(Ref2) NESC-I Project Overview
152
EUROPEAN COMMISSION JOINT RESEARCH CENTRE HSE Health & Safety Executive ; *Ώί NESC-I Project Overview Editors R. Bass, J. Wintle, R.C. Hurst, N. Taylor Network for Evaluating Structural Components EUR 19051 EN
description
Safe and efficient operation of nuclear power plant can be enhanced through better integrationof the key structural integrity assessment technologies. To meet this challenge, the Networkfor Evaluation of Structural Components (NESC) was launched in 1992. Its objectives are: • to create an international network to undertake collaborative projects capable of validatingthe entire structural integrity process. • to work towards best practice and the harmonisation of international standards.• to improve codes and standards for structural integrity assessment and to transfer the technology to industrial applications.A 90-member network has been established. Operators, manufacturers, regulators, service companies and R&D organisations collaborate to perform large-scale experimental projectscapable of serving as international benchmarks. The European Commission's Joint ResearchCentre acts as independent operating agent. The projects are designed to combine all aspectsof structural integrity assessment including inspection, materials characterisation, fracturemechanics and instrumentation. • NESC-I looks at the exploitation of the integrated approach to provide a robust safety casefor pressurised thermal shock (PTS) of an aged, defect containing, reactor pressure vessel. Itis unique insofar as the inspection and fracture mechanics analyses have been carried outwithout exact knowledge of the defects, as is the case for operational plant. The test wasperformed in March 1997 and the evaluation of the results was completed in 2000. • NESC-II also features the PTS problem, but with the focus on the brittle fracture behaviourof shallow, sub-clad defects. Two large-scale experiments were conducted in 1999 at MPAStuttgart. The results are presently being analysed. • NESC-III was launched in autumn 2000 and will focus on applying the integrated approachto structural integrity assessment of dissimilar metal welds in pipe sections.
Transcript of (Ref2) NESC-I Project Overview
-
EUROPEAN COMMISSION JOINT RESEARCH CENTRE HSE
Health & Safety Executive
; *
NESC-I Project Overview
Editors R. Bass, J. Wintle, R.C. Hurst, N. Taylor
Network for Evaluating Structural Components
EUR 19051 EN
-
The mission of the JRC is to provide custoTier-driven scien-tific and technical support for the conception, development, implementation and monitoring of EU policies. As a service of the European Commission, the JRC func-tions as a reference centre of science and technology for the Union. Close to the policy-making process, it serves the common interest of the Member States, while being inde-pendent of special interests, whether private or national."
-
Final Report
NESC-I Project Overview
Editors R. Bass, J. Wintle R.C. Hurst, N. Taylor
EUR 19051 EN
-
LEGAL NOTICE
Neither the Authors, the European Commission nor any person acting on behalf of the Commission are responsible for the use which might
be made of the information contained in this volume
All rights reserved
No part of the material protected by this copyright may be reproduced or utilised in any form or by any means, electronic or mechanical,
including photocopying, recording or by any information storage and retrieval systems, without permission from the copyright owner.
Published by the EUROPEAN COMMISSION
Directorate-General Joint Research Centre Institute for Advanced Materials
1755 ZG Petten, The Netherlands
European Communities, 2001 Reproduction is authorised provided the source is acknowledged.
Printed in Italy
-
HSE lli'ullh & Safei
Kicrop I n t / j w
FOREWORD
The present document is one of a series of reports summarising the results of the NESC-1 project. The complete list of the titles and respective authors is as follows:
Task Group Final Reports Inspection (Task Group 1. TGI ) Materials Characterisation (TG2) Thermal and Mechanical Structural Analyses
(TG 3) Instrumentation (TG 4) Destructive Examination Advisory Group
Project Evaluation Reports Constraint Cladding Sensitivity Analysis Crack Arrest Residual Stresses Probabilistic Approach Consistency in Fracture Assessment Criteria Relevance for Reactor Transients Codes and Standards Relation to other Large Scale Projects Technology Transfer to other Nuclear and
Non Nuclear Plant Lessons from Networking
Summary Report Final NESC Overview Report
R. Murgatroyd & B. Eriksen R. Rintamaa S. Bhandari & N. Taylor
H. Kockelmann & J. Hedderley J. Hedderly, N. Taylor & P. Minnebo
D. Lidbury R. Bass, C. Faidy & R. Murgatroyd H. Schulz & J. Sievers R. Gillot & C. Wiesner E. Keim J. Wintle R. Rintamaa, K. Wallin & U. Ehrnsten C. Faidy P. Mignot R. Bass, S. Crutzen & R. Murgatroyd F. Boydon
F. Boydon
R. Bass, J. Wintle, R. Hurst, N. Taylor
These reports are available to NESC network members from the NESC operating agent: European Commission Joint Research Centre, Petten, The Netherlands.
-
H S E Health & Seiet>
Acknowledgements
This Overview Report, as with all the NESC reports, represents a synthesis of a collective effort of an international team of experts. For NESC1. in addition to gratefully recognising the significant support of the UK Health and Safety Executive and the European Commission Joint Research Centre, very sincere thanks are due to all those persons and organisations who contributed to the project, for the most part on a contributioninkind basis. The following list hopefully leaves no one out: Dr. G. Airey, British Energy pic; Dr. L. Andersson, Oliscila Ingenjrsbyr AB; Prof. J.D. Atkinson, Sheffield Hallam University; Mr. T. Bann, AEA Sonomatic; Dr. R. Bass. Oak Ridge National Laboratory; Dr. M. Beghini, Universit degli Studi di Pisa; Dr. W.P. Belcher, British Energy pic; Dr. S. Bhandari, Framatome; Dr. M. Blake, Health and Safety Executive; Dr. J.G. Blauel, Fraunhofer IWM; Mr. G.J. Bollini, Tecnatom S.A.; Dr. N. Bonora, University of Cassino; Mr. B.R. Bowdler, AEA Technology pic; Mr. F. Boydon, Health & Safety Executive; Dr. J. Brochard, C.E.A. - Saclay; Dr. Brcker, Preussen Elektra AG; Mr. L. Brusa, ENEL spa; Mr. F. Champigny, EDF; Dr. R.K. Chapman. British Energy pic; Mr. S. Crutzen, EC. DG-JRC; Dr. C. CuetoFelgueroso, Tecnatom S.A.; Ir. M. I. de Vries, NRG; Mr. M. Deffrennes, European Commission, DG XVII; Dr. J. Devos, C.E.A. - Saclay; Mr. S. Doctor, Battelli' Pacific Northwest Labs; Mr. K. Dressier, ABB Reaktor GmbH; Ms. U. Ehrnsten, VTT Manufacturing Technology; Mr. G. Engl, Siemens AG; Mr. A. Erhard, BAM; Mr. . Eriksen, European Commission, DG-JRC; Dr. C. Faidy, EDF-Septen; Dr. G. Fedeli, ENEL DCO; Mr. H. Fierz, Basler & Hofmann; Ir. J.H. Fokkens, NRG; Mr. W. Frank, Aistom Energie GmbH; Mr. R. Gerard, Tractebel; Dr. R. Gillot, MPA Stuttgart; Mr. D. Guichard, Framatome; Mr. J. Guinovart, EC, DG XI; Dr. M.K.T. Hansch, Preussen Elektra AG; Mr. J.C. Hedderly, EC, DG-JRC; Dr. G. Hedner, Swedish Nuclear Power Inspectorate; Dr. J. Heerens, GKSS; Mr. D. Heinrich, Aistom Energie GmbH; Dr. B. Hemsworth, Brian Hemsworth and Associates; Mr. A. Henoch, Vattenfall AB; Dr. L. Hodulak, Fraunhofer IWM; Ir. M.G. Horsten, NRG; Dr. B. Houssin, Framatome; Mr. R. Houghton, EC, DG-JRC; Prof. R.C. Hurst, EC, DG-JRC; Mr. I. Iacono, EC, DG-JRC; Dr. T. Isozaki, Japan Atomic Energy Research Inst.; Ms. D. Jackson, NRC; Dr. K.H. Katerbau, MPA Stuttgart; Dr. P. Kauppinen, VTT - Technical Research Centre of Finland; Ms. J. Keeney. Oak Ridge National Laboratory; Dr. E. Keim, Siemens-AG; Mr. H. Keinnen, VTT - Technical Research Centre of Finland; Prof. J. Knott, University of Birmingham; Dr. H. Kockelmann, MPA Stuttgart; Prof. K. Kussmaul, MPA Stuttgart; Mr. P. Lemaitre, EC, DG-JRC; Dr. D.P.G. Lidbury. AEA Technology plc; Mr. V.N. Lovchev, Kola NPP; Mr. T. Marshall, Rolls Royce Ltd.; Dr. B. Marini, CEA; Mr. C. Marugg, Basier and Hofmann; Dr. A.S. McAllister, EC, DG-JRC now DG XIII; Mr. D. McGarry, EC, DG-JRC; Mr. L. Metten, EC, DG-JRC; Mr. P. Mignot, AVN; Mr. P. Minnebo, EC, DG-JRC; Mr. F. Mohr, Siemens AG; Dr. D. Moinereau, EDF/DER; Mr. R. Murgatroyd, Inspection Reliability Consultancy; Mr. G. Nagel, PreussenElektra
-
HSE Health & Salet}
^c
Kernkraft; Dr. R. Nicholson. HSE Health & Safety Executive (Nil); Dr. P. Nurkkala, IVO Technology Centre Power Plant Technologies; Dr. T.R. Palframan, Rolls-Royce Ltd; Ms. . . PersAnderson, ABB Tekniska Rntgencentr.AB; Mr. . Persson, Vattenfall AB; Dtt. A. Pini, AN ; Mr. . Planman, VTT - Technical Research Centre of Finland; Dr. JW. Rensman, NRG; Dr. R. Rintamaa, VTT - Technical Research Centre of Finland; Prof. E. Roos, MPA Stuttgart; Dr. I. SattariFar, SAQ Kontroll, SAQ Inspection Ltd.; Dr. Schimpfke, GRS -Gesellschaft fr Anlagen- und Reaktorsicherheit; Mr. V. Schmitz, Fraunhofer IZP; Dr. J. Schofield, Rolls-Royce Ltd; Dr. H. Schulz, GRS; Mr. E. Schuring, Energie Centrum Nederland; Mr. M. Serre, CEA/CEREM; Dr. F. Sevini, EC, DG-JRC; Dr. A. Sherry, AEA Technology pie; Dr. D. Siegele, Fraunhofer IWM; Dr. J. Sievers, GRS; Mr. R. Slominski, Health & Safety Executive; Dr. M.C. Smith, British Energy plc; Dr. L. Stumpfrock, MPA Stuttgart; Mr. D.I. Swan, Rolls Royce Ltd.; Ms. H. Talja, VTT; Dr. N. Taylor, EC, DG-JRC; Prof. K. Trrnen, VTT now EC, DG-JRC; Mr. H. Trautmann, ABB Reaktor GmbH; Ms. M. P. Valeta, CEA; Prof. T. Varga, Technische Universitt - Vienna; Mr. P. Vergucht, EC, DG-JRC; Dr. U. von Estorff, EC, DG-JRC; Dr. O. Wachter, PreussenElektra Kernkraft; Prof. K. Wallin, VTT Technical Research Centre of Finland; Dr. G. Wardle, AEA Technology plc; Dr. P. Williams, Oak Ridge National Laboratoiy; Mr. J.B. Wintle, The Welding Institute; Mr. G.S. Woodcock, British Energy pic; Mr. K. Xanthopoulos, Swedish Nuclear Power Inspectorate.
-
** *# * *
* . * UE H S E
H. . J i l i & S a f e N c
The Network for Evaluating Structural Components
Safe and efficient operation of nuclear power plant can be enhanced through better integration of the key structural integrity assessment technologies. To meet this challenge, the Network for Evaluation of Structural Components (NESC) was launched in 1992. Its objectives are:
to create an international network to undertake collaborative projects capable of validating the entire structural integrity process.
to work towards best practice and the harmonisation of international standards. to improve codes and standards for structural integrity assessment and to transfer the tech-
nology to industrial applications.
A 90-member network has been established. Operators, manufacturers, regulators, service companies and R&D organisations collaborate to perform large-scale experimental projects capable of serving as international benchmarks. The European Commission's Joint Research Centre acts as independent operating agent. The projects are designed to combine all aspects of structural integrity assessment including inspection, materials characterisation, fracture mechanics and instrumentation.
NESC-I looks at the exploitation of the integrated approach to provide a robust safety case for pressurised thermal shock (PTS) of an aged, defect containing, reactor pressure vessel. It is unique insofar as the inspection and fracture mechanics analyses have been carried out without exact knowledge of the defects, as is the case for operational plant. The test was performed in March 1997 and the evaluation of the results was completed in 2000.
NESC-II also features the PTS problem, but with the focus on the brittle fracture behaviour of shallow, sub-clad defects. Two large-scale experiments were conducted in 1999 at MPA Stuttgart. The results are presently being analysed.
NESC-III was launched in autumn 2000 and will focus on applying the integrated approach to structural integrity assessment of dissimilar metal welds in pipe sections.
-
SS NESC Ili-aliti Safei
Contents
Executive Summary 9
Abbreviations 11
1 Introduction 12
2 The NESC Network 14
3 Review of Nuclear Pressure Vessel Integrity Issues 16
4 The NESC-I Project 21 4.1 Objectives of the Project 21 4.2 Organisation of NESC and the NESC-I Project 21 4.3 Project Focus 25
5 Manufacture of the Cylinder with Inserted Defects 30 5.1 Meeting the Project's Objectives 30 5.2 Procurement of a Suitable Cylinder 31 5.3 Reference Inspection and Weld Qualifications 32 5.4 Generation of the Sub-clad Fatigue Crack 33 5.5 Introduction of EDM Defects and Realistic Under-clad Cracks 35 5.6 Cladding of the Cylinder 36 5.7 Post Cladding Heat Treatment 37 5.8 Introduction of the First Through Clad Defected 38 5.9 Final Machining and Heat Treatment 38 5.10 Reference Inspection and Description of the Defects 38 5.11 Introduction of the Second Through-clad Defected 39
6 Materials Evaluation 41 6.1 Requirements of the Materials Evaluation Programme 41 6.2 Participating Organisations and Work Allocations 41 6.3 Source oftest Material 42 6.4 Materials Property Data 44
7 Engineering the Spinning Cylinder Test 54 7.1 Temperature Measurement 54 7.2 Strain Gauges for the Detection of Crack Growth 56 7.3 Other Instrumentation 57 7.4 Rig Engineering 57 7.5 Rig Trials 60 7.6 Development of the Thermal Blanket and Sealing of the Defect 62 7.7 Data Acquisition System and Test Control 64
-
HSE Health & Safety
i=sr>4
-
H S E
EXECUTIVE SUMMARY
The overall objective of the NESC network is to examine the reliability of the entire process of structural integrity assessment within an international framework. Simulation of a pressurised thermal shock (PTS) transient of an aged reactor pressure vessel (RPV) containing postulated flaws represents a logical choice for such a study because of the substantial structural asses-sment challenges posed by the problem. This objective has been accomplished through the NESC-I project by organising the assessment process into component disciplines and exami-ning topics that included NDE accuracy and reliability, material properties data requirements, test measurement techniques, and appropriate levels of complexity for thermal/structural analyses and fracture assessments. The effectiveness of those disciplines in fulfilling their functions was evaluated using data generated during all phases of a highly structured program.
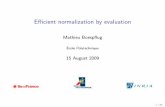
The experimental validation at the heart of the project has centred on a unique spinning cylin-der test system. The test piece itself consisted of an internally clad, 7 tonne steel cylinder into which a total of 18 defects, differing widely in fabrication method, size and location, were introduced. Details of the defects were withheld from the inspection teams and fracture analy-sts in the pre-test phase. The specimen was subject to mechanical loads due to high-speed rotation and thermal shock loads resulting from a cold water quench directed at the inner sur-face of the heated cylinder. The test was successfully performed in March 1997 and realised the planned cleavage run-and-arrest event in the large through-clad defect. In the case of the large sub-clad defect no cleavage occurred, although it was found to have grown along the entire initial crack front.
The NESC-I Overview Report provides a condensed description of the project activities. In particular it details the principal findings which have emerged from an exhaustive evaluation of the pre- and post-test analyses. These can be summarised as follows:
For the specific NESC-I conditions, defects of up to 74 mm depth in material related to that of an ageing RPV would not propagate to cause catastrophic failure under a severe PTS-type thermal shock. This outcome was fully in line with the pre-test analysis forecasts.
The blind inspection trials showed that the detection and sizing performance with ultrasonic techniques was good. The results show that in fourteen out of the seventeen inspections, teams detected all the defects. Three teams failed to detect some defects with a through-wall extent in the range 2.5 to 13.5 mm. In general, the detection performances were better than those in the comparable PISC II trials a decade earlier, indicating the considerable progress made. For sizing of through-wall extent, the tip-diffracted wave procedure proved particu-larly effective. However since inspection teams using this technique did not all perform equally well, it is concluded that qualification of the inspection system and personnel are of considerable importance. Eddy current probes proved less reliable, although this technique may not be appropriate for the full range of NESC defects.
-
H S K
In terms of the structural analysis procedures, refined analyses using detailed 3-D finite ele-ment modelling of the critical defect allowed accurate prediction of the actual time of the cleavage event in the transient and its location, as well as a precise estimate of the extent of prior ductile tearing. The detailed finite element analyses also made it possible to rationalise the absence of cleavage within the HAZ region, by taking into consideration factors such as loss of constraint, higher toughness of the HAZ, the reduced effective crack-front width and cladding effects. The anticipated cleavage event at the largest sub-clad defect did not occur, but the significance of this is mitigated by the intervention of an intergranular growth mechanism. Simplified engineering methods produced relatively conservative results, as anticipated. However these were calibrated and their safety margins assessed by comparison with the detailed 3-D finite element simulations.
The greatest source of uncertainty in the assessment process proved to be variability in the material toughness data, linked to the intrinsically statistical nature of cleavage in the transi-tion range. Statistical representation of actual fracture toughness data, in particular the master curve approach, has proved most instructive in interpreting the test results. Variations in driving force estimate has a considerably lesser impact on the analysis result and could frequently be rationalised in terms of the method applied i.e. simplified or complex 3-D. The uncertainty in reported defect sizes was found to be relatively uncritical, in particular for the larger defects.
Support is recommended for further work aimed at providing quantitative procedures for rela-ting fracture test data on specific specimen geometries to local constraint parameters estima-ted from 3-D finite element simulations. Analysis methods capable of simulating the micro-mechanisms in ductile tearing and cleavage offer the most promising route for obtaining such improvements. A step has been made in this direction, and the local approach Weibull proba-bilistic calculation of the NESC-I test produced reliable results for cleavage fracture.
The Master Curve approach allowed the limited available data for the sub-clad HAZ region to be exploited in the assessment process. The increased toughness of the HAZ cannot be adequately represented in the RTNDT approach since the small material volume precludes generation of the test data required in determining that parameter. The results of the test strongly support the use of statistical approaches to describe the risk for local cleavage events in RPV integrity assessment. These approaches offer potential for considerable further development as part of detailed simulations of defects using the local approach and other advanced methodologies.
Strict application of nuclear safety codes for the assessing in-service defects to the NESC-I spinning cylinder would allow defects with a maximum depth in the range 1 to 9 mm. This was shown by the test outcome to include an apparently large margin of conservatism.
In conclusion, the success of the project underlines the benefits of the network approach to tackling multi-disciplinary problems. Its strength relied on combining the expertise and expe-rience of key regulators, utilities, manufacturers, service companies and R&D organisations to examine the integrated structural integrity assessment within the context of a single, care-fully defined experiment.
10
-
HSE Health & Suln
M i r c o
ABBREVIATIONS
ACPD AEAT AG AMES
ASTM
CSNI
CT DAG DEAG EC ECN
EDM ENIQ
EOL ET ETF FALSIRE
FBH FDF FE HAZ HSE IAEA IAM
IVO
JRC
MPA NDE NESC
NGSAW NRC OA OECD ORNL PISC
Alternating Current Potential Drop AEA Technology pic Archives Group Aged Materials Evaluations and Studies (network) American Society for Testing and Materials Committee on the Safety of Nuclear Installations (OECD) Compact Tension Data Analysis Group Destructive Evaluation Advisory Group European Commission Netherlands Energy Research Foundation Electro-Discharge Machining European Network on Inspection and Qualification End Of Life Evaluation Task Evaluation Task Force Project for Fracture Analysis of Large-Scale International Reference Experiments Flat Bottomed Hole Flaw Detection Frequency Finite Element Heat Affected Zone Health and Safety Executive International Atomic Energy Agency Institute for Advanced Materials of the JRC Imatran Voima Oy (Finland) (now FORTUM) Joint Research Centre of the European Commission MPA Stuttgart Non-destructive evaluation Network for the Evaluation of Structural Components Narrow-Gap Submerged Arc Welding Nuclear Regulatory Commission Operating Agent Organisation for Economic Co-operation and Development Oak Ridge National Laboratory Programme for the Inspection of Steel Components
PTS PWG PWHT PWR RG RL RPV RRA
SAG SC SIF TG TOFD TWE TWI VTT WPS WWER
Pressurised Thermal Shock Principal Working Group Post-Weld Heat Treatment Pressurlsed Water Reactor Referee Group Reference Laboratory Reactor pressure vessel Rolls Royce and Associates (now Rolls Royce Ltd.) Senior Advisory Group Steering Committee or Spinning Cylinder Stress Intensity Factor Task Group Time of Flight Diffraction Through Wall Extent The Welding Institute Technical Research Centre of Finland Warm Pre-Stress Russian Pressurised Water Reactor
I 1
-
H S K Mfc
1. INTRODUCTION
The Network for Evaluating Structural Components (NESC) was launched to promote and manage collaborative international projects that focus on the validation of the entire process of structural integrity assessment. The first NESC project, i.e., NESC-I, provided a unique framework for evaluating the interactions among various technical disciplines applied to the integrity assessment of a large-scale thermally-shocked spinning cylinder experiment. The experiment was designed to simulate selected conditions associated with an ageing, flawed reactor pressure vessel (RPV) subjected to pressurised-thermal-shock (PTS) loading. The broad range of disciplines brought to the project included non-destructive evaluation (NDE). material properties characterisation, test measurements, thermal/structural analyses, fracture assessments and destructive examinations. It was always intended that the benefits of NESC-I should extend to both nuclear and non-nuclear technologies by providing an assessment fra-mework that can be utilised over a wide spectrum of structural integrity applications. The NESC-I project was sponsored jointly by the UK Health and Safety Executive (HSE) and the European Commission (EC). The countries participating in NESC-I were predominantly European (Austria, Belgium, Finland, France, Germany, Italy, Netherlands, Spain, Sweden, Switzerland, United Kingdom), along with Japan and the United States. Within those coun-tries, more than 50 organisations have contributed to the NESC-I project since the launch of NESC in 1993.
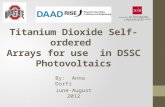
The purpose of this report is to provide a concise, but comprehensive, overview of the NESC-I project. It focused on the total process of structural integrity assessment as applied to a frac-ture experiment involving a large, heated cylindrical specimen containing sharp defects (cracks) at or near the inner surface. A unique feature of the project was the inclusion of NDE as an integral part of a large-scale PTS fracture experiment, thus highlighting the influence of inspection data on RPV integrity assessments performed by structural analysts. The experi-ment was conducted at AEA Technology, Risley, UK, during March 1997, in which the speci-men was subjected to mechanical loads due to high-speed rotation and thermal-shock loads resulting from a cold water spray directed at the inner surface of the heated cylinder (Fig. I. I ). This report includes an emphasis on numerous factors that distinguish NESC-I from the sub-stantial number of large-scale PTS projects that have been conducted world-wide. Initial chap-ters describe the formation of the NESC network, the nuclear integrity assessment issues that relate to the PTS problem studied in NESC-I, followed by the objectives and organisation of the NESC-I project. Subsequent chapters provide an overview of all phases of NESC-I, inclu-ding the manufacture, testing, materials characterisation, instrumentation, non-destructive and destructive examinations, and structural/fracture assessments of the cylinder. This is followed by an integrated assessment of the project, including an evaluation of interdisciplinary factors, relevance to reactor transients, technology transfer to nuclear and non-nuclear plant, and implications for national codes and standards. Contributions of the NESC-I project to refine-
I2
-
HSE i l , . ii . & Saft-ty
I H L - J U
ment of methodologies for structural integrity assessment are discussed. Finally, some conclusions and recommendations are derived from the outcome of the NESC-I project that highlight benefits of the "network" structure.
The discussions, results and conclusions presented in this report draw heavily upon the large bibliography of Task Group and Evaluation Task reports that were produced by the many participants throughout the history of the NESC-I project.
Heater 290 C 5C Water
1 Underclad fatigue defect 2 Through clad fatigue defect 3 Natural underclad defects 4 Type "A" defects Front View
Fig. 1.1: Schematic of the NESC-I spinning cylinder test.
13
-
NESC IL. . . i i i . & S a f e i
2 THE NESC NETWORK
The formation of the NESC network was a logical progression from two previously successful large-scale network programmes that were conducted in the area of structural integrity [2.1]. The first of these was the Programme for the Inspection of Steel Components (PISC); a European network organised under the sponsorship of the EC and the Organisation for Economic Co-operation and Development (OECD). PISC was launched in 1974 with objectives of assessing and improving inspection reliability for steel structures. In the PISC exercises, realistic defects were introduced into steel components and the performance of inspection teams was evaluated in detecting and sizing these defects. The success of the original PISC I provided motivation for renewal of the programme in two additional phases, i.e., PISC II and PISC III. These PISC exercises resulted in major contributions to improving the effectiveness and reliability of inspections and the procedures used to conduct these inspections. Extensive documentation is available on PISC (for example, see [2.2]).
Methodologies for RPV structural integrity assessment were evaluated in a second international programme, i.e.. the Project for Fracture Analysis of Large-Scale International Reference Experiments (FALSIRE). Project FALSIRE was organised in 1988 under the auspices of the OECD/NEA's CSNI Principal Working Group No. 3 (PWG-3) for the purpose of evaluating fracture prediction capabilities used in the safety assessment of nuclear reactor components. Motivation for the project was derived from recognition of inconsistencies in predictive capabilities of a variety of fracture assessment methods utilised in the nuclear industry. In FALSIRE I. selected fracture methodologies were assessed through detailed interpretative analyses of six large-scale thermal-shock experiments [2.3]. Generally, these experiments examined various aspects of fracture initiation and ductile crack growth in RPV steels under PTS loading conditions. Interpretations of comparative fracture assessments performed by 19 organisations were used to formulate recommendations concerning applications and future development of ductile fracture methodologies as applied to RPVs. The follow-on (FALSIRE II) programme examined various aspects of the cleavage fracture process in RPV steels for a wide range of materials, crack geometries, constraint and loading conditions [2.4]. Predictions of structural response for the test specimens in FALSIRE II demonstrated a marked improvement over the results achieved in FALSIRE I. Conclusions derived from the FALSIRE project focused attention on important aspects of RPV integrity assessments, e.g. modelling of structural behaviour, proper constitutive models, material and fracture toughness properties, and applications of dual parameters fracture models to represent loss-of-constraint conditions for surface cracks.
Key concepts employed in the organisation of these networks included the use of an independent Operating Agent and Reference Laboratory and the division of individual tasks into Task Groups to keep them at a manageable size. The work of these Task Groups was supported primarily by "in-kind" contributions from the participating organisations. In 1992. these concepts were incorporated into a new generation of networks organised by the European Commission's
14
-
U S E M C O P
Joint Research Centre/Institute for Advanced Materials (JRC/IAM) Petten. Netherlands. This new generation was launched with the founding of two networks, i.e., the European Network on Inspection and Qualification (ENIQ) and the Aged Materials Evaluation and Studies (AMES). These networks adopted the PISC "club type" arrangement, but with improved defi-nitions of individual contributions and control of intellectual property. Collaboration agree-ments for the new networks were constructed around the following principles: Support from participants by contributions "in kind"; Representation of all participating organisations on a Steering Committee; Development of an international consensus for achieving results; A neutral independent Reference Laboratory A neutral independent Operating Agent for daily management and refereeing; Projects focusing on structural integrity of ageing components.
Concurrent with these developments, the HSE in the UK expressed concern that while the previous networks had performed significant work on selected elements of the overall structu-ral integrity assessment process, the process as a whole was yet to be addressed. For example, no experiments performed to date had attempted to evaluate the influence of NDE data provi-ded by inspection teams on RPV integrity assessments carried out by structural analysts. Consequently, the decision was made to form a third new network project, i.e., NESC, which would build upon PISC and FALSIRE by examining the entire process of structural integrity assessment. The NESC network was activated at the headquarters of the HSE in Sheffield. England, during September 1993. As with ENIQ and AMES, the network structure of NESC utilised principles derived from the PISC experience.
Study of the structural integrity assessment process was initiated within the NESC network through a large-scale PTS experiment, i.e., NESC-I, that was also launched at Sheffield in 1993. The requirement for funding of this large complex experiment represented a major dif-ference between the NESC network as compared with the PISC and FALSIRE projects. Primary sponsorship for the NESC-I experiment was provided by the HSE, with the JRC, Petten. Netherlands, providing the Reference Laboratory and acting as Operating Agent.
REFERENCES 12.11 Hurst. R.C. et al., "NESC-Past, Present and Fulure'. PVP-Vol. 362. Proceedings of 1998 ASME
Pressure Vessel and Piping Division Conference. San Diego. California. July 1998. pp. 213-220. |2.2| Borloo. E. and Lemaitre. P. eds., "Non-Destructive Examination Practices and Results", Proceedings of
the Joint CEC/OECD/IAEA Specialists Meeting. Petten. 8-10 March 1994. Commission of European Communities Report. EUR 15906 EN.
[2.3] Bass. B.R.. Pugh. CE., and Keeney-Walker. J.. Schulz. H., and Sievers, J.. CSNI Project for Fracture Analyses of Large-Scale International Reference Experiments (Project FALSIRE), NUREG/CR-5997 (ORNL/TM-12307). Oak Ridge National Laboratory, December 1992.
[2.4] Bass. B.R.. Pugh. C.E.. Keeney. J.. Schul/.. H., and Sievers. J.. CSNI Project for Fracture Analyses of Luxe-Scale International Reference Experiments (FALSIRE II). NUREG/CR-6460 (ORNL/TM-13207). Oak Ridge National Laboratory. April 1996.
15
-
ws! NESC
3 REVIEW OF NUCLEAR PRESSURE VESSEL INTEGRITY ISSUES
In a pressurised-water reactor (PWR) plant, the RPV provides containment for the reactor core and primary system coolant under operating conditions of prescribed temperature and internal pressure. The integrity of the RPV must be assured under both operating and postula-ted accident conditions throughout the plant operation (until end-of-life) to protect the general public from potential hazards of a significant radiation release. Thus, the continued safe ope-ration of the PWR plant is dependent in large measure upon determining and refining the margins against failure for the RPV.
Davies and Lyssakov [3.1] concisely summarise the potential threat to RPV integrity that ari-ses from a combination of three elements usually associated with the so-called "pressurised-thermal-shock" problem: Degraded fracture toughness of the vessel wall due to neutron irradiation; Transient cooling of the inner surface of the RPV wall, either concurrent with or followed
by re-pressurisation, producing high thermal-mechanical loading in the inner surface of the vessel wall;
The presence of defects in the near-surface region having a size, geometry and orientation that are conducive to initiation and propagation when subjected to the high thermal-mecha-nical loading of the RPV wall.
In the core or beltline region of the RPV, neutron irradiation degrades the fracture toughness properties of the plate or forging material and the fabrication welds that constitute the vessel wall. The thin austenitic cladding overlay, which serves to protect the inner surface of the ves-sel wall and to minimise contaminants in the primary coolant, is also affected by irradiation. The pronounced sensitivity of high-copper and high-nickel fabrication welds to irradiation embrittlement in some older Western RPVs has been well documented (see, for example, Ref. 3.2). The extent of this radiation damage in the vessel wall depends upon the neutron fluence received at a given point and, consequently, varies with location and time. Generally, the level of embrittlement will be greatest in the base material at the inner surface and will attenuate with increasing depth into the vessel wall.
Such irradiation embrittlement has important implications for RPV integrity under PTS con-ditions arising from an accident that produces a rapid decrease in reactor coolant temperature and, possibly, a concurrent re-pressurisation of the system. These postulated accidents could be precipitated under a range of circumstances, some examples being a loss-of-coolant due to pressure boundary rupture, a steam-line break, or a stuck-open pressurise safety valve. Emergency cooling water injection into the system as a result of these events leads to quen-ching of the inside surface of the vessel from the operating temperature. Severe temperature gradients are imposed on the inner portion of the vessel wall where cladding, base/weld metal and heat-affected zones (HAZ) are characterised by temperature- and spatially-dependent
16
-
HSE N E S G
material and fracture toughness properties. The resultant thermal and pressure stresses are superimposed on residual stresses from the vessel fabrication and those that arise due to clad/base-metal differential thermal expansion. Thus, a PTS event gives rise to complex stresses that are multiaxial, transient in time, and most severe at (and near) the inner surface of the RPV where fracture toughness degradation is the greatest due to radiation exposure.
Integrity assessments of PWR plants, earned out to determine margins against failure under postulated PTS loading conditions, involve the following steps: Step 1 Determine the possible system transients; Step 2 Perform thermal-hydraulics (T-H) analyses of transients using suitable computer
codes to determine temperature, pressure and heat transfer coefficient time histories for input to structural analyses;
Step 3 Apply plant inspection techniques to compile actual defect data; Step 4 Perform structural/fracture analyses of the RPV utilising T-H analysis results, mate
rials/fracture toughness data, and postulated or actual flaw/defect data.
Assessment of the RPV can be performed using either deterministic or probabilistic analytical techniques. The deterministic approach is based on analyses of selected flaws having a specified location, geometry and size that are subjected to certain postulated transients in the RPV. Results obtained from assessments of these flaws and transients are evaluated in the context of country-specific codes and standards regarding acceptability of the flaws. In the probabilistic approach, selected input variables of the problem (for example, flaw density, fracture toughness, reference temperature RTNDT, etc.) are specified by a statistical distribution. These variables are then sampled for many thousands of vessels to compute the conditional probability of failure for the specified transient. (The probability is "conditional" because the transient is assumed to occur in the plant). In the U.S.A., these probabilities are computed for a full range of transients to determine an overall failure probability. The methodology of U.S. Nuclear Regulatory Commission Regulatory Guide 1.154 [3.1] is applied with the objective of predicting a frequency of RPV failure due to PTS of less than 5 IO"6 failures per reactor year.
In the past two decades, recognition of the importance of PTS issues has led the international nuclear technology community to devote considerable research effort to the above steps in the integrity assessment process. Integrated PTS evaluations focusing on three U.S. plants were carried out in studies sponsored by the U.S. Nuclear Regulatory Commission (NRC) [3.4-3.6]. Shallow flaws having depths of the order of the combined thickness of the cladding and clad/HAZ layers dominated the frequency distribution of flaws assumed in these assessments, which were based on probabilistic fracture mechanics models. The initiation probabilities associated with these flaws under PTS loading conditions strongly influenced the predicted failure probabilities for the RPVs considered in the NRC studies. Behaviour of these flaws during a PTS transient are influenced by the material/fracture properties and mechanical interactions associated with the cladding, the clad/HAZ, and near-surface base/weld material.
More recently, international analytical exercises focusing on an integrated approach to PTS assessment have been organised separately under the OECD's Committee on the Safety of
17
-
H S K
Nuclear Installations (CSNI) and the International Atomic Energy Agency (IAEA) Extra bud-getary Project on WWER Safety. Under the auspices of OECD/CSNI, the International Comparative Assessment Study (CAS) of PTS examined interactions between the thermal-hydraulic and structural/fracture analyses of Western-type four-loop reactor vessels for seve-ral classes of transients [3.7]. A similar effort was conducted on a WWER-440/213 plant under the IAEA WWER PTS Benchmark Exercise (WPB), based on transients resulting from a stuck-open pressuriser safety valve [3.8], The latter WPB utilised the 'Guidelines on PTS Analysis for WWER NPPs' [3.9] that was published under the IAEA Extrabudgetary Project.
Investigators at a number of laboratories in Europe, Japan and the U.S. have concentrated their efforts on the above Step 4 by conducting large-scale experiments to better understand how specific factors influence flaw behaviour under generic PTS loading conditions [3.10]. Influencing factors studied in these experiments include constraint (for example, effects of free surfaces), cladding fabrication processes, material inhomogeneities and warm prestres-sing. The objective is to understand how these factors influence the propensity for shallow flaws to initiate and propagate into the wall of an RPV under PTS-type loading. If crack pro-pagation is initiated, then will the running crack arrest, will it be stable after arrest (or will propagation be reinitiated), how can mode conversion occur, and what are the implications to vessel rupture? Pugh and Bass [3.14] identified the following factors as potential contributors to RPV integrity assessments under PTS loading conditions: Flaw Characterisation The size (length and depth), location (surface, sub-clad, or embed-
ded), orientation (relationship of major and minor axes to loadings) and frequency distribu-tion will affect propensity for initiation in a PTS event. An important issue influencing inte-grity assessment is the accuracy and reliability of the inspection techniques and procedures used to acquire the flaw data.
Constraint Effects Crack-tip constraint is influenced by flaw depth, flaw geometry, material properties, and loading conditions. An important product of this work will be the develop-ment of constraint-based methodologies to improve transferability of fracture toughness data (in the brittle-to-ductile transition temperature region) from small-scale (e.g. surveil-lance-sized) specimens to full-scale RPVs.
Material Property Sensitivity Metallurgical variability induced by both the structural wel-ding and cladding application processes influence tensile/fracture toughness properties. The beltline embrittlement database for the vessel wall provides an essential input element for estimating fracture toughness properties.
Fracture-Mode Conversion Attention must be given to modelling the process of significant duc-tile flaw growth followed by a fracture-mode conversion to cleavage, which has been observed in RPV materials in the lower-to-upper transition region of the fracture toughness curve. The material failure by cleavage after some amount of ductile tearing has been characterised as a combined effect of a deterministic stable-tearing process and a probabilistic cleavage process.
Residual Stresses Structural welding processes and clad/base metal differential thermal expansion introduce residual stresses that, in turn, influence the effective initiation tough-ness for shallow flaws in the vessel wall.
IS
-
H S E M C O P
Warm-Prestressing Several types of warm-prestressing have been observed in experiments that can delay or negate the onset of cleavage initiation in a PTS transient.
Role of Crack Arrest Several factors related to arrest of a fast-fracture event can influence PTS assessments, including arrest in a rising K-field, propensity for re-initiation of an arre-sted crack and relationship of crack arrest to mode conversion (to stable or unstable tearing) in the mid-to upper-transition region.
Cladding/HAZ Effects Factors influencing shallow flaw behaviour in this region include variations in tensile properties and fracture toughness properties (includes both cleavage and ductile tearing). Sub-clad flaws are susceptible to locally-induced strain-ageing embrittle-ment as a by-product of the cladding process
Table 3.1 summarises these factors, which in turn must be linked to issues concerning the reliability and accuracy of NDE techniques and procedures used to characterise flaw data in the near-surface region of the vessel wall. The influence of the latter factors on the outcome of the NESC-I project was examined in detail within NESC; results from these studies are highlighted in subsequent chapters.
Table 3.1: Potential integrity-influencing factors in PTS.
RPV Integrity Influencing Factors 1. Flaw Characterisation
2. Constraint Conditions
3. Material Properties Sensitivity
4. Ductile/Cleavage Mode Conversion
5. Residual Stresses
6. Warm Prestressing
7. Role of Crack Arrest
8. Cladding/HAZ Effects
Characterising Aspects - size (length and depth) - location (surface, underclad, or embedded) - orientation (relationship of major and minor axes to loadings)
- effects of shallow flaws on effective toughness - effects of multiaxial loading on fracture toughness - effectiveness of single- and dual-parameter fracture prediction methods - low upper-shelf toughness - weld verses base metal - high transition temperature - conversion from cleavage propagation to ductile tearing - effects of pre-cleavage ductile tearing - predictions of mode conversion to cleavage - effects of structural welds - effects of clad/base metal coeff. thermal expansion - types of warm prestressing observed in experiments - effects on delaying onset of cleavage initiation -arrest in rising K fields - reinitiation of arrested cracks - relationship to mode conversion - effects of variations in tensile properties - effects of variations in fracture toughness properties (includes both cleavage
and ductile tearing) - effects on shallow flaw initiation - locally-induced strain-ageing embrittlement
19
-
HSE U call h & Suff l i
REFERENCES [3.1 ] Davies. L.M. and Lyssakov, V.. "Pressurised Thermal Shock", appearing in Technical Report Series on
Pressurised Thermal Shock. International Atomic Energy Agency (to be published). [3.2] Nanstad. R.K. et al., "Effects of Irradiation on KIc Curves for High-Copper Welds", pp. 214-33 in
Effects on Radiation on Materials. 14"' International Symposium. ASTP STP 1046. Vol. 11. ed. N.H. Packan. R.E. Stoller. and A.S. Kumar. American Society for Testing and Materials. Philadelphia. 1990.
[3.3] U.S. Nuclear Regulatory Commission. Regulatory Guide 1.154. "Format and Content of Plant-Specific Pressurised Thermal Shock Safety Analysis Reports for Pressurised Water Reactors", 1987.
[3.4] Burns. T.J.. et al., Martin Marietta Energy Systems. Inc.. Oak Ridge National Laboratory. "Pressurised Thermal Shock Evaluation of the Oconee-1 Nuclear Power Plant". NUREG/CR-3770 (ORNL/TM-9176). May 1986.
[3.5] Selby, D.L. et al.. Martin Marietta Energy Systems. Inc.. Oak Ridge National Laboratory. "Pressurised Thermal Shock Evaluation of the Calvert Cliffs Unit I Nuclear Power Plant". NUREG/CR-4022 (ORNL/TM-9408). September 1985.
[3.6] Selby, D.L. et al.. Martin Marietta Energy Systems. Inc.. Oak Ridge National Laboratory. "Pressurised Thermal Shock Evaluation of the H.B. Robinson Unit 2 Nuclear Power Plant". NUREG/CR-4183 (ORNL/TM-9567). Vols. 1 and 2. September 1985.
[3.7] Sievers. J., Schulz. H.. Bass, B.R. and Pugh. C.E.. "Final Report on the International Comparative Assessment Study of Pressurised-Thermal-Shock in Reactor Pressure Vessels", Organisation for Economic Co-operation and Development, Paris. France. Report NEA/CSNI/R(99)3 (to be published).
[3.8] WWER-440/213 RPV Pressurised Thermal Shock Analysis Benchmark Exercise (WPB): Terms of Reference, WWER-SC-205. IAEA. November 1997.
[3.9] Guidelines on Pressurised Thermal Shock Analysis for WWER Nuclear Power Plants, IAEA-EBP-WWER-08, IAEA. April 1997.
[3.10] Pugh. CE. and Bass. B.R. "Chapter 12: Supporting Experiments", appearing in Technical Report Series on Pressurised Thermal Shock. International Atomic Energy Agency (to be published).
20
-
f si NESC
4 THE NESC-I PROJECT
4.1 OBJECTIVES OF THE PROJECT
The overall objective of NESC was to study the reliability of the entire process of structural integrity assessment within an international framework. Simulation of PTS transient loading of a flawed RPV represents a logical choice for the focus of that study because of the sub-stantial structural assessment challenges posed by the problem. The objective was accompli-shed through NESC-I by organising the assessment process into component disciplines and examining topics that included NDE accuracy and reliability, material properties data require-ments, test measurement techniques, and appropriate levels of complexity for thermal/structu-ral analyses and fracture assessments. The effectiveness of those disciplines in fulfilling their functions was evaluated using data generated during all phases of a highly structured pro-gram. An important goal of the study was to reach a better understanding of the inter-depen-dencies among the component disciplines. In addition, results from those evaluations have been used to: determine sensitivity of the integrity assessment outcome to input from the component
disciplines: identify deficiencies within current techniques that could benefit from further research; identify important areas of uncertainty in the assessment process; identify methodologies that are effective in application and make recommendations on best-
practice techniques; explore the levels of conservatism within existing structural integrity codes and standards
and, where appropriate, to provide input for development of improved versions.
The foregoing discussion noted the origin of NESC-I as an experiment conducted within the framework of nuclear technology. However, it is anticipated that the benefits of NESC-I for structural integrity analysis are sufficiently general that they can be applied over a wide spec-trum of components and industries [4.1].
4.2 ORGANISATION OF NESC AND THE NESC-I PROJECT
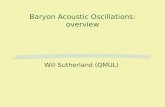
The organisational structure of NESC is shown in Fig. 4.1, along with the current roster of NESC officers. The European Commission's Joint Research Centre/Institute for Advanced Materials provides technical and administrative management. As such, they are designated as the NESC Operating Agent (OA) and the Reference Laboratory (RL). It is envisaged that several NESC projects can be managed concurrently. The role of the Steering Committee (SC) is to define the technical requirements, interact with the Project Manager, co-ordinate joint activities, and monitor progress. The activities themselves are undertaken by the partici-pating organisations collaborating within functionally defined Task Groups.
21
-
HSE lirulili & Safei;
K I C Q p
The JRC, acting as the RL, plays a major role in formulating and maintaining the overall structure of NESC. It has responsibility for providing administrative support, ensuring the viability of the individual NESC projects, organising the respective Task Groups and maintai-ning liaison between NESC and any other related national and international programs. Also.
Senior Advisory Group (SAG) Chairman K. T r r n e n , J R C
Members from A, B, D, E, F, FIN, S, UK, NL, IT
Steering Committee (SO Chainnan B. Hemsworth/R. Rintamaa
R. Bass, E. Keim Vice Chairmen Network Manager Network Secretary Members
Project Manager
Operating Agent
R.C. Hurst/N. Taylor D. McGarry A, B, D, E, F, FIN, 1 NL, S, UK, USA J. Wintle
EC/JRC, IAM
Reference Laboratory (RL)
EC/JRC, IAM
Archives Group (AG) b EC/JRC, IAM |
Referee Group (RG) EC/JRC, IAM
NESC-I PROJECT, Sponsor Task Group
TGI Inspection TG2 Materials TG3 Structural Analysis TG4 Instrumentation TG5 Evaluation ETF
Chairmen
R. Murgatroyd R. Rintamaa S. Bhandari H. Kockelmann H. Schulz R. Hurst
HSE, Host AEA Co-Chairmen
P. Lemaitre/B. Eriksen U.VonEstorff/F. Sevini S. McAllistcr/N. Taylor J. Hedderly R. Hurst R. Bass
Fig. 4.1: Organization and structure of the Network for Evaluating Structural Components.
22
-
HSE Health Safen
Kirrop
the JRC measures the effectiveness of contributions by each participating organisation within the Network. Where appropriate, the JRC contributes to NESC as a laboratory of excellence. Specific examples of the latter activity include several key steps related to fabrication and testing of the NESC-I cylinder specimen: introduction of defects into the cylinder; baseline inspection of the cylinder following fabrication; development and evaluation of instrumentation; and destructive examination following the test. Another important function of the JRC is to provide the means for collecting, storing, and evaluating data produced on a confidential and neutral basis. For example, the JRC was the only organisation within the Network that was cognisant of what defects had been introduced into the NESC-I cylinder. By maintaining full confidentiality, the JRC insured that all non-destructive inspections of the cylinder were "blind", and that all pre-test predictions were based on structural/fracture analyses of these inspection data, as would be the case in an actual integrity assessment.
For the NESC-I Project, the Task Groups set up to carry out the work of the Network were as follows: TGI - Inspection/Non-Destructive Evaluation (NDE), TG2 - Material Properties, TG3 - Structural Analysis, TG4 - Instrumentation, TG5 - Co-ordination, ETF - Evaluation Task Force, and DEAG - Destructive Examination Advisory Group.
Major responsibilities assigned to these groups are summarised briefly below. Task Group 1 The TGI was responsible for organising the pre-test and post-test inspections of the cylinder, as well as assembling, interpreting and reporting the data base of inspection results. A significant logistical effort was required to make arrangements for transport of the cylinder to several locations in Europe and to co-ordinate these arrangements with the available inspection windows for the international teams that performed the inspections. A total of seven ultrasonic inspections were performed pre-test and ten post-test by the participating organisations. Two teams inspected the cylinder using post-test using eddy current techniques. The pretest inspection data were evaluated by TGI and the RL to provide best-estimate data on the defects to analysts in TG3 for use in designing the test conditions and making test predictions.
Task Group 2 The TG2 had responsibility for developing the material properties data base and reporting it to the TG3 for use in structural and fracture mechanics analyses of the experiment. At the beginning of the project, TG2 engaged in a major effort to study effects of heat treatment on material toughness and to specify the required heat treatment following fabrication of the NESC-I cylinder from remnants of cylinders SC-4 and SC-6. Additional activities included literature surveys and extensive testing programs to determine thermal and physical properties, as well as tensile and fracture toughness properties, of the cladding, the clad/HAZ and base material. The testing program was carried out using material from a run-off (prolongation) of the test cylinder that was clad using the same procedure as that applied to the cylinder.
23
-
NESC Hritllll Sefcl'
Task Group 3 The TG3 was responsible for prescribing the actual test conditions that would achieve the project objectives, based on the inspection data provided by TGI and the material pro-perties data base developed by TG2. Furthermore, members of TG3 were charged with perfor-ming individual pre-test and post-test analyses, the latter being based on actual test data. The scope of the work included analyses of all defects in the cylinder that were perceived to be signifi-cant, using analytical techniques that ranged from the very simplified to the highly sophisticated. Task Group 4 The TG4 had responsibility for the full range of instrumentation attached to the cylinder during the test, and for determination of residual stresses in the cylinder before and after the test. A major challenge confronting this group was choosing the type and exact pla-cement of transducers on the cylinder, given that there were a limited number of available transducer channels from the test rig. Another problem addressed by TG4 was the require-ment to design a seal for a large surface-breaking defect on the inner surface that had been initiated from a machined slot. A seal was necessary to limit water ingress to the defect during the test, even if the defect should experience propagation.
Task Group 5 The TG5 had the role of co-ordinating the activities of the other four TGs, and acting as a forum where project-wide problems could be discussed, priorities set and solutions proposed the Steering Committee of NESC. The Evaluation Task Force superseded TG5in 1998. Evaluation Task Force The ETF was organised to ensure that the evaluation phase of NESC-I should be conducted as thoroughly as possible, consistent with the constraints of time and resour-ces. A full range of evaluation tasks was compiled by the ETF, each one of which was designated the responsibility of a member of NESC. In some cases, these tasks were carried out within the bounds of a specific TG, while other cases required more interaction between the TGs. Destructive Examination Advisory Group The DEAG was set up in 1998 to support the RL in the destructive examination of the cylinder. The mission of the DEAG was to determine the precise location and dimensions of all the defects, and to conduct detailed assessments of all fracture events, based on metallographic/fractographic examinations.
The responsibilities of some other entities shown in Fig. 4.1 are summarised below: Steering Committee The Steering Committee (SC) represents the highest authority regarding important decisions affecting NESC. All TGs report to the SC. Responsibilities of the SC include defining the technical requirements, interacting with the Project Manager, co-ordina-ting joint activities, and monitoring progress of the Project. The activities themselves are undertaken by the participating organisations within the TGs. Archives Group The AG is designated by the Operating Agent to record all important steps and events of the Network, with the objective of fully documenting its progress and results. Referee Group Members of the RG are drawn from the ranks of the Reference Laboratory and are given responsibility for ensuring the confidentiality of data, results and procedures of any TG member. Also, the RG has responsibility for all decisions that must be kept confiden-tial from TG members in the best interest of the Project. Senior Advisory Group The SAG is charged with advising the SC or TGs on any matter of importance, placing emphasis on the correct orientation of the NESC Project with respect to execution and presentation of results.
24
-
HSE II...Uh X SaieU
isicop
Members participate in activities of the NESC at their own expense and are expected to make "in-kind" contributions. Expenses related to management of the NESC and collaborative acti-vities are borne by the Operating Agent and the RL. Particular projects, such as the large-scale test described herein, are sponsored by individual members of the NESC. The 13 countries participating in NESC include a strong representation from Europe (Austria, Belgium, Finland, France, Germany, Italy, Netherlands, Spain, Sweden, Switzerland, United Kingdom), as well as Japan and the United States. Membership is comprised of the 33 organi-sations listed in Table 4.1.
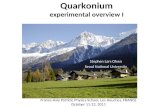
4.3 PROJECT FOCUS The initial focus of NESC was on a research project funded by HSE to evaluate the total pro-cess of structural integrity assessments of aged RPVs. A suitable strategy for examining that process was the simulation and analysis of a PTS transient in an RPV. The PTS transient is a particular concern to the nuclear industry because of issues presented in Chapter 3. In NESC-I, a reference PTS experiment was studied by a group of international organisations using a range of technical disciplines involved in RPV assessment. This was accomplished by means of fabrication, inspection, testing, analysis and destructive examination of a spinning cylinder test that was performed at the AEA Technology (AEAT) facility at Risley, UK. The project consisted of the several phases illustrated in Fig. 4.2.
Table 4.1: Organisations contributing to the NESC-I Project and Task Groups.
Cylinder Manufacture
HSE Nil
AEA Technology Framatome
Ed F
CEA MPA
EC JRC
Inspection (TG1)
AEA Technology
CEA EdF BAM
IzFP Preussen Elektra
ABB-ZAQ Nuclear Electric
RRA Siemens
ABB-TRC VTT
Battelle PNL
EC JRC GECAIsthom
Kola NPP
Materials (TG2)
FORTUM
Framatome MPA IWM
Preussen Elektra HSE Nil
Nuclear Electric RRA ENEL ECN
EC JRC AEA Technology
Analysis (TG3)
Framatome CEA EdF GRS
Preussen Elektra
MPA HSE Nil
AEA Technology
Nuclear Electric TWI RRA
Vattenfal Ringhals
SKI
VTT ENEA
Tractabel ORNL Jaeri
CEC JRC
Instrumentation (TG4)
MPA CEA
HSE Nil
AEAT Technology Sheffield Hallam
FORTUM EC JRC
Evaluation (TG5)
GRS AEA VTT
Framatome Preussen Elektra
MPA ORNL
EC JRC
AVN
23
-
H S E Health & Safety
Mcrop
Material Testing
O
O
Testing (1997)
Fabrication Inspection (1996)
NDE
t: ^ N
Instrumentation Pretest Analysis Strain Gages
Thermocouples
etc
Data Acquisition
System
Predicted Initiation
Posttest Analysis
Temperature
Destructive Exam
Kic
Measured Initiation
Temperature
Fig 4.2: Schematic of NESC-I project phases.
The test cylinder was manufactured from halves taken from the SC-4 and SC-6 (A 508 class 3) forgings previously tested at AEAT, with the yielded material machined from the inner surface.
The specimen was welded in Germany, clad internally with austenitic steel in France, and finally heat-treated and machined in the UK. A total of 18 defects of varying sizes and types were introduced into the inner surface of the cylinder [4.2]: Five Class A EDM notches were fabricated prior to the cladding process. Three had a
length/depth ratio of three, while the remaining two had a ratio of six.
26
-
f si N ESG Hiul.h & Saft*.
Three large fatigue defects were included. Internal pressurisation of a starter notch was used to fabricate a sub-clad defect prior to the cladding process and a through-clad defect after that process. Because the through-clad defect inadvertently experienced complex branching, a second thorough-clad defect was installed by mechanical fatigue sharpening of an EDM notch, the latter accomplished using diametrical compression of the cylinder.
Ten cracks were installed sub-clad in two groups to simulate cold cracks (two cracks) and hot cracks (eight defects).
Installation of these defects was earned out by MPA-Stuttgart, Framatome and JRC/AEAT All information regarding the fabrication, size and location of the defects was maintained secret throughout the pre-test and post-test NDE trials organised within the NESC-I project, as well as the pre-test structural/fracture assessments.
The common source material for the SC-4, SC-6 and NESC-I cylinders provided a unique opportunity to assess the effects of cladding on inhibiting defect extension under simulated PTS loading conditions. Post-weld and post-clad heat treatments of the NESC-I cylinder were conducted to essentially preserve the material and fracture toughness properties of SC-4 and SC-6. The SC-4 and SC-6 cylinders also contained semi-elliptical surface-breaking defects, but they did not have cladding. The SC-4 specimen was tested at a low rotational speed (500 rpm) using a high flow-rate quench for the thermal shock. The SC-6 was subjected to a high spin speed (2000 rpm) but with a low flow-rate quench.
The pre-test inspection phase was conducted in a manner similar to that of the PISC trials to evaluate the effectiveness of current and proposed NDE procedures. The teams employed NDE methods used for in-service inspection of actual RPVs and applied them under condi-tions that were as prototypical as possible. Teams from Finland, France, Germany, UK, Russia, Sweden, and the USA conducted inspections of the cylinder and reported their fin-dings to the RL. The anonymity of these teams was strictly observed in publications of all inspection results.
A comprehensive materials characterisation program was organised and conducted by eight European laboratories. Characterisation blocks were fabricated in parallel with the cylinder for determination of tensile and fracture-toughness properties of the cladding, heat-affected zone (HAZ), and base material. These efforts provided materials data essential for planning and interpretation of the experiment, and culminated in a materials characterisation data handbook for the cylinder forging.
Utilising materials characterisation and pre-test inspection data, sixteen organisations from ten countries performed detailed analyses to provide recommendations for test conditions and to predict defect behaviour during the test in terms of extension by cleavage or ductile tea-ring. A major objective of the experiment was to achieve cleavage initiation and arrest for one of the large sub-clad or through-clad defects. The analysis methods ranged from simple analytical calculations based on code requirements to complex three-dimensional non-linear finite-element formulations. A unique feature of the project was that pre-test analyses were conducted using only the NDE inspection results, i.e., without exact knowledge of the size of the defects in the cylinder.
27
-
HSE N F H. .ill li & Sufi- t ,
The test was conducted by AEAT in March 1997. The facility, fully described in Chapter 7, suspends the specimen about its axis of revolution and is capable of rotational speeds up to 2500 rpm. Prior to start of the test, the cylinder was heated uniformly to upper-shelf temperatures (293 C). The planned thermal shock was applied by a water spray quench (2 C) of the inner surface which was initiated when the cylinder reached a rotational speed of 2,100 rpm. The quench conti-nued for 12 minutes during which time the rotational speed was increased to a maximum of 2.400 rpm. A step change in output from certain strain gages was observed between 213 and 217 s and implied that the large through-clad flaw had experienced cleavage initiation at one end.
A post-test round of inspections was conducted following the test to detect and measure any changes in the dimensions of the defects. The participants in that post-test phase included the same seven teams from the pre-test round-robin, augmented by new teams from Germany and the UK. Again, the results were submitted to the RL for subsequent evaluation of the relative performance of the different inspection teams and methods.
The large defects were opened at low temperature (in liquid nitrogen) to permit metallographic/fractographic studies of the fracture surfaces. Selected smaller notches were also opened for study, while others were left unopened and evaluated using high-quality X-ray images of the individual blocks. The DEAG organised an extensive examination program that was carried out on the defects revealed during the sectioning. These examinations confirmed that the large through-clad flaw exhibited ductile tearing in the base and clad/HAZ material, which tripped to cleavage at one end under the clad/HAZ layer. The cleavage event arrested following a total flaw extension of approximately 12-15 mm just below the clad/HAZ region, thus confirming that a major objective of the experiment had been achieved. An unexpected result from these studies was the identification of substantial regions of intergranular fracture around the large sub-clad defect.
The Evaluation Task Force (ETF) was organised with a membership that represented interested safety authorities, regulators, electric power utilities, and plant manufacturers. The ETF defined a series of comprehensive evaluation tasks (Fig. 4.3) with a number of objectives. These included (1) achieving a greater understanding of interactions among the disciplines of NDE. materials, structural/fracture analysis and instrumentation (for example, the influence that NDE data from inspection teams can have on RPV integrity assessments performed by structural analysts); (2) evaluating the results in the context of nuclear industry needs; and (3) providing recommendations regarding codes and standards employed in regulation of nuclear and non-nuclear plant. These evaluation tasks have culminated in a series of reports, including the present final overview report.
A schedule of key events for the NESC-I project is given in Table 4.2. This culminated with an international seminar held in Paris in March 2000. designed to showcase the unique contri-butions of NESC-I to achieving a greater understanding of the total integrity assessment pro-cess for ageing RPVs.
REFERENCES [4.1 ] Boydon. F.M.D.. "Technology Transfer to Other Nuclear and Non-Nuclear Plant". NESCDOC ETF (99 ) 34. [4.2] Hurst. R.C.. McGarry. D.. Taylor, N.. Wintle. J.B. and Hemsworth. B., "NESC-I Project: Progress Since
the Spinning Cylinder Test". 1999 ASME PVP Conference. Boston. MA. August 1999.
28
-
HSE Health Saar
crop
TG4 Instrumentation
TG3 Structural Analysis
Strain gauge performance limits
Pre & PostTest Analysis
Performance Analysis
Critical factors
Human Errors TG1 Inspection
PROJECT EVAL. TASKS Constraint, Cladding
Sensitivity Analysis - Best Practice Crack Arrest, Residual Stresses
Relation to Other Large Scale Projects Probabilistic Approach
Fracture Assessment Criteria Reactor Transient Relevance
Warm Pre \ Codes and Standards Stressing \ Technology Transfer
Probabilistic \ Lessons from Networking Approaches / \ Overview Report
Constraint Effects
Codes & Standards Cladding Effects
Defects for ISP qualification
Best Practice '
Failure behaviour
Verification of arc props/
Prioritise data,
Statistical methods
Testing standards
Sampling inaccuracies
Shallow flaw effects
T G 2 Mater ia ls Characterisation
Fig. 4.3: Evaluation tasks defined by the Evaluation Task Force.
Table 4.2: Schedule of key events for NESC-I Project. Event Completion of Cylinder Inspection Trials (TG1 ) Material Characterisation Program (TG2) Specification of Test Conditions 0~G3) Specification of Instrumentation (TG4) Complete Rig Trial Testing Program Residual Stress Measurements (TG4) Pretest Structural Analysis (TG3) Spinning Cylinder Test Posttest Inspections (TG1) Destructive Examination (RL) Detailed Evaluation of Results NESCI Symposium Codes and Standards Applications
Date October 1995 November 1995June 1996 February 1995December 1995 December 1996 March 1996 August 1996 August 1996 April 1996January 1997 March 20,1997 April 1997November1997 January 1998 December 1999 January 1998 December 1999 2728 March 2000 2000+
29
-
HSE NESC ] K . i i i i . .. S a ft t i
5 MANUFACTURE OF THE CYLINDER WITH INSERTED DEFECTS
5.1 MEETING THE PROJECT'S OBJECTIVES The objectives of the project required a large thick cylinder that would represem the characteristics of an aged reactor pressure vessel for inspection and its behaviour in a full scale test simulating pressurised thermal shock. The cylinder needed to be of sufficient thickness to generate a realistic temperature and stress field during the spinning cylinder test and to correctly model the constraint on a deep defect in a RPV.
Appropriate material properties of the cylinder were required. At least one of the defects was intended to initiate by cleavage and arrest in order to validate fracture mechanics predictions, yet there could be no risk of catastrophic failure of the cylinder during the test. In addition, the cylinder material also had to be suitable for the purposes of carrying out blind inspection trials.
The defects to be deliberately inserted in the cylinder had to meet the requirements of a number of project objectives. In particular, the combination of defects had to: Be capable of growth by cleavage fracture Be of interest for codes and standards Create a practical challenge for detection and sizing by NDE Include defects simulating real underclad cracks.
One of the original objectives was to produce cleavage growth of a subclad crack. However, it was realised at an early stage that cleavage growth from a subclad crack could not be guaranteed with high confidence within the practical constraints imposed by the testing method. Therefore, the decision was made to include a through clad crack, in addition to a subclad crack, where there was greater confidence that cleavage growth would occur.
Cleavage fracture initiation in the cylinder required a large sharp crack to be generated. Large sub-clad and through clad defects were to be grown by fatigue at MPA Stuttgart. An additional large through clad defect was to be introduced by electro-discharge machining at JRC Ispra and sharpened by fatigue at AEA Technology.
The challenge for inspection was to demonstrate the performance in detection and sizing subclad cracks before and after a thermal shock. The defect sizes needed to be closely controlled so as to provide an accurate benchmark against which sizing performance could be judged. The use of fine electro-machined slots with a narrow tip had been previously used with success in PISC and was therefore be used again.
The simulated under-clad cracks were aimed to be representative of cracking detected in some early reactor pressure vessels This required a detailed knowledge of the morphology and characteristics of this type of cracking. Responsibility for simulating this was taken by
30
-
HSE IlL-nlih S j ft t >
NESC
Framatome which had propriety methods based on creating cold cracking and local brittle zones in weld deposits.
5.2 PROCUREMENT OF A SUITABLE CYLINDER
At the start of the NESC-I Project, the cylinder under consideration was the last of eight cylinders ordered in 1985 from Sheffield Forgemasters for the UK's spinning cylinder test programme [5.1]. This was known as cylinder 7. Six cylinders had already been tested and one other cylinder had been used extensively for the commissioning of the rig and generating heat transfer data. The cylinders had been obtained in pairs from four initial forgings. All the cylinders were to A508 Class 3 specification, but with small modifications to the impurity level and manufacturing route.
During 1992/93, a feasibility study was carried out to determine whether the fracture toughness properties of cylinder 7 material would be suitable for a test in which cleavage fracture was planned. The results indicated that the ductile to cleavage transition temperature would be too low to obtain cleavage fracture in a rig where the specimens were cooled by water. Although attempts were made to increase the ductile to cleavage transition temperature by different heat treatments, these were not successful. The Network Steering Committee therefore made the decision to abandon test cylinder 7 as it did not meet the objectives of the NESC-I Project.
This decision had significant consequences for both the project and the network. For the project, it created a delay to the programme and caused an extra strain on scarce resources, which required good project management to overcome. For the network, it was a problem to be shared and generated excellent co-operation between the participants.
It was known that the cylinders used for the spinning cylinder tests 4 and 6 were from the same single forging and had been specially manufactured by Sheffield Forgemasters for tests designed to investigate cleavage crack growth. The detailed testing programme that had been carried out in support of these tests had shown the material to have suitably low fracture toughness properties. Large arcs of these cylinders remained after the narrow sections containing the longitudinal defects used for tests 4 and 6 had been removed.
As a result, it was decided to try to fabricate a new cylinder by welding together the two semicircular arcs from the remaining cylinders 4 and 6 with full thickness welds. As these cylinders had already been tempered at 580 C, it might be possible to post weld heat treat the welds after cladding without increasing the forging toughness, albeit at a lower temperature than that of conventional commercial practice. Residual stresses due to yielding of the inner surface layers during the thermal shock tests on cylinders 4 and 6 could be eliminated by removal of the top 25 mm of material from the inner surface.
A feasibility study was performed to determine the most suitable method of welding two semi-circular arcs from cylinders 4 and 6 to form a new cylinder 200 mm thick. Both electron beam and narrow gap submerged arc welding were considered.
31
-
HJ NESC IK .Ulli S a l c i
A trial electron beam weld was made by TWI in the UK between blocks of cylinder material 200 mm thick. Examination of the trial weld demonstrated the absence of flaws and the feasibility of making a successful weld with adequate fracture toughness in this thickness of material. The use of electron beam welding would minimise the risk of distortion and the small heat affected zone would allow the widest choice for implanting defects in forging material. There would, however, have been the necessity to demagnetise the arcs so as to avoid any risk of the beam straying from its path and creating unintended defects. Narrow gap submerged arc welding had become well proven in recent years for fabricating thick pressure vessels and the decision was eventually made to form the new cylinder using this technique. Although the heat affected zone regions were slightly larger than with an electron beam weld, there was still plenty of room for the defects to be introduced into the cylinder to be situated away from the weld. The fracture toughness properties of the weld were expected from past experience to be good and these would be validated. Welding of the cylinder was undertaken by MAN GHH in Germany to a submerged arc narrow gap welding procedure drawn up to be consistent with the requirements of the Code KTA 3201.1 and to the quality assurance requirements for the fabrication of primary components, [5.2]. The two remaining arcs from test cylinders 4 and 6 were each machined to 180. The remaining pieces were retained and later used for the NESC materials evaluation programme, described in Chapter 6. After longitudinal weld preparations (single V with Io angle of bevel) were machined, the cylinder halves were aligned with a separation of 20 mm and held together with welded bracing plates for the welding. This used a wire/flux combination comprising Bohler (TD) S3 NiMolUP and Oerlikon OP41TT consumables. The standard weld procedure prescribed a post weld heat treatment temperature of 600C. However, PWHT at this temperature would have affected the toughness of the rest of the cylinder making it less susceptible to cleavage fracture. It was therefore necessary to qualify the weld fracture properties for a lower heat treatment temperature. In order to produce weld material that could be tested in the finally selected PWHT condition, the runon and runoff ends of welds were provided with suitable extensions. After welding, the inside and outside surfaces of the cylinder were machined concentrically.
5.3 REFERENCE INSPECTION AND WELD QUALIFICATION The welds were inspected by MAN GHH using approved dye penetrant and ultrasonic techniques. These inspections revealed no defects. The cylinder was then transported to the Reference Laboratory at the JRC Petten where the welds were given a second ultrasonic inspection and a radiographic inspection with Xrays using a linear accelerator of 1 Mev to penetrate the 200 mm wall thickness. The results of these inspections confirmed that the welds were of very good quality containing only very small levels of porosity. The runon and runoff weld extensions were then separated from the cylinder.
32
-
HSE NESC
Testing of the weld extensions was carried out by VTT in Finland after they had been heat treated to the final heat treatment condition of the cylinder (see below). The impact tensile and impact fracture properties were determined using conventional specimens. The results showed that these properties of the weld material were satisfactory and no less than those of the parent forging. Although this type of welding is now standard practice, the application in this instance has provided a good demonstration of the high quality that can be obtained.
The blind inspection trials and the fracture mechanics benchmark required that the defects should be introduced into cylinder forging material that contained no inclusions or porosity. The Reference Laboratory carried out a detailed inspection of the cylinder forging material using ultrasonic immersion probes at 10 MHz. The detection sensitivity was set just above the noise level. The results showed that the forging material was of very high quality and contai-ned no significant inclusions or porosity with large areas of completely flaw free material available as sites for introducing defects for the purposes of the NESC Project.
After completion of the reference inspection the cylinder was transported to MPA Stuttgart for the introduction of fatigue and machined defects.
5.4 GENERATION OF THE SUB-CLAD FATIGUE CRACK
Fatigue cracks can be grown from machined notches in structural test pieces by applying cyclic loading. Sometimes, a conventional testing machine can be used to apply cyclic tensile or bending loads. For large samples, this method is difficult because it requires applying high loads in a large testing machine with controlled fatigue loading capability. Several years ago, the suggestion was made to seal the notch on the surface and to subject it to pulsating internal pressure until a fatigue crack develops and grows to the desired dimensions [5.3, 5.4]. An advantage of using this method is that the crack grows evenly around the boundary.
Internal pressure in the starter notch creates stress concentration at the notch boundary which when cycled can lead to the initiation of a fatigue crack. Crack initiation and extension depend on the stress intensity. If it is too low the crack does not initiate or extend; if it is too high a plastic zone develops in front of the crack tip, the crack blunts, and a sharp crack is not achieved. Therefore, the internal pressure required to generate a stress intensity factor K, to initiate and grow a crack had to be assessed and the adjusted as the crack grew. In order to be confident that there was an adequate margin to the fracture toughness of the material (K,> 100 MPaVm), it was necessary to heat the cylinder to a temperature of 150 C while pressure was being applied to avoid any risk of brittle fracture.
A semi-circular longitudinal starter notch of 25 mm radius was introduced into the inside sur-face of the cylinder using electro-discharge machining. The notch was covered by a sealing plate with a concave face into which oil was pumped from a pulsator with a pressure intensi-fier capable of generating pressures inside the notch up to 2000 bar. An external force was applied to the plate from a jack mounted across the cylinder diameter in order to effect a seal, Fig. 5.1.
33
-
H S E Uh & Sa ft t;
N I C O !
The ultrasonic amplitude modulation technique was used to measure and monitor the fatigue crack extension around the complete crack boundary as cycling proceeded [5.5]. The techni-que uses a standard ultrasonic search unit coupled to the surface opposite to the starter notch, Fig 5.2. During fatigue cracking, microscopic deformations occur in the area of the crack tip and the crack lace. This causes a change in the amplitudes of the echoes from these regions and a zone with a modulated signal characterising the area between the crack tip and the notch tip is visible on the screen. The advantages of the amplitude modulation technique lie in its precision as well as in the possibility to observe the crack growth on-line.
Because of the temperature limits of the ultrasonic probes, it was not possible to apply the method and measure growth while fatiguing at 150 C. Therefore, at intervals the cylinder
was cooled to room temperature and crack growth measured by cycling the crack at lower pressure in order to avoid any risk of fracture.
EXTERNAI. LOADING
INTERNAL PRESSURE
GROOVE (AREAA)
FATIGUE CRACK
Fig. 5.1: Arrangement for fatigue sharpening the sub-clad defect using internal pressure.
The number of cycles expected to grow the starter notch to the target crack depth was estimated to be less than 100,000. Against all expectations, a fatigue crack had not been initiated after a total of 455,000 cycles at higher K, values. A calculation of the compressive hoop stress on the notch resulting from the load of the hydraulic cylinder revealed only low values (1 MPa) so that another reason had to be found.
As thermal shock tests had previously been carried out on the material from which the cylinder had been fabricated, it was realised that compressive residual stress would be present at the inner surface. The surface residual stress was measured in the plane of the starter notch and confirmed by elastic plastic finite element analysis. It was found that residual compressive stresses in the region of 250 to 360 N/mm were present in the hoop direction which of course affected the initiation and growth of a fatigue crack.
In order to overcome this problem, the cylin-der was placed in a testing machine which applied a constant external load of between 5.0 and 5.5 MN cross the diameter of the cylinder to create extra tensile hoop stress at
34
-
U S E vi r rcp
E 3
CRACK NOTCH TIP TIP
LOAD PULSATION MODULATION OF SIGNALS NORMALLY NOT EXCEEDING NOISE: - CRACK TIP ECHO SIGNALS OF CRACK SURFACES - OTHER EFFECTS - GRAIN BOUNDARY SOUND REFLECTIONS IN
A SMALL AREA AROUND THE CRACK TIP SUBJECTED TO ALTERNATING PLASTIFICATIONS
NC CO
ta
ISE NST
ta
'
I i M<
NO )0U
'
SE JkT
J.
ED
t B i '
ft A I
V_9_ 8 10 J V 0 8 io y Fig.5.2: Ultrasonic amplitude modulation method for crack size measurement.
the inner wall in the vicinity of the defect. At the same time, the internal jacking of the sealing plate was maintained and fatigue cracking continued using the pulsator. With this setup. the fatigue crack was initiated and grown. Destructive examination later revealed that this crack had a maximum depth of 81.4 mm and a length of 256 mm at the time of the test when all manufacturing operations on the cylinder had been completed. The sizing accuracy of the amplitude modulation technique was better than 10% in length and depth.
5.5 INTRODUCTION OF EDM DEFECTS AND REALISTIC UNDER-CLAD CRACKS The test cylinder was machined to an internal diameter of 1052 mm thereby removing the starter notch and leaving just the fatigue crack. This operation also removed the zone of plastically deformed material giving rise to the compressive residual stress. This stress was therefore not present to affect the behaviour of the defects during the NESC test. MPA then introduced five defects by electrodischarge machining at other locations on the inside surface. The sizes and positions of these defects are shown in Fig 5.3.
35
-
u s i : Health & Safely
K i c o p
Top of cylinder Q
250
E E
II c .2 500 t' ' o
Q .
^ 750 Z3 ' C O 1000
Bottom of cylinder
1250
45 Circumferential position [degrees]
90 135 180 225
C' Hot Cracking Area I TUTttlr
B Large
Fatigue
.E
-0
RL Large
Fatigue
270 315 360
I "X" I Smooth planar EDM Notch (PISC type A) | "X" | Realistic underclad cracks ["X"] Large fatigue defects
Cold Cracking Area t 0 f
,
Fig. 5.3: Map of the defects inserted into the cylinder.
Hot Cracking Area II
a.
On completion of the work at MPA the cylinder was taken to Framatome's works at Chaln sur Soane for the introduction of realistic underclad cracks. These were introduced using proprietary methods based on creating cold cracking and local brittle zones in small weld deposits, Fig 5.4.
5.6 CLADDING THE CYLINDER The cladding of the cylinder was undertaken by Framatome using a procedure consistent with industrial practice for early reactor pressure vessels up to 1982, Figs 5.5 & 5.6. This procedure was based on strip cladding using an electroslag technique. Specified preheat and interpass tem
peratures were closely controlled using thermocouples attached to the cylinder. In order to demonstrate the cladding procedure before it was applied to the cylinder, an arc of remaining material from the original cylinder forging was clad using the same procedure. This
Fig. 5.4: Preparations for the Insertion of local brittle zone defects.
36
-
H S E ice,
Fig. 5.5: Cladding the NESC Cylinder.
Fig 5.6: Detail of the submerged arc strip cladding process.
power manual metal arc welding to a height 25 mm wide by 250 mm long. This built up zone from which a defect would be grown by fatigue in