Simulation in Manufacturing Technology - RWTH … and Merchant 1941: force equilibrium and shear...
20
Seite 1 © WZL / IPT Simulation in Manufacturing Technology Lecture 8: Principles of Cutting Prof.Dr.-Ing. Fritz Klocke Seite 2 © WZL / IPT Structure of the lecture Introduction: Metal Cutting The Cutting Part Tool-in-Hand System Terms at the Wedge Chip Formation Specification Shear Plane Model Machinability Force Components Tool Life Surface Integrity Chip Form Modeling of Machining FE- Model of Chip Formation
Transcript of Simulation in Manufacturing Technology - RWTH … and Merchant 1941: force equilibrium and shear...

Seite 1© WZL / IPT
Simulation in Manufacturing Technology
Lecture 8: Principles of Cutting
Prof.Dr.-Ing. Fritz Klocke
Seite 2© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE- Model of Chip Formation

Seite 3© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand-System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE- Model of Chip Formation
Seite 4© WZL / IPT
Cutting: Machining with geometrically defined cutting edge
source: DIN 8580
Manufacturing Processes
1
primary shaping
2secondar
yshaping /forming
3
cutting
4
joining
5
coating
6changingmaterial
properties
3.2cutting with
geometricallydefinedcuttingedges
(DIN 8598-0)
major groups

Seite 5© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-hand system
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation
Seite 6© WZL / IPT
Cutting edges on the cutting part of a turning tool
shank
primary motion
feed motion
major cutting edge
major second flank
minor flank
minor cutting edge
major second face
cutting edge corner
γA
αA
α'A
S'S

Seite 7© WZL / IPT
Tool and workpiece motions
chip
tool
workpiece
trace of the plane
of the flank Aa
β
trace of the plane of the face Ag
cutting speed
feed speedresultant cuttingspeed
η ϕ
trace of the plane of
the transient surface
Seite 8© WZL / IPT
Tool-in-hand system
assumed workingplane Pf
cutting edgenormal plane Pn
tool cutting edgeplane Ps
tool orthogonalplane Po
tool back plane Pp
rP
nP
sPoP
tool reference plane Pr
pPrκ
cvr
fvr
fP
sλ

Seite 9© WZL / IPT
Differences between reference systems
assumeddirection offeed motion
assumedworkingplane Pf
assumed directionof primary motion
tool backplane Pp
working backplane Ppe
workingplane Pfe
direction offeed motion
direction of the resultantcutting speed
tool referenceplane Pr
working referenceplane Pre
cvr ev
r
selected point onthe cutting edge
tool
-in-h
and
tool
-in-u
se
syst
em
syst
em
Seite 10© WZL / IPT
Tool-in-hand system (ISO 3002)
This is the plane ofthe face Aγ.
Fix with the machine by turning,if the cutting edge is positioned
in the centre of the spindle.
assumed workingplane Pf
cutting edgenormalplane Pn
tool cutting edgeplane Ps
machine coordinatesystem
rP
nPcvr
fPrκ
nγ
x
y
z
B
A
C
(DIN EN ISO 841)
Fix with
the to
ol!
Fix
with
the
tool
!
Fi x with the
tool !
sPVa
riabl
e w
ith th
e p
roce
ss!
sλ−fvr
tool reference plane Pr
evr

Seite 11© WZL / IPT
Theoretical terms at the process
trace of theworking cutting edge plane
tool
nefeoe PPP ≡≡
selected point on the cutting edge
workpiece
trace of the shear plane
Φ
y
z
hr
neγ
chhr
seP
ePΦ
trace of the working reference plane reP
Seite 12© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand System
Terms at the Wedge
Chip Formation Specification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation

Seite 13© WZL / IPT
Chip formation: types of chips I
continuous chip chip with build-up edgesegmented chip
Seite 14© WZL / IPT
Chip formation: types of chips II
shearing chip discontinuous chip

Seite 15© WZL / IPT
Chip formation: The cutting operation
source: Codron 1906
1. bring upgathering
2. split up, cracksegmentformation
3. shearing andnext bring up
4. second segmentformationand bring up
5. shearing andnext crack
6. third segmentformationand bring up
7. shearing andnext crack
…
t
F
dynamiccutting force
Seite 16© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand system
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation

Seite 17© WZL / IPT
The shear plane model
shear plane
Φplastic deformation only in the shear planebiaxial stress conditionideal sharpness of the cutting edge
accounts:
realisation: the orthogonal cut
This model is acceptable, because the biaxial andthe triaxial stress condition are in neighbourhood.
All the force compo-nents are in the toolorthogonal plane Po.
tool cutting edgeangle kr= 90°tool cutting edgeinclination ls= 0°
trace of Pp
Seite 18© WZL / IPT
Consideration of energy
Φ⋅
=Φ
=Φ sinsin
hbAA
shear plane
vc
vchF
h
hch
model
h
x∆
s∆
Φ
sFE ∆⋅= ΦΦshear energy:
x
s
xA
sF
V
Ee
∆∆⋅=
∆⋅∆⋅
== ΦΦ
Φ
Φ
ΦΦ τspecific shear energy:
ΦF

Seite 19© WZL / IPT
Krystoff 1939: shear angle determination
oγ
oα
Φ−°90
3
nfo PPP ≡≡
trace of theshear plane
trace ofthe toolreferenceplane Pr
workpiece
tool
ΦF
2
( ) °=Φ+− 45oγρ
zF
y
z
oγρ −
nFΦ
major axis system
machine coordinate system
ργπ−+=Φ o4
principle of maximum shear stress
Seite 20© WZL / IPT
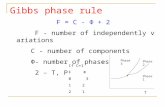
Ernst and Merchant 1941: force equilibrium and shear angle
cF
oγ
oα
fF
ΦΦFzF
γF
nFγ
nFΦ
nfo PPP ≡≡
Φ
trace of theshear plane
trace of thetool referenceplane Pr
ρ
oγρ −
workpiece tool
shear stress in the shear plane:
( )hb
FF
A
F fc
⋅
Φ⋅Φ⋅−Φ⋅==
Φ
ΦΦ
sinsincosτ
0=ΦΦ
d
dτ( )ργπ
−⋅+=Φ o2
1
4
Eugene M. Merchant

Seite 21© WZL / IPT
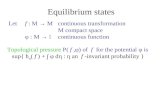
Application: theory of the ideal plastic body Lee/Shaffer (1951)
oγ
oα
B
nfo PPP ≡≡
trace of the shear plane
trace of thetool referenceplane Pr
toolworkpiece
C
A
Φ
B
A
4
π
C0=σ0=τ
Φτ η
D
Φ
ργπ
−+=Φ o4
da,
b
fc,
e
ρ⋅2σ
τ
ρη
Mohr‘s circle diagram
Seite 22© WZL / IPT
Shear plane model: force calculation
shear workfriction work at the face
demonstration of the total force as a function of the shear stress with consideration of:
( )0cossin γρτ
−+Φ⋅Φ⋅⋅
= Φ hbFz
By using the circle of Thales, the total force can be substitute with the two force componentscutting force and feed force. (in the orthogonal cut)
( )( ) hbF
o
ocortho ⋅⋅⋅
−+Φ⋅Φ−
= Φτλργρ
cossin
cos ( )( ) hbF
o
ofortho ⋅⋅⋅
−+Φ⋅Φ−
= Φτγργρ
cossin
sin
Calculation of the force components with a physical and theoretical background!
(advantage of analytical models)

Seite 23© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation
Seite 24© WZL / IPT
Force components
feed motion(tool)
fFpF
cFaF
zF
fv
cvev
cutting force
back force
total force
active force
feed force
cutting speedfeed speed
resultant cutting speed the three force componentsFc, Ff and Fp are perpendicularthe total force Fz is theirgeometrical sumback force Fp does notinfluences the power
primary motion(workpiece)

Seite 25© WZL / IPT
Dependencies of the force components
At the area of the roundedcorner the trend line of theforce components are notlinear!
The maxima are producedby the build up cutting edgeduring the area of lowcutting speed.
area of the roundedcorner
paf
forc
e
forc
e
forc
e
feed cutting speed depth of cut
F F F
Fc
FfFp
Fc
FfFp
Fc
Fp
Ff
cv rκ
forc
e
tool cutting edge angle
F
Fc
Fp
Ff
distribution of force
Seite 26© WZL / IPT
primary influence of the force components
In the theoretical cutting mechanics, the cross-sectional area was identified as primaryfactor and for the calculation the following parameters were defined:
thickness of cut hwidth of cut b
technical terms: vc, vf, ap, … theoretical terms: b, h, hch, …
technical cutting mechanics theoretical cutting mechanicsgeometrical relation
kr, ls, ao, go, …
Plagens has found a good approximation of the cutting force with a linear function of thewidth of cut (b).
),( hbfFz =
The approximation of the force components with a function of the thickness of cut h wasoften discussed and lead to empirical models:

Seite 27© WZL / IPT
Force approximation: empirical models
bBhbAFi ⋅+⋅⋅= ( )imii hbkF −⋅⋅= 1
1.1
linear approximation: potential approximation:
result of a curve fitcalculation of the cutting forcestatistic protectedvery precise
a theoretical reason is missingcalculation of the other forcecomponents are not protected
Schlesinger (1931)Pohl (1934)Klein (1938)Richter (1954)Hucks (1956)Thomson (1962)Altintas (1998)
Taylor (1883/1902)Fischer (1897)Friedrich (1909)Hippler (1923) Salomon(1924)Kronenberg (1927)Klopstock (1932)Kienzle (1952)
result of a curve fitfirst part has a basis ofthe shear plane theoryvery easy function
not so preciseall calculations are not so protected(low number of user)
researcher
Seite 28© WZL / IPT
Example: linear approximation
0 20 40 60 80 100 120 140 160 180100
200
300
400
500
600
700
800
Ac=131,69 NBc=3,98 N/µm
Af=154,71 NBf=2,48 N/µm
Kra
ft [N
]
Spanungsdicke [µm]
Fc242 Ff242 Linear Fit of Data1_Fc242 Linear Fit of Data1_Ff242
thickness of cut / µm
forc
e /
N
…..
bBhbAF iii ⋅+⋅⋅=
linear approximation:
1 2 3 4 50
100
200
300
400
500
600
vc=242 m/min
h =100 µm
Kra
ft [N
]
Zeit [s]
Fc Ff
fF
cF
time/ s
forc
e /
N
µmh 100=min
242m
vc =

Seite 29© WZL / IPT
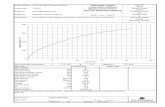
Example: potential approximation
scaled force nomogram
100
1000
10000
0,1 1
thickne ss of cut h / mm
sca
led
fo
rce
Fi'
/ N
/mm
log(hB)-log(hA)
log(F‘iB)-log(F‘iA)
1'iF
A
Bei
tanei=1-mi
Otto Kienzle(1893-1969)
hbkF ii ⋅⋅=im
ii h
kk 1.1=
imii hbkF −⋅⋅= 1
1.1potential approximation:
logarithmic scale of the axes!
triangle of the slope!
Seite 30© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation

Seite 31© WZL / IPT
Types of wear
craterflank wear land
VBB
ABC N
αSV
KF
A
AγSV
tool
face
clearance
γA
αA
faceflank γAαA
KT
KM
Seite 32© WZL / IPT
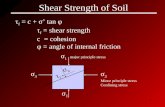
Taylor’s tool life theory
tool life straight line or Taylor’s straight line
bxmy +⋅=
vcvc CvT loglogtanlog +⋅= δ vcvc k=δtan∧
vcvc CvkT logloglog +⋅=
vk
c CvT vc ⋅=
Frederick Winslow Taylor(1856-1915)
Application of the generalequation of a straight line!
Consideration of the logarithmic scale of the axes!
Standzeitdiagramm
1
10
100
10 100
Schnittgeschwindigkeit vc / m/min
Sta
nd
zeit
T /
min
vcδ
too
l lif
e
T /
min
cutting speed vc / m/min
tool life diagram

Seite 33© WZL / IPT
Wear diagram: flank wear
Verschleißdiagramm
0
0,1
0,2
0,3
0,4
0 5 10 15 20 25 30
tc / min
VB
/ m
m
vc=160 m/min
vc=200 m/min
vc=300 m/min
the choice of thetool life criterion
determination of the tool lifeconsideration of theboundary conditions
under fixcutting edge geometries
andcutting conditions
wear diagram
Seite 34© WZL / IPT
Tool life straight line
Standzeitdiagramm
1
10
100
100 1000
Schnittgeschwindigkeit / m/min
Sta
nd
zeit
/ m
in
HW - P25
determination of the cutting speed for a tool life of 15 minutes
T=15 min
min 1703,0 15
mv VB =
tool life diagram
Cutting speed / m/min
too
l lif
e
T /
min

Seite 35© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation
Seite 36© WZL / IPT
Engagement conditions
z
x
Pr
f/2
P1Rt
εr tRr −ε
P2
rκ
4
2frrRt −−= εε
εrf
Rt ⋅≈
8
2
Tschebyschow (1874): MillingBauer (1934): Turning
tool referenceplane Pr

Seite 37© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip Formation
Seite 38© WZL / IPT
Chip forms
source: Stahl-Eisen Prüfblatt

Seite 39© WZL / IPT
Structure of the lecture
Introduction: Metal Cutting
The Cutting PartTool-in-Hand System
Terms at the Wedge
Chip FormationSpecification
Shear Plane Model
Machinability
Force Components
Tool Life
Surface Integrity
Chip Form
Modeling of MachiningFE-Model of Chip formation
Seite 40© WZL / IPT
FE-Model: orthogonal cut
CAD-data of the tool
material data
flow
str
ess
/ M
Pa
temperature / °Cstrain rate
stressdistributionof the tooltemperaturedistributionof the tool
results:
FE-Software
nonlinear FEmultiphysicsmodeling
plastomechaniccalculationthermodynamiccalculation