3.ECE (1)
14
International Journal of Electronics, Communication & Instrumentation Engineering Research and Development (IJECIERD) ISSN 2249-684X Vol. 2 Issue 4 Dec 2012 17-30 © TJPRC Pvt. Ltd., α - CUT FUZZY CONTROL CHARTS FOR BOTTLE BURSTING STRENGTH DATA 1 A. SARAVANAN & 2 P. NAGARAJAN 1 Assistant Professor, Department of Instrumentation Technology, MSRIT, Bangalore, India 2 Associate Professor, Department of Chemical Engineering, Annamalai University, India ABSTRACT Quality has become one of the most important consumer decision factors in the selection among competing products and services. Statistical Process Control (SPC) is a technique applied towards improving the quality of characteristics by monitoring the process under study continuously, in order to detect assignable causes and take required actions as quickly as possible. A traditional variable control chart consists of three lines namely Center Line (average value) Upper Control Limit and Lower Control Limit (other two horizontal lines). These limits are represented by the numerical values. The process is either “in-control” or “out-of-control” depending on numerical observations. For many problems, control limits could not be so precise. Uncertainty comes from the measurement system including operators and gauges and environmental conditions. In this situation, fuzzy set theory is a useful tool to handle this uncertainty. Fuzzy control limits provide a more accurate and flexible evaluation. In this paper, the fuzzy α cut control charts are constructed and applied in bottle bursting strength data. KEYWORDS: Statistical Process Control, Fuzzy Control Charts, -cut and - Level Fuzzy Midrange INTRODUCTION Statistical Process Control (SPC) is used to monitor the process stability which ensures the predictability of the process. Control charts are viewed as the most commonly applied SPC tools. A control chart consists of three horizontal lines called; Upper Control Limit (UCL), Center Line (CL) and Lower Control Limit (LCL). The center line in a control chart denotes the average value of the quality characteristic under study. If a point lies within UCL and LCL, then the process is deemed to be under control. Otherwise, a point plotted outside the control limits can be regarded as evidence representing that the process is out of control and, hence preventive or corrective actions are necessary in order to find and eliminate the assignable cause or causes, which subsequently result in improving quality characteristics [7]. The control chart may be classified into two types namely variable and attribute control charts. The fuzzy set theory was first introduced by Zadeh and studied by many authors [2], [3], [4], [5] . It is mostly used when the data is attribute in nature and these types of data may be expressed in linguistic terms such as “very good”, “good”, “medium”, “bad” and “very bad”. The measures of central tendency in descriptive Statistics are used in variable control charts. These measures can be used to convert fuzzy sets into scalars which are fuzzy mode, -level fuzzy midrange, and fuzzy median and fuzzy average. There is no theoretical basis to select the appropriate fuzzy measures among these four. The objective of this study is first to construct the fuzzy and control charts with α cuts by using α -level fuzzy midrange. The following procedures are used to construct the fuzzy and control charts.
-
Upload
transtellar-publications -
Category
Documents
-
view
218 -
download
0
description
Â
Transcript of 3.ECE (1)

International Journal of Electronics, Communication
& Instrumentation Engineering Research and
Development (IJECIERD)
ISSN 2249-684X
Vol. 2 Issue 4 Dec 2012 17-30
© TJPRC Pvt. Ltd.,
ISSN 2249–6939
Vol.2, Issue 2 (2012) 1-16
© TJPRC Pvt. Ltd.,
α - CUT FUZZY CONTROL CHARTS FOR BOTTLE BURSTING STRENGTH DATA
1A. SARAVANAN &
2P. NAGARAJAN
1Assistant Professor, Department of Instrumentation Technology, MSRIT, Bangalore, India
2Associate Professor, Department of Chemical Engineering, Annamalai University, India
ABSTRACT
Quality has become one of the most important consumer decision factors in the selection among competing
products and services. Statistical Process Control (SPC) is a technique applied towards improving the quality of
characteristics by monitoring the process under study continuously, in order to detect assignable causes and take required
actions as quickly as possible. A traditional variable control chart consists of three lines namely Center Line (average
value) Upper Control Limit and Lower Control Limit (other two horizontal lines). These limits are represented by the
numerical values. The process is either “in-control” or “out-of-control” depending on numerical observations. For many
problems, control limits could not be so precise. Uncertainty comes from the measurement system including operators and
gauges and environmental conditions. In this situation, fuzzy set theory is a useful tool to handle this uncertainty. Fuzzy
control limits provide a more accurate and flexible evaluation. In this paper, the fuzzy α cut control charts are constructed
and applied in bottle bursting strength data.
KEYWORDS: Statistical Process Control, Fuzzy Control Charts, -cutand- Level Fuzzy Midrange
INTRODUCTION
Statistical Process Control (SPC) is used to monitor the process stability which ensures the predictability of the
process. Control charts are viewed as the most commonly applied SPC tools. A control chart consists of three horizontal
lines called; Upper Control Limit (UCL), Center Line (CL) and Lower Control Limit (LCL). The center line in a control
chart denotes the average value of the quality characteristic under study. If a point lies within UCL and LCL, then the
process is deemed to be under control. Otherwise, a point plotted outside the control limits can be regarded as evidence
representing that the process is out of control and, hence preventive or corrective actions are necessary in order to find and
eliminate the assignable cause or causes, which subsequently result in improving quality characteristics [7]. The control
chart may be classified into two types namely variable and attribute control charts.
The fuzzy set theory was first introduced by Zadeh and studied by many authors [2], [3], [4], [5] . It is mostly
used when the data is attribute in nature and these types of data may be expressed in linguistic terms such as “very good”,
“good”, “medium”, “bad” and “very bad”. The measures of central tendency in descriptive Statistics are used in variable
control charts. These measures can be used to convert fuzzy sets into scalars which are fuzzy mode, -level fuzzy
midrange, and fuzzy median and fuzzy average. There is no theoretical basis to select the appropriate fuzzy measures
among these four.
The objective of this study is first to construct the fuzzy and control charts with α cuts by using
α -level fuzzy midrange. The following procedures are used to construct the fuzzy and control charts.

18 A. Saravanan & P. Nagarajan
1. First transform the traditional and control charts to fuzzy control charts. To obtain fuzzy
and control charts, the trapezoidal fuzzy number (a, b, c, d) are used.
2. The cut fuzzy control charts and cut fuzzy control charts are developed by using cut
approach.
3. The -level fuzzy and midrange for fuzzy control
charts are calculated by using - level fuzzy midrange transformation techniques
4. Finally, the application of control charts is highlighted by using bottle bursting strength data.
FUZZY TRANSFORMATION TECHNIQUES
Mainly four fuzzy transformation techniques, which are similar to the measures of central tendency, used in
descriptive statistics: - level fuzzy midrange, fuzzy median, fuzzy average, and fuzzy mode are used. In this paper,
among the above four transformation techniques, the - level fuzzy midrange transformation technique is used for the
construction of fuzzy and control charts based on fuzzy trapezoidal number.
- LEVEL FUZZY MIDRANGE
This is defined as the midpoint of the ends of the - level cuts, denoted by , is a non fuzzy set that comprises
all elements whose membership is greater than or equal to. If and are the end points of , then
( )
In fact, the fuzzy mode is a special case of - level fuzzy midrange when =1.- level fuzzy midrange of
sample j, is used to transform the fuzzy control limits into scalar and is determined as follows.
FUZZY CONTROL CHART BASED ON RANGES
In monitoring the production process, the control of process averages or quality level is usually done by charts.
The process variability or dispersion can controlled by either a control chart for the range, called R chart, or a control chart
for the standard deviation, called S chart. In this section, fuzzy control charts are introduced based on fuzzy
trapezoidal number. The fuzzy control charts are presented in the next section. Montgomery [7] has proposed the
control limits for control chart based on sample range is given below
Where is a control chart co-efficient and is the average of Ri that are the ranges of samples. In the case of
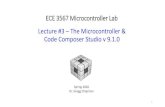
fuzzy control chart, each sample or subgroup is represented by a trapezoidal fuzzy number (a, b, c, d) as shown in Fig. 1.

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 19
In this study, trapezoidal fuzzy numbers are represented as ( , ) for each observation. Note that a
trapezoidal fuzzy number becomes triangular when b=c. For the case of representation and calculation, a triangular fuzzy
number is also represented as a trapezoidal fuzzy number by (a, b, b, d ) or (a, c, c, d).The center line C is the arithmetic
mean of the fuzzy sample means, which are represented by ( )
.Here are called the overall means and is calculated as follows.
; r =a,b,c,d; i=1,2,3,…….n ; j =1,2,3,……m.
; r=a,b,c,d; j=1,2,3 ………m.
=( )= { , , , }
Where „n‟ is the fuzzy sample size, „m‟ is the number of fuzzy samples and
is the center line for fuzzy control chart.
Control Limits for Fuzzy Control Chart
By using the traditional control chart procedure, the control limits of fuzzy control charts with ranges based on
fuzzy trapezoidal number are calculated as follows
= + = ( ) + A2 (
= ( )
= ( ) = (
C - = ( ) – A2 (
= (
Where ; r=a,b,c,d; j=1,2,3 ………m the proceduce for calculating is as follows
j= 1, 2, 3,….m.
Where ( is the maximum fuzzy number in the sample and

20 A. Saravanan & P. Nagarajan
( is the minimum fuzzy number in the sample .
Fig.1: Representation of a Sample by Trapezoidal Fuzzy Numbers
Control Limits for α- Cut Fuzzy Control Chart
Introducing the α - cut procedure to the above fuzzy control limits, it can be rewritten as follows (the value of α
can be selected according to the nature of the given problem and the selected α value must should lies between0 and 1)
= ( ) + A2 (
= ( )
= ( ) =
( ) - A2 (
= (
Where
aα = a+ α(b – a) ; d
α = d+ α(d – c)
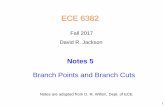
The α - cut fuzzy control limits based on ranges are shown in fig.2
Fig.2: α - Cut Fuzzy Control Chart Based on Ranges using Fuzzy Trapezoidal Number

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 21
α - Level Fuzzy Midrange for α- Cut Fuzzy Control Chart Based on Ranges
The α - level fuzzy midrange is one of the transformation techniques (among the four) used to transform the
fuzzy set into scalar. It is used to check the production process, whether the process is “in-control” or “out-of-control”.
The control limits for α - level fuzzy midrange for α -Cut Fuzzy control chart based on ranges can be obtained as
follows.
The definition of α - level fuzzy midrange of sample j for fuzzy control chart is
Then, the condition of process control for each sample can be defined as:
Process control = {in control; for
Out –of –control; otherwise}
FUZZY CONTROL CHART
The control limits for Shewhart R control chart is given by
UCLR = D4 ; CLR = ; UCLR = D3
Where and are control chart co-efficient [6].
By using the traditional R control chart procedure, the control limits for fuzzy control chart with trapezoidal fuzzy
number is obtained as follows.
Control Limits for α – Cut Fuzzy Control Chart
The control limits of α - cut fuzzy control chart based on trapezoidal fuzzy numbers are obtained as follows

22 A. Saravanan & P. Nagarajan
)
)
)
α - Level Fuzzy Midrange for α - Cut Fuzzy Control Chart
The control limits of α - Level fuzzy midrange for α - Cut Fuzzy Control chart based on fuzzy Trapezoidal number can
be calculated as follows
The definition of α - level fuzzy midrange of sample j for fuzzy control chart can be calculated as follows
Then, the condition of process control for each sample can be defined as:
Process control ={ in control; for
Out –of –control; otherwise}
FUZZY CONTROL CHART BASED ON STANDARD DEVIATION
The R chart is used to monitor the dispersion associated with a quality characteristic. Its simplicity of construction
and maintenance make the R chart very commonly used and the range is a good measure of variation for small subgroup
sizes. When the sample size increases (n>10), the utility of the range as a measure of dispersion falls off and the standard
deviation measure is preferred (Montgomery 2002)
The Shewhart chart based on standard deviation is given below
Where is a control chart co-efficient (Kolarik 1995)
The value of is
=
Where is the standard deviation of sample j and is the average of s.

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 23
Fuzzy Control Chart Based on Standard Deviation
The theoretical structure of fuzzy control chart and fuzzy control chart has been developed by Senturk and Erginel
(2009). The fuzzy is the standard deviation of sample j and it is calculated as follows
and the fuzzy average is calculated by using standard deviation represented by the following Trapezoidal fuzzy number
= { , }=(
And the control limits of fuzzy control chart based on standard deviation are defined as follows
= + = ( ) + )
, ) = ( )
= ( ) =(
C - = ( ) - )
, ) = (
Control Limits for α – Cut Fuzzy
The control limits for α - Cut Fuzzy control chart based on standard deviation are obtained as follows
= ( ) + )
, )
= ( )
= ( ) =(
( ) - )
, )
= (

24 A. Saravanan & P. Nagarajan
Where
α - Level Fuzzy Midrange for α - Cut Fuzzy Control Chart Based on Standard Deviation
The control limits and centre line for α - Cut Fuzzy control chart based on standard deviation using α – Level fuzzy
midrange are
The definition of α - level fuzzy midrange of sample j for fuzzy control chart is
Then, the condition of process control for each sample can be defined as:
Process control = {in control; for
Out –of –control;otherwise }
FUZZY CONTROL CHART
The control limits for Shewhart control chart is given by
Where and are control chart co-efficient . Then the Fuzzy control chart limits can be obtained as follows
)
)
)
α - Cut Fuzzy Control Chart
The control limits of α - Cut Fuzzy control chart can be obtained as follows:
)

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 25
)
)
α - Level Fuzzy Midrange for α - Cut Fuzzy Control Chart
The control limits of α - Level fuzzy midrange for α - Cut Fuzzy control chart can be obtained in a similar way to α -
Cut Fuzzy control chart.
The definition of α - level fuzzy midrange of sample j for fuzzy control chart can be calculated as follows
Then, the condition of process control for each sample can be defined as:
Decision ={ in control; for
Out –of –control; otherwise }
Application: Different Observation data for Bottle bursting strength have been considered with 10 samples. Fuzzy
control limits are calculated according to the procedures given in the previous section. For n=5, A2= 0.577 Where A2 is
obtained from the coefficients table for variable control charts
Table: 1 Sa
mp
le
no
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
1 176 221 242 253 260 265 271 278 286 301 265 205 263 307 220 200 235 246 328 296
2 187 223 243 254 261 265 272 278 287 307 268 260 234 299 215 276 264 269 235 290
3 197 228 245 254 262 265 274 280 290 308 197 286 274 243 231 221 176 248 263 231
4 200 231 246 257 262 267 274 280 293 317 267 281 265 214 318 334 280 260 272 283
5 205 231 248 258 263 267 274 280 294 318 346 317 242 258 276 221 262 271 245 301
6 208 234 248 258 263 268 274 280 296 321 300 208 187 264 271 334 274 253 287 258
7 210 235 250 258 264 269 275 281 298 328 280 242 260 321 228 265 248 260 274 337
8 214 235 250 260 264 269 276 281 299 334 250 299 258 267 293 280 250 278 254 274
9 215 235 250 260 265 270 276 283 299 337 265 254 281 294 223 261 278 250 265 270
10 220 242 251 260 265 271 277 283 300 346 260 308 235 283 277 257 210 280 269 251
The values for „r‟ and is given below, where r = a, b, c, d

26 A. Saravanan & P. Nagarajan
(Note: Refer To Appendices)
Fuzzy Control Chart Based on Range
By using the above and , the control limits of fuzzy control charts with ranges based on fuzzy trapezoidal
number are calculated as follows
=C + = ( ) + A2
=(240.42,287.64,263.1,264.4) + 0.577(31.9, 54.1, 86.8, 96.7)
= ( )
= (258.82, 318.88, 313.19, 320.19)
= ( ) = ( ) )
= (240.42, 287.64, 263.1, 264.4)
C - = ( ) - A2
= (240.42, 287.64, 263.1, 264.4)- 0.577(31.9,54.1,86.8,96.7)
= ( )
= (220.02, 256.42, 213.02, 208.61)
α - Cut Fuzzy Control Chart Based on Ranges
α - Cuts in the control limits provide the ability of determining the tightness of the sampling process. α - Level can be
selected according to the nature of the production process. α - level was defined as 0.6 this production process
= 263.62
= d+ α (d – c) =
= ( ) +
= (268.75,287.64 ,263.1,263.62) + 0.577(45.22,54.1,86.8,90.76)
= ( )

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 27
= (294.84,318.85 ,313.19,315.9)
= ( ) = ( )
= (268.75,287.64,263.1,263.62)
( ) -
= (268.75,287.64,263.1) – 0.577(45.22,54.1,86.8,90.76)
= (
= (242.66, 256.43, 213.02, 211.26)
α - LEVEL FUZZY MIDRANGE FOR α CUT FUZZY CONTROL CHART BASED ON RANGES
The control limits for α - level fuzzy midrange for - α Cut Fuzzy control chart based on ranges can be obtained as
follows
= 266.18 + 0.577[ ] = 305.41
= = 266.18
= 266.18 - 0.577[ ] = 226.95
FUZZY CONTROL CHART
= (67.46, 114.42, 183.58, 204.52)
= (31.9, 54.1, 86.8, 96.7)
= (0, 0, 0, 0)
Where , n =5, and are obtained from the coefficients table for variable control charts.
α – Cut Fuzzy Control Chart
The control limits of α - cut fuzzy control chart based on trapezoidal fuzzy numbers are obtained as follows

28 A. Saravanan & P. Nagarajan
= (95.6, 114.42, 183.5, 191.9)
= (45.22, 54.1, 86.8, 90.76)
= (0, 0, 0, 0)
α - LEVEL FUZZY MIDRANGE FOR α - CUT FUZZY
CONTROL CHART
The control limits of α - Level fuzzy midrange for α - Cut Fuzzy
Control chart based on fuzzy Trapezoidal number can be calculated as follows
= 2.115[ ] = 146.15
= 67.99
= 0
The values of and have been calculated by using the formula of α - Level fuzzy midrange for α - Cut
Fuzzy control chart based on ranges and α - Level fuzzy midrange for α - Cut Fuzzy control chart respectively and
the values are given in Table 2.
Control Limits using α- Level Fuzzy Mid Range for α -cut Fuzzy Control Chart Based on Ranges and α- Level
Fuzzy Mid Range for α -Cut Fuzzy Control Chart
Table: 2
Sample
No
1 257.44 In Control 82.4 In Control
2 261.18 In Control 63.6 In Control
3 253.38 In Control 70 In Control
4 271.64 In Control 73.4 In Control
5 272.52 In Control 74.1 In Control
6 264.82 In Control 71.8 In Control
7 270.96 In Control 70 In Control
8 271.92 In Control 50.2 In Control
9 268.88 In Control 57 In Control
10 270.6 In Control 67.4 In Control
CONCLUSIONS
This paper shows that this process was in control with respect to and for each sample as
shown in table 2. So, these control limits can be used to control the production process. Since the Plotted values are close
to the control limits .Fuzzy observations & Fuzzy control limits can provide more flexibility for controlling a process. The

α - Cut Fuzzy Control Charts for Bottle Bursting Strength Data 29
α - Level fuzzy midrange transformation techniques are used to illustrate applications in a production process. The
methodology can be extended to variable samples for production processes.
REFERENCES
1. A.Pandurangan,R.Varadharajan. (2011)
2. Cheng, C.B. (2005). Fuzzy Process Control: Construction of control charts with fuzzy number. Fuzzy Sets and
Systems, 154, 287-303.
3. El – Shal, S. M., Morris A. S. (2000). A fuzzy rule -based algorithm to improve the performance of statistical
process control in quality Systems, Journal of Intelligent Fuzzy Systems, 9, 20 7 – 223.
4. Gulbay, M., Kahraman, C and Ruan D. (2004). α - Cut fuzzy control charts for linguistic data.International
Journal of Intelligent Systems, 19, 1173-1196.
5. Gulbay, M and Kahraman, C. (2006) . Development of fuzzy process control charts and fuzzy unnatural pattern
analysis”. Computational Statistics and Data Analysis, 51, 434-451.
6. Gulbay, M and Kahraman, C. (2006). An alternative approach to fuzzy control charts: direct fuzzy
approach.Information Sciences, 77(6), 1463-1480.
7. Kolarik, W.J, (1995). Creating Quality- Concepts, Systems Strategies and Tools, McGraw – Hill.
8. Montgomery, D.C., (2002). Introduction to Statistical Quality Control, John Wiley and Sons, New York
9. Rowlands, H and Wang, L.R (2000). An approach of fuzzy logic evaluation and control in SPC. Quality
Reliability Engineering Intelligent, 16, 91-98.
10. Sentruk, S and Erginel, N. (2009). Development of Fuzzy and charts using α- cuts. Information
Sciences, 179(10),1542-1551.
APPENDIX
The fuzzy ranges for the ; r = a, b, c, d values for the 10 samples are calculated as follows
1. = 253 – 200 = 53
= 301 - 265 = 36
= 307 -205 = 102
= 328 – 176 = 152
2. = 261 – 235 = 26
= 307 – 265 = 42
= 299 – 215 = 84
= 290 – 187 = 103
3. = 262 – 176 =86
= 308 – 265 = 43
= 286 - 197 =89
= 263 – 197 = 66
4. = 262 – 260 = 2
= 317 - 267 = 50
= 318 – 214 = 104

30 A. Saravanan & P. Nagarajan
= 334 – 200 = 134
5. = 263 – 221 = 42
= 318 – 267 = 51
= 346 – 242 = 104
= 301 – 205 = 96
6. = 263 – 253 = 10
= 321 – 268 = 53
= 300 – 187 = 113
= 334 – 208 = 126
7. = 264 – 248 = 16
= 328 – 269 = 59
= 321 – 242 = 79
= 337 – 210 = 127
8. = 264 – 250 = 14
= 334 – 269 = 65
= 299 – 250 = 49
= 280 – 214 = 66
9. = 265 – 250 = 15
= 337 – 270 = 67
= 294 – 223 = 71
= 278 – 215 = 63
10. = 265 – 210 =55
= 346 – 271 = 75
= 308 – 235 = 73
= 280 – 220 = 60