow
Fuel
Flo
w
Air Flow
Fuel Flow Air Flow
Fuel Flow Air Flow
Fuel Flow Air FlowAir Flow
“...a finite element framework is very flexible.You can make design changes and see [their]impact on performance and safety.”
Parametric SOFC Post-processing contour plot
Simulating three different flow designs led to the unexpected discovery that a co-flow design (center) provided thelowest temperature gradient and the highest power density.
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 18

In the 1960s, researchers began applying thefinite element method to non-structural fieldssuch as fluid mechanics, heat transfer, andelectromagnetic wave propagation. In fact,many engineering and scientific computationscan be solved based on similar principles, thatis, the solution of differential equations bysetting up and solving systems of simulta-neous equations. Theorists proved that ingeneral, provided some mathematicalconditions are met, the method converges to the correct theoretical results. Around thistime, researchers also started applying FEA to nonlinear problems.
Characteristics of NonlinearityAs already described, all physical processes are to some degree nonlinear. Pressing anexpanded balloon to create a dimple (thestiffness progressively increases, that is, the rate of deflection decreases the moresqueezing force is applied) or flexing a paper clip until a permanent deformation is achieved (the material has undergone a permanent change in its characteristic response) are two examples. These and manyother common everyday applications exhibiteither large deformations and/or inelasticmaterial behaviour.
So where does nonlinear behaviour originate,and how can we assess its significance? Ingeneral there are three primary sources.
Material nonlinearity is the ability of amaterial to exhibit a nonlinear stress-strain(constitutive) response. Elasto-plastic,crushing, and cracking are good examples, but this can also include time-dependenteffects such as visco-elasticity or visco-plasticity (creep). Material nonlinearity isoften characterised by a gradual weakening or softening of the structural response as anincreasing force is applied, due to some formof internal decomposition.
engineering designers to step closer to thephysical reality of their designs by includingnonlinear effects in their calculations. Indeedmany designs, such as automotive crashstructures, deformable packaging, or lockingand sealing systems, are completely reliant onnonlinear behaviour in order to function asintended. In these and many other cases, the assumption of linearity is no longer an acceptable approximation. Nonlinearbehaviour is also widely exploited in thesimulation of the manufacturing processitself, with applications such as metal andplastics forming, pre-stressing, and heat treatment.
FEA HistoryIn the mid-1950s, American and Britishaeronautical engineers developed the finiteelement method to analyse aircraft structures.Although the earliest calculations bore only apassing resemblance to the FE method as weknow it today, the underlying principles ofdiscretisation (meshing), equilibrium(internal/external force balance), andconstitutive modeling (materials) still formed the basis of the calculations.
Discretisation (more commonly known as ‘meshing’) refers to the way in which a complex structural component can besubdivided into a large but finite number ofrelatively simple ‘elements.’ By forming thestiffness characteristics of each individualelement and combining those together intoan interconnected system of simultaneousequations, these engineers were able to extendHooke’s basic principles into a robust andcomputationally efficient solution process.Although somewhat limited in complexityand restricted by the computationalequipment of the time, these calculationsformed the practical origins of today’s vastarray of FE-based technologies.
Structures whose stiffness is nonlinearlydependent on the displacement they may undergo are termed geometricallynonlinear. Geometric nonlinearity accounts for phenomenon such as the stiffening of aloaded clamped plate, and buckling or ‘snap-through’ behaviour in slender structures orcomponents. Geometric nonlinearity is oftenmore difficult to characterize than purelymaterial considerations. Geometric effectsmay be both sudden and unexpected, butwithout taking them into account, anycomputational simulation may completely fail to predict the real structural behaviour.
Early FE analyses were typically performed on single structural components thatunderwent relatively small displacements.However, when considering either highlyflexible components or structural assembliescomprising multiple components, progressivedisplacement gives rise to the possibility ofeither self- or component-to-componentcontact. This leads to a specific class ofgeometrically nonlinear effects knowncollectively as boundary condition or ‘contact’ nonlinearity. In boundary conditionnonlinearity, the stiffness of the structure or assembly may change, in some casesconsiderably, when two or more parts eithercontact or separate from initial contact.Examples include bolted connections,toothed gears, and different forms of sealing or closing mechanisms.
In the real world, many structures exhibitcombinations of these three nonlinearitysources, and the algorithms that solvenonlinear equations are generally set up tohandle this. To find evidence of possiblenonlinear behavior, look for characteristicssuch as permanent deformations and anygross changes in geometry. Cracks, necking,thinning, distortions in open section beams,
This article is excerpted from MSC.Software’sIntroductory Guide to Nonlinear Analysis.
[ 20 ] [ 21 ]
[[ Technical Matters ]] [[ Technical Matters ]]
Volume 5 | Spring/Summer 2005MSC.Software
Analysis in structural or mechanicalengineering means the application of anacceptable analytical procedure based onengineering principles. Analysis is used toverify the structural, thermal, or other multi-physical integrity of a design. Sometimes, forsimple structures, this can be done usinghandbook formulas or other closed-formsolutions. More often, however, this type ofanalysis relates to complex components orstructural assemblies and is performed usingcomputational simulation, part of a VirtualProduct Development (VPD) approach.
The predominant type of engineeringsoftware used in these analyses is based on the Finite Element (FE) method, giving riseto the commonly used term Finite ElementAnalysis (FEA). Over the past 50 years, FEAhas been successfully applied in all majorindustries, including aerospace, automotive,energy, manufacturing, chemical, electronics,consumer, and medical industries. FEA isindeed one of the major breakthroughs ofmodern computational design engineering.
Origins of Structural AnalysisThe origins of structural mechanics go backto early scientists such as Isaac Newton andRobert Hooke. All physics students learnHooke’s Law, as illustrated by a simple spring,with stiffness K (N/m), and loaded at the freeend by a force F (N): Hooke theorised asimple linear relationship between forceapplied and the associated deflection, f ≠Ku.Thus, the deflection (u) can be easilycalculated by dividing the force applied by the stiffness coefficient.
Today’s practical applications of such linearsystems are somewhat more complex, and aresolved by means of ‘matrix’ computationalmethods. The force and displacementsbecome vectors, potentially containing entries
at all points in the structure, and the stiffnessbecomes a matrix of individual stiffnesscomponents assembled from each element in the structure. However, the underlyingprinciple is basically the same. Knowing the force (or in some cases the prescribeddisplacement) and the stiffness of thestructure allows the associated ‘unknown’ to be calculated. Most analyses subsequentlycontinue with downstream calculations toderive associated measures such as strain andstress, and then use these for performance,design, or other visualization purposes.
Such structural calculations are of course only valid where a linear relationship between force and displacement can beassumed to exist. That is, if one applies twice the force, the spring will deflect twiceas much. In reality, all forms of structuralmechanics exhibit nonlinear behaviour,whereby the stiffness of a structureprogressively changes under increasedloading, as a result of material changesand/or geometric and contact effects. Theend result is that the force applied and thedisplacement observed are no longer linearlyproportional. The simulation of suchbehaviour characterises ‘nonlinear analysis’and can be summarized by the equation f ≠Ku. Both for mathematical andcomputational convenience, early FEcalculations assumed that a linear structuralresponse was indeed a good approximation,especially for the relatively small displace-ments (that is, relative to the structuraldimensions themselves) and the materiallyelastic behaviour that were commonlyconsidered in structures such as buildingsand aircraft.
But as computational techniques haveevolved and computer hardware capacitiesexpanded, it is now increasingly common for
The Principles of
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 20

Since 1932, the LEGO Group has built a reputation for
delivering quality products and experiences that stimulate
children’s creativity. More than 1.4 million LEGO parts are
produced every hour, making up the 100 million LEGO sets
produced annually. With this many parts, every part and
every change, even small changes in material usage, have
a tremendous impact on costs. To validate products before
they go into production, the LEGO product development
team uses MSC.Marc, MSC.Patran, and MSC.Nastran
simulation software.
More than 300 engineers and managers develop new designs for the approximately
200 to 300 new parts designed each year. Maintaining state-of-the-art product
development tools is imperative. “The analyses that we do on plastic parts include
strength/stiffness, strength/thickness, and fatigue analysis,” says Jesper
Kjærsgaard Christensen, CAE consultant with LEGO. “Of course, the goal is to
ensure safety, as well as reduce material usage where possible or change from one
material to another.”
The Finite Element Method (FEM) team at LEGO is responsible for virtual
development of parts and tooling, beginning in the conceptual development phase.
The objective is to focus on product safety, as well as reduce overall cycle time,
increase functionality of toys, and make material/structural knowledge available
to more people within the organization. By determining how a part will behave at
an earlier stage, there are fewer changes made to tooling, so the costs associated
with building a physical prototype and making changes to molds can be
substantially cut.
VPD technologies were implemented in a three-phase process. During the first
phase, LEGO benchmarked different FEM products, deciding on MSC.Marc,
MSC.Patran, and MSC.Nastran because of their features, ease of use, and technical
support. The second phase included training, along with comparing simulation
tests with known results to better understand how the software should be utilized.
The third phase included implementing structural calculations in the development
process and establishing an FEM team capable of avoiding structural problems in
LEGO tools and parts.
Safety testing conducted at LEGO includes compression, torque, tensile, and drop
tests, as well as tests for sharp points and edges. Examples of these tests include
linear stress analysis on a tool part for the 2x4 LEGO brick using MSC.Nastran and,
using MSC.Marc, contact analysis on the same part to define a more realistic
boundary condition. Additionally, MSC.Marc nonlinear analysis is utilized to
simulate a compression test on the 1x16 LEGO TECHNIC element. On this same
part, MSC.Marc can simulate a torque test or generate a force-displacement
diagram for contact analysis.
One of the many benefits LEGO Group has realized with VPD is improved design.
“We’re not afraid to try a new solution,” Christensen said. “With simulation our
designs have been more stable. Simulation provides an opportunity to try more
solutions and have the confidence that when you have a very strict schedule and
you come up with a virtual solution, it will work when it is made.”
Simulation has helped LEGO reduce the overall time from concept to finished part.
Another tangible benefit is the understanding of where stresses do and don’t occur.
With this knowledge, an engineer can make what might seem to be a very
insignificant change in mass, but which results in significant material savings – a
welcome reduction, especially for high-volume parts.
At the end of its two-year simulation implementation program, LEGO Group has
reduced its dependency on physical prototyping, eliminated costly changes to
tooling, and substantially reduced manufacturing costs, including materials and
service life of molds.
www.lego.com
[ 23 ]Volume 5 | Spring/Summer 2005[ 22 ]
[[ Technical Matters ]]
MSC.Software
crippling, buckling, stress values which exceedthe elastic limits of the materials, evidence oflocal yielding, shear bands, and temperaturesabove 30% of the melting temperature are allindications that nonlinear effects may play a significant role in understanding thestructural behaviour.
Nonlinear FEA Concepts For all FE analysis, it is important torecognise that, whether linear or nonlinear,the FE method is an approximation of reality,the success of which is dependent on goodand balanced judgments on issues such as:
• The ‘quality’ of the FE model (geometric accuracy)
• The discretisation process (choice, creation,and distribution of the mesh)
• Material properties and related assumed behaviour
• Representation of loadings and boundary conditions
• The solution process itself (solutionmethod, convergence criteria, etc.)
It is also important to recognise thatnonlinear applications are inherently morecomplex to execute than linear applications.For example, the principle of ‘superposition’(in which the resultant deflection, stress, orstrain in a system due to several forces issimply the algebraic sum of their effects when separately applied) is no longer valid. Other linearising assumptions also requireexamination for their validity, such as the relationship between strain anddisplacement, between stress and strain, and the treatment of contacting bodies.Although modern FE programs routinelyinclude a significant library of inherentintelligence, diagnostics, and self-correction,the analyst’s experience is still critical to thesuccess of a nonlinear analysis.
In nonlinear FEA, some or all of the following‘linearising’ relationships may be violated:
• Small Strains Most metallic materials are no longer
load increments is corrected using an iterativetechnique. The details of this process areunimportant here; suffice that the subsequentrecalculation of internal stresses progressesuntil the equilibrium balance is restored (inpractice a small out-of-balance is normallytolerated subject to some convergencecriteria). Such methods are referred to as‘incremental-iterative’ (or Newton-Raphson)methods and are widely used. The compu-tational aspects of nonlinear equationsolution have been subject to a great deal of research, and most of today’s nonlinear FE codes offer a number of alternativesolution procedures.
Nonlinear Dynamic AnalysisIncremental nonlinear FE solutions are oftentermed quasi-static. Although the loading istypically applied progressively in a number ofincrements, this process is purely a numericalconvenience and does not represent thestructural response over time. Even wherecreep or contact conditions are included,strictly speaking the nonlinear model isassumed to be ‘static’ (or at least ‘quasi-static’in nature). In essence, the structural mass isnon-excitable (other than by gravity), andvelocity and other acceleration effects areignored. Structural behaviour in which timeeffects are significant are referred to as‘dynamic’ or ‘transient.’
For numerical purposes, it is convenient tosub-classify dynamic FE applications into‘modal’ or frequency-based problems andthose that are truly transient. Modal-typeapplications use the frequency response of thestructure to model effects such as natural andforced vibration. Although dynamic overgiven periods, these calculations can besimplified due to the ‘steady-state’ nature oftheir dynamic behaviour. Truly transienteffects are dealt with using a dynamic ‘step-by-step’ procedure in which the FE solutionis progressed in a series of time steps.
useful when the strain exceeds one or twopercent. However, some materials, notablyrubbers, other elastomers, and plastics, canbe strained to hundreds of a percent. Suchapplications require a redefinition oftraditional measures of ‘engineering’ (or small) strain.
• Nonlinear Strain-Displacement(Compatibility) RelationshipsApplications involving large rotations (even for small strains) can violatetraditional linear strain-displacementrelationships. In such cases the changes in the deformed shape can no longer beignored. The physics of buckling, rubberanalysis, metal forming, and many othercommon applications require that theoften-ignored higher derivative terms in the strain displacement relationship beincorporated into the formulation.
• Nonlinear Stress-Strain (Constitutive) RelationshipsNonlinear constitutive relationships relateto the progressive change in a material’sresponse according to the amount of strainit experiences. Plasticity is a very commonexample. Initially characterised by a near-linear response, plastic materials typicallyreach a yield point after which their abilityto carry increased load is significantlyreduced. If the load is removed, the post-yield strain level produces a permanentmaterial deformation. Under continuedloading, plasticity may progress untildisplacements effectively become infinitelylarge for an infinitely small increase in
load. At this stage the material is assumedto be fully plastic and has lost allengineering performance. Far from being a disadvantage, softening of this nature isspecifically designed into the behaviour ofmany ‘designed to fail’ components such as safety enclosures in cars.
Updated Equilibrium ConfigurationEquilibrium is one of the underlyingprinciples of the FE method, and ensures that externally applied forces and internallygenerated states of stress are balanced. Theoverall result of nonlinearity (from whateversource of origin) is that the force-displacement relationship requires continualupdating in order to maintain equilibrium,and hence the physical validity of thesimulation. Numerical equilibrium is typicallymaintained by solving nonlinear applicationswith an ‘incremental-iterative’ approach.
Incremental-Iterative Solution ProceduresBecause FEA is an approximate technique,the method used to solve the simultaneousequations that describe the physics of anyapplication is an important consideration,especially when the application is nonlinearin nature.
In a simple linear analysis, a load is appliedand displacements are calculated from arelatively simple inversion of the stiffnessmatrix. In theory, the value of the load isunimportant since the linearity of theresponse and the principle of superpositioncan be used to extrapolate to any desiredloading magnitude. In nonlinear analysis, thenon-proportionality between the applied loadand the resulting displacements is accountedfor by applying the load in a series of steps, orincrements. Early nonlinear analyses used apurely incremental approach, but dependingon the size of the increments used and thedegree of nonlinearity encountered, suchtechniques often diverged from the truestructural behaviour.
In today’s solutions, within each loadincrement the loss of equilibrium between
LEGO Builds Quality and Safety Using VPD
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 22

• Explicit Dynamics MethodsBy contrast, an explicit approach advancesthe FE solution without (or at least lessfrequently) forming a stiffness matrix, afact that makes the coding and executionmuch simpler. For a given time-step size,an explicit formulation generally requiresfewer and less complicated computationsper time-step than an implicit one.
Complicated boundary conditions or otherforms of nonlinearity are also handledeasily since nonlinearities are handled aftera step has been taken. However, explicitdynamics solution methods are inherentlyunstable and rapidly diverge from ameaningful solution unless the time-stepapplied is both relatively small and shorterthan a calculated critical maximum value.This means that explicit analyses aregenerally characterised by a large number
of relatively small time-steps. This makesthem much more suitable to short-durationor highly dynamic applications such asexplosive loading, or those where thematerial effects themselves are time-dependent (strain-rate dependency). Themost common explicit schemes use the‘central-difference’ approach and shouldalways be performed in conjunction with a time-stepping algorithm that keeps belowthe critical stability limit.
Some Practical InformationIt is generally advisable to prepare for a nonlinear analysis by starting with arelatively simple model. Nonlinear behaviourcan be complex to interpret, so the gradualaddition of new sources of nonlinearity intothe model can help considerably withunderstanding the results obtained. While thefinal analysis should be executed with arefined mesh suitable to capture thenonlinearities involved, sample analysesinvolving coarser meshes will also help keepthe investigative trial models to a practicalsize and execution time.
Due to potentially large relative deformationsand the capture of nonlinear material effects,it is common for nonlinear FE simulations to require more refined finite element meshesthan for linear analysis. Finite elements arealso known to lose accuracy when the originalmesh becomes highly distorted. Modern FEcodes account for this by providingfunctionality (either manual or automatic) to reconstruct or to rezone the mesh as thenonlinear solution progresses. The ability toimprove the element shapes throughout theanalysis is critical in large-deformationapplications such as metal forming.
To order MSC.Software’s Introductory
Guide to Nonlinear Analysis, log on to
www.mscsoftware.com/emea/nonlinear.
[ 24 ] MSC.Software
[[ Technical Matters ]]
Dynamic FE simulations may of course bestructurally linear in terms of geometry,material response, or contact/boundaryconditions. However, where both transientand nonlinear effects are significant, the FE solution performed is termed ‘nonlinear-dynamic.’
Although in reality all applications are bothnonlinear and dynamic in nature, the analystmay look to make linearising or static as-sumptions about the behaviour in order toavoid such numerical complexity. None-theless, with improved FE technology andfaster and higher-capacity computationalsystems, nonlinear dynamics analysis nowmakes up a significant proportion of the FEsimulations performed. Automotive crash orother impact applications are good examplesof situation in which both nonlinear anddynamic effects are highly significant.
Dynamic Solution ProceduresIn some respects, the solution of transientdynamics problems is a simple extension ofstandard linear or nonlinear static problems.The basic stiffness equations are augmentedwith velocity, damping, acceleration, andmass terms, and in addition to a spatial orgeometric discretisation, the time over which the dynamic effects take place is also ‘discretised’ into a number of timeincrements. The FE solution is thenprogressed through time in a step-by-stepmanner, taking into account velocity andacceleration response in addition to pureforce-displacement behaviour. Most nonlinear dynamics FE codes offer one orboth of two major approaches to dynamicequation solution, namely ‘implicit’ and‘explicit’ methods.
• Implicit Dynamics MethodsAn implicit approach solves a matrixsystem, one or more times per step, inorder to advance the solution. It isparticularly appealing for a linear transient problem, since it allows arelatively large time-step to be applied.Implicit methods can be shown to benumerically stable for large time-steps,although it should be remembered thatselection of a large time-step may fail tocapture some higher-frequency (or shorter-time duration) components of dynamicstructural behaviour.
• In implicit nonlinear analysis,nonlinearities must occur within a time-step, and this, along with the frequentsolution of potentially large systems of equations, adds complexity andcomputational expense to implicit methods.
α
MSCAlpha_Summer05_V5_r13.qxd 5/25/05 2:58 PM Page 24

Europe, Middle East, Africa | Munich, Germany – October 24-26
Japan | Tokyo, November 7-8
Americas | Spring 2006Additional dates in AsiaPacific to be announced
Reduce product development risk and costGain competitive advantage
Shorten time-to-market Leverage engineering collaboration
Enhance innovation
If these are the goals set for your productdevelopment efforts, attend one ofMSC.Software’s 2005 Virtual ProductDevelopment (VPD) Conferences. The onlyindustry events dedicated to exploring allaspects of VPD, the conferences bring togetherengineering teams from the broadest range of industries to share the strategies andtechnologies they are using to enhance conceptdevelopment, design, simulation, testing,manufacturing, and business performance.
Last year, 90% of conference attendees ratedthe event ‘very good to excellent,’ and morethan 95% said they would recommend attending to their colleagues.
Featuring keynote speakers from leadingmanufacturing companies, technical andmanagement presentations, specializedseminars, workshops, exhibit areas, networkingopportunities, and more, our VPD Conferenceswill give you the information, insight, andinspiration you need to achieve your productdevelopment goals.
For up-to-date conference details, registration information,
and highlights of past conferences, visit
http://vpd2005.mscsoftware.com
“...an excellent mix ofsenior management andtechnical users...”
“Excellent conference –good technical content,great value.”
MSCAlpha_Summer05_V5Cover_r12.qxd 5/19/05 11:01 AM Page 3

Global competition, economic challenges, and an accelerated race to market are
causing manufacturers to find new ways to reduce development time and cost. Virtual
Product Development (VPD) from MSC.Software makes this possible. Our market-leading
SimOffice tools such as MSC.Nastran, MSC.ADAMS, MSC.Marc, MSC.EASY5,
MSC.Patran, and more, empower your engineering team to design, test, and improve
the complete functional performance of your products faster and more economically
than ever before. And, our flexible, token-based MSC.MasterKey license system gives
you access to the tools you need, when you need them.
simulating REALITY TM
Discover how you can reduce product development time and cost – visitvpdsuccess.mscsoftware.com or call us today at 1.800.397.6413.
How did we cut our
time-to-market by 50%and achieve significantcost savings?
How did we cut our
time-to-market by 50%and achieve significantcost savings?
We used Virtual Product Development solutions
...from MSC.Software.
MSCAlpha_Summer05_V5Cover_r12.qxd 5/19/05 11:01 AM Page 4