Σωληνουργεία Κορίνθου
189
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ & ΔΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΟΡΓΑΝΩΣΗΣ & ΔΙΟΙΚΗΣΗΣ ΔΙΠΛΩΜΑΤΙΚΗ ΔΙΑΤΡΙΒΗ “Ανασχεδιαστική Πρόταση Εγκατάστασης Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων σε Πραγματικό Χρόνο στη Γραμμή Παραγωγής ERW της Βιομηχανίας Σωλήνων Μεγάλων Διαμέτρων ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε.” υπό Δημητρίου Α. Χανή ΕΠΙΒΛΕΠΩΝ ΚΑΘΗΓΗΤΗΣ: κ. Β. Μουστάκη ΧΑΝΙΑ 2000
-
Upload
dimitra-karygianni -
Category
Documents
-
view
18 -
download
1
description
Οικονομική έκθεση
Transcript of Σωληνουργεία Κορίνθου

ΠΠΟΟΛΛΥΥΤΤΕΕΧΧΝΝΕΕΙΙΟΟ ΚΚΡΡΗΗΤΤΗΗΣΣ ΤΤΜΜΗΗΜΜΑΑ ΜΜΗΗΧΧΑΑΝΝΙΙΚΚΩΩΝΝ ΠΠΑΑΡΡΑΑΓΓΩΩΓΓΗΗΣΣ && ΔΔΙΙΟΟΙΙΚΚΗΗΣΣΗΗΣΣ
ΤΤΟΟΜΜΕΕΑΑΣΣ ΟΟΡΡΓΓΑΑΝΝΩΩΣΣΗΗΣΣ && ΔΔΙΙΟΟΙΙΚΚΗΗΣΣΗΗΣΣ
ΔΔΙΙΠΠΛΛΩΩΜΜΑΑΤΤΙΙΚΚΗΗ ΔΔΙΙΑΑΤΤΡΡΙΙΒΒΗΗ
““ΑΑνναασσχχεεδδιιαασσττιικκήή ΠΠρρόότταασσηη ΕΕγγκκααττάάσστταασσηηςς ΥΥπποολλοογγιισσττιικκώώνν ΣΣττααθθμμώώνν ΕΕρργγαασσίίααςς
ΠΠααρραακκοολλοούύθθηησσηηςς ΠΠοοιιοοττιικκώώνν ΧΧααρραακκττηηρριισσττιικκώώνν ΣΣωωλλήήννωωνν σσεε ΠΠρρααγγμμααττιικκόό ΧΧρρόόννοο
σσττηη ΓΓρρααμμμμήή ΠΠααρρααγγωωγγήήςς EERRWW ττηηςς ΒΒιιοομμηηχχααννίίααςς ΣΣωωλλήήννωωνν ΜΜεεγγάάλλωωνν ΔΔιιααμμέέττρρωωνν
ΣΣΩΩΛΛΗΗΝΝΟΟΥΥΡΡΓΓΕΕΙΙΑΑ ΚΚΟΟΡΡΙΙΝΝΘΘΟΟΥΥ ΑΑ..ΕΕ..””
υυππόό ΔΔηημμηηττρρίίοουυ ΑΑ.. ΧΧααννήή
ΕΕΠΠΙΙΒΒΛΛΕΕΠΠΩΩΝΝ ΚΚΑΑΘΘΗΗΓΓΗΗΤΤΗΗΣΣ:: κκ.. ΒΒ.. ΜΜοουυσσττάάκκηη
ΧΧΑΑΝΝΙΙΑΑ 22000000

Copyright © 2000
Απαγορεύεται η αναδημοσίευση, η αποθήκευση ,η μετάφραση και γενικά η
αναπαραγωγή και μεταβίβαση τμήματος ή ολόκληρου του παρόντος έργου με
οποιονδήποτε ηλεκτρονικό, μηχανικό ή φωτοαντιγραφικό σύστημα χωρίς την
προηγούμενη άδεια του συγγραφέα και της Εταιρίας “ΣΩΛΗΝΟΥΡΓΕΙΑ
ΚΟΡΙΝΘΟΥ Α.Ε.”.
All rights reserved. No part of this publication may be reproduced, translated, or
distributed in any form or by any means, or stored in a database or retrieval
system, without the prior written permission of the writer and “CORINTH
PIPEWORKS S.A.”.

ΕΥΧΑΡΙΣΤΙΕΣ
Η προκείμενη διπλωματική διατριβή εκπονήθηκε σε συνεργασία με τη
βιομηχανία σωλήνων μεγάλων διαμέτρων “ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε.”, το
παραγωγικό σύστημα της οποίας μελετήθηκε διεξοδικά από 7/2/2000 έως 16/6/2000.
Θα ήθελα, με αφορμή το αποτέλεσμα της συνεργασίας αυτής, να ευχαριστήσω όλο το
προσωπικό της Εταιρίας για τον πραγματικά άψογο τρόπο, με τον οποίο με υποδέχθηκε,
με καθοδήγησε, με παρότρυνε και γενικότερα με βοήθησε στην προσπάθεια μου αυτή.
Θεωρώ υποχρέωση μου να αναγνωρίσω το αδιάπτωτο ενδιαφέρον και την
πολύτιμη συνεισφορά, συγκεκριμένα των κ. Α. Περγιαλιώτη (Τεχνικού Διευθυντή –
Γενικού Διευθυντή Εργοστασίου Κορίνθου), κ. Δ. Δημόπουλο (Διευθυντή Τμήματος
Διασφάλισης Ποιότητας) και κ. Β. Γούναρη (Διευθυντή Τμήματος Προγραμματισμού
Παραγωγής), οι σκέψεις των οποίων συνετέλεσαν καθοριστικά στη δημιουργία του
σωστού προβληματισμού για την ενδεδειγμένη προσέγγιση του θέματος. Επιθυμώ,
επίσης, να ευχαριστήσω τους κ. Μ. Δελώνα (Διευθυντή Προσωπικού), κ. Κ.
Πουλόπουλο (Διευθυντή Τμήματος Ποιοτικού Ελέγχου) και κ. Ι. Φωλιάδη (Διευθυντή
Τμήματος Εξωτερικής Αντιδιαβρωτικής Επένδυσης Σωλήνων), οι οποίοι με
χαρακτηριστική προθυμία συνέβαλλαν ο καθένας με τον τρόπο του στην ολοκλήρωση
του εγχειρήματος εκπόνησης της διπλωματικής διατριβής σε ένα πραγματικό
επιχειρηματικό περιβάλλον. Ακόμη, ευχαριστίες οφείλω στους κ. Γ. Βαρελά και κ. Β.
Τσιμίνη για την ανεξάντλητη διάθεση συνεργασίας που επέδειξαν όποτε τους ζητήθηκε.
Η παρούσα εργασία δεν θα μπορούσε να είχε πραγματοποιηθεί χωρίς τις
πολύτιμες συμβουλές και παρεμβάσεις του επιβλέποντος καθηγητή κ. Β. Μουστάκη. Τα
ουσιαστικά κεντρίσματα που έδωσε στην ερευνητική αναζήτηση και ο δημιουργικός
διάλογος που αναπτύχθηκε μεταξύ μας κάτω από συνθήκες ισότιμης αντιπαράθεσης
απόψεων, με μοναδικό γνώμονα την επιτυχία της διατριβής, ήταν καθοριστικοί
παράγοντες για την ολοκλήρωση της προσπάθειας αυτής. Για την επιστημονική
οριοθέτηση της εργασίας και την επιβεβαίωση της ερευνητικής μεθοδολογίας που
ακολουθήθηκε, εκφράζω τη βαθειά μου εκτίμηση και τις θερμές μου ευχαριστίες.
Δημήτρης Χανής
Χανιά, Ιούνιος 2000
ΕΙΣΑΓΩΓΙΚΟ ΣΗΜΕΙΩΜΑ

Το παρόν σύγγραμμα αναφέρεται σε θέματα επιστημονικού ενδιαφέροντος, κρίσιμα
για την επιβίωση και την ανάπτυξη μιας επιχείρησης στη σύγχρονη κοινωνία της
τεχνολογίας της πληροφόρησης. Στα τέσσερα κεφάλαια, από τα οποία αποτελείται,
αναλύεται η αλληλεπίδραση του τρίπτυχου Πληροφοριακό Σύστημα – Ποιότητα –
Επιχειρηματική Μοντελοποίηση και η σχέση της με τη βελτίωση και τη προσπάθεια
ολοκλήρωσης των επιχειρηματικών λειτουργιών της ΣΩΛΗΝΟΥΡΓΕΙΑΣ
ΚΟΡΙΝΘΟΥ Α.Ε.. Σκοπός του συγγράμματος είναι να ενταχθεί ο αναγνώστης στη
γενικότερη φιλοσοφία υποστήριξης των παραγωγικών διαδικασιών από ένα
πληροφοριακό σύστημα και στη συνέχεια να κατανοήσει το ρόλο που διαδραματίζει
η επιχειρηματική μοντελοποίηση στον ανασχεδιασμό ενός τέτοιου παραγωγικού
συστήματος.
Πιο συγκεκριμένα στο πρώτο κεφάλαιο, γίνεται μια πολύπλευρη παρουσίαση της
Εταιρίας ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε.. Η παρουσίαση αυτή αφορά την
ταυτότητα της Εταιρίας, τη διαδρομή της από το έτος ίδρυσης της έως σήμερα και
ορισμένα οικονομικά – απολογιστικά στοιχεία από την πολυετή δραστηριοποίηση της
στον κλάδο των βιομηχανιών κατασκευής σωλήνων μεσαίων και μεγάλων διαμέτρων.
Ο αναγνώστης έρχεται σε πρώτη επαφή με το αντικείμενο εργασιών της (κατασκευή
και επένδυση χαλυβδοσωλήνων), τις επιμέρους μονάδες παραγωγής, τις πρώτες ύλες
και άλλα στοιχεία που αφορούν την εν γένει λειτουργία του εργοστασίου της
Κορίνθου. Η ενότητα 1.5 αφορά τη στάση της Εταιρίας ως προς τη διασφάλιση
ποιότητας γενικά, τα διακριτά συστήματα που βρίσκονται αυτή τη στιγμή σε
εφαρμογή (ISO 9000, ISO 14000, κ.α.) και τη σημασία που δίνει στην επίτευξη
υψηλών ποιοτικών προδιαγραφών για τα τελικά προϊόντα της. Στη συνέχεια γίνεται
λόγος για το ανταγωνιστικό κλίμα μεταξύ των βιομηχανιών κατασκευής σωλήνων
καθώς και για τις στρατηγικές αποφάσεις που θα καταστήσουν τη ΣΩΛΗΝΟΥΡΓΕΙΑ
ΚΟΡΙΝΘΟΥ Α.Ε. μια από τις κυρίαρχες δυνάμεις στον εν λόγω κλάδο παγκοσμίως.
Τέλος παρατίθεται ένα οργανόγραμμα τύπου διαδικασίας ώστε να ενημερωθεί ο
αναγνώστης για την ιεραρχική διατρωμάτωση του προσωπικού στη βιομηχανική
μονάδα Κορίνθου.
Στο δεύτερο κεφάλαιο αναλύεται πλήρως η παραγωγική διαδικασία κατασκευής
σωλήνων με τη μέθοδο της ευθείας ραφής, που ακολουθείται στην αντίστοιχη μονάδα
παραγωγής. Η συγκεκριμένη παραγωγική διαδικασία θα αποτελέσει το προς εξέταση

σύστημα και η ανάλυση της βασίζεται στο διάγραμμα ροής και το διάγραμμα
διαδικασιών, ελέγχων και επιθεωρήσεων. Για την αρτιότερη κατανόηση τους, οι
δραστηριότητες (μεταποιητικές, ελεγκτικές, κ.α.) διακρίνονται σε εννέα επιμέρους
φάσεις. Σε κάθε φάση παρουσιάζεται η χρονική και λογική ακολουθία των ενεργειών
καθώς και οι είσοδοι και έξοδοι των εννέα αυτών τύποις υποσυστημάτων (υλικά,
έγγραφα, πληροφορίες). Σε ειδικό ένθετο στο τέλος της εργασίας (Παράρτημα Ι)
παρουσιάζεται φωτογραφικό υλικό συγκεκριμένων σταδίων της γενικότερης
παραγωγικής διαδικασίας, ενώ στο Παράρτημα ΙΙ παρατίθενται κάποιες από τις
επίσημες φόρμες εγγράφων που χρησιμοποιεί η Εταιρία (σε πρότυπη και σε
ορισμένες περιπτώσεις σε συμπληρωμένη μορφή).
Το τρίτο κεφάλαιο έχει σκοπό την ανάλυση της εφαρμογής ενός Πληροφοριακού
Συστήματος υποστήριξης βιομηχανικών διαδικασιών στη γραμμή παραγωγής
σωλήνων ευθείας ραφής. Προς αυτή τη κατεύθυνση κρίθηκε σκόπιμη η σύντομη
μελέτη εννοιών όπως Τεχνολογία της Πληροφόρησης και Πληροφοριακά Συστήματα.
Ακολούθως παρουσιάζεται το Πληροφοριακό Σύστημα που εφαρμόζεται στην
Εταιρία, οι δυνατότητες του και οι μέθοδοι υποστήριξης των επιχειρηματικών
διαδικασιών. Στην ενότητα 3.4 αναλύεται μια πραγματική περίπτωση (case study)
προγραμματισμού παραγωγής μιας τυχαία επιλεχθείσας παραγγελίας. Ο αναγνώστης
έρχεται σε επαφή με τις δυνατότητες προγραμματισμού της παραγωγικής διαδικασίας
με την υποστήριξη ενός δικτύου υπολογιστών, κατανοώντας εμμέσως το σημαντικό
ρόλο των νέων τεχνολογιών στην εξέλιξη των επιχειρηματικών διαδικασιών μιας
σύγχρονης βιομηχανικής μονάδας. Σημειώνεται πως η ανάλυση γίνεται από την
οπτική γωνία του Τμήματος Προγραμματισμού Παραγωγής και πως παρατίθενται
όλες οι αναγκαίες για την κατανόηση της εφαρμογής ηλεκτρονικές φόρμες. Τέλος
αναλύεται η λειτουργία των δύο εγκατεστημένων στη μονάδα παραγωγής
υπολογιστικών σταθμών εργασίας. Η ανάλυση αυτή αφορά ζητήματα
αλληλεπίδρασης χρήστη – μηχανής (Human – Computer Interaction), δημιουργίας
real time δεδομένων καθώς και σημασίας της ροής των εν λόγω δεδομένων εντός του
υφιστάμενου δικτύου υπολογιστών.
Η εργασία κλείνει με το τέταρτο κεφάλαιο, στο οποίο με τη βοήθεια του
μεθοδολογικού πλαισίου επιχειρηματικής μοντελοποίησης Integrated DEFinition
(IDEF) δομείται μια πρόταση ανασχεδιασμού που αφορά την εγκατάσταση νέων

υπολογιστικών σταθμών παρακολούθησης ποιοτικού ελέγχου στη μονάδα
κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής. Πιο συγκεκριμένα, αρχικά
αναλύεται η σημασία της επιχειρηματικής μοντελοποίησης στη σύγχρονη επιχείρηση,
εστιάζοντας στις προσπάθειες ανασχεδιασμού των διαδικασιών (process
reengineering). Στη συνέχεια ο αναγνώστης ενημερώνεται περιληπτικά για το πλαίσιο
μοντελοποίησης ώστε να ακολουθήσει η μοντελοποίηση των επιχειρηματικών
διαδικασιών της συγκεκριμένης μονάδας παραγωγής σύμφωνα με τη μεθοδολογία
IDEF 3. Η μοντελοποίηση εκτείνεται σε τέσσερα ιεραρχικά επίπεδα διαστρωμάτωσης
διαδικασιών, δραστηριοτήτων και ενεργειών ενώ παράλληλα ερμηνεύεται η
σημασιολογία των διαγραμμάτων. Ιδιαίτερης προσοχής χρήζουν οι ανασχεδιαστικές
προτάσεις των επιχειρηματικών διαδικασιών που συνδέονται με τους δύο
εγκατεστημένους σταθμούς εργασίας με σκοπό την αρτιότερη εκμετάλλευση των εκ
του Πληροφοριακού Συστήματος παρεχόμενων υπηρεσιών. Με βάση τα
αποτελέσματα της μοντελοποίησης διαρθρώνεται στην ενότητα 4.4 μια γενική
πρόταση ανασχεδιασμού του δικτύου ηλεκτρονικών υπολογιστών που λειτουργούν
real time με σκοπό την ενίσχυση της δικτυακής παρακολούθησης των ποιοτικών
χαρακτηριστικών του προϊόντος καθώς η παραγωγική διαδικασία εξελίσσεται.
Ακολούθως αναλύεται η μεθοδολογία μοντελοποίησης επιχειρηματικών λειτουργιών
IDEF 0, με τη βοήθεια της οποίας μοντελοποιείται η κατασκευή σωλήνων με τη
μέθοδο της ευθείας ραφής μετά την εγκατάσταση των τεσσάρων νέων υπολογιστικών
σταθμών εργασίας στη γραμμή παραγωγής. Η μοντελοποίηση θεωρείται από την
οπτική του Τμήματος Ποιοτικού Ελέγχου και διαρθρώνεται σε τρία ιεραρχικά
επίπεδα. Τέλος παρατίθεται η μοντελοποίηση του λογικού σχήματος (logical schema)
του νέου πληροφοριακού συστήματος σύμφωνα με το μεθοδολογικό πλαίσιο IDEF
1X.
Βασική μέριμνα κατά τη συγγραφή της διατριβής αποτέλεσε, το επίπεδο
παρουσίασης των θεμάτων, να μην είναι απαγορευτικό για την κατανόηση τους, τόσο
από ανθρώπους που εισάγονται για πρώτη φορά στα θέματα αυτά, όσο και από
επιστήμονες διαφόρων ειδικοτήτων που θα ήθελαν να ενημερωθούν για τα ζητήματα
που εξετάζονται. Δόθηκε ιδιαίτερη προσοχή, για το σκοπό αυτό στο θέμα της
γλώσσας για την καλύτερη δυνατή απόδοση των εννοιών και των όρων που
χρησιμοποιούνται στη διοίκηση παραγωγικών και πληροφοριακών συστημάτων. Το
αποτέλεσμα θα κριθεί από τον αναγνώστη.


i
ΠΠΕΕΡΡΙΙΕΕΧΧΟΟΜΜΕΕΝΝΑΑ
1 Παρουσίαση της Εταιρίας ....................................................................................2
1.1 Γενικές Πληροφορίες ...............................................................................................................2 1.2 Σύντομο Ιστορικό .....................................................................................................................2 1.3 Αντικείμενο Εργασιών .............................................................................................................2 1.4 Παραγωγική Διαδικασία...........................................................................................................2
1.4.1 Παραγωγική Διαδικασία Κατασκευής Σωλήνων Σπειροειδούς Ραφής - Spirally Submerged Arc Welded pipes (SAW)..............................................................................................2 1.4.2 Παραγωγική Διαδικασία Κατασκευής Σωλήνων Ευθείας Ραφής - Electric Resistance Welded pipes (ERW)........................................................................................................................2 1.4.3 Παραγωγική Διαδικασία Εσωτερικής και Εξωτερικής Επένδυσης Σωλήνων ..................2
1.4.3.1 Εξωτερική επένδυση με πολυαιθυλένιο ή πολυπροπυλένιο .........................................2 1.4.3.2 Εξωτερική επένδυση με εποξειδική πούδρα.................................................................2 1.4.3.3 Εσωτερική επένδυση με εποξειδική βαφή ....................................................................2 1.4.3.4 Συμβατική επένδυση με μαστίχη πετρελαϊκής προέλευσης (πίσσα) ............................2
1.5 Διασφάλιση ποιότητας..............................................................................................................2 1.6 Ο Ανταγωνισμός και η θέση της εταιρίας στον κλάδο - Προοπτικές .......................................2 1.7 Οργανόγραμμα .........................................................................................................................2
2 Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη
Μέθοδο της Ευθείας Ραφής (ERW) ...........................................................................2
2.1 Εισαγωγή ..................................................................................................................................2 2.2 Γενικά .......................................................................................................................................2 2.3 Ανάλυση Παραγωγικής Διαδικασίας........................................................................................2
2.3.1 Πρώτη φάση της παραγωγικής διαδικασίας .....................................................................2 2.3.1.1 Διενεργούμενοι έλεγχοι πρώτης ύλης...........................................................................2
2.3.2 Δεύτερη φάση της παραγωγικής διαδικασίας ...................................................................2 2.3.3 Τρίτη φάση της παραγωγικής διαδικασίας .......................................................................2 2.3.4 Τέταρτη φάση της παραγωγικής διαδικασίας ...................................................................2 2.3.5 Πέμπτη φάση της παραγωγικής διαδικασίας ....................................................................2 2.3.6 Έκτη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος) ........................................2 2.3.7 Έβδομη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος)....................................2 2.3.8 Όγδοη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος) ......................................2 2.3.9 Ένατη φάση της παραγωγικής διαδικασίας ......................................................................2
3 Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας.............2
3.1 Η Σύγχρονη Επιχείρηση και η Τεχνολογία της Πληροφόρησης ..............................................2 3.2 Πληροφοριακά Συστήματα.......................................................................................................2
3.2.1 Γενικά ...............................................................................................................................2 3.2.2 Κατηγορίες Πληροφοριακών Συστημάτων – Χρήστες.....................................................2
3.3 Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Σωληνουργείας Κορίνθου Α.Ε. ..2 3.3.1 Εισαγωγή ..........................................................................................................................2 3.3.2 Η δομή του Πληροφοριακού Συστήματος της Εταιρίας ...................................................2
3.3.2.1 Εμπορική Διαχείριση ....................................................................................................2 3.3.2.2 Διαχείριση παραγωγής..................................................................................................2
3.4 Η Παραγωγική Διαδικασία μέσα από τον Ηλεκτρονικό Υπολογιστή ......................................2 3.4.1 Η άφιξη της παραγγελίας..................................................................................................2 3.4.2 Δημιουργία Δεντρικής Συνταγής ......................................................................................2 3.4.3 Διαθεσιμότητα Κέντρων Επεξεργασίας............................................................................2 3.4.4 Προγραμματισμός Παραγωγής.........................................................................................2 3.4.5 Το αρχείο του Προγραμματισμού Παραγωγής .................................................................2
3.5 Οι Εγκατεστημένοι Σταθμοί Εργασίας στη Γραμμή Παραγωγής ERW...................................2 3.5.1 Ανάλυση λειτουργίας σταθμού εργασίας (Η/Υ) Ισιωτικής μηχανής ελάσματος ..............2 3.5.2 Ανάλυση λειτουργίας σταθμού εργασίας (Η/Υ) Μετρολογίου ........................................2

ii
4 Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας
Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της
Επιχειρηματικής Μοντελοποίησης.............................................................................2
4.1 Η Έννοια της Επιχειρηματικής Μοντελοποίησης (Business Process Modelling) ...................2 4.1.1 Τα Επιχειρηματικά μοντέλα .............................................................................................2 4.1.2 Οι στόχοι της Επιχειρηματικής Μοντελοποίησης ............................................................2 4.1.3 Επιχειρηματικός Μετασχηματισμός με τη βοήθεια της Επιχειρηματικής Μοντελοποίησης ..............................................................................................................................2 4.1.4 Η λειτουργική προσέγγιση της Επιχειρηματικής Μοντελοποίησης .................................2
4.2 Το Πλαίσιο Μοντελοποίησης Integrated DEFinition ...............................................................2 4.3 Η Μεθοδολογία Μοντελοποίησης Επιχειρηματικών Διαδικασιών Integrated DEFinition 3 ...2
4.3.1 Ανάλυση της μεθοδολογίας μοντελοποίησης IDEF 3 ......................................................2 4.3.1.1 Τα Πλαίσια Βασικής Συμπεριφοράς (Units Of Behavior)............................................2 4.3.1.2 Οι Συνδέσεις (Links) ....................................................................................................2 4.3.1.3 Οι διακλαδώσεις ...........................................................................................................2
4.3.2 Μοντελοποίηση των επιχειρηματικών διαδικασιών της μονάδας κατασκευής σωλήνων ERW με τη χρήση της μεθοδολογίας IDEF 3...................................................................................2
4.3.2.1 Μοντελοποίηση Παραγωγικής Διαδικασίας ERW (1ο επίπεδο) – Σχεδιασμός 2ου επιπέδου 2 4.3.2.2 Μοντελοποίηση διαδικασιών 2ου επιπέδου – Σχεδιασμός 3ου επιπέδου.....................2
4.3.2.2.1 Μοντελοποίηση UOB 1.1.2 (Διαμόρφωση Ελάσματος)........................................2 4.3.2.2.2 Μοντελοποίηση UOB 1.1.3 (Συγκόλληση ERW)..................................................2 4.3.2.2.3 Μοντελοποίηση UOB 1.1.4 (Ταυτοποίηση Σωλήνων) ..........................................2 4.3.2.2.4 Μοντελοποίηση UOB 1.1.5 (Διενέργεια Ελέγχων) ...............................................2 4.3.2.2.5 Μοντελοποίηση UOB 1.1.6 ( Έξοδος Σωλήνων) ..................................................2
4.3.2.3 Μερική Μοντελοποίηση Πλαισίων Βασικής Συμπεριφοράς 3ου επιπέδου – Προτάσεις ανασχεδιασμού διαδικασιών.......................................................................................2
4.3.2.3.1 Μοντελοποίηση UOB 2.1.7 (Εκτύλιξη Τσερκιού) – Σχεδιασμός / Ανασχεδιασμός 4ου επιπέδου.............................................................................................................................2 4.3.2.3.2 Μοντελοποίηση UOB 6.1.46 (Συμπλήρωση Μετρολογίου) – Σχεδιασμός / Ανασχεδιασμός 4ου επιπέδου...................................................................................................2
4.4 Γενική Ανασχεδιαστική Πρόταση για την Εγκατάσταση Νέων Υπολογιστικών Σταθμών Εργασίας...............................................................................................................................................2
4.4.1 Εισαγωγή ..........................................................................................................................2 4.4.2 Ανάπτυξη συλλογιστικής ανασχεδιασμού ........................................................................2 4.4.3 Η πορεία της οντότητας σωλήνας από τους σταθμούς ποιοτικού ελέγχου .......................2
4.5 Η Μεθοδολογία Μοντελοποίησης Επιχειρηματικών Λειτουργιών Integrated DEFinition 0 ...2 4.5.1 Ανάλυση της μεθοδολογίας μοντελοποίησης IDEF 0 ......................................................2
4.5.1.1 Τα βασικά χαρακτηριστικά της μεθοδολογίας μοντελοποίησης IDEF 0......................2 4.5.1.2 Η απεικόνιση των σχέσεων...........................................................................................2 4.5.1.3 Η απεικόνιση των οντοτήτων .......................................................................................2
4.5.2 Μοντελοποίηση των επιχειρηματικών λειτουργιών στη μονάδα κατασκευής ERW μετά την εγκατάσταση των προτεινόμενων σταθμών εργασίας με τη χρήση της μεθοδολογίας IDEF 0 .2
4.6 Η Μεθοδολογία Μοντελοποίησης Λογικού Πληροφοριακού Μοντέλου IDEF 1X .................2 4.6.1 Ανάλυση της μεθοδολογίας IDEF 1X ..............................................................................2
4.6.1.1 Οι Οντότητες (Entities).................................................................................................2 4.6.1.2 Οι Συσχετίσεις (Relationships).....................................................................................2
4.6.2 Μοντελοποίηση του λογικού πληροφοριακού μοντέλου της πρότασης ανασχεδιασμού με τη χρήση της μεθοδολογίας IDEF 1X..........................................................................................2
5 ΒΙΒΛΙΟΓΡΑΦΙΑ – REFERENCES....................................................................2

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 1
1 Παρουσίαση της Εταιρίας
1.1 Γενικές Πληροφορίες Η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. ιδρύθηκε το 1969 (ΦΕΚ 1054/13-8-69).
Είναι εγγεγραμμένη στο Μητρώο Ανωνύμων Εταιριών της Νομαρχίας Αττικής και
έχει έδρα το Δήμο Αθηναίων. Τα κεντρικά γραφεία της εταιρίας βρίσκονται στην οδό
Πλουτάρχου 18, 10676, στην Αθήνα όπου στεγάζεται και η διοίκησή της. Οι
παραγωγικές της εγκαταστάσεις (βιομηχανική μονάδα) βρίσκονται σε ιδιόκτητο
οικόπεδο στην Κόρινθο, στη θέση Πουρνερί, στο 5ο χλμ. της Παλαιάς Εθνικής Οδού
Κορίνθου – Πατρών.
Το εργοστάσιο καταλαμβάνει συνολική έκταση 22.115 τ.μ. εκ των οποίων τα 16.814
τ.μ. χρησιμοποιούνται ως βιομηχανικοί χώροι, τα 5.000 τ.μ. χρησιμοπoιούνται ως
αποθηκευτικοί χώροι πρώτης ύλης και τα 301 τ.μ. ως χώροι γραφείων. Οι υπαίθριοι,
κατάλληλα διαμορφωμένοι αποθηκευτικοί χώροι έτοιμου προϊόντος καταλαμβάνουν
έκταση εμβαδού 75.000 τ.μ..
Σημειώνεται ότι, σύμφωνα με το άρθρο 3 του καταστατικού, σκοπός της Εταιρίας
είναι η κατασκευή οποιουδήποτε τύπου σωλήνων, καθώς και κάθε άλλη συναφής
βιομηχανική δραστηριότητα. Στις παραγωγικές εγκαταστάσεις της Κορίνθου η
Εταιρία παράγει χαλυβδοσωλήνες μεσαίων και μεγάλων διαμέτρων υψηλών
ποιοτικών προδιαγραφών, τους οποίους στη συνέχεια, ανάλογα με τις απαιτήσεις των
πελατών της, επενδύει εξωτερικά ή/και εσωτερικά.
1.2 Σύντομο Ιστορικό Στα πρώτα χρόνια της λειτουργίας της, η Εταιρία δραστηριοποιήθηκε στην παραγωγή
σωλήνων σπειροειδούς ραφής και τη συμβατική αντιδιαβρωτική επένδυσή τους που
έχει ως βάση την πίσσα. Η εν λόγω παραγωγή κάλυψε την αυξημένη εγχώρια ζήτηση
σωλήνων για την υλοποίηση των νέων έργων για δίκτυα υδροδότησης, άρδευσης και
αποχέτευσης. Στη συνέχεια, η Εταιρία αναπτύχθηκε με ταχείς ρυθμούς, επεκτείνοντας
τις δραστηριότητές της στις μεγαλύτερες αγορές του εξωτερικού. Οι κυριότεροι
χρονικοί σταθμοί που έπαιξαν σημαντικό ρόλο στην εξέλιξή της, παρουσιάζονται
παρακάτω.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 2
Από το 1972, η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. στράφηκε στην αναζήτηση
νέων αγορών στο εξωτερικό και πέτυχε να αναλάβει την προμήθεια σωλήνων για την
κατασκευή έργων υδροδότησης, κυρίως στην Ινδονησία, τη Νιγηρία και τη Μέση
Ανατολή ενώ το 1973, οι εξαγωγές αποτελούσαν το 50% της παραγωγής της. Το
1977, η Εταιρία, για να ανταποκριθεί στην παγκόσμια σημαντική αύξηση της
ζήτησης σωλήνων μεσαίων και μεγάλων διαμέτρων που χρησιμοποιούνται σε
αγωγούς μεταφοράς καυσίμων και σε γεωτρήσεις, ολοκλήρωσε την κατασκευή ενός
νέου εργοστασίου παραγωγής χαλυβδοσωλήνων ευθείας ραφής αυτογενούς
συγκόλλησης. Η ζήτηση ήταν επακόλουθο της διάνοιξης πολλών νέων
πετρελαιοπηγών λόγω της αύξησης της τιμής του πετρελαίου, κατά τη δεκαετία του
1970. Η υψηλή ποιότητα των προϊόντων αποτέλεσε βασικό στόχο της Εταιρίας από
τα πρώτα χρόνια λειτουργίας της. Έτσι, το 1977, ο στόχος αυτός της Εταιρίας
αναγνωρίζεται με την απονομή από το Αμερικανικό Ινστιτούτο Πετρελαίου (API)
των πιστοποιητικών ποιότητας με τα διακριτικά API 5L και API 5CT. Το γεγονός
αυτό της προσδίδει συγκριτικό πλεονέκτημα έναντι των λοιπών εταιριών του κλάδου
και της επιτρέπει αφενός να εισέλθει στις μεγαλύτερες αγορές του κόσμου (κυρίως
στην αγορά των Η.Π.Α.) και αφετέρου να ανταγωνίζεται επιτυχώς διεθνείς εταιρίες
με μακρά παράδοση στην κατασκευή σωλήνων.
Μέχρι το 1984, η παραγωγή σωλήνων ευθείας ραφής (της τάξης των 100.000 τόννων
ετησίως), εξυπηρετούσε κυρίως την αγορά του Κόλπου του Τέξας, με τις εξαγωγές
να καλύπτουν το 90% περίπου της αντίστοιχης παραγωγής. Το 1984, παρά τους
περιορισμούς που επέβαλαν οι Η.Π.Α. στις εισαγωγές σωλήνων, η Εταιρία, λόγω του
σημαντικού μεριδίου που ήδη κατείχε στην Αμερικανική αγορά κατάφερε να
διατηρήσει το 4,5% των συνολικών εισαγωγών της εν λόγω αγοράς από την
Ευρωπαϊκή Οικονομική Κοινότητα. Παράλληλα διευρύνοντας τον εξαγωγικό της
προσανατολισμό, στράφηκε κυρίως προς την αγορά της πρώην Ε.Σ.Σ.Δ. η οποία
μέχρι το 1991 απορρόφησε μεγάλο μέρος των εξαγωγών της καθώς και προς τις
αγορές της Β.Αφρικής και της Ν.Αμερικής. Το 1988, το Αμερικανικό Ινστιτούτο
Πετρελαίου (API) θεσμοθετεί νέες αυστηρότερες προϋποθέσεις εκχώρησης
δικαιώματος χρήσης του σήματος ποιότητας API, η βασικότερη των οποίων ήταν
πλέον ο σχεδιασμός και η εφαρμογή Συστήματος Διασφάλισης Ποιότητας, που θα
ανταποκρίνεται στις απαιτήσεις της νέας προδιαγραφής API Q1. Η
ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ A.Ε. ανταποκρίθηκε άμεσα στα νέα δεδομένα και

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 3
δια των εκπροσώπων της συμμετείχε στις επιτροπές τυποποίησης του API. Έτσι, ήταν
μεταξύ των πρώτων βιομηχανιών σε παγκόσμιο επίπεδο, που ικανοποίησε τη νέα
αυτή απαίτηση διαμορφώνοντας προς όφελος της ένα καθεστώς μειωμένου αριθμού
ανταγωνιστών. Αξίζει να σημειωθεί πως η εφαρμογή Συστήματος Διασφάλισης
Ποιότητας στη ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. από το 1988, έφερε την
Εταιρία, ανεξαρτήτως κλάδου, μεταξύ των πρωτοπόρων επιχειρήσεων σε θέματα
διασφάλισης ποιότητας στον ελλαδικό χώρο.
Κατά την περίοδο 1989-1995, η παγκόσμια αγορά χαλυβδοσωλήνων παρουσίασε
ιδιαίτερα σημαντική κάμψη, στην οποία συνέβαλλαν κυρίως τα εξής γεγονότα:
• Η σταδιακή συρρίκνωση της Ρωσικής αγοράς, η οποία ξεκίνησε το 1989 και
κορυφώθηκε το 1991, μετά τη διάσπαση της πρώην Ε.Σ.Σ.Δ. (προβληματικές
οικονομίες των διάφορων ανεξάρτητων δημοκρατιών που δημιουργήθηκαν και
ελλείψει «σκληρού» νομίσματος),
• Ο πόλεμος στον Περσικό Κόλπο το 1991 και ο εμπορικός αποκλεισμός του Ιράκ
που υφίσταται μέχρι και σήμερα, και
• Η σημαντική άνοδος της τιμής του χάλυβα το 1994, η οποία οδήγησε σε
αναστολή πολλά προγραμματισμένα έργα, αφού το κόστος τους κατέστη
απαγορευτικό.
Η κρίση της αγοράς διεθνώς δεν επηρέασε αρχικά την Εταιρία, η οποία συνέχισε την
ανοδική πορεία των πωλήσεών της. Έτσι, το 1989 οι πωλήσεις ανήλθαν σε 108.000
τόννους (το υψηλότερο επίπεδο από την ίδρυσή της), το 1990 σε 65.000 τόννους και
το 1991 σε 104.000 τόννους.
Το 1991, η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. βραβεύτηκε από το Κέντρο
Ελληνικών Εξαγωγών (Κ.Ε.Ε.Ε.) ως η ελληνική εταιρία που πραγματοποίησε κατά
την τριετία 1988-1990 τις μεγαλύτερες εξαγωγές του κλάδου. Το 1992 αποτέλεσε
χρονικό σταθμό για την Εταιρία αφού παρόλο που η κρίση της αγοράς καθηλώνει
πλέον και τις δικές της πωλήσεις, η Εταιρία δεν συρρικνώνεται αλλά η Διοίκησή της
καταβάλλει προσπάθειες για τη θεμελίωση της μελλοντικής της επέκτασης.
Ολοκλήρωσε την κατασκευή υπερσύγχρονων μονάδων επένδυσης σωλήνων με
πολυολεφίνη και με σύντηξη εποξειδικής πούδρας, ανταποκρινόμενη στη διαρκώς
αυξανόμενη αντίστοιχη παγκόσμια ζήτηση. Η μόνωση αυτή παρέχει σημαντικά

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 4
βελτιωμένη αντιδιαβρωτική προστασία και είναι φιλικότερη προς το περιβάλλον.
Ανασυγκρότησε την εμπορική της πολιτική με στόχο τη μείωση του επιχειρηματικού
κινδύνου, μέσω της κατάκτησης νέων διεθνών αγορών, τόσο σε μέγεθος όσο και σε
αριθμό. Παράλληλα, ξεκίνησε σταδιακά τη δημιουργία του δικού της διεθνούς
δικτύου πωλήσεων μέσω αντιπροσώπων και συνεργαζόμενων γραφείων,
παρακάμπτοντας με αυτό τον τρόπο τους μεσάζοντες. Επωμίστηκε το συνολικό
κόστος της κρίσης αφού δεν μείωσε τις θέσεις εργασίας σε αντίθεση με τις
σωληνουργείες της Ευρωπαϊκής Ένωσης, οι οποίες μείωσαν σημαντικά τον αριθμό
των απασχολούμενων σε αυτές ή ανέστειλαν τη λειτουργία τους.
Το 1993 επιβεβαιώνεται εκ νέου η πρωτοπορία της Εταιρίας σε θέματα διασφάλισης
ποιότητας, καθώς γίνεται αποδεκτή μεταξύ των πρώτων εταιριών στην Ελλάδα, κατά
το Σύστημα Διασφάλισης Ποιότητας ISO 9002 που παρέχεται από το διεθνώς
αναγνωρισμένο Οργανισμό Πιστοποίησης TÜV Cert της Γερμανίας. Το 1995, με την
πάροδο της διεθνούς κρίσης στις αγορές χαλυβδοσωλήνων (σταθεροποίηση της τιμής
του χάλυβα, μικρότερες διακυμάνσεις της τιμής του δολαρίου, ανάγκη ανεύρεσης,
εκμετάλλευσης και διανομής εναλλακτικών πηγών ενέργειας όπως το φυσικό αέριο
κ.α.), ο κύκλος εργασιών αυξήθηκε κατά 58% και τα κέρδη προ φόρων κατά 501% σε
σχέση με το 1994, επιβεβαιώνοντας τις στρατηγικές αποφάσεις των αμέσως
προηγούμενων ετών. Το 1996, ο κύκλος εργασιών αυξάνεται κατά 61% και τα κέρδη
προ φόρων κατά 231% σε σχέση με το 1995. Επίσης, την ίδια χρονιά η
ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. έθεσε σε εφαρμογή πενταετές πρόγραμμα
επενδύσεων συνολικού ύψους 22.850 εκατ.δρχ., το οποίο αποσκοπεί στην αύξηση της
παραγωγικής της δυναμικότητας με:
• Τον εκσυγχρονισμό και επέκταση της δυναμικότητας της μονάδας παραγωγής
σωλήνων σπειροειδούς ραφής.
• Τον εκσυγχρονισμό και επέκταση της δυναμικότητας της μονάδας παραγωγής
σωλήνων ευθείας ραφής.
• Την ίδρυση μιας νέας υπερσύγχρονης μονάδας επένδυσης σωλήνων με
πολυολεφίνη.
• Την ίδρυση μιας νέας μονάδας κατασκευής σωλήνων ευθείας ραφής (ERW/HFI).
• Την κατασκευή ιδιόκτητων λιμενικών εγκαταστάσεων.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 5
Η ολοκλήρωση της νέας γραμμής παραγωγής σωλήνων ευθείας ραφής θα έχει σαν
αποτέλεσμα τη διεύρυνση του καταλόγου των παραγόμενων προϊόντων και τη
σταδιακή αύξηση της ετήσιας συνολικής παραγωγικής δυναμικότητας κατασκευής
σωλήνων από 30.000 τόννους το 1969 σε 180.000 το 1977 και σε περίπου 600.000
τόννους το 2000. Παράλληλα, η ολοκλήρωση εντός του 1998 της νέας μονάδας
εξωτερικής επένδυσης σωλήνων με πολυολεφίνη, αναμένεται να υπερδιπλασιάσει την
αντίστοιχη ετήσια συνολική παραγωγική δυναμικότητα, η οποία από 1.200.000 τ.μ.
το 1992 θα ανέλθει σε 2.800.000 τ.μ. το 2000.
Το 1997, η αλματώδης άνοδος των πωλήσεων της Εταιρίας συνεχίστηκε, με
αποτέλεσμα οι ετήσιες πωλήσεις να ανέλθουν σε 100.000 τόννους. Έτσι, ο κύκλος
εργασιών διπλασιάζεται και τα κέρδη προ φόρων αυξάνονται κατά 267% σε σχέση
με το 1996. Το 1998, η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. βραβεύεται από το
ΕΒΕΑ, για την εξαγωγική δραστηριότητα του έτους 1996.
1.3 Αντικείμενο Εργασιών Η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. δραστηριοποιείται στον κλάδο κατασκευής
και επένδυσης χαλυβδοσωλήνων μεσαίων και μεγάλων διαμέτρων υψηλών ποιοτικών
προδιαγραφών, οι οποίοι χρησιμοποιούνται για τη μεταφορά υγρών και αερίων
καυσίμων, στη χημική βιομηχανία, σε έργα διαχείρισης υδάτινων πόρων και σε
κατασκευαστικά έργα. Οι σωλήνες, κατόπιν παραγγελίας του πελάτη,
κατασκευάζονται είτε με τη μέθοδο της ευθείας ραφής είτε με τη μέθοδο της
σπειροειδούς ραφής και επενδύονται εξωτερικά ή/και εσωτερικά. Η επιλογή από τον
πελάτη του τρόπου επένδυσης του σωλήνα ποικίλλει ανάλογα με τις περιβαλλοντικές
συνθήκες που επικρατούν στο χώρο τοποθέτησης του, το είδος του μεταφερόμενου
υγρού ή αερίου στοιχείου και τον επιθυμητό χρόνο ζωής του. Επίσης η Εταιρία
επενδύει και για λογαριασμό τρίτων σωλήνες, τους οποίους δεν έχει κατασκευάσει η
ίδια ενώ πωλεί στην αγορά του εσωτερικού τη φύρα (scrap) που προκύπτει από τη
διαδικασία σωληνοποίησης (γρέζια, λαμάκια, αποκόμματα σωλήνων), η οποία
ανέρχεται στο 10% περίπου της πρώτης ύλης.
Με βάση την προηγουμένως αναφερθείσα κατηγοριοποίηση, η διάρθρωση του
κύκλου εργασιών κατά την τριετία 1995-1997, αναλύεται στον Πίνακα 1-1 ως εξής:

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 6
ΚΥΚΛΟΣ ΕΡΓΑΣΙΩΝ (ΣΕ ΑΞΙΑ) (Ποσά σε εκατ. δρχ.)
1995 1996 1997 1997(%)
ΚΥΚΛΟΣ ΕΡΓΑΣΙΩΝ ΕΣΩΤΕΡΙΚΟΥ
Βιομηχανικές δραστηριότητες 2.202 915 2.056 10,20%
Επένδυση σωλήνων για λογαριασμό τρίτων 58 927 825 4,10%
Λοιπές δραστηριότητες(πώληση scrap) 112 152 772 3,80%
ΣΥΝΟΛΟ ΚΥΚΛΟΥ ΕΡΓΑΣΙΩΝ ΕΣΩΤΕΡΙΚΟΥ 2.372 1.994 3.652 18,10%
ΣΥΝΟΛΟ ΚΥΚΛΟΥ ΕΡΓΑΣΙΩΝ ΕΞΩΤΕΡΙΚΟΥ 3.905 8.114 16.484 81,90%
ΓΕΝΙΚΟ ΣΥΝΟΛΟ ΚΥΚΛΟΥ ΕΡΓΑΣΙΩΝ 6.227 10.108 20.137 100,00%
Πίνακας 1-1: Εξέλιξη Κύκλου Εργασιών Ανά Δραστηριότητα (Πηγή:1)
Η Εταιρία είναι καταξιωμένη διεθνώς ως κατασκευαστής χαλυβδοσωλήνων υψηλών
ποιοτικών προδιαγραφών, γεγονός που της έχει εξασφαλίσει πρόσβαση στα μεγάλα
διεθνή κατασκευαστικά έργα. Ως εκ τούτου, μεγάλο μέρος των πωλήσεών της
προορίζεται για την ικανοποίηση σημαντικών σε μέγεθος παραγγελιών, οι οποίες
αντιπροσωπεύουν σε ορισμένες περιπτώσεις ποσοστό άνω του 10% των ετήσιων
συνολικών πωλήσεων. Οι πελάτες, οι οποίοι για το 1997 αντιπροσωπεύουν ποσοστό
μεγαλύτερο του 10% επί του συνόλου του κύκλου εργασιών της συγκεκριμένης
χρονιάς είναι η AIOC Co και η KALANAFT Co με 20,8% και 11,95% αντίστοιχα
[1].
Οι υψηλές τεχνικές και ποιοτικές προδιαγραφές των παραγόμενων χαλυβδοσωλήνων
εξαρτώνται άμεσα από τα ποιοτικά χαρακτηριστικά της πρώτης ύλης. Την κύρια
πρώτη ύλη για την παραγωγή χαλυβδοσωλήνων αποτελεί ο χάλυβας, ο οποίος
εισάγεται σε μορφή ελάσματος (τσέρκι), σε ποιότητες και διαστάσεις που ποικίλλουν
ανάλογα με την παραγγελία του πελάτη. Ο χάλυβας εισάγεται κυρίως από
χαλυβουργεία της Δυτικής Ευρώπης, τα οποία έχουν επιλεγεί από την Εταιρία βάσει
των αυστηρών προδιαγραφών ποιότητας που έχει θεσπίσει στα πλαίσια του
Συστήματος Διασφάλισης Ποιότητας που εφαρμόζει. Ο κυριότερος προμηθευτής, από
τα πρώτα έτη λειτουργίας της είναι η γαλλική εταιρία SOLLAC - ένα από τα
μεγαλύτερα ευρωπαϊκά χαλυβουργεία - με ποσοστό της τάξης του 75% επί του

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 7
συνόλου των προμηθευτών το 1997. Ακολουθούν οι εταιρίες DUNAFFER, BRITISH
STEEL, THYSSEN, RIVA, NIPPON και ΧΑΛΥΒΟΥΡΓΙΚΗ Α.Ε.
Οι πρόσθετες β΄ ύλες, οι οποίες χρησιμοποιούνται για την εξωτερική ή/και την
εσωτερική επένδυση των σωλήνων είναι οι εξής:
• Εποξειδική πούδρα, συγκολλητικό υλικό σε πούδρα και πολυολεφίνη σε μορφή
κόκκων (pellet)
• Εποξειδικό δύο συστατικών σε υγρή μορφή
• Πίσσα και υαλοβάμβακας
Οι πρόσθετες β΄ ύλες εισάγονται από μεγάλες εταιρίες του εξωτερικού όπως μεταξύ
άλλων, οι BASF, MPB, BOREALIS και 3Μ. Επιπλέον, κατά την παραγωγική
διαδικασία χρησιμοποιείται μια σειρά από βοηθητικά υλικά (διαφανές βερνίκι, υλικά
συσκευασίας, κ.α.), η προμήθεια των οποίων γίνεται κυρίως από την εσωτερική
αγορά.
Η μακροχρόνια συνεργασία και οι πολύ καλές σχέσεις που διατηρεί με το σύνολο των
προμηθευτών, εξασφαλίζουν στη ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. καλύτερες
τιμές και υψηλά ποσοστά διαθεσιμότητας πρώτης ύλης επιτρέποντας της έτσι να
υλοποιήσει απρόσκοπτα το πρόγραμμα παραγωγής.
1.4 Παραγωγική Διαδικασία Η παραγωγική διαδικασία, όσο αφορά την κατασκευή σωλήνων γίνεται με τους εξής
δύο τρόπους:
Μέθοδος της σπειροειδούς ραφής. Η μέθοδος αυτή εφαρμόζεται για την κατασκευή
σωλήνων διαστάσεων 22 εώς 80 ιντσών. Οι σωλήνες αυτοί χρησιμοποιούνται κυρίως
για τη μεταφορά υγρών και αερίων καυσίμων, για τη μεταφορά νερού, καθώς και σε
αρδευτικά έργα. Η γραμμή παραγωγής σωλήνων σπειροειδούς ραφής έχει ετήσια
παραγωγική δυναμικότητα 55.000 τόννων.
Μέθοδος της ευθείας ραφής. Η μέθοδος αυτή εφαρμόζεται για την κατασκευή
σωλήνων 4 ½ εώς 21 ιντσών, οι οποίοι χρησιμοποιούνται κυρίως για τη μεταφορά
υγρών και αερίων καυσίμων, σε γεωτρήσεις, για τη μεταφορά νερού, κλπ. Η γραμμή
παραγωγής σωλήνων ευθείας ραφής έχει ετήσια παραγωγική δυναμικότητα 150.000
τόννων.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 8
Επίσης, στις ίδιες παραγωγικές εγκαταστάσεις, η Εταιρία έχει τη δυνατότητα
αντιδιαβρωτικής επικάλυψης των σωλήνων. Η επικάλυψη των επιφανειών του
σωλήνα με τις παρακάτω μεθόδους, εξασφαλίζει μόνιμη προστασία από την επίδραση
διαβρωτικών παραγόντων, είτε από το περιβάλλον του αγωγού είτε από το ίδιο το
μεταφερόμενο ρευστό. Επιπλέον, στην περίπτωση της εσωτερικής βαφής
επιτυγχάνεται η μείωση των τριβών κατά τη διέλευση των μεταφερόμενων ρευστών.
Η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. επενδύει τους σωλήνες με τις ακόλουθες
μεθόδους:
I. Eξωτερικά και εσωτερικά με λιθανθρακόπισσα ή ασφαλτικά υλικά. Η μέθοδος
αυτή αποτελεί τον παραδοσιακό τρόπο αντιδιαβρωτικής προστασίας και
πραγματοποιείται στην αντίστοιχη μονάδα, η οποία έχει ετήσια παραγωγική
δυναμικότητα 200.000 τ.μ..
II. Eξωτερικά με πολυολεφίνες τριών στρώσεων ή με πολυμεριζόμενη
πολυοξειδική σκόνη. Οι μέθοδοι αυτοι αποτελούν τους σύγχρονους τρόπους
προστασίας και πραγματοποιούνται στην αντίστοιχη μονάδα, η οποία έχει
παραγωγική δυναμικότητα 1.200.000 τ.μ..
III. Εσωτερικά με εποξειδικές ρητίνες δύο συστατικών. Η επένδυση αυτή των
σωλήνων πραγματοποιείται στην αντίστοιχη μονάδα, η οποία έχει ετήσια παραγωγική
δυναμικότητα 400.000 τ.μ..
1.4.1 Παραγωγική Διαδικασία Κατασκευής Σωλήνων Σπειροειδούς Ραφής - Spirally Submerged Arc Welded pipes (SAW)
Την πρώτη ύλη για τους σωλήνες σπειροειδούς ραφής αποτελεί το "τσέρκι", μια
επίπεδη λωρίδα χάλυβα σε μορφή ελάσματος. Το τσέρκι αρχικά ξετυλίγεται και οι
άκρες του διαμορφώνονται κατάλληλα, ώστε στη συνέχεια να στραφεί σπειροειδώς
και τα άκρα του να προσεγγίσουν μετάξυ τους, να συγκολληθούν εσωτερικά και
εξωτερικά με τη μέθοδο του "εμβαπτιζόμενου τόξου", διαμορφώνοντας έτσι έναν
κυλινδρικό σωλήνα, ο οποίος στη συνέχεια κόβεται στα επιθυμητά μήκη.
Η ζώνη συγκόλλησης καθώς και ολόκληρος ο σωλήνας, τόσο κατά τη διάρκεια όσο
και μετά την ολοκλήρωση της κατασκευής του, υποβάλλονται σε μια σειρά από
δοκιμές και ελέγχους ώστε να διασφαλίζεται πλήρως η επιθυμητή ποιότητα του
τελικού προϊόντος.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 9
1.4.2 Παραγωγική Διαδικασία Κατασκευής Σωλήνων Ευθείας Ραφής - Electric Resistance Welded pipes (ERW)
Η παραγωγή σωλήνων ευθείας ραφής πραγματοποιείται με πρώτη ύλη το "τσέρκι", το
οποίο διαμορφώνεται προοδευτικά ώστε κυρτούμενο να σχηματίσει κύλινδρο. Τα
άκρα του ελάσματος, το οποίο έχει πλέον τη μορφή σωλήνα, συγκολλούνται με την
εφαρμογή συμπίεσης και "υψίσυχνου ρεύματος", χωρίς τη χρήση επιπρόσθετου
συγκολλητικού υλικού. Στη συνέχεια η ζώνη συγκόλλησης καθαρίζεται εξωτερικώς
και εσωτερικώς, ελέγχεται με υπερήχους για τυχόν ελαττώματα, δέχεται ανόπτηση
(θερμική κατεργασία) και τελικώς ψύχεται. Η τελική διάμετρος του σωλήνα και η
απόλυτη κυκλικότητα του επιτυγχάνεται στο αμέσως επόμενο στάδιο με τη βοήθεια
ειδικών ραούλων. Τέλος, ο σωλήνας κόβεται στο επιθυμητό μήκος, ενώ τα άκρα του
κόβονται κάθετα ή λοξοτομούνται. Επίσης, σε επόμενο στάδιο υπάρχει η δυνατότητα
δημιουργίας σπειρώματος για τοποθέτηση μούφας.
Σημειώνεται ότι σε όλα τα στάδια της παραγωγικής διαδικασίας, οι σωλήνες
υποβάλλονται σε μια σειρά δοκιμών και ελέγχων, ώστε να διασφαλίζεται πλήρως η
ποιότητα κατασκευής και η αξιοπιστία τους, σύμφωνα με τις εκάστοτε προδιαγραφές
του πελάτη. Οι εν λόγω έλεγχοι διενεργούνται με υπερήχους, με μηχανικές, χημικές
και υδραυλικές δοκιμές. Τέλος διενεργούνται οπτικοί και διαστασιολογικοί έλεγχοι.
1.4.3 Παραγωγική Διαδικασία Εσωτερικής και Εξωτερικής Επένδυσης Σωλήνων
1.4.3.1 Εξωτερική επένδυση με πολυαιθυλένιο ή πολυπροπυλένιο
Ο σωλήνας ελέγχεται οπτικά, αμμοβάλλεται εξωτερικά, καθαρίζεται εξωτερικά και
εσωτερικά με ρεύμα αέρος και θερμαίνεται στους 190οC – 210οC. Στη συνέχεια,
εφαρμόζεται ηλεκτροστατικώς εποξειδική πούδρα σε πάχος 50 - 75μm ως 1η
στρώση, συγκολλητικό υλικό πάχους 200μm ως 300μm ως 2η στρώση και
πολυαιθυλένιο ή πολυπροπυλένιο πάχους 1.8mm – 4mm ως 3η στρώση. Κατόπιν
καθαρίζονται τα άκρα του, ψύχεται με νερό, γίνεται ο έλεγχος πόρων (Holiday Test),
τροχίζονται τα άκρα του και μετριέται το μήκος του. Τέλος τοποθετούνται οι
συνοδευτικές πινακίδες και γίνεται η κάλυψη και η προστασία των άκρων του.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 10
1.4.3.2 Εξωτερική επένδυση με εποξειδική πούδρα
Ο σωλήνας ελέγχεται οπτικά, αμμοβάλλεται εξωτερικά, καθαρίζεται εξωτερικά και
εσωτερικά με ρεύμα αέρος και θερμαίνεται στους 226οC – 253οC. Στη συνέχεια
εφαρμόζεται εποξειδική πούδρα πάχους 350 –700μm και καθαρίζονται τα άκρα του
σε συγκεκριμένο μήκος. Κατόπιν ψύχεται με νερό, γίνεται ο έλεγχος πόρων (Holiday
Test), τροχίζονται τα άκρα του και μετριέται το μήκος του. Τέλος τοποθετούνται οι
συνοδευτικές πινακίδες και γίνεται η κάλυψη και η προστασία των άκρων του.
1.4.3.3 Εσωτερική επένδυση με εποξειδική βαφή
Ο σωλήνας αμμοβάλλεται εσωτερικά, καθαρίζεται εσωτερικά με ρεύμα αέρος και τα
άκρα του καλύπτονται εσωτερικά σε κατάλληλο μήκος. Ακολουθεί η εσωτερική βαφή
με υγρό δύο συστατικών, μετριέται το μήκος του, τοποθετούνται οι πινακίδες του και
τέλος καλύπτονται και προστατεύονται τα άκρα του.
1.4.3.4 Συμβατική επένδυση με μαστίχη πετρελαϊκής προέλευσης
(πίσσα)
Προκειμένου να επενδυθεί ο σωλήνας εξωτερικά, αμμοβάλλεται και στη συνέχεια
βάφεται εξωτερικά με PRIMER. Τέλος, επενδύεται με 3 στρώσεις μαστίχης εναλλάξ
με 2 στρώσεις υαλοϋφάσματος. Για να επενδυθεί ο σωλήνας εσωτερικά,
αμμοβάλλεται και στη συνέχεια βάφεται εσωτερικά με PRIMER. Τέλος επενδύεται
με μια στρώση μαστίχης.
1.5 Διασφάλιση ποιότητας Από τα πρώτα χρόνια λειτουργίας της μέχρι και σήμερα, η διασφάλιση ποιότητας
αποτελεί κατάκτηση για την Εταιρία, η οποία θεωρεί ότι αποτελεί έναν από τους
σημαντικότερους παράγοντες που συντελεί στην καθιέρωση των προϊόντων της στις
διεθνείς αγορές και στη διαφοροποίηση της έναντι των υπολοίπων εταιριών του
κλάδου. Η διαφοροποίηση αυτή της εξασφαλίζει προνομιακή πρόσβαση σε μια αγορά
χαλυβδοσωλήνων υψηλών ποιοτικών προδιαγραφών στην οποία δραστηριοποιείται
μικρός αριθμός ανταγωνιστών.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 11
Πιο συγκεκριμένα τα πιστοποιητικά ποιότητας που διαθέτει η Εταιρία είναι τα εξής:
ΠΙΣΤΟΠΟΙΗΤΙΚΑ ΠΟΙΟΤΗΤΑΣ
AMERICAN PETROLEUM INSTITUTE (API)
Κατασκευή σωλήνων αγωγών: API 5L / API Q1
Κατασκευή σωλήνων γεωτρήσεων: API 5CT / API Q1
ΟΡΓΑΝΙΣΜΟΣ ΠΙΣΤΟΠΟΙΗΣΗΣ TÜV CERT ΓΕΡΜΑΝΙΑΣ
Σύστημα Διασφάλισης Ποιότητας: ISO 9002/ΕΝ (Επάρκεια εξοπλισμού και
διαδικασιών καθώς και τεχνική κατάρτιση του προσωπικού)
Σύστημα Διασφάλισης Ποιότητας: ISO 14001 (Διαχείριση Περιβαλλοντικών
Συστημάτων – Επιπτώσεων)
Σύστημα Διασφάλισης Ποιότητας: BS 8800 (Υγιεινή και Ασφάλεια του προσωπικού)
Η Εταιρία συμπεριλαμβάνεται μεταξύ των ελαχίστων εγκεκριμένων προμηθευτών
μεγάλων και επώνυμων πετρελαϊκών εταιριών, όπως οι TOTAL, ARAMCO, MOBIL,
ELF, REPSOL, GAZPROM, GAIL, ADNOC, KUWAIT Co, AL-FURAT Co, EGPC
Co, οι οποίες την επιθεωρούν σε τακτά χρονικά διαστήματα με ιδιαίτερα αυστηρά
κριτήρια, τα οποία σε πολλές περιπτώσεις ξεπερνούν τις ήδη αυστηρές προδιαγραφές
που έχουν θεσπίσει το Αμερικανικό Ινστιτούτο API και οι διεθνείς ή οι εθνικές
προδιαγραφές.
Στα πλαίσια του πρωτοποριακού συστήματος διασφάλισης ποιότητας, η Εταιρία έχει
θεσπίσει διαδικασίες, οι οποίες ακολουθούνται αυστηρά από όλα τα τμήματα του
εργοστασίου και τη διοίκηση της και αφορούν σε:
• Αξιολόγηση των προμηθευτών πρώτων και βοηθητικών υλών
• Έλεγχο και ορθή συντήρηση των μηχανημάτων, των μέσων συντήρησης και
ελέγχου
• Επαρκή εξοπλισμό των θέσεων εργασίας
• Παρακολούθηση των παραγόμενων προϊόντων σε όλες τις φάσεις της παραγωγής
(από την αρχική διαμόρφωση της πρώτης ύλης μέχρι και την αποθήκευση και
φόρτωση του προϊόντος στους τόπους προορισμού)

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 12
• Εντοπισμό, καταγραφή και αντιμετώπιση προβλημάτων σχετικά με την ποιότητα
των προϊόντων
• Συνεχή εκπαίδευση και αξιολόγηση του προσωπικού
• Παρακολούθηση και έλεγχο των παραγγελιών των πρώτων και βοηθητικών υλών
• Έλεγχο και παρακολούθηση των εισερχομένων παραγγελιών
• Συστηματική παρακολούθηση των τυχόν αναθεωρήσεων και εφαρμοστέων
εθνικών και διεθνών προδιαγραφών
• Συστηματική παρακολούθηση της εφαρμογής και απόδοσης του Συστήματος
Διασφάλισης Ποιότητας από τη Διοίκηση της Εταιρίας
Την ευθύνη της συνεχούς σχεδίασης, εκτέλεσης και παρακολούθησης των ανωτέρω
διαδικασιών φέρει το Τμήμα Διασφάλισης Ποιότητας, το οποίο είναι ανεξάρτητο
από την παραγωγή και αναφέρεται κατευθείαν στο διευθυντή του εργοστασίου.
Την ευθύνη της διενέργειας των μετρήσεων και των απαραίτητων ελέγχων των
σωλήνων σε όλες τις φάσεις της παραγωγικής διαδικασίας, προκειμένου αυτοί να
πληρούν της προδιαγραφές της παραγγελίας, φέρει το Τμήμα Ποιοτικού Ελέγχου,
το οποίο απασχολεί το 15% του συνολικού προσωπικού της και διαθέτει ένα πλήρως
εξοπλισμένο εργαστήριο ελέγχου. Όλοι οι σωλήνες που πληρούν τις προδιαγραφές
της παραγγελίας συνοδεύονται από τα απαραίτητα πιστοποιητικά ελέγχου και
ποιότητας, ενώ όσοι δεν τις πληρούν μαρκάρονται και διαχωρίζονται.
Στα πλαίσια της συνεχούς βελτίωσης της ποιότητας και των τεχνικών
χαρακτηριστικών των παραγόμενων προϊόντων, η Εταιρία πραγματοποιεί μια σειρά
πρωτοποριακών προγραμμάτων έρευνας και ανάπτυξης. Στο Τμήμα Έρευνας και
Ανάπτυξης ερευνώνται οι παράγοντες που επηρρεάζουν την παραγωγική διαδικασία
και διατυπώνονται εισηγήσεις με στόχο τόσο τη βελτίωση της παραγωγής όσο και
την ανάπτυξη νέων προϊόντων.
1.6 Ο Ανταγωνισμός και η θέση της εταιρίας στον κλάδο - Προοπτικές
Ο κλάδος κατασκευής χαλυβδοσωλήνων με ραφή χαρακτηρίζεται από την ύπαρξη
μικρού αριθμού κατασκευαστών και υψηλή συγκέντρωση. Σύμφωνα με πρόσφατη
κλαδική μελέτη της ICAP, το 1998 μια μόνο Εταιρία, η ΣΩΛΗΝΟΥΡΓΕΙΑ
ΚΟΡΙΝΘΟΥ Α.Ε., κατείχε το 75% της συνολικής εγχώριας παραγωγής του

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 13
υποκλάδου κατασκευής χαλυβδοσωλήνων μεσαίων και μεγάλων διαμέτρων, ενώ
τρεις μόνο Εταιρίες, κατείχαν το 83% περίπου της συνολικής εγχώριας παραγωγής
του υποκλάδου κατασκευής χαλυβδοσωλήνων μικρών διαμέτρων.
Η εγχώρια ζήτηση είναι σχετικά περιορισμένη, εξαρτάται δε κυρίως από την
κατασκευαστική δραστηριότητα και από τα μεγάλα έργα υποδομής που διενεργούνται
κυρίως από τη Δημόσια Επιχείρηση Αερίου (Δ.ΕΠ.Α.), την Εταιρία Ύδρευσης και
Αποχέτευσης Πρωτευούσης (Ε.ΥΔ.Α.Π.) καθώς και από τις κατά τόπους Τεχνικές
Υπηρεσίες Δήμων και Κοινοτήτων (Τ.Υ.Δ.Κ.) και Δημοτικές Επιχειρήσεις Ύδρευσης
και Αποχέτευσης (Δ.Ε.Υ.Α.). Ένα από τα μεγαλύτερα εγχώρια έργα, στο οποίο
πρόσφατα συμμετείχε η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. είναι η κατασκευή του
Νέου Διεθνούς Αεροδρομίου της Αθήνας «Ελευθέριος Βενιζέλος». Η Εταιρία
προμήθευσε το αεροδρόμιο με 9.800 μέτρα σωλήνων 20 ιντσών, 4.850 μέτρα
σωλήνων 10 ιντσών και 730 μέτρα σωλήνων 6 ιντσών. Οι σωλήνες κατασκευάστηκαν
για τη διαμόρφωση του υπόγειου συστήματος ανατροφοδότησης του αεροδρομίου με
καύσιμα, τεχνική που χρησιμοποιείται για την ασφαλέστερη μεταφορά των υγρών
καυσίμων σε όλα τα διεθνή αεροδρόμια. Αντίστοιχους σωλήνες προμήθευσε η
Εταιρία στο Διεθνές αεροδρόμιο της Μαδρίτης, στο αεροδρόμιο Gatwick του
Λονδίνου καθώς και σε στρατιωτικά αεροδρόμια στην Ελλάδα και στο εξωτερικό.
Οι κυριότερες βιομηχανίες παραγωγής χαλυβδοσωλήνων μεσαίων και μεγάλων
διαμέτρων που δραστηριοποιούνται στην Ελλάδα και αντιπροσωπεύουν το σύνολο
σχεδόν της εγχώριας παραγωγής, κατασκευάζουν σωλήνες για τη μεταφορά νερού,
υγρών, αερίου, για συστήματα αποχετεύσεων, κατασκευές και γεωτρήσεις. Από την
άλλη, οι βιομηχανίες παραγωγής χαλυβδοσωλήνων μικρών διαμέτρων
κατασκευάζουν σωλήνες, οι οποίοι χρησιμοποιούνται σε συστήματα ύδρευσης,
θέρμανσης, άρδευσης, τεχνητής βροχής, μεταφοράς φυσικού αερίου καθώς και
λαμαρίνες, κοιλοδοκούς, σίδηρο μορφής και σύρματα.
Ειδικότερα η εγχώρια παραγωγή του υποκλάδου χαλυβδοσωλήνων μεγάλης
διαμέτρου, στον οποίο κυρίως δραστηριοποιείται η Εταιρία, ελέγχεται από τρείς
συνολικά εταιρίες:
• Τη ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε., με ποσοστό 75%,

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 14
• Τα ΕΛΛΗΝΙΚΑ ΣΩΛΗΝΟΥΡΓΕΙΑ Α.Ε., με ποσοστό 20%, και
• Τα ΣΩΛΗΝΟΥΡΓΕΙΑ ΘΗΒΩΝ Α.Ε., με ποσοστό 5%.
Απαραίτητη προϋπόθεση προκειμένου οι ελληνικές εταιρίες που δραστηριοποιούνται
στον κλάδο να πραγματοποιήσουν εξαγωγές και να ανταγωνιστούν τα μεγάλα
σωληνουργεία του εξωτερικού, είναι τα προϊόντα τους να πληρούν ιδιαίτερα
αυστηρές προδιαγραφές ποιότητας που αφορούν κυρίως στην ποιότητα της
χρησιμοποιούμενης πρώτης ύλης, στο μηχανολογικό εξοπλισμό, στο σύστημα
διασφάλισης ποιότητας, στο σύστημα ελέγχου ποιότητας καθώς και στον εξοπλισμό
δοκιμών. Επισημαίνεται ότι οι μεγάλες διεθνείς πετρελαϊκές και κατασκευαστικές
εταιρίες, προκειμένου να εγκρίνουν κάποια εταιρία κατασκευής σωλήνων ως
προμηθευτή τους, έχουν θεσπίσει ιδιαίτερα αυστηρές προδιαγραφές ποιότητας.
Γίνονται έτσι κατανοητοί οι λόγοι, για τους οποίους η Εταιρία έχει σαφή εξαγωγικό
προσανατολισμό, αφού έχει καταφέρει να εισέλθει και να εδραιώσει τη θέση της στις
διεθνείς αγορές.
Οι προοπτικές του κλάδου σύμφωνα με εκτιμήσεις των στελεχών της Εταιρίας,
διαγράφονται ευοίωνες, καθώς η αύξηση στην παγκόσμια ζήτηση σωλήνων
αναμένεται να συνεχιστεί, με αποκορύφωση την περίοδο 2000 – 2006, λόγω:
• Της εκμετάλλευσης εναλλακτικών πηγών ενέργειας, όπως το φυσικό αέριο, με
την αναζήτηση νέων κοιτασμάτων και της ανάγκης μεταφοράς του σε μεγάλες
αποστάσεις
• Της αλλαγής στις σχεδιαστικές ανάγκες των αγωγών (μεγαλύτερης διαμέτρου και
πάχους)
• Της ανάγκης σταδιακής αντικατάστασης των παλαιών αγωγών λόγω
συμπλήρωσης του κύκλου ζωής τους, με νέους σύγχρονης τεχνολογίας και
υψηλών προδιαγραφών ποιότητας
• Της επέκτασης των αγωγών ως μέσου μεταφοράς πετρελαίου σε αντικατάσταση
του παλαιού τρόπου μεταφοράς του με δεξαμενόπλοια
• Της ανάγκης εξεύρεσης και διάνοιξης νέων πηγών νερού (προκειμένου να
αντιμετωπιστεί το παγκόσμιο φαινόμενο της λειψυδρίας) και της μεταφοράς του
σε μεγάλες αποστάσεις.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 15
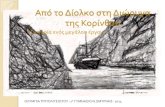
1.7 Οργανόγραμμα Το Διάγραμμα 1-1 είναι ένα οργανόγραμμα τύπου διαδικασίας και αφορά
αποκλειστικά την Βιομηχανική μονάδα της Κορίνθου [1]. Το πλήρες οργανόγραμμα
της Εταιρίας, συμπεριλαμβάνει την οργανωτική διαστρωμάτωση του εργαζόμενου
προσωπικού τόσο στα γραφεία της Εταιρίας στην Αθήνα, όσο και στην Βιομηχανική
μονάδα Θίσβης στη Βοιωτία (ΒΙ.ΠΕ.Θίσβης) και παρουσιάζεται στο παράρτημα ΙΙΙ
στο τέλος της εργασίας.

Κεφάλαιο 1: Παρουσίαση της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 16
Διευθύνων ΣύμβουλοςΓενικός Διευθυντής
ΕμπορικόςΔιευθυντήςΕσωτερικού
ΥπεύθυνοςΔιεθνών
Σχέσεων &Ανάπτυξης
ΥπεύθυνοςΔιεκπεραίωσηςΕξαγωγών
ΓενικόςΕμπορικόςΔιευθυντής
ΑναπληρωτήςΓενικός Διευθυντής
ΟικονομικόςΔιευθυντής
ΤεχνικόςΔιευθυντήςΕργοστασίου
ΔιευθυντήςΠρομηθειών
ΥπεύθυνοςΚοστολόγησης
ΥπεύθυνοςΠληροφοριών
ΥπεύθυνοςΤαμειακώνΛογ/μών
ΥπεύθυνοςΠροσωπικού
ΥπεύθυνοςΈρευνας &Ανάπτυξης
ΥπεύθυνοςΥγειινής
ασφάλειας &Περιβάλλοντος
ΥπεύθυνοςΜονάδας
ΔιασφάλισηςΠοιότητας
ΥπεύθυνοςΕλέγχου
Προδιαγραφών
ΥπεύθυνοςΑποθήκηςΔιακίνησης
ΥπεύθυνοςΠρομηθειών &Ανταλλακτικών
ΥπεύθυνοςΠοιοτικούΕλέγχου
ΥπεύθυνοςΠαραγωγήςΣωλήνων
ΥπεύθυνοςΑντιδιαβρ/κήςΠροστασίαςΣωλήνων
ΥπεύθυνοςΜηχ/κής
Συντήρησης
ΥπεύθυνοςΗλεκτρ/κήςΣυντήρησης
ΕργοδηγόςΑποθήκης &Διακίνησης
ΠροϊστάμενοςΕργοστασίου
ΕργοδηγόςΕλεγκτών
ΕργοδηγόςΣωλήνων
ERW
ΕργοδηγόςΣωλήνων
SAW
ΕργοδηγόςPE/EPOXYΕπένδυσης
ΕργοδηγόςΠισσαριστικών
ΕργοδηγόςΜηχ/κώνΣυνεργείων
ΕργοδηγόςΗλεκτρ/κώνΣυνεργείων
Διάγραμμα 1-1: Οργανόγραμμα τύπου διαδικασίας βιομηχανικής μονάδας Κορίνθου.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 17
2 Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
2.1 Εισαγωγή Στο κεφάλαιο αυτό θα πραγματευτούμε πλήρως μία από τις προηγουμένως εν
συντομία περιγραφόμενες παραγωγικές διαδικασίες (1.4). Για την καλύτερη
κατανόηση της ανάλυσης που θα ακολουθήσει, παρατίθενται κάποια εισαγωγικά
στοιχεία σχετικά με την έννοια παραγωγική διαδικασία εν γένει.
Με τον όρο παραγωγή ορίζεται κάθε οργανωμένη δραστηριότητα που αποσκοπεί
στην αύξηση της αξίας ή της χρησιμότητας υλικών πραγμάτων ή την παροχή
υπηρεσιών με την ανάλωση κάποιων πόρων (υλικών, εργασίας, κλπ.). Αντίστοιχα με
τον όρο παραγωγικό σύστημα ορίζεται κάθε σύστημα, δηλαδή κάθε οργανωμένο
σύνολο στοιχείων, που παράγει προϊόντα ή υπηρεσίες [2]. Ένα παραγωγικό σύστημα
αποτελείται από κάποια κύρια υποσυστήματα, που εκτελούν τις κύριες παραγωγικές
λειτουργίες του συστήματος (αμιγώς μεταποιητική δραστηριότητα – line function)
και από κάποια δευτερεύοντα υποσυστήματα (support functions), που υποστηρίζουν
τα πρώτα. Για παράδειγμα η κύρια λειτουργία του συστήματος εργοστάσιο, δηλαδή η
παραγωγή προϊόντων υποστηρίζεται από τα υποσυστήματα προμηθειών, μεταφορών,
επικοινωνιών, πληροφοριών, λογιστικής, δικτύων ενέργειας, νερού κ.α..
Η γεωμετρία του συγκεκριμένου παραγωγικού συστήματος που θα μελετήσουμε είναι
παρόμοια ενός καταστήματος ροής με επανεισόδους (reentrant flow shop). Σε ένα
τέτοιο σύστημα το προϊόν παράγεται σχεδόν μαζικά και τα επιμέρους κομμάτια
ακολουθούν την ίδια διαδρομή κατεργασιών στις μηχανές Μ1, Μ2, Μ3,…διαδοχικά.
Ένα κομμάτι όμως μπορεί να επισκέπτεται την ίδια μηχανή πολλές φορές για
επανεπεξεργασία ή επανέλεγχο. Η διαδικασία παραγωγής γίνεται κατά παρτίδες
(batch processing) και συνεπώς οι μηχανές αναδιαμορφώνονται με τη λήξη ενός
κύκλου εκτέλεσης εργασιών ώστε να επαναλειτουργήσουν για την παραγωγή
προϊόντων διαφορετικών προδιαγραφών στα πλαίσια μιας νέας παραγγελίας.
Η παραγωγή αρχίζει με την άφιξη μιας παραγγελίας, οπότε εκδίδεται η εντολή
παραγωγής (βλ.2.3.1), η οποία ενεργοποιεί όλο το σύστημα. Σε τέτοιου είδους

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 18
συστήματα (παραγωγή κατά παραγγελία) τα αποθέματα είναι σχεδόν μηδενικά αφού
τα προϊόντα είναι εντελώς διαφορετικά (πλούσια ποικιλία) με αποτέλεσμα να μην
είναι δυνατή η πρόβλεψη ζήτησης για το καθένα. Στη συνέχεια εξετάζεται η
λειτουργία ενός παραγωγικού συστήματος με τους παραπάνω "περιορισμούς" για την
κατασκευή χαλυβδοσωλήνων.
2.2 Γενικά Στα πλαίσια των παραγωγικών δραστηριοτήτων της Εταιρίας ΣΩΛΗΝΟΥΡΓΕΙΑ
ΚΟΡΙΝΘΟΥ Α.Ε. θα αναπτύξουμε πλήρως τη παραγωγική διαδικασία για την
κατασκευή σωλήνων με τη μέθοδο της ευθείας ραφής (Electric Resistance Welded
pipes), η οποία εφεξής θα ονομάζεται μέθοδος ERW. Η επιλογή αυτή έγινε με βάση
τα εξής κριτήρια:
• οι σωλήνες του συγκεκριμένου είδους αποτελούν το βασικό προϊόν της Εταιρίας
• η κατασκευή σωλήνων με τη μέθοδο ERW είναι ταχύτερη (συγκριτικά με τη
μέθοδο SAW) και συνεπώς πιο εύκολη στην παρατηρησιμότητά της σχετικά με
όλες τις παραμέτρους της εν λόγω παραγωγικής διαδικασίας
Η ανάλυση της παραγωγικής διαδικασίας για την κατασκευή σωλήνων με τη μέθοδο
ERW θα γίνει βάσει του διαγράμματος διαδικασιών ή ροής (flow chart), το οποίο
ακολουθείται από την Εταιρία για τη συγκεκριμένη μονάδα παραγωγής. Θα ήταν
αδόκιμο στα πλαίσια των θεμάτων που εξετάζει η παρούσα εργασία να αναφερθούμε
μονοδιάστατα ή λεπτομερώς (σ.σ. σε σχέση μόνο με τη μεταποίηση που υφίσταται η
πρώτη ύλη) στη παραγωγική διαδικασία. Συνεπώς η ανάλυση της παραγωγικής
διαδικασίας θα περιέχει στοιχεία τόσο από παραμέτρους της παραγωγής όσο και από
ελέγχους ή/και επιθεωρήσεις που γίνονται παράλληλα με την αμιγώς μεταποιητική
δραστηριότητα.
Ακολουθώντας το σκεπτικό αυτό, θα εξεταστούν εκτενέστερα οι ενέργειες εκείνες, οι
οποίες είναι καθοριστικής σημασίας για την επιτευχθείσα ποιότητα του τελικού
προϊόντος. Η διακριτοποίηση αυτή δεν οδηγεί σε καμία περίπτωση σε λιγότερο ή
περισσότερο σημαντικές ενέργειες αλλά αποσκοπεί στην εστίαση του ενδιαφέροντος
του αναγνώστη σε σημεία – κλειδιά της παραγωγικής διαδικασίας όσο αφορά την
αποδοχή ή την απόρριψη των σωλήνων (quality control points). Τα σημεία αυτά
ονομάζονται κρίσιμες διαδικασίες ή κρίσιμοι έλεγχοι. Αξίζει να σημειωθεί πως
στα πλαίσια παραγωγής σωλήνων από την Εταιρία, όλοι οι σωλήνες περνούν από όλα

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 19
τα στάδια της παραγωγής ακόμα και αν κριθούν πρώιμα απορριπτέοι για κάποιον
έλεγχο.
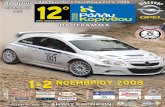
Παρακάτω παρουσιάζεται αρχικά το διάγραμμα ροής της μονάδας παραγωγής
ERW (Διάγραμμα 2-1), το οποίο θα αποτελέσει οδηγό για την περαιτέρω ανάλυση
και στη συνέχεια το διάγραμμα διαδικασιών, ελέγχων και επιθεωρήσεων σύμφωνα
με τα πρότυπα ASME (Διάγραμμα 2-2). Στο Διάγραμμα 2-2 χρησιμοποιούνται τα
εξής σύμβολα:
Λειτουργία (operation). Μια λειτουργία συμβαίνει όταν ένα αντικείμενο
σκόπιμα μεταβάλλεται ως προς ένα ή περισσότερα χαρακτηριστικά του και
αντιπροσωπεύει μια κύρια φάση της παραγωγικής διαδικασίας που συνήθως
πραγματοποιείται σε μια μηχανή ή σε μια θέση εργασίας.
Έλεγχος (inspection). Ένας έλεγχος συμβαίνει όταν ένα αντικείμενο εξετάζεται
με σκοπό να διαπιστωθεί η ταυτότητα του ή για να συγκριθεί με κάποιο ποσοτικό ή
ποιοτικό πρότυπο.
Καθυστέρηση (delay). Μια καθυστέρηση συμβαίνει όταν δεν εκτελείται
αμέσως η επόμενη δραστηριότητα. Αποτελεί επομένως μέρος της παραγωγικής
δραστηριότητας και εξυπηρετεί κάποιο συγκεκριμένο σκοπό.
Αποθήκευση (storage). Μια αποθήκευση συμβαίνει όταν ένα αντικείμενο
διατηρείται μέσα σε κάποιο χώρο ελεγχόμενο με τέτοιο τρόπο ώστε η μετακίνηση του
από το χώρο αυτό να γίνεται μόνο από αρμόδια άτομα.
Μεταφορά (transportation). Μια μεταφορά συμβαίνει όταν ένα αντικείμενο
μετακινείται από μία θέση σε μία άλλη.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 20
ΑνόπτησηΡαφής
ΑπόψυξηΣυγκόλλησης
Προδιαμόρφωση Διαμόρφωση
ΥδραυλικήΔοκιμή
Έλεγχος Ραφήςμε Υπέρηχους
ΟπτικόςΈλεγχος
ΖύγισηΜέτρηση μήκουςΜαρκάρισμα
Αποθήκευση Μεταφορά
ΣυγκόλλησηERW
ΤελικήΡύθμισηΔιαμέτρου
ΚοπήΣωλήνων
ΙσιωτικήΣωλήνωνΦρεζάρισμα
ΈλεγχοςΠεριοχής
Συγκόλλησηςμε Υπέρηχους
ΔημιουργίαΤαυτότηταςΣωλήνων
Κοπή ΔοκιμίωνFlattening Test
Τρόχισμα
ΈλασμαΧάλυβαΘερμήςΈλασης Εκτύλιξη
ΤσερκιούΙσιωτικήΤσερκιού
ΚοπήΆκρων
ΈλεγχοςΕλάσματος
με Υπέρηχους
(Τσέρκι)
Διάγραμμα 2-1: Διάγραμμα ροής μονάδας παραγωγής ERW.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 21
14
17
18
19
15 16
1
7
3
2
4
5
6
8
9
10
11
12
13
D
23
20
22
21
D
Λειτουργία
Έλεγχος
Αποθήκευση
Καθυστέρηση
Διάγραμμα 2-2: Διάγραμμα διαδικασιών, ελέγχων και επιθεωρήσεων μονάδας παραγωγής ERW.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 22
Οι αριθμοί που χρησιμοποιούνται στο Διάγραμμα 2-2 αντιστοιχούν στις παρακάτω
λειτουργίες ή ελέγχους ενώ σε παρένθεση αναφέρεται ο απαραίτητος μηχανολογικός
εξοπλισμός για τη διεκπεραίωση της εκάστοτε δραστηριότητας.
1. Εκτύλιξη τσερκιού (Τροφοδοτικό)
2. Ισιωτική τσερκιού και Κοπή γλώσσας (Ψαλίδι)
3. Έλεγχος ελάσματος με υπερήχους (Συσκευή ελέγχου με τη βοήθεια υπέρηχων)
4. Κοπή άκρων (Σωληνοποιητική μηχανή – Ξακριστικό)
5. Προδιαμόρφωση (Σωληνοποιητική μηχανή – Πεπόνι)
6. Διαμόρφωση (Σωληνοποιητική μηχανή – Κλωβός)
7. Συγκόλληση ERW (Σωληνοποιητική μηχανή – Fin pass)
8. Έλεγχος περιοχής ραφής με υπερήχους μετά τη συγκόλληση (Συσκευή ελέγχου
με τη βοήθεια υπέρηχων)
9. Ανόπτηση ραφής (Συσκευή ανόπτησης)
10. Απόψυξη συγκόλλησης (Ψυκτικό)
11. Τελική ρύθμιση της διαμέτρου (Καλιμπραριστικό)
12. Κοπή των σωλήνων (Κινητό κοπτικό)
13. Δημιουργία ταυτότητας σωλήνων
14. Ισιωτική σωλήνων (Ισιωτική μηχανή)
15. Κοπή δοκιμίων (Στατικό κοπτικό)
16. Flattening test (Υδραυλική πρέσα)
17. Φρεζάρισμα (Φρεζαριστικά)
18. Υδραυλική δοκιμή (Υδραυλικό δοκιμαστήριο)
19. Έλεγχος της ραφής με υπερήχους μετά την Υδραυλική δοκιμή (Συσκευή
ελέγχου με τη βοήθεια υπέρηχων)
20. Οπτικός έλεγχος
21. Ζύγιση (Ηλεκτρονική ζυγαριά)
22. Μέτρηση μήκους
23. Μαρκάρισμα
2.3 Ανάλυση Παραγωγικής Διαδικασίας Σε μια προσπάθεια καλύτερης κατανόησης της παραγωγικής διαδικασίας, η τελευταία
χωρίζεται σε 9 ενότητες - φάσεις, οι οποίες είτε ομαδοποιούν επιμέρους διακριτές
ενέργειες της παραγωγής είτε αναφέρονται σε μεμονωμένες ενέργειες ικανές να

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 23
αποτελέσουν από μόνες τους μία ενότητα λόγω σημασίας ή μεγέθους στη συνολική
μεταποιητική δραστηριότητα.
Εντολή Παραγωγής
Για την έναρξη μιας νέας παραγωγής, ο διευθυντής του εργοστασίου αναθέτει την
προετοιμασία του εγγράφου της εντολής παραγωγής (Process Sheet) στον
Διευθυντή Διασφάλισης Ποιότητας ή στον Διευθυντή Ποιοτικού Ελέγχου. Το
έγγραφο αυτό είναι το σημαντικότερο έγγραφο της παραγωγικής διαδικασίας στο
βαθμό που αυτή περικλείει τις βήμα προς βήμα διαδικασίες μεταποίησης της πρώτης
ύλης, τους ελέγχους, τις επιθεωρήσεις, τα κριτήρια αποδοχής των τελικών προϊόντων
κ.α. Ο διευθυντής του εργοστασίου με τον τρόπο αυτό προγραμματίζει την
παραγωγική διαδικασία και φροντίζει για την εκκίνηση, τον συντονισμό και την
εύρυθμη λειτουργία της. Η πρότυπη μορφή του συγκεκριμένου εγγράφου καθώς και
μια συμπληρωμένη εντολή παραγωγής παρουσιάζονται παρακάτω.
Κάθε εντολή παραγωγής συντάσσεται με βάση τη διάμετρο των προς παραγωγή
σωλήνων. Συνεπώς η διάμετρος (π.χ. 6 5/8΄΄) καθορίζει την αύξηση του σειριακού
αριθμού (Νο:585) μέτρησης των εντολών παραγωγής. Στη συμπληρωμένη εντολή
παραγωγής ο αναγνώστης παρατηρεί πως δίπλα από τη διάμετρο συμπληρώνεται η
αναθεώρηση (Revision) των οδηγιών που ακολουθούνται για την ολοκλήρωση της
παραγωγικής διαδικασίας καθώς και η ημερομηνία σύνταξής τους. Οι οδηγίες είναι
σαφείς, επεξηγηματικές και λεπτομερείς περιγραφές ενεργειών, τις οποίες
ακολουθούν οι εργαζόμενοι σε κάθε στάδιο της παραγωγικής διαδικασίας. Αυτές
καθορίζουν βήμα προς βήμα την εξελικτική πορεία της παραγωγής και η σωστή
τήρηση τους είναι προϋπόθεση για την επίτευξη υψηλών επιπέδων ποιότητας του
τελικού προϊόντος. Καθώς οι ανάγκες της παραγωγικής διαδικασίας εξελίσσονται, οι
διάφορες φάσεις της παραγωγής μεταβάλλονται απαιτώντας νέους ελέγχους και
δοκιμές γεγονός που οδηγεί στην αναθεώρηση των οδηγιών κάθε φορά που αυτό
κρίνεται σκόπιμο. Για παράδειγμα η αγορά και η εισαγωγή μιας καινούργιας μηχανής
για την αντικατάσταση μιας παλαιότερης μεταβάλλει τις απαιτούμενες γνώσεις για το
σωστό χειρισμό της, επηρρεάζει τα επόμενα στάδια της παραγωγής κλπ., με
αποτέλεσμα την αναθεώρηση της οδηγίας που αφορά το συγκεκριμένο ή και άλλα
επηρρεαζόμενα στάδια της παραγωγής.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 24
Ο καθεαυτού πίνακας της εντολής παραγωγής διαχωρίζει την εντολή παραγωγής σε
επιμέρους παρτίδες (SubNo:1, 2, 3, 4, 5). Οι παρτίδες αυτές (585/1, 585/2, 585/3,
κλπ.), οι σωλήνες των οποίων ανήκουν πάντα στην ίδια διάμετρο διαφοροποιούνται
εξαιτίας:
i. των πελατών (περισσότεροι από έναν πελάτες ζητούν σωλήνες της ίδιας
διαμέτρου) – ΣΤΟΙΧΕΙΑ ΠΕΛΑΤΟΥ.
ii. του πάχους των σωλήνων – ΠΑΧΟΣ.
iii. των προδιαγραφών, ειδικών διαδικασιών, ελέγχων, επιθεωρήσεων που
απαιτούνται από τον εκάστοτε πελάτη – ΠΡΟΔΙΑΓΡ., ΕΙΔ.ΑΠΑΙΤΗΣΕΙΣ,
ΣΗΜΕΙΑ ΦΟΡΤΩΣΗΣ, ΕΠΙΤ.ΚΟΝΤΕΣ, κ.α.
Για κάθε παρτίδα καθορίζονται όλες οι παραπάνω παράμετροι και τελικά το έγγραφο
εγκρίνεται και υπογράφεται από τον Διευθυντή του εργοστασίου. Στη συνέχεια η
εντολή παραγωγής διανέμεται στους σταθμούς εργασίας και στο αρμόδιο προσωπικό
ώστε να ξεκινήσει πλέον η παραγωγή.
Πρώτη Ύλη
Η πρώτη ύλη για την παραγωγή χαλυβδοσωλήνων με τη μέθοδο ERW είναι
ελάσματα θερμής έλασης σε μορφή κουλούρας. Τα ελάσματα αυτά (χαλυβδοταινίες)
ονομάζονται τσέρκια (coils) και προέρχονται από τα χυτήρια (heats) των
Χαλυβουργιών. Ένα συγκεκριμένο χυτήριο της Χαλυβουργίας (θεωρούμενο σαν
σύνολο ενεργειών) είναι υπεύθυνο για την ποιότητα της χύτευσης του χάλυβα
(θερμοκρασία, χρόνος επεξεργασίας), από το οποίο θα προκύψουν τα αποστελλόμενα
στην Εταιρία τσέρκια. Ένα χυτήριο (Heat No) παράγει αρκετά τσέρκια (Coil No) και
συνεπώς διαφορετικές ομάδες τσερκιών διακριτοποιούνται με βάση το χυτήριο από
το οποίο προήλθαν.
Τα τσέρκια χαρακτηρίζονται από :
• Το βάρος: το βάρος του τσερκιού δεν πρέπει να ξεπερνά τους 22 τόννους.
• Την εξωτερική και την εσωτερική διάμετρο της κουλούρας:
Μέγιστη εξωτερική διάμετρος: 2000 mm
Ελάχιστη εσωτερική διάμετρος: 450 mm
Μέγιστη εσωτερική διάμετρος: 750 mm
• Το πλάτος του ελάσματος: το πλάτος είναι καθοριστικό για την παραγωγή μιας
και μόνης διαμέτρου σωλήνος και εξαρτάται από το πάχος του.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 25
• Το πάχος του ελάσματος: το πάχος του ελάσματος καθορίζεται από την
προδιαγραφή ή την αντίστοιχη προδιαγραφή σωλήνων API 5L και API 5CT.
• To είδος του χάλυβα: οι παραγόμενοι σωλήνες εκτός από τη διάσταση τους
ποικίλλουν ανάλογα με το είδος του υλικού κατασκευής τους.
2.3.1 Πρώτη φάση της παραγωγικής διαδικασίας Η πρώτη φάση περιλαμβάνει τις εξής διαδικασίες:
I. Εκτύλιξη τσερκιού
II. Ισιωτική τσερκιού και Κοπή γλώσσας – Ψαλίδι
III. Κοπή άκρων – Ξακριστικό
ΈλασμαΧάλυβαΘερμήςΈλασης Εκτύλιξη
ΤσερκιούΙσιωτικήΤσερκιού
ΚοπήΆκρων
ΈλεγχοςΕλάσματος
με Υπέρηχους
(Τσέρκι)
Διάγραμμα 2-3: Πρώτη φάση της παραγωγικής διαδικασίας.
I. Εκτύλιξη τσερκιού
Η παραγωγική διαδικασία στην αρχική αυτή φάση μεταποίησης της πρώτης ύλης
έχει ως εξής: Το τσέρκι με τη βοήθεια γερανού τοποθετείται προσεκτικά μπροστά
από την Ισιωτική μηχανή ελάσματος – Τροφοδοτικό, στην οποία και
"προσδένεται". Εκεί το τσέρκι ξεκινά να στρέφεται και συνεπώς ταυτόχρονα να
ξετυλίγεται με τη βοήθεια ειδικής υποδοχής. Αμέσως μετά ο χειριστής του
τροφοδοτικού συμπληρώνει το Δελτίο Ανάλωσης και Ελέγχου Eλασμάτων,
πρότυπη μορφή του οποίου επισυνάπτεται στο παράρτημα ΙΙ. Στο δελτίο αυτό
καταγράφονται ο αριθμός της εντολής παραγωγής, η οποία "τρέχει" την εκάστοτε
χρονική στιγμή, ο σειριακός αριθμός του δελτίου και η ημερομηνία. Στην κυρίως
φόρμα ο χειριστής συμπληρώνει τον αύξοντα αριθμό του χρησιμοποιούμενου
τσερκιού για τη συγκεκριμένη εντολή παραγωγής (α/α), τους σειριακούς αριθμούς
τσερκιού (Coil No) και χυτηρίου (Heat No), το βάρος, το πλάτος και την ποιότητα

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 26
του, στοιχεία τα οποία είναι δεδομένα από τον προμηθευτή αλλά έχουν διαπιστωθεί
και από ελέγχους της Εταιρίας (βλ.2.3.1.1.Α).
Στη συνέχεια ο χειριστής πρoβαίνει ο ίδιος σε μετρήσεις πλάτους, πάχους, μήκους και
ταχύτητας τροφοδοτικού (βλ.2.3.1.1.Β), τα αποτελέσματα των οποίων καταγράφει
μαζί με τα στοιχεία του προμηθευτή, το σειριακό αριθμό της κατεργαζόμενης
παρτίδας (Sub No), και τις χρονικές στιγμές έναρξης και λήξης της επεξεργασίας του
συγκεκριμένου τσερκιού. Τέλος αν για οποιοδήποτε λόγο καθυστερήσει η
παραγωγική διαδικασία από τη χρονική στιγμή έναρξης συμπληρώνει το πεδίο Αιτία
Καθυστέρησης με ένα από τα τρία γράμματα (Βλάβη, Αλλαγή διαμέτρου, Χ=άλλη
αιτία) που υποδεικνύονται.
II. Ισιωτική τσερκιού και Κοπή γλώσσας
Μετά την εκτύλιξη του και την κοπή του αρχικού τμήματος (γλώσσας) από το
ψαλίδι, το τσέρκι ισιώνεται περνώντας επάνω ή/και ενδιάμεσα από κυλιόμενους
κυλίνδρους ώστε να γίνει απολύτως επίπεδο (επίπεδη λωρίδα χάλυβα).
Σε αυτό το σημείο λαμβάνει χώρα (εφόσον απαιτείται από την προδιαγραφή ή τον
πελάτη) ο έλεγχος του ελάσματος με υπερήχους (πρώτος έλεγχος υπερήχων)1. Ο
έλεγχος αυτός αποσκοπεί στην ανεύρεση σφαλμάτων που ίσως υπάρχουν στο έλασμα
(εγκλείσεις και αναδιπλώσεις) αλλά γίνονται αντιληπτά μόνο με τη χρήση
τεχνολογίας υπερήχων.
Σε περίπτωση που προκύψουν ευρήματα από τις δύο σταθερές και τις έξι κινούμενες
επαφές που σαρώνουν το έλασμα (βλ. 2.3.6), η συσκευή αυτόματα χρωματίζει την
υπό έρευνα περιοχή. Μετά την παραγωγή του σωλήνα η περιοχή που φέρει το χρώμα
επαναξιολογείται και σύμφωνα με τα κριτήρια αποδοχής/απόρριψης του πελάτη
αποφασίζεται αν ο σωλήνας θα γίνει αποδεκτός ή όχι.
1 Ο συγκεκριμένος έλεγχος υπερήχων είναι ο πρώτος από τους συνολικά τρεις ελέγχους τέτοιου είδους
(χρήση τεχνολογίας υπερήχων) που περιλαμβάνονται στη γραμμή παραγωγής. Ο τρίτος έλεγχος του
σωλήνα με υπερήχους είναι κρίσιμος έλεγχος για την αποδοχή ή την απόρριψη του σωλήνα (βλ.2.3.6).
Πρώτος έλεγχος υπερήχων : έλεγχος του ελάσματος (βλ.2.3.1.γ)
Δεύτερος έλεγχος υπερήχων : έλεγχος μετά τη συγκόλληση(βλ.2.3.2.γ)
Τρίτος έλεγχος υπερήχων : έλεγχος μετά την υδραυλική δοκιμή (βλ.2.3.6)

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 27
Ο αρμόδιος χειριστής για τη λειτουργία της συσκευής ελέγχου του ελάσματος με
υπέρηχους συμπληρώνει το Δελτίο Ελέγχου με υπερήχους αναγράφοντας ευκρινώς
τη λέξη Coil. Το έγγραφο αυτό επισυνάπτεται σε πρότυπη και συμπληρωμένη μορφή
αλλά πλήρης ανάλυση του θα γίνει στον τελικό έλεγχο υπερήχων.
ΙΙΙ. Κοπή άκρων - Ξακριστικό
Ακολούθως αφαιρούνται από το τσέρκι ομοιόμορφα τα ακραία πλαϊνά τμήματα με
τη βοήθεια κατάλληλων μαχαιριών, με αποτέλεσμα τη μείωση του πλάτους του. Τότε
λέμε ότι το τσέρκι "ξακρίζεται" στο πρώτο τμήμα της Σωληνοποιητικής μηχανής,
το ξακριστικό. Το τσέρκι που χρησιμοποιείται παραγγέλνεται αξάκριστο, σε
μοναδιαία ή πολλαπλά πλάτη. Αν πρόκειται για μοναδιαίο πλάτος, αφαιρείται μικρό
τμήμα από τις άκρες του (μέγιστη μείωση πλάτους από την κάθε πλευρά: 1cm). Στη
περίπτωση πολλαπλών πλατών το τσέρκι κόβεται στα επιθυμητά καθαρά πλάτη στο
σχιστικό της Σωληνοποιητικής μηχανής. Η διαδικασία του ξακριστικού αποσκοπεί
στο να απομακρυνθούν τα άκρα, τμήματα δηλαδή τα οποία ίσως έχουν υποστεί μη
αντιληπτές οπτικά μηχανικές κακώσεις με απώτερο σκοπό να βελτιωθεί η ποιότητα
της ραφής2.
2.3.1.1 Διενεργούμενοι έλεγχοι πρώτης ύλης
Οι έλεγχοι των παραλαμβανόμενων ελασμάτων – τσερκιών συνίστανται στους εξής :
Α) Έλεγχος κατά την παραλαβή
Ο ελεγκτής παραλαβής είναι υποχρεωμένος να διενεργεί τους παρακάτω ελέγχους:
Αρχικά ελέγχει αν η πινακίδα του τσερκιού περιλαμβάνει τα απαιτούμενα από τον
προμηθευτή στοιχεία (βάρος, ποιότητα, διάσταση, αριθμός παραγγελίας, ημερομηνία
παραγωγής, αριθμός χυτηρίου και αριθμός τσερκιού). Στη συνέχεια το τσέρκι
ζυγίζεται, διαπιστώνεται η καταλληλότητα της συσκευασίας του και ελέγχεται για
εμφανείς οπτικά μηχανικές κακώσεις ή τυχόν οξείδωση από θαλασσινό νερό ή για
την εμφάνιση τηλεσκοπικής μορφής. Αν για οποιονδήποτε από τους παρακάτω
ελέγχους παρατηρηθεί απόκλιση, τότε σημαδεύει με κόκκινο χρώμα το τσέρκι και
2 Υπάρχουν ειδικοί πίνακες, οι οποίοι παρουσιάζουν τις επιτρεπόμενες αποκλίσεις ή συσχετίσεις μεταξύ πάχους, πλάτους και ευθύτητας ενός τσερκιού. Οι πίνακες αυτοί χρησιμοποιούνται από τους χειριστές των διάφορων μηχανών στη ροή της παραγωγικής διαδικασίας.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 28
τοποθετεί κατάλληλα συμπληρωμένη πινακίδα ακαταλληλότητας
(NonConformance Label – NC Label), πρότυπη μορφή της οποίας επισυνάπτεται. Β) Έλεγχος κατά τη χρησιμοποίηση των τσερκιών
Με ευθύνη του εργοδηγού παραγωγής μεταφέρονται στο χώρο τροφοδοσίας της
σωληνοποιητικής μηχανής τα τσέρκια που θα χρησιμοποιηθούν σύμφωνα με την
ποιότητα και τη διάσταση που ορίζει η εντολή παραγωγής (process sheet). Ο
χειριστής του τροφοδοτικού προβαίνει στους παρακάτω ελέγχους. Στην αρχή
καταγράφει το μήκος του τσερκιού και ελέγχει το πλάτος και το πάχος του σε τρία
διαφορετικά σημεία καταγράφοντας (Δελτίο Ανάλωσης και Ελέγχου Ελασμάτων) το
μέσο όρο των μετρήσεων. Ακολούθως ελέγχει την ευθύτητα του τσερκιού καθώς και
τα μήκη γλώσσας και ουράς (αντίστοιχα το πρώτο και το τελευταίο τμήμα του
τσερκιού). Για κάθε νέο χυτήριο κόβει δείγμα για μηχανικές δοκιμές και χημική
ανάλυση μαρκάροντας τα δοκίμια με τον αριθμό τσερκιού και τον αριθμό χυτηρίου.
Γ) Έλεγχος πιστοποιητικών ποιότητας των τσερκιών
Ο προϊστάμενος του Τμήματος Ποιοτικού Ελέγχου προβαίνει σε έλεγχο των
στοιχείων των πιστοποιητικών που συνοδεύουν την πρώτη ύλη και έχουν εγκριθεί
από τον προμηθευτή. Ελέγχει δηλαδή αν οι μηχανικές ιδιότητες και η χημική
ανάλυση είναι σύμφωνες με τις απαιτήσεις της προδιαγραφής υλικών και της
παραγγελίας και στη συνέχεια αν η αναγραφόμενη διάσταση περιλαμβάνεται στην
παραγγελία. Τέλος ελέγχει αν η ποιότητα του χάλυβα αναγράφεται στο πιστοποιητικό
και αν τα εν λόγω πιστοποιητικά αφορούν τη συγκεκριμένη παραγγγελία.
Είναι σαφές πως η ανάλυση της πρώτης φάσης της παραγωγικής διαδικασίας και των
ελέγχων δεν συνιστά αντίστοιχη χρονική σειρά πραγματοποίησης τους.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 29
2.3.2 Δεύτερη φάση της παραγωγικής διαδικασίας Η δεύτερη φάση της παραγωγικής διαδικασίας είναι η σημαντικότερη ενότητα
δραστηριοτήτων όσο αφορά τη μορφοποίηση του ελάσματος και περιλαμβάνει τις
εξής παραγωγικές δραστηριότητες:
Ι. Προδιαμόρφωση
ΙΙ. Διαμόρφωση
III. Συγκόλληση ERW
ΙV. Ανόπτηση ραφής
ΑνόπτησηΡαφήςΠροδιαμόρφωση Διαμόρφωση Συγκόλληση
ERW
ΈλεγχοςΠεριοχής
Συγκόλλησηςμε Υπέρηχους
Διάγραμμα 2-4: Δεύτερη φάση της παραγωγικής διαδικασίας.
Γενικά
Η συγκεκριμένη ενότητα διαδικασιών είναι η σημαντικότερη της παραγωγικής
διαδικασίας θεωρούμενης από την πλευρά της μεταποιητικής δραστηριότητας. Σε
αυτή τη δεύτερη φάση το χαλύβδινο έλασμα κυλινδροποιείται προοδευτικά και
διαμορφώνεται κατάλληλα ώστε να συγκολληθούν τα άκρα του και στη συνέχεια να
γίνει η θερμική επεξεργασία της ραφής. Σε αυτό το σημείο πρέπει να σημειώσουμε
πως κατά το ξεκίνημα μίας νέας παραγωγής, ορίζονται οι παράμετροι λειτουργίας
των μηχανών όπως: ρεύμα ανόδου, τάση ανόδου, δύναμη συμπίεσης άκρων,
ταχύτητα παραγωγής καθώς και η θερμοκρασία ανόπτησης, οι οποίες σημειώνονται
στο Δελτίο Παραμέτρων (συμπληρωμένη μορφή του οποίου επισυνάπτεται) από τον
Διευθυντή Παραγωγής και θεωρούνται από τον Διευθυντή Ποιοτικού Ελέγχου. Μετά
την επιβεβαίωση της ορθότητας των ορίων των παραμέτρων αρχίζει κανονικά η
παραγωγή. Σε περίπτωση απόκλισης από τα όρια που έχουν τεθεί, υπάρχει αυτόματος
ψεκασμός του τμήματος του σωλήνα που παρείχθει εκτός ορίων. Αυτά όμως θα
γίνουν περισσότερο κατανοητά στη συνέχεια. Εξετάζουμε τώρα την κάθε διαδικασία
ξεχωριστά.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 30
Ι. Προδιαμόρφωση
Το επίπεδο έλασμα χάλυβα οδηγείται ξακρισμένο πλέον με τη βοήθεια κυλιόμενων
κυλίνδρων στο δεύτερο τμήμα της Σωληνοποιητικής μηχανής, το οποίο ονομάζεται
"πεπόνι". Εκεί υπόκειται σε μία πρώτη προδιαμόρφωση μέσω ειδικού ζεύγους
ράουλων ανάλογα με το πλάτος του τσερκιού. Πιο συγκεκριμένα το επίπεδο έλασμα
διέρχεται ανάμεσα στο "πεπόνι" (ράουλο σε σχήμα πεπονιού σε διάφορες διαστάσεις
ανάλογα με το πάχος του ελάσματος και την επιθυμητή διάμετρο) και σε ένα ράουλο
το οποίο είναι "δεμένο" στο "πεπόνι".
Το τσέρκι μετά το "πεπόνι" διέρχεται μέσω του κλωβού (τρίτο τμήμα της
Σωληνοποιητικής μηχανής) υποκείμενο σε προοδευτική κυλινδροποίηση. Σε αυτό
το σημείο, καθοριστικής σημασίας παράγοντας είναι η απόλυτα συμμετρική
διέλευση του, προκειμένου έτσι κατά το δυνατόν να αποφεύγεται η στρέψη του
σωλήνα μετά τη συγκόλληση. Ο κλωβός ρυθμίζεται κατάλληλα ώστε να
εξασφαλίζεται η προοδευτική κύρτωση του ελάσματος, το οποίο τείνει πλέον να
αποκτήσει κάθετη κυκλική διατομή κατά την είσοδο του στην διαδικασία της
διαμόρφωσης.
ΙΙ. Διαμόρφωση (Fin Pass)
Η διαμόρφωση στη φάση αυτή γίνεται σε 3 στάδια ή αλλιώς σε 3 stands (Fin Pass),
τα οποία αποτελούν και το τέταρτο τμήμα της Σωληνοποιητικής μηχανής. Η
κυλίνδρωση από καθαρά ελλειπτική μορφή που έχει στο πρώτο στάδιο πρέπει να
καταλήγει σε μορφή κύκλου κατά την έξοδο του ελάσματος από το τρίτο στάδιο. Οι
χειριστές και οι εργοδηγοί παραγωγής ρυθμίζουν κατάλληλα τα Fin Pass προς
αποφυγή σύγκρουσης του ελάσματος με τα τρία stands των ράουλων (αποκατάσταση
των ιδανικών συνθηκών).
Κατά τη διαμόρφωση μέσα στα Fin Pass ο σωλήνας υπόκειται σε μία ελαφρά μείωση
της διαμέτρου της τάξης του 0.8 - 1.25%. Ο στόχος της ρύθμισης των Fin Pass είναι
να εξασφαλίσουμε την ιδανική γεωμετρία (συμμετρία – μέγιστη δυνατή
κυκλικότητα) του σωλήνα και να επιτύχουμε την καλύτερη δυνατή παραλληλότητα
των άκρων. Η καλή παραλληλότητα των άκρων εξαρτάται από την σωστή πίεση των
ράουλων και είναι σημαντικός παράγοντας για την επιτυχημένη συγκόλληση τους

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 31
στη συνέχεια. Εξάλλου ιδιαίτερη προσοχή δίνεται στην επίτευξη επίπεδων άκρων
ώστε να μειωθεί ο κίνδυνος ελαττωματικής συγκόλλησης. Γίνεται λοιπόν σαφής η
κρισιμότητα της διαδικασίας αυτής για την τελικώς επιτυγχανόμενη ποιότητα του
σωλήνα. Σημειώνεται, πως όλοι οι παραπάνω παράμετροι εξαρτώνται από το πάχος
του ελάσματος και την επιθυμητή διάμετρο καθώς και από την εμπειρία των
χειριστών της Σωληνοποιητικής μηχανής.
ΙΙΙ. Συγκόλληση ERW
Τα άκρα είναι πλέον, μετά τη σωστή διαμόρφωση στα Fin Pass, έτοιμα για τη μεταξύ
τους συγκόλληση. Στη διαδικασία αυτή το έλασμα μετατρέπεται ουσιαστικά σε
σωλήνα μεγάλου μήκους - "μακαρόνι" - το οποίο αργότερα (2.3.3.ΙΙΙ) θα κοπεί για να
σχηματιστούν οι διακριτοί σωλήνες.
Το έλασμα περνάει στη Συσκευή Συγκόλλησης, ο χειριστής της οποίας φροντίζει για
τα ακόλουθα. Εφόσον τα άκρα εμφανίζουν γρέζι, το οποίο προέρχεται από την
ποιότητα ή την κακή ρύθμιση των μαχαιριών του ξακριστικού ειδοποιεί τον χειριστή
του ξακριστικού, ο οποίος προβαίνει στις κατάλληλες ενέργειες. Ακόμη, στην
περίπτωση που τα άκρα είναι υπερβολικά οξειδωμένα ενημερώνει το Τμήμα
Ποιοτικού Ελέγχου, το οποίο αποφασίζει για την τύχη των σωλήνων αυτών.
Ο πιο καθοριστικός παράγοντας για την επιτυχία της συγκόλλησης είναι η σωστή
ρύθμιση των ράουλων της Συσκευής Συγκόλλησης. Με τα ράουλα αυτά
επιτυγχάνεται η επιθυμητή δύναμη συμπίεσης των άκρων, η οποία σε συνδυασμό
με το υψίσυχνο ρεύμα που διαπερνά τον σωλήνα δημιουργεί τη συγκόλληση. Η
δύναμη αυτή εξαρτάται από το πάχος και την ποιότητα του χάλυβα καθώς
υπερβολική δύναμη δημιουργεί κινδύνους εσωτερικών ρωγμών στη περιοχή της
ραφής ενώ ανεπαρκής δύναμη συμπίεσης δημιουργεί τον κίνδυνο παραμονής
οξειδίων μέσα στη συγκόλληση. Για αυτό το λόγο κόβονται εγκάρσια δοκίμια και
παρατηρούνται στο μικροσκόπιο ώστε να εκτιμηθεί σωστά η δύναμη συμπίεσης.
Προκειμένου λοιπόν να γνωρίζουμε έγκαιρα τη σωστή ρύθμιση, πριν από την έναρξη
της παραγωγής για κάθε νέο πάχος, διάμετρο ή ποιότητα παίρνουμε δείγμα όπως
περιγράφεται παραπάνω, το οποίο προετοιμάζουμε και δοκιμάζουμε στη Συσκευή
Συγκόλλησης.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 32
Ο χειριστής της Συγκολλητικής Συσκευής ελέγχει στη συνέχεια την επιτευχθείσα στα
Fin Pass παραλληλότητα των άκρων και τοποθετεί σωστά επάνω τους τα
"παπουτσάκια". Λέγοντας "παπουτσάκια", εννοούμε τις επαφές εκείνες μέσω των
οποίων θα περάσει το υψίσυχνο ρεύμα (150 Khz) ώστε να προκληθεί η αυτογενής
συγκόλληση. Οι επαφές τοποθετούνται συμμετρικά ως προς τα άκρα και στη σωστή
απόσταση από το σημείο συγκόλλησης. Η μη συμμετρική τοποθέτηση τους προκαλεί
απώλεια ενέργειας και ανομοιόμορφη θέρμανση των άκρων. Η απόσταση των
επαφών από το σημείο συγκόλλησης εξαρτάται κυρίως από το πάχος του σωλήνα.
Στη διαδικασία της διαμόρφωσης μέσω των Fin Pass αναφέρθηκε η προσοχή που
οφείλουν να δείχνουν οι χειριστές και οι εργοδηγοί παραγωγής ώστε τα ράουλα να μη
σημαδεύουν τον υπό διαμόρφωση σωλήνα. Αντίστοιχα και σε αυτή τη φάση, τα
ράουλα της Συγκολλητικής δεν πρέπει να σημαδεύουν το σωλήνα. Αυτό εξαρτάται
από την καλή κατάσταση των ραουλών, για την οποία απαιτείται επαρκής ψύξη με
σαπουνέλαιο. Δυσμενείς παρενέργειες παρουσιάζει επίσης η λανθασμένη ρύθμιση
της ισχύος του παρεχόμενου ρεύματος. Ανεπάρκεια ισχύος προκαλεί τη λεγόμενη
«κρύα συγκόλληση» με αποτέλεσμα την παραμονή οξειδίων σε διασπορά στο
εσωτερικό της συγκόλλησης ή την κακή συμπεριφορά στο Flattening Test
(βλ.2.3.4.ΙΙΙ). Αντίθετα υπερβολική ισχύς δημιουργεί στο εσωτερικό της ραφής
μεγάλου μεγέθους ελαττώματα (penetrators) με αποτέλεσμα και πάλι την κακή
συμπεριφορά στο Flattening Test. Το κύριο κριτήριο για το χειριστή της
συγκολλητικής μηχανής προκειμένου να έχουμε την ιδανική θερμοκρασία
συγκόλλησης είναι η εμπειρία του. Βεβαίως υπάρχουν και οι αντικειμενικές ενδείξεις
όπως π.χ. το άνοιγμα του γρεζιού που σημαίνει πολύ χαμηλή θερμοκρασία, ή το
"στάξιμο" εσωτερικά του σωλήνα που σημαίνει υψηλή θερμοκρασία.
Το αποτέλεσμα της συγκόλλησης είναι μία ευθεία ραφή στο επάνω μέρος του
κυλιόμενου με τη βοήθεια ράουλων σωλήνα. Επόμενο βήμα είναι το εσωτερικό και
εξωτερικό ξύρισμα της ραφής ώστε να αποκτήσει επιφάνεια λεία, ομαλή και ίδιου
πάχους με το υπόλοιπο έλασμα. Το ξύρισμα της ραφής γίνεται εν θερμώ με κοπτικά
καρβίδια (βίδια) ειδικού σχήματος και κατάλληλα προσαρμοσμένα στους ειδικούς για
το σκοπό αυτό εργαλειοφορείς. Ιδιαίτερη προσοχή δίνεται στη ρύθμιση του
εσωτερικού ξυριστικού ώστε να αποφεύγεται το ανεπαρκές ξύρισμα, το μονόπλευρο
ξύρισμα ή ακόμη και το υπερβολικό ξύρισμα που επιφέρει μείωση του πάχους εκτός

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 33
των επιτρεπόμενων ορίων. Αμέσως μετά ακολουθεί έλεγχος της ραφής με τη
βοήθεια Συσκευής Υπερήχων (δεύτερος έλεγχος υπερήχων), οι δύο επαφές της
οποίας ελέγχουν την επάρκεια του εσωτερικού ξυρίσματος. Σε περίπτωση αρνητικών
ενδείξεων ο χειριστής της συσκευής υπερήχων ειδοποιεί των χειριστή της
Συγκολλητικής να σταματήσει τη Συσκευή Συγκολλήσεως.
ΙV. Ανόπτηση ραφής
Μετά τη συγκόλληση και το εσωτερικό και εξωτερικό ξύρισμα της ραφής, ο
σχηματισμένος πια σωλήνας διέρχεται από τη Συσκευή της Ανόπτησης όπου
υπόκειται σε θερμική κατεργασία της ζώνης συγκόλλησης. Η ανόπτηση έχει στόχο
να εξομαλύνει την κρυσταλλική δομή του χάλυβα και να απαλειφθούν οι τυχόν
εσωτερικές τάσεις.
Ο χειριστής της Συσκευής Ανόπτησης κατεβάζει τα δύο επαγωγικά πηνία ανόπτησης
ενεργοποιώντας ταυτοχρόνως το καταγραφικό χαρτί του οπτικού πυρόμετρου
(καταγράφει τη θερμοκρασία ανόπτησης). Πριν από την έναρξη καταγραφής της
θερμοκρασίας ανόπτησης κάθε τσερκιού, ο χειριστής σημειώνει στο καταγραφικό
χαρτί την ημερομηνία, τον αριθμό της εντολής παραγωγής (Process Sheet No) και τον
αριθμό της παρτίδας (SubNo). Στη συνέχεια φροντίζει έτσι ώστε η ζώνη
αναθέρμανσης να καλύπτει πλήρως τη περιοχή της συγκόλλησης. Σημειώνεται εδώ
πως σε μεγάλες ταχύτητες και σε μεγάλα πάχη ελάσματος η θερμοκρασία ανόπτησης
δεν πρέπει να βρίσκεται κάτω από τους 900οC και η ζώνη αναθέρμανσης πρέπει να
καλύπτει όλο το πάχος του σωλήνα.
Κάποιο μήκος του πρώτου και του τελευταίου σωλήνα κάθε τσερκιού (ρετάλια) αλλά
και ίσως κάποιου ενδιάμεσου (λόγω παύσης για κάποιο λόγο της παραγωγής) δεν
υπόκειται σε ανόπτηση. Αυτό οφείλεται στο ότι τα επαγωγικά πηνία ενεργοποιούνται
μόνο μετά τη διέλευση του μη ξυρισμένου τμήματος ή τυχόν μη συγκολλημένου
τμήματος. Για το λόγο αυτό ο χειριστής είναι υποχρεωμένος να σημειώνει στο
σωλήνα με λευκό χρώμα το σημείο έναρξης της ανόπτησης (βλ.2.3.3.ΙΙΙ).

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 34
2.3.3 Τρίτη φάση της παραγωγικής διαδικασίας Η τρίτη φάση της παραγωγικής διαδικασίας περιλαμβάνει:
Ι. Απόψυξη της συγκόλλησης
ΙΙ. Τελική ρύθμιση της διαμέτρου (Καλιμπραριστικό)
ΙΙΙ. Κοπή των σωλήνων
ΙV. Δημιουργία ταυτότητας σε κάθε σωλήνα
ΚοπήΣωλήνων
ΔημιουργίαΤαυτότηταςΣωλήνων
ΑπόψυξηΣυγκόλλησης
ΤελικήΡύθμισηΔιαμέτρου
Διάγραμμα 2-5: Τρίτη φάση της παραγωγικής διαδικασίας
Σε αυτή τη φάση της παραγωγικής διαδικασίας τερματίζεται η ευρύτερη διαδικασία
της συγκόλλησης ERW, με την τελική ρύθμιση της διαμέτρου των σωλήνων, οι
οποίοι μόλις στο προτελευταίο στάδιο αυτής της ενότητας (III. Κοπή των Σωλήνων)
θα κοπούν για να γίνουν διακριτές μονάδες. Υπενθυμίζεται στον αναγνώστη πως
μέχρι τη διαδικασία κοπής των σωλήνων δεν υπάρχει διακριτός σωλήνας αλλά το
μορφοποιημένο σε μορφή σωλήνα έλασμα (βλ. ΙΙ. Τελική ρύθμιση της διαμέτρου)
διατρέχει όλες τις μηχανές με διαφορετική βέβαια μορφή μέχρι το κινητό κοπτικό.
Ι. Απόψυξη της συγκόλλησης
Μετά την έξοδο από τη Συσκευή Ανόπτησης, ο σωλήνας βρίσκεται σε θερμή
κατάσταση και σε θερμοκρασία γύρω στους 800οC. O σωλήνας πρέπει να αποψυχθεί
ώστε να συνεχιστεί η περαιτέρω επεξεργασία του. Μία απότομη ψύξη της ραφής θα
προκαλούσε ανεπιθύμητα αποτελέσματα όπως η δημιουργία σκληρών φάσεων του
χάλυβα (φαινόμενο βαφής). Ο κίνδυνος αυτός είναι ουσιαστικός όσο υψηλότερη είναι
η επιθυμητή ποιότητα. Η απευθείας ψύξη της θερμής περιοχής προκαλεί επίσης
απότομες θερμοκρασιακές μεταβολές (θερμικά σοκ) που είναι δυνατόν με τη σειρά
τους να προκαλέσουν μικρορωγματώσεις. Για τους παραπάνω λόγους μεσολαβεί

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 35
αρκετός χρόνος για την ομαλή απόψυξη στον αέρα (θερμοκρασία εξωτερικού
περιβάλλοντος) πριν από την ψύξη της ραφής. Η ψύξη της ραφής γίνεται με
καταιονισμό σαπουνέλαιων. Κατά την έξοδο του από το ψυκτικό, η ραφή και ο
σωλήνας γενικότερα βρίσκεται σχεδόν σε θερμοκρασία περιβάλλοντος και έτοιμος
να εισέλθει στο καλιμπραριστικό3.
ΙΙ. Τελική ρύθμιση της διαμέτρου (Καλιμπραριστικό)
Το στάδιο αυτό είναι καθοριστικό της τελικής μορφής του σωλήνα, από την άποψη
τριών παραγόντων α) διαμέτρου, β) κυκλικότητας, γ) ευθύτητας. Η μηχανή της
τελικής ρύθμισης της διαμέτρου ονομάζεται Καλιμπραριστικό και αποτελείται από 4
ομάδες ράουλων. Κάθε ομάδα έχει 2 πλευρικά ράουλα, ένα κάτω ράουλο και ένα άνω
ράουλο. Η διαδικασία ρύθμισης των τριών παραπάνω παραγόντων έχει ως εξής. Ο
σωλήνας διέρχεται από κάθε τέτοια ομάδα ράουλων και έτσι η διάμετρος του
υποβιβάζεται προοδευτικά διορθώνοντας ταυτόχρονα και την κυκλικότητα του
(ovality). Ο συνολικός υποβιβασμός είναι της τάξης του 1% και κατανέμεται ισόποσα
μεταξύ της πρώτης, δεύτερης και τρίτης ομάδας των ράουλων. Όταν ο σωλήνας
περνάει από την τέταρτη ομάδα ράουλων διορθώνεται απλώς η ευθύτητα του.
ΙΙΙ. Κοπή των σωλήνων
Όπως προαναφέρθηκε μέχρι αυτό το στάδιο δεν υπάρχει διακριτός σωλήνας. Η
διαδικασία αυτή καθώς επίσης και η επόμενη της (Ταυτοποίηση των σωλήνων)
αποτελούν μια κρίσιμη διαδικασία για τη διασφάλιση της ποιότητας του
παραγόμενου προϊόντος από την Εταιρία.
Η κοπή των σωλήνων διενεργείται στο κινητό κοπτικό μηχάνημα είτε αυτόματα σε
καθορισμένα μήκη είτε σε κατά βούληση μήκη με την επέμβαση του χειριστή. Το
κινητό κοπτικό αποτελείται από τέσσερα ακτινικά μαχαίρια, τα οποία περιστρέφονται
περί του σωλήνα και ταυτόχρονα εισχωρούν ακτινικά προς το σωλήνα. Η εισχώρηση
των μαχαιριών γίνεται σε δύο στάδια. Κατά το πρώτο στάδιο η ταχύτητα εισχώρησης
των μαχαιριών είναι μεγάλη και διαρκεί όσο τα μαχαίρια δεν έχουν φτάσει στην
επιφάνεια του σωλήνα. Στη συνέχεια μέσω εντολής οριακού διακόπτου συνεχίζεται η
προώθηση των μαχαιριών με μικρή ταχύτητα. Στο στάδιο αυτό επιτελείται η κοπή.
3 Ο σωλήνας δεν είναι διακριτός ακόμα αλλά αποτελεί το τελευταίο τμήμα του ελάσματος το οποίο συνεχίζει να ξετυλίγεται στο τροφοδοτικό.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 36
Οι σωλήνες, κατά τη συνήθη λειτουργία του κοπτικού κόβονται σε προκαθορισμένα
μήκη όπως αυτά ορίζονται από τη σχετική εντολή παραγωγής, λειτουργία, η οποία
επιτελείται με τη βοήθεια του οριακού διακόπτη. Αξίζει να σημειωθεί πως
παράγονται και σωλήνες που δεν κόβονται με αυτό τον τρόπο και ίσως έχουν
διαφορετικά μήκη. Οι κοπές, οι οποίες γίνονται με την επέμβαση του χειριστή έχουν
να κάνουν με:
Την αρχή του τσερκιού: ο χειριστής απομονώνει τον οριακό διακόπτη μέχρι την
στιγμή που θα περάσει το τμήμα εκείνο του σωλήνα που περιέχει ακόλλητο ή μη
ανοπτημένο μήκος. Όπως προαναφέραμε η έναρξη της ανόπτησης σημειώνεται με
λευκό χρώμα στο σωλήνα από το χειριστή της Συσκευής Ανόπτησης.
Το τέλος του τσερκιού: ο χειριστής παρακολουθώντας το τέλος (ουρά) του τσερκιού
υπολογίζει το σημείο της τελευταίας ή της προτελευταίας κοπής έτσι ώστε το ρετάλι
της ουράς να περιέχει μόνο το ακόλλητο ή το μη ανοπτημένο τμήμα.
Ενδιάμεσες παύσεις των μηχανών: επειδή κάθε ενδιάμεσο σταμάτημα προκαλεί ένα
ακόλλητο και μη ανοπτημένο μήκος, ο χειριστής υπολογίζει τη θέση κοπής,
παρακολουθώντας το επερχόμενο λευκού χρώματος σημείο που έχει τοποθετηθεί στο
ακόλλητο τμήμα. Με τον τρόπο αυτό θα προκύψει άρτιο μήκος μετά την κοπή του
άχρηστου τμήματος στο στατικό κοπτικό (βλ. 2.3.4.ΙΙΙ)
IV. Δημιουργία ταυτότητας σε κάθε σωλήνα (Κρίσιμη Διαδικασία)
Μετά την κοπή στο κινητό κοπτικό οι σωλήνες συσσωρεύονται σε δύο ράμπες, ώστε
να συνεχίσουν την πορεία τους για το επόμενο στάδιο της παραγωγικής διαδικασίας,
την Ισιωτική των Σωλήνων. Πριν από αυτή τη διαδικασία όμως, οι σωλήνες
ταυτοποιούνται εν όψει των κρίσιμων ελέγχων για την αποδοχή ή την απόρριψη τους.
Ο χειριστής γράφει στο εσωτερικό του ενός άκρου κάθε σωλήνα τρεις βασικούς
αριθμούς που ταυτοποιούν το σωλήνα:
• Τον αριθμό σειράς του τσερκιού α.
Η αρίθμηση αυτή αρχίζει εκ νέου όταν αλλάζει το πάχος ή η ποιότητα του χάλυβα.
• Τον αριθμό σειράς του σωλήνα του εκάστοτε τσερκιού, β.
Η αρίθμηση αυτή αρχίζει εκ νέου όταν αλλάζει ο αριθμός του τσερκιού.
• Τον αριθμό σειράς παραγωγής του σωλήνα ανεξάρτητα από το τσέρκι γ.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 37
Η αρίθμηση αυτή αρχίζει εκ νέου όταν αλλάξει το πάχος είτε η ποιότητα του χάλυβα.
Η διάταξη των τριών αυτών αριθμών κατά την αναγραφή τους στο σωλήνα είναι: γβα
Για παράδειγμα, η ταυτότητα σωλήνα 1008 739 σημαίνει πως ο σωλήνας αυτός είναι
ο χιλιοστός όγδοος σωλήνας της παραγωγής του συγκεκριμένου πάχους και
ποιότητας, προέρχεται από το τριακοστοέννατο τσέρκι της παραγωγής ίδιου πάχους
και ποιότητας και τέλος είναι ο έβδομος σωλήνας αυτού του τσερκιού. Ο επόμενος
σωλήνας για παράδειγμα θα είχε ταυτότητα 1009839 , και εάν το συγκεκριμένο τσέρκι
παρείχε 8 σωλήνες, ο επόμενος σωλήνας θα είχε ταυτότητα 1010140 . Σημειώνεται
πως η αρίθμηση των τσερκιών αρχίζει εκ νέου για κάθε νέα εντολή παραγωγής
άσχετα με το αν η νέα εντολή παραγωγής αναφέρεται στην ίδια διάμετρο, πάχος και
ποιότητα.
2.3.4 Τέταρτη φάση της παραγωγικής διαδικασίας Η τέταρτη φάση της παραγωγικής διαδικασίας περιλαμβάνει τις παρακάτω
παραγωγικές δραστηριότητες:
Ι. Ισιωτική σωλήνων
ΙΙ. Κοπή δοκιμίων – στατικό κοπτικό
ΙΙΙ. Flatttening test
ΙσιωτικήΣωλήνων
Κοπή ΔοκιμίωνFlattening Test
Διάγραμμα 2-6: Τέταρτη φάση της παραγωγικής διαδικασίας

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 38
Ι. Ισιωτική σωλήνων
Οι σωλήνες μετά την κοπή τους στα επιθυμητά μήκη πρέπει να υποστούν την τελική
αποκατάσταση της ευθύτητας τους (επιπλέον αυτής που υπέστησαν στο
καλιμπραριστικό). Για το λόγο αυτό από τις δύο ράμπες πάνω στις οποίες βρίσκονταν
για την ταυτοποίηση τους οδηγούνται στην Ισιωτική Μηχανή Σωλήνων. Η μηχανή
αυτή αποτελείται από ένα, δύο ή τρία πάσσα ανάλογα με την ευθύτητα των σωλήνων,
την ποιότητα και το πάχος του χάλυβα. Λέγοντας πάσσο εννοούμε ένα ζεύγος
ράουλων σε διάταξη χιαστί, τα οποία ρυθμίζονται διαφορετικά κάθε φορά καθώς για
κάθε διαφορετική διάμετρο σωλήνα απαιτείται διαφορετική γωνία των αξόνων των
ράουλων ως προς τον άξονα του σωλήνα.
Ο χειριστής της Ισιωτικής Σωλήνων προσέχει σε αυτή τη φάση να μην τραυματίζει ή
παραμορφώνει τα άκρα του σωλήνα κατά την είσοδο του στη μηχανή και γενικότερα
να μην παραμορφώνει με οποιονδήποτε τρόπο τον κορμό του σωλήνα.
ΙΙ. Κοπή δοκιμίων – Στατικό Κοπτικό
Η παραγωγική διαδικασία συνεχίζεται ως εξής. Αφού οι σωλήνες ισιωθούν πρέπει να
αποσταλούν απευθείας στα φρεζαριστικά για την επεξεργασία των άκρων τους.
Κάποιοι συγκεκριμένοι σωλήνες όμως αποστέλλονται πρώτα στο Στατικό Κοπτικό
για κοπή. Στο Στατικό Κοπτικό διοχετεύονται οι σωλήνες εκείνοι από τους οποίους
απαιτείται κοπή δοκιμίου για το Flattening Test, για Μηχανικές δοκιμές ή για
Χημική ανάλυση.
Πιο συγκεκριμένα οι σωλήνες αυτοί είναι (δειγματοληπτικός έλεγχος) :
• Ο πρώτος και ο τελευταίος σωλήνας κάθε τσερκιού για κοπή των ρεταλιών και
δοκιμίου για Flattening Test. Για την αποκοπή των ρεταλιών (ακόλλητο τμήμα,
μη ανοπτημένο τμήμα) η κοπή διενεργείται αμέσως μετά το μη ανοπτημένο
τμήμα όπως το σημείο αυτό σημειώνεται από το χειριστή της Ανοπτητικής
Συσκευής.
• Δύο σωλήνες από τη μέση του τσερκιού για Flattening Test και δοκίμια
Μηχανικών δοκιμών και Χημικής ανάλυσης.
• Για τις διαστάσεις 6 5/8΄΄ έως 12 3/4΄΄ οι σωλήνες που φέρουν τους αριθμούς
σειράς παραγωγής: 1, 200, 400, 600, 800, κλπ.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 39
• Για τις διαστάσεις 14΄΄ έως 20΄΄, οι σωλήνες που φέρουν τους αριθμούς σειράς
παραγωγής: 1, 200, 300, 400, κλπ.
Σημειώνεται σε αυτό το σημείο πως τα δοκίμια που προορίζονται για Flattening Test
έχουν συγκεκριμένο μήκος και διαφορετικό από αυτό των σωλήνων που
αποστέλλονται για Εργαστηριακές Δοκιμές. Ιδιαίτερη προσοχή δίνεται στη σωστή
αναγραφή σε κάθε ένα από τα δοκίμια, της ταυτότητας του σωλήνα από τον
οποίο προήλθε (τριπλός αριθμός). Ακόμη σε περίπτωση που κατά την αποκοπή του
δοκιμίου από το σωλήνα ο τριπλός αριθμός στο στέλεχος του σωλήνα αλλοιωθεί
αυτός ξαναγράφεται εκ νέου.
Γίνεται σαφής λοιπόν ένας από τους λόγους για τους οποίους όλοι οι παραγόμενοι
σωλήνες δεν έχουν το ίδιο μήκος. Όπως θα δούμε στη συνέχεια της ανάλυσης της
παραγωγικής διαδικασίας, στο Στατικό Κοπτικό αποστέλλονται σωλήνες και από
άλλα στάδια της παραγωγής όπως για παράδειγμα η Υδραυλική Δοκιμή ή ο Οπτικός
Έλεγχος.
ΙΙΙ. Flattening test
To Flattening Test διενεργείται στην Υδραυλική πρέσα τοποθετώντας το κυλινδρικό
δοκίμιο (δαχτυλίδι) με τη συγκόλληση στις 90ο ή στις 0ο ως προς τον άξονα
συμπίεσης, ανάλογα με τη σχετική απαίτηση της προδιαγραφής.
Κάθε τσέρκι δοκιμάζεται σε τέσσερα σημεία δηλαδή ο πρώτος και ο τελευταίος
σωλήνας με τη ραφή στις 90ο και οι ενδιάμεσοι με τη ραφή στις 0ο. Το Test
θεωρείται ικανοποιητικό αν:
1. Μέχρι τη συμπίεση στα 2/3 της εξωτερικής διαμέτρου δεν παρουσιαστεί άνοιγμα
στη ραφή.
2. Συνεχίζοντας τη συμπίεση μέχρι το 1/3 της αρχικής εξωτερικής διαμέτρου δεν
παρουσιαστεί θραύση ή ρωγμή οπουδήποτε εκτός ραφής.
3. Συνεχίζοντας τη συμπίεση μέχρι τελείας επιπέδωσης του δοκιμίου δεν
παρουσιαστούν αναδιπλώσεις στη συγκόλληση, εφ’ όσον αυτή ανοίξει.
Με το τέλος της δοκιμής στο Flattening Test επί του σωλήνα τοποθετούνται τα εξής
σημεία:

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 40
i. Για τους σωλήνες που επιτυχώς δοκιμάστηκαν ή κρίθηκαν αποδεκτοί χωρίς
δοκιμή τοποθετείται σημείο χρώματος μπλε στην εξωτερική επιφάνεια του
σωλήνα. Αφού ο χειριστής της πρέσας ασκεί δειγματοληπτικό έλεγχο και έχει
πρακτική δυσκολία να τοποθετήσει το σημείο σε όλους τους σωλήνες που
κρίνονται αποδεκτοί χωρίς δοκιμή ενημερώνει μέσω ενδοεπικοινωνίας
(τηλεφώνου) τον Ελεγκτή Οπτικού Ελέγχου (βλ. 2.3.7). Η ενημέρωση αφορά
τους αριθμούς των τσερκιών, στους σωλήνες των οποίων είναι υποχρεωμένος ο
τελευταίος να τοποθετήσει το μπλε σημείο4.
ii. Για τους σωλήνες που απορρίπτονται τοποθετείται με αντίστοιχο τρόπο στο
σωλήνα το γράμμα “F”, προκειμένου να καταγραφούν στο δελτίο
απορριφθέντων σωλήνων από τον Ελεγκτή Οπτικού Ελέγχου.
2.3.5 Πέμπτη φάση της παραγωγικής διαδικασίας Η συγκεκριμένη φάση της παραγωγικής δραστηριότητας περιλαμβάνει τις εξής
ενέργειες:
Ι. Φρεζάρισμα
ΙΙ. Υδραυλική δοκιμή
ΥδραυλικήΔοκιμήΦρεζάρισμα
Διάγραμμα 2-7: Πέμπτη φάση της παραγωγικής διαδικασίας
Ι. Φρεζάρισμα
Μετά τη διέλευση των σωλήνων από την Ισιωτική και τους απαραίτητους
δειγματοληπτικούς ελέγχους που διενεργούνται στο Στατικό Κοπτικό, έπεται η
διαδικασία επεξεργασίας των άκρων των σωλήνων στα φρεζαριστικά. Το
φρεζάρισμα (λοξοτόμηση των άκρων) είναι απαραίτητη κατεργασία που γίνεται σε
όλους τους σωλήνες είτε πρόκειται για αγωγούς μεταφοράς είτε πρόκειται για
σωλήνες στους οποίους θα ανοιχτεί σπείρωμα στα άκρα. Ο πελάτης χρησιμοποιεί τη
λοξοτόμηση για την επιτυχή συγκόλληση των σωλήνων στη τοποθεσία τελικής
4 Οι σωλήνες που δεν συμμετέχουν στο Flattening Test συνεχίζουν την πορεία τους στη παραγωγική διαδικασία και συνεπώς εντοπίζονται σε περαιτέρω από το παρόν στάδιο.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 41
χρήσης τους, αφού στην ένωση δύο σωλήνων και συνεπώς δύο λοξοτομήσεων θα
δημιουργηθεί μετά το φρεζάρισμα η κατάλληλη γωνία που θα δεχτεί το συγκολλητικό
υλικό. Με αυτό το τρόπο οι σωλήνες δημιουργούν μεγάλου μήκους αγωγούς που
εξυπηρετούν τις εκάστοτε ανάγκες του πελάτη.
Ο κάθε σωλήνας με τη βοήθεια ραουλών μεταφέρεται στις μπάρες των
φρεζαριστικών και μανδαλώνεται σωστά στους υδραυλικούς σφιγκτήρες της φρέζας
ώστε να αποτρέπεται η περιστροφή του κατά το φρεζάρισμα. Το κάθε άκρο του
σωλήνα φρεζάρεται στον αντίστοιχο τόρνο.
Η ποιότητα της φρέζας είναι καθοριστικής σημασίας παράγοντας για την αποδοχή ή
την απόρριψη των σωλήνων. Λαμβάνεται συνεπώς ιδιαίτερη μέριμνα από τους
χειριστές των δύο φρεζαριστικών ώστε:
• η επιφάνεια της φρέζας να είναι λεία και ομαλή
• η εσωτερική και εξωτερική γωνία να είναι απαλλαγμένη από γρέζια
• το πρόσωπο να είναι ομοιόμορφου πάχους, το οποίο κυμαίνεται εντός
συγκεκριμένων ορίων.
ΙΙ. Υδραυλική δοκιμή
Το σύνολο των σωλήνων της παραγωγής υπόκειται σε Υδραυλική Δοκιμή στο
Υδραυλικό Δοκιμαστήριο προκειμένου να διαπιστωθεί η αντοχή της συγκόλλησης ή
η ύπαρξη ακόλλητου τμήματος ή πόρου.
Οι σωλήνες μετά τα φρεζαριστικά οδηγούνται στο υδραυλικό δοκιμαστήριο όπου ο
χειριστής τοποθετεί το σωλήνα ώστε η ραφή να βρίσκεται στο άνω μέρος και τον
πλένει εσωτερικά ώστε να απομακρυνθούν τυχόν γρέζια που αλλιώς θα τραυμάτιζαν
το σωλήνα. Στη συνέχεια ο σωλήνας ταπώνεται και στα δύο άκρα και με τη βοήθεια
των βαλβίδων εξαέρωσης εκδιώχνεται κάθε φυσαλίδα αέρα (στεγανοποίηση). Το
ασυμπίεστο νερό οδηγείται στο εσωτερικό του σωλήνα μέσω ειδικής υποδοχής και
εφαρμόζεται πίεση στα τοιχώματα του σωλήνα ανάλογη με τη διάμετρο, το πάχος, το
είδος του χάλυβα και τις απαιτήσεις του πελάτη. Η διάρκεια της πίεσης είναι
τουλάχιστον 5 δευτερόλεπτα.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 42
Ο χειριστής είναι υπεύθυνος για την συμπλήρωση των απαιτούμενων στοιχείων σε
ειδικό έγγραφο (καταγραφικό χαρτί) όταν αλλάζει η υποπαρτίδα παραγωγής. Τα
στοιχεία που αναγράφει είναι :
• Αριθμός εντολής παραγωγής με τον αριθμό της υποπαρτίδας
• Διάμετρος
• Πάχος
• Είδος χάλυβα
• Ημερομηνία
Οι σωλήνες θεωρούνται επιτυχώς δοκιμασμένοι όταν κατά τη δοκιμή δεν
παρουσιάζουν εφίδρωση διαρροής λόγω πόρου ή διάρρηξη. Σε κάθε σωλήνα που
δοκιμάστηκε επιτυχώς τοποθετείται σημείο λευκού χρώματος ενώ σε κάθε σωλήνα
που αποτυγχάνει αναγράφεται ευκρινώς το σύμβολο «Δ» και ο σωλήνας οδηγείται για
κόψιμο της ελαττωματικής περιοχής. Εάν η νέα υδραυλική δοκιμή είναι επιτυχής,
τοποθετείται και πάλι σημείο λευκού χρώματος, ενώ εάν ο σωλήνας αποτύχει ακόμα
μια φορά επαναλαμβάνεται η προηγούμενη διαδικασία.
Ιδιαίτερη προσοχή δίνεται σε αυτή τη διαδικασία σε σχέση με την ασφάλεια του
προσωπικού ή των επισκεπτών λόγω των υψηλών πιέσεων (έως 45000 PSI) κατά τη
διάρκεια της δοκιμής και της πιθανής διάρρηξης των εξεταζόμενων σωλήνων.
Απαγορεύεται συνεπώς η προσέγγιση οποιουδήποτε στον σωλήνα και υπάρχουν
συγκεκριμένες αποστάσεις ασφαλείας.
2.3.6 Έκτη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος)
Έλεγχος Ραφήςμε Υπέρηχους
Τρόχισμα
Διάγραμμα 2-8: Έκτη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος)

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 43
Η φάση αυτή της παραγωγικής διαδικασίας αφορά μόνο τον τρίτο και τελικό έλεγχο
υπερήχων, το αποτέλεσμα του οποίου είναι σημαντικό για την αποδοχή ή την
απόρριψη του σωλήνα.
Έλεγχος της συγκόλλησης με υπερήχους
Όλοι οι σωλήνες οδηγούνται μετά την υδραυλική δοκιμή (ανεξάρτητα με το αν
δοκιμάστηκαν επιτυχώς ή όχι) στη συσκευή ελέγχου της ραφής με τη βοήθεια
τεχνολογίας υπερήχων (τρίτος έλεγχος υπερήχων). Σκοπός του ελέγχου είναι η
ανεύρεση και η αξιολόγηση σφαλμάτων στη ραφή και σε μία περιοχή 1΄΄ δεξιά και
αριστερά της ραφής. Η λεπτομερής περιγραφή της λειτουργίας μιας τέτοιας συσκευής
δεν είναι ουσιαστική αφού η πολυπλοκότητα της αφορά πεδία διαφορετικού
επιστημονικού ενδιαφέροντος άσχετα με την προβληματική της παρούσας εργασίας.
Για αυτό το λόγο θα αναφερθούμε γενικά στις καθεαυτού δραστηριότητες ελέγχου με
τη βοήθεια της συσκευής.
Ο έλεγχος διεξάγεται από τέσσερις κεφαλές 4 ΜΗz, οι οποίες λειτουργούν ως
πομποδέκτες. Για τον έλεγχο της ραφής στα άκρα λόγω αδυναμίας της κύριας
συσκευής χρησιμοποιούνται δύο φορητές γωνιακές κεφαλές με γωνία κρυστάλλου
60ο ή 45ο. Η συσκευή υπερήχων έχει ρυθμιζόμενη συχνότητα εκπομπής παλμών που
διεγείρουν τον κρύσταλλο της κεφαλής από 1 – 4 ΚΗz. Αν για παράδειγμα ο
σωλήνας τρέχει στο ραουλόδρομο με ταχύτητα 2mm/sec και η συχνότητα εκπομπής
παλμών είναι 1000 Ηz συνάγεται πως για κάθε 2mm μήκους σωλήνα εκπέμπεται ένας
παλμός (δηλ. αν υπάρχει σφάλμα στο ενδιάμεσο διάστημα των 2mm μπορεί να
περάσει απαρατήρητο). Με την αύξηση αυτής της συχνότητας ελαττώνεται το
μέγεθος της αβεβαιότητας και διασφαλίζεται με πιο έγκυρο τρόπο η εξαγόμενη
ποιότητα του προϊόντος. Ακολουθώντας το παραπάνω σκεπτικό οι κεφαλές
σαρώνουν την περιοχή της ραφής εκπέμποντας δέσμες ακτινοβολίας, ερευνώντας
ταυτόχρονα για τυχόν σφάλματα. Κάθε σήμα σφάλματος που λαμβάνεται
μετατρέπεται σε ηχητική προειδοποίηση, η οποία ενισχύεται κατά αρκετά DB ώστε
να γίνεται αντιληπτή από το χειριστή της συσκευής. Ταυτόχρονα η συσκευή
χρωματίζει την υπό έρευνα περιοχή, η οποία εξετάζεται και ανάλογα με τα κριτήρια
αποδοχής / απόρριψης της προδιαγραφής και του πελάτη αποφασίζεται η τύχη του
σωλήνα. Κάθε σωλήνας ανάλογα με τα αποτελέσματα του ελέγχου σημαδεύεται με
ένα από τα παρακάτω σύμβολα:

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 44
• "AU" –Accepted Ultrasonic - λευκού χρώματος εφόσον δεν παρουσιάζει κανένα
σφάλμα.
• Διαγράμμιση με κιμωλία της ύποπτης για σφάλμα περιοχής (ο σωλήνας οδηγείται
για τρόχισμα και επανελέγχεται).
• "RU" – Rejected Ultrasonic - κόκκινου χρώματος εφόσον και μετά το τρόχισμα ο
σωλήνας αποτύχει στον έλεγχο (η περιοχή του σφάλματος σημειώνεται).
Ο χειριστής της συσκευής υπερήχων συμπληρώνει το Δελτίο Ελέγχου σωλήνα, το
οποίο αποτελείται από τρεις ενότητες:
• Την ενότητα που αφορά τα στοιχεία των σωλήνων, τον προορισμό τους και τις
ειδικές συνθήκες ελέγχου τους
• Την ενότητα που καταγράφονται ποσοτικά όλα τα αποτελέσματα του ελέγχου
• Την ενότητα που γίνεται ανάλυση των απορριφθέντων σωλήνων. Στην ενότητα
αυτή καταγράφεται και η πλήρης ταυτότητα του σωλήνα.
2.3.7 Έβδομη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος) Η 7η φάση της παραγωγικής διαδικασίας είναι η διαδικασία του Οπτικού Ελέγχου
του σωλήνα. Ο έλεγχος αυτός είναι ο τελευταίος και είναι αυτονόητο πως διεξάγεται
με ιδιαίτερη προσοχή αφού σε αυτό το σημείο αποφασίζεται τελικά ποιοι σωλήνες θα
διατεθούν στον πελάτη και ποιοι θα απορριφθούν οριστικά. Ο οπτικός έλεγχος είναι
κρίσιμος τόσο για τη συμμόρφωση του παραγόμενου σωλήνα με τις προδιαγραφές
όσο και για την εξασφάλιση της ποιότητας του σωλήνα (quality control point).
ΟπτικόςΈλεγχος
Διάγραμμα 2-9: Έβδομη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος)
Οπτικός έλεγχος
O ρόλος του ελεγκτή είναι διπλός. Αρχικά, ελέγχει τα σημεία αποδοχής ή
απόρριψης των προηγούμενων ελέγχων στη ροή της παραγωγής (τρίτος έλεγχος
υπερήχων, υδραυλικός έλεγχος, flattening test). Τα σημάδια αποδοχής ή απορρίψεως
δίνονται στον παρακάτω πίνακα, στον οποίο όταν αναγράφεται η ένδειξη (1) το

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 45
σημείο τοποθετείται στο εσωτερικό του σωλήνα ενώ η ένδειξη (2) σημαίνει πως το
σημάδι τοποθετείται στο εξωτερικό τμήμα του σωλήνα.
ΕΛΕΓΧΟΣ ΣΗΜΕΙΟ ΑΠΟΔΟΧΗΣ ΣΗΜΕΙΟ ΑΠΟΡΡΙΨΗΣ
Έλεγχος ραφής με υπερήχους (Ultrasonic) "ΑU" (1) "RU" (1)
Flattening Test Μπλε χρώμα (2) "F" (2)
Υδραυλική Δοκιμή Λευκό χρώμα (2) "Δ" (2)
Οπτικός έλεγχος "AI" (1) "RI" (1)
Πίνακας 2-1: Σημεία αποδοχής – απόρριψης πραγματοποιηθέντων ελέγχων (Πηγή:2)
Ειδικά για το flattening test, ο χειριστής του στατικού κοπτικού πραγματοποιεί τη
δοκιμή δειγματοληπτικά σε κάποιους σωλήνες και βάζει ο ίδιος το σημείο (μπλε
χρώμα για αποδοχή, F για απόρριψη) στους σωλήνες που δοκίμασε. Σε περίπτωση
θετικών αποτελεσμάτων ειδοποιεί τον ελεγκτή του οπτικού ελέγχου σε ποιους
σωλήνες πρέπει να τοποθετήσει το μπλε σημείο ενώ σε περίπτωση αρνητικών
αποτελεσμάτων ειδοποιεί ώστε να σταλθούν πάλι στο στατικό κοπτικό οι σωλήνες, οι
οποίοι χρειάζονται επανέλεγχο.
Στη συνέχεια πραγματοποιεί ο ίδιος μια σειρά ελέγχων και ενεργειών μετά το
τέλος των οποίων δίνει στον σωλήνα το τελικό σημείο αποδοχής "ΑΙ" ή
απόρριψης "RI" ως εξής:
• Αν ένας σωλήνας φέρει σημείο απόρριψης έστω και για ένα από τους ελέγχους
flattening test, τότε βάζει στο σωλήνα αυτό το σημείο RI.
• Αν ένας σωλήνας φέρει σημείο αποδοχής και για τις τρεις παραπάνω δοκιμές και
υποστεί επιτυχώς τον οπτικό έλεγχο, τότε ο ελεγκτής βάζει στο σωλήνα το σημείο
ΑΙ.
Οι έλεγχοι που πραγματοποιεί ο ελεγκτής για κάθε σωλήνα είναι οι εξής:
έλεγχος διαμέτρου – οβαλότητας
Ο έλεγχος διενεργείται με παχύμετρο, του οποίου η ακρίβεια ελέγχεται σε κάθε
βάρδια. Σε περίπτωση που διαπιστωθεί απόκλιση από τα επιτρεπτά όρια στα άκρα
του σωλήνα τότε ο σωλήνας σημειώνεται με κιμωλία στο σημείο που πρέπει να κοπεί
και αποστέλλεται στο στατικό κοπτικό για κοπή των άκρων.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 46
έλεγχος ευθύτητας
Ο έλεγχος διενεργείται με ένα τεντωμένο νήμα ή σύρμα. Η μέγιστη απόκλιση δεν θα
πρέπει να ξεπερνάει το 0.2% του μήκους του σωλήνα. Σε περίπτωση που δεν ισχύει
το όριο αυτό ο ελεγκτής γράφει επάνω στο σωλήνα τη λέξη «Ισιωτική» και ο
σωλήνας αποστέλλεται στην Ισιωτική σωλήνων για διόρθωση της ευθύτητας του.
έλεγχος πάχους τοιχώματος
Ο ελεγκτής χρησιμοποιεί καλιμπραρισμένο μικρόμετρο ή μετρητή πάχους με τη
βοήθεια υπερήχων.
έλεγχος κατάστασης επιφάνειας
Ο ελεγκτής εξετάζει την επιφάνεια του σωλήνα για τυχόν επιφανειακά τραύματα
(επεμβαίνει και τροχίζει τη συγκεκριμένη επιφάνεια), για παραμορφώσεις στα άκρα
(μαρκάρει την περιοχή με κιμωλία και στέλνει το σωλήνα στο στατικό κοπτικό) και
τέλος ελέγχει το στέλεχος του σωλήνα για τυχόν παραμορφώσεις που δεν δέχονται
διόρθωση (τοποθετεί το σημείο απόρριψης)
έλεγχος κατάστασης επιφάνειας, προσώπου και γωνίας φρέζας
Ο ελεγκτής εξετάζει αν η επιφάνεια της φρέζας είναι λεία και ομαλή, αν το πρόσωπο
έχει ομοιόμορφο πάχος και αν η εσωτερική και η εξωτερική γωνία των άκρων έχουν
γρέζια. Σε περίπτωση που διαπιστωθεί εκτροπή για κάποια από τις παραπάνω
παραμέτρους ο σωλήνας στέλνεται στα φρεζαριστικά για επισκευή.
έλεγχος αξύριστης εσωτερικά και εξωτερικά ραφής
Ο ελεγκτής εξετάζει τη ζώνη της περιοχής συγκόλλησης και ελέγχει κατά πόσο η
ραφή είναι αξύριστη εσωτερικά ή εξωτερικά, είναι βαθιά ξυρισμένη ή έχει
καβαλήματα. Για σωλήνες, οι οποίοι προορίζονται για αγωγούς μεταφοράς το ύψος
του δοντιού πρέπει να είναι μέχρι 1.52mm ενώ για σωλήνες, στους οποίους πρόκειται
να ανοιχτεί σπείρωμα στα άκρα η ραφή πρέπει να είναι τελείως ξυρισμένη.
Ο ελεγκτής καταγράφει τα αποτελέσματα των ελέγχων σε συγκεκριμένο δελτίο που
ονομάζεται Δελτίο Ελέγχου σωλήνων, πρότυπη και συμπληρωμένη μορφή του
οποίου επισυνάπτεται. Το δελτίο αυτό περιέχει τέσσερις ενότητες:
• Την ενότητα που περιλαμβάνει τα στοιχεία των σωλήνων, τον προορισμό τους,
την εντολή παραγωγής βάσει της οποίας παράγονται καθώς επίσης και τις ειδικές
συνθήκες σύμφωνα με τις οποίες γίνονται οι έλεγχοι τους (ΕΙΔΙΚΕΣ
ΑΠΑΙΤΗΣΕΙΣ)

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 47
• Η ενότητα αυτή περιλαμβάνει την καταγραφή των αριθμών των τσερκιών από τα
οποία ελέγχθηκαν σωλήνες καθώς και ένα πίνακα, στον οποίο συμπληρώνεται για
ποιους από τους αναφερόμενους ελέγχους έκανε αποδεκτούς ή απέρριψε σωλήνες
• Στην τρίτη ενότητα καταγράφονται αναλυτικά οι σωλήνες (με τη χρήση
ταυτοτήτων), οι οποίοι υπέστησαν στο σημείο του οπτικού ελέγχου κάποια
επεξεργασία (π.χ. τρόχισμα) ή εστάλησαν σε άλλη θέση για να διορθωθεί κάποιο
πρόβλημα που παρουσίασαν (π.χ. στατικό κοπτικό, ισιωτική κ.λ.π).
• Η ενότητα στην οποία γράφονται αναλυτικά οι σωλήνες, οι οποίοι απορρίφθηκαν
είτε εξ αρχής είτε ακόμη και μετά κάποια διορθωτική ενέργεια. Συμπληρώνεται
εξάλλου και η ανάλυση των αιτιών που προκάλεσαν την απόρριψη.
Το δελτίο αυτό πρέπει να συμπληρώνεται με πολύ μεγάλη προσοχή διότι αποτελεί
την τεκμηρίωση του κρίσιμου αυτού ελέγχου που κατέχει ιδιαίτερη θέση στις
ενέργειες παρακολούθησης του συστήματος ποιότητας. Είναι σαφές πως και το
παραγόμενο από αυτό τον έλεγχο δελτίο είναι ένας σημαντικός κρίκος στην σωστή
λειτουργία του όλου συστήματος.
2.3.8 Όγδοη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος) Η φάση αυτή της παραγωγικής διαδικασίας ονομάζεται μετρολόγιο περιλαμβάνει τις
εξής δραστηριότητες:
Ι. Ζύγιση
ΙΙ. Μέτρηση μήκους
ΙΙΙ. Μαρκάρισμα
ΖύγισηΜέτρηση μήκουςΜαρκάρισμα
Διάγραμμα 2-10: Όγδοη φάση της παραγωγικής διαδικασίας (Κρίσιμος έλεγχος) Ι. Ζύγιση Αφού ολοκληρωθούν οι μεταποιητικές δραστηριότητες, και ο οπτικός έλεγχος οι
σωλήνες περνούν από το ζυγιστήριο ώστε να ζυγιστούν. Κάθε σωλήνας ζυγίζεται
στην ηλεκτρονική ζυγαριά, η οποία καλιμπράρεται κάθε φορά που αλλάζει η

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 48
διάμετρος των προς παραγωγή σωλήνων. Το βάρος καταγράφεται στο τελικό
μετρολόγιο – ζυγολόγιο ανάλογα με την κατηγορία του σωλήνα.
ΙΙ. Μέτρηση μήκους
Η μέτρηση μήκους του σωλήνα γίνεται με τη βοήθεια καλιμπραρισμένου οργάνου
(μετρητή μήκους ή μετροταινία), η κατάσταση του οποίου ελέγχεται σε κάθε βάρδια.
Επάνω σε κάθε σωλήνα αναγράφεται με κιμωλία το μήκος του κάθε σωλήνα ώστε να
καταγραφεί αργότερα στο μετρολόγιο.
ΙΙΙ. Τελικό μαρκάρισμα
Στη συνέχεια οι σωλήνες εξέρχονται της εργοστασιακής μονάδας ERW και
τοποθετούνται (προσωρινή αποθήκευση) σε εξωτερική ράμπα όπου και διενεργείται
το τελικό μαρκάρισμα. Από εκείνη τη θέση οι σωλήνες θα οδηγηθούν αργότερα στο
χώρο τελικής αποθήκευσης τους.
Το υπεύθυνο για το μαρκάρισμα των σωλήνων προσωπικό τοποθετεί στο σωλήνα
σημεία με πινακίδες ανάγλυφων γραμμάτων. Όσα σύμβολα χρησιμοποιούνται πρέπει
να είναι ευανάγνωστα, ευδιάκριτα και ανθεκτικά στο χρόνο και διακρίνονται σε δύο
κατηγορίες, οι οποίες καθορίζονται πλήρως στην εντολή παραγωγής:
• στα σημεία που επιβάλλουν οι προδιαγραφές API ή οποιαδήποτε άλλη
προδιαγραφή ανάλογα με την εντολή παραγωγής.
• στα σημεία που επιθυμεί ο πελάτης (shipping marks).
Κατηγορίες σωλήνων
Οι σωλήνες πριν το τελικό μαρκάρισμα και ενώ βρίσκονται ακόμα στο εσωτερικό του
εργοστασίου, ταξινομούνται σε τέσσερις κατηγορίες από τον ζυγιστή. Η ταξινόμηση
γίνεται με βάση την καταλληλότητα του κάθε σωλήνα να συμπεριληφθεί στη
συγκεκριμένη παρτίδα, την ακαταλληλότητα της όσο αφορά την ποιότητα, το μήκος ή
αν απλώς πλεονάζει. Ο ζυγιστής τοποθετεί στον κάθε σωλήνα ένα από τα παρακάτω
ενδεικτικά σύμβολα:
Ένδειξη "Ο.Κ."

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 49
Πρόκειται για τους σωλήνες που φέρουν στην εσωτερική τους επιφάνεια και τα δύο
σύμβολα "ΑΙ" και "ΑU", ανταποκρίνονται δηλαδή πλήρως στις απαιτήσεις και στις
προδιαγραφές της συγκεκριμένης παραγγελίας.
Ένδειξη "SHORT"
Πρόκειται για τους σωλήνες που φέρουν τα σύμβολα "AI" και "AU", αλλά είναι
μικρού μήκους για τη συγκεκριμένη παραγγελία.
Ένδειξη "EXCESS"
Πρόκειται για σωλήνες που φέρουν τα σημεία ποιότητας "AI" και "AU", δεν
ανήκουν στην κατηγορία "SHORT" αλλά πλεονάζουν για τη συγκεκριμένη παρτίδα.
Ένδειξη "STOCK"
Πρόκειται για σωλήνες που φέρουν στην εσωτερική τους επιφάνεια ένα εκ των δύο ή
και τα δύο σύμβολα απόρριψης "RI" και "RU".
Μετρολόγιο
Ο ζυγιστής καταχωρεί τα στοιχεία των σωλήνων σε συγκεκριμένο έγγραφο, το οποίο
ονομάζεται μετρολόγιο (tally sheet).
Στο έγγραφο αυτό καταγράφονται:
• Η επωνυμία του πελάτη και τα στοιχεία της παραγγελίας.
• Το μέγεθος των σωλήνων (διάμετρος * πάχος), η προδιαγραφή, ο αριθμός της
εντολής παραγωγής και η ποιότητα.
• Η αναθεώρηση της οδηγίας 070 που αφορά τις διαδικασίες Ζύγιση – Μέτρηση
Μήκους – Μαρκάρισμα.
• Η ημερομηνία έναρξης συμπλήρωσης του εγγράφου
• Ο αύξοντας αριθμός κάθε σωλήνα α / α.
• Η ταυτότητα κάθε σωλήνα
• Το μήκος κάθε σωλήνα.
• Το βάρος κάθε σωλήνα.
2.3.9 Ένατη φάση της παραγωγικής διαδικασίας Αποθήκευση και Μεταφορά των Σωλήνων

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 50
Οι σωλήνες, καταλήγοντας στην τελευταία φάση της παραγωγικής διαδικασίας,
δηλαδή αφού έχουν υποστεί όλες τις μηχανικές κατεργασίες, τους ελέγχους και τις
δοκιμές, μεταφέρονται στους υπαίθριους κατάλληλα διαμορφωμένους χώρους για
αποθήκευση.
ΜεταφοράΑποθήκευση
Διάγραμμα 2-11: Ένατη φάση της παραγωγικής διαδικασίας
Τα περονοφόρα μηχανήματα μεταφέρουν τους σωλήνες στην καθορισμένη από τον
Διευθυντή της Αποθήκης "ντάνα". Ο χειριστής του περονοφόρου προσέχει ώστε κάθε
φορά από την εξωτερική ράμπα, όπου είχαν οδηγηθεί για το μαρκάρισμα όλοι οι
σωλήνες, να παίρνει μόνο σωλήνες της ίδιας κατηγορίας. Οι σωλήνες ντανιάζονται
είτε από τα περονοφόρα είτε από γερανούς - πυλώνες σε συγκεκριμένους χώρους, οι
οποίοι καθιστούν ευκολότερη τη λήψη τους ανάλογα με το πρόγραμμα φόρτωσης
κάθε παρτίδας. Η χωροθέτηση είναι αποκλειστική αρμοδιότητα του Διευθυντή της
Αποθήκης, ο οποίος μεριμνά ώστε να υπάρχει ισόχρονη απασχόληση των γερανών
και στις τρεις ζώνες αποθήκευσης λαμβάνοντας υπόψη το γεγονός πως δεν πρέπει να
ντανιάζονται μαζί σωλήνες διαφορετικού προορισμού ή πελάτη.
Ο επιθεωρητής βάρδιας με το κλείσιμο κάθε παρτίδας διενεργεί τους παρακάτω
ελέγχους:
i. Όλοι οι σωλήνες φέρουν τα σύμβολα "AU" και "AI".
ii. Τα άκρα των σωλήνων δεν έχουν υποστεί κακώσεις
iii. Επιθεωρώντας την τελευταία στρώση (δειγματοληπτικός έλεγχος), όλοι οι
σωλήνες φέρουν τα σωστά σημεία
iv. Καταμέτρηση των σωλήνων.
Σε περίπτωση που σε έναν από τους παραπάνω ελέγχους διαπιστωθεί «ασυμβίβαστο»
με το μετρολόγιο, τότε ο επιθεωρητής βάρδιας όταν καταγράφει τη συγκεκριμένη
παρτίδα στο Δελτίο Παραχθέντων Σωλήνων (πρότυπη μορφή επισυνάπτεται)
αναφέρει την απόκλιση στο πεδίο «παρατηρήσεις ελεγκτού βάρδιας» έτσι ώστε ο

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 51
Διευθυντής της Αποθήκης να αποκαταστήσει το ασυμβίβαστο. Στην περίπτωση κατά
την οποία εξαιτίας των εργαστηριακών δοκιμών, τα αποτελέσματα των οποίων εκ
των πραγμάτων καθυστερούν, ένα χυτήριο ή μια παρτίδα δεν ανταποκρίνεται στις
απαιτήσεις – προδιαγραφές της παραγγελίας και πρέπει να εξαιρεθεί, ο Επιθεωρητής
βάρδιας αναγράφει στο Δελτίο Παραχθέντων Σωλήνων τους αριθμούς των τσερκιών
αυτών. Εν συνεχεία ο Διευθυντής της Αποθήκης δεν επιτρέπει τη φόρτωση και
συνεπώς την έξοδο από το εργοστάσιο των σωλήνων που αντιστοιχούν στα τσέρκια
αυτά. Παράλληλα οι σωλήνες αυτοί διαγράφονται και από το Μετρολόγιο. Στο
Δελτίο Παραχθέντων Σωλήνων, ο Διευθυντής της Αποθήκης καταγράφει τις
ενέργειες που έκανε κατά τη διαδικασία της φόρτωσης προς αποκατάσταση τυχόν
αποκλίσεων που είχαν σημειωθεί από τον Επιθεωρητή βάρδιας (όπως
προηγουμένως).
Η παραγωγική διαδικασία φτάνει στο τέλος της με την ενημέρωση του Διευθυντή της
Αποθήκης από το Γενικό Διευθυντή του εργοστασίου για τη συγκεκριμένη
ημερομηνία φόρτωσης μιας συγκεκριμένης παρτίδας. Τα αυτοκίνητα που μεταφέρουν
τους σωλήνες εκτός του εργοστασίου ζυγίζονται κατά την έξοδο τους ενώ ο
υπάλληλος της Κεντρικής Πύλης εφοδιάζει τους οδηγούς με το εκάστοτε Δελτίο
Αποστολής. Αν πρόκειται για φόρτωση πλοίου η Εταιρία αποστέλλει εκπρόσωπο της
στο λιμάνι ο οποίος επιβλέπει τη φόρτωση στο καράβι. Στη περίπτωση κατά την
οποία, οι σωλήνες υποστούν βλάβες σε αυτή τη φάση επιστρέφουν στο εργοστάσιο,
όπου αποφασίζεται η τύχη τους.
Στο διάγραμμα 2-12 παρουσιάζεται μια γραφική απεικόνιση των σταθμών ποιοτικού
ελέγχου, από τους οποίους διέρχεται κάθε σωλήνας στη μονάδα παραγωγής έως ότου
καταλήξει στον πελάτη. Παρουσιάζεται ακόμα, η εξέλιξη των ενδείξεων –
αποτελεσμάτων των ελέγχων που αποδίδονται σε κάθε σωλήνα και τον
κατηγοριοποιούν σε μία από τις εικονιζόμενες κατηγορίες. Η διακεκομμένες γραμμές
δηλώνουν τις πιθανές διαδρομές ενός ελεγχθέντος σωλήνα μετά από μία απόρριψη.
Αξίζει να σημειωθεί πως οι σωλήνες που κατηγοριοποιούνται ως stock είναι εκείνοι,
οι οποίοι αστόχησαν σε έναν τουλάχιστον κρίσιμο έλεγχο (ένδειξη R) και κρίνονται
απορριπτέοι. Δεν θα πρέπει ο αναγνώστης να συγχέει τους stock σωλήνες με τη
χρήση της ορολογίας stock σαν αποθηκευμένο - έτοιμο προϊόν όπως συνηθίζεται.

Κεφάλαιο 2: Ανάλυση της Παραγωγικής Διαδικασίας Κατασκευής Σωλήνων με τη Μέθοδο της Ευθείας Ραφής (ERW)
Εργαστήριο Διοικητικών Συστημάτων 52
Rejected Inspection&
Accepted Ultrasonic
Accepted Inspection&
Rejected Ultrasonic
Υδραυλική δοκιμή
Μετρολόγιο
Τρόχισμα
Accepted Inspection&
Accepted Ultrasonic
Οπτικός Έλεγχος
Έλεγχος τηςσυγκόλλησης με
υπερήχους
Στατικό Κοπτικό
Ο.Κ.
STOCKΑποδεκτοί σωλήνες
SHORT EXCESS
Rejected Inspection&
Rejected Ultrasonic
Ο.Κ.
AU RU
AI RI
Κοπή άκρου
Αστοχία
Διάγραμμα 2-12: Διάγραμμα Ροής Σταθμών Ποιοτικού Ελέγχου μονάδας παραγωγής ERW

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 53
3 Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
3.1 Η Σύγχρονη Επιχείρηση και η Τεχνολογία της Πληροφόρησης
Είναι αδιαμφισβήτητο γεγονός, πως κατά τη διάρκεια του 20ου αιώνα η
ανθρωπότητα στο σύνολο της, μεταλλάχθηκε εκ θεμελίων όσο αφορά τη κυρίαρχη
μορφή παραγωγικής διαδικασίας με σκοπό τη δημιουργία αγαθών. Οι δύο έννοιες που
διαδραμάτισαν - και συνεχίζουν ακόμα να το κάνουν – ουσιαστικό ρόλο προς αυτή
την κατεύθυνση είναι η μαζική βιομηχανική παραγωγή αγαθών (στις μέρες μας
αυτοματοποιημένη) και η πληροφορία. Η δύναμη των καινοτομιών που εμφανίζονται
ολοένα και με αυξανόμενους ρυθμούς στην παγκόσμια αγορά, δεν στηρίζεται πλέον
αποκλειστικά στις γνώσεις και στα επιτεύγματα των ανθρώπων στον τομέα της
μηχανολογίας. Η ταχύτατη εξελικτική πορεία της οικονομίας των υπηρεσιών και της
πληροφορικής σε ένα παγκοσμιοποιημένο πλαίσιο επιχειρηματικών δραστηριοτήτων
καθιστά την πληροφορία και συνεπώς τις νέες τεχνολογίες που αφορούν τη
διαχείριση της, κινητήριο μοχλό της ανάπτυξης σε όλα τα επίπεδα της ανθρώπινης
δράσης.
Στην προσπάθεια συγκεκριμενοποίησης της επίδρασης της τεχνολογίας της
πληροφόρησης στη σύγχρονη επιχείρηση, ανακύπτει η ανάγκη ορισμού της έννοιας
“Τεχνολογία της Πληροφόρησης”. Τεχνολογία της Πληροφόρησης (Information
Technology) είναι η με την ευρύτερη έννοια εισαγωγή της τεχνολογίας στις
επιχειρηματικές διαδικασίες, στη συλλογή δεδομένων και τη δημιουργία
πληροφοριών που αξιοποιούνται από την επιχείρηση όπως η ίδια κρίνει.
Παραδοσιακά, λέγεται ότι ένας οργανισμός (σ.σ. μια πρότυπη σύγχρονη παραγωγική
μονάδα, π.χ. εταιρία, εργοστάσιο κ.α.) έχει πέντε πόρους: ανθρώπους, μηχανές,
χρήματα, υλικά και διοίκηση. Η τεχνολογία της πληροφόρησης και η πληροφόρηση
γενικότερα αποτελεί πλέον τον έκτο πόρο ενός τυπικού οργανισμού. Αυτός όχι μόνο
χρησιμεύει στην υποβοήθηση των παραδοσιακών πέντε πόρων που συντονίζουν τις
διάφορες δραστηριότητες, αλλά τους υποστηρίζει επίσης στο σχεδιασμό και τον
έλεγχο των δραστηριοτήτων από το ανώτατο διοικητικό επίπεδο μέχρι το κατώτερο

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 54
λειτουργικό επίπεδο. Η επιτυχημένη πορεία ενός οργανισμού είναι άρρηκτα
συνδεδεμένη, στη νέα εποχή, με την υποστήριξη του συνόλου των δραστηριοτήτων
του από την τεχνολογία της πληροφόρησης. Η διείσδυση συνεπώς της
συγκεκριμένης τεχνολογίας υπό οποιαδήποτε μορφή και στα τρία επίπεδα
επιχειρησιακών δραστηριοτήτων (στρατηγικό, τακτικό, λειτουργικό δηλαδή
αντίστοιχα ανώτερο, μεσαίο, κατώτερο επίπεδο διοίκησης), την καθιστά αναλογικά
υπεύθυνη για τη θέση του οργανισμού στην αγορά. Ο οργανισμός, ο οποίος
χρησιμοποιεί έγκαιρα και αποτελεσματικά τα πλεονεκτήματα που του παρέχονται
από τη χρήση της εν λόγω τεχνολογίας αποκτά και διατηρεί συγκριτικά
πλεονεκτήματα στο πεδίο του διεθνούς ανταγωνισμού.
Για κάποιον εξωτερικό ως προς τον οργανισμό παρατηρητή, η τεχνολογία της
πληροφόρησης ίσως θεωρηθεί μια ενιαία οντότητα που έχει ένα διακριτό ρόλο στα
πλαίσια λειτουργίας του. Στην πραγματικότητα η τεχνολογία της πληροφόρησης είναι
τμήμα ευρύτερων επιχειρησιακών δραστηριοτήτων, τις οποίες υποστηρίζει και από
τις οποίες υποστηρίζεται. Η τεχνολογία της πληροφόρησης αποτελείται από
ξεχωριστές λειτουργικές μονάδες καθεμιά από τις οποίες δρα εξυπηρετώντας
συγκεκριμένους στόχους. Η προστιθέμενη αξία, η οποία αποδίδεται στις
επιχειρηματικές δραστηριότητες προκύπτει από τη συνεργασία μεταξύ των μονάδων
αυτών με σκοπό την κατά το δυνατό μεγαλύτερη αποτελεσματικότητα τους. Αυτές οι
λειτουργικές μονάδες, οι οποίες εξετάζονται στη συνέχεια είναι οι εξής:
• Τηλεπικοινωνίες
• Κέντρο Δεδομένων
• Υποστήριξη Εφαρμογών
• Τμήμα Πληροφοριών
Τηλεπικοινωνίες
Η συγκεκριμένη λειτουργική μονάδα είναι υπεύθυνη για την εγκατάσταση και
λειτουργία των τηλεπικοινωνιακών συστημάτων του οργανισμού. Τα συστήματα
αυτά αφορούν κατά πρώτο λόγο τις τηλεφωνικές επικοινωνίες (εγκατάσταση και
έλεγχος τηλεφώνων, fax, σύνδεση υπολογιστικών σταθμών εργασίας – καλωδίωση)
καθώς και τα δίκτυα υπολογιστών. Το αρμόδιο προσωπικό εγκαθιστά και συντηρεί
για παράδειγμα τη λειτουργία της ηλεκτρονικής ανταλλαγής δεδομένων (electronic

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 55
data interchange) και πληροφοριών στα πλαίσια ενός ευρύτερου δικτύου
υπολογιστών.
Κέντρο Δεδομένων
Αυτή η μονάδα ελέγχει τους υπολογιστές διασφαλίζοντας με τον τρόπο αυτό συνεχώς
την απρόσκοπτη λειτουργία τους. Εξάλλου βελτιώνει, όταν αυτό κριθεί απαραίτητο
την αποτελεσματικότητα τους σχετικά με τη ασφάλεια των δεδομένων, τους χώρους
αποθήκευσης τους και τη γενικότερη εύρυθμη λειτουργία του λογισμικού.
Υποστήριξη Εφαρμογών
Η λειτουργική αυτή μονάδα θα αποτελέσει το γενικότερο πλαίσιο, εντός του οποίου
θα κινηθούμε στη συνέχεια (3.2). Είναι η πιο ορατή «λειτουργία – επαφή» του
τελικού χρήστη με την τεχνολογία της πληροφόρησης και αφορά την κατασκευή,
λειτουργία και συντήρηση εφαρμογών λογισμικού που υποστηρίζουν διάφορες
επιχειρηματικές διαδικασίες, απαραίτητες για τη βιωσιμότητα ενός οργανισμού. Η
ποικιλία των διαδικασιών είναι μεγάλη και περιλαμβάνει τον έλεγχο των
παραγωγικών δραστηριοτήτων, την πρόβλεψη των πωλήσεων, τον στρατηγικό
σχεδιασμό, την υποστήριξη αποφάσεων, τη λογιστική διαχείριση, τον
προγραμματισμό της παραγωγής, την οργάνωση εμπορικών δοσοληψιών κ.α.
Συνεπώς οι εν δυνάμει χρήστες είναι πολλοί και διασπείρονται σε όλα τα επίπεδα της
διοικητικής ιεραρχίας. Ανάλογα με το μέγεθος του εκάστοτε οργανισμού υπάρχουν
διακριτές υπολογιστικές εφαρμογές (επιμέρους Πληροφοριακά Συστήματα)
διαφορετικών δυνατοτήτων, αναγκών και τύπων εξαγόμενων αποτελεσμάτων.
Ουσιαστική είναι η συμβολή των βάσεων δεδομένων στην απρόσκοπτη λειτουργία
και τον εύκολο χειρισμό των εφαρμογών αυτών.
Τμήμα Πληροφοριών
Το Τμήμα των Πληροφοριών, το οποίο απαντάται συχνότερα σε μεγάλους
οργανισμούς, είναι υπεύθυνο για τη σταδιακή ενοποίηση (integration) διαφορετικών
λειτουργιών που αφορούν την τεχνολογία της πληροφόρησης, όπως για παράδειγμα
οι προσωπικοί ηλεκτρονικοί υπολογιστές (PCs), το ηλεκτρονικό ταχυδρομείο, οι κάθε
είδους επικοινωνίες, ο προγραμματισμός και η ανάλυση εφαρμογών. Έχει τη γενική
εποπτεία διεύθυνσης (IT management) και περαιτέρω ρυθμίζει την εξουσιοδότηση
πρόσβασης στις κάθε είδους πληροφορίες και διαμορφώνει ένα σχέδιο δράσης για

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 56
την περίπτωση διακοπής λειτουργίας των τεχνολογικών συστημάτων που αφορούν
την ροή πληροφοριών.
Σχηματοποιώντας τις τέσσερις λειτουργικές μονάδες της Τεχνολογίας της
Πληροφόρησης ως προς την μεταξύ τους αλληλεπίδραση προκύπτει ενδεικτικά το
Διάγραμμα 3-1.
Τηλεπικοινωνίες ΚέντροΔεδομένων
ΥποστήριξηΕφαρμογών
ΤμήμαΠληροφοριών
ΤεχνολογίαΠληροφόρησης
Διάγραμμα 3-1:Η Τεχνολογία Πληροφόρησης και οι λειτουργικές μονάδες της – αλληλεπίδραση.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 57
3.2 Πληροφοριακά Συστήματα
3.2.1 Γενικά Υπάρχει στις μέρες μας, αυξανόμενη συνειδητοποίηση πως όχι μόνο η έγκαιρη και
ακριβής πληροφόρηση είναι θέματα ζωτικής σημασίας για τον οργανισμό, αλλά
επίσης ότι ένα αποτελεσματικό Πληροφοριακό Σύστημα είναι το κύριο μέσο παροχής
της απαιτούμενης ποιοτικής πληροφόρησης. Στη συγκεκριμένη ενότητα θα
ασχοληθούμε εκτενώς με την έννοια του Πληροφοριακού Συστήματος σαν
υποσύνολο της Τεχνολογίας της Πληροφόρησης (Υποστήριξη Εφαρμογών). Στην
αρχή θα αποσαφηνίσουμε την έννοια του Συστήματος συναρτώντας την στη
συνέχεια με την έννοια της Πληροφορίας.
Ο όρος Σύστημα έχει χρησιμοποιηθεί υπερβολικά και σε ορισμένες περιπτώσεις
αναίτια σε όλα τα πεδία επιστημονικού ή μη ενδιαφέροντος. Σε αυτή την κατάσταση
συμβάλλει η δυσκολία ενός σωστού και σαφούς ορισμού του όρου αυτού. Η έννοια
Σύστημα ορίζεται κατά τον ακόλουθο τρόπο [3]:
i. Μια ομάδα ή ένα σύνολο πραγμάτων συνδεδεμένα με τέτοιο τρόπο ώστε να
αποτελούν μια ενότητα ή ένα οργανικό όλο.
ii. Μια ομάδα γεγονότων, αρχών ή κανόνων ταξινομημένων με τρόπο που δείχνει
ένα λογικό σχέδιο σύνδεσης και αλληλεξάρτησης τους.
iii. Ένα συγκεκριμένο ή συνηθισμένο τρόπο πραγματοποίησης ενεργειών, η
μέθοδος, η διαδικασία.
Ανάλογη είναι η δυσκολία σαφούς ορισμού της έννοιας Πληροφορία. Ο καθένας
δείχνει να γνωρίζει, πολλές φορές ίσως από διαίσθηση, τι σημαίνει "Πληροφορία",
όλοι όμως ερμηνεύουν την έννοια αυτή με διαφορετικό τρόπο. Η πληροφορία είναι
«κάτι», το οποίο ελαττώνει την ασάφεια, αποτελεί αρωγό στη διαδικασία λήψης
αποφάσεων, αφορά εσωτερικές εγκεφαλικές διαδικασίες του ανθρώπινου οργανισμού…
Παραθέτουμε ένα ενδεικτικό ορισμό της έννοιας Πληροφορία με βάση τις αναφορές
που γίνονται στην ελληνική και ξένη βιβλιογραφία:

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 58
Πληροφορία είναι η αποκτούμενη γνώση, σαν αποτέλεσμα της επεξεργασίας με
οποιονδήποτε τρόπο και από οποιοδήποτε μέσο, δεδομένων – στοιχείων. Η παροχή ή
η λήψη ειδήσεων που αφορούν πρόσωπα, αντικείμενα, γεγονότα, καταστάσεις.
Συνδυάζοντας τις δύο παραπάνω έννοιες, κατά τρόπο που θα γίνει κατανοητός στη
συνέχεια οδηγείται κανείς στον όρο Πληροφοριακό Σύστημα, (ΠΣ) - Information
System, (IS). Το περιεχόμενο του όρου αυτού και η βάση πάνω στην οποία
πραγματευόμαστε τη χρήση Ηλεκτρονικών Υπολογιστών (Η/Υ) στα πλαίσια
λειτουργίας ενός Πληροφοριακού Συστήματος διευκρινίζονται ευθύς αμέσως.
Τα Πληροφοριακά Συστήματα, σύμφωνα με τους Angell και Smithson (1991), είναι
Κοινωνικά Συστήματα, των οποίων η συμπεριφορά έχει επηρεασθεί από τους
στόχους, τις αξίες και τις αλήθειες ανθρώπων και ομάδων, καθώς επίσης και από
τα επιτεύγματα της τεχνολογίας. Ο ορισμός αυτός αποτελεί μια αρχική, γενική και
ιδιαίτερα επιτυχημένη τοποθέτηση, ώστε να γίνει πλήρως κατανοητός στον
αναγνώστη ο καίριος ρόλος του ανθρώπινου παράγοντα στην κατασκευή, λειτουργία
και γενικότερη διαχείριση ενός ΠΣ. Πιο συγκεκριμένα ένα Πληροφοριακό Σύστημα
βασισμένο σε Ηλεκτρονικούς Υπολογιστές (Computer – based Information
System) είναι μια ομάδα στοιχείων, τα οποία είναι οργανωμένα ώστε να ακολουθούν
και να φέρουν αποτελεσματικά εις πέρας μια μεθοδολογία, διαδικασία ή έλεγχο μετά
την επεξεργασία πληροφοριών και δεδομένων με τη βοήθεια Η/Υ, για την υλοποίηση
των εργασιών και των στόχων των χρηστών τους. Συμπερασματικά η χρήση των Η/Υ
καθίσταται για τα Πληροφοριακά Συστήματα (ή ολοκληρωμένα συστήματα χρήστη –
μηχανής) επικουρικό εργαλείο και όχι μέσο αντικατάστασης της ανθρώπινης σκέψης,
κρίσης και απόφασης αφού ο διάλογος χρήστη – μηχανής είναι ουσιαστικός, μόνο
εάν το άτομο είναι αποτελεσματικό και παραγωγικό επεκτείνοντας τη σκέψη του με
βάση την παρεχόμενη από τον Η/Υ πληροφόρηση. Στη συνέχεια αυτής της ενότητας
θα γίνει μια πολύ περιληπτική αναφορά στα σημαντικότερα σημεία λειτουργίας των
Πληροφοριακών Συστημάτων.
Ένα Πληροφοριακό Σύστημα βασισμένο σε Η/Υ (CBIS), το οποίο εφεξής θα
αναφέρεται απλά σαν Πληροφοριακό Σύστημα (ΙS) συνίσταται από τα παρακάτω
στοιχεία:

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 59
• Λογισμικό, δηλαδή προγράμματα ηλεκτρονικών υπολογιστών, δομές δεδομένων
και τη σχετική τεκμηρίωση τους. Το λογισμικό υλοποιεί τη λογική της
μεθοδολογίας, της διαδικασίας ή του ελέγχου που απαιτείται, προς εξυπηρέτηση,
άμεσα του χρήστη και έμμεσα ολόκληρου του παραγωγικού συστήματος.
Παράγει με τον τρόπο αυτό πληροφορίες, δηλαδή επεξεργασμένα δεδομένα σε
επωφελή μορφή για αυτόν που τα αποκτά.
• Υλικό, δηλαδή οι ηλεκτρονικοί υπολογιστές σαν "εργαλεία" καθώς και
οποιεσδήποτε άλλες συσκευές που λειτουργούν σαν περιφερειακά.
• Ανθρώπινο Δυναμικό. Ο ρόλος των ανθρώπων σαν ουσιαστική οντότητα στα
πλαίσια λειτουργίας ενός Πληροφοριακού Συστήματος συχνά μειώνεται. Οι
χρήστες όμως του ΠΣ (σε οποιοδήποτε επίπεδο εφαρμογής) είναι οι κύριοι
αξιολογητές του αφού το χρησιμοποιούν καθημερινά προς διεκπεραίωση
διαφορετικών επιχειρησιακών δραστηριοτήτων. Άλλωστε το ΠΣ σχεδιάζεται με
βάση τις απαιτήσεις των χρηστών, οι οποίοι διαμορφώνουν υπό περιορισμούς το
τελικό προϊόν λογισμικού.
• Βάση Δεδομένων. Λέγοντας δεδομένα εννοούμε μια αναπαράσταση στοιχείων ή
εννοιών με τρόπο, ο οποίος επιτρέπει την επεξεργασία τους. Σαν Βάση
Δεδομένων ορίζεται μια μεγάλη οργανωμένη συλλογή δεδομένων, τα οποία
επεξεργάζονται με τη βοήθεια λογισμικού.
• Τεκμηρίωση, δηλαδή τα εγχειρίδια, οι φόρμες και κάθε άλλου είδους
επεξηγηματική γραπτή πληροφορία που καθορίζει τη χρήση και λειτουργία του
συστήματος.
• Διαδικασίες, δηλαδή τα βήματα που ορίζουν τη συγκεκριμένη χρήση κάθε
στοιχείου του ΠΣ.
3.2.2 Κατηγορίες Πληροφοριακών Συστημάτων – Χρήστες Τα Πληροφοριακά Συστήματα διακριτοποιούνται σε διαφορετικές κατηγορίες. Κάθε
κατηγορία συστήματος προσδιορίζεται από τις λειτουργίες του, τις τεχνολογίες που
χρησιμοποιεί, τις εργασιακές δομές που δημιουργεί και υποστηρίζει, τον ανθρώπινο
παράγοντα, καθώς και τη θέση του συστήματος στον οργανισμό. Οι σημαντικότερες
κατηγορίες είναι οι παρακάτω:
• Επεξεργασία συναλλαγών – transaction processing (TP)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 60
• Συστήματα υποστήριξης διοίκησης – management information systems (MIS)5
• Συστήματα υποστήριξης λήψης αποφάσεων – decision support systems (DSS)
• Πληροφοριακά συστήματα γραφείου – office automation (OA)
• Συστήματα βασισμένα σε γνώση – expert systems
• Executive information systems (EIS)
• Computer Aided Design (CAD)
• Computer Aided Manufacturing (CAM)
• Computer Integrated Management (CIM)
• κλπ
Τα συστήματα αυτά χρησιμοποιούνται σε διαφορετικές βαθμίδες εντός ενός
επιχειρησιακού χώρου (στρατηγικό, τακτικό, λειτουργικό επίπεδο διοικητικής
πυραμίδας) και συνεπώς υποστηρίζουν διαφορετικές λειτουργίες του.
Για παράδειγμα τα συστήματα υποστήριξης αποφάσεων ή διοίκησης συγκεντρώνουν
δεδομένα από το λειτουργικό επίπεδο διοίκησης, τα επεξεργάζονται και τα
παρουσιάζουν στους managers σε κατάλληλη μορφή πληροφοριών ώστε να
βοηθήσουν την εργασία τους. Εξάλλου, στο ανώτερο επίπεδο διοίκησης (στρατηγικό)
τα Executive Information Systems υποστηρίζουν τα ανώτατα στελέχη στο
μακροπρόθεσμο σχεδιασμό του οργανισμού. Τα συγκεκριμένα συστήματα, σε
αντίθεση με τα προαναφερθέντα, χρησιμοποιούν πληροφορίες από το εξωτερικό
περιβάλλον του οργανισμού (π.χ. οικονομική κατάσταση χώρας, ανταγωνιστές) και
προτείνουν κατευθυντήριες γραμμές για την επιχειρησιακή στρατηγική που πρέπει να
ακολουθηθεί.
Η πληροφόρηση, σαν τυπικό προϊόν ενός Πληροφοριακού Συστήματος, έχει ιδιαίτερη
σχέση με το πλαίσιο εργασίας κάθε εργαζόμενου του οργανισμού, προκειμένου να
επιτευχθούν οι βραχυπρόθεσμοι, μεσοπρόθεσμοι και μακροπρόθεσμοι στόχοι. Γίνεται
από τα παραπάνω εύκολα αντιληπτό πως κάθε Πληροφοριακό Σύστημα σαν διακριτή 5 Σε ένα υποτιθέμενο MIS, για παράδειγμα το οποίο θα υποστήριζε την πρόσβαση σε πληροφορίες και την επίδραση τους στην εργασία του χρήστη, θα υπήρχε η παρεχόμενη μέσω Η/Υ δυνατότητα βελτίωσης της ακρίβειας υπολογιστικών εφαρμογών, ταχύτερης αλλαγής μεταβλητών ή συστηματικότερης αρχειοθέτησης. Επιπλέον η πρόσβαση και αναζήτηση αρχείων από μεγάλες βάσεις δεδομένων, η ασφάλεια τους ή η σύνδεση τους με τη χρήση κατάλληλων τηλεπικοινωνιακών

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 61
εφαρμογή σε διαφορετική διοικητική διαστρωμάτωση εντός του οργανισμού, έχει
διαφορετικούς χρήστες (users), την εργασία των οποίων υποστηρίζει. Οι χρήστες
αυτοί ονομάζονται και πελάτες (customers) του ΠΣ. Οι πελάτες των ΠΣ
"αγοράζοντας" (δηλ. χρησιμοποιώντας) το σύστημα – προϊόν, έχουν απαιτήσεις
σχετικά με την ποιότητα του, τη χρηστικότητα του, το παρεχόμενο από τον
κατασκευαστή service και άλλα θέματα, τα οποία τους καθιστούν τελικά αξιολογητές
του.
Στα πλαίσια λειτουργίας ενός οργανισμού οι πελάτες των ΠΣ είναι τα άτομα –
χρήστες, οι διάφορες ομάδες εργασίας, οι επιχειρηματικές διαδικασίες (παραγωγική
διαδικασία), τα τμήματα του οργανισμού (Τμήμα Πωλήσεων, Τμήμα Διαχείρισης
Ανθρωπίνων Πόρων, κ.α.). Εξάλλου εξίσου σημαντική είναι η χρήση των ΠΣ από
εξωτερικές ως προς τον οργανισμό οντότητες όπως οι προμηθευτές, οι καταναλωτές ή
ακόμα και οι μέτοχοι του οργανισμού.
3.3 Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Σωληνουργείας Κορίνθου Α.Ε.
3.3.1 Εισαγωγή Η αλματώδης άνοδος των πωλήσεων της ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε. και
ο πολλαπλασιασμός του κύκλου εργασιών της κατά την τελευταία πενταετία (1995 –
2000), οδήγησαν μεταξύ άλλων στην ανάγκη εκσυγχρονισμού, καλύτερης
οργάνωσης, αυξημένης λειτουργικότητας, και αποδοτικότερων εν γένει
επιχειρησιακών και παραγωγικών δραστηριοτήτων. Στο νέο παγκοσμιοποιημένο
περιβάλλον της αγοράς, η Εταιρία αναζητούσε ανταγωνιστικά πλεονεκτήματα έναντι
κυρίως αντίστοιχων βιομηχανιών του εξωτερικού, πρώτιστα στον τομέα της έγκαιρης
και ουσιαστικής πληροφόρησης. Εξάλλου, η Εταιρία, η οποία έχει σαφή εξαγωγικό
προσανατολισμό έπρεπε να ανασυγκροτήσει το διεθνές δίκτυο πωλήσεων της,
συνδεόμενη ηλεκτρονικά με τους αντιπροσώπους της και τα συνεργαζόμενα με αυτή
γραφεία ανά τον κόσμο.
Επιπλέον, η δομή της παραγωγικής διαδικασίας, που ακολουθείται για την κατασκευή
σωλήνων μεσαίων και μεγάλων διαμέτρων καθώς και η φιλοσοφία της διοίκησης για συστημάτων με άλλα σχετικά αρχεία θα προσέφεραν πολύτιμη υποστήριξη στην εργασία των χρηστών

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 62
μια όσο το δυνατό πιο ευέλικτη διαχείριση των παραγγελιών κατέστησε απαραίτητη
την ηλεκτρονική υποστήριξη της διαχείρισης της παραγωγής. Ο αποδοτικότερος
προγραμματισμός της παραγωγής (ουσιαστικά πιο ευέλικτος) θα αποτελούσε αρωγό
στην προσπάθεια – στόχο της επιχείρησης να ικανοποιήσει όσο το δυνατό
περισσότερες παραγγελίες στο μικρότερο δυνατό χρόνο.
Τέλος, η προοπτική ενός νέου εργοστασίου στη Βιομηχανική Περιοχή Θίσβης στη
Βοιωτία (σε πλήρη λειτουργία από το φθινόπωρο του 2000), καθιστούσε αναγκαία τη
δημιουργία ενός εσωτερικού επιχειρησιακού δικτύου ευρείας περιοχής (Wide Area
Network - WAN). Το δίκτυο αυτό θα συνέδεε ηλεκτρονικά τα γραφεία της Εταιρίας
στην Αθήνα και τις βιομηχανικές μονάδες Κορίνθου και Θίσβης με αρχικό προφανή
σκοπό την αρτιότερη ενδοεπικοινωνία.
Σταθμίζοντας τη σημασία των παραπάνω διαμορφούμενων καταστάσεων, η
βιομηχανία σωλήνων μεσαίων και μεγάλων διαμέτρων ΣΩΛΗΝΟΥΡΓΕΊΑ
ΚΟΡΙΝΘΟΥ Α.Ε. υποστηρίζει από 1/1/1999 την πλειοψηφία των επιχειρηματικών
δραστηριοτήτων της με ένα Πληροφοριακό Σύστημα διευρυμένων λειτουργιών. Τα
κύρια σημεία του ΠΣ της Εταιρίας, σε σχέση πάντα με την εφαρμογή τους στο
εργοστάσιο της Κορίνθου, αναλύονται στη συνέχεια.
3.3.2 Η δομή του Πληροφοριακού Συστήματος της Εταιρίας Θα πρέπει εξ αρχής να διευκρινιστεί πως η μορφή του οργανισμού (σύγχρονη
βιομηχανική μονάδα) σε συνάρτηση με την υποστήριξη των δραστηριοτήτων του από
ένα Πληροφοριακό Σύστημα δεν οδηγεί σε μία, ενοποιημένη με πληροφοριακό
σύστημα, βιομηχανική παραγωγή (CIM). Ένα τέτοιο σύστημα θα ενοποιούσε όλες
τις βασικές λειτουργίες μιας βιομηχανικής επιχείρησης μέσα από τη χρήση ενός
συστήματος υπολογιστών, κάτι το οποίο δεν ισχύει για το ΠΣ της
ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε. Πιο συγκεκριμένα θα πρέπει να γίνει σαφές
πως οι ηλεκτρονικοί υπολογιστές που χρησιμοποιούνται στη γραμμή παραγωγής
ERW δεν εκτελούν εργασίες και εφαρμογές σχετικές με τη διεκπεραίωση
μηχανολογικών ή μεταποιητικών δραστηριοτήτων (π.χ. εκκίνηση μηχανών, έλεγχος
ομαλής λειτουργίας συσκευών) όπως θα έκαναν στα πλαίσια ενός ευρύτερου CIM
συστήματος αλλά χρησιμοποιούνται με τρόπο που θα γίνει κατανοητός στη συνέχεια. του.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 63
Η κατασκευή του Πληροφοριακού Συστήματος της Εταιρίας (software engineering)
έγινε από την Εταιρία Παραγωγής Λογισμικού & Συστημάτων Πληροφορικής
Computer Logic S.A. - DIS Group και αφορά μια ειδικά προσαρμοσμένη στις
απαιτήσεις και τις ανάγκες της σωληνουργείας, έκδοση, του προϊόντος λογισμικού Ω
Technology (Omega Technology). Το επιχειρησιακό ΠΣ της Εταιρίας καλύπτει της
ανάγκες της σε διαφορετικούς τομείς και γενικότερα διακρίνεται σε δύο επιμέρους
Πληροφοριακά Συστήματα - εφαρμογές, με τις ονομασίες Εμπορική Διαχείριση και
Διαχείριση Παραγωγής. Τα συστήματα αυτά λειτουργούν σαν ανεξάρτητες μονάδες
υποστηρίζοντας διαφορετικές δραστηριότητες αλλά αλληλοσυνδέονται. Στη συνέχεια
θα περιγράψουμε τις λειτουργίες καθεμιάς από τις εφαρμογές αυτές.
3.3.2.1 Εμπορική Διαχείριση
Η εφαρμογή Εμπορική Διαχείριση του Πληροφοριακού Συστήματος της
ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε., αποτελεί την έκδοση 2.4 της τεχνολογικής
πληροφοριακής πλατφόρμας Omega Technology και το γενικό πλαίσιο λειτουργίας
του περιγράφεται επιγραμματικά παρακάτω.
Οι εκάστοτε χρήστες της εφαρμογής αυτής (Διεύθυνση Εμπορικού Τμήματος, Τμήμα
Προμηθειών, Τμήμα Διεκπεραίωσης Εξαγωγών, Υπεύθυνος Ταμειακών
Λογαριασμών κ.α.) αποκτούν με τη βοήθεια του συστήματος πληροφόρηση σχετικά
με οικονομικά, εμπορικά, λογιστικά και γενικότερα διαχειριστικά θέματα. Για
παράδειγμα υπάρχει η δυνατότητα ελέγχου στοιχείων που αφορούν την Αποθήκη
δηλαδή ο εξουσιοδοτημένος χρήστης ενημερώνεται κάθε στιγμή για την εικόνα των
αποθηκών ανά είδη ή ανά αποθηκευτικό χώρο. Επιπλέον οι συναλλασσόμενοι με την
Εταιρία πελάτες και προμηθευτές αρχειοθετούνται (κατ΄ έτος προϋπολογισμοί,
φάκελοι εισαγωγής, φάκελοι παραγγελιών) και γενικότερα το σύστημα παρέχει
δυνατότητες περισσότερο οργανωμένης εξυπηρέτησής τους. Για παράδειγμα ο
πελάτης ενημερώνεται ηλεκτρονικά για τους τιμοκατάλογους της Εταιρίας, τους
όρους παράδοσης και τους τρόπους αποστολής των σωλήνων ενώ προβλέπεται και η
μαζική έκδοση αποδείξεων.
Η Εμπορική Διαχείριση μεταξύ άλλων υποστηρίζει το χρήστη στην ηλεκτρονική
επεξεργασία στοιχείων του καταμερισμού εσόδων – εξόδων, παρέχει δεδομένα

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 64
σχετικά με τη λογιστική διαχείριση της Εταιρίας (π.χ. συντελεστές Φ.Π.Α., στοιχεία
πωλήσεων ΚΕ.Π.Υ.Ο.), καθιστώντας με τον τρόπο αυτό μηχανογραφημένη τη
σύνταξη του Προϋπολογισμού και του Λογιστικού Σχεδίου της ΣΩΛΗΝΟΥΡΓΕΙΑΣ
ΚΟΡΙΝΘΟΥ Α.Ε. Ο εξαγωγικός χαρακτήρας του οργανισμού αντικατοπτρίζεται στην
εφαρμογή αυτή αφού σε ημερήσια βάση το σύστημα ενημερώνεται για την πορεία
της διεθνούς χρηματαγοράς και τις ισοτιμίες των νομισμάτων υποστηρίζοντας με τον
τρόπο αυτό τις αποφάσεις της ανώτερης διοίκησης για συνεχώς αποδοτικότερη
εμπορική πολιτική.
3.3.2.2 Διαχείριση παραγωγής
Η εφαρμογή Διαχείριση Παραγωγής του Πληροφοριακού Συστήματος της
ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε., είναι η έκδοση 0.7.4.0 του Omega
Technology και οι σημαντικότερες λειτουργίες, τις οποίες υποστηρίζει
παρουσιάζονται στη συνέχεια.
Οι χρήστες της εφαρμογής αυτής (π.χ. Τεχνική Διεύθυνση Εργοστασίου, Τμήμα
Προγραμματισμού Παραγωγής, Τμήμα Ποιοτικού Ελέγχου) ενημερώνονται και
υποστηρίζουν τις δραστηριότητές τους με βάση στοιχεία από την εξέλιξη της
παραγωγικής διαδικασίας όπως το παραγωγικό layout, ο σχεδιασμός των απαιτήσεων,
οι προδιαγραφές και η κοστολόγηση της παραγωγής ή ακόμα και η συντήρηση του
μηχανολογικού εξοπλισμού.
Με τη βοήθεια του συστήματος προγραμματίζεται η διαθεσιμότητα των κέντρων
επεξεργασίας (ERW, SAW, εξωτερικής επένδυσης, κ.α.), η σχέση της οποίας με τις
αρχειοθετημένες εκκρεμείς παραγγελίες και την παραγωγική δυναμικότητα
διαμορφώνει το πρόγραμμα της παραγωγής (βλ 3.4). Υπάρχει η δυνατότητα
αρχειοθέτησης όλων των εντολών παραγωγής και η επεξεργασία των στοιχείων τους
από τους εξουσιοδοτημένους χρήστες (ενημέρωση καθυστερήσεων παραγωγής,
βλάβες, τακτική συντήρηση). Εξάλλου το σύστημα ενημερώνεται σε πραγματικό
χρόνο (real time) για τις ημερήσιες αναλώσεις τσερκιών και παραγωγές σωλήνων με
τη βοήθεια δύο ηλεκτρονικών υπολογιστών, οι οποίοι είναι εγκατεστημένοι στη
γραμμή παραγωγής ευθείας ραφής και η λειτουργία τους θα αναλυθεί στη συνέχεια.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 65
3.4 Η Παραγωγική Διαδικασία μέσα από τον Ηλεκτρονικό Υπολογιστή
Σε αυτή την ενότητα αναλύεται η υποστήριξη της εξελικτικής πορείας της
παραγωγικής διαδικασίας (όχι μόνο με την έννοια της αμιγώς μεταποιητικής
δραστηριότητας) από το Πληροφοριακό Σύστημα. Πρέπει ωστόσο να σημειώσουμε
πως αφενός αρκούμαστε στις βασικές λειτουργίες της παραγωγικής διαδικασίας της
μονάδας ERW, αφετέρου οι δυνατότητες του συστήματος δεν εξαντλούνται σε όσα
αναφέρονται παρακάτω. Η ανάλυση των υποστηριζόμενων, από τις εφαρμογές
Εμπορική Διαχείριση και Διαχείριση Παραγωγής, επιχειρηματικών διαδικασιών
που είναι απαραίτητες για την κατασκευή σωλήνων με τη μέθοδο της ευθείας ραφής
θα γίνει όντας το πληροφοριακό σύστημα στη φάση της υλοποίησης
(implementation). Παρατίθενται λοιπόν οι φόρμες – οθόνες των Η/Υ, με τις οποίες οι
χρήστες "επικοινωνούν" για την άρτια λειτουργία της συγκεκριμένης μονάδας
παραγωγής στα πλαίσια μιας τυχαία επιλεχθείσας εντολής παραγωγής. Η παραγγελία
έγινε από την κατασκευαστική εταιρία ΑΤΕΜΚΕ Α.Τ.Ε. – ΕΤΑΝΕ ΕΥΚΛΕΙΔΗΣ
Α.Τ.Ε. και αφορά 31.758 μέτρα σωλήνων.
3.4.1 Η άφιξη της παραγγελίας Η άφιξη μιας νέας παραγγελίας στην εργοστασιακή μονάδα της Κορίνθου γίνεται με
τη μορφή παραστατικού (έγγραφο) στο Εμπορικό Τμήμα, το οποίο αποτελεί τον
αρχικό αποδέκτη των απαιτήσεων του πελάτη.
Οι χρήστες της εφαρμογής Εμπορική Διαχείριση του Εμπορικού Τμήματος
συμπληρώνουν όλα τα στοιχεία της παραγγελίας σε μια ηλεκτρονική φόρμα
καταχώρησης παραγγελιών, η μορφή της οποίας παρουσιάζεται παρακάτω (Φόρμα 3-
1). Όπως φαίνεται καταγράφεται ο αύξων αριθμός του παραστατικού της
παραγγελίας, η ονομασία του πελάτη και ο κωδικός αριθμός που του αντιστοιχεί
σύμφωνα με τα αρχεία πελατών της Εταιρίας.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 66
Φόρμα 3-1: Καταχώρηση στοιχείων παραγγελίας παραστατικού ΠΑ00000000004

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 67
Στον εσωτερικό πίνακα, στο κέντρο της φόρμας αυτής, ο εξουσιοδοτημένος χρήστης
συμπληρώνει έξι πεδία. Η παραγγελία μόλις έχει αφιχθεί στο εργοστάσιο και
βρίσκεται ακόμα στο στάδιο αρχειοθέτησης των στοιχείων της πριν αυτά οδηγηθούν
στο Τμήμα του Προγραμματισμού Παραγωγής. Συνεπώς η παραγγελία βρίσκεται σε
εκκρεμότητα και αναφέρεται στο βασικό τύπο προϊόντος της Εταιρίας, τους
σωλήνες, οι οποίοι συμβατικά ονομάζονται Είδος.
Οι απαιτήσεις του πελάτη για τους παραγγελθέντες σωλήνες σχηματοποιούνται στον
κωδικό P0219 – 0704GRB. Το εσωτερικό επιχειρησιακό κωδικολόγιο της Εταιρίας
ορίζει τα σύμβολα αυτά ως εξής: Η ΑΤΕΜΚΕ Α.Τ.Ε. – ΕΤΑΝΕ ΕΥΚΛΕΙΔΗΣ
Α.Τ.Ε. παραγγέλνει σωλήνες διαμέτρου 219 mm και πάχους ελάσματος 7,04 mm,
κατασκευασμένες από ποιότητα χάλυβα GReat B κατά API 5L. Οι σωλήνες θα
κατασκευαστούν με τη μέθοδο της ευθείας ραφής και στη συνέχεια θα επενδυθούν
εξωτερικά με πολυαιθυλένιο (Polyethylene) κατά DIN 30670. Στη συνέχεια στο πεδίο
Περιγραφή "μεταφράζονται" τα 219 mm σε 8 5/8΄΄ ενώ καταγράφεται και η
ποσότητα της παραγγελίας σε μέτρα (31.758 m) και σε κιλά (1.168.648,39 kgr).
Οι παραγγελίες αρχειοθετούνται (ο σχετικός πίνακας παρουσιάζεται) με βάση την
ημερομηνία άφιξης τους στο εργοστάσιο. Τα επιπρόσθετα στοιχεία στον πίνακα αυτό
είναι ο αύξων αριθμός του παραστατικού και η πόλη – τοποθεσία στην οποία θα
χρησιμοποιηθεί το έτοιμο προϊόν.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 68
Ημ/νία Παραστατικό Επωνυμία Πελάτη Πόλη
13/4/2000 ΠΑ000000000
15 Ε.ΥΔ.ΑΠ. ΑΕ ΓΑΛΑΤΣΙ
13/4/2000 ΠΑ000000000
14 Ε.ΥΔ.ΑΠ. ΑΕ ΓΑΛΑΤΣΙ
10/4/2000 ΠΑ000000000
13 ΓΕΝ.ΕΜΠΟΡΙΟΥ & ΒΙΟΜΗΧΑΝΙΑΣ ΑΣΠΡΟΠΥΡΓΟΣ
4/4/2000 ΠΑ000000000
12 ΓΕΝ.ΕΜΠΟΡΙΟΥ & ΒΙΟΜΗΧΑΝΙΑΣ ΑΣΠΡΟΠΥΡΓΟΣ
3/4/2000 ΠΑ000000000
11 ΑΕΕΠ. Γ. ΜΑΜΙΔΑΚΗΣ & ΣΙΑ ΑΘΗΝΑ
28/3/2000 ΠΑ000000000
10 ΑΥΔΗ Κ.ΥΙΟΙ ΟΕ ΙΩΑΝΝΙΝΑ
20/3/2000 ΠΑ000000000
09 ΑΡΔΕΥΤΙΚΗ Ε & Μ ΒΕΛΩΝΗΣ Ο.Ε. ΧΑΛΑΝΔΡΙ
10/3/2000 ΠΑ000000000
08 ΑΒΑΞ Α.Ε. ΕΡΓΟΛΗΠΤΙΚΗ ΕΤΑΙΡΕΙΑ ΑΘΗΝΑ
6/3/2000 ΠΑ000000000
07 ΕΛΛΗΝΙΚΗ ΤΕΧΝΟΔΟΜΙΚΗ ΑΕ ΑΘΗΝΑ
2/3/2000 ΠΑ000000000
06 Κ/ΞΙΑ ΕΛΛΗΝΙΚΗ ΤΕΧΝΟΔΟΜΙΚΗ-J&Ρ (ΕΛΛΑΣ)
ΑΤΕ ΜΑΡΟΥΣΙ-ΑΘΗΝΑ
18/2/2000 ΠΑ000000000
05 ΣΑΒΒΙΔΗΣ Α.Β.Ε.Τ.Ε ΓΙΑΝΝΙΤΣΑ
8/2/2000 ΠΑ000000000
04 ΑΤΕΜΚΕ ΑΤΕ-ΕΤΑΝΕ ΕΥΚΛΕΙΔΗΣ ΑΤΕ ΙΤΕΑ
13/1/2000 ΠΑ000000000
03 ΕΥΡΩΤΕΧΝΙΚΗ Α.Ε. ΚΑΒΑΛΑ
7/1/2000 ΠΑ000000000
02 ΔΗΜΟΣΙΑ ΕΠΙΧΕΙΡΗΣΗ ΑΕΡΙΟΥ ΑΕ ΑΘΗΝΑ
7/1/2000 ΠΑ000000000
01 ΑΥΔΗ Κ.ΥΙΟΙ ΟΕ ΙΩΑΝΝΙΝΑ
Πίνακας 3-1: Αρχειοθέτηση παραγγελιών βάσει των ημερομηνιών άφιξης
3.4.2 Δημιουργία Δεντρικής Συνταγής Το επόμενο βασικό στάδιο της "πορείας" της συγκεκριμένης παραγγελίας στο
εργοστάσιο είναι η Δημιουργία της Δεντρικής Συνταγής από το Τμήμα του
Προγραμματισμού Παραγωγής. Η δεντρική συνταγή είναι η κατασκευή από τον
υπεύθυνο προγραμματιστή παραγωγής και χρήστη της εφαρμογής Διαχείριση
Παραγωγής, ενός δενδρικού διαγράμματος το οποίο παρουσιάζει τις ανάγκες –
απαιτήσεις σε Ά και ΄Β ύλες για την διεκπεραίωση της παραγγελίας. Ας δούμε τη
λειτουργία αυτή πιο αναλυτικά καθώς αποτελεί ένα αρκετά σημαντικό βήμα για τον
προγραμματισμό παραγωγής.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 69
Ο εξουσιοδοτημένος χρήστης αναγράφει στη φόρμα του ΠΣ με τον τίτλο Δεντρικές
Συνταγές (Φόρμα 3-2), τον κωδικό, την ποσότητα και την ονομασία του πελάτη. Στη
συγκεκριμένη περίπτωση η ΑΤΕΜΚΕ Α.Τ.Ε. – ΕΤΑΝΕ ΕΥΚΛΕΙΔΗΣ Α.Τ.Ε.
παρήγγειλε αρχικά 65.000 μέτρα σωλήνων, ένα μέρος των οποίων (31.758 μέτρα)
αποτελεί την υπό διεκπεραίωση υπό παραγγελία. Στη συνέχεια στον πίνακα με τον
τίτλο Συνταγολόγιο ο προγραμματιστής της παραγωγής "αναγράφει" την πλήρη
περιγραφή της παραγγελίας όσο αφορά τις πρώτες ύλες που θα χρειαστούν για την
διεκπεραίωση της.
Τα υλικά αυτά –είδη- βρίσκονται αρχειοθετημένα σε ειδική φόρμα της Εμπορικής
Διαχείρισης (Φόρμα 3-3) από όπου και "ανασύρονται". Ο χρήστης δηλαδή γνωρίζει
ποια είδη θα χρησιμοποιηθούν για τη συγκεκριμένη παραγγελία, τα ανασύρει από το
αρχείο αυτό χρησιμοποιώντας συγκεκριμένες ποσότητες από τα διαθέσιμα
αποθεματικά και σχεδιάζει τη Δεντρική Συνταγή. Στη συνέχεια επεξηγούνται τα
στοιχεία του κυρίως στελέχους της Φόρμας 3-2.
Ο συλλογισμός που γίνεται είναι ο εξής. Ο πελάτης παρήγγειλε 31.758 μέτρα
σωλήνων με προδιαγραφές P0219 – 0704GRB (8 5/8΄΄(219,1 MM)x… Μια δεδομένη
ποσότητα εξωτερικά επενδεδυμένων σωλήνων απαιτεί πρώτες ύλες τόσο σε χάλυβα
(τσέρκια) όσο και σε υλικά επένδυσης. Συνεπώς τα 31.758 μέτρα επενδεδυμένων
σωλήνων απαιτούν 31.758 μέτρα γυμνών σωλήνων (διακριτικό Βare στην αρχή της
περιγραφής, Β0219…), τα οποία θα κατασκευαστούν στη μονάδα ERW και κάποιες
ποσότητες άμμου, εποξειδικής σκόνης, πολυαιθυλενίου και συγκολλητικού
πολυαιθυλενίου. Με τον τρόπο αυτό προκύπτουν τα έξι πρώτα "κλαδιά" των
απαιτούμενων υλικών της αρχικής περιγραφής του παραγγελθέντος προϊόντος.
Όσο αφορά τις απαιτούμενες ποσότητες, στη στήλη Ποσότητα ο χρήστης αναγράφει
τις ποσότητες υλικών επένδυσης που χρειάζονται για την εξωτερική επένδυση με
πολυαιθυλένιο ενός μέτρου σωλήνα διαμέτρου 8 5/8΄΄ και πάχους 7,04 mm
σύμφωνα με δεδομένους στατιστικούς πίνακες (μοναδιαίες ποσότητες). Έχει
υπολογιστεί πως για την επένδυση ενός μέτρου τέτοιου σωλήνα απαιτούνται 0,084
κιλά εποξειδικής σκόνης ή 1.365 κιλά πολυαιθυλενίου. Το σύστημα υπολογίζει
μαθηματικά την αναλογία των ποσοτήτων αυτών σε 31.758 μέτρα γυμνών σωλήνων
και εξάγει τα αποτελέσματα της στήλης Ανοικτή Ποσότητα. Άλλωστε η Διαχείριση

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 70
Παραγωγής έχει τη δυνατότητα υπολογισμού της φύρας που θα προκύψει από την
κάθε διεργασία ώστε να υπολογίζει την ακριβή απαιτούμενη ποσότητα.
Σε δεύτερο επίπεδο ο χρήστης της εφαρμογής διερευνά τις ανάγκες σε τσέρκια για
την κατασκευή 31.758 μέτρων σωλήνων με τη μέθοδο της ευθείας ραφής. Θα
χρειαστούν λοιπόν 1.338.923 κιλά τσερκιού πλάτους 0,686 μέτρων (αφού το 1 μέτρο
σωλήνα χρειάζεται 42.1602 κιλά χάλυβα). Οι ποσότητες αυτές όμως δεν αρκούν
(θεωρείστε το δεδομένο) και χρειάζονται επιπλέον ποσότητες τσερκιού ίδιου
πλάτους, οι οποίες δεν υπάρχουν στην αποθήκη. Για το λόγο αυτό ο
προγραμματιστής παραγωγής προχωράει και σε ένα τρίτο επίπεδο αναζήτησης
πρώτων υλών. Προγραμματίζει τη διεργασία ΣΧΙΣΙΜΟ ΤΣΕΡΚΙΩΝ, η οποία θα
οδηγήσει στην παραγωγή τσερκιών επιθυμητού πλάτους από το διαθέσιμο
μεγαλύτερο τσέρκι πλάτους 1,4 μέτρων. Σχετικά με την απαιτούμενη ποσότητα του
προς σχίσιμο τσερκιού, 1,03 κιλά τσερκιού πλάτους 1,4 μέτρων παράγουν 1 κιλό
τσέρκι επιθυμητού πλάτους (0,685 μέτρα).
Τέλος, το σύστημα αυτομάτως αρχειοθετεί τις δεντρικές συνταγές, γεγονός που
καθιστά τη διαχείριση των στοιχείων τους αρκετά απλή διαδικασία (Φόρμα 3-4).

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 71
Φόρμα 3-2: Δημιουργία Δεντρικής Συνταγή

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 72
Φόρμα 3-3: Αρχείο βοηθητικών υλών και οι διαθέσιμες ποσότητές τους στην αντίστοιχη αποθήκη

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 73
Φόρμα 3-4: Αρχείο δεντρικών συνταγών

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 74
3.4.3 Διαθεσιμότητα Κέντρων Επεξεργασίας
Το Τμήμα του Προγραμματισμού Παραγωγής πριν προχωρήσει στην καθεαυτού
διαδικασία του προγραμματισμού διεκπεραίωσης της συγκεκριμένης παραγγελίας
στις αρμόδιες μονάδες παραγωγής του εργοστασίου (Σχιστικό τσερκιών, Μονάδα
παραγωγής ERW, Μονάδα εξωτερικής επένδυσης), προβαίνει στη ρύθμιση της
διαθεσιμότητας των κέντρων επεξεργασίας, δηλαδή των επιμέρους παραγωγικών
μονάδων. Σε κατάλληλη φόρμα της Διαχείρισης Παραγωγής (Φόρμα 3-5), η οποία
παρουσιάζεται στη συνέχεια, ρυθμίζει τους τύπους και τη διάρκεια των βαρδιών για
δεδομένη αρχική (17/04/2000) και τελική (21/04/2000) ημερομηνία.
Ο αναγνώστης παρατηρεί πως οι τύποι των βαρδιών αναγράφονται σε ειδικό πίνακα
πάνω από το κυρίως στέλεχος της φόρμας 3-5. Ο προγραμματιστής παραγωγής και
ρυθμιστής των βαρδιών έχει λοιπόν να επιλέξει από συγκεκριμένη λίστα τύπων
βαρδιών ανάλογα με τις ανάγκες της παραγωγής. Με βάση τις επιλογές του, στον
πίνακα, του οποίου τα κελιά είναι οι διασταυρώσεις των Κέντρων επεξεργασίας -
γραμμών και των ημερομηνιών – στηλών, προγραμματίζει για το συγκεκριμένο
χρονικό διάστημα τις ημερήσιες βάρδιες των εργαζομένων. Ο προγραμματισμός
προκύπτει με βάση τις εισερχόμενες ή εκκρεμείς παραγγελίες, τους επιθυμητούς
χρόνους παράδοσης, την κατάσταση των μηχανών, τις αργίες κ.α. Ο αναγνώστης
παρατηρεί πως από 17/04/2000 έως 21/04/2000 για τo Κέντρο Επεξεργασίας
κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής (ERW) προγραμματίστηκαν
συνεχόμενες δωδεκάωρες βάρδιες (06:00 – 18:00 και 18:00 – 06:00), ενώ για το νέο
κέντρο επεξεργασίας εξωτερικής επένδυσης σωλήνων (ΕΞ 2) οκτάωρες βάρδιες
(06:00 – 14:00). Τα στοιχεία του προγραμματισμού των βαρδιών καταχωρούνται στο
ΠΣ και θα χρησιμοποιηθούν, όπως θα δούμε, σε παρακάτω στάδια του
"ηλεκτρονικού" προγραμματισμού της παραγωγικής διαδικασίας.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 75
Φόρμα 3-5: Προγραμματισμός Διαθεσιμότητας των Κέντρων Επεξεργασίας από 14/04/2000 έως 28/04/2000

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 76
3.4.4 Προγραμματισμός Παραγωγής
Ο Προγραμματισμός της Παραγωγής για την παραγγελία των 31.758 μέτρων
σωλήνων επενδεδυμένων εξωτερικά με πολυαιθυλένιο γίνεται από το αντίστοιχο
τμήμα του εργοστασίου με την υποστήριξη του Πληροφοριακού Συστήματος οι
λειτουργίες του οποίου αναλύονται στη συνέχεια. Ο χρήστης της εφαρμογής
Διαχείριση Παραγωγής και καθ’ ύλην αρμόδιος για τον προγραμματισμό της
παραγγελίας χρησιμοποιεί την υποεφαρμογή Προγραμματισμός Παραγωγής.
Η βασική φόρμα με τη χρήση της οποίας θα προγραμματιστεί (σχετικά με το χρόνο
διεκπεραίωσης, τις απαιτούμενες βάρδιες, κ.α.) η παραγγελία της ΑΤΕΜΚΕ Α.Τ.Ε. –
ΕΤΑΝΕ ΕΥΚΛΕΙΔΗΣ Α.Τ.Ε. είναι η Φόρμα 3-6. Η φόρμα αυτή αποτελείται, όπως
παρατηρεί κανείς, από δύο τμήματα. Στο πρώτο τμήμα εμφανίζεται ένας πίνακας με
γραμμές τα Κέντρα Επεξεργασίας της βιομηχανικής μονάδας της Κορίνθου (ERW,
SAW, κ.α.), οι οποίες διασταυρώνονται με ημερομηνίες - στήλες (24/4/2000,
25/4/2000),για τις οποίες θα ελέγξουμε τη δυνατότητα εκτέλεσης των απαραίτητων
για την παραγγελία παραγωγικών δραστηριοτήτων. Στα κελιά εμφανίζονται δύο
διαφορετικοί χρωματισμοί, από τους οποίους ο πιο ανοιχτός αντιστοιχεί στις
προγραμματισμένες βάρδιες των εργαζομένων κάθε Κέντρου (Διαθεσιμότητα
Κέντρων Επεξεργασίας) ενώ ο σκούρος στη διάρκεια παύσης της λειτουργίας του.
Για παράδειγμα στις 26/4/2000 στη μονάδα κατασκευής σωλήνων ERW θα
απασχοληθούν τρεις οκτάωρες βάρδιες σε αντίθεση με τη μονάδα κατασκευής
σωλήνων SAW, στην οποία θα απασχοληθεί μία δωδεκάωρη βάρδια (6:00 – 18:00).
Στο δεύτερο τμήμα της Φόρμας 3-6, ο χρήστης εμφανίζει τη δεντρική συνταγή που
επιθυμεί να προγραμματίσει (ΑΤΕΜΚΕ (65000)) σε πλήρως ανεπτυγμένη μορφή. Τα
επιπλέον στοιχεία, τα οποία παρουσιάζονται αφορούν τη διαθεσιμότητα των
ποσοτήτων των πρώτων και βοηθητικών υλών που πρέπει να χρησιμοποιηθούν. Για
παράδειγμα η ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε. πρέπει να κατασκευάσει
17.995,16m γυμνών χαλυβδοσωλήνων διαμέτρου 8 5/8΄΄ και πάχους 7,04mm
(Ποσότητα). Από την ποσότητα αυτή, η οποία είναι συμβατή με τις προδιαγραφές του
πελάτη, βρίσκονται στην αποθήκη 300,01m σωλήνων, γεγονός που υποδεικνύει πως
το υπόλοιπο προς παραγωγή ποσό είναι 17.695,15m. Όσο αφορά την άμμο τύπου

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 77
WBS – 330 SHOT (χρησιμοποιείται στη διαδικασία αμμοβολής των γυμνών
σωλήνων πριν επενδυθούν), η αναγκαία ποσότητα ανέρχεται στα 433,6834 kgr, τα
οποία ήδη υπάρχουν στην αποθήκη και συνεπώς δεν είναι απαραίτητη η αγορά
περαιτέρω ποσότητας. Σημειώνεται η παρεχόμενη από το ΠΣ πληροφορία πως στην
αποθήκη παραμένουν 13,21kgr συγκεκριμένου τύπου άμμου.
Ο προγραμματιστής παραγωγής ξεκινώντας από το κατώτερο επίπεδο του δενδρικού
διαγράμματος Τ0685 – 0704Χ42 προγραμματίζει με την υποστήριξη του ΠΣ την
κάθε ενέργεια – παραγωγική δραστηριότητα (Σχίσιμο τσερκιού, Διεργασία Ευθείας
Ραφής, Εξωτερική Επένδυση Σωλήνων). Ο χρήστης "σύρει" (drag) την εκάστοτε
ενέργεια της δενδρικής συνταγής στο αντίστοιχο Κέντρο Επεξεργασίας, το οποίο
είναι υπεύθυνο για την εκτέλεση της και η εφαρμογή παρουσιάζει έπειτα από
εσωτερικές συστημικές διαδικασίες την υπολογιζόμενη διάρκεια διεκπεραίωσης της
παραγγελίας και των επιμέρους ενεργειών (Φόρμες 3-7, 3-8). Το σύστημα καταλήγει
στα αποτελέσματα αυτά επεξεργαζόμενο τα στοιχεία της διαθεσιμότητας των
κέντρων επεξεργασίας, των χρονικών περιορισμών παράδοσης του τελικού προϊόντος
στον πελάτη κ.α.. Όπως φαίνεται στη Φόρμα 3-9 ο εκάστοτε εξουσιοδοτημένος
χρήστης αποκτά μια πλήρη ενημέρωση για τη χρονική διάρκεια κάθε παραγωγικής
διαδικασίας (η διεργασία σωληνοποίησης ευθείας ραφής 17.695,1500m σωλήνων θα
διαρκέσει 2 ημέρες 22 ώρες και 46 λεπτά.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 78
Φόρμα 3-6: Προγραμματισμός Παραγωγής (1)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 79
Φόρμα 3-7: Προγραμματισμός Παραγωγής (2)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 80
Φόρμα 3-8: Προγραμματισμός Παραγωγής (3)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 81
Φόρμα 3-9: Προγραμματισμός Παραγωγής (4)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 82
3.4.5 Το αρχείο του Προγραμματισμού Παραγωγής Όλες οι προηγούμενες ενέργειες συντελούν στη διαμόρφωση του αρχείου του
Προγραμματισμού Παραγωγής. Το αρχείο αυτό αποτελεί πλέον τη βάση αναφοράς
όλων των στοιχείων που αφορούν την παραγγελία της ΑΤΕΜΚΕ Α.Τ.Ε. – ΕΤΑΝΕ
ΕΥΚΛΕΙΔΗΣ Α.Τ.Ε., τα οποία είτε δημιουργήθηκαν από τις έως αυτή τη στιγμή
ενέργειες είτε θα προκύψουν από μεταγενέστερες φάσεις της παραγωγικής
διαδικασίας (π.χ. ανάλωση τσερκιών). Αποτελείται από οκτώ επιμέρους αρχεία, και η
ανάλυση των έξι σημαντικότερων ακολουθεί.
Φάκελος Γενικά
Στη φόρμα αυτή (Φόρμα 3-10) καταχωρούνται γενικά στοιχεία της συγκεκριμένης
παραγγελίας, είτε από τον προγραμματιστή παραγωγής είτε από την Εμπορική
Διαχείριση μέσω ηλεκτρονικής ενημέρωσης συγκεκριμένων πεδίων. Ο
προγραμματιστής παραγωγής αποδίδει στην παραγγελία μια νέα εντολής παραγωγής
με αύξων αριθμό 587/1, την ονομασία του προγράμματος παραγωγής (CPW – 9
(09/03/2000)) καθώς και την κατάσταση της παραγγελίας (Προς Παραγωγή, Σε
εξέλιξη, Ακυρωμένη, Υλοποιημένη)6. Τα υπόλοιπα στοιχεία αφορούν την ταυτότητα
της παραγγελίας και η ενημέρωση γίνεται αυτόματα από τα αρχεία της Εμπορικής
Διαχείρισης.
6 Είναι αυτονόητο πως αυτό το πεδίο μεταβάλλεται καθώς εξελίσσεται η πορεία της εκάστοτε παραγγελίας στο εργοστάσιο.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 83
Φόρμα 3-10: Αρχείο Προγραμματισμού Παραγωγής – Φάκελος Γενικά

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 84
Φάκελος Στοιχεία Χρήστη
Ο φάκελος αυτός (Φόρμα 3-11) συμπληρώνεται από το Τμήμα Ποιοτικού Ελέγχου,
ως το καθ’ ύλην υπεύθυνο τμήμα με στοιχεία, τα οποία αφορούν τις ποιοτικές
προδιαγραφές που έχει θέσει ο πελάτης σχετικά με τις επιτρεπτές αποκλίσεις μήκους
των αποδεκτών (ACCEPTED) και των κοντών (SHORT) σωλήνων. Στη
συγκεκριμένη περίπτωση ο πελάτης παρήγγειλε σωλήνες 12m με απόκλιση 0,1m και
επιτρέπει ένα ποσοστό 15% επί του συνόλου των σωλήνων που θα του προμηθευτούν
να είναι κοντές (6,0 – 11,8m).
Φάκελος Σύνολα και Βάρδιες
Στο φάκελο αυτό (Φόρμες 3-12, 3-13) καταχωρούνται στοιχεία που αφορούν τις
ημερομηνίες και τις ώρες πραγματικής έναρξης και λήξης των βαρδιών στην
παραγωγική μονάδα ERW (Παραγωγική μονάδα 1, Κέντρο επεξεργασίας 4). Ακόμη,
στον πίνακα με τον τίτλο Σύνολα καταχωρείται η συνολική σε μέτρα ποσότητα των
παραχθέντων σωλήνων ως εκείνη τη στιγμή (βλ.3.5.2)
Φάκελος Αναλώσεις
Ο συγκεκριμένος φάκελος (Φόρμες 3-14, 3-15, 3-16) συμπληρώνεται σε πραγματικό
χρόνο με βάση την εξέλιξη της παραγωγικής διαδικασίας και ο εκάστοτε
ενδιαφερόμενος - χρήστης ενημερώνεται με τρόπο που θα γίνει πλήρως κατανοητός
στη συνέχεια (3.5.1) για τα πλήρη στοιχεία των χρησιμοποιούμενων τσερκιών
(αριθμός χυτηρίου, αριθμός τσερκιού, βάρδια κατά τη διάρκεια της οποίας
αναλώθηκε, βάρος, μήκος, πλάτος, κ.α.).

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 85
Φόρμα 3-11: Φάκελος Στοιχεία Χρήστη

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 86
Φόρμα 3-12: Φάκελος Σύνολα & Βάρδιες (1)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 87
Φόρμα 3-13: Φάκελος Σύνολα & Βάρδιες (2)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 88
Φόρμα 3-14: Φάκελος Αναλώσεις (1)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 89
Φόρμα 3-15: Φάκελος Αναλώσεις (2)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 90
Φόρμα 3-16: Φάκελος Αναλώσεις (3)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 91
Φάκελος Παραγωγές
Στο φάκελο αυτό (Φόρμα 3-17, 3-18, 3-19) καταχωρούνται όλοι οι παραχθέντες
σωλήνες σε πραγματικό χρόνο (βλ.3.5.2) αμέσως μετά τις διαδικασίες που
απαιτούνται για τη συμπλήρωση του Μετρολογίου. Στον κεντρικό πίνακα της
φόρμας αναγράφεται ο Κωδικός Αριθμός Σειράς κάθε σωλήνα (α / α εντολής
παραγωγής – α / α ταυτότητα σωλήνα), στοιχείο στο οποίο αναφέρονται όλα τα
υπόλοιπα πεδία. Για παράδειγμα ο σωλήνας 587/1 – 11 1/11 παρήχθει στις
02/03/2000 κατά τη διάρκεια της απογευματινής βάρδιας, είχε μήκος 11,92m, και
κρίθηκε αποδεκτός ολοκληρώνοντας έτσι τους ποιοτικούς ελέγχους στις 20:24:56.
Φάκελος Καθυστερήσεις
Η χρησιμότητα του φακέλου Καθυστερήσεις (Φόρμες 3-20, 3-21, 3-22) έγκειται
στη λεπτομερή καταγραφή των αιτιών που προκάλεσαν καθυστερήσεις στην
ομαλή εξελικτική πορεία της παραγωγής. Ο χρήστης ενημερώνεται για τα
προβλήματα των επιμέρους παραγωγικών διαδικασιών και φροντίζει για την
αποτελεσματική αντιμετώπιση τους. Ο αναγνώστης παρατηρεί ότι στη περίπτωση
έναρξης της πρωινής βάρδιας στις 07/03/2000 σημειώθηκε καθυστέρηση εξαιτίας
της εκκίνησης των παραγωγικών δραστηριοτήτων μετά από νυκτερινή παύση, η
οποία είχε διάρκεια 10 λεπτά.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 92
Φόρμα 3-17: Φάκελος Παραγωγές (1)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 93
Φόρμα 3-18: Φάκελος Παραγωγές (2)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 94
Φόρμα 3-19: Φάκελος Παραγωγές (3)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 95
Φόρμα 3-20: Φάκελος Καθυστερήσεις (1)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 96
Φόρμα 3-21: Φάκελος Καθυστερήσεις (2)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 97
Φόρμα 3-22: Φάκελος Καθυστερήσεις (3)

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 98
3.5 Οι Εγκατεστημένοι Σταθμοί Εργασίας στη Γραμμή Παραγωγής ERW
Στη μονάδα κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής (ERW)
βρίσκονται εγκατεστημένοι δύο ηλεκτρονικοί υπολογιστές (σταθμοί εργασίας), οι
οποίοι όπως προαναφέρθηκε, υποστηρίζουν την εξέλιξη της παραγωγικής
διαδικασίας σε πραγματικό χρόνο (real time). Οι πληροφορίες, οι οποίες παρέχουν
αφορούν αρχικά την ενημέρωση των φακέλων Αναλώσεις, Παραγωγές και Σύνολα
& Βάρδιες του αρχείου του Προγραμματισμού Παραγωγής και στη συνέχεια
χρησιμοποιούνται όπου κριθεί αναγκαίο στα πλαίσια ροής της πληροφορίας εντός του
ΠΣ (π.χ ενημέρωση αρχείων αποθηκών). Στην ενότητα αυτή θα αναλυθεί πλήρως η
μεθοδολογία χρήσης των δύο σταθμών εργασίας, ώστε να γίνει σαφής ο κρίσιμος
ρόλος τους τόσο στην επίτευξη βέλτιστου ποιοτικά προϊόντος όσο και στη γενικότερη
ροή της παραγωγικής διαδικασίας. Η τοποθέτηση τους σε σχέση με τη γραμμή
παραγωγής φαίνεται στις νέες μορφές του διαγράμματος ροής και του διαγράμματος
διαδικασιών, ελέγχων και επιθεωρήσεων.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 99
ΈλασμαΧάλυβαΘερμήςΈλασης Εκτύλιξη
ΤσερκιούΙσιωτικήΤσερκιού
ΚοπήΆκρων
ΈλεγχοςΕλάσματος
με Υπέρηχους
(Τσέρκι)
ΑνόπτησηΡαφής
Προδιαμόρφωση Διαμόρφωση ΣυγκόλλησηERW
ΈλεγχοςΠεριοχής
Συγκόλλησηςμε Υπέρηχους
ΚοπήΣωλήνων
ΔημιουργίαΤαυτότηταςΣωλήνων
ΑπόψυξηΣυγκόλλησης
ΤελικήΡύθμισηΔιαμέτρου
ΙσιωτικήΣωλήνων
Κοπή ΔοκιμίωνFlattening Test
ΥδραυλικήΔοκιμή
Φρεζάρισμα
Έλεγχος Ραφήςμε Υπέρηχους
Τρόχισμα
ΟπτικόςΈλεγχος
ΖύγισηΜέτρηση μήκουςΜαρκάρισμα
ΜεταφοράΑποθήκευση
Διάγραμμα 3-2: Οι δύο σταθμοί εργασίας (Τροφοδοτικό – Μετρολόγιο) στη μονάδα παραγωγής ERW.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 100
14
17
18
19
15 16
1
7
3
2
4
5
6
8
9
10
11
12
13
D
23
20
22
21
D
Λειτουργία
Έλεγχος
Αποθήκευση
Καθυστέρηση
Διάγραμμα 3-3: Τοποθέτηση των σταθμών εργασίας σε σχέση με το διάγραμμα διαδικασιών, ελέγχων
και επιθεωρήσεων.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 101
3.5.1 Ανάλυση λειτουργίας σταθμού εργασίας (Η/Υ) Ισιωτικής μηχανής ελάσματος
Ο πρώτος από τους συνολικά δύο ηλεκτρονικούς υπολογιστές που χρησιμοποιούνται στη
ροή της παραγωγικής διαδικασίας είναι ο Η/Υ της Ισιωτικής μηχανής ελάσματος –
Τροφοδοτικού, ο οποίος εφεξής θα αναφέρεται ως σταθμός εργασίας Τροφοδοτικού. Ο
συγκεκριμένος σταθμός εργασίας είναι τοποθετημένος δίπλα στο Τροφοδοτικό και η
λειτουργία του αφορά το πλαίσιο λειτουργίας της εν λόγω μηχανής.
Εξουσιοδοτημένος χρήστης (user) του σταθμού εργασίας είναι αποκλειστικά ο εκάστοτε
(ανά βάρδια) χειριστής του Τροφοδοτικού ενώ η πρόσβαση – χρήση του Η/Υ από
οποιονδήποτε άλλο εργαζόμενο απαγορεύεται αυστηρά. Οι χειριστές του Τροφοδοτικού
και πελάτες της συγκεκριμένης εφαρμογής του ΠΣ της ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ
Α.Ε. έχουν εκπαιδευτεί επαρκώς από το αρμόδιο για το ΠΣ προσωπικό της Εταιρίας και
οι γνώσεις τους έχουν πιστοποιηθεί τόσο από τους εκπαιδευτές τους, όσο και από τη
Διεύθυνση του Εργοστασίου.
Ο χειριστής του Τροφοδοτικού πριν από την έναρξη μιας νέας παραγωγής γίνεται
αποδέκτης της αντίστοιχης εντολής παραγωγής και συνεπώς είναι ενήμερος για όλα τα
εγγεγραμμένα στο έγγραφο αυτό στοιχεία (βλ 2.3). Όπως προαναφέρθηκε, ο χειριστής,
αφού φροντίσει για την προσεκτική πρόσδεση του τσερκιού στο Τροφοδοτικό και την
ομαλή εκτύλιξη του, προβαίνει στη συμπλήρωση του Δελτίου Ανάλωσης και Ελέγχου
ελασμάτων. Τα στοιχεία που απαιτούνται για να συμπληρωθεί το Δελτίο προκύπτουν από
ελέγχους κατά την παραλαβή, ελέγχους που διενεργούνται από τον ίδιο το χειριστή και
από τα εισερχόμενα έγγραφα του προμηθευτή. Οι ενέργειες του χειριστή σχετικά με τη
λειτουργία του σταθμού εργασίας Τροφοδοτικού είναι παρόμοιες (όσο αφορά το
περιεχόμενο συμπλήρωσης του Δελτίου) και περιγράφονται στη συνέχεια.
Ο εξουσιοδοτημένος χρήστης έχει πρόσβαση μόνο σε μια συγκεκριμένη φόρμα (Custom
form), η οποία εμφανίζεται συνεχώς στην οθόνη του Η/Υ του σταθμού εργασίας
Τροφοδοτικού και η πρότυπη μορφή της παρουσιάζεται στη Φόρμα 3-23..

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 102
Φόρμα 3-23: Ανάλωση Τσερκιών

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 103
Κάθε φορά που ένα νέο τσέρκι προσδένεται προς επεξεργασία στο Τροφοδοτικό, ο
χειριστής συμπληρώνει τη φόρμα που εμφανίζεται στην οθόνη του Η/Υ με στοιχεία
που αφορούν την αρχική αυτή φάση της παραγωγικής διαδικασίας. Η ενημέρωση του
ΠΣ συνεπώς, γίνεται όποτε συμβαίνει μια αντίστοιχη εγγραφή στο Δελτίο Ανάλωσης
και Ελέγχου Ελασμάτων.
Η φόρμα έχει τον γενικό τίτλο Ανάλωση Τσερκιών και γίνεται εύκολα αντιληπτό
πως ο χρήστης λειτουργεί στα πλαίσια ενός παραθυρικού περιβάλλοντος με 13 προς
συμπλήρωση παράθυρα – πεδία. Τα πεδία αυτά είτε συμπληρώνονται άμεσα από το
χειριστή του Τροφοδοτικού, είτε παρέχουν την ευχέρεια εναλλακτικών επιλογών με
τη βοήθεια pull – down menus. Τα πεδία αυτά είναι εύκολα διακριτά με
χαρακτηριστικές ονομασίες (εντάσσονται στο κωδικολόγιο της παραγωγικής
διαδικασίας) ενώ υπάρχουν και κατηγορίες εισαγόμενων δεδομένων, τα οποία οπτικά
ομαδοποιούνται σχηματίζοντας "εσωτερικούς πίνακες". Η κατανομή των πεδίων στη
γεωγραφία της οθόνης γίνεται με γνώμονα την ευκολία χειρισμού της εφαρμογής από
το χρήστη. Εξάλλου γενικότερα η συγκεκριμένη εφαρμογή (θεωρώντας τη φόρμα
αυτή σαν εφαρμογή) απαιτεί ελάχιστες γνώσεις και στοιχειώδη εξοικείωση με τους
Η/Υ, γεγονός που την καθιστά εύκολη τη χρήση της από τους χειριστές του
Τροφοδοτικού.
Ο χειριστής αρχικά συμπληρώνει τον πλήρη σειριακό αριθμό της εντολής παραγωγής
(Process Sheet No), στην οποία αναφέρεται το τσέρκι που μόλις προσδέθηκε στο
Τροφοδοτικό, δηλαδή στη συγκεκριμένη περίπτωση 587/1. Το pull – down menu για
την εντολή παραγωγής χρησιμοποιείται όταν στοιχεία ανάλωσης τσερκιών
διαφορετικών εντολών παραγωγής χρειάζεται για παράδειγμα, να ελεγχθούν. Στη
συνέχεια στο πεδίο με την ονομασία Βάρδια ο χειριστής επιλέγει τη βάρδια, στην
οποία εργάζεται. Οι εναλλακτικές επιλογές που προκύπτουν από την ενεργοποίηση
του menu αποτελούνται από διαφορετικές ημερομηνίες και το διακριτικό Π (πρωινή
βάρδια 6:00 – 14:00) ή Α (απογευματινή βάρδια 14:00 – 22:00). Η εισαγωγή του
σειριακού αριθμού της εντολής παραγωγής (587/1) ενεργοποιεί τις διαδικασίες
αναζήτησης σχετικών δεδομένων από το αρχείο του Προγραμματισμού
Παραγωγής. Ανατρέχοντας σε αυτό το αρχείο – βάση δεδομένων, το σύστημα
"ανοίγει" το φάκελο Γενικά όπου αναγράφεται το Κέντρο Επεξεργασίας, στο οποίο

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 104
εκτελείται η εντολή παραγωγής 587/1. Μετά από αυτή την εσωτερική συστημική
διεργασία αναγράφεται αυτόματα στο πεδίο Κέντρο Επεξεργασίας το ERW.
Με ανάλογο τρόπο (ανατρέχοντας στο φάκελο Γενικά) συμπληρώνονται τα πεδία
Είδος και Μετρική Μονάδα (οι πληροφορίες αυτές δημιουργούνται στην Εμπορική
Διαχείριση του ΠΣ και στη συνέχεια μεταφέρονται και στο αρχείο του
Προγραμματισμού Παραγωγής). Ακολούθως ο χειριστής του Τροφοδοτικού
ενημερώνει το σύστημα για τα στοιχεία των τσερκιών δηλαδή τον Αριθμό Σειράς
(τσέρκι, χυτήριο), δεδομένα, τα οποία διατίθενται από τον προμηθευτή στα
συνοδευτικά έγγραφα της πρώτης ύλης και συνολικά ονομάζονται σειριακός
αριθμός πρώτης ύλης. Το πεδίο Αρ.Τσερκιού αναφέρεται στην αρίθμηση των
τσερκιών (αρχίζοντας από το Νο 1) που χρησιμοποιούνται για την ολοκλήρωση της
συγκεκριμένης υποπαρτίδας της παραγγελίας.
Ο χειριστής του Τροφοδοτικού και χρήστης αυτής της εφαρμογής του ΠΣ,
συμπληρώνει στη συνέχεια τον πίνακα Στοιχεία Τσερκιού. Εκεί καταγράφει, μετά
από ελέγχους που διενεργεί ο ίδιος (βλ 2.3.1.1.β), τα πραγματικά μεγέθη του πλάτους,
του πάχους και του μήκους του τσερκιού (σε mm) καθώς και την ταχύτητα εκτύλιξης
του από το τροφοδοτικό (m/min). Στον πίνακα με τον τίτλο Ημερομηνίες
καταγράφονται οι ημερομηνίες και οι χρονικές στιγμές έναρξης και λήξης της
επεξεργασίας του εν λόγω τσερκιού.
Τέλος, ο χρήστης επιλέγοντας το Command Button Καταχώριση ενημερώνει το ΠΣ
με το σύνολο των δεδομένων της φόρμας σχετικά με την ανάλωση ενός νέου
τσερκιού. Είναι προφανές ότι με την ενέργεια της Καταχώρισης ενημερώνεται ο
φάκελος Αναλώσεις (κυρίως αλλά όχι αποκλειστικά) του αρχείου του
Προγραμματισμού Παραγωγής καθώς επίσης και το αρχείο της Αποθήκης των Ά
υλών. Σε οποιαδήποτε άλλη περίπτωση επιλέγει Έξοδος.
3.5.2 Ανάλυση λειτουργίας σταθμού εργασίας (Η/Υ) Μετρολογίου Ο δεύτερος, και τελευταίος (στην υπάρχουσα κατάσταση) ηλεκτρονικός υπολογιστής
που είναι εγκατεστημένος στη παραγωγική διαδικασία και υποστηρίζει την εφαρμογή
του ΠΣ και γενικότερα τις επιχειρηματικές δραστηριότητες της μονάδας ERW της
ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε. είναι ο σταθμός εργασίας του Μετρολογίου.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 105
Ο συγκεκριμένος σταθμός εργασίας είναι χωρικά τοποθετημένος στο σημείο ζύγισης,
μέτρησης μήκους και καταχώρησης των στοιχείων των σωλήνων στο Μετρολόγιο
(tally sheet), μετά τον οπτικό έλεγχο. Η λειτουργία του αφορά το πλαίσιο εργασίας
της 8ης φάσης της παραγωγικής διαδικασίας (βλ 2.3.8), δηλαδή του τελευταίου
κρίσιμου ελέγχου πριν την έξοδο του τελικού προϊόντος από το εργοστάσιο.
Εξουσιοδοτημένος χρήστης (user) του σταθμού εργασίας μετρολογίου είναι
αποκλειστικά ο εκάστοτε (ανά βάρδια) ζυγιστής, ενώ η χρήση του Η/Υ από
οποιονδήποτε άλλο εργαζόμενο απαγορεύεται αυστηρά. Οι ζυγιστές και ταυτόχρονα
«πελάτες» της συγκεκριμένης υποεφαρμογής του ΠΣ, όπως και οι χειριστές του
τροφοδοτικού, έχουν εκπαιδευτεί επαρκώς από το αρμόδιο προσωπικό της Εταιρίας
και οι γνώσεις τους είναι αντίστοιχα πιστοποιημένες.
Μετά την ολοκλήρωση του Οπτικού Ελέγχου οι σωλήνες περνούν από το ζυγιστήριο
για τον τελευταίο κρίσιμο έλεγχο. Εκεί ο ζυγιστής καταγράφει το μετρούμενο βάρος
και μήκος κάθε σωλήνα, στοιχεία με τα οποία συμπληρώνει το έγγραφο Μετρολόγιο
Σωλήνων. Στη συνέχεια ταξινομεί τους σωλήνες με βάση την καταλληλότητα τους
σχετικά με το μήκος και την ποιότητα τοποθετώντας ένα από τα σύμβολα O.K,
SHORT, EXCESS, STOCK. Τα στοιχεία που απαιτούνται για να συμπληρωθεί το
Μετρολόγιο προκύπτουν από ελέγχους που διενεργούνται από τον ίδιο (μήκος,
βάρος, ταυτότητα σωλήνα) καθώς και από το έγγραφο της εντολής παραγωγής. Σε
αντίθεση με την προηγούμενη περίπτωση (σταθμός εργασίας Τροφοδοτικού), η
λειτουργία του συγκεκριμένου σταθμού εργασίας είναι περισσότερο διευρυμένη (δεν
περιορίζεται στην ηλεκτρονική συμπλήρωση μιας φόρμας αντίστοιχης με το
Μετρολόγιο) και περιγράφεται στη συνέχεια.

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 106
Φόρμα 3-24: Μετρολόγιο
Φόρμα 3-25: Μετρολόγιο

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 107
Ο εξουσιοδοτημένος χρήστης έχει πρόσβαση μόνο σε μια συγκεκριμένη φόρμα
(Custom form), η οποία εμφανίζεται συνεχώς στην οθόνη του Η/Υ του σταθμού
εργασίας Μετρολογίου και η πρότυπη μορφή της παρουσιάζεται παρακάτω. Κάθε
φορά που ένας νέος σωλήνας εγγράφεται στο Μετρολόγιο, ο χειριστής συμπληρώνει
τη φόρμα με στοιχεία που αφορούν τον τελευταίο κρίσιμο έλεγχο της παραγωγικής
διαδικασίας.
Η φόρμα έχει τον γενικό τίτλο Παραγωγή Σωλήνων, ενώ και σε αυτή την περίπτωση
ο χρήστης λειτουργεί στα πλαίσια ενός παραθυρικού περιβάλλοντος με 8 προς
συμπλήρωση παράθυρα - πεδία. Τα περισσότερα από τα πεδία αυτά
συμπληρώνονται απευθείας από το ζυγιστή, ενώ για το πεδίο που χαρακτηρίζει την
ποιότητα του παραγόμενου τελικού προϊόντος χρησιμοποιείται pull – down menu.
Όσο αφορά την ευκολία χειρισμού της συγκεκριμένης εφαρμογής και την
αλληλεπίδραση χρήστη – μηχανής (Human – Computer Interface Design) ισχύουν
όσα προαναφέρθηκαν.
Ο χειριστής αρχικά συμπληρώνει τον πλήρη σειριακό αριθμό της εντολής παραγωγής
(Process Sheet No), της οποίας τους σωλήνες καταχωρεί στο Μετρολόγιο, δηλαδή
στη συγκεκριμένη περίπτωση 587/1. Στη συνέχεια όπως και προηγουμένως επιλέγει
τη βάρδια στην οποία εργάζεται, για παράδειγμα : 06/04/2000 Α 8 – ERW. Η
εισαγωγή του σειριακού αριθμού της εντολής παραγωγής ενεργοποιεί τις διαδικασίες
αναζήτησης σχετικών δεδομένων από το αρχείο του Προγραμματισμού
Παραγωγής. Όπως και προηγουμένως, ανατρέχοντας στο φάκελο Γενικά το
σύστημα "ανασύρει" στοιχεία όπως η Μονάδα Μέτρησης, το Είδος και το Κέντρο
Επεξεργασίας. Στο πεδίο Αποθήκη αναγράφεται στη πλειοψηφία των περιπτώσεων
και πάλι από το σύστημα ο όρος «Σωλήνες». (Μόνο όταν η Εταιρία επενδύει
εσωτερικά ή/και εξωτερικά σωλήνες που έχουν κατασκευαστεί από άλλες
σωληνουργείες αναγράφεται στο πεδίο Αποθήκη, ο όρος «Σωλήνες Τρίτων».
Με ανάλογες εσωτερικές συστημικές διαδικασίες συμπληρώνεται το τμήμα του
εσωτερικού πίνακα με τον τίτλο Παράμετροι Μήκους Σωλήνων. Τα στοιχεία που
αφορούν τις ποιοτικές προδιαγραφές, τις οποίες έχει θέσει ο πελάτης σχετικά με το
μήκος των σωλήνων βρίσκονται ήδη αρχειοθετημένα στο φάκελο Στοιχεία Χρήστη
του αρχείου του Προγραμματισμού Παραγωγής. Υπενθυμίζεται στον αναγνώστη πως

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 108
αρμόδιο για την αρχειοθέτηση των στοιχείων αυτών είναι το Τμήμα Ποιοτικού
Ελέγχου. Το σύστημα με «οδηγό αναζήτησης» τον αριθμό της εντολής παραγωγής
αναζητά τα στοιχεία αυτά και αυτόματα τα αναγράφει στα πέντε πεδία που αφορούν
τις Παραμέτρους μήκους των παραχθέντων σωλήνων.
Ο αριθμός της εντολής παραγωγής μεταφέρεται στο πεδίο Εντολή και πλέον ο
ζυγιστής είναι υπεύθυνος για την ορθή και προσεκτική καταγραφή των απαιτούμενων
από το σύστημα στοιχείων καθώς η διαδικασία που ακολουθεί είναι σημαντικός
κρίκος στην αλυσίδα της ποιότητας του παραγόμενου προϊόντος. Ο ζυγιστής
συμπληρώνει στα πεδία a, b, c την ταυτότητα του σωλήνα όπως αναγράφηκε σε
αυτόν από το χειριστή της Ισιωτικής μηχανής σωληνα (βλ 2.3.3.δ). Ακολούθως
συμπληρώνει στο πεδίο Ποσότητα το μετρούμενο από τον ίδιο μήκος του σωλήνα
(m) και επιλέγει από το pull – down menu του πεδίου Ποιότητα την ένδειξη που
χαρακτηρίζει τον εκάστοτε σωλήνα (ACCEPTED, Rejected Ultrasonic, EXCESS,
Rejected Inspection, SHORT). Η Ημερομηνία αναγράφεται αυτόματα από το ρολόι
του συστήματος.
Με την επιλογή του Command Button Νέος Σωλήνας το σύστημα υπολογίζει
μαθηματικά σε συνολικά μέτρα και σε ποσοστώσεις τους αποδεκτούς, τους κοντούς
και τους σωλήνες που περισσεύουν. Εγγράφει δηλαδή κάθε νέο σωλήνα που
καταχωρείται, στη κατηγορία στην οποία ανήκει παρέχοντας με τον τρόπο αυτό μια
εικόνα για τη εξέλιξη της παραγωγής, το υπόλοιπο σωλήνων για να «κλείσει» η
παραγγελία και, αν ο πελάτης το επιθυμεί, το σύνολο των σωλήνων που παρήχθησαν
σύμφωνα με τις ποιοτικές προδιαγραφές που έχει θέσει (πεδίο Αρίθμηση). Με τον
τρόπο αυτό, το σύστημα παρέχει εσωτερικά την πληροφορία ταυτότητα σωλήνα +
συνοδευτικά στοιχεία σωλήνα στο φάκελο Παραγωγές του Προγραμματισμού
Παραγωγής. Τα πεδία που αναφέρονται στον εσωτερικό πίνακα Πρόσφατες κινήσεις
(ΑΑ, Αριθμός σειράς, Ποσότητα, Ποιότητα, Ημερομηνία) σχετίζονται με την
τελευταία ενημέρωση του ΠΣ από το ζυγιστή.
Τέλος το Command Button Νέο Τσέρκι αναφέρεται στην αλλαγή του τσερκιού
(αριθμός ταυτότητας b) ενώ με την Αρχικοποίηση ο ζυγιστής επιλέγει την
κατασκευή ενός καταλόγου, στον οποίο αρχειοθετούνται όλοι οι σωλήνες με βάση
την αύξουσα σειρά της ταυτότητας τους (οι σωλήνες εξαιτίας των παρεμβαλλόμενων

Κεφάλαιο 3: Μελέτη Λειτουργίας του Πληροφοριακού Συστήματος της Εταιρίας
Εργαστήριο Διοικητικών Συστημάτων 109
ελέγχων, επιθεωρήσεων και επισκευών δεν αφικνούνται στο μετρολόγιο με τη σειρά
που παράγονται και συνεπώς ταυτοποιούνται). Ο ζυγιστής επιλέγει την Έξοδο σε
περίπτωση αλλαγής βάρδιας ή διακοπής για οποιοδήποτε λόγο της ροής των σωλήνων
στο ζυγιστήριο.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 110
4 Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
4.1 Η Έννοια της Επιχειρηματικής Μοντελοποίησης (Business Process Modelling)
Η μοντελοποίηση των διαδικασιών μιας επιχείρησης, με σκοπό την αναδιοργάνωση ή
τη βελτίωση των δραστηριοτήτων της κερδίζει ολοένα και περισσότερο έδαφος στις
σύγχρονες επιχειρήσεις. Η μοντελοποίηση μιας επιχείρησης (στη συγκεκριμένη
περίπτωση της μονάδας παραγωγής ERW της ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ
Α.Ε.) αποτελεί ένα βασικό εργαλείο για την τεκμηρίωση, κατανόηση, ανάλυση
σχεδίαση και επανασχεδίαση των δραστηριοτήτων της. Εξαιτίας της πολυπλοκότητας
και του μεγέθους των σύγχρονων επιχειρήσεων υπάρχει μια ποικιλία μοντέλων για
διαφορετικούς σκοπούς, τα οποία συνιστούν διαφορετικές οπτικές γωνίες θεώρησης
των λειτουργιών τους.
4.1.1 Τα Επιχειρηματικά μοντέλα Ένας γενικά παραδεκτός ορισμός της έννοιας “μοντέλο” είναι ο εξής: Ένα Μοντέλο
είναι μια θεωρητική απεικόνιση της πραγματικότητας. Ο δημιουργός ενός μοντέλου
ορίζει τις όψεις εκείνες του πραγματικού συστήματος, οι οποίες τον ενδιαφέρουν και
τα στοιχεία του υπό εξέταση συστήματος, τα οποία θα μοντελοποιήσει. Η αξία ενός
μοντέλου συνίσταται στην ικανότητα του να παρέχει μια απλοποιημένη απεικόνιση
του πραγματικού συστήματος. Πιο συγκεκριμένα το Επιχειρηματικό Μοντέλο
ορίζεται ως μια συμβολική αναπαράσταση της επιχείρησης και των θεμάτων που την
αφορούν και αποτελείται από συμπληρωματικά μεταξύ τους μοντέλα των επιμέρους
όψεων της επιχείρησης. Περιέχει αναπαραστάσεις μεμονομένων γεγονότων,
αντικειμένων, σχέσεων και συναλλαγών της επιχείρησης. Άλλωστε στη συνέχεια
παρουσιάζονται μοντέλα διαφόρων κατηγοριών επιχειρηματικών διαδικασιών
(Business Processes) που αφορούν την δραστηριότητα της ΣΩΛΗΝΟΥΡΓΕΙΑΣ
ΚΟΡΙΝΘΟΥ Α.Ε. και συνδέονται μεταξύ τους με ένα δομημένο τρόπο ώστε να
επιτευχθεί το τελικό αποτέλεσμα.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 111
Καταλαβαίνει κανείς πως ο όρος Επιχειρηματική Μοντελοποίηση καλύπτει τις
διάφορες δραστηριότητες, μεθόδους και εργαλεία, τα οποία χρησιμοποιούνται για την
ανάπτυξη μοντέλων των διαφόρων όψεων της επιχείρησης. Επιχειρηματική
Μοντελοποίηση είναι η δημιουργία του συνόλου των αυτοτελών και διακεκριμένων
δραστηριοτήτων ή διαδικασιών που χρησιμοποιούνται για την ανάπτυξη των
διαφόρων τμημάτων ενός επιχειρηματικού μοντέλου. Όλες οι τεχνικές
μοντελοποίησης και συνεπώς και αυτές που θα χρησιμοποιηθούν στα πλαίσια της
εργασίας στη συνέχεια χαρακτηρίζονται από:
• Το συγκεκριμένο σκοπό του μοντέλου
• Το πλαίσιο εντός του οποίου ορίζεται το μοντέλο ή τα όρια του
• Την οπτική (viewpoint) του μοντέλου, η οποία μπορεί να είναι
i. Λειτουργική (functional). Ορίζει τι λειτουργίες θα εκτελεστούν μέσα στην
επιχείρηση και ποια αντικείμενα αυτές θα επεξεργαστούν.
ii. Συμπεριφορική (behavioral). Ορίζει πως και ποτε συμβαίνουν όλες οι
λειτουργίες.
iii. Πληροφοριακή (informational). Αναφέρεται στον ορισμό των δεδομένων που
παράγονται στις μεταξύ τους συσχετίσεις.
iv. Οργανωσιακή (organizational). Ορίζει ποιοι πόροι της επιχείρησης θα
εκτελέσουν τις διάφορες λειτουργίες των διαδικασιών.
• Το επίπεδο λεπτομέρειας του μοντέλου
4.1.2 Οι στόχοι της Επιχειρηματικής Μοντελοποίησης Μια ακολουθούμενη μεθοδολογία για τη κατασκευή μοντέλων αποσκοπεί σε
συγκεκριμένα οφέλη για την επιχείρηση. Πιο συγκεκριμένα η Επιχειρηματική
Μοντελοποίηση αποσκοπεί σε:
• Τεκμηρίωση των επιχειρηματικών διαδικασιών
• Καλύτερη αναπαράσταση και κατανόηση του τρόπου λειτουργίας της επιχείρησης
• Ανάλυση συγκεκριμένων όψεων της επιχείρησης
• Υποστήριξη και βελτίωση των διοικητικών διαδικασιών
• Προσομοίωση της συμπεριφοράς κάποιων τμημάτων της επιχείρησης
• Σχεδίαση ή ανασχεδίαση των προδιαγραφών λειτουργίας τμημάτων της
επιχείρησης

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 112
• Εκμετάλλευση της επιχειρηματικής γνώσης και μετέπειτα επαναχρησιμοποίησή
της
• Βελτιωτικές αλλαγές στο πλαίσιο εργασίας των εργαζομένων κατα την εκτέλεση
μοντελοποιημένων διαδικασιών
• Καλύτερη λήψη αποφάσεων σχετικά με τις λειτουργίες και την οργάνωση της
επιχείρησης
• Καλύτερος συντονισμός και έλεγχος τμημάτων ή ολόκληρης της επιχείρησης [4]
4.1.3 Επιχειρηματικός Μετασχηματισμός με τη βοήθεια της Επιχειρηματικής Μοντελοποίησης
Η Επιχειρηματική Μοντελοποίηση εξυπηρετεί σκοπούς πρόβλεψης και υπολογισμού
της αλλαγής που θα επιφέρει στην επιχείρηση το εξωτερικό περιβάλλον. Η
Επιχειρηματική Μοντελοποίηση κάνει την επιχείρηση πιο ανταγωνιστική,
προμηθεύοντάς τη με ένα μοντέλο, το οποίο τη βοηθά να μελετά τη συμπεριφορά της
ως προς τις αλλαγές που συμβαίνουν στο περιβάλλον της και να αντιδρά
γρηγορότερα από τους ανταγωνιστές. Τα επιχειρηματικά μοντέλα, προσφέροντας μια
σαφή και κοινή οπτική της επιχείρησης διευκολύνουν τη διαδικασία μετάβασης από
τη παρούσα στην επιθυμητή μελλοντική της μορφή. Επομένως μια σημαντική χρήση
των μοντέλων είναι η διευκόλυνση της διαδικασίας αλλαγής μιας επιχείρησης. Για
παράδειγμα η μοντελοποίηση της μονάδας κατασκευής σωλήνων με τη μέθοδο της
ευθείας ραφής (με τη βοήθεια του μεθοδολογικού πλαισίου Integrated DEFinition 3,
το οποίο θα αναλυθεί στη συνέχεια) κατέδειξε δύο περιπτώσεις πιθανής αλλαγής της
ροής των επιχειρηματικών δραστηριοτήτων στους υφιστάμενους σταθμούς εργασίας.
4.1.4 Η λειτουργική προσέγγιση της Επιχειρηματικής Μοντελοποίησης Η σύγχρονη τάση στην Επιχειρηματική Μοντελοποίηση, η οποία θα ακολουθηθεί στα
πλαίσια μοντελοποίησης των διαδικασιών της μονάδας ERW, είναι η λειτουργική
(function – based) προσέγγιση. Σύμφωνα με την τάση αυτή, δομικός λίθος του
επιχειρηματικού μοντέλου είναι η έννοια της λειτουργίας / δραστηριότητας
(function / activity), η οποία θα χρησιμοποιηθεί σε όλα τα επίπεδα μοντελοποίησης.
Αυτή η προσέγγιση ακολουθήθηκε στις μεθόδους Integrated DEFinition, για τις
οποίες εκτενέστερη αναφορά θα γίνει στη συνέχεια.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 113
Είναι σαφές πως ένας πιο δυναμικός τρόπος προσέγγισης ενός επιχειρηματικού
μοντέλου είναι η χρήση της έννοιας της επιχειρηματικής διαδικασίας (business
process) ως μιας αλυσίδας επιχειρηματικών δραστηριοτήτων. Επιχειρηματική
διαδικασία είναι ένα μερικά διατεταγμένο σύνολο δραστηριοτήτων που συνδέονται
με σχέσεις διαδοχής και των οποίων η εκτέλεση ρυθμίζεται από κάποια γεγονότα και
καταλήγει σε κάποιο παρατηρήσιμο και μετρήσιμο αποτέλεσμα. Μια διαδικασία
μπορεί να απαρτίζεται από υπό – διαδικασίες και αυτές από δραστηριότητες. Οι
περισσότερες διαδικασίες έχουν έναν προμηθευτή που τους παρέχει τις απαιτούμενες
εισόδους και όλες έχουν κάποιο πελάτη, στον οποίο παρέχουν τα αποτελέσματα.
Κάθε επιχειρηματική διαδικασία χαρακτηρίζεται από τη διαδρομή, στην οποία
εντάσσεται, τις αποφάσεις που λαμβάνονται κατά τη διάρκεια εκτέλεσης της και το
πως αυτές επηρεάζουν την ομαλή εξελικτική της πορεία. Άλλωστε αρκετά
σημαντικός είναι και ο ρόλος των εργαζομένων που συμμετέχουν στη διεκπεραίωση
της ή ακόμη και της πληροφορίας που δρομολογείται μεταξύ των οποιωνδήποτε
εμπλεκόμενων μελών.
Οι επιχειρηματικές διαδικασίες διακρίνονται ανάλογα με τη μορφή της δομής τους
σε:
• Ασθενώς δομημένες, των οποίων ούτε το τελικό αποτέλεσμα, ούτε η αλληλουχία
των δραστηριοτήτων είναι απολύτως γνωστά. Στη περίπτωση της
ΣΩΛΗΝΟΥΡΓΕΙΑΣ ΚΟΡΙΝΘΟΥ Α.Ε. μια τέτοια διαδικασία θα μπορούσε να
θεωρηθεί το σύνολο των ενεργειών για τον προγραμματισμό παραγωγής μιας
νεοαφιχθείσης παραγγελίας.
• Ημι – δομημένες, των οποίων το τελικό αποτέλεσμα είναι γνωστό αλλά η
διαδοχή των δραστηριοτήτων γίνεται γνωστή μόνο κατά την ώρα εκτέλεσης όπως
για παράδειγμα οι έλεγχοι και οι διορθωτικές επεμβάσεις για την επίτευξη
συγκεκριμένων ποιοτικών προδιαγραφών.
• Καλά δομημένες, των οποίων το αναμενόμενο αποτέλεσμα είναι γνωστό και η
διαδοχή των δραστηριοτήτων καλά ορισμένη (ντετερμινιστική), όπως το σύνολο
των παραγωγικών διαδικασιών της μονάδας κατασκευής σωλήνων με τη μέθοδο
της ευθείας ραφής.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 114
4.2 Το Πλαίσιο Μοντελοποίησης Integrated DEFinition Η Integrated DEFinition language (IDEF) είναι μια οικογένεια μεθόδων για τη
μοντελοποίηση διαφορετικών τομέων και όψεων της επιχείρησης. Με τη χρήση της
μεθοδολογίας αυτής, επιτυγχάνεται η εξειδίκευση κάθε μοντέλου στις συγκεκριμένες
ανάγκες της επιχείρησης και παράλληλα το σύνολο των μοντέλων μπορεί να
προσφέρει ολοκληρωμένες λύσεις το σύνολο των επιχειρησιακών αναγκών. Η
μέθοδος IDEF αναπτύχθηκε υπό την αιγίδα του υπουργείου Αμύνης των Η.Π.Α. και
αποσκοπούσε στην ανάπτυξη γενικών επιχειρησιακών συστημάτων, για την
αναβάθμιση της βιομηχανίας εξοπλισμών. Τα επιθυμητά αποτελέσματα αφορούσαν
την αύξηση της παραγωγικότητας με τη χρήση συστημάτων ψηφιακής τεχνολογίας
και τη βελτίωση του επικοινωνιακού περιβάλλοντος μεταξύ των σχεδιαστών
βιομηχανικών συστημάτων.
Το πλαίσιο μεθοδολογιών IDEF, που περιέχει μεθόδους για τη μοντελοποίηση όλων
των επιχειρηματικών χώρων και όλων των οπτικών ενδιαφέροντος, διαμορφώνει ένα
περιβάλλον για την ολοκλήρωση των επιχειρηματικών μοντέλων. Εντός του πλαισίου
IDEF περιλαμβάνονται 15 μεθοδολογίες μοντελοποίησης, κάθε μία από τις οποίες
σχηματίζει ένα ανεξάρτητο μοντέλο. Μεταξύ αυτών ιδιαίτερη αναγνώριση έχουν:
• Η IDEF 0, που χρησιμοποιείται για τη μοντελοποίηση των επιχειρηματικών
λειτουργιών,
• Η IDEF 1Χ, που χρησιμοποιείται για τη δημιουργία του λογικού σχήματος ενός
πληροφοριακού μοντέλου (logical data schema),
• Η IDEF 3, που χρησιμοποιείται για τη μοντελοποίηση των επιχειρηματικών
διαδικασιών.
Σημειώνεται ότι τα μοντέλα αυτά αλληλοσυμπληρώνονται αλλά δεν διέπονται από
μια ιεραρχική αυστηρή δομή εκπόνησης τους. Για παράδειγμα μπορούμε να
μοντελοποιήσουμε τη μονάδα παραγωγής κατασκευής σωλήνων με τη μέθοδο της
ευθείας ραφής κατά IDEF 3 χωρίς να έχει προηγηθεί μια μοντελοποίηση σύμφωνα με
το πλαίσιο IDEF 1Χ. Η ανάγκη για τη δημιουργία ενός μοντέλου καθορίζεται από τη
δυναμική και την ευμεταβλητότητα των καταστάσεων που αφορούν μια επιχείρηση, η
οποία αντικατοπτρίζεται πάνω σε αυτά.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 115
4.3 Η Μεθοδολογία Μοντελοποίησης Επιχειρηματικών Διαδικασιών Integrated DEFinition 3
Στην ενότητα αυτή θα χρησιμοποιήσουμε τη μεθοδολογία μοντελοποίησης Integrated
DEFinition language 3 (IDEF 3) με σκοπό την απόκτηση γνώσεων γύρω από τον
τρόπο με τον οποίο εκτελούνται οι επιχειρηματικές διαδικασίες στη μονάδα
παραγωγής ERW. Η IDEF 3 χρησιμοποιεί μια δομημένη μεθοδολογία και μια τυπική
γλώσσα μοντελοποίησης που δίνει έμφαση στη λογική και χρονική ακολουθία των
ενεργειών. Με τον τρόπο αυτό η IDEF 3 συμβάλλει στην αποτελεσματική ανάλυση
και γρήγορη κατανόηση των επιχειρηματικών χαρακτηριστικών και των απαιτήσεων
της επιχειρηματικής δράσης.
Όπως θα δούμε στη συνέχεια η IDEF 3 αποτελεί ένα εργαλείο απόκτησης και
διαχείρισης της γνώσης σχετικά με τις επιχειρηματικές διαδικασίες. Ο αναγνώστης θα
μπορέσει να κατανοήσει τη σημασία κάθε επιμέρους παραγωγικής δραστηριότητας ή
παραγωγικού πόρου (π.χ. εγγράφων, πληροφοριακών δεδομένων) καταλήγοντας με
τον τρόπο αυτό σε συμπεράσματα για τη μεταξύ τους συνεργασία.
Κατασκευάζοντας τα μοντέλα IDEF 3 για την παραγωγική διαδικασία κατασκευής
σωλήνων με τη μέθοδο της ευθείας ραφής θα τεκμηριώσουμε τις τρέχουσες
επιχειρηματικές διαδικασίες, εντοπίζοντας τα μη παραγωγικά τμήματα τους ή τα
σημεία ασυνέχειας στη ροή τους. Οδηγούμαστε λοιπόν σε αξιολόγηση των
εναλλακτικών τρόπων διεκπεραίωσης τους και σε επανασχεδιασμό τους αν αυτό
κριθεί σκόπιμο. Ένα μοντέλο IDEF 3 συμβάλλει στο να κατανοήσουμε πλήρως τις
διαδικασίες, να διασαφηνίσουμε τα πλεονεκτήματα και τα μειονεκτήματα του τρόπου
λειτουργίας τους, πειραματιζόμενοι έτσι με νέες καινοτομικές προσεγγίσεις. Η
Εταιρία δύναται να χρησιμοποιήσει τα μοντέλα IDEF 3 σε μια μελλοντική εφαρμογή
αυτοματοποιημένων συστημάτων διοίκησης ή για την προσομοίωση του τρόπου
λειτουργίας των επιχειρηματικών διαδικασιών της μονάδας παραγωγής ERW.
Άλλωστε η μοντελοποίηση που ακολουθεί αποτελεί υπόβαθρο βελτίωσης των
διαδικασιών κάθε επιπέδου, στα πλαίσια εφαρμογής πολλών διοικητικών τεχνικών
όπως η Διοίκηση Ολικής Ποιότητας / Total Quality Management (ΔΟΠ / TQM), ή ο
Ανασχεδιασμός Επιχειρηματικών Διαδικασιών / Business Process Reengineering).

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 116
4.3.1 Ανάλυση της μεθοδολογίας μοντελοποίησης IDEF 3 Τα μοντέλα IDEF 3 αναπτύσσονται βάσει ενός σεναρίου. Το σενάριο είναι μία
γραπτή, λεκτική και αναλυτική περιγραφή του τρόπου εκτέλεσης μιας διαδικασίας.
Στη συγκεκριμένη περίπτωση που εξετάζουμε, σενάριο αποτελεί η ενότητα 2.3 της
παρούσας εργασίας και δευτερευόντως η ενότητα 3.5, καθώς η μοντελοποίηση που
θα ακολουθήσει αφορά αποκλειστικά τις διαδικασίες της αμιγώς μεταποιητικής
δραστηριότητας.
Η γλώσσα IDEF 3 θα λειτουργήσει ως το μεταφραστικό μέσο για το μετασχηματισμό
της λεκτικής περιγραφής σε μοντέλο διαδικασιών (process – oriented model), το
οποίο θα παρουσιάζει τη χρονική και λογική αλληλεξάρτηση των παραγωγικών
διαδικασιών. Η γλώσσα αυτή είναι απλή αλλά δομημένη και με μεγάλη ικανότητα
περιγραφής των διαδικασιών ενώ η χρήση της προσφέρει ένα εργαλείο
αναπαράστασης, ανάλυσης και μελέτης των διαδικασιών. Η μεθοδολογία
μοντελοποίησης IDEF 3 βασίζεται στην “Τεχνική Περιγραφή της IDEF 3” που
συνέταξε η ομάδα ανάπτυξής της (Knowledge Based Systems Inc.).
Πιο συγκεκριμένα τα δομικά στοιχεία που συγκροτούν τα μοντέλα διαδικασιών στην
IDEF 3 είναι:
• Τα πλαίσια Βασικής Συμπεριφοράς (Units Of Behavior)
• Οι συνδέσεις (Links)
• Οι διακλαδώσεις (Junctions)
Το βασικότερο χαρακτηριστικό των μοντέλων διαδικασιών είναι η δυνατότητα
εξειδίκευσης τους σε χαμηλότερα ιεραρχικά επίπεδα ανάλυσης, κάτι το οποίο στη
συνέχεια θα γίνει πλήρως κατανοητό.
4.3.1.1 Τα Πλαίσια Βασικής Συμπεριφοράς (Units Of Behavior)
Ένα Πλαίσιο Βασικής Συμπεριφοράς ή μια Βασική Μονάδα Συμπεριφοράς (Unit Of
Behavior – UOB) χρησιμοποιείται για να περιγράψει ένα τύπο δράσης, δηλαδή ένα
τρόπο εκτέλεσης μιας δραστηριότητας. Για παράδειγμα Βασικές Μονάδες
Συμπεριφοράς είναι οι: Ανόπτηση ραφής, Διενέργεια Ελέγχων, Αποθήκευση έτοιμων
σωλήνων, για την αναπαράσταση, των οποίων χρησιμοποιείται το γραφικό σύμβολο
του σχήματος 4.1.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 117
Ονομασία
Αριθμός αναφοράς
Σχήμα 4-1: Πλαίσιο Βασικής Συμπεριφοράς – Unit Of Behavior (UOB)
Κάθε Πλαίσιο Βασικής Συμπεριφοράς διαθέτει δύο γνωρίσματα:
i. Η ονομασία κάθε UOB αποτελείται από δύο ουσιαστικά (π.χ.
Ταυτοποίηση σωλήνων) που υποδηλώνουν το είδος ή αποτέλεσμα της
δράσης.
ii. Ο αριθμός αναφοράς κάθε UOB (reference number) είναι μοναδικός σε
κάθε μοντέλο διαδικασιών και έχει την έννοια αύξοντα αριθμού. Ο
αριθμός αυτός εξασφαλίζει τη μοναδικότητα της ταυτότητας κάθε
Πλαισίου και την ενίσχυση της δομημένης μεταξύ τους σύνδεσης. Ο
αριθμός αναφοράς κάθε UOB δεν είναι ένας απλός αύξων αριθμός και
αποτελείται τρία μέρη: 1) τον αριθμό αναφοράς του UOB – γονέα, 2) τον
αριθμό της εναλλακτικής αναλυτικής παρουσίασης του μοντέλου (ο
χρήστης έχει τη δυνατότητα παρουσίασης εναλλακτικών τρόπων
εκτέλεσης των διαδικασιών), 3) το σειριακό αύξων αριθμό του UOB. Η
αρίθμηση γίνεται με την προαναφερθείσα σειρά και θα γίνει πλήρως
κατανοητή στη συνέχεια.
Έστω η περίπτωση του διαγράμματος 4.1, στην οποία το πρώτο επίπεδο ανάλυσης
αποτελείται από τρεις δραστηριότητες. Η δεύτερη δραστηριότητα αναλύεται σε
τέσσερα επιπλέον πλαίσια ανάλυσης. Το πρώτο UOB του δεύτερου επιπέδου με
αριθμό αναφοράς 2.1.8 είναι το όγδοο σε όλο το μοντέλο (έχουν προηγηθεί άλλα επτά
για την ανάλυση του πρώτου UOB του αμέσως ανώτερου επιπέδου ανάλυσης),
προέρχεται από το UOB No2 και αποτελεί την πρώτη αναλυτική αναπαράσταση της
δραστηριότητας 2.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 118
1 2 3
2.1.102.1.102.1.92.1.8
Διάγραμμα 4-1: Παράδειγμα ιεραρχικής διαστρωμάτωσης Πλαισίων Βασικής Συμπεριφοράς
Θα πρέπει να σημειωθεί πως η έννοια Συμπεριφορά δεν χρησιμοποιείται τυχαία,
αφού είναι ευρύτερη της έννοιας εργασία ή δραστηριότητα, υποδηλώνοντας τον
ορισμό μοντέλων δραστηριοτήτων γενικότερου και πιο ευέλικτου περιεχομένου από
ότι οι έννοιες εργασία ή δραστηριότητα.
4.3.1.2 Οι Συνδέσεις (Links)
Οι Συνδέσεις χρησιμοποιούνται σε ένα μοντέλο διαδικασιών για να συνδέσουν τις
δραστηριότητες μεταξύ τους και να εκφράσουν την αλληλουχία τους. Σημειώνεται σε
αυτό το σημείο, ότι τα μοντέλα IDEF 3 παρουσιάζουν την κανονικοποιημένη
συμπεριφορά της επιχείρησης. Στη συνέχεια θα παρουσιαστεί συνεπώς ο τυπικός
τρόπος εκτέλεσης των διαδικασιών κατασκευής σωλήνων ERW και όχι οι άτυπες
πρακτικές που είναι δυνατό να λαμβάνουν χώρα στα πλαίσια της καθημερινής
λειτουργίας της σωληνουργείας. Εφόσον ασχολούμαστε με τις τυπικές διαδικασίες,
δηλαδή με την επίσημη περιγραφή του τρόπου εκτέλεσης κάθε εργασίας που
αντικατοπτρίζεται στα πλαίσια των προδιαγραφών εργασίας, είναι λογικό κάθε βήμα
ή στάδιο της ροής εργασίας να θεωρείται απαραίτητος κρίκος, η παράκαμψη του
οποίου θα φέρει παρέκλιση από τις προδιαγραφές. Στη συνέχεια παρουσιάζονται οι
τύποι των πιθανών σχέσεων και ο ορισμός καθεμιάς.
• Σχέση απλής χρονικής ακολουθίας
Στο σχήμα παρουσιάζεται η σύνδεση δύο UOB με σύνδεση απλής χρονικής
ακολουθίας. Η διαδικασία Α ονομάζεται προηγηθείσα (predecessor) και είναι η αρχή

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 119
(source) του συνδέσμου ενώ η διαδικασία Β ονομάζεται επακολουθούσα και αποτελεί
την κατάληξη του συνδέσμου. Η σχέση αυτή είναι η πιο ευέλικτη μορφή σύνδεσης
μεταξύ δύο δραστηριοτήτων και η χρήση της δεν υποδηλώνει καμία μορφή εξάρτησης
μεταξύ των εκάστοτε Α και Β. Καθεμία μπορεί να συμβεί ανεξάρτητα από την άλλη
(χωρίς να συμβεί η άλλη).
Α Β
Διάγραμμα 4-2: Σχέση απλής χρονικής ακολουθίας
• Δεσμευμένη σχέση αλληλουχίας για την προηγηθείσα δραστηριότητα
Όταν χρησιμοποιείται η δεσμευμένη σχέση αλληλουχίας για την προηγηθείσα
δραστηριότητα, τότε η δραστηριότητα Β είναι δεσμευτική για την Α, δηλαδή η Α
πρέπει οπωσδήποτε να καταλήξει στη Β.
Α Β
Διάγραμμα 4-3: Δεσμευμένη σχέση αλληλουχίας για την προηγηθείσα δραστηριότητα
• Δεσμευμένη σχέση αλληλουχίας για την επακολουθούσα δραστηριότητα
Η δεσμευμένη σχέση αλληλουχίας για την επακολουθούσα δραστηριότητα
υποδεικνύει ότι η ύπαρξη της δραστηριότητας Β εξαρτάται από την προηγούμενη
ύπαρξη της δραστηριότητας Α, δηλαδή δεν μπορεί να οριστεί η δραστηριότητα Β ως
ανεξάρτητη της Α.
Α Β
Διάγραμμα 4-4: Δεσμευμένη σχέση αλληλουχίας για την επακολουθούσα δραστηριότητα

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 120
• Σχέση ταυτόχρονης αλληλεξάρτησης
Ο συγκεκριμένος τύπος συνδέσμου εμφανίζεται σε κάθε περίπτωση που για να
υπάρξει η δραστηριότητα Α πρέπει να υπάρξει και η Β, και το αντίστροφο.
Α Β
Διάγραμμα 4-5: Σχέση ταυτόχρονης αλληλεξάρτησης
4.3.1.3 Οι διακλαδώσεις
Στα πλαίσια της μοντελοποίησης επιχειρηματικών διαδικασιών κατά IDEF 3, οι
διακλαδώσεις χρησιμοποιούνται για να αναπαραστήσουν διασταυρώσεις στην
εκτέλεση της διαδικασίας. Στην εξελικτική πορεία της παραγωγικής διαδικασίας δεν
υπάρχει πάντα απόλυτα σειριακή εκτέλεση των επιχειρησιακών δραστηριοτήτων,
αλλά περιλαμβάνονται σημεία παράλληλης επεξεργασίας ή επιλογής μεταξύ
εναλλακτικών τρόπων διεκπεραίωσης τους. Παρακάτω παρουσιάζονται οι τύποι
διακλαδώσεων που χρησιμοποιούνται στη μεθοδολογία IDEF 3. Ο αναγνώστης θα
παρατηρήσει ότι οι διακλαδώσεις χρησιμοποιούνται για να σημάνουν τόσο τη
διάσπαση μιας διαδικασίας σε πολλές άλλες παράλληλες ή εναλλακτικές
δραστηριότητες, όσο και την επανένωση στο βασικό κορμό των διαδικασιών των
δραστηριοτήτων αυτών που έχουν διασπαστεί. Συνήθως ο ίδιος τύπος διακλάδωσης
που έχει χρησιμοποιηθεί για τον διαχωρισμό της διαδικασίας χρησιμοποιείται και για
την επανένωση της, χωρίς όμως αυτό να θεωρείται επιβεβλημένο.
Οι τύποι ενώσεων που χρησιμοποιούνται για να αναπαραστήσουν τη διακλάδωση
μιας διαδικασίας σε δραστηριότητες και οι γραφική τους απεικόνιση παρουσιάζονται
παρακάτω:
• Ασύγχρονη διακλάδωση παράλληλης επεξεργασίας
&

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 121
• Συγχρονισμένη διακλάδωση παράλληλης επεξεργασίας
• Ασύγχρονη διακλάδωση εναλλακτικής επεξεργασίας
• Συγχρονισμένη διακλάδωση εναλλακτικής δραστηριότητας
• Αποκλειστική διακλάδωση εναλλακτικής επεξεργασίας
Οι δύο πρώτοι τύποι ενώσεων χρησιμοποιούνται για να αναπαραστήσουν τη
διακλάδωση μιας διαδικασίας σε παράλληλες δραστηριότητες δηλαδή
δραστηριότητες που μπορούν να εκτελούνται παράλληλα. Όταν η διακλάδωση είναι
ασύγχρονη, τότε κάθε δραστηριότητα μπορεί να αρχίσει και να τελειώσει ανεξάρτητα
από τις υπόλοιπες ενώ σε περίπτωση επιλογής της συγχρονισμένης διακλάδωσης, η
έναρξη και η λήξη των παράλληλων διαδικασιών πρέπει να είναι ταυτόχρονη.
Άλλωστε οι διακλαδώσεις παράλληλης δραστηριότητας επιβάλλουν την
ενεργοποίηση όλων των δραστηριοτήτων μετά τη διακλάδωση.
4.3.2 Μοντελοποίηση των επιχειρηματικών διαδικασιών της μονάδας κατασκευής σωλήνων ERW με τη χρήση της μεθοδολογίας IDEF 3
Στην ενότητα αυτή θα μοντελοποιήσουμε τις επιχειρηματικές διαδικασίες
κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής. Η μοντελοποίηση θα γίνει σε
βάθος τριών ιεραρχικών επιπέδων και μερικώς θα φτάσει και σε τέταρτο επίπεδο
ανάλυσης διαδικασιών. Το Πλαίσιο Βασικής Συμπεριφοράς του πρώτου επιπέδου
μοντελοποίησης είναι συνολικά η επιχειρηματική λειτουργία (υπερ – διαδικασία)
“Παραγωγική Διαδικασία ERW”. Το δεύτερο ιεραρχικό επίπεδο αποτελείται από
πέντε επιχειρηματικές διαδικασίες κάθε μια από τις οποίες αναλύεται περαιτέρω
σχηματίζοντας το τρίτο ιεραρχικό επίπεδο (50 διαδικασίες). Είναι σαφές πως το
μεθοδολογικό πλαίσιο IDEF 3 δύναται να εφαρμοστεί και για το σχηματισμό ενός
τετάρτου επιπέδου, κάτι το οποίο κρίθηκε σκόπιμο μόνο για τις διαδικασίες εκείνες,
&
O
O
X

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 122
οι οποίες περιλαμβάνουν τις λειτουργίες των δύο σταθμών εργασίας (Τροφοδοτικού
και Μετρολογίου). Οι λόγοι της επιπλέον ανάλυσης των συγκεκριμένων διαδικασιών
θα γίνουν πλήρως κατανοητοί στη συνέχεια. Σημειώνεται πως το προαπαιτούμενο
σενάριο βάσει του οποίου μοντελοποιήθηκε κατά IDEF 3 η παραγωγική διαδικασία
κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής είναι η ανάλυση της όπως
αναφέρεται στο δεύτερο κεφάλαιο.
4.3.2.1 Μοντελοποίηση Παραγωγικής Διαδικασίας ERW (1ο επίπεδο) –
Σχεδιασμός 2ου επιπέδου
Στο διάγραμμα 4.7 αναπαριστάται το πρώτο επίπεδο επίπεδο μοντελοποίησης IDEF
3, δηλαδή η παραγωγική διαδικασία κατασκευής σωλήνων ευθείας ραφής, η οποία
συντίθεται από πέντε διαδικασίες που αποτελούν το δεύτερο επίπεδο μοντελοποίησης
μεταξύ των οποίων υπάρχει λογική και χρονική αλληλουχία. Οι πέντε αυτές
διαδικασίες που συνθέτουν το UOB 1 είναι οι εξής:
1.1.2 Διαμόρφωση Ελάσματος
1.1.3 Συγκόλληση ERW
1.1.4 Ταυτοποίηση Σωλήνων
1.1.5 Διενέργεια Ελέγχων
1.1.6 Έξοδος Σωλήνων

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 123
Παραγωγική διαδικασία ERW
1
ΣυγκόλλησηERW
1.1.3
ΔιαμόρφωσηΕλάσματος
1.1.2
ΤαυτοποίησηΣωλήνων
1.1.4
ΔιενέργειαΕλέγχων
1.1.5
ΈξοδοςΣωλήνων
1.1.6
Διάγραμμα 4-6: Μοντελοποίηση Παραγωγικής Διαδικασίας ERW (1ο επίπεδο) – Σχεδιασμός 2ου επιπέδου.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 124
Ο σχηματισμός του δεύτερου ιεραρχικού επιπέδου από τα συγκεκριμένα Πλαίσια
Βασικής Συμπεριφοράς έγινε εξαιτίας της δυνατότητας ομαδοποίησης των επιμέρους
παραγωγικών διαδικασιών σε αυτά. Στη συνέχεια και καθώς η μοντελοποίηση
εξελίσσεται, θα γίνει κατανοητή από τον αναγνώστη αυτή η ομαδοποίηση (σαν
προαπαιτούμενη ενέργεια κατασκευής του μοντέλου) καθώς και η απόδοση των
χαρακτηριστικών ονομασιών. Όσο αφορά την αρίθμηση των πέντε UOB, αυτή
ακολουθεί τη μεθοδολογία αρίθμησης της ενότητας 4.3.1.1. Πιο συγκεκριμένα το
UOB 1.1.2 (Διαμόρφωση Ελάσματος) έχει UOB γονέα το UOB 1 (Παραγωγική
διαδικασία ERW), αποτελεί τμήμα της πρώτης εναλλακτικής παρουσίασης του
γενικότερου μοντέλου (1.1.2) και είναι το δεύτερο UOB (σειριακή αρίθμηση) που
παρουσιάζεται στο μοντέλο (1.1.2). Αντίστοιχα συνάγεται η δημιουργία και των
υπολοίπων αριθμών αναφοράς.
Παρατηρούμε πως οι συνδέσεις των πέντε UOB γίνονται με τη χρήση δεσμευμένων
σχέσεων ακολουθίας για την επακολουθούσα δραστηριότητα. Αυτό συμβαίνει
εξαιτίας της φύσης των επιχειρηματικών διαδικασιών που μοντελοποιούνται και οι
οποίες αφορούν σειριακή ακολουθία μεταποιητικών δραστηριοτήτων. Συνεπώς η
διαδικασία Συγκόλληση ERW δεν μπορεί να πραγματοποιηθεί χωρίς προηγούμενη
ύπαρξη και ολοκλήρωση των διαδικασιών που περιγράφονται από το UOB 1.1.2 και
αφορούν όλες τις ενέργειες μέχρι την αυτογενή συγκόλληση του ελάσματος. Στο
επόμενο στάδιο οι συμπεριλαμβανόμενες στο UOB 1.1.4 ενέργειες με το γενικό τίτλο
Ταυτοποίηση Σωλήνων, δεν ορίζονται ως ανεξάρτητες των ενεργειών του UOB 1.1.3
(Συγκόλληση ERW). Με το ίδιο σκεπτικό καταλήγουμε στη δημιουργία της σχέσης
που αφορά το UOB 1.1.6.
4.3.2.2 Μοντελοποίηση διαδικασιών 2ου επιπέδου – Σχεδιασμός 3ου
επιπέδου
Στην ενότητα αυτή παρουσιάζονται τα μοντέλα περαιτέρω εξειδίκευσης των πέντε
UOB που συνιστούν το 2ο ιεραρχικό επίπεδο, σε χαμηλότερο επίπεδο ανάλυσης. Θα
αναλυθούν διεξοδικά τα UOB 1.1.2, 1.1.3, 1.1.4, 1.1.5, 1.1.6, ώστε να τεκμηριωθούν
κατά IDEF 3 οι χρονικές και λογικές αλληλεπιδράσεις των ενεργειών, από τις οποίες
αποτελούνται.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 125
4.3.2.2.1 Μοντελοποίηση UOB 1.1.2 (Διαμόρφωση Ελάσματος) Η μοντελοποίηση του Πλαισίου Βασικής Συμπεριφοράς Διαμόρφωση Ελάσματος
(Διάγραμμα 4.8) περιλαμβάνει δέκα UOB τρίτου ιεραρχικού επιπέδου που αφορούν
τις ενέργειες διαμόρφωσης του ελάσματος από την Εκτύλιξη του Τσερκιού (UOB
2.1.7) έως τη Διαμόρφωση (UOB 2.1.16). Επιπλέον το UOB γονέας είναι το 1.1.2 και
συνεπώς τα UOB του τρίτου επιπέδου θα έχουν σαν πρώτο ψηφίο αριθμού αναφοράς
το 2 ενώ η σειριακή αρίθμηση των συνολικά χρησιμοποιούμενων UOB στο μοντέλο
αρχίζει από το ψηφίο 7 αφού το ψηφίο 6 ανήκε στο τελευταίο UOB του αμέσως
προηγούμενου ανώτερου ιεραρχικού επιπέδου.
Η διαδικασία Εκτύλιξης Τσερκιού δεν μπορεί να οριστεί ως ανεξάρτητη της
Ισιωτικής Τσερκιού και πρέπει οπωσδήποτε να καταλήξει σε αυτή χωρίς τη
δυνατότητα απευθείας προώθησης του προϊόντος της σε άλλο Πλαίσιο Βασικής
Συμπεριφοράς – διαδικασία. Σύμφωνα με το σενάριο (2.3.1.ΙΙ) μετά τη διαδικασία
πλήρους επιπέδωσης του ελάσματος ακολουθεί αν απαιτείται από την προδιαγραφή
ή τον πελάτη ο έλεγχος του ελάσματος με υπερήχους. Στο σημείο αυτό
χρησιμοποιούμε την αποκλειστική διακλάδωση εναλλακτικής επεξεργασίας αφού
υποχρεωτικά θα ακολουθηθεί ένας εκ των δύο δρόμων που καταλήγουν στα UOB
2.1.9 ή 2.1.10. Αν το έλασμα ελεγχθεί, θα προκύψουν, με το ίδιο σκεπτικό, δύο
εναλλακτικές αμοιβαίως αποκλειόμενες περιπτώσεις. Στο τέλος του ελέγχου θα
καταγραφούν τα αποτελέσματα και αμέσως μετά, όπως φαίνεται στο επιχειρηματικό
μοντέλο, χρησιμοποιώντας το ίδιο σύμβολο, επανενώνεται ο τύπος της διακλάδωσης.
Αυτό συμβαίνει, αφού πλέον η πορεία του ελάσματος ανεξαρτήτως του προηγηθέντος
ή μη ελέγχου εξελίσσεται με τον ίδιο τρόπο.
Η διαδικασία κοπής των άκρων (UOB 2.1.14) θα οδηγήσει αποκλειστικά στη
διαδικασία προδιαμόρφωσης του ελάσματος στο “πεπόνι” και τον κλωβό, χωρίς την
οποία δεν μπορεί να λάβει χώρα η πλήρης διαμόρφωση (UOB 2.1.16) του ελάσματος
στα Fin Pass.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 126
1.1.2
Διαμόρφωση Ελάσματος
Εκτύλιξη Τσερκιού
Έλεγχος Ελάσματοςμε υπερήχους
Ισιωτική Τσερκιού
Χρωματισμόςύποπτης περιοχής
Mη έλεγχος
Θετικός έλεγχος
Καταγραφήαποτελεσμάτων Κοπή άκρων Προδιαμόρφωση Διαμόρφωση
X
X
X
X
2.1.7 2.1.8
2.1.9
2.1.10
2.1.11
2.1.12
2.1.13 2.1.14 2.1.15 2.1.16
Διάγραμμα 4-7: Μοντελοποίηση UOB 1.1.2 (Διαμόρφωση Ελάσματος)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 127
4.3.2.2.2 Μοντελοποίηση UOB 1.1.3 (Συγκόλληση ERW) Σε αυτή την ενότητα παρουσιάζεται η ανάλυση σε τρίτο επίπεδο του Πλαισίου
Βασικής Συμπεριφοράς 1.1.3, το οποίο αποτελείται από τέσσερα UOB που συνθέτουν
τη γενικότερη διαδικασία σχηματισμού σωλήνα, ακόμα ωστόσο, μη διακριτού
(Διάγραμμα 4.8). Μετά τη διαμόρφωση το έλασμα περνά στη συσκευή συγκόλλησης
όπου λαμβάνει χώρα η αυτογενής συγκόλληση με τη χρήση υψίσυχνου ρέυματος. Το
μορφοποιημένο έλασμα οδηγείται πλέον απευθείας απαραιτήτως προς ανόπτηση
(UOB 3.1.18), ώστε να υποστεί θερμική κατεργασία η ζώνη συγκόλλησης και στη
συνέχεια ψύχεται η ραφή. Αυτή η τελευταία ενέργεια αποτελεί προϋπόθεση για την
επιτυχή ρύθμιση της διαμέτρου, της κυκλικότητας και της ευθύτητας του σωλήνα στο
καλιμπραριστικό.
4.3.2.2.3 Μοντελοποίηση UOB 1.1.4 (Ταυτοποίηση Σωλήνων) Το τρίτο UOB του δευτέρου επιπέδου ανάλυσης είναι η Ταυτοποίηση Σωλήνων
(Διάγραμμα 4.9). Η επιλογή αυτή έγινε για να αποδωθεί στη διαδικασία
ταυτοποίησης των σωλήνων η επιβαλλόμενη σημασία στα πλαίσια του ρόλου της
στην ιχνηλασιμότητα (traceability) του σωλήνα μέσα στη ροή της παραγωγικής
διαδικασίας. Σημειώνεται πως στο 2ο κεφάλαιο η διαδικασία αυτή αναφέρεται σαν
κρίσιμος έλεγχος (quality control point) η επίδραση του οποίου εκτείνεται από την
αξιολόγηση των προμηθευτών πρώτων υλών έως τη βελτιστοποίηση της
ικανοποίησης των πελατών.
Το τρίτο επίπεδο ανάλυσης περιλαμβάνει τα εξής Πλαίσια Βασικής Συμπεριφοράς:
4.1.21 Κοπή Σωλήνων
4.1.22 Δημιουργία Ταυτότητας
4.1.23 Ισιωτική Σωλήνων
Η ενέργεια Κοπής Σωλήνων στο κινητό κοπτικό οδηγεί αποκλειστικά στη δημιουργία
ταυτότητας ενός εκάστου σωλήνος, ώστε να συνεχίσει την πορεία του στα πλαίσια
της παραγωγικής διαδικασίας ERW. Άλλωστε η τελική αποκατάσταση της ευθύτητας
των σωλήνων στην Ισιωτική μηχανή σωλήνων εξαρτάται από την προηγούμενη
ύπαρξη της ταυτότητας στο εσωτερικό του σωλήνα, γεγονός που οδηγεί στη


Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 129
Συγκόλληση ERW
1.1.3
Συγκόλληση ERW Απόψυξησυγκόλλησης
Τελική ρύθμισηδιαμέτρουΑνόπτηση ραφής
3.1.17 3.1.203.1.193.1.18
Διάγραμμα 4-8: Μοντελοποίηση UOB 1.1.3 (Συγκόλληση ERW)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 130
Ταυτοποίηση Σωλήνων
1.1.4
Κοπή Σωλήνων Δημιουργία Ταυτότητας Ισιωτική Σωλήνων
4.1.21 4.1.234.1.22
Διάγραμμα 4-9: Μοντελοποίηση UOB 1.1.4 (Ταυτοποίηση Σωλήνων)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 131
χρησιμοποίηση της δεσμευμένης σχέσης αλληλουχίας για τη επακολουθούσα
δραστηριότητα (UOB 4.1.23).
4.3.2.2.4 Μοντελοποίηση UOB 1.1.5 (Διενέργεια Ελέγχων) Το τέταρτο Πλαίσιο Βασικής Συμπεριφοράς του δευτέρου επιπέδου μοντελοποίησης
αφορά τους ποιοτικούς ελέγχους των σωλήνων μέχρι και τη διενέργεια του Οπτικού
Ελέγχου (Διαγράμματα 4.10, 4.11, 4.12). Εξαιτίας της φύσης των ελέγχων
χρησιμοποιείται αρκετές φορές η αποκλειστική διακλάδωση εναλλακτικής
επεξεργασίας ώστε να διακριτοποιηθούν τα θετικά ή αρνητικά αποτελέσματα.
Ορισμένοι από τους σωλήνες (2.3.4.ΙΙ) οδηγούνται σε αυτή τη φάση της παραγωγής
στο στατικό κοπτικό για κοπή δοκιμίων. Όλοι οι υπόλοιποι ακολουθούν την
προκαθορισμένη πορεία της παραγωγικής αλυσίδας προς τα φρεζαριστικά. Οι δύο
εναλλακτικές αμοιβαίως αποκλειόμενες περιπτώσεις διακριτοποιούνται
χρησιμοποιώντας την αποκλειστική διακλάδωση εναλλακτικής επεξεργασίας για τα
UOB 5.1.25, 5.1.26. Στη περίπτωση κοπής δοκιμίων από τους σωλήνες που
δειγματοληπτικά επιλέχθησαν, χρησιμοποιούμε το σύμβολο της ασύγχρονης
διακλάδωσης παράλληλης επεξεργασίας για να καταδειχθεί πως με βάση τα δοκίμια
διενεργούνται τρεις ποιοτικοί έλεγχοι (οι δύο εκ των οποίων εργαστηριακοί), οι
οποίοι δεν ολοκληρώνονται απαραιτήτως ταυτόχρονα. Η επανένωση αυτού του τύπου
διακλάδωσης της μοντελοποίησης IDEF 3 οδηγεί στη καταγραφή των
αποτελεσμάτων των ελέγχων και ακολουθεί η επανένωση της αρχικής διάκρισης των
δύο εναλλακτικών επιλογών 5.1.25, 5.1.26.
Όλοι οι σωλήνες πλέον λοξοτομούνται στα άκρα τους από τους χειριστές των
φρεζαριστικών και στη συνέχεια οδηγούνται στο Υδραυλικό δοκιμαστήριο. Τα
αποτελέσματα του συγκεκριμένου ελέγχου καταγράφονται και κάθε σωλήνας
οδηγείται στον κρίσιμο έλεγχο της ραφής με τη βοήθεια της τεχνολογίας υπερήχων. Ο
σωλήνας ελέγχεται με σκοπό την εύρεση και αξιολόγηση σφαλμάτων στη ραφή και
αν τα ευρύματα έχουν αρνητικό χαρακτήρα οδηγείται προς τρόχισμα και επανέλεγχο
της ραφής. Τα αποτελέσματα καταγράφονται όπως και πριν και ακολουθεί ο Οπτικός
Έλεγχος με αντίστοιχες συνεπαγόμενες δραστηριότητες.


Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 133
X Κατεργασίαφρεζαριστικών
5.1.31
Υδραυλική δοκιμή
5.1.32
Θετικόςέλεγχος
Αρνητικόςέλεγχος
Διενέργεια Ελέγχων
1.1.5
Κοπή δοκιμίων
Flattening test
X
Πορεία προςφρεζαριστικά
5.1.26
Χημικέςδοκιμές
5.1.29
&
ΔειγματοληψίαΣωλήνων
5.1.24
5.1.25 5.1.27
Μηχανικέςδοκιμές
5.1.28
5.1.34
5.1.33X X
& Καταγραφήαποτελεσμ.
5.1.30
Διάγραμμα 4-10: Μοντελοποίηση UOB 1.1.5 (Διενέργεια Ελέγχων)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 134
Διενέργεια Ελέγχων (συνέχεια)
1.1.5
Έλεγχος υπερήχων
5.1.36
Καταγραφήαποτελεσμάτων
5.1.35Τρόχισμα
5.1.39
Επανέλεγχος
5.1.40
XΚαταγραφή
αποτελεσμάτων
5.1.41
Θετικός έλεγχος
5.1.37
Αρνητικός έλεγχος
5.1.38
X
Διάγραμμα 4-11: Μοντελοποίηση UOB 1.1.5 (Διενέργεια Ελέγχων)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 135
Διενέργεια Ελέγχων (συνέχεια)
1.1.5
Οπτικός έλεγχος
5.1.42
Θετικός έλεγχος
5.1.43
Αρνητικός έλεγχος
5.1.44
X Καταγραφήαποτελεσμάτων
5.1.45
X
Διάγραμμα 4-12: Μοντελοποίηση UOB 1.1.5 (Διενέργεια Ελέγχων)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 136
4.3.2.2.5 Μοντελοποίηση UOB 1.1.6 ( Έξοδος Σωλήνων) Το τελευταίο Πλαίσιο Βασικής Συμπεριφοράς του δευτέρου επιπέδου (UOB 1.1.6)
περιλαμβάνει τις διαδικασίες που αφορούν την Έξοδο των Σωλήνων από τη μονάδα
παραγωγής ERW (Διάγραμμα 4.13). Αμέσως μετά τον Οπτικό Έλεγχο και την
αναγραφή εντός των σωλήνων ενός εκ των συμβόλων AI, RI, κάθε σωλήνας
καταγράφεται στο Μετρολόγιο και εν συνεχεία του αποδίδονται τα προκαθορισμένα
από τις προδιαγραφές του πελάτη shipping marks (UOB 6.1.47, Μαρκάρισμα). Οι
σωλήνες οδηγούνται στους υπαίθριους αποθηκευτικούς χώρους, όπου συμπληρώνεται
το Δελτίο Παραχθέντων Σωλήνων, έγγραφο απαραίτητο για τη μεταφορά και
συνεπώς την έξοδο του προϊόντος από το εργοστάσιο.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 137
Έξοδος Σωλήνων
1.1.6
ΣυμπλήρωσηΜετρολογίου
6.1.46
Μεταφορά
6.1.50
ΚαταγραφήΠαραχθέντωνΣωλήνων
6.1.49
Μαρκάρισμα
6.1.47
Αποθήκευση
6.1.48
Διάγραμμα 4-13: Μοντελοποίηση UOB 1.1.6 ( Έξοδος Σωλήνων)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 138
4.3.2.3 Μερική Μοντελοποίηση Πλαισίων Βασικής Συμπεριφοράς 3ου
επιπέδου – Προτάσεις ανασχεδιασμού διαδικασιών
Σε αυτή την ενότητα κρίθηκε σκόπιμο να αναλυθούν ακόμα περισσότερο εκείνα τα
Πλαίσια Βασικής Συμπεριφοράς του τρίτου επιπέδου, εντός των οποίων
περιλαμβάνονται οι λειτουργίες των στθμών εργασίας του Τροφοδοτικού και του
Μετρολογίου. Το μοντέλο παρέχει τη δυνατότητα περαιτέρω επεξεργασίας του τρίτου
επιπέδου και συνεπώς θα θα προχωρήσουμε στο σχηματισμό ενός τετάρτου
ιεραρχικού επιπέδου αποκλειστικά για τα UOB 2.1.7 (Εκτύλιξη Τσερκιού) και 6.1.46
(Συμπλήρωση Μετρολογίου).
Η ανάλυση αυτή γίνεται με σκοπό τη μελέτη των εγγύτερα συσχετιζόμενων με τις
λειτουργίες των σταθμών εργασίας διαδικασιών και την αξιολόγηση των
ακολουθούμενων μεθοδολογιών διεκπεραίωσης των διαδικασιών. Σε περίπτωση που
με τη βοήθεια της μεθοδολογίας IDEF 3 εντοπιστούν σημεία αδυναμίας, θα γίνουν
προτάσεις αρτιότερης εκμετάλλευσης των παρεχόμενων από το Πληροφοριακό
Σύστημα υπηρεσιών, μέσω του ανασχεδιασμού των σχετικών διαδικασιών.
4.3.2.3.1 Μοντελοποίηση UOB 2.1.7 (Εκτύλιξη Τσερκιού) – Σχεδιασμός / Ανασχεδιασμός 4ου επιπέδου
Είναι σαφές πως η ενημέρωση της Φόρμας Ανάλωση Τσερκιών της εφαρμογής
Διαχείριση Παραγωγής του Πληροφοριακού Συστήματος της Εταιρίας με δεδομένα
από την πρώτη φάση της παραγωγικής διαδικασίας σε πραγματικό χρόνο (real time)
αποτελεί στο τέταρτο ιεραρχικό επίπεδο ανάλυσης ένα Πλαίσιο Βασικής
Συμπεριφοράς προσκείμενο στο UOB 2.1.7. Το διάγραμμα … παρουσιάζει το
μοντέλο με τη χρονική και λογική αλληλουχία των επιμέρους ενεργειών που
συνθέτουν την εκτύλιξη ενός τσερκιού.
Όπως παρατηρεί κανείς από το διάγραμμα 4.14 και λαμβάνοντας υπόψη το
περιεχόμενο, αφενός του Δελτίου Ανάλωσης και Ελέγχου Ελασμάτων και αφετέρου
της Φόρμας Ανάλωση Τσερκιών, το συγκεκριμένο έγγραφο δύναται να απαλειφθεί. Η
σχέση απλής χρονικής ακολουθίας με το UOB 7.1.59 (Ενημέρωση Φόρμας Ανάλωση
Τσερκιών) δεν υποδηλώνει καμία εξάρτηση μεταξύ των δύο ενεργειών. Συνεπώς κάθε

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 139
ενέργεια που αναπαριστάται στα UOB 7.1.58, 7.1.59 μπορεί να συμβεί χωρίς να
συμβεί η άλλη.
Άλλωστε η δυνατότητα σταδιακής κατάργησης του Δελτίου Ανάλωσης και Ελέγχου
Ελασμάτων από τη ροή της παραγωγικής διαδικασίας, προκύπτει αν προχωρήσει
κανείς σε μία σύγκριση των προς συμπλήρωση πεδίων της Φόρμας σε σχέση με αυτά
του εγγράφου. Η Εταιρία θα πρέπει να προχωρήσει σε μία μερική ποσοτική
αναβάθμιση των παρεχόμενων σε πραγματικό χρόνο δεδομένων μέσω του σταθμού
εργασίας του Τροφοδοτικού. Με τον τρόπο αυτό θα ενισχύσει την εν λόγω Φόρμα με
δεδομένα, τα οποία έως τώρα παρέχονται μόνο στο έγγραφο (π.χ. βάρος, πλάτος,
πάχος τσερκιού μετρήσεων προμηθευτή, επωνυμία προμηθευτή, αιτία καθυστέρησης)
έχοντας πλέον τη δυνατότητα απαλοιφής του εγγράφου, το οποίο ήδη περιττεύει. Η
αναβάθμιση της Custom form του Τροφοδοτικού, η οποία προτάσσεται σαν
προϋπόθεση για την απαλοιφή του εγγράφου δεν επιφέρει σημαντικές αλλαγές στο
πλαίσιο εργασίας των χειριστών του Τροφοδοτικού, αφού πολλά από τα επιπλέον
στοιχεία της φόρμας θα εμφανίζονται by default με τη βοήθεια των αρχείων της
Εμπορικής Διαχείρισης.


Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 141
Εκτύλιξη Τσερκιού
2.1.7
Πρόσδεση Τσερκιού
7.1.51
Εκτύλιξη Τσερκιού
7.1.52
ΜέτρησηΤαχύτητας
7.1.56
ΜέτρησηΠλάτους
7.1.55
ΜέτρησηΠάχους
7.1.54
ΜέτρησηΜήκους
7.1.53
Συμπλ. ΔελτίουΑναλ.& ΕλέγχουΕλασμάτων
7.1.58
Ενημέρωση ΦόρμαςΑνάλ. Τσερκιών(Πληρ. Σύστημα)
7.1.59
ΈλεγχοςΕυθυτ. Τσερκιού
7.1.57
& &
Διάγραμμα 4-14: Μοντελοποίηση UOB 2.1.7 (Εκτύλιξη Τσερκιού) – Σχεδιασμός 4ου επιπέδου

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 142
Εκτύλιξη Τσερκιού
2.2.7
ΠρόσδεσηΤσερκιού
7.2.51
Εκτύλιξη Τσερκιού
7.2.52
ΜέτρησηΤαχύτητας
7.2.56
ΜέτρησηΠλάτους
7.2.55
ΜέτρησηΠάχους
7.2.54
ΜέτρησηΜήκους
7.2.53
Ενημέρωση ΦόρμαςΑνάλ. Τσερκιών(Πληρ. Σύστημα)
7.2.58
ΈλεγχοςΕυθυτ. Τσερκιού
7.2.57
& &
Διάγραμμα 4-15: Μοντελοποίηση UOB 2.2.7 (Εκτύλιξη Τσερκιού) Ανασχεδιασμός 4ου επιπέδου

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 143
Στο διάγραμμα (4.15) παρατίθεται ένα βελτιωμένο μοντέλο επιχειρηματικών
διαδικασιών, σχετικών με την εκτύλιξη του τσερκιού. Ανασχεδιάζοντας τη διαδικασία
2.1.7 καταλήγουμε στη μείωση των Πλαισίων Βασικής Συμπεριφοράς κατά ένα.
Σημειώνεται πως η πρόταση αυτή αποτελεί τη δεύτερη εναλλακτική παρουσίαση του
UOB 2.1.7 και έτσι το δεύτερο ψηφίο των αριθμών αναφοράς του βελτιωμένου
μοντέλου είναι το 2.
Η ενέργεια σταδιακής κατάργησης του Δελτίου Ανάλωσης και Ελέγχου Ελασμάτων
θα απαλλάξει την Εταιρία από ένα περιττό έγγραφο, η χρησιμότητα του οποίου θα
καλύπτεται πλήρως από την αναβαθμισμένη Φόρμα. Με τον τρόπο αυτό θα ενισχυθεί
η ευελιξία της Εταιρίας αφού θα αποδεσμευτεί από τη διατήρηση (συμπλήρωση,
θεώρηση, αρχειοθέτηση) του εγγράφου αυτού.
Τεκμηριώνοντας ακόμη περισσότερο την προηγούμενη πρόταση ανασχεδιασμού των
διαδικασιών εκτύλιξης τσερκιού, εκπονούμε τα διαγράμματα διαδικασίας για την
υπάρχουσα και την προτεινόμενη ακολουθία ενεργειών. Για την εκπόνηση ενός
διαγράμματος διαδικασίας ακολουθούμε τα παρακάτω βήματα:
i. Καθορίζουμε τη διαδικασία που θα μελετηθεί
ii. Επιλέγεται το σημείο έναρξης και λήξης της διαδικασίας
iii. Σχεδιάζουμε το διάγραμμα διαδικασίας της υπάρχουσας μεθόδου διεκπεραίωσης
της εκάστοτε διαδικασίας και στη συνέχεια το προτεινόμενο διάγραμμα
διαδικασίας χωρίς τις περιττές εργασίες.
Στα διαγράμματα 4.16, 4.17 που θα ακολουθήσουν τα σύμβολα ερμηνεύονται ως
εξής:
Λειτουργία Α
Έλεγχος ⇒
Αποθήκευση ∇
Καθυστέρηση D

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 144
Ενέργεια 1Πρόσδεση τσερκιού
Ενέργεια 2Εκτύλιξη τσερκιού
Ενέργεια 3Μέτρηση μήκους τσερκιού
Ενέργεια 4Μέτρηση πάχους τσερκιού
Ενέργεια 5Μέτρηση πλάτους τσερκιού
Ενέργεια 6Μέτρηση ταχύτητας εκτύλιξης τσερκιού
Ενέργεια 7Έλεγχος ευθύτητας τσερκιού
Ενέργεια 8Συμπλήρωση Δελτίου Ανάλωσης & ΕλέγχουΕλασμάτων
Ενέργεια 9Ενημέρωση της φόρμας Ανάλωσης Τσερκιώντου ΠΣ
Ενέργεια 10
ΔΙΑΓΡΑΜΜΑ ΔΙΑΔΙΚΑΣΙΑΣ Εκτύλιξης τσερκιούΥπάρχουσα μέθοδος Αρ.διαδικασίας:2.1.7
Διάγραμμα 4-16: Διάγραμμα διαδικασίας εκτύλιξης τσερκιού (Υπάρχουσα μέθοδος)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 145
Ενέργεια 1Πρόσδεση τσερκιού
Ενέργεια 2Εκτύλιξη τσερκιού
Ενέργεια 3Μέτρηση μήκους τσερκιού
Ενέργεια 4Μέτρηση πάχους τσερκιού
Ενέργεια 5Μέτρηση πλάτους τσερκιού
Ενέργεια 6Μέτρηση ταχύτητας εκτύλιξης τσερκιού
Ενέργεια 7Έλεγχος ευθύτητας τσερκιού
Ενέργεια 8Ενημέρωση της φόρμας Ανάλωση Τσερκιών τουΠΣ
Ενέργεια 9
Ενέργεια 10
ΔΙΑΓΡΑΜΜΑ ΔΙΑΔΙΚΑΣΙΑΣ Εκτύλιξης τσερκιούΠροτεινόμενη μέθοδοςΑρ.διαδικασίας:2.2.7
Διάγραμμα 4-17: Διάγραμμα διαδικασίας εκτύλιξης τσερκιού (Προτεινόμενη μέθοδος)

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 146
Παρατηρούμε ότι ο ανασχεδιασμός της διαδικασίας εκτύλιξης τσερκιού επιφέρει τη
μείωση των απαραίτητων βημάτων από 9 σε 8. Η σύγκριση των δύο διαγραμμάτων
μας οδηγεί στην εξής παρατήρηση. Η πρόταση ανασχεδιασμού περιορίζεται στην
εξάλειψη μόνο μιας λειτουργίας και όχι σε ριζική ανασχεδιαστική δράση. Αυτό
συμβαίνει, αφενός επειδή η προβληματική της παρούσας εργασίας αφορά την
αρτιότερη αξιοποίηση των παρεχόμενων από τις νέες τεχνολογίες υπηρεσιών,
αφετέρου επειδή η πλειοψηφία των ενεργειών αφορά μεταποιητικές και ελεγκτικές
δραστηριότητες.
4.3.2.3.2 Μοντελοποίηση UOB 6.1.46 (Συμπλήρωση Μετρολογίου) – Σχεδιασμός / Ανασχεδιασμός 4ου επιπέδου
Αντίστοιχα με την προηγούμενη περίπτωση (Σταθμός εργασίας Τροφοδοτικού), η
ενημέρωση της Φόρμας Παραγωγή Σωλήνων της εφαρμογής Διαχείριση Παραγωγής
του Πληροφοριακού Συστήματος της Εταιρίας με δεδομένα σε πραγματικό χρόνο
(real time) αποτελεί ένα Πλαίσιο Βασικής Συμπεριφοράς ″προσκείμενο″ στο UOB
6.1.46 (Συμπλήρωση Μετρολογίου) και γενικότερα στο UOB 1.1.6 (Έξοδος
Σωλήνων) του δευτέρου ιεραρχικού επιπέδου. Στο διάγραμμα 4.18 παρατίθεται το
μοντέλο επιχειρηματικών διαδικασιών κατά IDEF 3.
Οι σωλήνες αποθηκεύονται προσωρινά αμέσως μετά τη διενέργεια του Οπτικού
ελέγχου στη ράμπα του Μετρολογίου, όπου ζυγίζονται και μετράται το μήκος τους.
Ακολουθεί η ταξινόμηση των σωλήνων σε μία εκ των κατηγοριών (O.K., EXCESS,
SHORT, STOCK) και η καταγραφή των στοιχείων στο έγγραφο Μετρολόγιο. Τέλος ο
ζυγιστής και χρήστης της συγκεκριμένης εφαρμογής του Πληροφοριακού
Συστήματος συμπληρώνει τη Φόρμα Παραγωγή Σωλήνων.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 147
Συμπλήρωση Μετρολογίου
6.1.46
ΠροσωρινήΑποθήκευση
46.1.60
ΖύγισηΣωλήνων
46.1.61
Ενημέρωση ΦόρμαςΠαραγ. Σωλήνων(Πληρ. Σύστημα)
46.1.65
ΣυμπλήρωσηΜετρολογίου
46.1.64
ΤαξινόμησηΣωλήνων
46.1.63Μέτρηση Μήκους
Σωλήνων
46.1.62
& &
Διάγραμμα 4-18: Μοντελοποίηση UOB 6.1.46 (Συμπλήρωση Μετρολογίου) – Σχεδιασμός 4ου επιπέδου

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 148
Συμπλήρωση Μετρολογίου
6.2.46
ΠροσωρινήΑποθήκευση
46.2.59
ΖύγισηΣωλήνων
46.2.60 Ενημέρωση ΦόρμαςΠαραγ. Σωλήνων(Πληρ. Σύστημα)
46.2.63
ΤαξινόμησηΣωλήνων
46.2.62Μέτρηση Μήκους
Σωλήνων
46.2.61
& &
Διάγραμμα 4-19: Μοντελοποίηση UOB 6.1.46 (Συμπλήρωση Μετρολογίου) Ανασχεδιασμός 4ου επιπέδου

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 149
Παρατηρώντας κανείς το Μετρολόγιο και τη Φόρμα συνάγει το συμπέρασμα
δυνατότητας απαλοιφής του Πλαισίου Βασικής Συμπεριφοράς «Ενημέρωση Φορμας
Παραγωγή Σωλήνων ΠΣ». Αναφερόμενοι στο μοντέλο, εξαιτίας των σχέσεων απλής
χρονικής ακολουθίας η Ενημέρωση της Φόρμας μπορεί να συμβεί αμέσως μετά την
Ταξινόμηση των Σωλήνων καθιστώντας με τον τρόπο αυτό το έγγραφο περιττό.
Άλλωστε η συγκεκριμένη υπολογιστική εφαρμογή (3.5.2) παρέχει κατά πολύ
περισσότερο αρτιότερη και σε πραγματικούς χρόνους πληροφόρηση για τα στοιχεία
της τελικής φάσης της παραγωγικής διαδικασίας (συνολικά ποσοστά κατηγοριών
παραχθέντων σωλήνων, αρίθμηση αποδεκτών σωλήνων κ.α.)
Στο επόμενο ανασχεδιασμένο μοντέλο επιχειρηματικών διαδικασιών ανάλυσης της
διαδικασίας Συμπλήρωση Μετρολογίου (Διάγραμμα 4.19), παρατίθεται μια
εναλλακτική μεθοδολογία ακολουθίας ενεργειών. Ακόμη, η εν λόγω διαδικασία
αναλύεται περαιτέρω με τη χρήση διαγραμμάτων υπάρχουσας και προτεινόμενης
διαδικασίας (Διαγράμματα 4.20, 4.21). Με τη βοήθεια αυτής της γραφικής
απεικόνισης διαδοχής των ενεργειών παρατηρούμε τη μείωση τους από 6 σε 5. Με τη
σταδιακή απαλοιφή του συγκεκριμένου εγγράφου η Εταιρία θα μειώσει ακόμα
περισσότερο τα απαιτούμενα για τη διεκπεραίωση της παραγωγικής διαδικασίας
έγγραφα, καθιστώντας την ακόμα πιο ευέλικτη.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 150
Ενέργεια 1Προσωρινή Αποθήκευση σε ράμπα διενέργειαςελέγχων
Ενέργεια 2Ζύγιση Σωλήνων
Ενέργεια 3Μέτρηση Μήκους Σωλήνων
Ενέργεια 4Ταξινόμηση Σωλήνων (Ο.Κ.,SHORT, EXCESS,STOCK)
Ενέργεια 5Συμπλήρωση Μετρολογίου
Ενέργεια 6Ενημέρωση της φόρμας Παραγωγή Σωλήνωντου ΠΣ
Ενέργεια 7
Ενέργεια 8
Ενέργεια 9
Ενέργεια 10
ΔΙΑΓΡΑΜΜΑ ΔΙΑΔΙΚΑΣΙΑΣ Συμπλήρωση ΜετρολογίουΥπάρχουσα μέθοδοςΑρ.διαδικασίας:6.1.46
Διάγραμμα 4-20: Διάγραμμα διαδικασίας συμπλήρωσης Μετρολογίου (Υπάρχουσα μέθοδος).

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 151
Ενέργεια 1Προσωρινή Αποθήκευση σε ράμπα διενέργειαςελέγχων
Ενέργεια 2Ζύγιση Σωλήνων
Ενέργεια 3Μέτρηση Μήκους Σωλήνων
Ενέργεια 4Ταξινόμηση Σωλήνων (Ο.Κ.,SHORT, EXCESS,STOCK)
Ενέργεια 5Ενημέρωση της φόρμας Παραγωγή Σωλήνωντου ΠΣ
Ενέργεια 6
Ενέργεια 7
Ενέργεια 8
Ενέργεια 9
Ενέργεια 10
ΔΙΑΓΡΑΜΜΑ ΔΙΑΔΙΚΑΣΙΑΣ Συμπλήρωση ΜετρολογίουΠροτεινόμενη μέθοδοςΑρ.διαδικασίας:6.2.46
Διάγραμμα 4-21: Διάγραμμα διαδικασίας συμπλήρωσης Μετρολογίου (Προτεινόμενη μέθοδος)
Συμπερασματικά, η διαδικασία μετάβασης συγκεκριμένων επιχειρηματικών
διαδικασιών που σχετίζονται με τους 2 εγκατεστημένους υπολογιστικούς σταθμούς
εργασίας, σε μια ανασχεδιασμένη βελτιωμένη μορφή ακολούθησε τα εξής στάδια.
Αρχικά ορίσαμε το υπό-παρατήρηση επιχειρησιακό σύστημα και τις διαδικασίες
από τις οποίες απαρτίζεται, έτσι ώστε να κατανοήσουμε το αντικείμενο
μοντελοποίησης (μονάδα κατασκευής σωλήνων ERW). Στη συνέχεια με τη βοήθεια
συνεντεύξεων, απόκτησης δεδομένων από τα έγγραφα και το πληροφοριακό σύστημα
και ιδίας εμπειρίας οργανώθηκε με δομημένο τρόπο η διεξοδική ανάλυση του
συστήματος (κεφάλαιο 2). Ακολούθησε, η μοντελοποίηση των γενικών διαδικασιών

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 152
(Process Modeling) και (σε μεγαλύτερο ιεραρχικό επίπεδο) των επιχειρηματικών
διαδικασιών, οι οποίες υποστηρίζονται από real time πληροφοριακή υποστήριξη, με
τη χρήση του μεθοδολογικού πλαισίου IDEF 3. Με τη βοήθεια του μοντέλου
διαπιστώθηκαν επικαλύψεις δραστηριοτήτων στην παραγωγική ροή, γεγονός που
οδήγησε στον ανασχεδιασμό και βελτίωση των διαδικασιών αυτών (Process
improvement). Τέλος με μια γραφική απεικόνιση εκτέλεσης διαδικασιών,
υποδείχθηκε στα διαγράμματα διαδικασίας προτεινόμενης μεθόδου η νέα αλληλουχία
ενεργειών (Process enactment).
4.4 Γενική Ανασχεδιαστική Πρόταση για την Εγκατάσταση Νέων Υπολογιστικών Σταθμών Εργασίας
4.4.1 Εισαγωγή Στη μοντελοποίηση της διαδικασίας Συμπλήρωση Μετρολογίου κατά IDEF 3
καταλήξαμε σε ένα ανασχεδιασμένο μοντέλο επιχειρηματικών διαδικασιών, το οποίο
αποκλείει το έγγραφο Μετρολόγιο από την εξελικτική πορεία των παραγωγικών
δραστηριοτήτων. Ακόμη, οι ενέργειες που συνέθεταν το Πλαίσιο Βασικής
Συμπεριφοράς 6.2.46 είναι πλέον 5. Αξίζει να προχωρήσουμε τη μελέτη της
διαδικασίας αυτής ακόμα περισσότερο με σκοπό να οδηγηθούμε σε πιο ριζικές
αλλαγές των επιχειρηματικών της διαδικασιών.
Στο προτεινόμενο διάγραμμα διαδικασίας παρατηρούμε πως η τέταρτη στη σειρά
ενέργεια (UOB 46.2.62) αφορά την ταξινόμηση των σωλήνων σε μια εκ των
τεσσάρων κατηγοριών (O.K., EXCESS, SHORT, STOCK) με βάση την τήρηση των
ποιοτικών προδιαγραφών που έχουν τεθεί από τον πελάτη. Άλλωστε αν παρατηρήσει
κανείς τη Φόρμα Παραγωγή Σωλήνων θα διαπιστώσει πως η ενέργεια ταξινόμησης
επαναλαμβάνεται και στο επίπεδο του Πληροφοριακού Συστήματος αφού ο ζυγιστής
επιλέγει από το pull – down menu μια εκ των ACCEPTED, RU, EXCESS, RI,
STOCK. Ο ζυγιστής και χρήστης της συγκεκριμένης Custom form λοιπόν, μετά τη
μέτρηση του μήκους του σωλήνα την ταξινομεί αφενός στο Μετρολόγιο αφετέρου
στη Φόρμα. Προκύπτει συνεπώς μια παράλληλη δραστηριότητα παρόμοιου
περιεχομένου που αφορά την επιλογή της ποιότητας του κάθε σωλήνα στην τελική
φάση.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 153
Σε αυτό το σημείο γίνεται ο παρακάτω συλλογισμός, ο οποίος θα αποκαλύψει την
ανάγκη ενίσχυσης του real time υπολογιστικού δικτύου σταθμών εργασίας.
Εκκινώντας από το θεωρητικό υπόβαθρο που θέλει την έννοια ποιότητα τελικού
προϊόντος να «κτίζεται» κατά τη διάρκεια εξέλιξης της παραγωγικής δραστηριότητας
(όπως στην ουσία γίνεται στη γραμμή παραγωγής ERW), ας εφαρμόσουμε νοητά το
κτίσιμο αυτό και στα πλαίσια λειτουργίας του Πληροφοριακού Συστήματος. Θα
αποφύγουμε έτσι, αρχικά μόνο θεωρητικά, την τελική τιτλοδότηση κατηγορίας
ποιότητας στον κάθε σωλήνα, σαν να πρόκειται για ένα ακόμη shipping mark.
4.4.2 Ανάπτυξη συλλογιστικής ανασχεδιασμού Οι σταθμοί εργασίας της μονάδας παραγωγής κατασκευής σωλήνων ευθείας ραφής
βρίσκονται εγκατεστημένοι στο αρχικό και το τελικό στάδιο της μεταποιητικής
δραστηριότητας. Γίνεται συνεπώς σαφές (και από όλα όσα έχουν προαναφερθεί) πως
το περιεχόμενο λειτουργίας τους θα αφορά την καταγραφή και το συνεπαγόμενο
έλεγχο των τσερκιών (σταθμός εργασίας Τροφοδοτικού) και των παραχθέντων
σωλήνων (σταθμός εργασίας Μετρολογίου).
Η οντότητα έλασμα, (χρησιμοποιούμε τον όρο οντότητα στα πλαίσια ένταξης του
παρακάτω προβληματισμού σε θέματα που αφορούν ροή πληροφοριών σε
υπολογιστικά δίκτυα) από τη στιγμή που ξετυλίγεται και καταχωρείται ο σειριακός
της αριθμός “χάνεται” από το δίκτυο των υπολογιστών μέχρι την επανεμφάνιση της
στο Μετρολόγιο με τη μορφή πλέον, σωλήνων. Το μορφοποιημένο έλασμα μετά τη
διαδικασία του κινητού κοπτικού διακριτοποιείται σε αρκετούς σωλήνες (νέα
οντότητα), οι οποίοι εντάσσονται στον ηλεκτρονικό φάκελο Παραχθέντων Σωλήνων
(Αρχείο Προγραμματισμού Παραγωγής), μόλις στην τελική καταγραφή που γίνεται
από το σταθμό εργασίας του Μετρολογίου. Σημειώνεται εξάλλου πως κάθε ένας από
τους σωλήνες ακολουθεί διαφορετική πορεία εντός των χώρων κατεργασίας και
ελέγχων της μονάδας ERW, εξαιτίας της φύσης των δειγματοληπτικών ή μη,
ποιοτικών ελέγχων. Κατά συνέπεια η δυνατότητα ηλεκτρονικής ιχνηλασιμότητας
(electronic traceability) των σωλήνων και των στοιχείων που τους προσδιορίζουν
δεν υποστηρίζεται από τους υπάρχοντες σταθμούς εργασίας.
Πριν προχωρήσουμε το συλλογισμό αυτό, αξίζει να υπενθυμίσουμε τη διαδικασία
καταχώρισης της ταυτότητας κάθε σωλήνα στα αντίστοιχα πεδία (α, β, γ) της Φόρμας

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 154
του Μετρολογίου, πριν συμπληρωθούν τα πεδία Ποσότητα και Ποιότητα. Με τον
τρόπο αυτό ο ζυγιστής εισάγει το δεδομένο ταυτότητα σωλήνα στο Πληροφοριακό
Σύστημα, προσδιορίζοντας έτσι την ύπαρξη της οντότητας σωλήνας για πρώτη
φορά στο τέλος σχεδόν της παραγωγικής διαδικασίας.
Γίνεται λοιπόν, εκ των πραγμάτων κατανοητός ο σημαντικός ρόλος εγκατάστασης
ενός νέου υπολογιστικού σταθμού εργασίας (Η/Υ) στο χώρο που προηγείται της
Ισιωτικής μηχανής σωλήνων, δηλαδή στη ράμπα προσωρινής αποθήκευσης σωλήνων
με σκοπό τη δημιουργία και την αναγραφή στο στέλεχος τους, της ταυτότητας τους.
Στο σημείο αυτό με τη χρήση μιας υπολογιστικής γεννήτριας ταυτοτήτων μορφής γ
α/β, η λειτουργία της οποίας θα διέπεται από τους ισχύοντες κανόνες δημιουργίας
ταυτοτήτων, θα δημιουργούνται οι ταυτότητες των σωλήνων. Οι ταυτότητες θα
δημιουργούνται με τη βοήθεια του ηλεκτρονικού υπολογιστή εκμηδενίζοντας έτσι το
έως τώρα πιθανό ανθρώπινο αριθμητικό σφάλμα. Το σημαντικότερο όλων όμως και
απώτερος στόχος του προτεινόμενου σταθμού εργασίας είναι πως οι ταυτότητες των
σωλήνων δε θα δημιουργούνται απλά για να αναγράφονται στα στελέχη των
σωλήνων αλλά θα έχουν τη δυνατότητα δικτυακής τους κυκλοφορίας στο
Πληροφοριακό Σύστημα με τη μορφή αριθμητικού δεδομένου. Υπενθυμίζεται στον
αναγνώστη πως στα παραπάνω συμπεράσματα καταλήξαμε εκκινώντας από τη
δεύτερη μοντελοποίηση τετάρτου επιπέδου της παραγωγικής διαδικασίας κατά IDEF
3, γεγονός που φανερώνει τη σημασία και την έκταση εποικοδομητικής χρήσης των
αποτελεσμάτων μιας τέτοιας μορφής μοντελοποίησης.
Η γέννηση της ταυτότητας με ηλεκτρονικό τρόπο στο προτεινόμενο ανασχεδιασμένο
σύστημα αποτελεί το πρώτο βασικό βήμα δυνατότητας ηλεκτρονικού εντοπισμού
κάθε χρονική στιγμή κάθε σωλήνα, ο οποίος βρίσκεται σε κάποια φάση της
μεταποιητικής δραστηριότητας εντός της παραγωγικής μονάδας ERW. Αν
θεωρήσουμε το αριθμητικό δεδομένο ταυτότητα σωλήνα σαν μια οντότητα, στην
οποία προσαρτώνται και άλλα χαρακτηριστικά (Διάγραμμα 4.23) τότε οδηγούμαστε
στα εξής. Η δικτυακή πορεία του αριθμητικού δεδομένου ταυτότητα σωλήνα από
τα κρίσιμα σημεία ελέγχου (quality control points) θα προσέδιδε (με τη βοήθεια
ηλεκτρονικών υπολογιστών) στο δεδομένο αυτό τα αποτελέσματα όλων των
διενεργηθέντων ποιοτικών ελέγχων, καθορίζοντας πλήρως αυτοματοποιημένα
την τελική ποιότητα, με την οποία θα χαρακτηρίζεται ο σωλήνας.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 155
ΠΑΡΑΓΩΓΙΚΗ ΔΙΑΔΙΚΑΣΙΑ
ΤΣΕΡΚΙ
ΣΩΛΗΝΕΣΤΕΛΙΚΟΠΡΟΪΟΝ
Σταθμός εργασίας Τροφοδοτικού
Σταθμός εργασίας Μετρολογίου
Σταθμός εργασίας Ταυτοποίησης σωλήνων
ΠΑΡΑΓΩΓΙΚΗ ΔΙΑΔΙΚΑΣΙΑ
ΤΣΕΡΚΙ
ΣΩΛΗΝΕΣΤΕΛΙΚΟΠΡΟΪΟΝ
Σταθμός εργασίας Τροφοδοτικού
Σταθμός εργασίας Μετρολογίου
(Απόδοση σημείου ποιότητας)ΔΙΑΚΡΙΤΟΙΣΩΛΗΝΕΣ
Σταθμός εργασίας Υδραυλικού δοκιμαστηρίου
Σταθμός εργασίας Ελέγχου Υπερήχων
Σταθμός εργασίας Οπτικού Ελέγχου
Απόδοση χαρακτηριστικών ποιότητας σε πραγματικό χρόνο
Διάγραμμα 4-22: Υποστήριξη της παραγωγικής διαδικασίας από το υπολογιστικό δίκτυο
(Υπάρχουσα & προτεινόμενη μέθοδος)
4.4.3 Η πορεία της οντότητας σωλήνας από τους σταθμούς ποιοτικού ελέγχου
Όπως αναλύθηκε εκτενώς στο κεφάλαιο 2, οι κρίσιμοι ποιοτικοί έλεγχοι των
σωλήνων είναι ο έλεγχος της ραφής με τη βοήθεια υπερήχων (Ultrasonic Test) και ο
οπτικός έλεγχος, για τα αποτελέσματα της διενέργειας του οποίου βαρύνουσα
σημασία έχουν η υδραυλική δοκιμή και το Flattening test.
Θεωρώντας πως το δεδομένο γ α/β διαπερνά σειριακά όλους αυτούς τους σταθμούς
ποιοτικών ελέγχων, τότε αποκτά από τον καθένα το σημείο που καταδεικνύει το
αποτέλεσμα του συγκεκριμένου ποιοτικού ελέγχου που έγινε στο σωλήνα με
ταυτότητα γ α/β.
Σε πρώτη φάση, αμέσως μετά την Ισιωτική μηχανή σωλήνων ακολουθεί ο
δειγματοληπτικός έλεγχος Flattening test. Η εγκατάσταση ενός νέου σταθμού

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 156
εργασίας (Η/Υ) σε αυτό το σημείο προσεγγίζει το ισχύον πλαίσιο εργασίας ως εξής.
Στο προαναφερθέντα νέο σταθμό εργασίας ταυτοποίησης των σωλήνων
δημιουργείται μια βάση δεδομένων αποτελούμενη από όλες της ταυτότητες σωλήνων
συγκεκριμένης εντολής παραγωγής. Αυτή η βάση δεδομένων μεταφέρεται δικτυακά
στο σταθμό εργασίας Flattening test και ο χειριστής της πρέσας την ενημερώνει για
τα αποτελέσματα των ελέγχων της αρμοδιότητας του.
Στο προτεινόμενο σύστημα οι δειγματοληπτικοί έλεγχοι δεν ενημερώνονται στον
ελεγκτή του Οπτικού Ελέγχου τηλεφωνικά (εκμηδενίζοντας πιθανά σφάλματα) αλλά
και πάλι δικτυακά σε αντίστοιχο σταθμό εργασίας στο σημείο Οπτικού Ελέγχου.
Συνάγεται έτσι η ανάγκη εγκατάστασης νέου υπολογιστικού σταθμού εργασίας και
στο χώρο του Οπτικού Ελέγχου, αλλά η πρόταση αυτή θα επανεμφανιστεί στη
συνέχεια.
Συγκρίνοντας το ισχύον και το προτεινόμενο πλαίσιο εργασίας σε σχέση με τους
χρόνους πλήρους διεκπεραίωσης του Flattening test, προκύπτει πως η συνολική
χρονική διάρκεια χαρακτηρισμού ενός εκάστου σωλήνα με το σημείο αποδοχής ή
απόρριψης για το συγκεκριμένο έλεγχο θα είναι αισθητά μειωμένοι. Στην ισχύουσα
κατάσταση ο συνολικός χρόνος διεκπεραίωσης του ελέγχου δίνεται από τη σχέση:
Tολικό = t1(χρόνος ελεγκτικής δραστηριότητας στην πρέσα) + t2(χρόνος τηλεφωνικής
ενημέρωσης ελεγκτή Οπτικού Ελέγχου) + t3(χρόνος τοποθέτησης μπλε σημείου στη
μπάρα προσωρινής αποθήκευσης πριν τον Οπτικό Έλεγχο),
ενώ με την εγκατάσταση του νέου υπολογιστικού σταθμού εργασίας Flattening
test, η αυτοματοποίηση ροής της πληροφορίας θα οδηγήσει σε ένα συνολικό χρόνο
Τολικό = t1(χρόνος ελεγκτικής δραστηριότητας στην πρέσα).
Καθώς οι σωλήνες συνεχίζουν την πορεία τους εντός της μονάδας παραγωγής ERW,
ο επόμενος σταθμός ποιοτικού ελέγχου είναι το υδραυλικό δοκιμαστήριο. Η αστοχία
ή μη του σωλήνα στον έλεγχο αυτό θα προσδώσει στην οντότητα σωλήνας και
συνεπώς πληροφοριακά στο δεδομένο ταυτότητα σωλήνα ένα ακόμη
χαρακτηριστικό. Η πρόταση εγκατάστασης ενός νέου υπολογιστικού σταθμού
εργασίας στο χώρο της υδραυλικής δοκιμής συνάγεται από τα παρακάτω.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 157
Φάκελος Στοιχεία Χρήστη
Διασταύρωση στοιχείων
Ενημέρωση βάσηςδεδομένων σωλήνων
Ενημέρωση εικονικήςαποθήκης σωλήνων μετά την
υδραυλική δοκιμή
Ταυτότητες σωλήνων
ΥδραυλικόΔοκιμαστήριο
Καταφραφικήσυσκευή
Χρονική διάρκεια υπό υδραυλική πίεση
Μέγεθοςυδραυλικής πίεσης
Αποτέλεσμα υδραυλικής δοκιμής
Διάγραμμα 4-23: Απόδοση σημείου αποτελέσματος υδραυλικής δοκιμής από τον προτεινόμενο υπολογιστικό σταθμό εργασίας του Υδραυλικού δοκιμαστηρίου σε πραγματικό χρόνο.
Ο κάθε σωλήνας φτάνει στο χώρο της δοκιμής ενώ η βάση δεδομένων των
ταυτοτήτων μεταφέρεται μέσω του δικτύου από το σταθμό εργασίας της Ισιωτικής
μηχανής σωλήνων στο σταθμό εργασίας Υδραυλικού δοκιμαστηρίου. Ο χειριστής θα
αναγνωρίζει την αναγραφόμενη ταυτότητα στο εσωτερικό του στελέχους του
σωλήνα, θα την επιλέγει σε μια πρότυπη Custom form και στη συνέχεια θα
διενεργείται η αμιγώς ελεγκτική δραστηριότητα. Υπενθυμίζεται στον αναγνώστη πως
το Υδραυλικό δοκιμαστήριο συνδέεται με την καταγραφική συσκευή, η οποία
καταγράφει συνεχώς αφενός το μέγεθος της υδραυλικής πίεσης, αφετέρου τη χρονική
διάρκεια παραμονής του σωλήνα υπό πίεση. Στο νέο σύστημα προτείνεται να
συνδεθεί η καταγραφική συσκευή με τον υπολογιστικό σταθμό εργασίας και συνεπώς
με το λογισμικό που τον υποστηρίζει. Η σύνδεση αυτή έγκειται στο γεγονός
διασταύρωσης των προδιαγραφών του πελάτη για τη συγκεκριμένη και των
πραγματικών αποτελεσμάτων του ελέγχου. Η διασταύρωση των στοιχείων αυτών σαν
εσωτερική συστημική διαδικασία θα “αποφασίζει” για την αστοχία ή μη του ελέγχου
και θα αποδίδει στο σωλήνα γ α/β το σημείο αποδοχής ή απόρριψης του.
Σε αυτό το σημείο πρέπει να γίνει μια αρκετά σημαντική παρατήρηση. Κατά πρώτον,
θα αναρωτιέται κανείς πως θα πραγματοποιείται η διασταύρωση των στοιχείων της

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 158
καταγραφικής συσκευής και των προδιαγραφών για την απόδειξη της συμβατότητας
ή μη των πραγματικών αποτελεσμάτων του ελέγχου. Τα στοιχεία αυτά θα
μεταβιβάζονται στον εν λόγω υπολογιστικό σταθμό εργασίας από το αρχείο του
Προγραμματισμού Παραγωγής και πιο συγκεκριμένα από το Φάκελο Στοιχεία Χρήστη.
Έως τώρα ο φάκελος αυτός περιείχε στοιχεία αποκλειστικά για τις ποσοστώσεις των
επιτρεπτών αποκλίσεων μήκους, αφού η ποιότητα οριζόταν μονοδιάστατα στο
σταθμό εργασίας του Μετρολογίου. Στο νέο σύστημα ο φάκελος αυτός χρίζει
επιτακτικής αναβάθμισης αφού αποτελεί τον κινητήριο μοχλό του προτεινόμενου
συστήματος υπολογιστικών σταθμών ποιοτικού ελέγχου. Χωρίς τη δικτυακή
τροφοδότηση των στοιχείων των αποκλίσεων του εκάστοτε ελέγχου ακυρώνεται
ουσιαστικά η δυνατότητα διασταύρωσης των ομάδων δεδομένων και ο υπολογιστής
δεν έχει τη δυνατότητα αυτοματοποιημένης απόδοσης του σημείου αστοχίας ή μη
στον γ α/β (Διάγραμμα 4.24).
Οι σωλήνες μετά την υδραυλική δοκιμή οδηγούνται στο χώρο ελέγχου της ραφής με
τη βοήθεια της τεχνολογίας υπερήχων. Στην ηλεκτρονική του ταυτότητα έχει
αποδοθεί το σημείο αποδοχής ή απόρριψης του Υδραυλικού Ελέγχου (στο ισχύον
σύστημα έστω Λευκό σημείο ή Δ αντίστοιχα). Ο νέος προτεινόμενος υπολογιστικός
σταθμός εργασίας του ελέγχου Ultrasonic θα διέπεται από ένα ανάλογο με το
προαναφερθέν πλαίσιο εργασίας. Το λογισμικό του υπολογιστή θα συνδεθεί με την
καταγραφική συσκευή αποδίδοντας έτσι σε κάθε ταυτότητα τον αριθμό των
εντοπιζόμενων σε δεδομένη συχνότητα σφαλμάτων και το ακριβές σημείο που
βρίσκονται σε εύρος 1 ίντσας δεξιά και αριστερά της ραφής. Τα πραγματικά (real
time) αποτελέσματα των ελέγχων θα διασταυρώνονται με βάση τα αντίστοιχα πεδία
του Φακέλου Στοιχεία Χρήστη του αρχείου Προγραμματισμού Παραγωγής. Εν
συνεχεία, ο υπολογιστής θα αποδίδει στην ταυτότητα ενός εκάστου σωλήνα το
σημείο AU (για τον επιτυχή έλεγχο υπερήχων) ή RU (για τον ανεπιτυχή έλεγχο
υπερήχων).
Σύμφωνα με τη ροή της παραγωγικής δραστηριότητας, οι σωλήνες συνεχίζουν την
πορεία τους προς το σημείο του Οπτικού Ελέγχου, η βάση δεδομένων του οποίου έχει
ενημερωθεί ή αναμένει ενημέρωση από το σταθμό εργασίας του Flattening test για τα
αποτελέσματα του συγκεκριμένου ελέγχου. Στη φάση αυτή, ο χειριστής θα αρκείται
πλέον μόνο στις ελεγκτικές ενέργειες που εμπίπτουν στην αρμοδιότητα του (έλεγχος

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 159
ευθύτητας, οβαλότητας, κατάστασης επιφάνειας κ.α.) και σε συνάρτηση με το
εξαγόμενο μέχρι τώρα, μέσω εσωτερικών συστημικών διαδικασιών συνολικό
αποτέλεσμα χαρακτηρισμού ποιότητας των σωλήνων, θα αποδίδει στον σωλήνα το
σημείο ΑΙ ή RΙ.
Τέλος, στον ήδη υπάρχοντα σταθμό εργασίας του Μετρολογίου, ο ζυγιστής θα
μετράει απλώς το μήκος του σωλήνα, το μοναδικό τελικό ποιοτικό χαρακτηριστικό
που θα αποδίδει στον σωλήνα πριν την έξοδο του από τη μονάδα παραγωγής ERW. Η
Custom form του Μετρολογίου δε θα έχει πλέον την υπάρχουσα μορφή (κατάργηση
πεδίων ταυτότητας, επιλογής ποιότητας, πίνακα παραμέτρων μήκους) λόγω των
προτεινόμενων αλλαγών στη δικτυακή διάταξη των σταθμών εργασίας. Η
συμπλήρωση του πεδίου του μετρούμενου μήκους, θα καθορίζει στο νέο σύστημα
αυτοματοποιημένα την κατηγοριοποίηση των σωλήνων σε ACCEPTED, EXCESS ή
SHORT. Στο διάγραμμα 4.25 παρουσιάζεται σχηματικά η σταδιακή δόμηση των
ποιοτικών χαρακτηριστικών των σωλήνων κατά τη ροή τους από τους έξι σταθμούς
εργασίας. Αξίζει να παρατηρηθεί η απόδοση των σημείων αποδοχής ή απόρριψης
κάθε ελέγχου στη βάση δεδομένων ταυτοτήτων των σωλήνων. Σημειώνεται πως τα
γκρι πλαίσια αφορούν ασύμβατα αποτελέσματα ελέγχων και συνεπώς η πιθανότητα
ύπαρξης των εν λόγω συνδυασμών είναι μηδαμινή. Στο διάγραμμα 4.24, 4-25
παρουσιάζεται σχηματικά η σταδιακή δόμηση των ποιοτικών χαρακτηριστικών των
σωλήνων κατά τη ροή τους από τους έξι σταθμούς εργασίας. Παρατηρούμαι την
απόδοση των σημείων αποδοχής ή απόρριψης κάθε ελέγχου στη βάση δεδομένων
ταυτοτήτων των σωλήνων. Σημειώνεται πως τα γκρι πλαίσια περιέχουν ασύμβατα
αποτελέσματα ελέγχων και συνεπώς η πιθανότητα ύπαρξης των εν λόγω συνδυασμών
είναι μηδενική.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 160
Σταθμός εργασίας Τροφοδοτικού
Σταθμός εργασίας Ταυτοποίησης σωλήνων
Σταθμός εργασίας Υδραυλικής δοκιμής Σταθμός εργασίαςFlattening test
Σταθμός εργασίας Ελέγχου Υπερήχων
Heat No Coil No
α/α τσερκιού
γ α/β γ α/β
γ α/β γ α/β
Λευκό Δ
Σταθμός εργασίας Οπτικού Ελέγχου
ΔΛευκό
γ α/β γ α/β
AU
RU
AU
RU
γ α/β γ α/β
Σταθμός εργασίας Μετρολογίου
ΔΛευκό
AU
RU
AU
RU
AI
RI
AI
RI
AI
RI
AI
RI
FΜπλε
γ α/β
Διάγραμμα 4-24: Σχηματισμός βάσης δεδομένων ταυτοτήτων σωλήνων κατά τη ροή τους από κάθε υπολογιστικό σταθμό εργασίας.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 161
γ α/β
Σταθμός εργασίας Μετρολογίου
Δ
RU
AU
RI
RI
RU
RI
AI
RI
AU
γ α/β
Λευκό
AI
Λευκό
AU
AI
γ α/β
Λευκό
AU
RI
γ α/β
Μήκος εντόςπροδιαγραφών
Μήκος
γ α/β
Λευκό
RU
AI
Μήκος
γ α/β
Λευκό
RU
RI
Μήκος
γ α/β
Δ
AU
AI
AI
Μήκος
γ α/β
Δ
AU
RI
Μήκος
γ α/β
Δ
RU
AI
Μήκος
AI
Δ
γ α/β
RU
RI
Μήκος
STOCKSTOCK
Μήκος εκτόςπροδιαγραφών SHORT
O.K.
EXCESS
Διάγραμμα 4-25: Σχηματισμός βάσης δεδομένων ταυτοτήτων σωλήνων κατά τη ροή τους από κάθε υπολογιστικό σταθμό εργασίας (Συνέχεια).

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 162
4.5 Η Μεθοδολογία Μοντελοποίησης Επιχειρηματικών Λειτουργιών Integrated DEFinition 0
Αφού προσδιορίσαμε την ανασχεδιαστική πρόταση εγκατάστασης τεσσάρων νέων
υπολογιστικών σταθμών εργασίας παρακολούθησης σε πραγματικό χρόνο των
ποιοτικών χαρακτηριστικών του σωλήνα, συνεχίζουμε μοντελοποιώντας το νέο αυτό
σύστημα σύμφωνα με τη μεθοδολογία Integrated DEFinition 0 (IDEF 0). Η
μεθοδολογία IDEF 0, αποτελεί μέρος της ευρύτερης οικογένειας μεθόδων
μοντελοποίησης IDEF και διέπεται όπως και η IDEF 3 από ένα σύνολο ορισμών και
κανόνων. Στη συνέχεια θα αναλυθεί το σύνολο των συντακτικών κανόνων για τη
χρήση της μεθοδολογίας ώστε στο τέλος της ενότητας αυτής να παρατεθεί η
τεκμηρίωση (το μοντέλο) των προτεινόμενων επιχειρηματικών λειτουργιών.
4.5.1 Ανάλυση της μεθοδολογίας μοντελοποίησης IDEF 0 Ένα μοντέλο IDEF 0 δίνει απάντηση στο ερώτημα “τι κάνει” η επιχείρηση, δηλαδή
με ποιόν τρόπο επιδιώκει την επίτευξη των στόχων της. Επομένως η εν λόγω
μοντελοποίηση αποσκοπεί στην περιγραφή των διάφορων επιχειρηματικών
λειτουργιών και των μεταξύ τους σχέσεων, και όχι του ακριβούς τρόπου με τον οποίο
εκτελείται μια διαδικασία. Ο αναγνώστης είχε την ευκαιρία να μελετήσει το μοντέλο
επιχειρηματικών διαδικασιών IDEF 3, το οποίο απαντά στο ερώτημα “πως κάνει η
επιχείρηση κάτι”, δηλαδή τα συγκεκριμένα στάδια/ βήματα εκτέλεσης μιας
διαδικασίας.
Τα μοντέλα που δημιουργούνται βάσει της μεθοδολογίας IDEF 0 καταγράφουν τόσο
τις λειτουργίες που λαμβάνουν χώρα σε μια επιχείρηση και τις μεταξύ τους σχέσεις,
όσο και τα πληροφοριακά δεδομένα που απορρέουν από αυτές τις συσχετίσεις. Τα
μοντέλα IDEF 0 μπορούν να χρησιμοποιηθούν σε προσπάθειες ολοκλήρωσης των
επιχειρήσεων ή κατανόησης ενός νέου βελτιωμένου τρόπου λειτουργίας τους.
4.5.1.1 Τα βασικά χαρακτηριστικά της μεθοδολογίας μοντελοποίησης
IDEF 0
Τα βασικά χαρακτηριστικά της μεθοδολογίας μοντελοποίησης IDEF 0 συνοψίζονται
στα εξής:

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 163
1. Τα μοντέλα είναι απαλλαγμένα από περιορισμούς στην αλληλουχία των
δραστηριοτήτων (το χρονικό στοιχείο των διαδικασιών, το οποίο υπάρχει
στην IDEF 3).
2. Η γλώσσα IDEF 0 είναι απλή και λιτή ως προς τα σημασιολογικά στοιχεία και
τα σύμβολα που χρησιμοποιεί και αποτελεί ένα διαγραμματικό τρόπο
παρουσίασης των επιχειρηματικών διαδικασιών. Πιο συγκεκριμένα
χρησιμοποιούνται δύο μόνο γραφικά στοιχεία: τα πλαίσια και τα βέλη. Τα
πλαίσια χρησιμοποιούνται για την απεικόνιση των λειτουργιών που
θεωρούνται επιχειρηματικές οντότητες, ενώ τα βέλη χρησιμοποιούνται για να
αποδώσουν τις σχέσεις μεταξύ των λειτουργιών.
3. Το βασικό συντακτικό στοιχείο στην IDEF 0 είναι το πλαίσιο Εισροών –
Ελέγχων – Εκροών – Μηχανισμών ή πλαίσιο ΕΕΕΜ (Inputs – Constraints –
Outputs – Mechanisms ή ICOM box), το οποίο παρουσιάζεται στο παρακάτω
διάγραμμα.
4. Τα μοντέλα IDEF 0 ακολουθούν μια ιεραρχική δομή που αναπτύσσεται από
τα γενικά προς τα εξειδικευμένα (top – down approach).
Έλεγχος
Εισροή Έξοδος
Μηχανισμός
Διάγραμμα 4-26: Το πλαίσιο ΕΕΕΜ.
4.5.1.2 Η απεικόνιση των σχέσεων
Για να αποκτήσει νόημα η μοντελοποίηση των διαδικασιών πρέπει κάθε διαδικασία
να μελετάται σε σχέση με τις εισροές και τις εκροές της και να συνδέεται με τις
υπόλοιπες, ώστε να συγκροτείται η συνολική επιχειρηματική δράση.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 164
Η σχέσεις μεταξύ των οντοτήτων απεικονίζονται με βέλη. Τα βέλη συμβολίζουν είτε
άλλες επιχειρηματικές οντότητες είτε πληροφοριακά δεδομένα που συμμετέχουν στη
διεκπεραίωση των επιχειρηματικών διαδικασιών (άνθρωποι, μηχανήματα, πόροι,
κλπ.). Συνεπώς στην IDEF 0 τα βέλη δεν συμβολίζουν σχέσεις χρονικής ακολουθίας
όπως γίνεται στα παραδοσιακά μοντέλα διαδικασιών. Οι σχέσεις διαθέτουν
ονομασίες, οι οποίες βρίσκονται δίπλα στη γραμμή της σύνδεσης και όπως
προαναφέρθηκε κωδικοποιούνται σε τέσσερις κατηγορίες: τις εισροές, τους ελέγχους,
τις εκροές και τους μηχανισμούς.
Οι εισροές της διαδικασίας εμφανίζονται πάντα αριστερά του πλαισίου ΕΕΕΜ και
είναι ανθρώπινοι ή μηχανικοί πόροι, υλικά ή άλλοι πόροι. Το χαρακτηριστικό των
εισροών είναι ότι αναλώνονται, δηλαδή αλλάζουν μορφή στα πλαίσια διεκπεραίωσης
της διαδικασίας. Οι έλεγχοι εμφανίζονται πάντα εισερχόμενοι από το άνω μέρος του
πλαισίου – διαδικασία και μπορεί να αφορούν τις προδιαγραφές διεκπεραίωσής της,
τα καθήκοντα και τις αρμοδιότητες των θέσεων εργασίας ή ακόμα και τους στόχους
της. Οι εκροές εμφανίζονται στα δεξιά του πλαισίου και συνιστούν το παραδοτέο της
διαδικασίας που μπορεί να έχει υλική ή άυλη μορφή όπως μια πρόταση ή ένα σχέδιο.
Τέλος οι μηχανισμοί είναι τα μέσα που εκτελούν το μετασχηματισμό από εισροές σε
εκροές, αλλά δεν αναλώνονται κατά τη διάρκεια του μετασχηματισμού.
Αυτό που πρέπει να σημειώσουμε σε αυτό το σημείο είναι πως όλες οι σχέσεις δεν
είναι υποχρεωτικές για κάθε διαδικασία. Κάθε οντότητα θα πρέπει να έχει
τουλάχιστον ένα έλεγχο και μια εκροή, ενώ οι εισροές και οι μηχανισμοί είναι
σχέσεις προαιρετικές. Ο υποχρεωτικός χαρακτήρας της εκροής έγκειται στο ότι αν
μια δραστηριότητα δεν έχει τουλάχιστον ένα παραδοτέο τότε τίθεται σε αμφιβολία ο
λόγος ύπαρξης της ενώ με το μηχανισμό ελέγχου διασφαλίζεται η γνώση του τρόπου
διεκπεραίωσης της δραστηριότητας.
4.5.1.3 Η απεικόνιση των οντοτήτων
Τα μοντέλα IDEF 0 έχουν ως αντικείμενο τις λειτουργίες, τις διαδικασίες και τις
δραστηριότητες της επιχείρησης. Από τυπική άποψη, η διάκριση αυτή αποδίδει την
ιεραρχική διάρθρωση των εννοιών που σχετίζονται με την επιχειρηματική δράση, με
τις λειτουργίες να αποτελούν την πιο υψηλού επιπέδου έννοια και τις δραστηριότητες
την περισσότερο εξειδικευμένη έννοια. Σημειώνεται όμως πως η διάκριση αυτή είναι

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 165
άτυπη και δεν ακολουθείται με ακρίβεια σε όλες τις προσπάθειες μοντελοποίησης της
επιχειρηματικής δράσης. Όλες αυτές οι έννοιες έχουν ένα κοινό χαρακτηριστικό.
Επεξεργάζονται και μετατρέπουν εισροές σε εκροές και απεικονίζονται με πλαίσια,
τα οποία περιγράφουν τι συμβαίνει στην επιχείρηση.
Τα γνωρίσματα που διακρίνουν τις οντότητες δράσης είναι η ονομασία τους και ο
κωδικός αριθμός τους. Το σύστημα αρίθμησης που ακολουθείται έχει σαν βάση το
γράμμα Α και έναν αριθμό. Με τον τρόπο αυτό, κάθε οντότητα αναγνωρίζεται
μοναδικά σε ολόκληρο το μοντέλο. Πιο συγκεκριμένα, η βασική οντότητα που
υποδηλώνει το περιεχόμενο του μοντέλου αποκαλείται Α0. Η οντότητα Α0
περιλαμβάνει τις οντότητες Α1, Α2, Α3, κοκ.. Με τη σειρά της, η οντότητα Α1
αποτελείται από άλλες οντότητες που κωδικοποιούνται ως Α11, Α12, Α13, κοκ..
4.5.2 Μοντελοποίηση των επιχειρηματικών λειτουργιών στη μονάδα κατασκευής ERW μετά την εγκατάσταση των προτεινόμενων σταθμών εργασίας με τη χρήση της μεθοδολογίας IDEF 0
Αποφεύγοντας την απλή θεωρητική περιγραφή περαιτέρω χαρακτηριστικών του
μεθοδολογικού πλαισίου IDEF 0, κρίθηκε σκόπιμο να παρατεθούν στην ενότητα αυτή
τα διαγράμματα μοντελοποίησης κατά την ανάλυση των οποίων, ο αναγνώστης θα
κατανοήσει καλύτερα την εν λόγω μεθοδολογία μοντελοποίησης. Με τον τρόπο αυτό
θα μελετήσουμε την εφαρμογή του κανονιστικού πλαισίου εκπόνησης των μοντέλων
IDEF 0 σε μια πραγματική περίπτωση.
Το μοντέλο αναπτύσσεται σε βάθος τριών ιεραρχικών επιπέδων, εστιάζοντας την
προσοχή του αναγνώστη στο πλαίσιο λειτουργίας των τεσσάρων νέων υπολογιστικών
σταθμών εργασίας και στην real time υποστήριξη παρακολούθηση της ποιότητας των
σωλήνων, την οποία θα παρέχουν.
Η γενική λειτουργία (διαδικασία Α0) εμφανίζεται στο πρώτο επίπεδο μοντελοποίησης
(διάγραμμα Α – 0), το οποίο παρουσιάζεται στο διάγραμμα ΤΑΔΕ. Το διάγραμμα
περιεχομένου (context diagram), όπως αλλιώς λέγεται αποτελείται από μια οντότητα
– πλαίσιο ΕΕΕΜ, γονέα όλων των επόμενων διαγραμμάτων. Το πλαίσιο αυτό αφορά
τη γενικότερη λειτουργία κατασκευής σωλήνων με τη μέθοδο της ευθείας ραφής
(ERW) πέρα από τα στενά, αμιγώς μεταποιητικά πλαίσια. Οι εισροές της λειτουργίας

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 166
αυτής είναι η άφιξη της παραγγελίας, αφού η εργοστασιακή μονάδα λειτουργεί
αποκλειστικά με βάση το μοτίβο make to order και λογικά οι αναγκαίες πρώτες ύλες
(τσέρκια) για τη διεκπεραίωση της εκάστοτε παραγγελίας. Το σύνολο της
παραγωγικής διαδικασίας εξελίσσεται υποκείμενο, αφενός στις προδιαγραφές του
πελάτη (ποιοτικές, χρόνος και τρόπος παράδοσης έτοιμου προϊόντος), αφετέρου στις
οδηγίες εκτέλεσης των ενεργειών κάθε φάσης της. Άλλωστε, καθοριστική είναι η
συμβολή του μηχανολογικού εξοπλισμού σαν το κύριο μέσο μεταποίησης του
χαλυβδοελάσματος και ελέγχου των σωλήνων καθώς και του Πληροφοριακού
Συστήματος (Διαθέσιμα Πληροφοριακά Στοιχεία). Η επίδραση μέρους των
δυνατοτήτων του Πληροφοριακού Συστήματος στην εξέλιξη της παραγωγικής
διαδικασίας παρουσιάστηκε στο τρίτο κεφάλαιο και έτσι έγινε κατανοητή η σημασία
του μηχανισμού αυτού. Εκροή της οντότητας Α0 στο διάγραμμα Α – 0 είναι το τελικό
προϊόν, δηλαδή οι σωλήνες στη φάση εξόδου τους από τη μονάδα κατασκευής.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 167
Κατασκευή σωλήνων με τη μέθοδο της ευθείας ραφής
A 0
ΟδηγίεςΠροδιαγραφές
Τελικό προϊόν - σωλήνες
Πρώτες ύλες
Παραγγελία
Μηχανολογικός εξοπλισμός Διαθέσιμα ΠληροφοριακάΣτοιχεία
Σκοπός:Τεκμηρίωση και μελέτη επιχειρηματικών διαδικασιών μετά την εγκατάσταση τεσσάρων νέων υπολογιστικών σταθμών παρακολούθησηςποιοτικών χαρακτηριστικών σωλήνων σε πραγματικό χρόνο
Οπτική ενδιαφέροντος: Τμήμα ΠοιοτικούΕλέγχου
ΔΙΑΓΡΑΜΜΑ Α-0 ΠΡΟΤΕΙΝΟΜΕΝΟ REAL TIME ΣΥΣΤΗΜΑ ΠΑΡΑΚΟΛΟΥΘΗΣΗΣ ΠΟΙΟΤΗΤΑΣ ΣΩΛΗΝΩΝ
Διάγραμμα 4-27: Πρώτο επίπεδο μοντελοποίησης IDEF0 - Διάγραμμα Α-0.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 168
Η μοντελοποίηση αυτή θα συνεχιστεί σε δεύτερο και μερικώς σε τρίτο επίπεδο,
αναλύοντας το διάγραμμα περιεχομένου ώστε να τεκμηριωθεί και να γίνει δυνατή
η μελέτη των επιχειρηματικών διαδικασιών της μονάδας κατασκευής σωλήνων
ERW, μετά την εγκατάσταση των νέων υπολογιστικών σταθμών
παρακολούθησης των ποιοτικών χαρακτηριστικών των σωλήνων σε πραγματικό
χρόνο (σκοπός μοντελοποίησης). Είναι σαφής η επιλογή του Τμήματος Ποιοτικού
Ελέγχου ως πρίσμα οπτικής θεώρησης της συγκεκριμένης ανασχεδιαστικής
πρότασης, αφού είναι το καθ’ύλην αρμόδιο Τμήμα.
Συνεχίζοντας τη μοντελοποίηση κατά IDEF 0, οδηγούμαστε στην ανάλυση της
οντότητας Α0 σε τέσσερις επιμέρους λειτουργίες, οι οποίες είναι οι:
Α1:Επεξεργασία Παραγγελίας
Α2:Προγραμματισμός Παραγωγής
Α3:Real time Παρακολούθηση Ποιοτικών Χαρακτηριστικών
A4:Παραγωγική Διαδικασία
Οι οντότητες αυτές συνθέτουν τη λειτουργία της γενικότερης παραγωγικής
διαδικασίας και δεν διέπονται απαραίτητα από το στοιχείο της χρονικής
αλληλουχίας των ενεργειών. Για παράδειγμα η σε πραγματικό χρόνο
παρακολούθηση των ποιοτικών χαρακτηριστικών των σωλήνων (Α3) διενεργείται
παράλληλα με τη παραγωγική διαδικασία (Α4).
Σε αυτό το σημείο και με βάση το δεύτερο αυτό επίπεδο μοντελοποίησης IDEF 0,
πρέπει να γίνουν οι παρακάτω παρατηρήσεις. Στο διάγραμμα Α0 γίνεται χρήση
της έννοιας της κληρονομικότητας των χαρακτηριστικών, που αποτελεί ιδιότητα
των οντοκεντρικών θεωριών. Έτσι οι εισροές της αρχικής οντότητας αποτελούν
εισροές στις οντότητες Α1, Α2, Α3 και Α4 ενώ το ίδιο συμβαίνει και για τις
εκροές, τους ελέγχους και τους μηχανισμούς. Η ιδιότητα αυτή δεν είναι αυστηρή
και υπάρχει περίπτωση εμφάνισης σχέσεων που δεν υπήρχαν σαν εξωτερικές
(διασυνοριακές) της οντότητας του γονέα (π.χ. Υπολογιστικό Δίκτυο). Οι
τέσσερις οντότητες συνδέονται μεταξύ τους με τη χρήση εσωτερικών σχέσεων
που αφορούν κατά το πλείστον πληροφοριακές οντότητες (φακέλους, αρχεία).

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 169
Πιο συγκεκριμένα, αναφερόμενοι στο μοντέλο μπορούμε να πούμε τα εξής.
Αρχικά λαμβάνει χώρα η Επεξεργασία Παραγγελίας, η οποία έχει αφιχθεί στο
εργοστάσιο ώστε να προκύψουν η Δεντρική Συνταγή και η Διαθεσιμότητα των
Κέντρων Επεξεργασίας. Οι Προδιαγραφές του Πελάτη σε συνδυασμό με τα
χρησιμοποιούμενα από τη μονάδα κατασκευής σωλήνων Είδη συνεισφέρουν υπό
τη μορφή ελέγχου και μηχανισμού αντίστοιχα στη διεκπεραίωση της λειτουργίας
που αντικατοπτρίζεται στη συγκεκριμένη οντότητα. Στη συνέχεια το Τμήμα
Προγραμματισμού Παραγωγής “παράγει” την Εντολή Παραγωγής και το Αρχείο
Προγραμματισμού Παραγωγής (κεφ.3) με τη χρήση κατά βάση Πληροφοριακών
Στοιχείων. Η γενική λειτουργία των συνολικά έξι (σύμφωνα με την
ανασχεδιαστική πρόταση) σταθμών εργασίας μοντελοποιείται στην οντότητα Α3.
Η λειτουργία αυτή υποστηρίζεται από το μελλοντικά εγκατεστημένο
υπολογιστικό δίκτυο, κάνει χρήση του φακέλου Στοιχεία Χρήστη ανά σταθμό
ποιοτικού ελέγχου και έχει ως αποτέλεσμα κατά πρώτον τον real time ποιοτικό
χαρακτηρισμό των σωλήνων και κατά δεύτερον την αξιολόγηση των επιδόσεων
των σωλήνων στους ελέγχους. Η οντότητα αυτή ανατροφοδοτείται συνεχώς από
την παραγωγική διαδικασία (εκροή Α4 γίνεται εισροή Α3), η οποία είναι
υπεύθυνη για τη δημιουργία διακριτών σωλήνων μετά τη διαδικασία του κινητού
κοπτικού και πριν την ταυτοποίηση τους (Διακριτοί σωλήνες – ημιέτοιμο προϊόν).
Η μοντελοποίηση συνεχίζεται σε τρίτο επίπεδο, στο οποίο θα αναλυθεί μόνο η
οντότητα Α3 σε 6 διακριτές ενέργειες που τη συνθέτουν. Κατά την εκτύλιξη του
τσερκιού από το Τροφοδοτικό η υποστήριξη της “παραγόμενης” ανά σωλήνα
ποιότητας εκκινά από τον ήδη υπάρχοντα σταθμό εργασίας, οι λειτουργίες του
οποίου βασίζονται στο Αρχείο του Προγραμματισμού Παραγωγής και ασφαλώς
στον ηλεκτρονικό υπολογιστή του σημείου εκείνου. Γίνεται και σε αυτό το
επίπεδο μοντελοποίησης φανερή η ανυπαρξία ακριβούς χρονικής αλληλουχίας
δραστηριοτήτων που εκφράζονται μέσω οντοτήτων. Οι σωλήνες ταυτοποιούνται
ηλεκτρονικά στο σταθμό εργασίας που θα εγκατασταθεί στο χώρο της Ισιωτικής
μηχανής σωλήνων δημιουργώντας έτσι μια βάση δεδομένων ταυτοτήτων
σωλήνων, η οποία διατρέχει όλο το υπολογιστικό δίκτυο.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 170
Παραγγελία
Οδηγίες
Επεξεργασία παραγγελίας
Real timeπαρακολούθηση
ποιοτικώνχαρακτηριστικών
Προγραμματισμόςπαραγωγής
Παραγωγική διαδικασία
Α1
Α2
Α3
Α4
Προδιαγραφές πελάτη
Διαθεσιμότητα ΚέντρωνΕπεξεργασίας
ΔεντρικήΣυνταγή
Χρονικοίπεριορισμοίπαράδοσηςτελικούπροϊόντος
Εντολή παραγωγής
ΑρχείοΠρογραμματισμού
Παραγωγής
ΔιαθέσιμαΠληροφοριακά στοιχεία- Εμπορική Διαχείριση
Είδη
Στοιχεία τρέχουσαςκατάστασης αποθηκών
Υπολογιστικό δίκτυο
Πρώτες ύλες
Διακριτοί σωλήνες - ημιέτοιμο προϊόνΜηχανολογικόςεξοπλισμός
Real timeποιοτικός
χαρακτηρισμόςσωλήνων
Αξιολόγησηαποτελεσμάτων
ποιοτικών ελέγχων
Σωλήνες -τελικόπροϊόν
ΔΙΑΓΡΑΜΜΑ Α0
Διάγραμμα 4-28: Δεύτερο επίπεδο μοντελοποίησης IDEF0 - Διάγραμμα Α0

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 171
Λειτουργία σταθμούεργασίας
Τροφοδοτικού
Απόδοσηχαρακτηρισμού
ποιοτικού ελέγχουανά σωλήνα
Διενέργειαποιοτικού ελέγχου
Διασταύρωσηαποτελεσμάτων -Φακέλου Στοιχεία
Χρήστη
Ταυτοποίησησωλήνων
(διευρυμένηδιαδικασία)
Δημιουργίαεικονικής αποθ.ημιέτοιμου -
έτοιμου προϊόντος
Αρχείο Προγραμματισμού Παραγωγής
Στοιχείααναλώσεωντσερκιών
Α31
Α32
Α33
Α34
Α35
Α36
Διακριτοί σωλήνες-ημιέτοιμο προϊόν
Διακριτοί σωλήνες-ημιέτοιμο προϊόν
Ταυτοποιημένοισωλήνες
Βάση δεδομένωνταυτοτήτων
Μηχανολ/κόςεξοπλισμόςποιοτικού ελέγχου
Καταγραφικέςσυσκευές
Αποτέλεσμαποιοτικού ελέγχου
ΦάκελοςΣτοιχεία Χρήστη
Αποτέλεσμαδιασταύρωσης
Ποιοτ. χαρ/μόςσωλήνα(σημείο)
real timeχαρ/μός
Υπολογιστικόδίκτυο
ΒάσηδεδομένωνεικονικήςαποθήκηςΒάση
δεδομένωνταυτοτήτων
Αξιολόγησηαποτελεσμάτωνποιοτικού ελέγχου
ΔΙΑΓΡΑΜΜΑ Α3
Διάγραμμα 4-29: Τρίτο επίπεδο μοντελοποίησης IDEF0 - Διάγραμμα Α3

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 172
Με τη διενέργεια του εκάστοτε ποιοτικού ελέγχου και με τη βοήθεια
καταγραφικών συσκευών στις περιπτώσεις της Υδραυλικής δοκιμής και του
Ελέγχου Ultrasonic παράγεται το αποτέλεσμα του ελέγχου.
Το αποτέλεσμα αυτό θα διασταυρωθεί με τις ποιοτικές προδιαγραφές του
φακέλου Στοιχεία Χρήστη ώστε να προκύψει ηλεκτρονικά η αστοχία ή μη του
ελέγχου. Στη συνέχεια το χαρακτηριστικό σημείο του ελέγχου αποδίδεται σε κάθε
σωλήνα της βάσης δεδομένων κτίζοντας σταδιακά την ποιοτική ταυτότητα του
κάθε σωλήνα. Αξίζει να σημειωθεί η πρόταση ανάπτυξης εικονικών
πληροφοριακών αποθηκών στα πλαίσια λειτουργίας του γενικότερου
Πληροφοριακού Συστήματος αλλά και προς υποστήριξη των προτεινόμενων
σταθμών εργασίας. Οι εικονικές αποθήκες θα δημιουργούνται μετά από κάθε
ποιοτικό έλεγχο δημιουργώντας βάσεις δεδομένων σωλήνων με κοινά ποιοτικά
χαρακτηριστικά ώστε να γνωρίζει ο κάθε ενδιαφερόμενος χρήστης την ποιοτική
ταυτότητα κάθε σωλήνα συγκεντρωτικά και μονοδιάστατα (ποιοί σωλήνες
πέρασαν εύστοχα την Υδραυλική δοκιμή). Είναι σαφές πως οι εικονικές αυτές
αποθήκες αφορούν το ημιέτοιμο προϊόν αφού οι έτοιμοι σωλήνες (μετά τη
διαδικασία του Μετρολογίου) αρχειοθετούνται ήδη στα πλαίσια του υπάρχοντος
Πληροφοριακού Συστήματος.
4.6 Η Μεθοδολογία Μοντελοποίησης Λογικού Πληροφοριακού Μοντέλου IDEF 1X
Βασιζόμενοι στην πρόταση ανασχεδιασμού, την οποία αναλύσαμε προηγουμένως,
προχωράμε πλέον στη δημιουργία και μοντελοποίηση του λογικού πληροφοριακού
μοντέλου (logical data model). Το μοντέλο αυτό θα αναπτυχθεί κατά το
μεθοδολογικό πλαίσιο IDEF 1X και αποτελεί τη βάση για την ανάπτυξη του νέου
πληροφοριακού συστήματος που θα υποστηρίζει τις λειτουργίες του προτεινόμενου
δικτύου υπολογιστών. Ωστόσο σημειώνεται πως το λογικό μοντέλο δεν αντιστοιχεί
άμεσα στο πληροφοριακό σύστημα. Η μοντελοποίηση του φυσικού σχήματος του
πληροφοριακού μοντέλου, (μια τέτοιου είδους μοντελοποίηση βρίσκεται εκτός των
στόχων της προκείμενης διπλωματικής διατριβής) γίνεται σε επόμενο στάδιο, όπου
χρησιμοποιούνται κανόνες και δεδομένα της πληροφορικής τεχνολογίας για την
πραγματική ανάπτυξη πληροφοριακών εφαρμογών.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 173
4.6.1 Ανάλυση της μεθοδολογίας IDEF 1X Για τη δημιουργία του μοντέλου IDEF 1X χρησιμοποιείται η γλώσσα IDEF 1X. Τα
βασικά δομικά συστατικά της γλώσσας αυτής είναι οι Οντότητες (Entities) και οι
Συσχετίσεις (Relationships) η χρήση των οποίων αναλύεται στη συνέχεια. Για
ευνόητους λόγους αρκούμαστε σε μια περιληπτική επεξήγηση των εννοιών αυτών,
ενώ αρκετά σημεία θα διασαφηνιστούν με την παράθεση του μοντέλου.
4.6.1.1 Οι Οντότητες (Entities)
Στα πλαίσια των πληροφοριακών μοντέλων, η έννοια της οντότητας αναφέρεται σε
ένα “αντικείμενο” με φυσική ή άυλη υπόσταση ή γενικότερα σε μια έννοια που έχει
ιδιαίτερη σημασία για την επιχείρηση και συνεπώς κρίνεται απαραίτητη η συλλογή
στοιχείων για αυτήν. Η περιγραφή της οντότητας γίνεται μέσα από την περιγραφή
των χαρακτηριστικών της γνωρισμάτων (attributes). Καταλαβαίνει λοιπόν κανείς πως
η οντότητα είναι ένα σύνολο γνωρισμάτων, τα οποία κατά τη μεθοδολογία IDEF 1X
σχετίζονται μόνο με αυτή και δεν περιλαμβάνονται σε καμία άλλη οντότητα του
μοντέλου [4].
Στην IDEF 1X, η οντότητα απεικονίζεται με ένα ορθογώνιο παραλληλόγραμμο, πάνω
από το οποίο γράφεται το όνομα της. Το όνομα υποδηλώνει το περιεχόμενο της
οντότητας με τη μέγιστη δυνατή σαφήνεια. Το κυρίως πλαίσιο της οντότητας
χωρίζεται σε δύο τμήματα. Το άνω μέρος περιλαμβάνει το πρωτεύον κλειδί (primary
key) και το κάτω μέρος, τα υπόλοιπα γνωρίσματα – κλειδιά (key attributes) ή απλά
γνωρίσματα (non – key attributes). Το γνώρισμα είναι ιδιαίτερο χαρακτηριστικό της
οντότητας, είναι απαραίτητο για την περιγραφή της και την διαφοροποιεί από τις
υπόλοιπες. Παράδειγμα οντότητας αποτελεί ο ΣΩΛΗΝΑΣ, γνωρίσματα του οποίου
είναι η ταυτότητα του, ο σειριακός αριθμός χυτηρίου και τσερκιού από το οποίο
προήλθε καθώς και η διάμετρος του.
Τα γνωρίσματα που χρησιμοποιούνται για τη μοναδική αναγνώριση των
διαφορετικών περιπτώσεων της οντότητας ονομάζονται γνωρίσματα κλειδιά ενώ όλα
τα υπόλοιπα γνωρίσματα είναι απλά. Ειδική περίπτωση των γνωρισμάτων κλειδιών
είναι το πρωτεύον κλειδί (primary key, PK), το οποίο αποδίδει στην οντότητα
ταυτότητα. Το πρωτεύον κλειδί αναγνωρίζει μοναδικά κάθε περίπτωση της
οντότητας γιατί διαφορετικά αν δύο περιπτώσεις της ίδιας οντότητας έχουν το ίδιο

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 174
πρωτεύον κλειδί τότε ο εννοιολογικός ορισμός των οντοτήτων είναι λανθασμένος.
Στο παράδειγμα που προαναφέρθηκε, πρωτεύον κλειδί της οντότητας ΣΩΛΗΝΑΣ
είναι τα στοιχεία :1) Αριθμός Heat, 2) Αριθμός Coil, 3)Ταυτότητα Σωλήνα (γ α/β). Το
πρωτεύον κλειδί στη περίπτωση αυτή είναι σύνθετο, δηλαδή αποτελεί συνδυασμό
πάνω από ενός στοιχείων. Γίνεται σαφές πως δεν υπάρχουν έστω και δύο σωλήνες
στα πλαίσια της παραγωγικής διαδικασίας, οι οποίοι να έχουν ταυτόσημα και τα τρία
παραπάνω στοιχεία. Το στοιχείο της διαμέτρου του σωλήνα δεν έχει την ικανότητα
μοναδικής αναγνώρισης συγκεκριμένων περιπτώσεων και αποτελεί ένα (δευτερεύον)
γνώρισμα – κλειδί. Στα πλαίσια σύνδεσης των οντοτήτων, τα πρωτεύοντα κλειδιά που
μεταφέρονται σε άλλη οντότητα ονομάζονται ξένα κλειδιά (foreign keys, FK). Τέτοιες
περιπτώσεις θα συναντήσουμε στο λογικό μοντέλο του νέου συστήματος που
ακολουθεί στη συνέχεια.
Σύμφωνα με τη μοντελοποίηση κατά IDEF 1X, διακρίνονται δύο είδη οντοτήτων, με
κριτήριο τον τρόπο που ορίζεται το πρωτεύον κλειδί: οι ανεξάρτητες και οι
εξαρτημένες.
Οι Ανεξάρτητες Οντότητες (Independent Entities) είναι εκείνες οι οντότητες που το
πρωτεύον κλειδί δεν περιλαμβάνει ξένα κλειδιά, δηλαδή τα γνωρίσματα του
πρωτεύοντος κλειδιού ορίζονται για πρώτη φορά στο μοντέλο. Οι οντότητες αυτές
συμβολίζονται με ένα ορθογώνιο παραλληλόγραμμο.
Οι Εξαρτημένες Οντότητες (Dependent Entities) είναι εκείνες των οποίων το
πρωτεύον κλειδί συμπεριλαμβάνει τουλάχιστον ένα ξένο κλειδί. Γίνεται λοιπόν
σαφές, πως το πρωτεύον κλειδί των οντοτήτων αυτών είναι σύνθετο κλειδί, το οποίο
αποτελείται από τουλάχιστον ένα ιδιαίτερο γνώρισμα της οντότητας και τουλάχιστον
ένα ξένο κλειδί που προέρχεται από τη συνδεόμενη οντότητα. Επομένως, οι
εξαρτημένες οντότητες δεν μπορούν να οριστούν με μοναδικό τρόπο βάσει των ιδίων
χαρακτηριστικών τους, αλλά για τον ορισμό τους απαιτείται η συμβολή μιας άλλης
οντότητας (ανεξάρτητης ή εξαρτημένης) που αποκαλείται οντότητα – γονέας. Οι
οντότητες αυτές συμβολίζονται με ένα ορθογώνιο παραλληλόγραμμο με
στρογγυλεμένες γωνίες [4].

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 175
4.6.1.2 Οι Συσχετίσεις (Relationships)
Η σύνδεση μεταξύ των οντοτήτων γίνεται, από πρακτική άποψη, με τη μεταφορά των
γνωρισμάτων από τη μία οντότητα στην άλλη. Η οντότητα από την οποία
προέρχονται τα γνωρίσματα ονομάζεται Οντότητα Γονέας (Parent Entity), ενώ η
Οντότητα στην οποία καταλήγουν ονομάζεται Οντότητα Παιδί. Ασφαλώς δεν
μεταφέρονται όλα τα γνωρίσματα, αλλά μόνο εκείνα που είναι απολύτως απαραίτητα
για την αναγνώριση της οντότητας γονέα, δηλαδή μόνο εκείνα που συνιστούν το
πρωτεύον κλειδί της οντότητας γονέα.
Οι σχέσεις που μπορεί να συνδέουν τις διάφορες περιπτώσεις δύο οντοτήτων είναι
τριών ειδών:
• Σχέση Ένα προς Πολλά (1:Μ). Η σχέση αυτή χρησιμοποιείται όταν μια
περίπτωση μιας οντότητας μπορεί να συνδέεται με πολλές περιπτώσεις της
άλλης οντότητας. Για παράδειγμα ένα ΤΣΕΡΚΙ παράγει πολλούς
ΣΩΛΗΝΕΣ.
• Σχέση Πολλά προς Πολλά (Μ:Μ). Η σχέση αυτή χρησιμοποιείται όταν κάθε
περίπτωση μιας οντότητας μπορεί να συνδέεται με πολλές περιπτώσεις της
άλλης, αλλά και το αντίστροφο, δηλαδή κάθε περίπτωση της δεύτερης
οντότητας μπορεί να αντιστοιχεί σε πολλές περιπτώσεις της πρώτης.
• Σχέση Ένα προς Ένα (1:1). Η σχέση αυτή χρησιμοποιείται όταν μία
περίπτωση της οντότητας γονέας αντιστοιχεί σε μία περίπτωση της οντότητας
παιδί.
Σε αυτό το σημείο αξίζει να σημειωθεί το εξής. Οι σχέσεις Πολλά προς Πολλά
αποτελούν σύνθετες εννοιολογικές δομές που μπορούν να διασπαστούν σε
απλούστερες. Σε ένα πληροφοριακό λογικό μοντέλο δεν επιτρέπεται να υπάρχουν
σχέσεις Πολλά προς Πολλά και κάθε τέτοια σχέση αναλύεται σε δύο σχέσεις Ένα
προς Πολλά. Αυτό γίνεται με τη βοήθεια της συνδετικής οντότητας που μπορεί να
θεωρηθεί ιδιαίτερος τύπος οντότητας αλλά είναι μία εξ’ ορισμού εξαρτημένη
οντότητα. Το πρωτεύον κλειδί της συνδετικής οντότητας περιλαμβάνει υποχρεωτικά
τα πρωτεύοντα κλειδιά των δύο οντοτήτων από τις οποίες προέρχεται και
προαιρετικά ένα επιπλέον γνώρισμα.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 176
Στα πλαίσια μοντελοποίησης με τη χρήση του μεθοδολογικού πλαισίου IDEF 1X θα
χρησιμοποιήσουμε τα εξής δύο είδη σχέσεων:
i. Τις Ορίζουσες Σχέσεις (Identifying Relationships). Στις σχέσεις αυτές το
πρωτεύον κλειδί της οντότητας γονέα (απλό ή σύνθετο) μεταβιβάζεται ως
πρωτεύον κλειδί στην οντότητα παιδί και, μαζί με το πρωτεύον κλειδί της
οντότητας παιδιού, συγκροτεί ένα σύνθετο πρωτεύον κλειδί για τη μοναδική
αναγνώριση κάθε περίπτωση της οντότητας παιδιού. Η ορίζουσα σχέση
εκφράζεται με μία συνεχή γραμμή από τον γονέα στο παιδί.
ii. Τη Σχέση Κατηγοριοποίησης (Categorization Relationship). Η σχέση αυτή
χρησιμοποιείται για να περιγράψει τις σχέσεις που διαμορφώνονται σε μία
ιεραρχία εννοιών / οντοτήτων. Η ιεραρχία οντοτήτων είναι ένα σύνολο
οντοτήτων με κοινά χαρακτηριστικά και ιδίως κοινό πρωτεύον κλειδί. Η
οντότητα που βρίσκεται στην κορυφή (super – category), (όπως θα δούμε στο
μοντέλο αυτό ισχύει για την οντότητα ΣΩΛΗΝΑΣ) είναι η περισσότερο
γενική έννοια από την οποία προέρχονται μέσω εξειδίκευσης οι άλλες
κατώτερης κατηγορίας έννοιες (sub – category).
4.6.2 Μοντελοποίηση του λογικού πληροφοριακού μοντέλου της πρότασης ανασχεδιασμού με τη χρήση της μεθοδολογίας IDEF 1X
Στην ενότητα αυτή παρατίθεται μια πρότυπη μορφή του λογικού πληροφοριακού
μοντέλου του προτεινόμενου δικτυακού συστήματος υπολογιστικών σταθμών
εργασίας παρακολούθησης των ποιοτικών χαρακτηριστικών των σωλήνων σε
πραγματικό χρόνο. Στη μοντελοποίηση αυτή ακολουθήθηκε η κανονιστική
οριοθέτηση του μεθοδολογικού πλαισίου IDEF 1X και σε πρώτη φάση (Διάγραμμα 4-
30) ορίστηκαν οι οντότητες ΤΣΕΡΚΙ, ΣΩΛΗΝΑΣ, ΠΟΙΟΤΙΚΟΣ ΕΛΕΓΧΟΣ,
ΦΑΚΕΛΟΣ Στοιχεία Χρήστη, ACCEPTED, SHORT, STOCK, EXCESS
ΣΩΛΗΝΑΣ.
H οντότητα ΤΣΕΡΚΙ με σύνθετο πρωτεύον κλειδί τα στοιχεία Αριθμός Coil και
Αριθμός Heat ταυτοποιείται και συνεπώς διακριτοποιείται έναντι όλων των άλλων
περιπτώσεων της ίδιας οντότητας. Τα χαρακτηριστικά ποιοτικά γνωρίσματα κάθε
τσερκιού που χρησιμοποιείται στην παραγωγική διαδικασία αποτελούν τα
γνωρίσματα κλειδιά της εν λόγω οντότητας (π.χ. Πλάτος Τσερκιού). Κάθε τσέρκι
παράγει πολλούς σωλήνες και συνεπώς οι δύο αυτές οντότητες συνδέονται με μία

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 177
ορίζουσα σχέση Ένα προς Πολλά. Για τη μοναδική ταυτοποίηση ενός εκάστου
σωλήνος χρησιμοποιείται το σύνθετο πρωτεύον κλειδί της οντότητας ΤΣΕΡΚΙ, το
οποίο μετατρέπεται σε ξένο κλειδί της οντότητας ΣΩΛΗΝΑΣ. Η ταυτότητα γα/β που
θα αποδίδεται στον κάθε σωλήνα από την υπολογιστική γεννήτρια ταυτοτήτων
συμπληρώνει το πρωτεύον κλειδί της οντότητας ΣΩΛΗΝΑΣ, η οποία είναι εξαιτίας
του ξένου πρωτεύοντος κλειδιού, οντότητα παιδί της οντότητας γονέα ΤΣΕΡΚΙ.
Η συλλογιστική ανίχνευσης και σύνθεσης των στοιχείων, από τα οποία αποτελείται η
κάθε οντότητα είναι παρόμοια και για τις υπόλοιπες οντότητες που συνθέτουν το
λογικό μοντέλο, ενώ γίνεται σαφές πως το μοντέλο περιορίζεται σε μια αρχική γενική
ανάλυση λειτουργίας του προτεινόμενου υπολογιστικού δικτύου. Αξίζει ωστόσο να
σημειώσουμε δύο παραμέτρους. Στην πρώτη μορφή του μοντέλου εμφανίζεται μία
σχέση Πολλά προς Πολλά, η οποία συνδέει τις οντότητες ΣΩΛΗΝΑΣ και
ΠΟΙΟΤΙΚΟΣ ΕΛΕΓΧΟΣ για ευνόητους λόγους. H σχέση αυτή δεν ορίζεται σε ένα
λογικό πληροφοριακό μοντέλο IDEF 1X και απαλείφεται με τη χρήση της συνδετικής
εξαρτημένης οντότητας ΔΙΕΝΕΡΓΕΙΑ ΠΟΙΟΤΙΚΟΥ ΕΛΕΓΧΟΥ (Διάγραμμα 4-
31). Η οντότητα αυτή χρησιμοποιεί σαν σύνθετο πρωτεύον κλειδί της, τα πρωτεύοντα
κλειδιά των οντοτήτων που καλείται να “αποπλέξει” και συνεπώς καθίσταται
αυτόματα εξαρτημένη οντότητα που με δύο σχέσεις Ένα προς Πολλά δίνει λύση σε
αυτή την ιδιαιτερότητα της μοντελοποίησης.
Μετά τη δικτυακή πορεία της οντότητας ΣΩΛΗΝΑΣ, κάθε περίπτωση της οντότητας
αυτής διαχωρίζεται σε μία εκ των τεσσάρων ποιοτικών κατηγοριών (ACCEPTED,
STOCK, SHORT, EXCESS). Η λογική πληροφοριακή μοντελοποίηση σε αυτή την
περίπτωση, χρησιμοποιεί τη σχέση κατηγοριοποίησης για τη γενική οντότητα
ΣΩΛΗΝΑΣ ώστε να διακρίνει τις παραπάνω περιπτώσεις (sub – categories). Κάθε
υποκατηγορία έχει το ίδιο πρωτεύον κλειδί με την οντότητα γονέα (Αριθμός Coil,
Αριθμός Heat, Ταυτότητα Σωλήνα) και χαρακτηρίζεται από ένα ακόμα βασικό
γνώρισμα κλειδί, το οποίο τη διακρίνει από τις άλλες περιπτώσεις του ίδιου
ιεραρχικού επιπέδου μοντελοποίησης.

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 178
Πλάτος ΤσερκιούΠάχος ΤσερκιούΜήκος ΤσερκιούΒάρος Τσερκιού
Αριθμός Coil (PK)Αριθμός Heat (PK)
ΤΣΕΡΚΙ
Αποτελέσματα Ελέγχου
Είδος Ποιοτικού Ελέγχου(PK)
ΠΟΙΟΤΙΚΟΣ ΕΛΕΓΧΟΣ
Αριθμός Coil (FK)Αριθμός Heat (FK)
Ταυτότητα Σωλήνα (PK)
Διάμετρος Σωλήνα
ΣΩΛΗΝΑΣ
Ποιοτικές προδιαγραφέςπελάτη ανά Ποιοτικό
Έλεγχο
Εντολή Παραγωγής (PK)
ΦΑΚΕΛΟΣ Στοιχεία Χρήστη
ΈνδειξηAU και AI
ΣΩΛΗΝΑΣACCEPTED
Μήκος Σωλήνα εκτόςπροδιαγραφών
ΣΩΛΗΝAΣSHORT
Ένδειξη R
ΣΩΛΗΝAΣSTOCK
Αριθμός παραγγελθέντωνΣωλήνων
ΣΩΛΗΝΑΣEXCESS
Διάγραμμα 4-30: Πρώτο επίπεδο μοντελοποίησης IDEF 1X

Κεφάλαιο 4: Πρόταση Εγκατάστασης Νέων Υπολογιστικών Σταθμών Εργασίας Παρακολούθησης Ποιοτικών Χαρακτηριστικών Σωλήνων. Ο Ρόλος της Επιχειρηματικής Μοντελοποίησης.
Εργαστήριο Διοικητικών Συστημάτων 179
Πλάτος ΤσερκιούΠάχος ΤσερκιούΜήκος ΤσερκιούΒάρος Τσερκιού
Αριθμός Coil (PK)Αριθμός Heat (PK)
ΤΣΕΡΚΙ
Αριθμός Coil (FK)Αριθμός Heat (FK)
Ταυτότητα Σωλήνα (FK)Είδος Ποιοτικού Ελέγχου (FK)
Κατάλληλος μηχανολογικόςεξοπλισμός
Αρμόδιο προσωπικόΚαταγραφικές συσκευές
ΔΙΕΝΕΡΓΕΙΑ ΠΟΙΟΤΙΚΟΥΕΛΕΓΧΟΥ
Αποτελέσματα Ελέγχου
Είδος Ποιοτικού Ελέγχου(PK)
ΠΟΙΟΤΙΚΟΣ ΕΛΕΓΧΟΣ
Ποιοτικές προδιαγραφέςπελάτη ανά Ποιοτικό
Έλεγχο
Εντολή Παραγωγής (PK)
ΦΑΚΕΛΟΣ Στοιχεία Χρήστη
ΈνδειξηAU και AI
ΣΩΛΗΝΑΣACCEPTED
Μήκος Σωλήνα εκτόςπροδιαγραφών
ΣΩΛΗΝAΣSHORT
Ένδειξη R
ΣΩΛΗΝAΣSTOCK
Αριθμός παραγγελθέντωνΣωλήνων
ΣΩΛΗΝΑΣEXCESS
Αριθμός Coil (FK)Αριθμός Heat (FK)
Ταυτότητα Σωλήνα (PK)
Διάμετρος Σωλήνα
ΣΩΛΗΝΑΣ
Διάγραμμα 4-31: Δεύτερο επίπεδο μοντελοποίησης IDEF 1X.

Κεφάλαιο 5: ΒΙΒΛΙΟΓΡΑΦΙΑ – REFERENCES
Εργαστήριο Διοικητικών Συστημάτων 180
5 ΒΙΒΛΙΟΓΡΑΦΙΑ – REFERENCES
1. ΣΩΛΗΝΟΥΡΓΕΙΑ ΚΟΡΙΝΘΟΥ Α.Ε., “Βιομηχανία Σωλήνων Μεγάλων Διαμέτρων, ΕΝΗΜΕΡΩΤΙΚΟ ΔΕΛΤΙΟ για την αύξηση του μετοχικού κεφαλαίου της Εταιρίας με δημόσια εγγραφή και την εισαγωγή των μετοχών της στην Παράλληλη Αγορά του Χρηματιστηρίου Αξιών Αθηνών”, Αθήνα, 1998
2. Παππής, Κ.Π., “ΔΙΟΙΚΗΣΗ ΠΑΡΑΓΩΓΗΣ, Ο σχεδιασμός παραγωγικών
συστημάτων”, Εκδόσεις Α.Σταμούλης, Αθήνα, 1999 3. Pressman, R.S., “Software Engineering, A practitioner’s approach”, Εκδόσεις Mc
Graw Hill, Λονδίνο, 1994 4. www.xexo.tuc.gr:8900/public/xexo/index.html 5. Corinth Pipeworks S.A., Quality Manual For Casing and Line Pipe (Bare and
Coated), Κόρινθος, Μάρτιος, 1998