




γλώσσες
Σελίδες
Νομικός


©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e
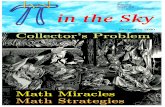
Extruder Screw
Figure 13.5 Details of an extruder screw inside the barrel.

Flight Angle A
The Flight Angle A can be determined from the following relationship.
tanA = pitch / πD (eq. 13.4)
A = tan-1(p / (πD))
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Drag flow results from friction between the viscous liquid and the two opposing surfaces moving relative to each other.
Qd = 0.5vdw (eq. 13.5)
v = velocity of the moving plate, in/sec (m/s)
v = πDN cos A (eq. 13.6)
D = screw flight diameter, in. (mm)
N = screw rotational speed, rev/sec
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Drag flow results from friction between the viscous liquid and the two opposing surfaces moving relative to each other.
Qd = 0.5vdw
d = distance separating the two plates, in. (m)
d = dc (eq. 13.7)
dc = screw channel depth, in. (mm)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Drag flow results from friction between the viscous liquid and the two opposing surfaces moving relative to each other.
Qd = 0.5vdw
w = the width of the plates perpendicular to velocity direction, in. (m)
w = wc = (πDtanA – wf)cosA (eq 13.8)
Reduces to wc = πDsinA (eq 13.9)
wc = screw channel width, in. (mm)
A = flight angle
wf = flight land width, in. (mm)©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Drag flow results from friction between the viscous liquid and the two opposing surfaces moving relative to each other.
Qd = 0.5vdw
Qd = 0.5 π2D2NdcsinAcosA (eq 13.10)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Back pressure flow in the barrel will reduce the material being moved by drag flow.
Qb = pπDdc3sin2A /12ηL (eq. 13.12)
p = head pressure in the barrel, lb/in2 (Mpa) L = length of the barrel, in. (m) η = viscosity of polymer melt, lb-sec/in2 (N-s/m2)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Volume Flow Rate
Melt flow is the difference between drag flow and back pressure flow.
Qx = Qd – Qb
Qx = 0.5π2D2NdcsinAcosA - pπDdc3sin2A /12ηL
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Extruder and Die Characteristics
If back pressure is zero, then the flow would equal drag flow denoted as Qmax.
Qmax = 0.5π2D2NdcsinAcosA (eq. 13.14)
If back pressure was so great that there was no flow, then Qd = Qb The maximum head pressure would be pmax
pmax = 6πDNLηcotA / dc2 (eq. 13.15)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Extruder and Die Characteristics
The actual operating parameters will lie somewhere between Qmax and pmax.
Qx = Ksp (eq. 13.16)
Qx = flow rate, in.3/sec (m3/s)
p = head pressure, lb/in2 (MPa) Ks = shape factor for the die, in.5/lb-sec (m5/Ns)
for a circular die, Ks is:
Ks = πDd4 / 128ηLd (eq. 13.17)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

Extruder and Die Characteristics
The actual operating parameters will lie somewhere between Qmax and pmax.
Ks = πDd4 / 128ηLd (eq. 13.17)
Dd = die opening diameter, in. (m)
η = melt viscosity, lb-sec/in2 (N-s/m2)
Ld = die opening length, in. (m)
©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e

©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e
Shrinkage
Reduction in linear size during cooling from molding to room temperature
Polymers have high thermal expansion coefficients, so significant shrinkage occurs during solidification and cooling in mold
Typical shrinkage values: Plastic Shrinkage, mm/mm (in/in)
Nylon‑6,6 0.020
Polyethylene 0.025
Polystyrene 0.004
PVC 0.005

©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e
Compensation for Shrinkage
Dimensions of mold cavity must be larger than specified part dimensions:
Dc = Dp + DpS + DpS2 (eq. 13.19)
where Dc = dimension of cavity, in. (mm)
Dp = molded part dimension, in. (mm)
and S = shrinkage value
Third term on right hand side corrects for shrinkage in the shrinkage