Ultra-high temperature spark plasma sintering of α-SiC
6
CERAMICS INTERNATIONAL Available online at www.sciencedirect.com Ceramics International ] (]]]]) ]]]–]]] Ultra-high temperature spark plasma sintering of α-SiC Salvatore Grasso a,b,n , Theo Saunders a,b , Harshit Porwal a,b , Mike Reece a,b a School of Engineering and Material Science, Queen Mary University of London, London E1 4NS, UK b Nanoforce Technology Limited, London E1 4NS, UK Received 24 July 2014; accepted 17 August 2014 Abstract Ultra High Temperature SPS (UHTSPS) was used to sinter pure α-SiC at 2450 1C. Such a high temperature and partial vacuum conditions (1200 Pa) promoted SiC sublimation and condensation reactions. In the presence of an electric field, materials with graded porosity could be produced by using UHTSPS. At high temperature, the condensation of the gaseous species was controlled by the polarity of the applied electric field. Preferential condensation of SiC occurred on the negative electrode (cooler surface) due to the Peltier effect associated with the n-type thermoelectric behaviour of SiC. In the absence of an electric field, condensation was driven by gravity and it resulted in dense SiC monoliths. & 2014 Elsevier Ltd and Techna Group S.r.l. All rights reserved. Keywords: D. SiC; SPS; PVT; Peltier effect 1. Introduction Silicon carbide is among the most widely used ceramics for both structural and functional applications. The worldwide yearly consumption of silicon carbide is expected to reach 2.4 10 6 tons by 2019 [1]. The main applications for SiC, in terms of volume, are for steelmaking, refractories and abra- sives. A small portion (i.e. a few thousand tonnes) of its production is used for advanced ceramic applications. Due to its strong covalent bonding, it is difficult to densify SiC without sintering additives. Depending on its application, the typical sintering additives include B, C, Al 2 O 3 and others rare earth oxides. The powder mixtures are sintered using several techniques, with or without applied pressure, by solid state or liquid phase sintering [2]. More recently Suzuki et al. [3] successfully densified pure SiC by SPS (1950 1C for 10 min under 80 MPa applied pressure) starting from ultrafine grained powder (average particle size 0.2 mm). They demonstrated the effectiveness of colloidal processing combined with an optimized SPS sintering cycle for achieving fully dense monoliths. In pressureless conditions, densification of pure SiC is not promoted by increasing the sintering temperature[4]. Recrystal- lized SiC (RSiC) is produced by firing green bodies in pressureless conditions at temperature up to 2500 1C in vacuum. The result is a porous self-bonded SiC with density comparable to the starting green body (2.6 g/cm 3 ). Presureless sintering results in nearly no shrinkage, thus, large and complex shapes can be manufactured with a certain degree of precision. RSiC has been widely used in metallurgy, aerospace and other industries due to its high temperature strength, outstanding erosion resistance and high oxidation resistance with a continuous operating temperature in air of up to 1600 1C. The combination of high thermal conductivity and low coefficient of thermal expansion makes this material ideal for kiln furniture [1]. Semiconductor [5] and nuclear [2, 6] industries require high purity SiC products. To produce these materials sintering routes are not viable, instead Chemical Vapour Deposition (CVD) [7] and Physical Vapour Transport (PVT) techniques are used [8]. These techniques are also employed to grow large SiC single crystals (i.e. 15 cm diameter discs). The literature on pressure assisted sintering techniques operating at temperatures in the sublimation range is quite limited. This is because such temperatures are barely www.elsevier.com/locate/ceramint http://dx.doi.org/10.1016/j.ceramint.2014.08.062 0272-8842/& 2014 Elsevier Ltd and Techna Group S.r.l. All rights reserved. n Correspondence to: Nanoforce Technology Limited, Joseph Priestley Building, Queen Mary University of London, Mile End Road, London E1 4NS, UK. Tel./fax: þ 44 20 7882 2773. E-mail address: [email protected] (S. Grasso). Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sintering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j. ceramint.2014.08.062
Transcript of Ultra-high temperature spark plasma sintering of α-SiC

CERAMICSINTERNATIONAL
Available online at www.sciencedirect.com
http://dx.doi.org/0272-8842/& 20
nCorrespondeBuilding, Queen4NS, UK. Tel./f
E-mail addre
Please cite thisceramint.2014.
Ceramics International ] (]]]]) ]]]–]]]www.elsevier.com/locate/ceramint
Ultra-high temperature spark plasma sintering of α-SiCSalvatore Grassoa,b,n, Theo Saundersa,b, Harshit Porwala,b, Mike Reecea,b
aSchool of Engineering and Material Science, Queen Mary University of London, London E1 4NS, UKbNanoforce Technology Limited, London E1 4NS, UK
Received 24 July 2014; accepted 17 August 2014
Abstract
Ultra High Temperature SPS (UHTSPS) was used to sinter pure α-SiC at 2450 1C. Such a high temperature and partial vacuum conditions(1200 Pa) promoted SiC sublimation and condensation reactions. In the presence of an electric field, materials with graded porosity could beproduced by using UHTSPS. At high temperature, the condensation of the gaseous species was controlled by the polarity of the applied electricfield. Preferential condensation of SiC occurred on the negative electrode (cooler surface) due to the Peltier effect associated with the n-typethermoelectric behaviour of SiC. In the absence of an electric field, condensation was driven by gravity and it resulted in dense SiC monoliths.& 2014 Elsevier Ltd and Techna Group S.r.l. All rights reserved.
Keywords: D. SiC; SPS; PVT; Peltier effect
1. Introduction
Silicon carbide is among the most widely used ceramicsfor both structural and functional applications. The worldwideyearly consumption of silicon carbide is expected to reach2.4� 106 tons by 2019 [1]. The main applications for SiC, interms of volume, are for steelmaking, refractories and abra-sives. A small portion (i.e. a few thousand tonnes) of itsproduction is used for advanced ceramic applications.
Due to its strong covalent bonding, it is difficult to densify SiCwithout sintering additives. Depending on its application, thetypical sintering additives include B, C, Al2O3 and others rareearth oxides. The powder mixtures are sintered using severaltechniques, with or without applied pressure, by solid state orliquid phase sintering [2]. More recently Suzuki et al. [3]successfully densified pure SiC by SPS (1950 1C for 10 min under80 MPa applied pressure) starting from ultrafine grained powder(average particle size 0.2 mm). They demonstrated the effectiveness
10.1016/j.ceramint.2014.08.06214 Elsevier Ltd and Techna Group S.r.l. All rights reserved.
nce to: Nanoforce Technology Limited, Joseph PriestleyMary University of London, Mile End Road, London E1
ax: þ44 20 7882 2773.ss: [email protected] (S. Grasso).
article as: S. Grasso, et al., Ultra-high temperature spark plasma s08.062
of colloidal processing combined with an optimized SPS sinteringcycle for achieving fully dense monoliths.In pressureless conditions, densification of pure SiC is not
promoted by increasing the sintering temperature[4]. Recrystal-lized SiC (RSiC) is produced by firing green bodies inpressureless conditions at temperature up to 2500 1C in vacuum.The result is a porous self-bonded SiC with density comparableto the starting green body (2.6 g/cm3). Presureless sinteringresults in nearly no shrinkage, thus, large and complex shapescan be manufactured with a certain degree of precision. RSiC hasbeen widely used in metallurgy, aerospace and other industriesdue to its high temperature strength, outstanding erosionresistance and high oxidation resistance with a continuousoperating temperature in air of up to 1600 1C. The combinationof high thermal conductivity and low coefficient of thermalexpansion makes this material ideal for kiln furniture [1].Semiconductor [5] and nuclear [2,6] industries require high
purity SiC products. To produce these materials sintering routes arenot viable, instead Chemical Vapour Deposition (CVD) [7] andPhysical Vapour Transport (PVT) techniques are used [8]. Thesetechniques are also employed to grow large SiC single crystals (i.e.15 cm diameter discs). The literature on pressure assisted sinteringtechniques operating at temperatures in the sublimation range isquite limited. This is because such temperatures are barely
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.

S. Grasso et al. / Ceramics International ] (]]]]) ]]]–]]]2
achievable when using conventional apparatuses. In this work wehave developed a novel UHTSPS process able to reach atemperature as high as 2450 1C [9]. At this temperature SPS actedas a PVT growth cell. The UHTSPS gave an insight into thethermo-electric interactions [10,11] occurring during the SiCsublimation/condensation process. Even if there is plenty ofliterature investigating sintering and PVT process of SiC [2], theelectric field effects on sublimation/condensation process in (PVT)have not yet been clarified. This work aims to fill this gap.
2. Experimental procedure
The starting powder used for this investigation was UF-10 α-SiCproduced by H.C. Starck (Germany). This powder was producedby the Acheson process, and it mainly consisted of the α-polytype.The average particle size measured by laser diffraction analysis(ASTM B 822) was 0.7 mm (D90%¼1.8, D50%¼0.7, D10%¼0.2),the specific surface area was 9.0–11 m2/g. The purity of the startingpowder was 98.5 wt%. The main impurities were O (o1.1 wt%),Al(o0.03 wt%), Ca (o0.01 wt%) and Fe (o0.05 w%t).
In order to understand the effect of an electric field on thephysical vapour transport, two SPS configurations were employed.In both of the configurations the temperature was 2450 1C. All theexperiments were carried out using a SPS furnace (HPD 25, FCTSysteme GmbH, Rauenstein, Germany) in argon partial pressure of1200 Pa.
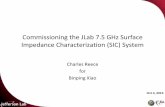
Configuration 1 is shown in Fig. 1(a). The as received SiCpowder (1 g) was poured into a hollow graphite die with20 mm inner diameter. The SiC powder was heated under anapplied uniaxial pressure, resulting in a good electric contactbetween the sample and the pressing punches. This allowed theeffective application of an electric field across the sinteringspecimen, as detailed in Ref. [12]. In the UHTSPS
Fig. 1. (a) Schematic of the UHTSPS punch die assembly (configuration 1). The pothe top and (b) the bottom surfaces. The samples were heated processed at 2450 1
Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sceramint.2014.08.062
configuration, thick graphite felt was employed to reduce theheat loss by radiation. The UHTSPS experiments were carriedout in 2 steps, in the first step pressure was kept constant at16 MPa while heating up to 2000 1C at a rate of 200 1C/min, inthe second step the pressure was linearly increased up to40 MPa while heating up to 2450 1C at a rate of 50 1C/min.The dwelling time at 40 MPa was 40 minutes, and the coolingrate was 100 1C/min. The temperature was measured using a toppyrometer focused inside a hole in the punch at distance of4 mm from the sample.Configuration 2, is shown in Fig. 4(a). It was designed to
minimize the contribution of the electric current (electric field)applied across the compact on the PVT of SiC. The looselypacked SiC powder was not in contact with the top punch (i.e.the mould was not completely filled up) and the powder (1 g)was not pressed between the punches. Configuration 2 con-sisted of a hollow mould with inner and outer diameters of 14and 20 mm respectively, its height was 20 mm. The mould waspressed between two graphite punches, and the temperaturewas probed by the top pyrometer pointing at the punch innerwall (point 1 in Fig. 4(a)) and by the side pyrometer pointingon the outer die wall (point 2 in Fig. 4(a)). The temperatureprobed at the die surface was ramped up to 2450 1C in 3 minand held for 3 min.The samples were characterized using an SEM (FEI, Inspect F,
Hillsboro, USA).
3. Results and discussion
In order to perform UHTSPS experiments a novel punch anddie setup was developed. This configuration aimed to reducethe localized overheating occurring between the punch andspacer as described by Giuntini et al. [13]. The modified SPS
larity of the punches is marked in. SEM of the polished sample observed at (a)C for 40 min under an applied pressure of 40 MPa.
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.

S. Grasso et al. / Ceramics International ] (]]]]) ]]]–]]] 3
set-up consisted of a punch with tronco-conical shape which issketched in Fig. 1(a). This UHTSPS set-up avoids overheatingand consequent creep failure of the SPS punch die assembly attemperatures exceeding 2200 1C. The SPS apparatus appliedsquare wave DC with pulses of 15 ms on 5 ms off. The SPScurrent flows in an upward direction with respect to gravity, asshown in Fig. 1(a) the bottom ram of the SPS machinecorresponds to the positive electrode.
At 2450 1C in partial vacuum conditions volatilization of SiCoccurs. In fact, SiC single crystals are grown using a PVT process,which is carried out in argon partial pressure of 6700 Pa andtemperature of 2200 1C [14], resulting in deposition rates between0.2 to 2 mm per hour [15]. In the PVT process the SiCrecrystallization in driven by a thermal gradient created on thesurface of a growth cell (a quasi-closed graphite crucible).Typically the hotter zone (top of the crucible) is at a temperaturehigher than 2200 1C while the colder zone (bottom of the crucible)is at a lower temperature of about 2150 1C with a gradient of10 1C/cm [5]. It should be noted that the UHTSPS conditions interms of both temperature (2450 1C) and vacuum (1200 Pa)promote greater evaporation rates than the ones typically reportedfor the PVT process. The sublimation not only produces SiC (gas)
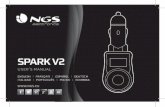
Fig. 2. SEM of sample cross section (a), there is clear evidence of a graded densitybottom cross sections confirm the graded density. The sample was processed as in
Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sceramint.2014.08.062
but also depending on the processing conditions, other moleculargaseous species (Si, C, SiC2, and Si2C) [16].Fig. 1 shows the microstructures observed at the top (b) and
the bottom (c) surfaces of the SiC powder processed byUHTSPS held at 2450 1C for 40 min. Comparing the topsurface (b) with the bottom one (c) there is a significantdifference in the density. The relative density estimated byimage analysis of the top surface (Fig. 1(b)) was 9375%,while the bottom surface of the sample was clearly moreporous and the relative density was 75%75% (Fig. 1(c)). Asevidenced in Fig. 2(a) the sample had a graded densificationalong an axial direction, which indicates a marked directionalfield effect. Fig. 2 shows the cross section of the samplespresented in Fig. 1. This confirmed the higher relative densityof the top of the sample 9475 (Fig. 2(b)) compared to thebottom 7475% (Fig. 2(c)). The arrows in Figs. 2(b) and (c)point at closed porosity at the top (b) and open porosity in thebottom (c). As apparent in Fig. 2(a), the preferential condensa-tion followed the applied electric field, with sublimation fromthe bottom and condensation at the top. As modelled byMaizza et al. [17], no large asymmetric (with respect to thesample mid-thickness plane) thermal gradient is expected to be
microstructure. Higher magnification images observed at the (b) top and (c) theFig. 1.
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.

S. Grasso et al. / Ceramics International ] (]]]]) ]]]–]]]4
generated along the axial direction across the sintering sample(see Fig. 24 in their work), so, the preferential densification ofthe sample should be attributed to effects other than simpleJoule heating.
In order to understand in more detail the mechanism related tothe preferential density distribution of the sample, a furtherUHTSPS run was performed using configuration 1. In this casethe sample was heated twice in two separate cycles. Each cyclewas performed as detailed in the experimental conditions and thedwell of each cycle was 20 min at 2450 1C. During the secondcycle the mould was turned upside down (referred to as turnedconfiguration 1). This allowed us to investigate whether thepreferential density distribution was reproducible with respect tothe applied field. Fig. 3 shows the cross section of the samples,obtained using the turned configuration 1. The relative density ofthe region near the top of the sample was 9674% (Fig. 3(b))while the bottom was (d) 9175% (Fig. 3(c)). The relativedensity in the sample mid-thickness (Fig. 3(c)) was significantlylower at 7375% which is still comparable with the one shownin Fig. 2(c). Compared with the results obtained in configuration1, Fig. 3(a) shows open porosity in the central area of the sample,
Fig. 3. Figure (a) shows a full cross section and it confirms higher density ofthe top and the bottom surfaces compared to the sample mid-thickness. Highermagnification images of sample cross section observed at (b) the top, (c) themiddle and (d) the bottom surfaces. The sample was processed usingconfiguration 1 inverted.
Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sceramint.2014.08.062
while closed porosity at the bottom and top surfaces. The resultsobtained in configuration 1 and 1 turned suggest that thecondensation mainly occurred on the top surface of the sample(negative electrode).The polarity of existing SPS hardware could not be inverted
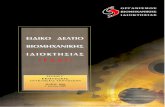
(i.e. make the top electrode positive). This would have beenuseful to investigate the condensation reaction for differentpolarities. In order to overcome this limitation, Configuration 2was employed. This configuration is sketched in Fig. 4(a). Theloosely packed SiC powder was heated in a graphite crucible.There was no pressure applied to the powder since the pressingpunches applied the load through the graphite mould. Thepowder was heated up to 2450 1C (measured at point 2 inFig. 4(a)) in 3 minutes and held for 3 min. Unlike theexperiments in configuration 1, the condensation occurred onthe bottom punch as shown in Fig. 4(b). Residual SiC powderwas left in the mould, this suggest that only part of the powdersublimated and condensed. Fig. 4(c) shows the fracture surfaceof condensed SiC. The monolith exhibited a pore free structureas shown in the high magnification inset of Fig. 4(c). Asreported in Ref. [18], SiC condensation is driven by twocontributions, the first one is the temperature gradient betweenthe die wall and the punches, the second one is gravity. Duringthe SPS experiments the die wall was 200 1C hotter than thetemperature measured by the top pyrometer. In configuration2, the absence of electric current flowing across the sample andthe symmetric temperature distribution with respect to die mid-thickness plane (of the mould) resulted in a preferentialcondensation driven by gravity.Considering the observations in Figs. 1–3, it seems that the
condensation of SiC gaseous species might have been drivenby an electric field via an ionization process where the gaseousparticles acquire a positive charge. However the voltageapplied in the SPS is below 10 V and the correspondingelectric field across the sample is usually below 5–10 V/cm[12]. Such a low field strength was probably not sufficient togenerate ionization of gaseous species. As reported byYasufumi et al. [19], no arcing could be generated in the caseof 99% SiC in any atmosphere even when the voltage was30 V [20]. For example, the SPS electric field is several ordersof magnitude lower than that employed by Yacaman et al.(0.2� 104 V/cm) [21] which affected the sublimation conden-sation reaction in the case of ionic crystals.By comparing the results in configuration 1 and 2, it is possible
to conclude that the electric current directed the condensation ontothe top punch (negative electrode), while in absence of an electriccurrent it occurred on the bottom punch (positive electrode). In thepresence of an electric current (configuration 1) through thesample, the condensation may have been driven by the inducedthermal gradient generated by the Peltier. Only a few studies haveattempted to quantify the magnitude of the temperature gradientgenerated by Peltier effect in the SPS technique [11]. In the case ofp-type thermoelectric materials, Becker et al. demonstrated bysimulation and experiments, that the temperature decreased fromthe negative electrode to the positive one [11]. Here the gradient isexpected to have the opposite sign because of the n-type nature ofSiC. It is well known that pure α-SiC is a thermoelectric material
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.

Fig. 4. (a) Schematic of the UHTSPS configuration 2. The SiC powder was loosely packed in a hollow mould and heated to 2450 1C and held for 3 min. The PVTresulted in a dense compact condensing on the bottom punch as highlighted by arrow in (b). The result is a dense pore free compact as illustrated in (c).
S. Grasso et al. / Ceramics International ] (]]]]) ]]]–]]] 5
with n-type behaviour [22]. Pai et al. [23] measured the thermo-electric properties of SiC up to 1000 1C; both the Seebeckcoefficient and electrical conductivity (in absolute value) increasedwith increasing temperature. As a result of the Peltier effect, thetemperature is expected to be lower on the top electrode (negative)compared to the bottom one (positive). The latter might explain thepreferential condensation on the cooler electrode as in the case ofPVT process. Unfortunately the thermoelectric properties (Seebeckcoefficient, electric and thermal conductivities) of SiC at tempera-ture higher than 1000 1C are not known, so, the thermal gradientgenerated in configuration 1 cannot be quantified. However, in thecase of PVT a small temperature gradient of 1 1C/mm is sufficientto drive the condensation [18].
4. Conclusions
In the presence of an electric current through the sintering ofthe SiC particles, UHTSPS resulted in preferential condensa-tion driven by the thermal gradient. Such a gradient wasgenerated by the Peltier effect associated with the n-typesemiconductor behaviour of pure α-SiC. Coherent results wereobtained even by inverting the orientation of the sample. In theabsence of current flowing through the material, the condensa-tion of SiC was mainly driven by gravity and resulted in a porefree material. The newly developed UHTSPS made it possibleto perform PVT of SiC at 2450 1C. The results shows thatUHTSPS is an effective tool for manufacturing high purity SiC
Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sceramint.2014.08.062
either in the form of dense monoliths or materials with gradedporosity.
Acknowledgement
S.G. was supported by Grant no. EP/K008749/1 (MaterialSystems for Extreme Environments) from Engineering andPhysical Sciences Research Council (EPSRC). T.S. wassupported by FP7 2007–2013 (ADMACOM) a EuropeanCommunity's 7th framework Programme.
References
[1] G.S.M.f.A., Transparency Market Research Report, Add Silicon Carbide(Black SiC), Aerospace, Military, Electronics, Healthcare, Steel andEnergy Applications—Global Industry Analysis, Size, Share, Growth,Trends and Forecast, 2013–2019 to its database.
[2] L.L. Snead, T. Nozawa, Y. Katoh, T.S. Byun, S. Kondo, D.A. Petti,Handbook of SiC properties for fuel performance modeling, J. Nucl.Mater. 371 (2007) 329–377.
[3] T.S. Suzuki, T. Uchikoshi, Y. Sakka, Densification of SiC by colloidalprocessing and SPS without sintering additives, Adv. Appl. Ceram. 113(2014) 85–88.
[4] Z.Z. Yi, Z.P. Xie, Y. Huang, J.T. Ma, Y.B. Cheng, Study on gelcastingand properties of recrystallized silicon carbide, Ceram. Int. 28 (2002)369–376.
[5] P. Wellmann, P. Desperrier, R. Müller, T. Straubinger, A. Winnacker,F. Baillet, E. Blanquet, J. Marc Dedulle, M. Pons, SiC single crystalgrowth by a modified physical vapour transport technique, J. Cryst.Growth 275 (2005) e555–e560.
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.

S. Grasso et al. / Ceramics International ] (]]]]) ]]]–]]]6
[6] S. Grasso, P. Tatarko, S. Rizzo, H. Porwal, C. Hu, Y. Katoh, M. Salvo,M.J. Reece, M. Ferraris, Joining of β-SiC by spark plasma sintering,J. Eur. Ceram. Soc. 34 (2014) 1681–1686.
[7] C. Hallin, I.G. Ivanov, T. Egilsson, A. Henry, O. Kordina, E. Janzén, Thematerial quality of CVD-grown SiC using different carbon precursors,J. Cryst. Growth 183 (1998) 163–174.
[8] G. Augustine, H.M. Hobgood, V. Balakrishna, G. Dunne, R.H. Hopkins,Physical vapour transport growth and properties of SiC monocrystals of4H polytype, Phys. Status Solidi (B) Basic Res. 202 (1997) 137–148.
[9] J. Kriegesmann, Microstructure control during consolidation of finegrained recrystallized silicon carbide, in: Proceedings of the 8th Con-ference and Exhibition of the European Ceramic Society in Istanbul,2003, (2004), pp. 2199–2202.
[10] S. Grasso, Y. Sakka, G. Maizza, Electric current activated/assistedsintering (ECAS): A review of patents 1906-2008, Sci. Technol. Adv.Mater. 10 (2009).
[11] A. Becker, S. Angst, A. Schmitz, M. Engenhorst, J. Stoetzel, D. Gautam,H. Wiggers, D.E. Wolf, G. Schierning, R. Schmechel, The effect ofPeltier heat during current activated densification, Appl. Phys. Lett. 101(2012).
[12] S. Grasso, Y. Sakka, Electric field in SPS: geometry and pulsed currenteffects, Nippon Seramikkusu Kyokai Gakujutsu Ronbunshi/J. Ceram.Soc. Jpn. 121 (2013) 524–526.
[13] D. Giuntini, E.A. Olevsky, C. Garcia-Cardona, A.L. MaximenkoM.S. Yurlova, C.D. Haines, D.G. Martin, D. Kapoor, Localized over-heating phenomena and optimization of spark-plasma sintering toolingdesign, Materials 6 (2013) 2612–2632.
Please cite this article as: S. Grasso, et al., Ultra-high temperature spark plasma sceramint.2014.08.062
[14] A. Itoh, H. Matsunami, Single crystal growth of SiC and electronicdevices, Crit. Rev. Solid State Mater. Sci. 22 (1997) 111–197.
[15] R.C. Glass, D. Henshall, V.F. Tsvetkov, C.H. Carter Jr, SiC seededcrystal growth, Phys. Status Solidi (B) Basic Res. 202 (1997) 149–162.
[16] T.S. Sudarshan, S.I. Maximenko, Bulk growth of single crystal siliconcarbide, Microelectron. Eng. 83 (2006) 155–159.
[17] G. Maizza, S. Grasso, Y. Sakka, Moving finite-element mesh model foraiding spark plasma sintering in current control mode of pure ultrafineWC powder, J.f Mater. Sci. 44 (2009) 1219–1236.
[18] B. Gao, X.J. Chen, S. Nakano, S. Nishizawa, K. Kakimoto, Analysis ofSiC crystal sublimation growth by fully coupled compressible multi-phase flow simulation, J. Cryst. Growth 312 (2010) 3349–3355.
[19] Y. Nariki, Y. Inoue, K. Tanaka, Production of ultra fine SiC powder fromSiC bulk by arc-plasma irradiation under different atmospheres and itsapplication to photocatalysts, J. Mater. Sci. 25 (1990) 3101–3104.
[20] K. Tanaka, K. Ishizaki, S. Yumoto, T. Egashira, M. Uda, Production ofultra-fine silicon powder by the arc plasma method, J. Mater. Sci. 22(1987) 2192–2198.
[21] M.J. Yacamán, Z.A. Munir, T. Ocaña, J.P. Hirth, Sublimation of ioniccrystals in the presence of an electrical field, Appl. Phys. Lett. 34 (1979)727–728.
[22] H. Kitagawa, N. Kado, Y. Noda, Preparation of N-type silicon carbide-based thermoelectric materials by Spark Plasma Sintering, Mater. Trans.43 (2002) 3239–3241.
[23] C.-H. Pai, K. Koumoto, H. Yanagida, Effects of sintering additives on thethermoelectric properties of SiC ceramics, Nippon Seramikkusu KyokaiGakujutsu Ronbunshi/J. Ceram. Soc. Jpn. 97 (1989) 1170–1175.
intering of α-SiC, Ceramics International (2014), http://dx.doi.org/10.1016/j.