





γλώσσες
Σελίδες
Νομικός


Identificação dos requisitos dos sistemas de medição, critérios de
aceitação e o elemento 7.6 da ISO/TS.
Módulo 2

Conteúdos deste módulo� Discriminação
� Decomposição da variação do sistema de medição
� Variação de posição e variação de dispersão
� Fases de aplicação do MSA
� Seleção e desenvolvimento de procedimentos de teste
� Preparação para o estudo
� Critérios de aceitação
� MSA e ISO/TS 16949 (Elemento 7.6)

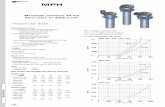
Discriminação� É a capacidade do sistema de medição de detectar/indicar, com
boa confiabilidade, pequenas variações na medida analisada.
� Regra geral: selecionar intrumento que tenha uma discriminaçãopelo menos 10 vezes maior que a faixa de valores a seremmedidos.
� Definição da discriminação: comumente se usa a tolerância , mas atendência é utilizar a variação do processo .
� Análise da discriminação: pode ser feita examinando o gráfico decontrole usado para monitorar o processo produtivo.
Categorias de dados
Variação do processo

Discriminação
0,145
0,140
0,135
LSC = 0,1438
Média = 0,1398
LIC = 0,1359
0 10 205 15 25
Médias
Discriminação = 0,01
0,02
0,01
0,00
LSC = 0,01438
Média = 0,0068
LIC = 0
0 10 205 15 25
Amplitudes
Má discriminação

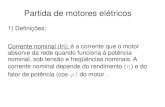
Discriminação
Média = 0,1397
LIC = 0,1350
LSC = 0,01717
Média = 0,00812
0,145
0,140
0,135
LSC = 0,1444
0 10 205 15 25
Médias
Discriminação = 0,001
0,02
0,01
0,00 LIC = 0
0 10 205 15 25
Amplitudes
Boa discriminação

Critérios para a discriminação� 1 categoria: Usado somente se a variação do processo é
pequena, comparada com as especificações, sendo inaceitávelpara estimar parâmetros e índices do processo.
� 2 a 4 categorias: Só pode ser usado para controlar cartas decontrole de variáveis não sensíveis, fornecendo estimativasgrosseiras dos parâmetros.
� 5 ou mais categorias (recomendada): Pode ser usado comcartas de controle e fornece estimativas boas dos parâmetros eíndices do processo.

Decomposição da variação
Dispersão (ou variabilidade)
Localização (ou posição)
Variação total
Variação do processo
Variação do sistema de medição
Variação na mesma peça
Variação peça-a-peça
Estabilidade
Tendência
Linearidade
Reprodutibilidade
Repetitividade

Variação de posição - Tendência
� Tendência:
� Definição: É a diferença entre a média dos valores observadose o valor de referência.
� É a medida do erro sistemático do sistema de medição,resultado da combinação de diversas fontes de variação, quetende a desviar de forma consistente e previsível todos osresultados de medições.
Tendência
Valor dereferência
Valor médioobservado
Gráfico da distribuição dos valores
medidos

Variação de posição - Estabilidade
� Estabilidade:� Definição: É a mudança da tendência ao longo do tempo .
� É a variação total nas medições, obtida com o equipamentomedindo uma única característica nas mesmas peças, através deum longo período de tempo.
Valor de referência
Tempo

Variação de posição - Linearidade
� Linearidade:� Definição: É a mudança da tendência ao longo da faixa de
operação .
� Representa a correlação de múltiplas e independentestendências ao longo da faixa de operação.
Valor de Valor de
ReferênciaReferência
TendênciaTendência
Faixa de mediFaixa de mediçção do equipamentoão do equipamento
ErroErro

Causas possíveis para erros de localização� Necessidade de calibração ou redução do intervalo de calibração.
� Calibração não cobrindo todo o range de operação.
� Instrumento, equipamento ou dispositivo de fixação gasto.
� Manutenção insuficiente.
� Padrão gasto ou danificado, ou erro no padrão.
� Falta calibração ou uso de padrão de ajuste inadequado.
� Baixa qualidade do instrumento ou falta de robustez de seu projeto, ouequipamento inadequado para a utilização.
� Método de medição diferente.
� Irregularidade na peça ou no instrumento.
� Meio-ambiente: temperatura, umidade, vibração, limpeza.
� Aplicação: peça, posição, fadiga, habilidade do operador, erro deobservação (paralaxe e legibilidade).

Variação de dispersão - Repetitividade
� Repetitividade:� Definição: É a variação em medições obtidas com um
instrumento, usado várias vezes por um mesmo operador,medindo a mesma característica da mesma peça.
� Referida normalmente como variação do equipamento (VE),embora as causas de uma baixa repetitividade sejam várias(variação dentro do sistema ).
Repetitividade

Variação de dispersão - Reprodutibilidade
� Reprodutibilidade:� Definição: É a variação nas médias
de medições feitas por diferentesoperadores.
� Referida normalmente comovariação entre operadores (VO),embora seja a variação entrecomponentes do sistema.
� Variação entre peças, entreinstrumentos, entre métodos ou entremeios-ambientes.
Reprodutibilidade
Operador A
Operador B
Operador C

Variação de dispersão - R&R
� R&R (Repetitividade e Reprodutibilidade):� É a estimativa combinada da repetitividade e reprodutibilidade,
ou seja, a soma das variâncias do sistema de medição (dentro dosistema e entre sistemas).
� Representa a capacidade do sistema de medição.
Valor de referência
Operador A Operador BOperador C
2ilidadeReprodutib
2dadeRepetibili
2RR σσσ +=

Variação do sistema
Ten
dênc
iaRepetibilidade
Aceitável Inaceitável
Ace
itáve
lIn
acei
táve
l

Causas possíveis para erros de dispersão� Variação da peça: forma, posição, acabamento, consistência.
� Variação do instrumento: uso, baixa qualidade ou problemas demanutenção no dispositivo de fixação ou equipamento.
� Variação do padrão: qualidade, classe, uso.
� Variação do operador: técnica, posição, falta de experiência,habilidade, eficácia do treinamento, fadiga.
� Variação do método: ajuste, ajuste de zero, manuseio, fixação.
� Variação do meio-ambiente: flutuações rápidas de temperatura,umidade, vibração, iluminação, limpeza.
� Falta de robustez do projeto do instrumento, falta de uniformidade.
� Equipamento inadequado para a medição.
� Falta de rigidez do instrumento.
� Aplicação: tamanho da peça, posição, erro de observação.
� Violação de pressupostos durante o estudo.

Fases de aplicação do MSA� 1ª FASE: Testar o sistema quanto às suas propriedades estatísticas
e verificar a sua adequação.
Fatores ambientaisTemperatura
PressãoUmidade
Luminosidade
Propriedades estatísticasTendênciaLinearidadeEstabilidadeRepetitividadeReprodutibilidade
D.O.E.
Fatores significativosRepetitividade
ReprodutibilidadeTemperatura
DOE: Delineamento de experimentos: permite selecionar os fatores e
propriedades mais significativos ao sistema.

Fases de aplicação do MSA� 2ª FASE: Re-testar o sistema periodicamente para verificar se o
mesmo ainda é aceitável. Isso é necessário, apesar da manutençãoe/ou calibração periódica, para analisar sua efetividade.
� Obs.: Os resultados da fase 1 podem ser usados para determinarquais testes devem ser feitos na fase 2 e estes para definir afreqüência dos testes.

Seleção e desenvolvimento de procedimentos de teste
“Qualquer técnica pode ser útil, se suas limitações são entendidas e observadas”
W. Eduard Deming
� Considerar:
� Necessidade de padrões rastreáveis;
� Uso de “medições às cegas” na fase 2;
� Custo e tempo da realização dos testes;
� Freqüência de execução dos testes na fase 2;
� Particularidades do sistema de medição;
� Definição dos termos usados (universais, quase sempre).

Preparação para o estudo� Determinação: o número de operadores, peças e repetições é uma função
da criticidade e da configuração da peça.
� Operadores: os que realizam a medição normalmente.
� Seleção criteriosa das peças:
� Controle do produto: amostra não precisa representar a população poisnão se usa a VP para avaliar o sistema.
� Controle do processo: recomendada uma avaliação independente daVP; se ela não existir, a amostra deve representar a população.
� Instrumento: discriminação 10 vezes menor que a variação esperada doprocesso (tradicionalmente).
� Método de medição: garantia de estar medindo a característica correta eque o procedimento seja seguido.
� Condução do estudo: garantir que as medições sejam independentes(medições aleatórias, conduzidas por pessoa habilitada, valores medidos deacordo com a discriminação).

Critérios de aceitação
Ensaio Critério
Estabilidade � Processo de medição sob controle estatístico
Tendência / Linearidade
� Estatisticamente igual a zero e tendência menor que o critério de calibração
Variabilidade
%RR
� < 10 – Aceitável
� Entre 10 e 30 – Pode ser aceito baseado em análise
� > 30 – Sistema de medição necessita melhoria
Discriminação � ncd: pelo menos 5
Para atributos, pelo método da tabulação cruzada, o critério é:
Kappa (κ) > 0,75 - Aceitável
Kappa (κ) entre 0,40 e 0,75 - Necessita análiseKappa (κ) < 0,40 - Rejeitado

� A organização deve determinar as medições e monitoramentos a seremrealizados e os dispositivos de medição necessários para evidenciar aconformidade do produto aos requisitos especificados (ver 7.2.1).
� A organização deve estabelecer processos para assegurar que a medição emonitoramento podem ser realizados, e são executados de uma maneiracoerente com os requisitos de medição e monitoramento.
� Quando necessário, p/ assegurar resultados válidos, o dispositivo deve ser:
a) Calibrado ou verificado a intervalos especificados ou antes do uso, contrapadrões de medição rastreados à padrões de medição internacionais ounacionais; quando esse padrão não existir, a base usada para calibração ouverificação deve ser registrada;
b) Ajustado ou reajustado, quando necessário;
c) Identificado para possibilitar que a situação de calibração seja dada;
d) Protegido contra ajustes que possam invalidar o resultado da medição;
e) Protegido de dano e deterioração durante o manuseio, manutenção earmazenamento.
ISO 9001 e ISO/TS 16949 – 7.6 = Controle dos dispositivos de medição e monitoria

� Adicionalmente, a organização deve avaliar e registrar a validade dosresultados de medições anteriores, quando constatar que o dispositivonão está conforme com os requisitos. A organização deve tomar açãoapropriada no dispositivo e em qualquer produto afetado. Registros dosresultados de calibração e verificação devem ser mantidos (ver 4.2.4).
� Quando usado na medição e monitoramento de requisitosespecificados, deve ser confirmada a capacidade do software decomputador para satisfazer a aplicação pretendida. Isso deve ser feitoantes do uso inicial e re-confirmado se necessário.
Nota: Ver NBR ISO 10012-1 e NBR ISO 10012-2 para orientações.
ISO e ISO/TS – 7.6 = Controle dos dispositivos de medição e monitoria

� Estudos estatísticos devem ser conduzidos, para analisar a variaçãopresente nos resultados de cada tipo de sistema de equipamento demedição e ensaio. Este requisito deve aplicar-se a todos os sistemasde medição referenciados no Plano de Controle. Os métodosanalíticos e critérios de aceitação usados devem estar conformes comaqueles contidos no manual de referência de análise do sistema demedição do cliente. Outros métodos analíticos e critérios de aceitaçãopodem ser usados, se aprovados pelo cliente.
7.6.1 Análise do sistema de medição (ISO/TS)
ISO/TS 16949 – Elemento 7.6 Controle dos dispositivos de medição e monitoria

� Os registros da atividade de calibração / verificação, em todos osgabaritos, equipamentos de medição e ensaio, necessários paraprover evidência da conformidade do produto aos requisitosdeterminados, incluindo equipamentos do funcionário e de propriedadedo cliente, devem incluir:
• identificação do equipamento, incluindo a norma de mediçãocontra a qual o equipamento está calibrado,
• revisões, seguindo alterações de engenharia,
• qualquer leitura fora da especificação, como recebido paracalibração / verificação,
• uma avaliação do impacto da condição de fora da especificação,
• declaração de conformidade à especificação, depois dacalibração / verificação, e
• notificação para o cliente, se o material ou produto suspeitopuder ter sido enviado.
7.6.2 Registros de calibração/verificação (ISO/TS)
ISO/TS 16949 – Elemento 7.6 Controle dos dispositivos de medição e monitoria

� Uma instalação de laboratório interno de uma organização deve ter umescopo definido, que inclua sua capacidade para executar os serviçosrequeridos de inspeção, ensaio ou calibração. O escopo deste laboratóriodeve ser incluído na documentação do sistema de gestão da qualidade. Olaboratório deve atender aos requisitos técnicos, incluindo (no mínimo):
• adequação dos procedimentos do laboratório,
• competência do pessoal do laboratório que conduza os ensaios,
• ensaios do produto,
• capacidade p/ executar estes serviços corretamente, rastreabilidadea um processo normalizado relevante (ex. ASTM, EM, etc), e
• análise crítica dos registros relacionados.
Nota: A acreditação na ISO/IEC 17025 pode ser usada para demonstrara conformidade do laboratório interno da organização para este requisito,mas isto não é mandatório.
7.6.3.1 Laboratório interno (ISO/TS)
ISO/TS 16949 – Elemento 7.6 Controle dos dispositivos de medição e monitoria

� As instalações de laboratórios comerciais/independentes externas,usadas para serviços de inspeção, ensaios ou calibração pela organizaçãodevem ter definido o escopo do laboratório, que inclua a capacidade deexecutar a inspeção, ensaio ou calibração requerida, e: o laboratório deveser acreditado pela ISO/IEC 17025, ou equivalente nacional, ou deve haverevidência que o laboratório externo é aceito pelo cliente.
Nota 1: Tal evidência pode ser demonstrada pela avaliação do cliente, porexemplo, ou por uma avaliação de segunda parte, aprovada pelo cliente,que o laboratório atende à intenção da ISO/IEC 17025 ou equivalentenacional.
Nota 2: Quando um laboratório qualificado não estiver disponível para umadada peça de equipamento, os serviços de calibração podem serexecutados pelo fabricante do equipamento. Em alguns casos, aorganização deveria garantir que os requisitos listados no 7.6.3.1 tenhamsido atendidos.
7.6.3.2 Laboratório externo (ISO/TS)
ISO TS 16949 – Elemento 7.6 Controle dos dispositivos de medição e monitoria

Critério de aceitação
AtenAten çção:ão:O uso do GUIA de GR&R como o únicocritério inicial NÃO é uma prática aceitávelpara a determinação da aceitabilidade de umsistema de medição.
(Página 78 do Manual de MSA)

Fim
Fim do Módulo 2
Top Related