
PRODUCTION AND DISTRIBUTION PLANNING FOR...
281
PRODUCTION AND DISTRIBUTION PLANNING FOR DYNAMIC SUPPLY CHAINS USING MULTI-RESOLUTION HYBRID MODELS Item Type text; Electronic Dissertation Authors Venkateswaran, Jayendran Publisher The University of Arizona. Rights Copyright © is held by the author. Digital access to this material is made possible by the University Libraries, University of Arizona. Further transmission, reproduction or presentation (such as public display or performance) of protected items is prohibited except with permission of the author. Download date 18/06/2018 16:15:12 Link to Item http://hdl.handle.net/10150/195051
Transcript of PRODUCTION AND DISTRIBUTION PLANNING FOR...
PRODUCTION AND DISTRIBUTION PLANNINGFOR DYNAMIC SUPPLY CHAINS USINGMULTI-RESOLUTION HYBRID MODELS
Item Type text; Electronic Dissertation
Authors Venkateswaran, Jayendran
Publisher The University of Arizona.
Rights Copyright © is held by the author. Digital access to this materialis made possible by the University Libraries, University of Arizona.Further transmission, reproduction or presentation (such aspublic display or performance) of protected items is prohibitedexcept with permission of the author.
Download date 18/06/2018 16:15:12
Link to Item http://hdl.handle.net/10150/195051
PRODUCTION AND DISTRIBUTION PLANNING FOR DYNAMIC
SUPPLY CHAINS USING MULTI-RESOLUTION HYBRID MODELS
By
Jayendran Venkateswaran
A Dissertation Submitted to the Faculty of the
DEPARTMENT OF SYSTEMS AND INDUSTRIAL ENGINEERING
In Partial Fulfillment of the Requirements for the Degree of
DOCTOR OF PHILOSOPHY
In the Graduate College
THE UNIVERSITY OF ARIZONA
2 0 0 5
2
THE UNIVERSITY OF ARIZONA
GRADUATE COLLEGE
As members of the Dissertation Committee, we certify that we have read the dissertation
prepared by Jayendran Venkateswaran
entitled “Production and Distribution Planning in Dynamic Supply Chains using Multi-
Resolution Hybrid Models,”
and recommend that it be accepted as fulfilling the dissertation requirement for the
degree of Doctor of Philosophy.
_______________________________________________________________________ Date: May 10 2005
Young-Jun Son _______________________________________________________________________ Date: May 10 2005
Ronald G. Askin _______________________________________________________________________ Date May 10 2005
Jeffery B. Goldberg _______________________________________________________________________ Date: May 10 2005
Terry A. Bahill _______________________________________________________________________ Date: May 10 2005
Timothy W. Secomb Final approval and acceptance of this dissertation is contingent upon the candidate’s submission of the final copies of the dissertation to the Graduate College. I hereby certify that I have read this dissertation prepared under my direction and recommend that it be accepted as fulfilling the dissertation requirement. ________________________________________________ Date: May 10 2005 Dissertation Director: Young-Jun Son
3
STATEMENT BY AUTHOR
This dissertation has been submitted in partial fulfillment of requirements for an advanced degree at The University of Arizona and is deposited in the University Library to be made available to borrowers under rules of the Library.
Brief quotations from this dissertation are allowable without special permission, provided that accurate acknowledgment of source is made. Requests for permission for extended quotation from or reproduction of this manuscript in whole or in part may be granted by the head of the major department or the Dean of the Graduate College when in his or her judgment the proposed use of the material is in the interests of scholarship. In all other instances, however, permission must be obtained from the author.
SIGNED: ______________________________ Jayendran Venkateswaran
4
ACKNOWLEDGEMENTS
This dissertation would not have been possible without the guidance of my professors, support of my friends and the love of my family. I express my sincere thanks to those who made my foray into the world of graduate studies possible. I am grateful to Drs. Young-Jun Son, Ronald G. Askin, Jeffrey B. Goldberg, Terry A. Bahill and Timothy W. Secomb for serving on the committee.
I would like to especially thank my advisor, Dr. Young Jun Son, for his constructive guidance, advice and encouragement during this research. The knowledge he has provided me with extends beyond what can be found in any textbook. I am seriously awed by his uncanny ability to work all night and still look fresh the day after. I do wonder if he ever sleeps, for I get mails from him (still do) at all times in the night! I am going to miss our one-on-one meetings, group meeting and our lengthy discussions. “Thank you, Dr. Son!”
I thank Dr. Askin for his trusting me and providing me with an opportunity to serve as the instructor for the first time for the senior-level course on facilities planning. I also thank Dr. Goldberg for being a wonderful mentor and for his help in handling the course and making it a success.
I would like to thank the faculty and staff of the Department of Systems and Industrial Engineering for their timely help on several occasions. Bill Ganoe and Warren - thank you for all the help in keeping my computers / software running, in spite of it operating in Windows! I thank Linda Cramer and all the staff for answering my queries, guiding me through all the paperwork and for keeping my pay checks coming.
I extend my thanks to all former and current members of the CIM lab - Mohammed Yaseen Kalachikan Jafferali, Rakesh Mopidevi, Pramod Vijayakumar, Monish Madan, Siddharth Misra, Ritesh Kanetkar, Xiaobing Zhao, Adityavijay Rathore and Wei Luo. I am glad to have had them for my colleagues. Their company made the ridiculously long hours in the lab, quite frankly, fun. I would forever cherish memories of our endless lunches at Café Sonora and the Blvd., the ‘finicky’ lab demos, coffee breaks, and the computer games (as part of distributed human-in-the-loop real-time simulation).
I would like to specially acknowledge all my friends, Sudarshan, Sundar, Vijay, Barath, Deepthi, Divya, Rupali, Sridivya, Deepali, Srinivasan, JQ Chen and all others for making my stay in Tucson most memorable. I thank them all for making me truly feel at home. We shared some unforgettable time together - our Friday night outs, our trips, our dinners, or just hanging out; for all of which I am grateful.
Another great circle of friends I would like to thank are my undergraduate/ high school class mates, especially Prabhu, Vijay G, Muthuraman, and Karthik. I thank you all for your support, encouragement and affection over the years.
I wish to thank my entire family, Mahima, Vibhushita, Sabarivasan, Jayanthi periamma, Ganesh periappa, Bhuvana chitti, Chander chittappa, Raju periappa, Shanta periamma, Socha paatti, Charu paati, C.V.V. Thatha, and all cousins, for providing a loving environment and for believing in me. Finally, I am forever indebted to my parents, Venkateswaran (Ravi) and Janani. They bore me, raised me, taught me, and loved me. I hope I have done them proud. To them I dedicate this dissertation.

5
DEDICATION
- OM or AUM in Devānagari script
“The goal which all the Vedas declare, which all austerities aim at, and which men desire
when they lead the life of continence, I will tell you briefly: it is OM. This syllable OM is
indeed Brahman. This syllable is the Highest. Whosoever knows this syllable obtains all
that he desires. This is the best support; this is the highest support. Whosoever knows
this support is adored in the world of Brahma.”
- Katha Upanishad
6
TABLE OF CONTENTS
LIST OF ILLUSTRATIONS.............................................................................................13
LIST OF TABLES.............................................................................................................17
ABSTRACT.......................................................................................................................18
CHAPTER 1 INTRODUCTION.......................................................................................20
1.1 Problem Statement and Objectives......................................................................23
1.2 Background and Motivation ................................................................................24
1.2.1 Background on Supply Chain Modeling....................................................24
1.2.2 Background on HPP Modeling ..................................................................25
1.2.3 Motivation..................................................................................................26
1.3 Synopsis of the Research Work...........................................................................26
1.4 Justification of Selected Methods and Techniques ............................................31
1.5 Organization of the Remainder of the Thesis......................................................33
CHAPTER 2 LITERATURE REVIEW AND BACKGROUND .....................................35
2.1 Background on Supply Chain..............................................................................35
2.1.1 Definitions..................................................................................................35
2.1.2 Structure and Configuration of Supply Chains..........................................36
2.1.3 Decision Levels in Supply Chain Management.........................................37
2.2 Stability Analysis in Supply Chains ....................................................................40
2.3 Hierarchical Production Planning........................................................................42
2.4 Hybrid Simulation Systems ................................................................................48
CHAPTER 3 SUPPLY CHAIN SCENARIO, PROPOSED ARCHITECTURE
AND METHODOLOGY.............................................................................50
3.1 Overview of Supply Chain Scenario ...................................................................50
3.2 Description of Proposed Architecture and Methodology....................................52
3.3 Applicability of Methodology to Supply Chain Scenario ...................................55
3.3.1 Applicability to Communicative Configuration ........................................55
7
TABLE OF CONTENTS – Continued
3.3.2 Applicability to Collaborative Configuration ............................................58
3.4 Formal Description of System Architecture........................................................60
3.4.1 Functional Modeling using IDEFØ ...........................................................62
3.4.1.1 Plan and Schedule Supplier’s Production (A1) .................................65
3.4.1.2 Plan and Schedule Manufacturer’s Production (A2).........................70
3.4.1.3 Manage Retailer’s Inventory (A3).....................................................75
3.4.1.4 Plan and Schedule Transportation of Goods (A4).............................77
3.4.1.5 Retail Goods (A5)..............................................................................82
3.4.2 Process Modeling using IDEF3 .................................................................83
3.5 Supply Chain Policies and Assumptions.............................................................91
3.5.1 Inventory Management Policies ................................................................92
3.5.2 Supply Chain Delay Assumptions .............................................................93
3.5.3 Manufacturer’s Shop Floor ........................................................................93
3.5.4 Suppliers’ Shop Floor ................................................................................95
3.5.5 Transportation Network .............................................................................97
CHAPTER 4 MODELING THE SUPPLY CHAIN USING AGGREGATED
MODELS .....................................................................................................98
4.1 Nomenclature Used .............................................................................................98
4.2 Background on Aggregated Supply Chain Models ...........................................103
4.2.1 Base Logic for Production and Purchase Ordering..................................103
4.2.1.1 Improvements over Existing Models...............................................104
4.2.2 Causal Loop Diagrams.............................................................................106
4.3 System Dynamics Model of Manufacturer........................................................107
4.3.1 Product Production Ordering and Inventory Control...............................108
4.3.1.1 Demand Forecasting........................................................................108
4.3.1.2 Customer Order Fulfillment ............................................................109
4.3.1.3 Production Ordering ........................................................................110
8
TABLE OF CONTENTS - Continued
4.3.1.4 Production Process ..........................................................................111
4.3.2 Raw Material Component Ordering.........................................................114
4.4 System Dynamics Model for Collaborative Management of Retailers’
Inventory ...........................................................................................................116
4.4.1 Model of Retailer .....................................................................................119
4.5 System Dynamics Model of Supplier................................................................119
4.5.1 Component Production Ordering and Inventory Control ........................121
4.5.1.1 Demand Forecasting........................................................................121
4.5.1.2 Order Fulfillment.............................................................................121
4.5.1.3 Production Ordering ........................................................................121
4.5.1.4 Production Process ..........................................................................122
4.6 System Dynamics Model of Transporter...........................................................122
4.6.1 Component Shipping Process ..................................................................123
4.6.2 Product Shipping Process ........................................................................125
4.6.3 Transport Capacity Allocation.................................................................126
4.7 Calculation of Model Parameters for the Supply Chain Scenario.....................127
4.8 Chapter Summary..............................................................................................130
CHAPTER 5 STABILITY ANALYSIS OF SUPPLY CHAIN PLANNING
(STAGE I)..................................................................................................131
5.1 Functional Transformation Technique for System Analysis.............................132
5.2 Overview of Stability Analysis using z-Transform Technique .........................134
5.2.1 Discretization and Linearization ..............................................................136
5.3 Stability Analysis of a Production-Inventory Control System..........................138
5.3.1 Model Mapped in z-domain .....................................................................142
5.3.1.1 System Transfer Function for Infinite Inventory Coverage ............144
5.3.1.2 System Transfer Function for Limited Inventory Coverage ...........144
5.3.2 Inspection of Stability of Production-Inventory Control System ............145
9
TABLE OF CONTENTS - Continued
5.3.2.1 Stability Conditions for Infinite Inventory Coverage......................146
5.3.2.2 Stability Conditions for Limited Inventory Coverage.....................150
5.4 Effect of Intra-Player Sampling Interval on Stability........................................153
5.4.1 Investigation of a Special Case: α = β......................................................155
5.5 Stability Analysis of Collaborative Supply Chain.............................................156
5.5.1 Collaborative Model Mapped in z-domain ..............................................158
5.5.2 Stability Conditions and Sample Dynamic Time Domain Response ......160
5.6 Effect of Inter-Player Information Synchronization on Stability ......................163
5.6.1 Case I: δ = ∆.............................................................................................164
5.6.2 Case II: δ ≠ ∆ ...........................................................................................166
5.7 Conditions for Stability for Each Player in the Supply Chain Scenario............169
5.7.1 Stability Conditions for Manufacturer’s Product
Production Management ..........................................................................170
5.7.2 Stability Conditions for Manufacturer’s Component Ordering ...............171
5.7.3 Stability Conditions for Suppliers’ Component
Production Management ..........................................................................172
5.7.4 Stability Conditions for Collaborative Inventory Management...............174
5.8 Summary of Chapter..........................................................................................177
CHAPTER 6 INTEGRATED PERFORMANCE AND STABILITY ANALYSIS
OF SUPPLY CHAIN PLANNING (STAGE II) .......................................180
6.1 Background on System Dynamics Optimization ..............................................180
6.2 Decision Variables for the Supply Chain Scenario ...........................................182
6.3 Objective Functions for the Supply Chain Scenario .........................................183
6.4 Optimization Models for the Supply Chain Scenario........................................186
6.4.1 Supplier 1 Optimization Model ...............................................................186
6.4.2 Supplier 2 Optimization Model ...............................................................187
6.4.3 Manufacturer-Retailers Combined Optimization Model .........................188
10
TABLE OF CONTENTS – Continued
6.4.3.1 Product Production Management ....................................................188
6.4.3.2 Component Purchase Management .................................................189
6.4.3.3 Collaborative Management of Retailer’s Inventory ........................190
6.5 Experiments Using Optimization ......................................................................191
6.6 Summary of Chapter .........................................................................................199
CHAPTER 7 INCLUSION OF DETAILED MODELS IN SUPPLY CHAIN
ANALYSIS (STAGES III AND IV) .........................................................201
7.1 Development of the Detailed Models................................................................201
7.1.1 Description of the Discrete Event Simulation Models ............................202
7.2 Scheduling Using Discrete-event Models (Stage III)........................................203
7.2.1 Decision Variables for the Discrete-event Models ..................................204
7.2.2 Objective Functions for the Discrete-event Models ................................205
7.2.3 Optimization Methodology......................................................................205
7.3 Interactions of System Dynamic and Discrete-event Models (Stage IV)..........206
7.3.1 Information Update Interval between the Models ...................................211
CHAPTER 8 IMPLEMENTATION INFRASTRUCTURE ...........................................213
8.1 Overview of the Implementation Infrastructure ................................................214
8.2 Description of ‘Simulation Model — Adapter’ Interface .................................215
8.2.1 Interfacing Arena® model with RTI........................................................218
8.2.2 Interfacing Powersim® model with RTI .................................................220
8.3 Demonstration ...................................................................................................221
CHAPTER 9 EXPERIMENTATION AND RESULTS .................................................225
9.1 Experiments with Communicative Supply Chain .............................................226
9.2 Stage II Analysis of Communicative Supply Chain..........................................227
9.2.1 Stage II Analysis at Manufacturer ...........................................................227
9.2.2 Stage II Analysis at Suppliers ..................................................................231
11
TABLE OF CONTENTS - Continued
9.3 Stage IV Evaluation of Communicative Supply Chain using Hybrid
Simulation .........................................................................................................234
9.3.1 Stage IV Analysis: Same Sampling Interval among Supply Chain
Members ..................................................................................................235
9.3.2 Stage IV Analysis: Different Sampling Interval among Supply Chain
Members ..................................................................................................238
9.4 Experiments with Collaborative Supply Chain .................................................240
9.5 Stage II Analysis of Collaborative Supply Chain..............................................241
9.6 Stage IV Evaluation of Collaborative Supply Chain
using Hybrid Simulation ...................................................................................245
9.7 Ability to Handle Disturbances in a Collaborative Supply Chain.....................247
9.8 Summary of Chapter..........................................................................................249
CHAPTER 10 SUMMARY AND CONCLUSIONS......................................................250
10.1 Summary of the Research Work........................................................................250
10.1.1 Contributions in Aggregate-level Modeling ............................................251
10.1.2 Contributions in Stability Analysis..........................................................253
10.1.3 Contributions in Integrated Analysis of Performance and Stability ........255
10.1.4 Contributions in Interfacing SD and DES Models ..................................255
10.1.5 Contributions of Implementation Framework .........................................255
10.2 List of Firsts in the Research ............................................................................256
10.3 Future Directions of Research ...........................................................................257
APPENDICES .................................................................................................................259
A. Calculation of Processing Times for the Manufacturer’s Shop Floor ...........259
B. Generic Stock Management and APIOBPCS model .....................................261
C. Derivations of Closed Form Function & z-Transform for Higher Order WIP
and Production Rate.......................................................................................262

12
D. Sales Patterns used in the Optimization Experiments in Chapter 6...............265
E. Installing and Executing the RTI and DMS Adapter.....................................271
REFERENCES ................................................................................................................274
13
LIST OF ILLUSTRATIONS
FIGURE 1.1: Supply chain decision levels, sample objectives and sample decisions......21
FIGURE 1.2: Supply Chain Scenario ................................................................................27
FIGURE 2.1: Supply chain decision levels (Source: Houlihan 1985)...............................38
FIGURE 3.1: Supply Chain Scenario ................................................................................51
FIGURE 3.2: Overview of proposed hybrid simulation-based architecture......................53
FIGURE 3.3: Applicability of methodology to communicative configuration .................57
FIGURE 3.4: Applicability of methodology to collaborative configuration.....................60
FIGURE 3.5: IDEF∅ model showing the Level 1 decomposition of
the proposed hybrid architecture.................................................................64
FIGURE 3.6: Decomposition (level 2) of supplier planning
and scheduling function (A1).......................................................................67
FIGURE 3.7: Decomposition (level 3) of supplier planning function (A11) ....................68
FIGURE 3.8: Decomposition (level 3) of supplier scheduling function (A12).................69
FIGURE 3.9: Decomposition (level 2) of manufacturer planning
and scheduling function (A2)......................................................................72
FIGURE 3.10: Decomposition (level 3) of manufacturer planning function (A21)..........73
FIGURE 3.11: Decomposition (level 3) of manufacturer scheduling function (A22) ......74
FIGURE 3.12: Decomposition (level 2) of retailer’s inventory management (A3) ..........76
FIGURE 3.13: Decomposition (level 2) of transporter planning
and scheduling function (A4)....................................................................79
FIGURE 3.14: Decomposition (level 3) of transporter planning function (A41)..............80
FIGURE 3.15: Decomposition (level 3) of transporter scheduling function (A42) ..........81
FIGURE 3.16: Decomposition (level 2) of retail goods (A5) ...........................................82
FIGURE 3.17: IDEF3 model showing the Stage I, II and III activities
of the Supplier...........................................................................................84
FIGURE 3.18: IDEF3 model showing the Stage IV activities of the Supplier .................86
14
LIST OF ILLUSTRATIONS - Continued
FIGURE 3.19: IDEF3 model showing the Stage IV activities
of the Manufacturer production ................................................................88
FIGURE 3.20: IDEF3 model showing the Stage IV activities
of the collaborative inventory management..............................................90
FIGURE 3.21: Manufacturer’s shop floor layout and product flow..................................94
FIGURE 4.1: CLD of Manufacturer’s product production
and inventory management .......................................................................109
FIGURE 4.2: CLD of Manufacturer’s product production process ................................113
FIGURE 4.3: CLD of Manufacturer showing the component order management..........115
FIGURE 4.4: CLD of collaborative management of Retailers’ Inventory......................117
FIGURE 4.5: CLD of Retailer .........................................................................................119
FIGURE 4.6: CLD of Supplier’s component production and inventory management ...120
FIGURE 4.7: CLD of Transporter ...................................................................................123
FIGURE 4.8: Time spent in system for Product type 1 for 3 replications.......................128
FIGURE 5.1: Pole-Zero plot and system stability ...........................................................135
FIGURE 5.2: CLD of Manufacturer’s product production and
inventory management..............................................................................138
FIGURE 5.3: Stable and unstable regions for infinite inventory coverage .....................148
FIGURE 5.4: Dynamic response (PREL) to 4 sampled points
for infinite inventory coverage..................................................................149
FIGURE 5.5: Stable and unstable regions for limited inventory coverage .....................151
FIGURE 5.6: Dynamic response (PREL) to 4 sampled points
for limited inventory coverage..................................................................152
FIGURE 5.7: Stability regions in the α-β plane for varying δ.........................................154
FIGURE 5.8: Stability regions on the ψ-φ parameter plane ............................................162
FIGURE 5.9: Dynamic response (DISR) to 3 sampled points
for collaborative inventory management ..................................................163
15
LIST OF ILLUSTRATIONS - Continued
FIGURE 5.10: Stability regions in the ψ – φ plane
for different sampling interval (δ = ∆)....................................................166
FIGURE 5.11: Stability regions in the ψ – φ plane
for different sampling interval (∆ < δ)....................................................168
FIGURE 5.12: Stability regions in the ψ – φ plane
for different sampling interval (∆ > δ)....................................................169
FIGURE 6.1: Step II activities (Optimization) of the proposed methodology ................182
FIGURE 6.2: Response (SPREL) of Supplier 1 SD models for given sales pattern ......196
FIGURE 6.3: Response (SPREL) of Supplier 1 SD models
for changed sales pattern ..........................................................................197
FIGURE 6.4: Longer term response (SPREL) of Supplier 1 SD models
for given sales pattern ...............................................................................198
FIGURE 7.1: Step III activities (Optimization) of the proposed methodology...............204
FIGURE 7.2: Simulation Optimization ...........................................................................206
FIGURE 7.3: Interactions between the SD and DES models in Stage IV.......................208
FIGURE 7.4: Interactions of the Manufacturer SD models with the DES models .........211
FIGURE 8.1: HLA based simulation integration architecture
(Source: Venkateswaran and Son 2004b) .................................................214
FIGURE 8.2: Exchange of messages between the different simulation models
(Source: Venkateswaran and Son 2004d) .................................................217
FIGURE 8.3: Sample message in XML format...............................................................218
FIGURE 8.4: Modules within Arena® to enable interface with RTI..............................219
FIGURE 8.5: Pseudo code for the time management part of VBA block
(Source: Venkateswaran and Son 2004b) .................................................220
FIGURE 8.6: Manufacturer SD Model in Powersim® with C++ interface ....................222
FIGURE 8.7: Manufacturer and Transporter DES Models in Arena® ...........................223
16
LIST OF ILLUSTRATIONS - Continued
FIGURE 8.8: Retailers DES Models in Arena® .............................................................223
FIGURE 8.9: Supplier SD model in Powersim® and Supplier DES model
in Arena®...................................................................................................224
FIGURE 8.10: Debug log windows for different models................................................224
FIGURE 9.1: Communicative configuration supply chain scenario ...............................226
FIGURE 9.2: Optimal responses of the Manufacturer as obtained from Stage II ...........230
FIGURE 9.3: Optimal responses of the Supplier 1 as obtained from Stage II ................233
FIGURE 9.4: Optimal responses of the Supplier 2 as obtained from Stage I .................234
FIGURE 9.5 Responses of the Manufacturer as obtained from Stage IV
(same sampling interval of 1 day across supply chain members)..............237
FIGURE 9.6 Responses of the Manufacturer as obtained from Stage IV
(sampling interval of 1 week for Supplier 1) .............................................239
FIGURE 9.7: Collaborative configuration supply chain scenario ...................................240
FIGURE 9.8: Response of the Manufacturer-Retailer with optimal
and stable parameters (Stage II)................................................................244
FIGURE 9.9: Response of the Manufacturer-Retailer combined model
in Stage IV ................................................................................................246
FIGURE 9.10: Progression of the cost-based objective function
in Stage II and IV.....................................................................................247
FIGURE 9.11: Progression of the cost-based objective function
under disturbances ...................................................................................249
17
LIST OF TABLES
TABLE 2.1: Selected works on HPP.................................................................................44
TABLE 5.1: General Jury's Table for nth order polynomial ............................................136
TABLE 5.2: Difference equations of stocks, with δ sampling interval ...........................140
TABLE 5.3: List of coefficients for denominator of the PREL transfer function
with Q = 3 (Infinite inventory coverage) ....................................................146
TABLE 5.4: List of Coefficients for denominator of the PREL transfer function
with Q = 3 (Limited inventory coverage) ...................................................149
TABLE 5.5: Poles (2) and Zero (1) for α = β with Q = 3................................................156
TABLE 5.6: Difference equations for collaborative inventory management,
with sampling intervals δ and ∆..................................................................157
TABLE 6.1: Optimal decision variable and objective function value
for Supplier 1 model (with and without stability conditions) .....................194
TABLE 9.1: Weekly sales patterns at the Manufacturer .................................................229
TABLE 9.2: Weekly sales patterns at the Retailers.........................................................242
18
ABSTRACT
Today, there is little understanding of how local decisions and disturbances impact the
global performance of the supply chain. In this research, we analyze the interactions
between the planning decisions of different members of the supply chain, considering the
operational aspects at each member and the robustness of the plan, using multi-resolution
hybrid models. To this end, a novel hybrid architecture and methodology consisting of
simulation (system dynamic and discrete-event) and optimization modules is proposed.
The proposed methodology, applicable to general supply chains, is divided into fours
stages: plan stability analysis (Stage I), plan optimization (Stages II), schedule
optimization (Stage III) and concurrent decision evaluation (Stage IV). Functional and
process models of the proposed architecture are specified using formal IDEF tools. A
realistic three-echelon conjoined supply chain system characterized by communicative
and collaborative (VMI) configurations is analyzed in this research. Comprehensive SD
models of each player of the supply chain have been developed. General conditions of
the stability (settings of control parameters that produce stable response) are derived
using z-transformation techniques (Stage I), and insights into the behavior of the supply
chain are gained. Next, a novel method for the integration of the stability analysis with
performance analysis (optimization) is presented (Stage II) by employing the derived
stability conditions derived as additional constraints within the optimization models.
Next, in Stage III, the scheduling at each chain partner using discrete-event simulation
(DES) modeling techniques is addressed. In Stage IV, the optimality of the SD control
parameters (from Stage II) and DES operational policies (from Stage III) for each
19
member are concurrently evaluated by integrating the SD and DES models. Evaluation
in Stage IV is performed to better understand the global consequence of the locally
optimal decisions determined at each supply chain member. A generic infrastructure has
been developed using High Level Architecture (HLA) to integrate the distributed
decision and simulation models. Experiments are conducted to demonstrate the proposed
architecture for the analysis of distributed supply chains. The progressions of cost based
objective function from Stages I-III are compared with that from the concurrent
evaluation in Stage IV. Also the ability of the proposed methodology to capture the
effect of dynamic perturbations within the supply chain system is illustrated.
20
CHAPTER 1
INTRODUCTION
Successful supply chain management demands an effective cross-functional
coordination among the various business units of the supply chain. A supply chain can
be defined as a collection of business units or members that interact with one another to
transform raw materials to finished goods and distribute the finished goods to the
customers (Lee and Billington 1993, Swaminathan et al. 1995, Venkateswaran and Son
2004a). All the decisions in a supply chain involve interactions between multiple
departments across multiple business units. For example, the determination of the
optimal order quantity level by a manufacturer influences (and also depends on) the
suppliers’ production cycle time, choice of transportation, shipment sizes, capacity
requirements among others. Hence, it is observed that the supply chain members support,
interact or compete with each other to arrive at an overall optimum or equilibrium. Such
segregation and subsequent cooperation of decisions distributed over a range of business
units is commonly classified as distributed decision making.
In the context of a supply chain, two types of distributed decision making are
identified (Schneeweiss 2003) where, (1) the decision makers are spread across decision
levels (termed as vertical interactions), and (2) the decision makers are spread across
different members of the supply chain (termed as horizontal interactions). The former
refers to the influence of the strategic level decisions on the operational behavior and vise
21
versa of an organization. The latter refers to the influence and the possible need for
cooperation of decisions among the different members of the supply chain.
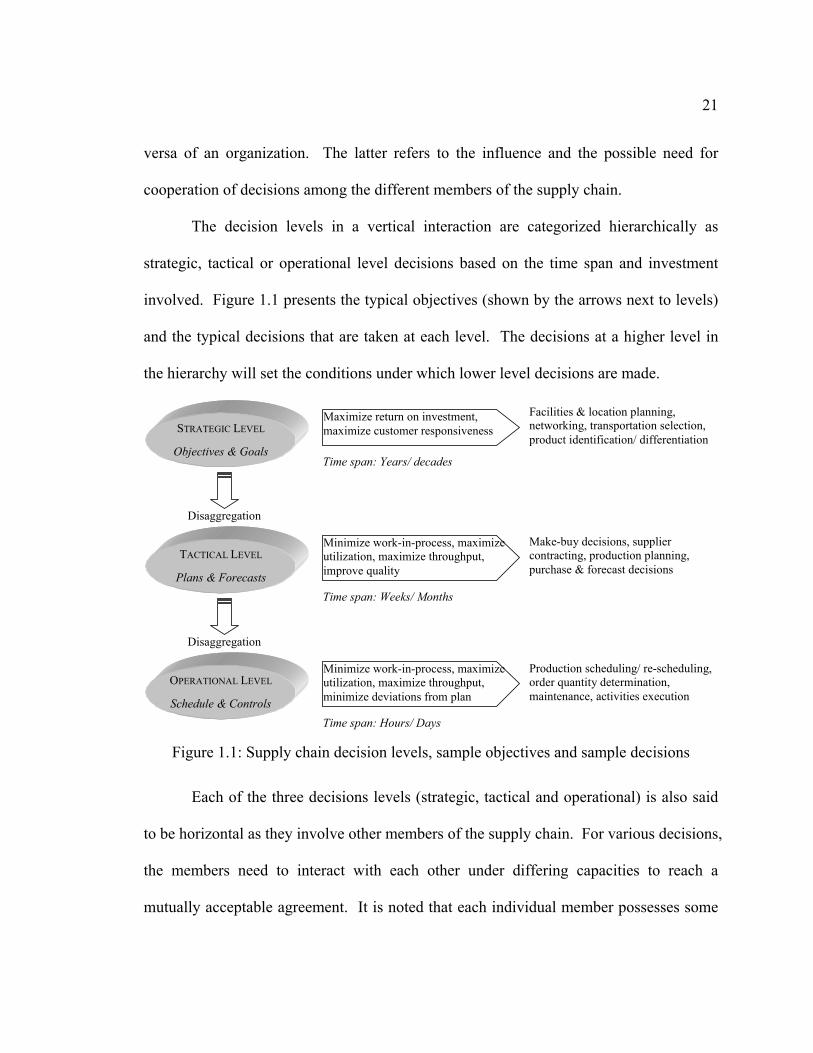
The decision levels in a vertical interaction are categorized hierarchically as
strategic, tactical or operational level decisions based on the time span and investment
involved. Figure 1.1 presents the typical objectives (shown by the arrows next to levels)
and the typical decisions that are taken at each level. The decisions at a higher level in
the hierarchy will set the conditions under which lower level decisions are made.
STRATEGIC LEVEL
Objectives & Goals
TACTICAL LEVEL
Plans & Forecasts
OPERATIONAL LEVEL
Schedule & Controls
Disaggregation
Disaggregation
Facilities & location planning, networking, transportation selection, product identification/ differentiation
Make-buy decisions, supplier contracting, production planning, purchase & forecast decisions
Production scheduling/ re-scheduling, order quantity determination, maintenance, activities execution
Time span: Years/ decades
Time span: Weeks/ Months
Time span: Hours/ Days
Maximize return on investment, maximize customer responsiveness
Minimize work-in-process, maximize utilization, maximize throughput, improve quality
Minimize work-in-process, maximize utilization, maximize throughput, minimize deviations from plan
Figure 1.1: Supply chain decision levels, sample objectives and sample decisions
Each of the three decisions levels (strategic, tactical and operational) is also said
to be horizontal as they involve other members of the supply chain. For various decisions,
the members need to interact with each other under differing capacities to reach a
mutually acceptable agreement. It is noted that each individual member possesses some
22
information which may be kept private and unshared with others or even falsely reported
to the other members. This further complicates the decision making process.
Both vertical and horizontal interactions occur simultaneously in a supply chain.
For instance, consider that the strategic decision of the marketing department of the
manufacturer is to sell high-end customer oriented products. This influences the
selection of the suppliers (based on quality of products, or on-time delivery rate),
planning and location of warehouse and distribution centers, choice of transportation
(road/ sea/ air, depending on how efficiently the finished product is delivered to the
customer), among others. This illustrates the horizontal nature of strategic decisions
which involve multiple players of the supply chain. The above mentioned strategic
decision of the manufacturer also influences the tactical decisions such as production
planning (make-to-order will be preferred over made-to-stock) and make-or-buy
decisions, which further influences the operational decisions such as setting quality
control limits on the various components. Thus, decisions at the strategic level have an
effect on the decisions at the tactical and operational levels. The tactical and operational
decisions are also horizontal as they spread across multiple supply chain players, as
mentioned earlier.
In this research, the interaction between the planning and operational decisions
that are spread across multiple decisions levels and multiple members of the supply chain
are analyzed. Hierarchical Production Planning (HPP) decisions that are spread across
multiple decision levels are employed. The interactions between the multiple members
of the supply chain are based on the configuration of the supply chain. Two supply chain
23
configurations are together considered: (1) communicative configuration, in which the
members interact in a traditional manner and exchange only the order data, and (2)
collaborative configuration, in which the members work together on a particular business
function. The collaborative configuration considered in this research is Vendor Managed
Inventory.
1.1 Problem Statement and Objectives
The purpose of this research work is to analyze the interactions between the
planning decisions of different members of the supply chain, considering the operational
(scheduling) aspects at each member and the robustness of the plan. The purpose is
divided into the following detailed objectives. The first objective is to develop an
environment (architecture) that supports the interactions between the different and
distributed decision models. A novel hybrid simulation-based architecture and
methodology is proposed. The second objective is to determine the long term stability of
the planning decisions in the supply chain. Stability refers to the classical control
theoretic definition of the system response to be bounded for any given bounded input.
Unstable supply chains can be very costly to operate (refer Section 1.4). Stability
analysis is performed using z-transform techniques to determine the stability conditions
of various system parameters, with a focus on the impact of the frequency of information
updates onto the stability of the supply chains. The third objective is to determine the
short-term optimal performance of the supply chain. Optimization techniques are
employed to determine the plans and schedules in the supply chain. The fourth objective
24
is to evaluate the effect of interactions between the decision models in different levels and
across different members. This is performed to better understand the global consequences
of the locally optimal decisions determined at each decision model. The fifth objective is
to develop the infrastructure to enable distributed analysis of system of systems. The
decisions models at different supply chain members are themselves complex systems, and
this research work is concerned with the functioning of the system of systems. Generic
infrastructure is developed using High Level Architecture (HLA). An additional final
objective is identified to demonstrate the functioning of the proposed architecture for
different supply chain configurations.
1.2 Background and Motivation
1.2.1 Background on Supply Chain Modeling
A number of researchers have developed aggregated supply chain simulation and
analytical models -- Towill (1991), Cachon and Pisher (1997), Lee et al. (1997),
Holmström et al. (2002), Disney et al. (2001), Dong and Xu (2002), and Lee and Kim
(2002). They contain several common features including:
• aggregation of activities into flow rates,
• an assumption that the transportation and production capacities are infinite,
• the absence of specific emphasis on the transportation systems,
• the use of simple, serial models of production capacity, and
• an assumption that accurate information is available at the right place at the right
time.
25
These assumptions and approximations, in our opinion, limit the predictive capability of
these models. For example, Venkateswaran and Son (2004a) found that supply-chain
performance predictions were more sensitive to approximations in delays and capacities
in the models than forecasts of end customer demand. Furthermore, the effect of the
global supply chain decisions on the individual member performance of individual chain
members has not been analyzed.
1.2.2 Background on HPP Modeling
Numerous HPP models have been presented in the literature (refer Section 2.3).
Typically HPP is modeled as a two-level hierarchy, consisting of an aggregate planning
level and a detailed scheduling level. Aggregate planning determines the type and
quantity of products to produce in future time periods. Each of those products comprises
a certain set of manufacturing jobs, which requires time and resources. Production
scheduling allocates resources to jobs and sets specific start and finish times in each time
period.
The HPP approach has three major advantages: reduction in complexity, a
reduced need for detailed information, and better forecasting. It does, however, have one
major drawback: it cannot handle major disturbances easily because they require
regeneration of both the plan and the schedule from scratch. Review of past literatures
(Byrne and Bakir 1999, Sethi et al. 2000, and Maione and Naso 2001) in both planning
and scheduling under uncertainty (complete list presented in Section 2.3) reveals the
following drawbacks: (1) the disturbances are ‘handled’ at either the planning stage or the
26
scheduling stage, with little or no interaction between the stages, and (2) Similar sources
of disturbances are handled separately by the planning and scheduling modules. The
impact of local planning and scheduling decisions on the global performance has not
been analyzed.
1.2.3 Motivation
In the case of supply chains, the effect of the global behavior of the supply chain
on the individual member performance has not been analyzed. In the case of HPP, the
impact of planning and scheduling decisions of a member on the global performance has
not been analyzed. The need for the study of such interactions between the internal
workings of a member along with the global performance of the supply chain motivated
this research work.
1.3 Synopsis of the Research Work
A conjoined three-echelon supply chain (Figure 1.2) consisting of a central
Manufacturer, S Supplier, R Retailers and a transportation network is considered in this
research. Upstream to the Manufacturer, the supply chain structure is characterized as
communicative configuration, where the members (Manufacturer and Suppliers) follow a
myopic decision-making process with no common objectives. Downstream to the
Manufacturer, the supply chain structure is characterized as collaborative configuration,
where the members (Manufacturer and Retailers) agree on a set of commonly defined
objectives for a particular business function. The type of collaborative configuration
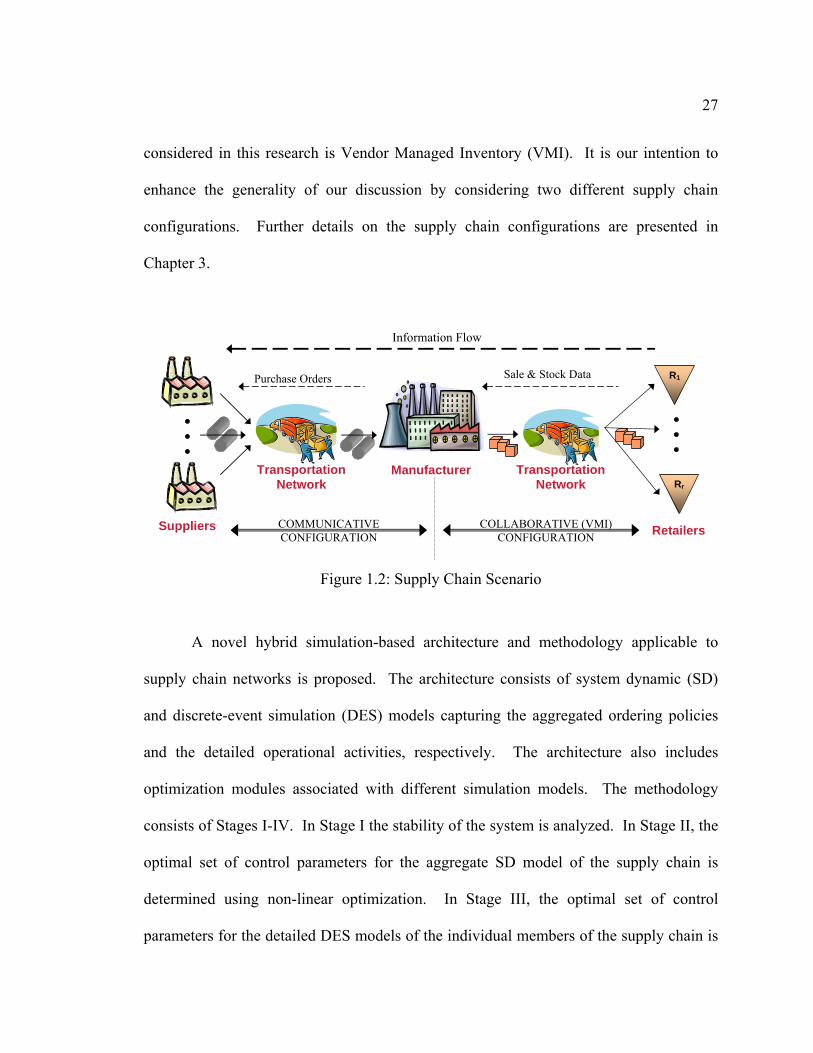
27
considered in this research is Vendor Managed Inventory (VMI). It is our intention to
enhance the generality of our discussion by considering two different supply chain
configurations. Further details on the supply chain configurations are presented in
Chapter 3.
Suppliers
Manufacturer
Retailers
R1
Rr
TransportationNetwork
Information Flow
COMMUNICATIVE CONFIGURATION
Purchase Orders Sale & Stock Data
COLLABORATIVE (VMI) CONFIGURATION
Transportation Network
Figure 1.2: Supply Chain Scenario
A novel hybrid simulation-based architecture and methodology applicable to
supply chain networks is proposed. The architecture consists of system dynamic (SD)
and discrete-event simulation (DES) models capturing the aggregated ordering policies
and the detailed operational activities, respectively. The architecture also includes
optimization modules associated with different simulation models. The methodology
consists of Stages I-IV. In Stage I the stability of the system is analyzed. In Stage II, the
optimal set of control parameters for the aggregate SD model of the supply chain is
determined using non-linear optimization. In Stage III, the optimal set of control
parameters for the detailed DES models of the individual members of the supply chain is
28
determined. In Stage IV, the optimality of the SD control parameters (from Stage II) and
DES operational policies (from Stage III) for each member are concurrently evaluated by
integrating the SD and DES models. Evaluation in Stage IV is performed to better
understand the global consequence of the locally optimal decisions determined at each
supply chain member. It is noted that the hybrid integrated models cannot be directly
used in stability analysis or optimization due to (1) the varied and often conflicting
objectives for the different members and the different levels (planning and scheduling),
(2) the complexity in building the models, especially the DES models that contain the
detailed operational activities of the members, and (3) time involved in executing the
entire distributed structure. The applicability of the architecture for the supply chain
scenario considered is presented in Chapter 3. Also, formal models are developed using
Integrated DEFinition (IDEF) tools to unambiguously describe the proposed architecture
and methodology (refer Chapter 3).
The models developed (specific contributions of this research) capture (1) the
mixing and variability in the production process and the production lead time, (2)
capacitated resource allocation, (3) order backlog, (4) frequency of information update,
(5) raw material component inventory, (6) transportation network, and (5) provides for
spatial and lateral dimension of the supply chain. The models of individual members of
the supply chain are defined conceptually using modified causal loop diagrams (CLD),
and differential equation models (and later into difference equation models) which can be
readily simulated. The details of the models can be found in Chapter 4. It is noted that
differential equation models provide more accuracy as they represent time as unfolding
29
continuously (Sterman 2000). That is, time progresses smoothly and continuously, and
event can happen at any time. Now, further analysis (stability and optimization) and even
data collection for a supply chain system requires time to be quantized into intervals.
Hence, the differential equations are translated into difference equation models. In this
research, the models are initially defined using differential equations (Chapter 4), and
then converted into difference equations for use in the rest of the dissertation (Chapters 5-
9).
Dynamic behavior and the conditions for stability for the supply chain system is
analyzed, as part of Stage I activities (Chapter 5). The general conditions for stability of
the supply chain are derived and the effects of intra-player sampling interval and inter-
player sampling intervals have been analyzed using z-transform techniques. Guidance for
the selection of appropriate parameters (especially, the frequency of information update)
depending on the supply chain characteristics (communicative vs. collaborative) to
guarantee stability is presented. The reasons for including stability analysis are discussed
in Section 1.4.
In Stage II, the aggregate level SD models are optimized using non-linear
optimization techniques. A novel method for the integration of the stability analysis with
performance analysis (optimization) is presented by employing the stability conditions
derived in Stage I as additional constraints within the optimization models. The need for
such integration is highlighted through preliminary experiments, the details of which can
be found in Chapter 6. The reasons for combining stability and performance analysis are
presented in Section 1.4.
30
Descriptions are presented for the modeling of the detailed models using Discrete
Event Simulation (DES). The schedule optimization (Stage III) is described by
presenting the decision variables, objective functions and the optimization methodology.
The specifications for interactions of the SD and DES models, for use in Stage IV of the
proposed architecture are detailed. Unlike the typical interaction between aggregate and
detailed models (in which each model is run sequentially for the full time horizon), in this
research the models interact every time periods (run concurrently), allowing for the
supply chain system to evolve concurrently. Details on the inclusion of the detailed
models in supply chain analysis are presented in Chapter 7.
Implementation wise, the non-linear optimization problems are solved using
AMPL® and solver MINOS® 5.5. The SD models are implemented using Powersim®
2.51. The DES models are built using Arena® 8.0. A generic infrastructure has been
developed using High Level Architecture (HLA) to integrate and together simulate the
distributed simulation models. The details of implementation can be found in Chapter 8.
Experiments are conducted to demonstrate the proposed hybrid simulation-based
architecture for the analysis of supply chains. Separate results for communicative
configuration supply chain and collaborative (VMI) configuration supply chain are
presented. Also the ability of the proposed methodology to capture the effect of dynamic
perturbations within the supply chain system is illustrated. Complete report on the
experiments is presented in Chapter 9.
31
1.4 Justification of Selected Methods and Techniques
• Why have you proposed a new architecture and methodology?
Given the scope of this research, the effects of detail-level operational policies on
the aggregate-level planning policies are to be analyzed. Also, effects of decisions
within the individual members of the supply chain on other members; and the
resulting global performance of the supply chain are to be studied. The models
employed involve varying levels of detail, with the ability to capture the dynamic
behavior of the supply chain. From the perspective of techniques employed,
performance analysis (optimization) is integrated with stability analysis. The non-
availability of an architecture and methodology enabling the required analysis forced
the development of a new architecture / methodology.
• Why have you used system dynamics models? Can’t I just use discrete-event models
to capture the SD model?
SD models represent the aggregate level planning decisions and the DES models
represent the detailed operational activities at each member of the supply chain. At
the aggregate level, the decisions made (such as determination of production release
rates) require the use of various system parameters (such as inventory, and demand).
Hence the relationships between the different system parameters need to be explicitly
modeled. Also, since the production systems within the supply chain are dynamic
evolutionary systems, a time-based dynamic model is required. Due to the
evolutionary nature, a decision taken at one point in time influences the decisions at
32
later points in time. This results in feedback structured model of the supply chain
system. System dynamic provides the required framework to capture the aggregate-
level model adequately and hence used in this research. The properties or core
factors of SD modeling includes (Reid and Koljonen 1999): (1) the structure of the
system can be expressed in the form of feedback-based causal loop diagrams, (2) the
frequency and duration of time delays in the feedback loops, and (3) the amplification
of the information flows through the feedback structure can be captured. Also, SD
model explicitly support the analysis of system stability. It is noted that DES
environment can be used to represent a dynamic model of the system. This would
require a significant amount of customization of the DES environment and yet the
models developed will still be classified as system dynamic models since the concepts
of interrelating the variables is based on system dynamics.
• Why do you combine stability analysis and performance analysis (optimization)?
The supply chain is a closed loop system with the typical flow of materials
downstream and the typical flow of information upstream. The responses of such a
closed loop system on the long term could result in unstable behavior of the supply
chain over time. Unstable supply chains will experience large swings in demand,
periods of shortage in materials and products, periods of excess stock of materials,
unpredictable lead times, all of which affects the long term profits and success of the
supply chain. Hence, a desired feature of the supply chain decision policies is their
ability to stabilize the system response. Now, it is also desired to find out which is
33
the most cost effective decisions for the supply chain in the near term, which lead to
the use of optimization techniques. Hence, in this research, performance and stability
analysis are combined, by employing the long-term stability conditions within the
short-term optimization. The validity of the approach is discussed in Chapter 6.
• Why should the models be distributed?
Various legacy models representing the different activities at the different
decisions levels are available with the supply chain members. It is desirable to take
advantage of such existing system models. Hence, it is the presence of the various
distributed models, and the very distributed nature of the supply chains that lead to
development of the architecture that supports distributed modeling and analysis (and
not the other way around). Also, the use of distributed models allows each supply
chain member to hide any proprietary information in implementation of the individual
models, but still provide enough information to evaluate the supply chain as a whole.
Thus, the proposed architecture and methodology enable the development and
analysis of systems of systems.
1.5 Organization of the Remainder of the Thesis
The remainder of the thesis is organized as follows. Chapter 2 provides an
introduction to supply chains and summarizes the literature survey of the previous works
in stability analysis of supply chains, hierarchical production planning and hybrid
simulation systems. Chapter 3 presents the detailed description of the supply chain
34
scenario along with the proposed architecture and methodology to analyze the supply
chain. In Chapter 4, the aggregate-level SD models used in the planning stage of the
different members of the supply chain are described. In Chapter 5 (Stage I), the general
conditions for stability of the supply chain are derived and the effects of intra-player
sampling interval and inter-player sampling intervals are analyzed. The integrated
performance and stability analysis (Stage II) of the aggregate SD models and the
validation of the same are presented in Chapter 6. In Chapter 7, the need for the
inclusion of detailed models in the supply chain analysis is discussed. The DES model
descriptions and the schedule optimization (Stage III) are described. Also, the
specifications for interactions of the SD and DES models, for use in Stage IV of the
proposed architecture are detailed. In Chapter 8, the generic infrastructure developed to
integrate and together simulate the distributed models is described. Experiments to
demonstrate the proposed hybrid simulation-based architecture for the analysis of supply
chains is presented in Chapter 9. Chapter 10 includes a summary of the findings and the
conclusions drawn for this research. The directions of future research are also indicated.
35
CHAPTER 2
LITERATURE REVIEW
In this chapter, the extensive literature review conducted is summarized. First, a
brief background on supply chain, their structure and decisions is presented. Next,
background on the stability analysis in supply chains and production-inventory systems is
presented. Past research works in the area of HPP, especially in the stochastic
manufacturing environment, are then summarized.
2.1 Background on Supply Chain
2.1.1 Definitions
A supply chain is a collection of business units that interact with one another to
transform raw materials into finished goods and distribute the finished goods to the
customers (Lee and Billington 1993, Ganeshan and Harrison 1995, Swaminathan et al.
1995, Mabert and Venkataramanan 1998, Bhaskaran 1998). The typical business units of
a supply chain can be grouped into suppliers/vendors, distribution centers, manufacturing
plants, transportation network, warehouses, and retailers/customers. Traditionally, the
various business units along the supply chain operate independently. These units have
their own, often conflicting, objectives (Ganeshan and Harrison 1995). This calls for a
plan to coordinate the different business units within the supply chain for effective
management. Such an integration strategy is called supply chain management. A fine
demarcation can be drawn between supply chain and supply chain management. The
36
former is a collection of business units, while the latter takes over the management efforts
of the business units within the supply chain (Mentzer 2000). The common thread in any
definition of supply chain management is that it seeks to integrate performance measures
over multiple firms or processes, rather than taking the perspective of a single firm or
process (Houlihan 1985, Cooper et al. 1997, Lambert et al. 1998).
2.1.2 Structure and Configuration of Supply Chains
Based on the flow from raw materials to the consumer, Mabert and
Venkataramanan (1998) presented a general structure of the supply chain and a sample of
elements (managerial functions and tasks) that configure the chain. In their supply chain
model, they aggregated five major stages, which represent important phases in the flow.
The stages are Sourcing, Inbound Logistics, Manufacturing, Outbound Logistics and
After-market Service.
The configuration of supply chains defines the interconnection patterns between
the different facilities (Beamon and Chen 2001, Srinivasa Raghavan and Viswanathan
2001). The types of supply chain configurations are as follows:
• Serial structure: One facility of the network feeds into another, and the entire
supply chain resembles a single pipeline.
• Convergent (assembly) structure: Convergent structures are assembly-type
structures in which each node (or facility) in the chain has at most one successor,
but may have any number of predecessors. An example is a supply chain in
shipbuilding or building construction.
37
• Divergent (arborescent) structure: A supply chain may be classified as divergent
if each node has at most one predecessor, but any number of successors.
Examples are mineral processing organizations.
• Conjoined structure: A conjoined structure is one that is a combination
convergent and divergent structure, where each comprising substructure
(convergent and divergent) is combined in a sequence to form a single, connected
structure. Examples are merchandise catalogue and web-based retail.
• General (network) structure: The structural classification is a general (or network)
structure that does not fall into any of the preceding three structural classes.
Supply chains exhibiting a general structure are neither convergent nor divergent
nor conjoined. An example is electronics manufacturing supply chain.
2.1.3 Decision Levels in Supply Chain Management
SCM decisions often belong to one of the three categories or levels – the strategic,
the tactical or the operational level. The levels of supply chains can be represented as a
pyramid shaped hierarchy (see Figure 2.1). The decisions on a higher level in the
pyramid will set the conditions under which lower level decisions are made.
On the strategic level, long-term (annually/half-yearly) decisions are made. These
are closely linked with the corporate strategy. Tactical and operational levels are
concerned with medium-term (quarterly/monthly) and short-term (weekly/daily)
decisions, respectively. Since there is no clear demarcation between tactical and
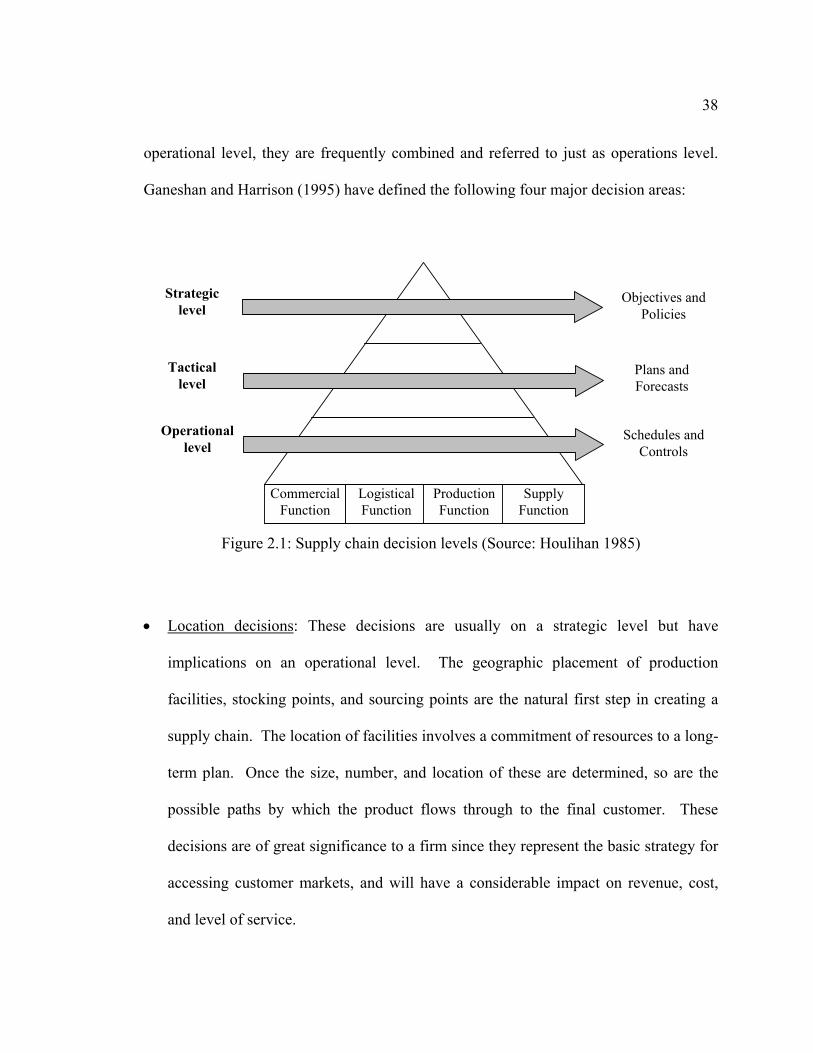
38
operational level, they are frequently combined and referred to just as operations level.
Ganeshan and Harrison (1995) have defined the following four major decision areas:
Strategic level
Tactical level
Operational level
Objectives and Policies
Plans and Forecasts
Schedules and Controls
Commercial Function
Logistical Function
Production Function
Supply Function
Figure 2.1: Supply chain decision levels (Source: Houlihan 1985)
• Location decisions: These decisions are usually on a strategic level but have
implications on an operational level. The geographic placement of production
facilities, stocking points, and sourcing points are the natural first step in creating a
supply chain. The location of facilities involves a commitment of resources to a long-
term plan. Once the size, number, and location of these are determined, so are the
possible paths by which the product flows through to the final customer. These
decisions are of great significance to a firm since they represent the basic strategy for
accessing customer markets, and will have a considerable impact on revenue, cost,
and level of service.
39
• Production decisions: These decisions are on a strategic, tactical as well as
operational level. The strategic decisions include what products to produce, and
which plants to produce them in, allocation of suppliers to plants, plants to
distribution centers, and distribution center’s to customer markets. These decisions
have a big impact on the revenues, costs and customer service levels of the firm.
These decisions assume the existence of the facilities, but determine the exact path(s)
through which a product flows to and from these facilities. Another critical issue is
the capacity of the manufacturing facilities, and this largely depends on the degree of
vertical integration within the firm. Operational decisions focus on detailed
production scheduling. These decisions include the construction of the master
production schedules, scheduling production on machines, and equipment
maintenance. Other considerations include workload balancing, and quality control
measures at a production facility.
• Inventory decisions: These refer to the means by which inventories are managed.
Inventories exist at every stage of the supply chain as either raw material, semi-
finished or finished goods. They can also be in process between locations. Their
primary purpose is to buffer against any uncertainty that might exist in the supply
chain. Their efficient management is critical in supply chain operations. Inventory
decisions are strategic in the sense that the top management sets goals. However,
most researchers have approached the management of inventory from an operational
perspective. These include deployment strategies (push versus pull), control policies
40
- the determination of the optimal levels of order quantities and reorder points, and
setting safety stock levels, at each stocking location.
• Transport decisions: The mode choice aspects of these decisions are the more
strategic ones. These are closely linked to the inventory decisions, since the best
choice of mode is often found by trading-off the cost of using the particular mode of
transport with the indirect cost of inventory associated with that mode. While air
shipments may be fast, reliable, and warrant lesser safety stocks, they are expensive.
Meanwhile shipping by sea or rail may be much cheaper, but they necessitate holding
relatively large amounts of inventory to buffer against the inherent uncertainty
associated with them. Therefore, customer service levels and geographic location
play vital roles in such decisions. Since transportation is more than 30 percent of the
logistics costs, operating it efficiently makes good economic sense. Shipment sizes
(consolidated bulk shipments versus Lot-for-Lot), routing and scheduling of pieces of
equipment are the key in effective management of the firm's transport strategy.
In this dissertation, a three echelon conjoined supply chain is analyzed. Also, the
decisions of interest includes the production and inventory decisions at the tactical and
operational levels
2.2 Stability Analysis in Supply Chains
This dissertation analyzes the stability of supply chain systems. A comprehensive
literature review on the use of control theoretic concepts for the dynamic analysis of
41
production – inventory systems can be found in Ortega and Lin (2004) and in Disney and
Towill (2002). John et al. (1994) demonstrated the stabilizing effect of including a
supply line (WIP) component into an inventory and order based production control
system (Towill 1982), using block diagrams and Laplace transform. Towill et al. (1997)
examined the critical design parameters within an adaptive model consisting of three
feedback loops – inventory error loop, desired order in pipeline loop and the lead time
loop, and highlighted how the total orders in the pipeline can be used for assessing the
load of the internal manufacturing pipeline. Grubbström (1998) used Laplace transform,
z-transform and Net Present Value on MRP systems and showed a three-fold use of
transfer functions: (1) describes production, demand and inventory dynamics in a
compact way, (2) captures stochastic properties by serving as moment generating
functions, and (3) assesses the cash flows up capturing the net present value in the
transfer functions. White (1999) has showed that simple inventory management systems
are analogous to the proportional control in conventional control theory, and has
demonstrated the use proportional, integrative and derivative (PID) control algorithms
can result in saving of up to 80%.
Optimal control parameters for use in general production and inventory control
systems have been found by Disney et al. (2000) using genetic algorithm. The
performance measures characteristics considered by them include (1) inventory recovery
to "shock" demands, (2) in-built filtering capability, (3) robustness to the production lead-
time variations, (4) robustness to pipeline level information fidelity, and (5) systems
selectivity. Dejonckheere et al. (2003) have employed filter theory to relate the dynamics
42
of order replenishment to the production planning strategies ranging from lean systems to
agile systems, highlighting the flexibility of their order replenishment policy. Disney et
al. (2004) have studied a general production-inventory control system which is
guaranteed to be stable through the use of Deziel-Eilon arbitrary setting (Deziel and Eilon
1967). They have derived analytical expressions for the bullwhip and inventory variance
produced by the control system, and highlighted the bullwhip boundary as a function of
the inventory feedback gain. Using linear z-transform analysis, Disney and Towill (2005)
have identified and proposed a method to eliminate the possibility of an inventory drift
and instability due to uncertain pipeline lead times.
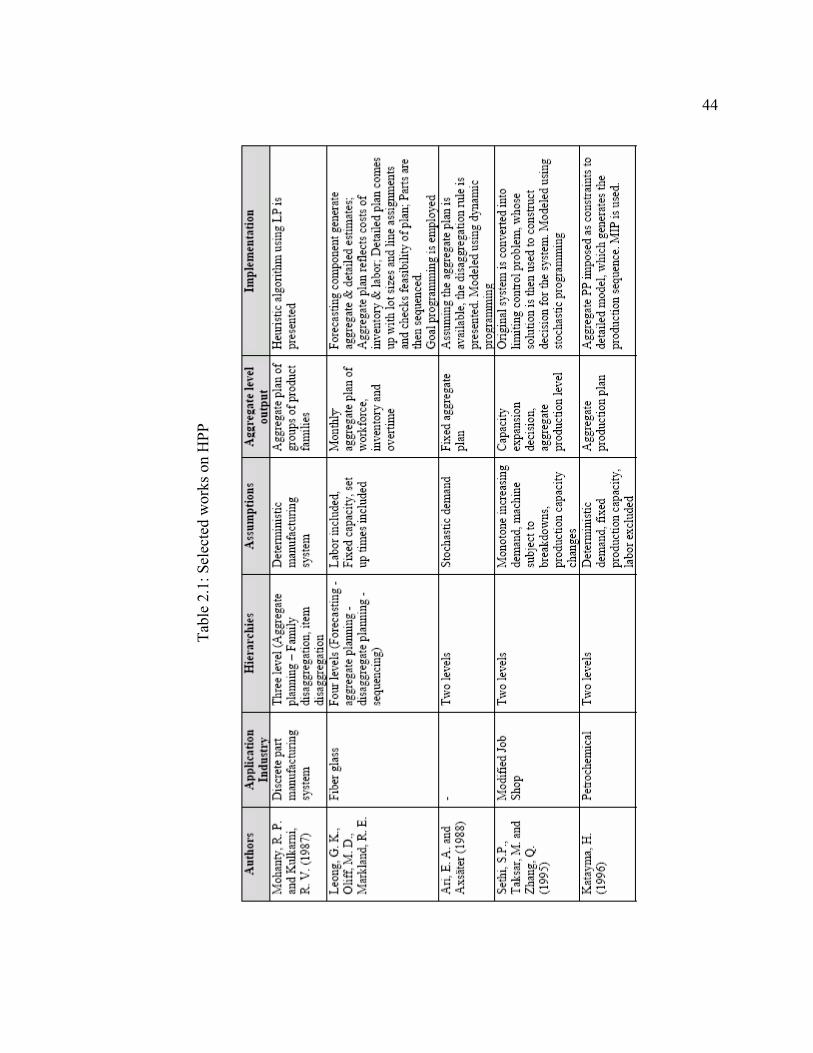
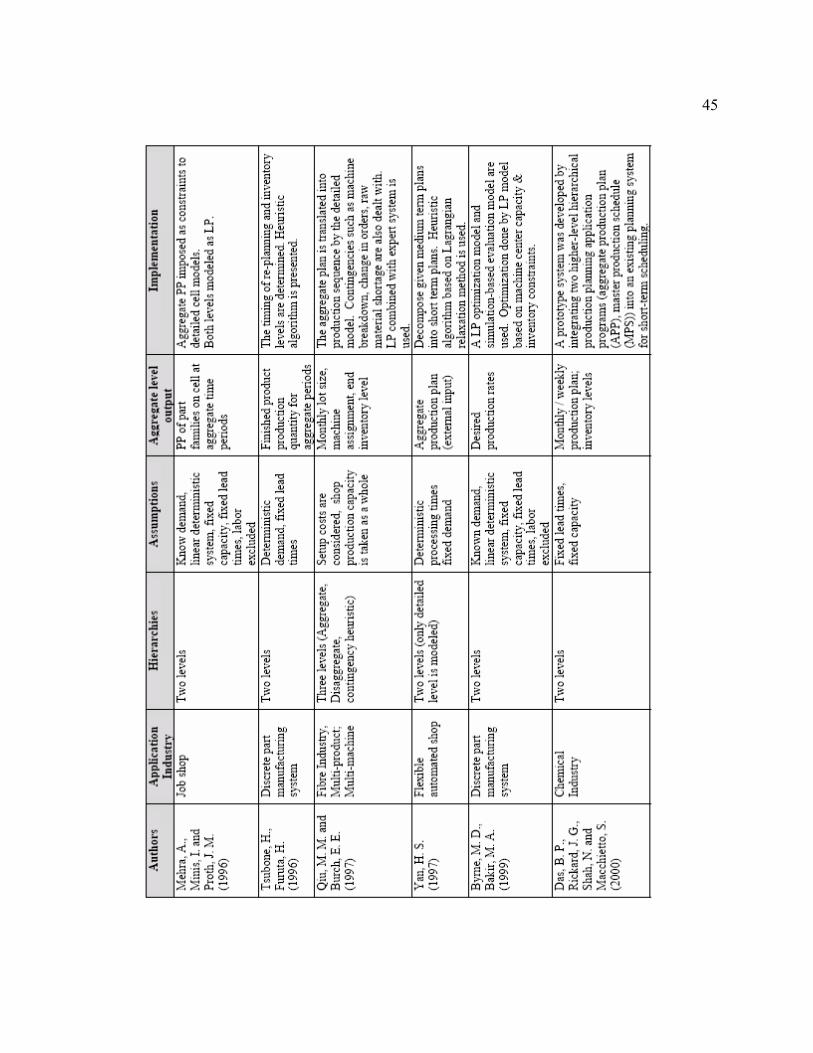
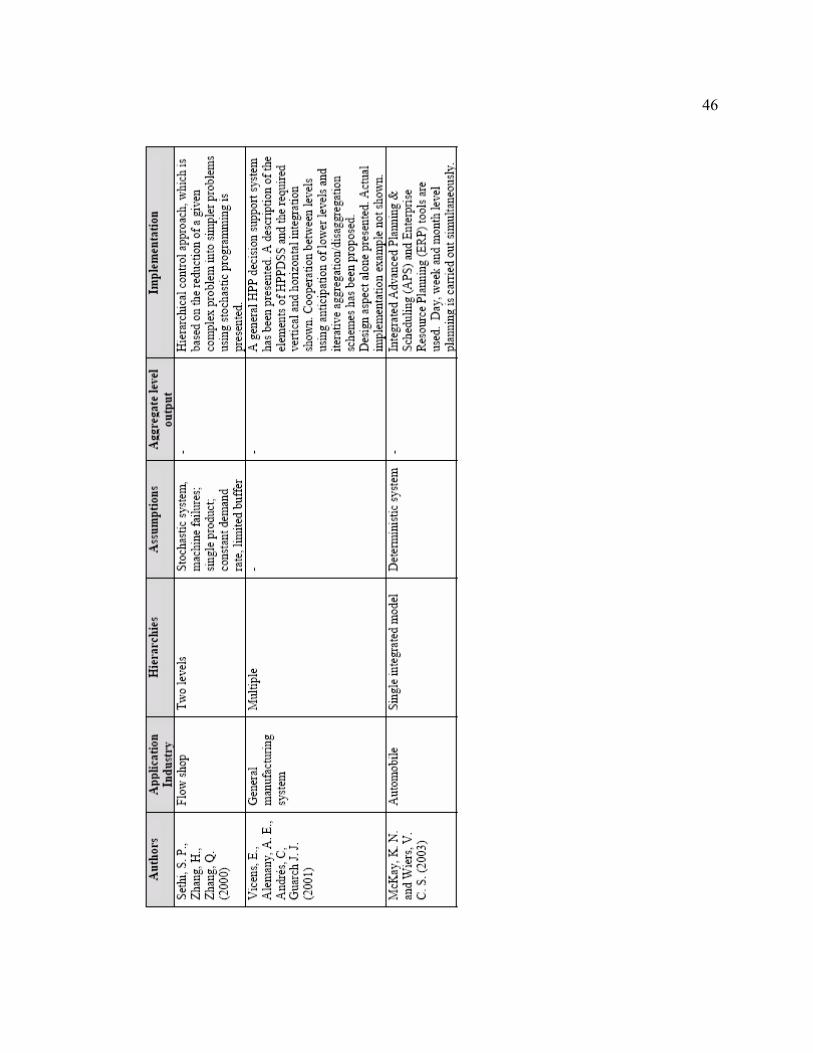
2.3 Hierarchical Production Planning
This dissertation includes concepts of hierarchical production planning (HPP)
system. Past research works in the area of HPP, especially in the stochastic
manufacturing environment, are summarized in Table 2.1 using five attributes of
classification that we have identified. First, the application industry attribute identifies
the type of manufacturing system for which the HPP is developed. Second, the number
of hierarchies identified and modeled is shown. Typically, it is found that the HPP is
restricted to two levels of planning and scheduling. Third, the specific assumptions with
regards to the demand, manufacturing capacity and disturbances considered are presented.
Fourth, the output of the higher aggregate planning level is shown. The output is
predominantly the aggregate production plan where the products are grouped into product
families and time is aggregated into weeks or months. The final attribute highlights the
43
method employed in implementing the HPP. Works have been presented such that the
methodology varies from linear programming to stochastic models to heuristics and
simulation based approaches.
44
Tabl
e 2.
1: S
elec
ted
wor
ks o
n H
PP
45
46
47
Vicens et al. (2001) highlights several drawbacks of such methods.
• The use of deterministic data at the aggregate level does not account for the stochastic
evolution of the actual system. Usually worst-case performance data are used at the
aggregate level, leading to feasible but not optimal solutions. In addition, the
dynamics of the underlying system are absent.
• Models assume infinite capacity and hence performance is assumed to remain
constant irrespective of workload. This implies that, Little’s Law (which states that
Work-in-Progress = Throughput * Cycle time) may be violated.
• Major drawback of the techniques is that they require reruns in the case of unexpected
external or internal events (Vicens et al. 2001). Any exception (such as machine
failures, new order arrivals) that endangers the validity of the current production plan
leads to the regeneration of the entire plan.
• The solutions of the models are optimal and valid only when the assumptions are true.
Since the dynamics of the actual system is not accounted for, optimality is certainly
questionable.
• The models are suitable only for simple planning scenarios. For more realistic
scenarios, the sequential solution approach may lead to sub-optimality, inconsistency,
or infeasibility (Vicens et al. 2001).
The above drawbacks of existing methods also motivated this research in which, dynamic
models are used to represent the planning and scheduling decisions.
48
2.4 Hybrid Simulation Systems
In this dissertation, hybrid system dynamic – discrete event simulation has been
employed for analysis of the supply chain. Past work in the areas of hybrid and
distributed simulation are presented in this section. Hybrid simulation refers to the work
carried out in using together discrete and continuous aspects for analyzing a system.
Distributed simulation concerns itself with the work done in the integration of multiple
simulation models.
Architecture for hybrid simulation using Simple++ and SAM simulator, to model
the discrete and continuous aspects of a FMS respectively, has been presented by
Petropoulakis and Giacomini (1998). Another framework of discrete-continuous
combined modeling for a supply chain system is proposed by Lee et al. (2002). They
represented the continuous aspects of the supply chain (such as ordering rate, shipping
rate and inventory) using mathematical equations, which is then integrated with the
discrete aspects of the supply chain such as transportation activity. The results of this
combined approach were appraised to that of a discrete-event simulation model. Rabelo
et al. (2003) presented the potential merit of integrating SD and DES models to evaluate
the impact of local production decision on the global enterprise. However, integration of
the simulations in terms of time and information coordination was not addressed.
Venkateswaran and Son (2004c) have highlighted a need for an integrated hybrid SD-
DES simulation environment. An initial feasibility analysis has been carried out in which
the inventory management aspects of a facility are modeled using SD and the shop floor
operations are modeled using DES. Later, Venkateswaran et al. (2004) described a two
49
level HPP architecture consisting of SD components at the higher decision level and DES
components at the lower decision level. Venkateswaran and Son (2004d) showed the
applicability of their approach to a multi-product discrete part manufacturing enterprise
and provided formal descriptions of their architecture for HPP analysis within a single
enterprise in IDEF∅. The authors (1) described the functions of the different modules in
the architecture along with the integration strategies, and (2) demonstrated the validity of
the approach with experimental results.
The use of multiple simulation models in analyzing complex systems requires an
effective interfacing of multiple simulations. Several works has been presented in
describing framework architecture, communication requirements, protocols and
algorithms for coordinating and interfacing the multiple simulations (Kaacutedaacuter et
al. 1998, Fujimoto 2000, Zeigler and Sarjoughian 2000, Taylor et al. 2002). The High
Level Architecture (HLA) has become the de-facto standard in distributed simulation
(Kuhl et al. 1999, McLean and Riddick 2000). Venkateswaran and Son (2004b) have
addressed the application of distributed simulation technology to evaluate potential
supply chains. They presented information models for enabling distributed simulation of
multiple discrete event simulation models, each representing a member of the supply
chain. The HLA Run Time Infrastructure (RTI) had been used to provide an interface to
create the distributed simulation system.
50
CHAPTER 3
SUPPLY CHAIN SCENARIO, PROPOSED ARCHITECTURE AND
METHODOLOGY
In this chapter, the supply chain scenario along with the proposed architecture and
methodology to analyze the supply chain are presented. First, an overview of the supply
chain scenario is presented, followed by the general description of the proposed
architecture and methodology. Next, the applicability of the proposed architecture to the
supply chain scenario under scrutiny is explored. Formal techniques (IDEFØ and
IDEF3) are employed to unambiguously describe the functional components and process
models of the proposed architecture. The detailed descriptions of the supply chain and
the shop floor layouts of the Suppliers and Manufacturer are also presented.
3.1 Overview of Supply Chain Scenario
The supply chain system considered in this research consists of a central
Manufacturer, S Suppliers, R Retailers and a Transportation network (see Figure 3.1). N
products are handled by the supply chain, the demands for which exist at all the Retailers.
The end customer places orders to and receives the products from the Retailers. The
Manufacturer produces the N products and supplies them to the Retailers. The bill-of-
materials of the products is composed of M components that are obtained from the
Suppliers which manufacture the components. Infinite supply of raw materials for
component production is assumed to be available with the Suppliers. The Transportation
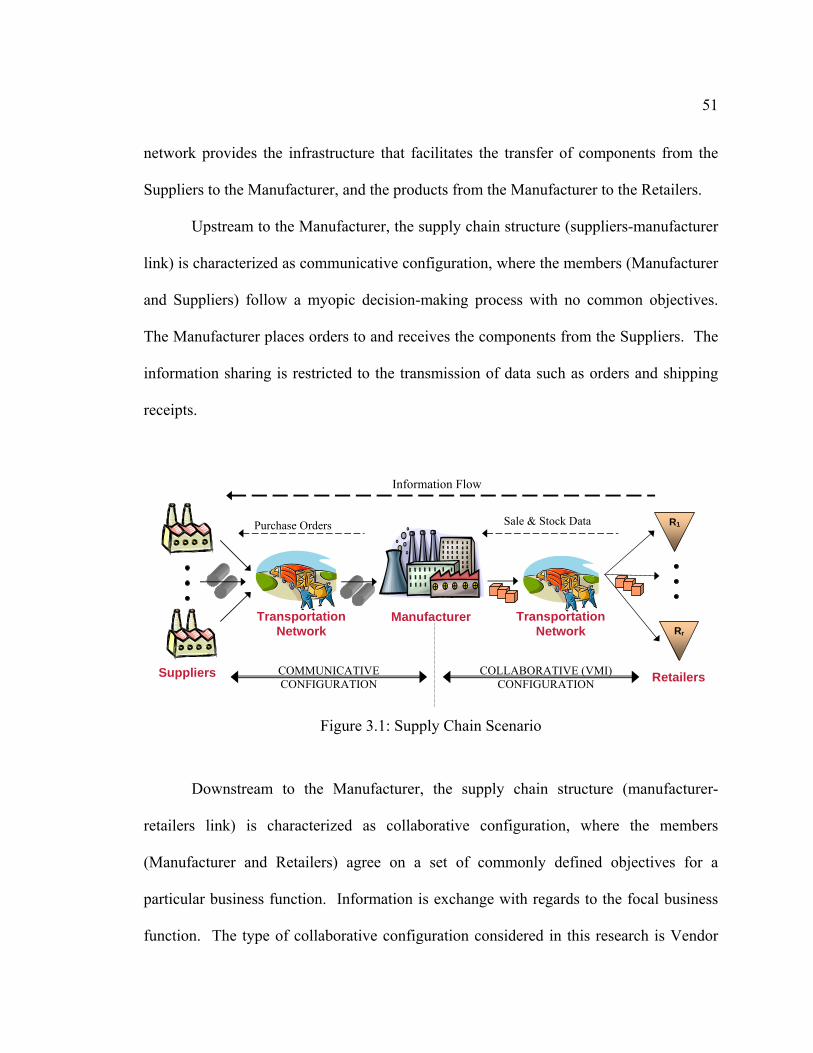
51
network provides the infrastructure that facilitates the transfer of components from the
Suppliers to the Manufacturer, and the products from the Manufacturer to the Retailers.
Upstream to the Manufacturer, the supply chain structure (suppliers-manufacturer
link) is characterized as communicative configuration, where the members (Manufacturer
and Suppliers) follow a myopic decision-making process with no common objectives.
The Manufacturer places orders to and receives the components from the Suppliers. The
information sharing is restricted to the transmission of data such as orders and shipping
receipts.
Suppliers
Manufacturer
Retailers
R1
Rr
TransportationNetwork
Information Flow
COMMUNICATIVE CONFIGURATION
Purchase Orders Sale & Stock Data
COLLABORATIVE (VMI) CONFIGURATION
Transportation Network
Figure 3.1: Supply Chain Scenario
Downstream to the Manufacturer, the supply chain structure (manufacturer-
retailers link) is characterized as collaborative configuration, where the members
(Manufacturer and Retailers) agree on a set of commonly defined objectives for a
particular business function. Information is exchange with regards to the focal business
function. The type of collaborative configuration considered in this research is Vendor
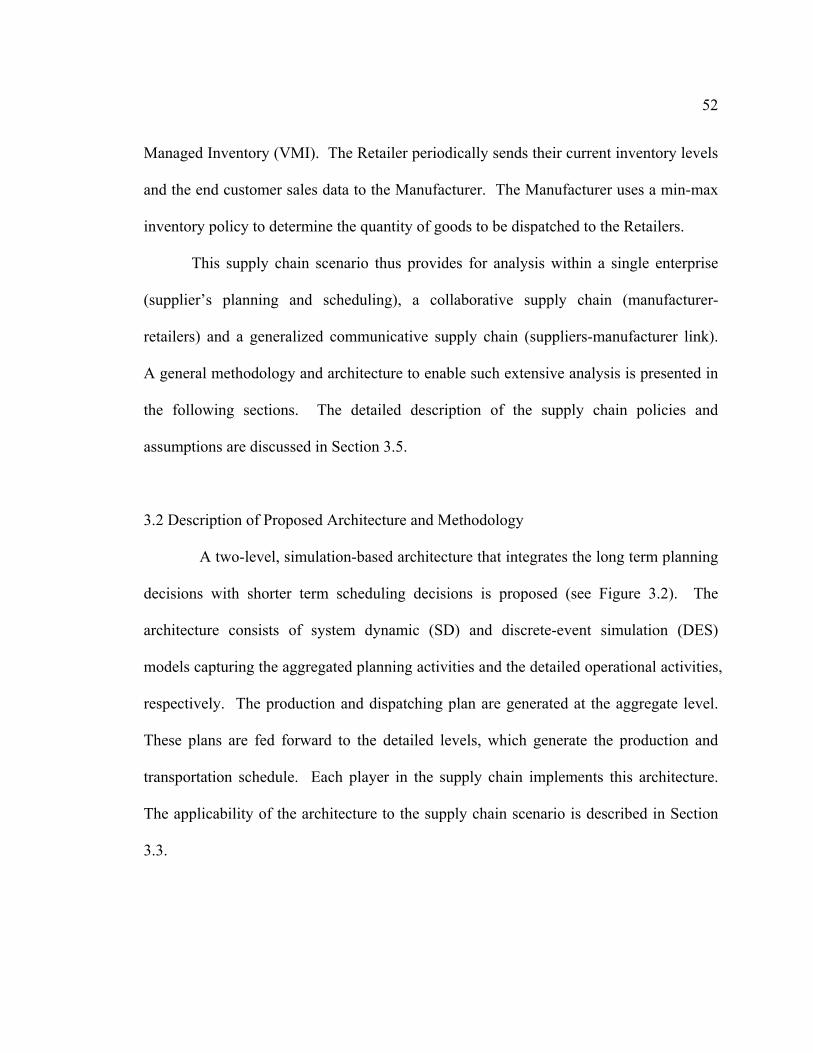
52
Managed Inventory (VMI). The Retailer periodically sends their current inventory levels
and the end customer sales data to the Manufacturer. The Manufacturer uses a min-max
inventory policy to determine the quantity of goods to be dispatched to the Retailers.
This supply chain scenario thus provides for analysis within a single enterprise
(supplier’s planning and scheduling), a collaborative supply chain (manufacturer-
retailers) and a generalized communicative supply chain (suppliers-manufacturer link).
A general methodology and architecture to enable such extensive analysis is presented in
the following sections. The detailed description of the supply chain policies and
assumptions are discussed in Section 3.5.
3.2 Description of Proposed Architecture and Methodology
A two-level, simulation-based architecture that integrates the long term planning
decisions with shorter term scheduling decisions is proposed (see Figure 3.2). The
architecture consists of system dynamic (SD) and discrete-event simulation (DES)
models capturing the aggregated planning activities and the detailed operational activities,
respectively. The production and dispatching plan are generated at the aggregate level.
These plans are fed forward to the detailed levels, which generate the production and
transportation schedule. Each player in the supply chain implements this architecture.
The applicability of the architecture to the supply chain scenario is described in Section
3.3.
53
Aggregate Model (System Dynamics)
Optimization
Linearization
Stability Analysis
Decision Variables
Stability Constraints
Performance Measure
Detailed Model (Discrete Event)
Optimization
Decision Variables
Performance Measure
Expected Performance (Plan)
SD Control Parameters
Detailed Model (Discrete Event)
Aggregate Model (System Dynamics)
DES Control Parameters
I.
II. III.
IV.
Status Information
Orders
Figure 3.2: Overview of proposed hybrid simulation-based architecture
The supply chain is a closed loop system with the typical flow of materials
downstream and the typical flow of information upstream. The responses of such a
closed loop system could result in unstable behavior of the supply chain over time.
Hence, a desired feature of the supply chain decision policies is its ability to stabilize the
system response. In Stage I (see Figure 3.2), the stability of the system is analyzed. The
aggregated planning models, represented as a SD model, capture the dynamic behavior
and hence can be used to analyze the stability of the system. The non-linear SD models
are linearized to enable stability analysis through transformation techniques, and thus
gain meaningful insight into the system behavior. The conditions for the stability of the
system response are established in relation to the various control parameters of the model.
Stability analysis of the aggregated models is discussed in Chapter 5.
In Stage II (see Figure 3.2), the optimal set of control parameters for use in the
decision policies of the model is determined using non-linear optimization techniques.
To make the supply chain system operate in a stable regime, the stability conditions,
54
obtained through stability analysis (Stage I) are employed as additional constraints within
the optimization model. Also, the optimal production and distribution plan of the supply
chain corresponding to the optimal set of control parameters is obtained as the output.
Discussion on integrated performance and stability analysis is presented in Chapter 6.
DES models capture the detailed operational activities at the Manufacturer,
Supplier, Retailer and Transporter. In Stage III (see Figure 3.2), the optimal set of
control parameters that govern the flow of materials within the individual member units
is determined using meta-heuristic optimization techniques based on the production and
distribution plan obtained from Stage II. Section 7 describes the development of
schedules using DES models.
In Stage IV (see Figure 3.2), the optimality of the control parameters governing
the aggregated managerial policies (obtained from Stage II) and detailed operational
policies (obtained from Stage III) are concurrently evaluated using a hybrid system
dynamic and discrete-event modeling approach. In a combined SD-DES model, the
detailed operational activities (materials flows) within the supply chain are captured
using the DES models, while the management decision policies based on the aggregated
data (information flow) are captured within the SD models. The optimal control
parameters determined in Stage II and III are used in the SD and DES models,
respectively. In the SD model, the weekly production and distribution rates are converted
into daily production and distribution release quantities, and sent to the DES models. The
status of each member units, defined by the in-process and finished goods inventory and
lead time data, is feedback from the DES models to the SD models. The effects of
55
various disturbances on the local and global performances are measured in an attempt to
gain purposeful insights into the supply chain system behavior. The interaction between
SD and DES models are presented in detail in Chapter 8.
3.3 Applicability of Methodology to Supply Chain Scenario
The applicability of the proposed hybrid simulation-based architecture for the
supply chain scenario is discussed in this section.
3.3.1 Applicability to Communicative Configuration
In a communicative supply chain configuration, the supply chain members
(manufacturer-supplier) are independent and autonomous with no goal congruence or
global objective. The transactional data (purchase order) is the only data sent from the
Manufacturer to the Supplier. Now, each member, viz. the Supplier and the
Manufacturer, consists of a SD model capturing the management policies, and a DES
model capturing the operational activities. The members have their own myopic
objectives. An overview of the proposed steps involved in the methodology is as shown
in Figure 3.3. In Stage I, each member analyzes the stability of their own system using
their respective SD models. In Stage II, each member determines their own optimal set
of control parameters for use in their decision-making process captured in their respective
SD models. In Stage III, the optimal set of control parameters that govern the flow of
materials within the individual member units is determined for use in their respective
DES models, based on the plan obtained from Stage II. In the Stage IV, the optimality of
56
the control parameters obtained from Stage II and from Stage III for each member is
concurrently evaluated by interactions with the other supply chain members. The optimal
control parameters determined in Stage II and III are used in the respective SD and DES
models. The Manufacturer SD and DES models are run in synchronous with the Supplier
SD and DES models. In the SD model (Manufacturer and Suppliers), the weekly
production and distribution rates are converted into daily production and distribution
release quantities, and sent to the DES models. The status of each member units, defined
by the in-process and finished goods inventory and lead time data, is feedback from the
DES models to the SD models. The sales rate at the Supplier SD model is now
determined by the purchase orders sent from the Manufacturer SD model. The
distribution release data from the Supplier SD model are sent to the Transporter DES
model (not shown). The transporter DES model is responsible for delivery the goods to
the Manufacturer. Also, the Manufacturer DES model updates its raw material inventory
based on the component arrivals from the Supplier DES model.
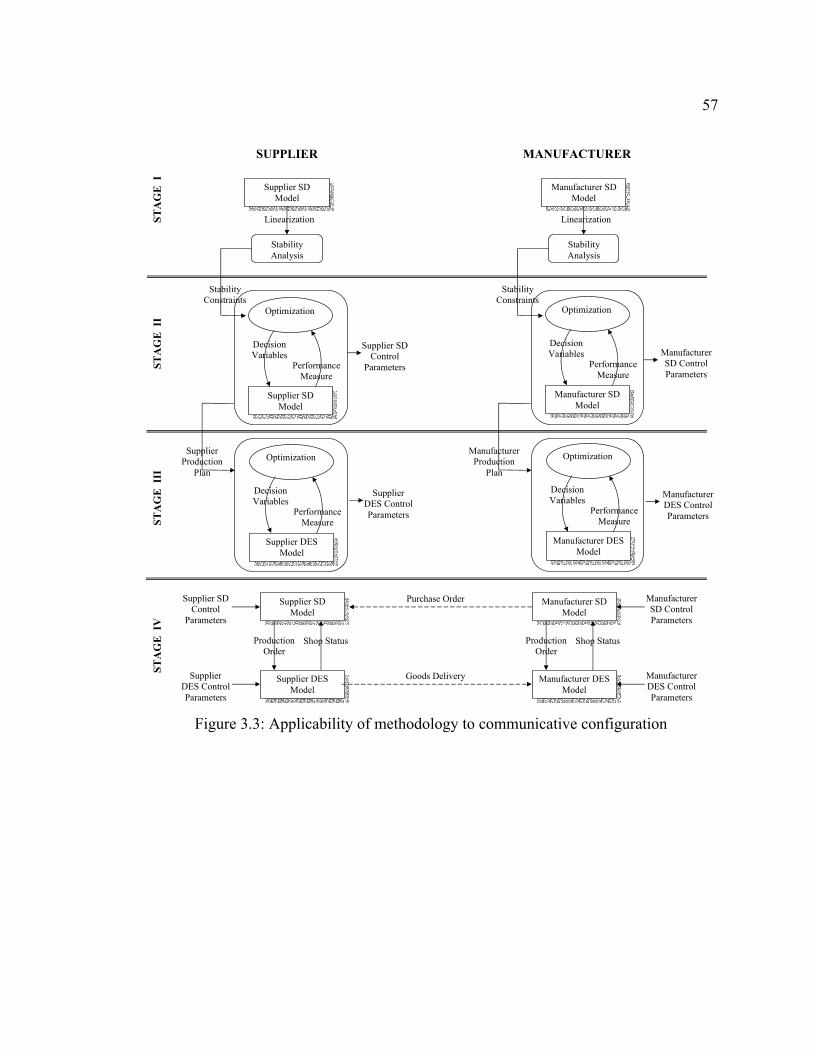
57
Stability Constraints
SUPPLIER MANUFACTURER
Supplier SD Model
STA
GE
I
Stability Analysis
Linearization
Manufacturer SD Model
Stability Analysis
Linearization
Optimization
Decision Variables
Performance Measure
Stability Constraints
Supplier SD Model
Supplier SD Control
Parameters
Supplier Production
Plan
Optimization
Decision Variables
Performance Measure
Manufacturer SD Model
Manufacturer SD Control Parameters
Manufacturer Production
Plan
Optimization
Decision Variables
Performance Measure
Supplier DES Model
Supplier DES Control Parameters
Optimization
Decision Variables
Performance Measure
Manufacturer DES Model
Manufacturer DES Control Parameters
Production Order
Supplier SD Model
Supplier DES Model
Supplier DES Control Parameters
Supplier SD Control
Parameters
Shop Status Production Order
Manufacturer SD Model
Manufacturer DES Model
Manufacturer DES Control Parameters
Manufacturer SD Control Parameters
Shop Status
Purchase Order
Goods Delivery
STA
GE
II
STA
GE
III
ST
AG
E I
V
Figure 3.3: Applicability of methodology to communicative configuration
58
3.3.2 Applicability to Collaborative Configuration
In a collaborative supply chain configuration, the supply chain members
cooperate with each other, sharing resources and capabilities, and together plan and
execute supply chain operations (Lambert et al. 1998, Simatupang and Sridharan 2002).
The supply chain members (Manufacturer and Retailers) develop a common set of
objectives for a particular business function, the popular one being the inventory function.
This is mainly to curb the increased fluctuations in inventory levels and order quantities
caused by the bullwhip effect (Lee et al. 1997). Hence, in this research vendor managed
inventory strategy is employed. Each member, viz. the Manufacturer and the Retailers,
consists of a SD model capturing the management policies, and a DES model capturing
the operational activities. An overview of the proposed steps involved is as shown in
Figure 3.4. Compared with the stages involved for communicative configuration (refer
Section 3.3.1), in collaborative configuration, the Manufacturer and Retailers interact
with each other in all Stages, I through IV. In Stage I, combined stability analysis is
performed, where the Manufacturer and Retailers’ SD models interact with each other to
capture the information exchange and their decision making interdependence. In Stage II,
the optimal set of control parameters for the Manufacturer and the Retailers, for use in
their respective the SD models are determined based on a common set of objectives, and
constrained by the stability conditions. In Stage III, the optimal set of control parameters
for the Manufacturer and Retailers, for use in the DES models are determined (based on
the plan obtained from Stage II) using on a common set of objectives. In the Stage IV,
the optimality of the control parameters obtained from Stage II and from Stage III for
59
each member is concurrently evaluated by interactions with the other supply chain
members. The optimal control parameters determined in Stage II and III are used in the
respective SD and DES models. The Manufacturer SD and DES models are run in
synchronous with the Retailers SD and DES models. The Retailers model sends the end
customer sales data and inventory data to the Manufacturer’s SD model, which then use
this information (along with shop status from Manufacturer’s DES) to determine the
current period’s production and distribution release quantities. The current production
quantity data is sent to the Manufacturer’s DES model. The distribution release data are
sent to the Transporter DES model (not shown). The transporter DES model is
responsible for delivery the goods to the Retailers.
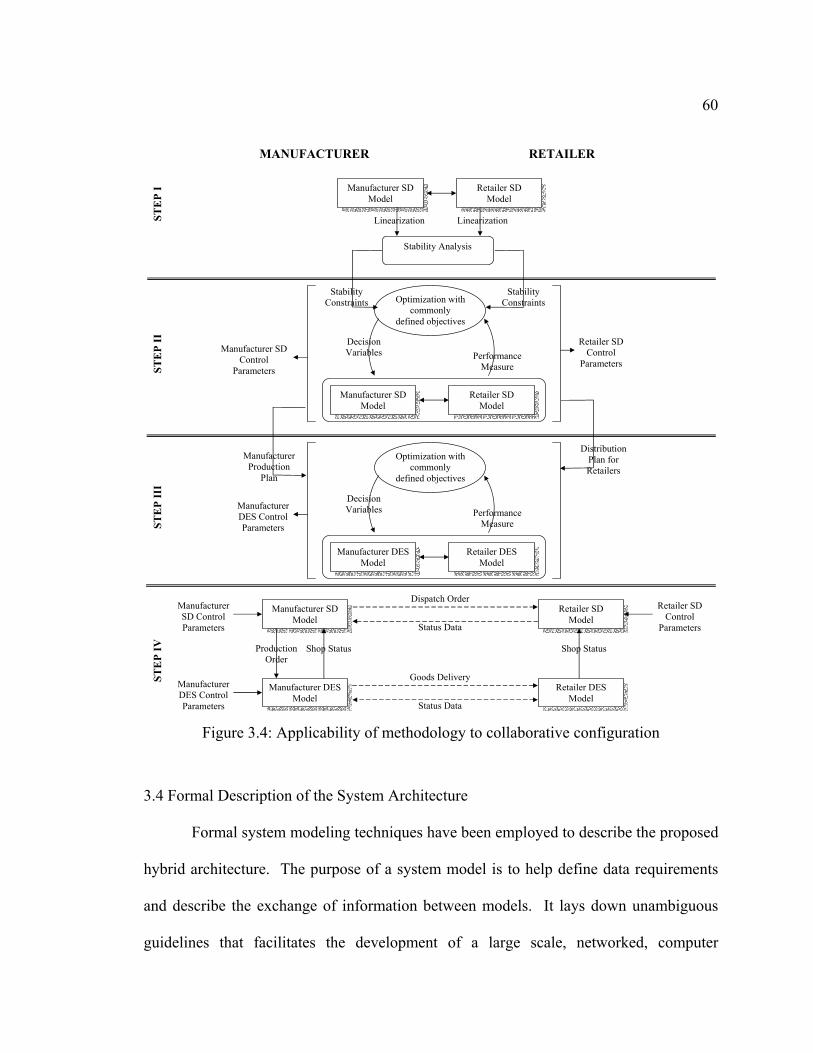
60
Stability Constraints
MANUFACTURER RETAILER
Manufacturer SD Model
STE
P I
Stability Analysis
Linearization
Retailer SD Model
Linearization
Optimization with commonly
defined objectives
Decision Variables
Stability Constraints
Manufacturer SD Model
Manufacturer SD Control
Parameters
Manufacturer Production
Plan
Performance Measure
Retailer SD Model
Retailer SD Control
Parameters
Distribution Plan for Retailers
Manufacturer DES Control Parameters
Production Order
Manufacturer SD Model
Manufacturer DES Model
Manufacturer DES Control Parameters
Manufacturer SD Control Parameters
Shop Status
Retailer SD Model
Retailer DES Model
Retailer SD Control
Parameters
Shop Status
Goods Delivery
STE
P II
ST
EP
III
STE
P IV
Optimization with commonly
defined objectives
Decision Variables
Manufacturer DES Model
Performance Measure
Retailer DES Model
Status Data
Status Data
Dispatch Order
Figure 3.4: Applicability of methodology to collaborative configuration
3.4 Formal Description of the System Architecture
Formal system modeling techniques have been employed to describe the proposed
hybrid architecture. The purpose of a system model is to help define data requirements
and describe the exchange of information between models. It lays down unambiguous
guidelines that facilitates the development of a large scale, networked, computer
61
environment that behaves consistently and correctly. Functional modeling (IDEF∅) is
used to identify the system components and the flow of information and objects among
the components. Process modeling (IDEF3) is used to describe the sequential and timing
characteristics of the flow between the system components.
Integrated DEFinition (IDEF) is a system description technique developed by the
U.S. Air Force to describe the information and organizational structure of complex
computer-integrated manufacturing systems. In this research, IDEF has been chosen over
Unified Modeling Language (UML) as the formal modeling tool because,
• IDEF directly supports hierarchical modeling,
• IDEF is better suited for the domain of manufacturing and supply chains. Supply
chains can be easily divided into the various functions such as purchasing, production,
sales etc. These functions have distinct inputs, outputs, certain mechanisms that
perform that function, and control instructions that invoke those functions. These
(inputs, outputs, mechanisms and control) of a function are to be captured in the
information models developed. IDEF directly supports the same.
• The IDEF tool has been developed to answer the following requirements in business
modeling (Noran 2004): (1) capture what is known about the real world and the
relationships between people, events etc, and (2) capture the existing and future
information management requirements.
62
3.4.1 Functional Modeling using IDEF∅
IDEF∅ is a systematic methodology for static functional specification of the
system. The functional specification or model is a structured representation of the
functions within the system, along with the flow of information and objects which relate
the functions. In an IDEF∅ diagram the rectangular boxes represents the functions and
the arrows represent the information and object flow. Arrows entering on the left side of
the box are the inputs to the function; arrows entering the top of the box are the control
on the function; arrows entering the bottom of the box are the mechanisms that perform
the function; and the arrows leaving the box on the right side are the outputs of the
function. Each function is associated with a unique ID. Further, a function that can be
decomposed into multiple sub-functions is shown as a rectangular box-with-shadow.
The proposed hybrid architecture as applied to the supply chain scenario is
illustrated in Figure 3.5. The activities within the supply chain are segregated into the
following functions: Plan and Schedule Suppliers Production (A1), Plan and Schedule
Manufacturer’s Production (A2), Manage Retailer’s Inventory (A3), Plan and Schedule
Transportation of Goods (A4), and Retail Goods (A5). The functions A1 through A5 are
decomposed into sub-functions that correspond with Stage I-IV activities in the proposed
architecture. A1 captures the activities of the supplier that develops the production plan
(output ‘Supplier Production Planning Policy’) and schedule (output ‘Supplier Production
Scheduling Policy’) for the components. A2 captures the activities of the manufacturer
that develops the production plan (output ‘Manufacturer Production Planning Policy’)
and schedule (output ‘Manufacturer Production Scheduling Policy’) for the products. A3
63
captures the collaborative activities between the manufacturer and the retailer that
develops the distribution plan (‘Distribution Planning Policy’) for the products. A4
captures the activities of the transporter that develops the transportation plan (output
‘Transporter Planning Policy’) and schedule (output ‘Transporter Scheduling Policy’) for
the products and components. A5 captures the activities of the retailer.
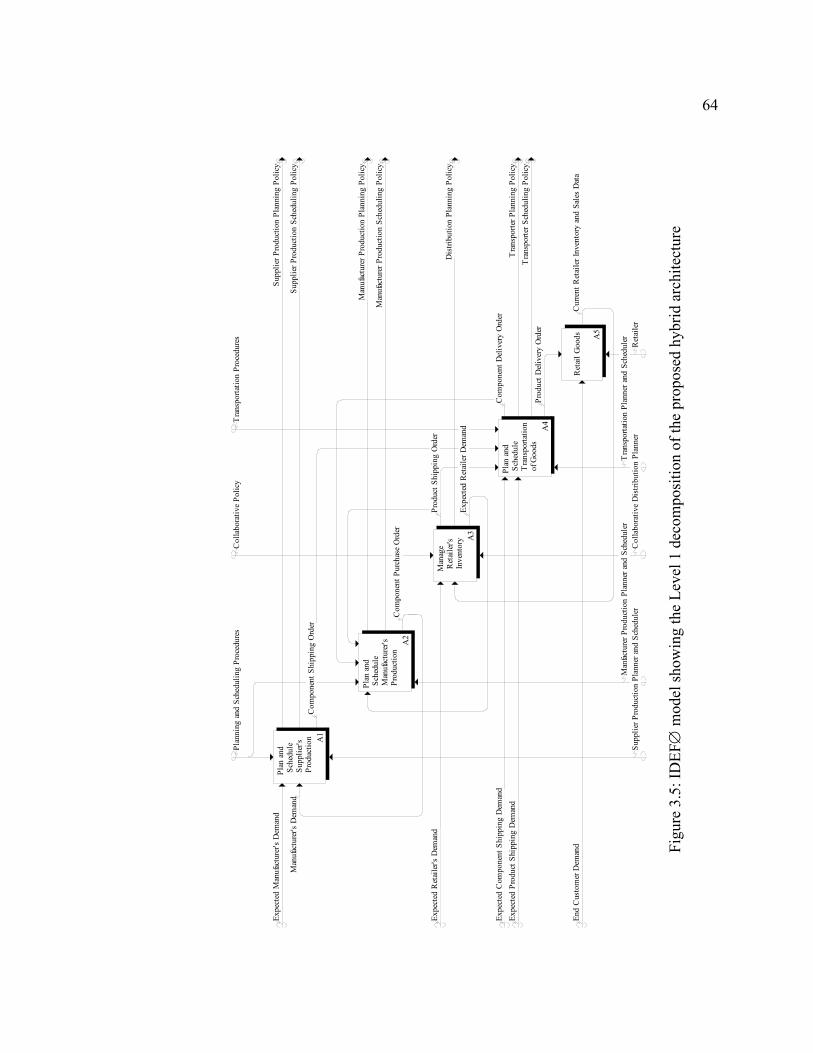
64
Ret
ail G
oods A
5
Plan
and
Sch
edul
e T
rans
porta
tion
of G
oods
A4
Man
age
Ret
aile
r's In
vent
ory A
3
Plan
and
Sch
edul
e M
anuf
actu
rer's
Pro
duct
ion
A2
Plan
and
Sch
edul
e S
uppl
ier's
Pro
duct
ion A1
End
Cus
tom
er D
eman
dC
urre
nt R
etai
ler I
nven
tory
and
Sal
es D
ata
Com
pone
nt D
eliv
ery
Ord
er
Prod
uct D
eliv
ery
Ord
er
Expe
cted
Com
pone
nt S
hipp
ing
Dem
and
Expe
cted
Pro
duct
Shi
ppin
g D
eman
dT
rans
porte
r Pla
nnin
g Po
licy
Tra
nspo
rter S
ched
ulin
g Po
licy
Expe
cted
Ret
aile
r Dem
and
Prod
uct S
hipp
ing
Ord
erEx
pect
ed R
etai
ler's
Dem
and
Dis
tribu
tion
Plan
ning
Pol
icy
Com
pone
nt P
urch
ase
Ord
er
Man
ufac
ture
r Pro
duct
ion
Plan
ning
Pol
icy
Man
ufac
ture
r Pro
duct
ion
Sche
dulin
g Po
licy
Expe
cted
Man
ufac
ture
r's D
eman
d
Com
pone
nt S
hipp
ing
Ord
er
Supp
lier P
rodu
ctio
n Pl
anni
ng P
olic
y
Supp
lier P
rodu
ctio
n Sc
hedu
ling
Polic
yM
anuf
actu
rer's
Dem
and
Ret
aile
r
Tra
nspo
rtatio
n Pr
oced
ures
Tra
nspo
rtatio
n Pl
anne
r and
Sch
edul
er
Col
labo
rativ
e Po
licy
Col
labo
rativ
e D
istri
butio
n Pl
anne
rM
anfac
ture
r Pro
duct
ion
Plan
ner a
nd S
ched
uler
Plan
ning
and
Sch
edul
ing
Proc
edur
es
Supp
lier P
rodu
ctio
n Pl
anne
r and
Sch
edul
er
Figu
re 3
.5: I
DEF
∅ m
odel
show
ing
the
Leve
l 1 d
ecom
posi
tion
of th
e pr
opos
ed h
ybrid
arc
hite
ctur
e
65
3.4.1.1 Plan and Schedule Supplier’s Production (A1)
The scope of all the functions involved in the production activities at the Supplier
is described below. The function A1 is decomposed into the sub-functions (see Figure
3.6) – Plan Supplier Production (A11) and Schedule Supplier Production (A12). A11
develops the component production plan (output ‘Supplier Production Planning Policy’)
and A12 develops the components schedule (output ‘Supplier Production Scheduling
Policy’). The functions A11 and A12 are described below:
• Plan Supplier Production (A11): Guided by the planning procedures, this function
determines the optimal expected component production release quantity, which is
sent to A12. The inputs to the function are the expected manufacturer’s demand, the
manufacturer’s demand from A2, and the current supplier shop status (WIP,
inventory and lead time) from A12. This function is further decomposed (see Figure
3.7) into Select Stable and Optimal Supplier Planning Policy (A111) and Simulate
Supplier Planning Policies (A112). Based on the expected manufacturer’s demand
input, A111 determines the optimal and stable control parameters (adjustment rates
for WIP and inventory) and the expected production release. Guided by the control
parameters, A112 determines the current production release and shipping order
quantities based on the manufacturer’s demand and the current shop status. It is
noted that function A111 corresponds with the Stage I and II activities, and the
function A112 (along with A122) corresponds with the Stage IV activities of the
Supplier in the proposed architecture.
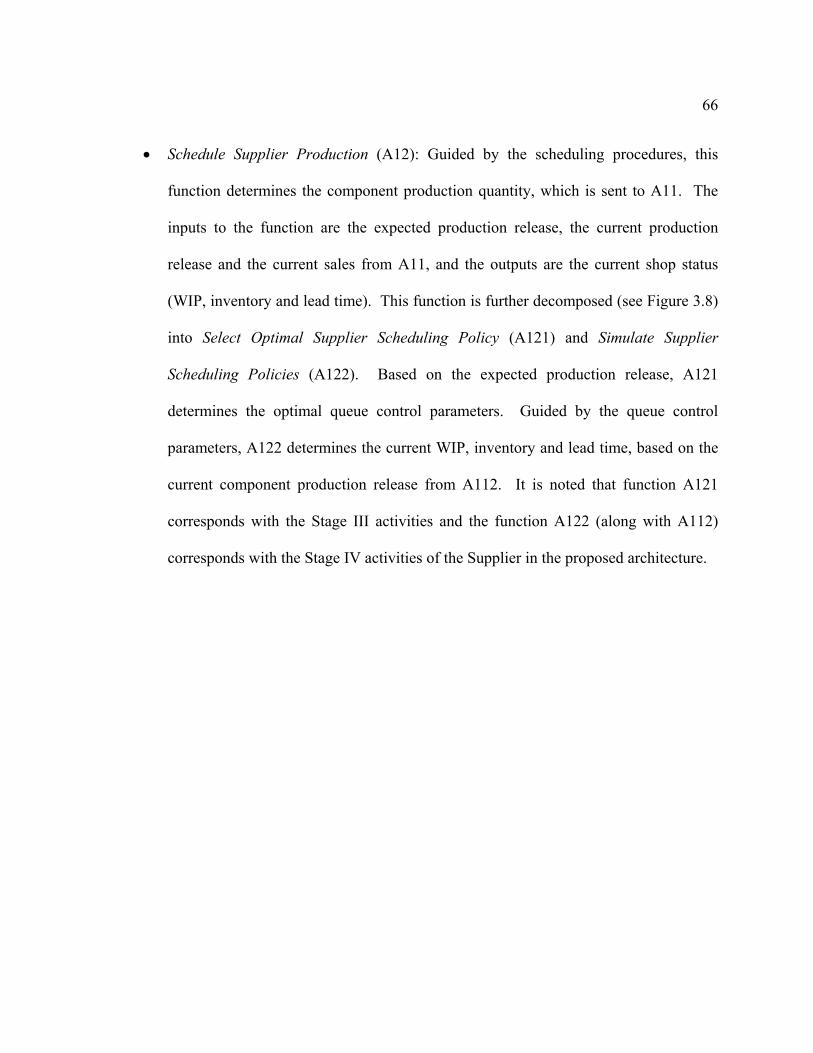
66
• Schedule Supplier Production (A12): Guided by the scheduling procedures, this
function determines the component production quantity, which is sent to A11. The
inputs to the function are the expected production release, the current production
release and the current sales from A11, and the outputs are the current shop status
(WIP, inventory and lead time). This function is further decomposed (see Figure 3.8)
into Select Optimal Supplier Scheduling Policy (A121) and Simulate Supplier
Scheduling Policies (A122). Based on the expected production release, A121
determines the optimal queue control parameters. Guided by the queue control
parameters, A122 determines the current WIP, inventory and lead time, based on the
current component production release from A112. It is noted that function A121
corresponds with the Stage III activities and the function A122 (along with A112)
corresponds with the Stage IV activities of the Supplier in the proposed architecture.
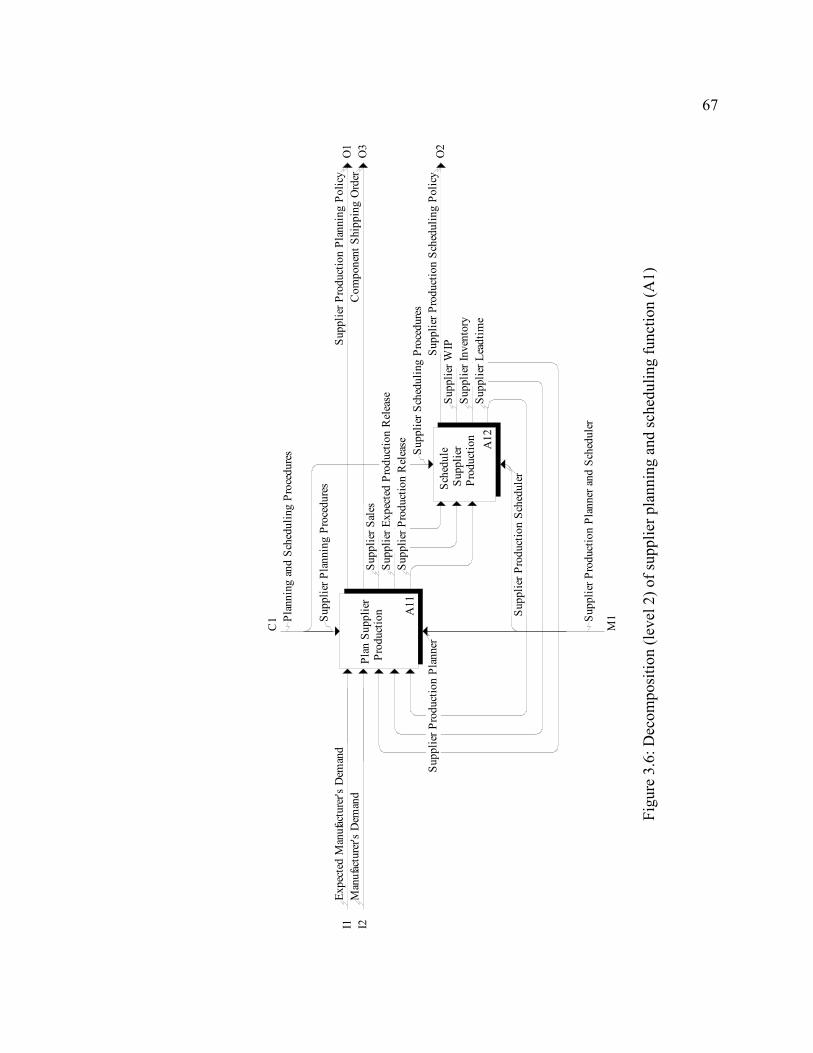
67
O2
I1 I2O
1O
3
C1
M1
Sche
dule
Sup
plie
r P
rodu
ctio
nA
12
Plan
Sup
plie
r P
rodu
ctio
n A11
Supp
lier W
IPSu
pplie
r Inv
ento
rySu
pplie
r Lea
dtim
e
Supp
lier P
rodu
ctio
n Sc
hedu
ling
Polic
y
Expe
cted
Man
ufac
ture
r's D
eman
dM
anuf
actu
rer's
Dem
and
Supp
lier E
xpec
ted
Prod
uctio
n R
elea
seSu
pplie
r Pro
duct
ion
Rel
ease
Supp
lier S
ales
Supp
lier P
rodu
ctio
n Pl
anni
ng P
olic
yC
ompo
nent
Shi
ppin
g O
rder
Supp
lier S
ched
ulin
g Pr
oced
ures
Supp
lier P
rodu
ctio
n Sc
hedu
ler
Plan
ning
and
Sch
edul
ing
Proc
edur
es
Supp
lier P
rodu
ctio
n Pl
anne
r and
Sch
edul
er
Supp
lier P
lann
ing
Proc
edur
es
Supp
lier P
rodu
ctio
n Pl
anne
r
Figu
re 3
.6: D
ecom
posi
tion
(leve
l 2) o
f sup
plie
r pla
nnin
g an
d sc
hedu
ling
func
tion
(A1)
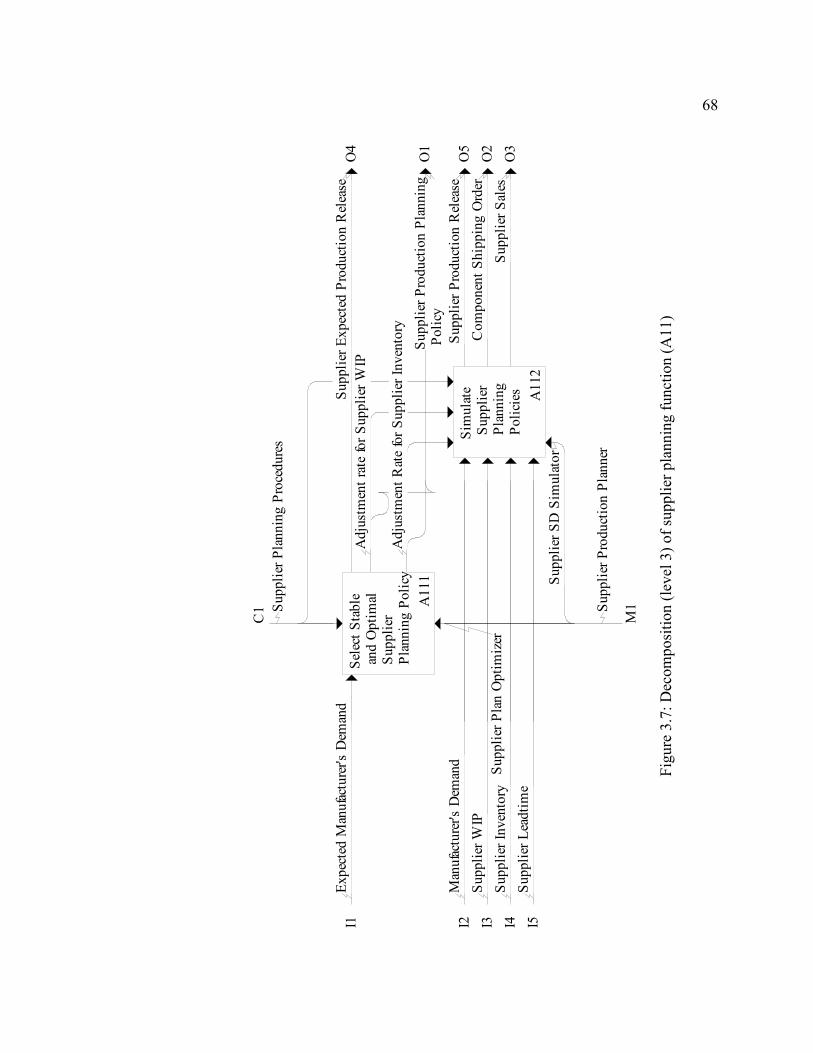
68
I2 I3 I4 I5
O5
O2
O3
I1O
4
O1
M1
C1
Sim
ulat
e S
uppl
ier
Pla
nnin
g P
olic
ies A11
2
Sele
ct S
tabl
e a
nd O
ptim
al S
uppl
ier
Pla
nnin
g Po
licy
A11
1
Man
ufac
ture
r's D
eman
dSu
pplie
r WIP
Supp
lier I
nven
tory
Supp
lier L
eadt
ime
Supp
lier P
rodu
ctio
n R
elea
seC
ompo
nent
Shi
ppin
g O
rder
Supp
lier S
ales
Expe
cted
Man
ufac
ture
r's D
eman
dA
djus
tmen
t rat
e fo
r Sup
plie
r WIP
Adj
ustm
ent R
ate
for S
uppl
ier I
nven
tory
Supp
lier E
xpec
ted
Prod
uctio
n R
elea
se
Supp
lier P
rodu
ctio
n Pl
anni
ng P
olic
y
Supp
lier S
D S
imul
ator
Supp
lier P
lann
ing
Proc
edur
es
Supp
lier P
rodu
ctio
n Pl
anne
r
Supp
lier P
lan
Opt
imiz
er
Figu
re 3
.7: D
ecom
posi
tion
(leve
l 3) o
f sup
plie
r pla
nnin
g fu
nctio
n (A
11)
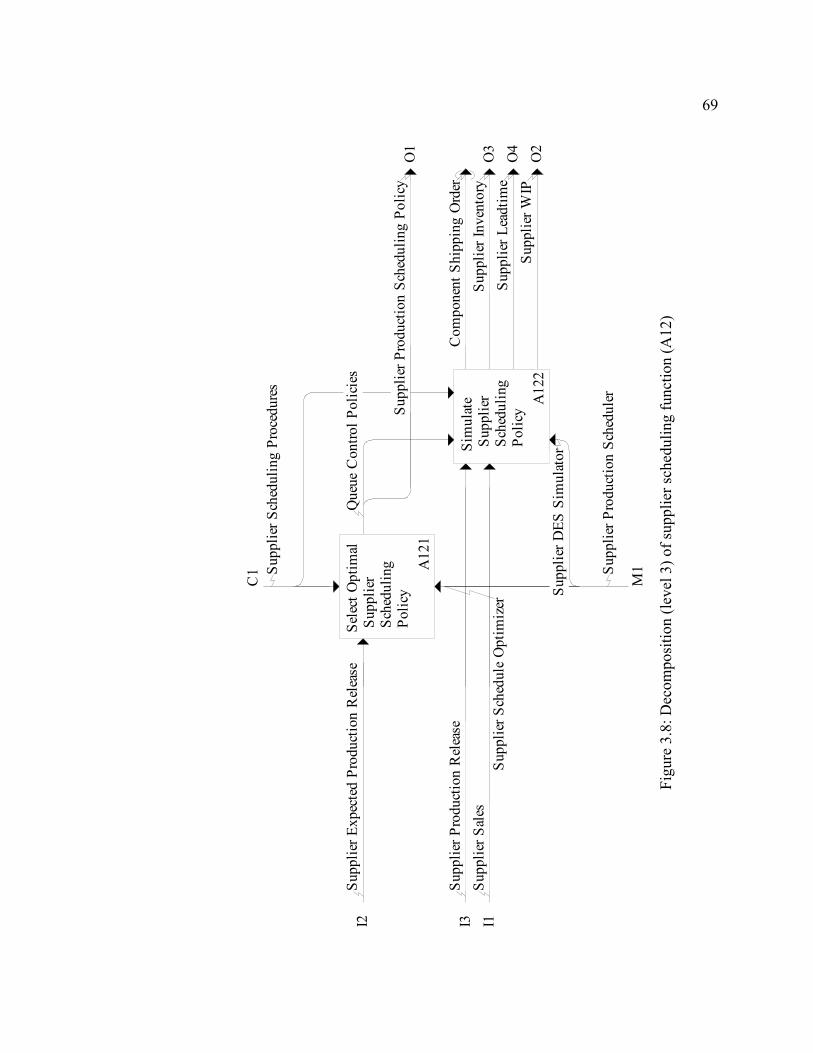
69
I3
O2
O3
O4
I1I2
O1
M1
C1
Sim
ulat
e S
uppl
ier
Sch
edul
ing
Pol
icy
A12
2
Sele
ct O
ptim
al S
uppl
ier
Sch
edul
ing
Pol
icy
A12
1
Supp
lier P
rodu
ctio
n R
elea
seSu
pplie
r Sal
esC
ompo
nent
Shi
ppin
g O
rder
Supp
lier W
IP
Supp
lier I
nven
tory
Supp
lier L
eadt
ime
Supp
lier E
xpec
ted
Prod
uctio
n R
elea
seQ
ueue
Con
trol P
olic
ies
Supp
lier P
rodu
ctio
n Sc
hedu
ling
Polic
y
Supp
lier D
ES S
imul
ator
Supp
lier S
ched
ulin
g Pr
oced
ures
Supp
lier P
rodu
ctio
n Sc
hedu
ler
Supp
lier S
ched
ule
Opt
imiz
er
Figu
re 3
.8: D
ecom
posi
tion
(leve
l 3) o
f sup
plie
r sch
edul
ing
func
tion
(A12
)
70
3.4.1.2 Plan and Schedule Manufacturer’s Production (A2)
The scope of all the functions involved in the production activities at the
Manufacturer is described below. The function A2 is decomposed into the sub-functions
(see Figure 3.9) – Plan Manufacturer Production (A21) and Schedule Manufacturer
Production (A22). A21 develops the product production plan (output ‘Manufacturer
Production Planning Policy’) and A22 develops the product production schedule (output
‘Manufacturer Production Scheduling Policy’). The functions A21 and A22 are
described below:
• Plan Manufacturer Production (A21): Guided by the planning procedures, this
function determines the optimal expected product production release quantity, which
is sent to A22. Also, the output component purchase order is sent as manufacturer’s
demand to A11. The inputs to the function are the expected retailer’s demand from
A3, and the current manufacturer’s product production status (product WIP, inventory
and lead time) and the current component supply status (component GIT, inventory
and supply lead time) from A22. This function (A21) is further decomposed (see
Figure 3.10) into Select Stable and Optimal Manufacturer Planning Policy (A211)
and Simulate Manufacturer Planning Policies (A212). Based on the expected
retailer’s demand input, A211 determines the optimal and stable product control
parameters (adjustment rates for product WIP and inventory) and the optimal and
stable component control parameters (adjustment rates for component GIT and
inventory). Guided by the product and component control parameters, A212
determines the current production release quantities based on the retailer’s demand
71
and the current product production and component supply status. It is noted that
function A211 corresponds with the Stage I and II activities, and the function A212
(along with A222) corresponds with the Stage IV activities of the Manufacturer in the
proposed architecture.
• Schedule Manufacturer Production (A22): Guided by the scheduling procedures, this
function determines the product production quantity. The inputs to the function are
the expected product production release, the current product production release and
the current sales from A21. The outputs are the current product production status
(product WIP, inventory and lead time) and the component supply status (component
GIT, inventory and lead time). This function is further decomposed (see Figure 3.11)
into Select Optimal Manufacturer Scheduling Policy (A221) and Simulate
Manufacturer Scheduling Policies (A222). Based on the expected product production
release, A221 determines the optimal queue control parameters. Guided by the queue
control parameters, A222 determines the current product WIP, inventory and lead
time, based on the current product production release from A212. It is noted that
function A221 corresponds with the Stage III activities and the function A222 (along
with A212) corresponds with the Stage IV activities of the Manufacturer in the
proposed architecture.
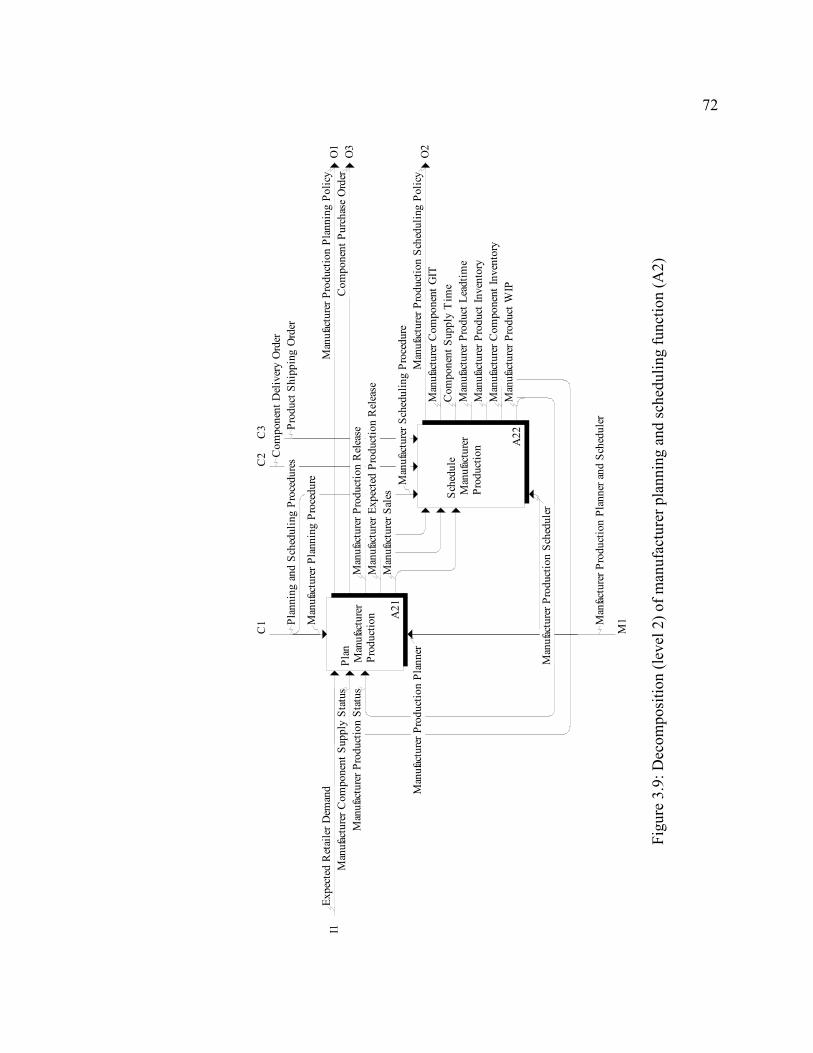
72
O2
I1O
1O
3
C2
C3
C1
M1
Sche
dule
Man
ufac
ture
r P
rodu
ctio
n A22
Plan
Man
ufac
ture
r P
rodu
ctio
n A21
Man
ufac
ture
r Pro
duct
WIP
Man
ufac
ture
r Pro
duct
Inve
ntor
yM
anuf
actu
rer P
rodu
ct L
eadt
ime
Man
ufac
ture
r Com
pone
nt G
IT
Man
ufac
ture
r Com
pone
nt In
vent
ory
Com
pone
nt S
uppl
y T
ime
Man
ufac
ture
r Pro
duct
ion
Sche
dulin
g Po
licy
Expe
cted
Ret
aile
r Dem
and
Man
ufac
ture
r Pro
duct
ion
Rel
ease
Man
ufac
ture
r Exp
ecte
d Pr
oduc
tion
Rel
ease
Man
ufac
ture
r Sal
es
Man
ufac
ture
r Pro
duct
ion
Plan
ning
Pol
icy
Com
pone
nt P
urch
ase
Ord
erM
anuf
actu
rer P
rodu
ctio
n St
atus
Man
ufac
ture
r Com
pone
nt S
uppl
y St
atus
Com
pone
nt D
eliv
ery
Ord
erPr
oduc
t Shi
ppin
g O
rder
Man
ufac
ture
r Sch
edul
ing
Proc
edur
e
Man
ufac
ture
r Pro
duct
ion
Sche
dule
r
Plan
ning
and
Sch
edul
ing
Proc
edur
es
Man
factu
rer P
rodu
ctio
n Pl
anne
r and
Sch
edul
er
Man
ufac
ture
r Pla
nnin
g Pr
oced
ure
Man
ufac
ture
r Pro
duct
ion
Plan
ner
Figu
re 3
.9: D
ecom
posi
tion
(leve
l 2) o
f man
ufac
ture
r pla
nnin
g an
d sc
hedu
ling
func
tion
(A2)
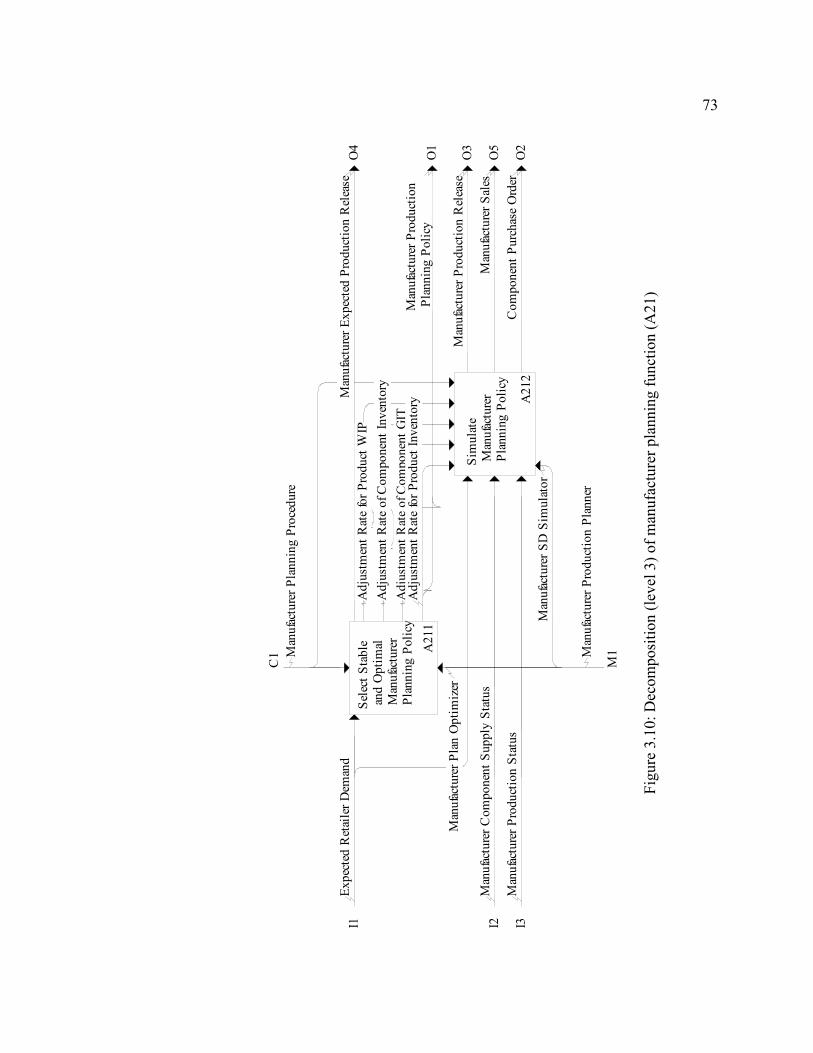
73
I2 I3O
2
O3
O5
O4
O1
M1
C1
I1
Sim
ulat
e M
anuf
actu
rer
Pla
nnin
g Po
licy
A21
2
Sele
ct S
tabl
e a
nd O
ptim
al M
anuf
actu
rer
Pla
nnin
g Po
licy
A21
1
Man
ufac
ture
r Com
pone
nt S
uppl
y St
atus
Man
ufac
ture
r Pro
duct
ion
Stat
usC
ompo
nent
Pur
chas
e O
rder
Man
ufac
ture
r Pro
duct
ion
Rel
ease
Man
ufac
ture
r Sal
es
Expe
cted
Ret
aile
r Dem
and
Adj
ustm
ent R
ate
of C
ompo
nent
GIT
Adj
ustm
ent R
ate
of C
ompo
nent
Inve
ntor
yA
djus
tmen
t Rat
e fo
r Pro
duct
WIP
Adj
ustm
ent R
ate
for P
rodu
ct In
vent
oryM
anuf
actu
rer E
xpec
ted
Prod
uctio
n R
elea
se
Man
ufac
ture
r Pro
duct
ion
Pla
nnin
g Po
licy
Man
ufac
ture
r SD
Sim
ulat
or
Man
ufac
ture
r Pla
nnin
g Pr
oced
ure
Man
ufac
ture
r Pro
duct
ion
Plan
ner
Man
ufac
ture
r Pla
n O
ptim
izer
Figu
re 3
.10:
Dec
ompo
sitio
n (le
vel 3
) of m
anuf
actu
rer p
lann
ing
func
tion
(A21
)
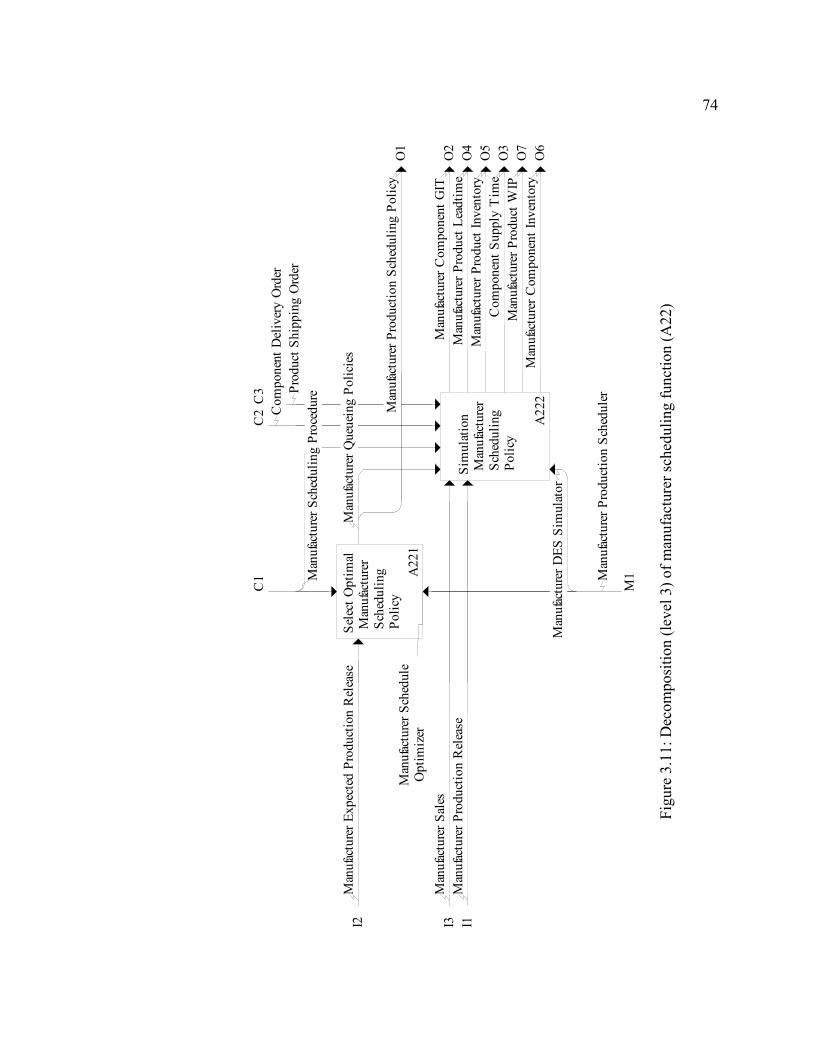
74
I1I3O
2
O3
O4
O5
O6
O7
I2
O1
C2
C3
M1
C1
Sim
ulat
ion
Man
ufac
ture
r S
ched
ulin
g P
olic
y
A22
2
Sele
ct O
ptim
al M
anuf
actu
rer
Sch
edul
ing
Pol
icy
A22
1
Man
ufac
ture
r Pro
duct
ion
Rel
ease
Man
ufac
ture
r Sal
esM
anuf
actu
rer C
ompo
nent
GIT
Com
pone
nt S
uppl
y T
ime
Man
ufac
ture
r Pro
duct
Lea
dtim
eM
anuf
actu
rer P
rodu
ct In
vent
ory
Man
ufac
ture
r Com
pone
nt In
vent
ory
Man
ufac
ture
r Pro
duct
WIP
Man
ufac
ture
r Exp
ecte
d Pr
oduc
tion
Rel
ease
Man
ufac
ture
r Que
uein
g Po
licie
s
Man
ufac
ture
r Pro
duct
ion
Sche
dulin
g Po
licy
Com
pone
nt D
eliv
ery
Ord
erPr
oduc
t Shi
ppin
g O
rder
Man
ufac
ture
r DES
Sim
ulat
or
Man
ufac
ture
r Sch
edul
ing
Proc
edur
e
Man
ufac
ture
r Pro
duct
ion
Sche
dule
r
Man
ufac
ture
r Sch
edul
e O
ptim
izer
Figu
re 3
.11:
Dec
ompo
sitio
n (le
vel 3
) of m
anuf
actu
rer s
ched
ulin
g fu
nctio
n (A
22)
75
3.4.1.3 Manage Retailer’s Inventory (A3)
The scope of the functions involved in the collaborative management of Retailer’s
inventory by the Manufacturer is described below. The function A3 is decomposed into
the sub-functions (see Figure 3.12) – Select Optimal and Stable VMI Policy (A31) and
Simulate VMI Policies (A32). A31 develops the product distribution plan (output
‘Distribution Planning Policy’). Also, the output expected retailer’s demand is sent to
A2. Guided by the collaborative policies, and based on the expected retailer’s demand
input, A31 determines the optimal and stable product control parameters (adjustment
rates for product GIT and inventory). Guided by the product control parameters, A32
determines the current product shipping quantities (send to A4) based on the retailer’s
demand and the current levels of product inventory and sales at the retailer. It is noted
that function A31 corresponds with the Stage I and II activities, and the function A32
corresponds with the Stage IV activities of the Manufacturer in the proposed architecture.
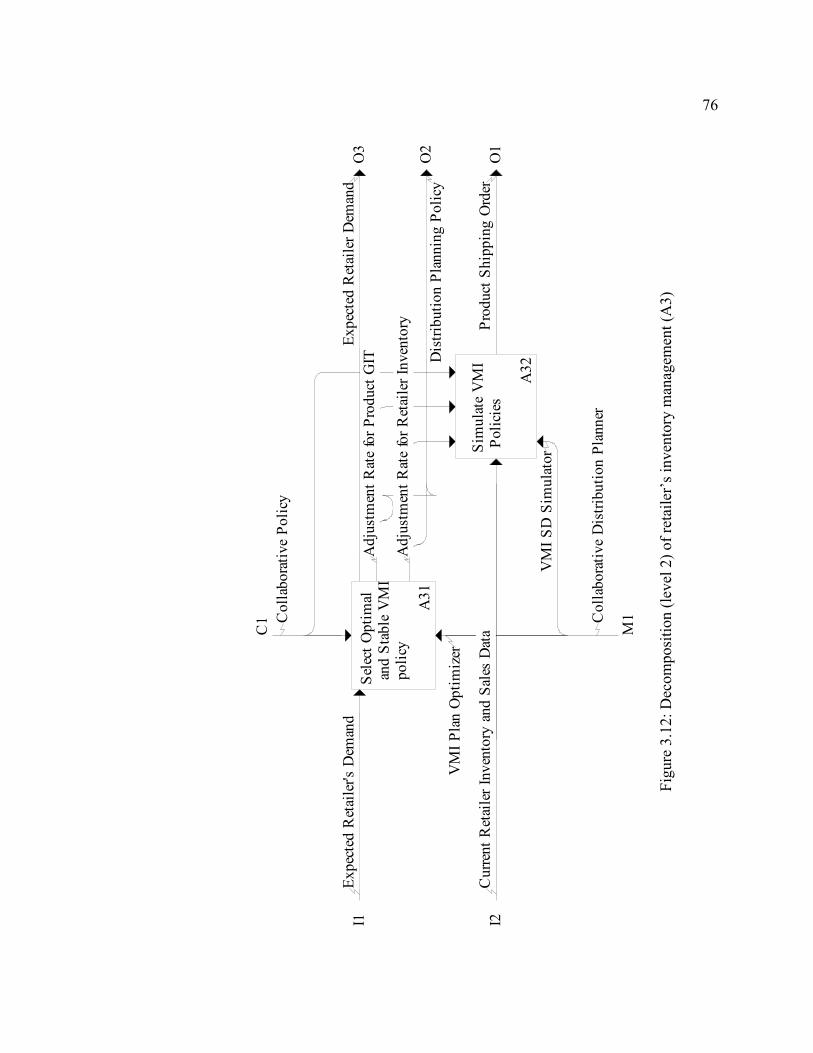
76
I2O
1
O3
I1
O2
M1
C1
Sim
ulat
e V
MI
Pol
icie
s
A32
Sele
ct O
ptim
al a
nd S
tabl
e V
MI
pol
icy
A31
Cur
rent
Ret
aile
r Inv
ento
ry a
nd S
ales
Dat
aPr
oduc
t Shi
ppin
g O
rder
Expe
cted
Ret
aile
r's D
eman
dA
djus
tmen
t Rat
e fo
r Pro
duct
GIT
Adj
ustm
ent R
ate
for R
etai
ler I
nven
tory
Expe
cted
Ret
aile
r Dem
and
Dis
tribu
tion
Plan
ning
Pol
icy
VM
I SD
Sim
ulat
or
Col
labo
rativ
e Po
licy
Col
labo
rativ
e D
istri
butio
n Pl
anne
r
VM
I Pla
n O
ptim
izer
Figu
re 3
.12:
Dec
ompo
sitio
n (le
vel 2
) of r
etai
ler’
s inv
ento
ry m
anag
emen
t (A
3)
77
3.4.1.4 Plan and Schedule Transportation of Goods (A4)
The scope of all the functions involved in the transport activities at the
Transporter is described below. The function A4 is decomposed into the sub-functions
(see Figure 3.13) – Plan Transportation (A41) and Schedule Transportation (A42). A41
develops the product and component transportation plan (output ‘Transportation Planning
Policy’) and A42 develops the product and component transportation schedule (output
‘Transportation Scheduling Policy’). The functions A41 and A42 are described below:
• Plan Transportation (A41): Guided by the transportation procedures, this function
determines the optimal expected product dispatch quantities and component dispatch
quantities, which is sent to A42. The inputs to the function are the expected
component shipping demand and expected product shipping demand, and the current
transportation status (component and product goods-in-shipment and transport lead
times) from A42. This function (A41) is further decomposed (see Figure 3.14) into
Select Stable and Optimal Transportation Planning Policy (A411) and Simulate
Transportation Planning Policies (A412). Based on the expected product and
component demand inputs, A411 determines the optimal and stable product transport
control parameters (adjustment rates for product goods-in-shipment and goods-
awaiting-shipment) and the optimal and stable component transport control
parameters (adjustment rates for product goods-in-shipment and goods-awaiting-
shipment). Guided by the product and component control parameters, A412
determines the current transport quantities based on the shipping demand and the
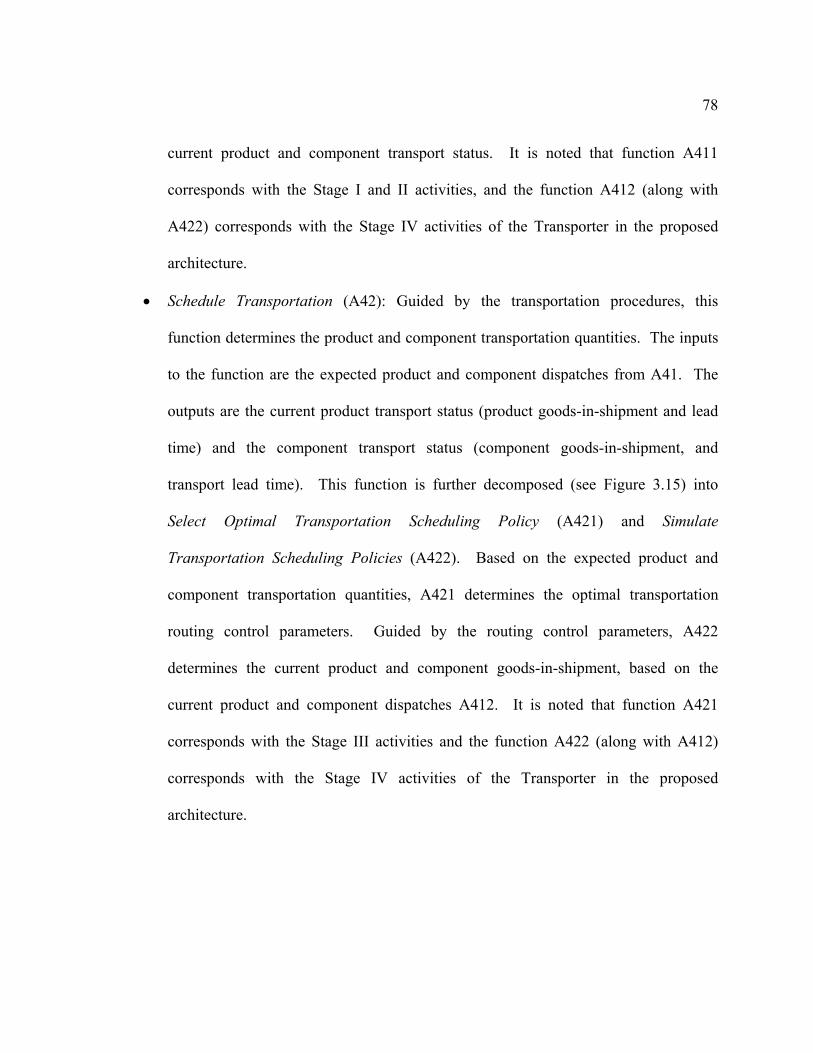
78
current product and component transport status. It is noted that function A411
corresponds with the Stage I and II activities, and the function A412 (along with
A422) corresponds with the Stage IV activities of the Transporter in the proposed
architecture.
• Schedule Transportation (A42): Guided by the transportation procedures, this
function determines the product and component transportation quantities. The inputs
to the function are the expected product and component dispatches from A41. The
outputs are the current product transport status (product goods-in-shipment and lead
time) and the component transport status (component goods-in-shipment, and
transport lead time). This function is further decomposed (see Figure 3.15) into
Select Optimal Transportation Scheduling Policy (A421) and Simulate
Transportation Scheduling Policies (A422). Based on the expected product and
component transportation quantities, A421 determines the optimal transportation
routing control parameters. Guided by the routing control parameters, A422
determines the current product and component goods-in-shipment, based on the
current product and component dispatches A412. It is noted that function A421
corresponds with the Stage III activities and the function A422 (along with A412)
corresponds with the Stage IV activities of the Transporter in the proposed
architecture.
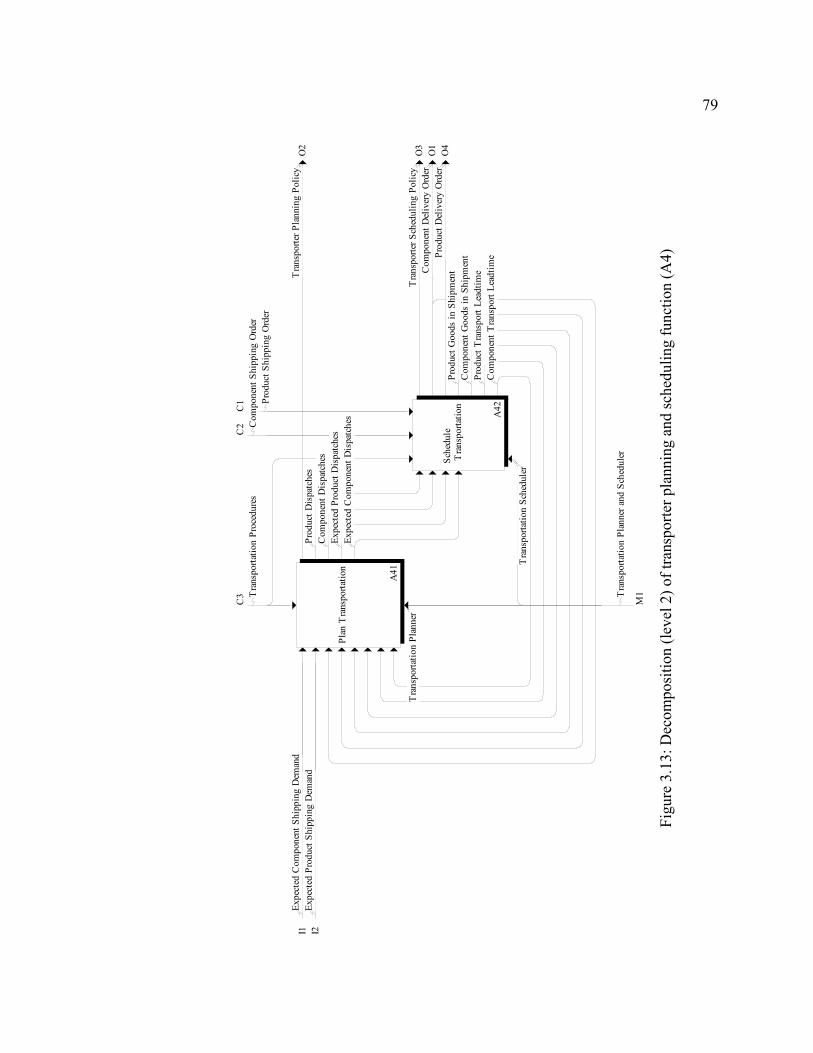
79
O3
O2
I1 I2
C1
C2
M1
C3
O1
O4
Sche
dule
Tra
nspo
rtatio
n
A42
Plan
Tra
nspo
rtatio
n
A41
Com
pone
nt G
oods
in S
hipm
ent
Prod
uct G
oods
in S
hipm
ent
Prod
uct T
rans
port
Lead
time
Com
pone
nt T
rans
port
Lead
time
Com
pone
nt D
eliv
ery
Ord
erPr
oduc
t Del
iver
y O
rder
Tra
nspo
rter S
ched
ulin
g Po
licy
Com
pone
nt D
ispa
tche
sPr
oduc
t Dis
patc
hes
Expe
cted
Com
pone
nt S
hipp
ing
Dem
and
Expe
cted
Pro
duct
Shi
ppin
g D
eman
d
Expe
cted
Com
pone
nt D
ispa
tche
sEx
pect
ed P
rodu
ct D
ispa
tche
s
Tra
nspo
rter P
lann
ing
Polic
y
Prod
uct S
hipp
ing
Ord
erC
ompo
nent
Shi
ppin
g O
rder
Tra
nspo
rtatio
n Sc
hedu
ler
Tra
nspo
rtatio
n Pr
oced
ures
Tra
nspo
rtatio
n Pl
anne
r and
Sch
edul
er
Tra
nspo
rtatio
n Pl
anne
r
Figu
re 3
.13:
Dec
ompo
sitio
n (le
vel 2
) of t
rans
porte
r pla
nnin
g an
d sc
hedu
ling
func
tion
(A4)
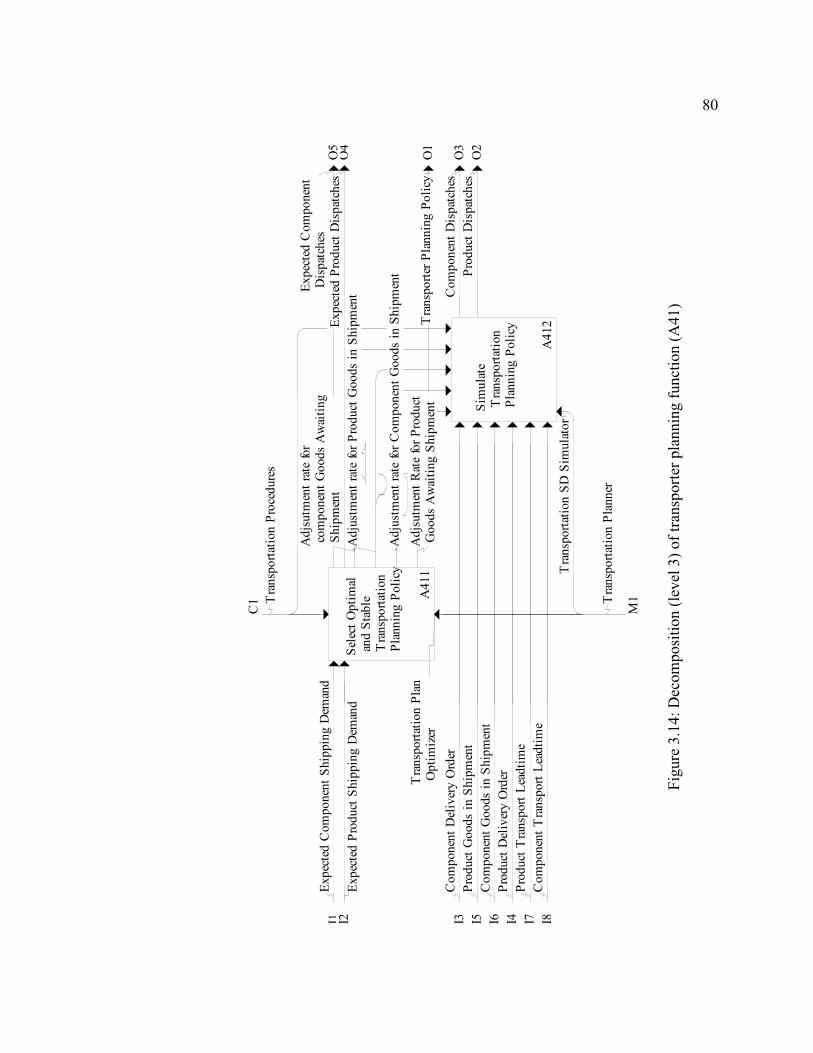
80
I3 I4I5 I6O
2O
3
I7 I8I1 I2O
4O
5
O1
M1
C1
Sim
ulat
e T
rans
porta
tion
Pla
nnin
g Po
licy
A41
2
Sele
ct O
ptim
al a
nd S
tabl
e T
rans
porta
tion
Pla
nnin
g Po
licy
A41
1
Com
pone
nt D
eliv
ery
Ord
er
Prod
uct D
eliv
ery
Ord
er
Prod
uct G
oods
in S
hipm
ent
Com
pone
nt G
oods
in S
hipm
ent
Prod
uct T
rans
port
Lead
time
Com
pone
nt T
rans
port
Lead
time
Prod
uct D
ispa
tche
sC
ompo
nent
Dis
patc
hes
Expe
cted
Com
pone
nt S
hipp
ing
Dem
and
Expe
cted
Pro
duct
Shi
ppin
g D
eman
d
Adj
ustm
ent r
ate
for C
ompo
nent
Goo
ds in
Shi
pmen
t
Adj
ustm
ent r
ate
for P
rodu
ct G
oods
in S
hipm
ent
Adj
sutm
ent r
ate
for
com
pone
nt G
oods
Aw
aitin
g S
hipm
ent
Adj
sutm
ent R
ate
for P
rodu
ct G
oods
Aw
aitin
g Sh
ipm
ent
Expe
cted
Pro
duct
Dis
patc
hes
Expe
cted
Com
pone
nt D
ispa
tche
s
Tra
nspo
rter P
lann
ing
Polic
y
Tra
nspo
rtatio
n SD
Sim
ulat
or
Tra
nspo
rtatio
n Pr
oced
ures
Tra
nspo
rtatio
n Pl
anne
r
Tra
nspo
rtatio
n Pl
an O
ptim
izer
Figu
re 3
.14:
Dec
ompo
sitio
n (le
vel 3
) of t
rans
porte
r pla
nnin
g fu
nctio
n (A
41)
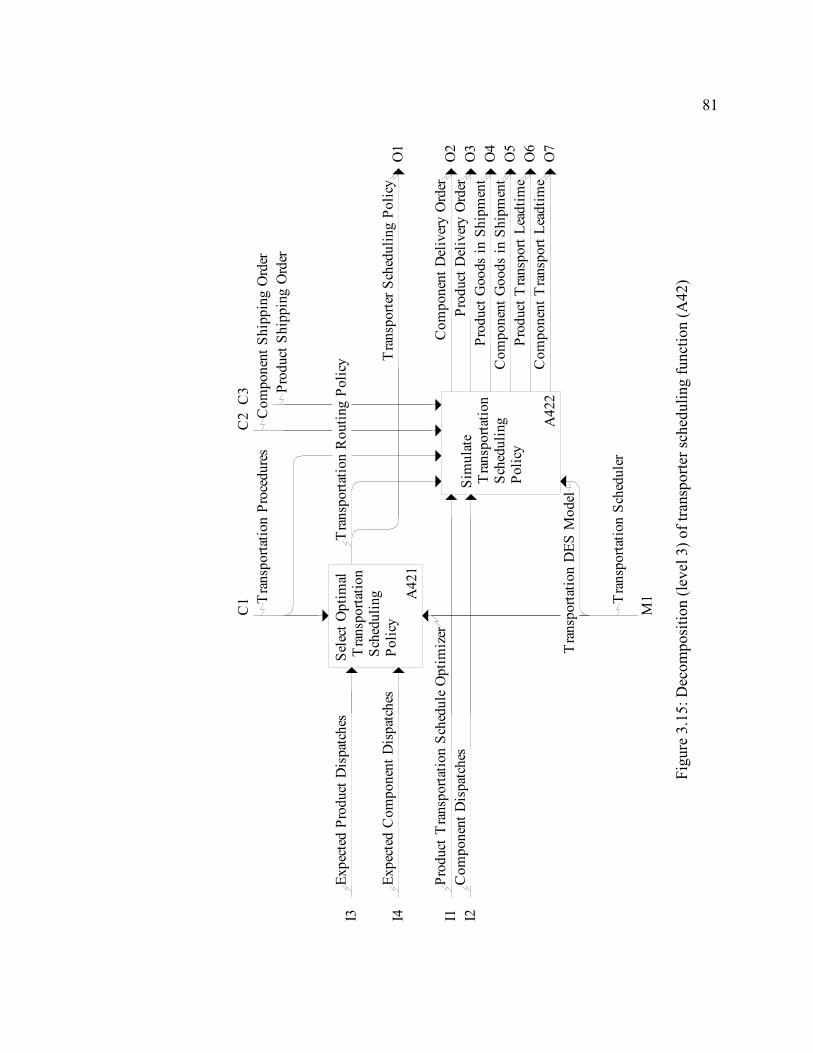
81
I1 I2O
2O
3O
4O
5O
6O
7
I3 I4O
1
C2
C3
M1
C1
Sim
ulat
e T
rans
porta
tion
Sch
edul
ing
Pol
icy
A42
2
Sele
ct O
ptim
al T
rans
porta
tion
Sch
edul
ing
Pol
icy
A42
1
Prod
uct D
ispa
tche
sC
ompo
nent
Dis
patc
hes
Com
pone
nt D
eliv
ery
Ord
erPr
oduc
t Del
iver
y O
rder
Prod
uct G
oods
in S
hipm
ent
Com
pone
nt G
oods
in S
hipm
ent
Prod
uct T
rans
port
Lead
time
Com
pone
nt T
rans
port
Lead
time
Expe
cted
Pro
duct
Dis
patc
hes
Expe
cted
Com
pone
nt D
ispa
tche
s
Tra
nspo
rtatio
n R
outin
g Po
licy T
rans
porte
r Sch
edul
ing
Polic
y
Com
pone
nt S
hipp
ing
Ord
erPr
oduc
t Shi
ppin
g O
rder
Tra
nspo
rtatio
n D
ES M
odel
Tra
nspo
rtatio
n Pr
oced
ures
Tra
nspo
rtatio
n Sc
hedu
ler
Tra
nspo
rtatio
n Sc
hedu
le O
ptim
izer
Figu
re 3
.15:
Dec
ompo
sitio
n (le
vel 3
) of t
rans
porte
r sch
edul
ing
func
tion
(A42
)
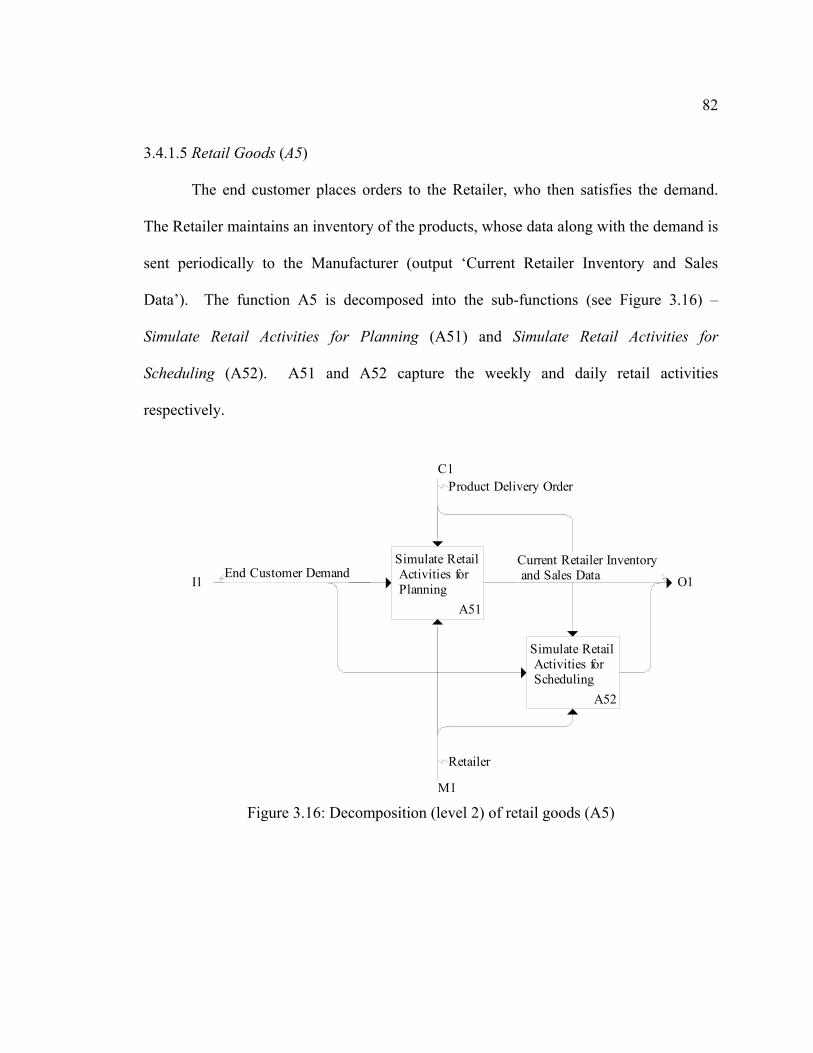
82
3.4.1.5 Retail Goods (A5)
The end customer places orders to the Retailer, who then satisfies the demand.
The Retailer maintains an inventory of the products, whose data along with the demand is
sent periodically to the Manufacturer (output ‘Current Retailer Inventory and Sales
Data’). The function A5 is decomposed into the sub-functions (see Figure 3.16) –
Simulate Retail Activities for Planning (A51) and Simulate Retail Activities for
Scheduling (A52). A51 and A52 capture the weekly and daily retail activities
respectively.
O1
C1
M1
I1
Simulate Retail Activities for Scheduling
A52
Simulate Retail Activities for Planning
A51
End Customer DemandCurrent Retailer Inventory and Sales Data
Product Delivery Order
Retailer
Figure 3.16: Decomposition (level 2) of retail goods (A5)
83
3.4.2 Process Modeling using IDEF3
As shown in the previous section, the IDEF∅ presents a static model of the
system; hence there is no guarantee that the functions will follow the sequence outlined in
the diagrams. IDEF3 helps capture the precedence and causality relation between the
various processes in the system. A process (called as Unit of Behavior) is shown as a
rectangular box with three compartments. The process represents different types of
behavior such as operations, decisions, function or events that occur in the system. The
processes are linked together to form a process path. The timing and sequencing
characteristics of the process paths are defined using logical connectors such as XOR (X),
AND (&) and OR (O). The IDEF3 processes are mapped with the IDEF∅ functions
using the function ID. All the process contains the ID of the function it is associated with
in its right bottom compartment. The left bottom compartment contains the process ID
unique to the described scenario.
The sequence of interactions among the processes involved in the Stage I, II and
III activities of the Supplier functions A111 and A121 is illustrated in Figure 3.17. The
processes ‘Determine Stable Planning Policy’, ‘Determine Optimal Planning Policy’,
‘Calculate Expected Production Release’ and ‘Update Adjustment Rates for WIP and
Inventory’ are associated with the IDEFØ function Select Stable and Optimal
Manufacturer Planning Policy (A111). The processes ‘Determine Optimal Scheduling
Policy’ and ‘Update Queues Control Policies’ are associated with the IDEFØ function
Select Optimal Manufacturer Scheduling Policy (A121). The process begins with the
determination of the stability conditions for the various control parameters that are then
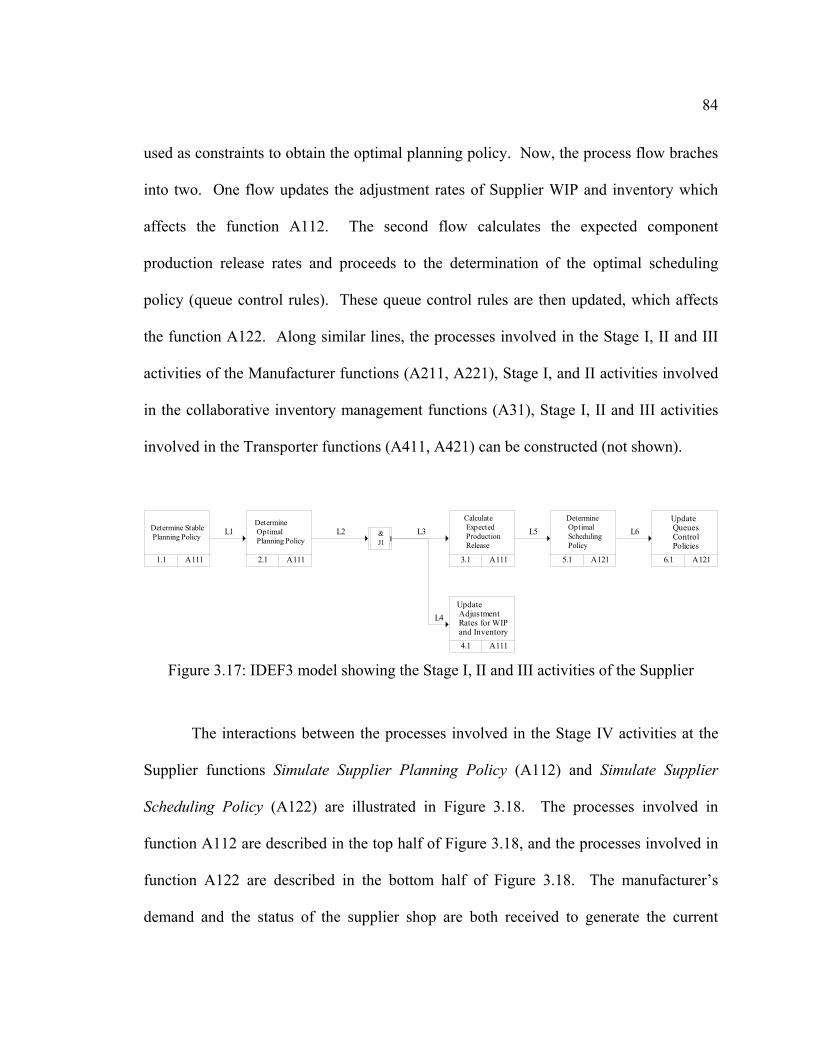
84
used as constraints to obtain the optimal planning policy. Now, the process flow braches
into two. One flow updates the adjustment rates of Supplier WIP and inventory which
affects the function A112. The second flow calculates the expected component
production release rates and proceeds to the determination of the optimal scheduling
policy (queue control rules). These queue control rules are then updated, which affects
the function A122. Along similar lines, the processes involved in the Stage I, II and III
activities of the Manufacturer functions (A211, A221), Stage I, and II activities involved
in the collaborative inventory management functions (A31), Stage I, II and III activities
involved in the Transporter functions (A411, A421) can be constructed (not shown).
Update Queues Control Policies
6.1 A121
Determine Optimal Scheduling Policy
5.1 A121
Update Adjustment Rates for WIP and Inventory4.1 A111
Calculate Expected Production Release
3.1 A111
&J1
Determine Optimal Planning Policy
2.1 A111
Determine Stable Planning Policy
1.1 A111
L6L5
L4
L3L2L1
Figure 3.17: IDEF3 model showing the Stage I, II and III activities of the Supplier
The interactions between the processes involved in the Stage IV activities at the
Supplier functions Simulate Supplier Planning Policy (A112) and Simulate Supplier
Scheduling Policy (A122) are illustrated in Figure 3.18. The processes involved in
function A112 are described in the top half of Figure 3.18, and the processes involved in
function A122 are described in the bottom half of Figure 3.18. The manufacturer’s
demand and the status of the supplier shop are both received to generate the current
85
component production release order and the component shipping order. The object
‘Adjustment Rates for Supplier WIP and Inventory’ is referred to in the process of
component production release order generation. It is noted that this object is updated by
the ‘Update Adjustment Rates for WIP and Inventory’ process (see Figure 3.17). An
object is represented as a two-compartment box, without any process ID, and association
to any particular process shown by solid line links. The component shipping order is sent
to the function A42. The component production release order is sent to the Supplier shop.
Once the order is received by the shop, the corresponding entities are release to the shop.
The production process is continued, governed by the object ‘Supplier’s Queues Control
Policies’. At the end of the sampling interval, the current values of WIP, inventory and
lead time are obtained and sent to the function A112.
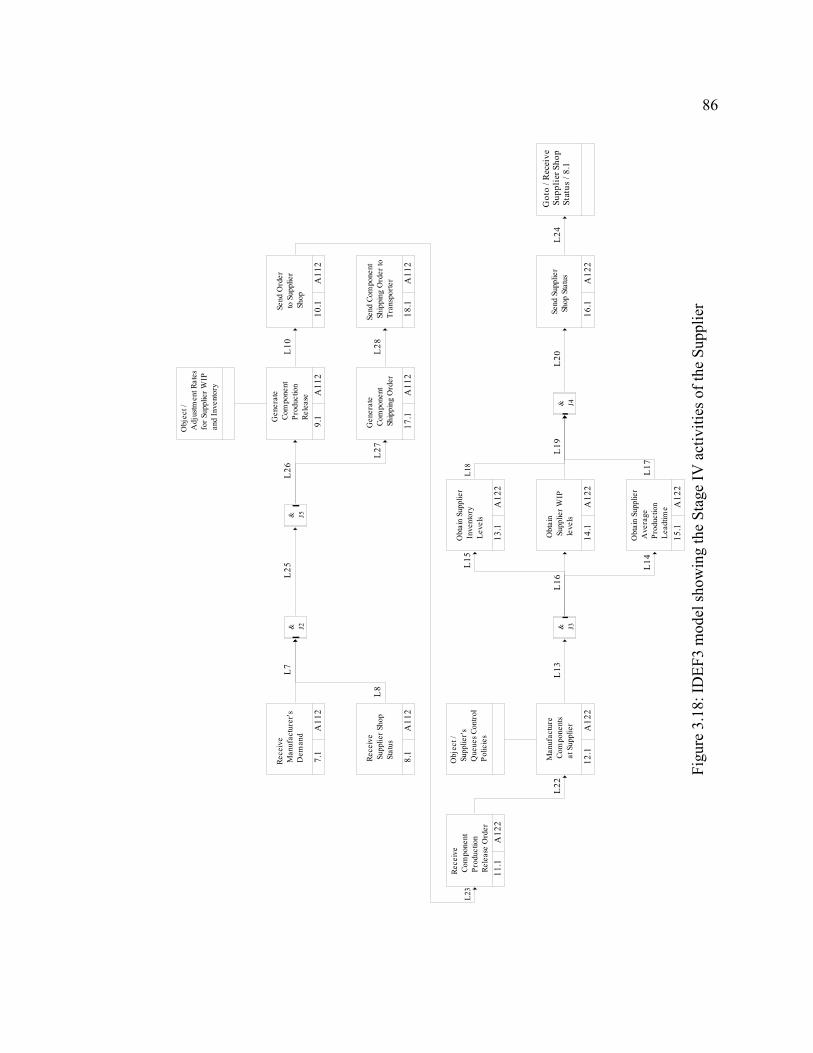
86
Got
o / R
ecei
ve S
uppl
ier S
hop
Sta
tus
/ 8.1
Send
Sup
plie
r S
hop
Stat
us
16.1
A12
2
& J4
Obt
ain
Sup
plie
r WIP
leve
ls
14.1
A12
2
Obt
ain
Supp
lier
Inve
ntor
y L
evel
s
13.1
A12
2
Obt
ain
Supp
lier
Ave
rage
Pro
duct
ion
Lea
dtim
e15
.1A
122
& J3
Man
ufac
ture
Com
pone
nts
at S
uppl
ier
12.1
A12
2
Rece
ive
Com
pone
nt P
rodu
ctio
n R
elea
se O
rder
11.1
A12
2
Send
Ord
er to
Sup
plie
r S
hop
10.1
A11
2
Send
Com
pone
nt S
hipp
ing
Ord
er to
Tra
nspo
rter
18.1
A11
2
Gen
erat
e C
ompo
nent
Shi
ppin
g O
rder
17.1
A11
2
Gen
erat
e C
ompo
nent
Pro
duct
ion
Rel
ease
9.1
A11
2
& J5& J2
Rece
ive
Man
ufac
ture
r's D
eman
d
7.1
A11
2
Rece
ive
Sup
plie
r Sho
p S
tatu
s
8.1
A11
2
L8
L17
L18
L24
L20
L19
L16
L15
L14
L13
L22
L23
L10
L28
L27
L26
L25
L7
Obj
ect /
Sup
plie
r's Q
ueue
s Con
trol
Pol
icie
s
Obj
ect /
Adj
ustm
ent R
ates
for S
uppl
ier W
IP a
nd In
vent
ory
Figu
re 3
.18:
IDEF
3 m
odel
show
ing
the
Stag
e IV
act
iviti
es o
f the
Sup
plie
r
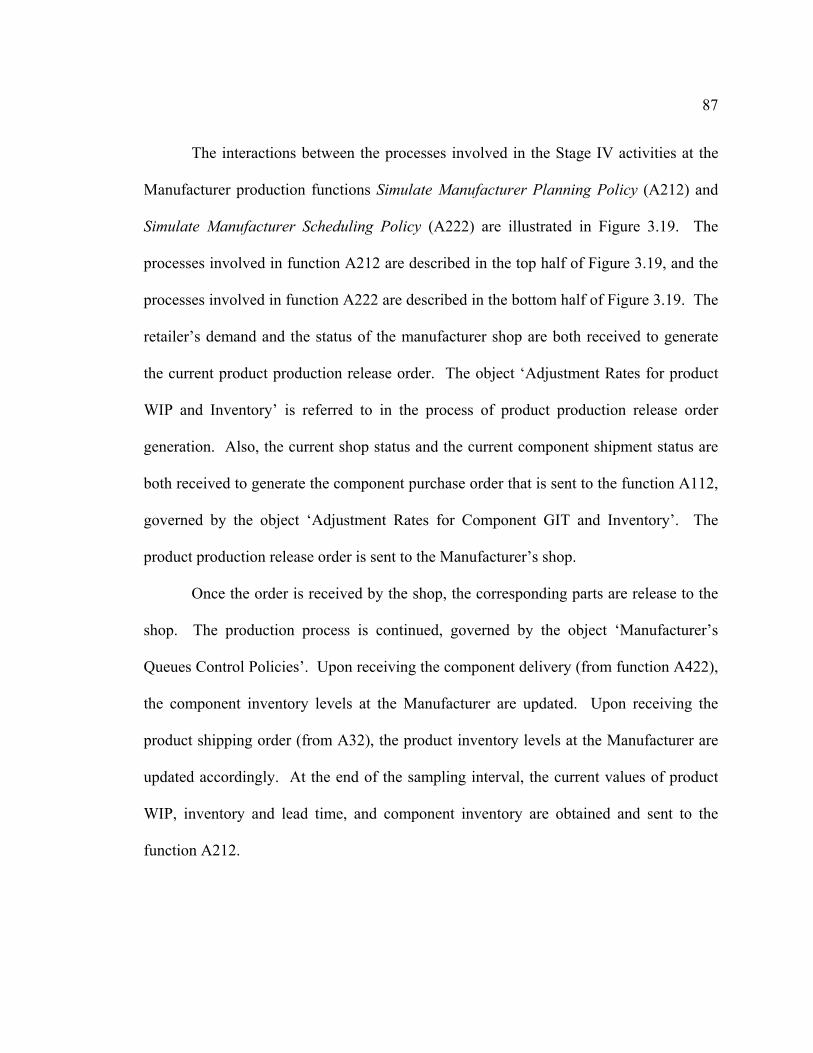
87
The interactions between the processes involved in the Stage IV activities at the
Manufacturer production functions Simulate Manufacturer Planning Policy (A212) and
Simulate Manufacturer Scheduling Policy (A222) are illustrated in Figure 3.19. The
processes involved in function A212 are described in the top half of Figure 3.19, and the
processes involved in function A222 are described in the bottom half of Figure 3.19. The
retailer’s demand and the status of the manufacturer shop are both received to generate
the current product production release order. The object ‘Adjustment Rates for product
WIP and Inventory’ is referred to in the process of product production release order
generation. Also, the current shop status and the current component shipment status are
both received to generate the component purchase order that is sent to the function A112,
governed by the object ‘Adjustment Rates for Component GIT and Inventory’. The
product production release order is sent to the Manufacturer’s shop.
Once the order is received by the shop, the corresponding parts are release to the
shop. The production process is continued, governed by the object ‘Manufacturer’s
Queues Control Policies’. Upon receiving the component delivery (from function A422),
the component inventory levels at the Manufacturer are updated. Upon receiving the
product shipping order (from A32), the product inventory levels at the Manufacturer are
updated accordingly. At the end of the sampling interval, the current values of product
WIP, inventory and lead time, and component inventory are obtained and sent to the
function A212.
88
Obt
ain
Com
pone
nt In
vent
ory
Leve
ls
39.1
A22
2
Upd
ate
Com
pone
nt In
vent
ory
Lev
els
43.1
A22
2
Send
Com
pone
nt P
urch
ase
Ord
er to
Sup
plie
r
33.1
A21
2
Gen
erat
e C
ompo
nent
Pur
chas
e O
rder
32.1
A21
2
Rec
eive
Com
pone
nt S
hipm
ent
Sta
tus
29.1
A21
2
& J15
Obt
ain
Prod
uct
Inve
ntor
y L
evel
s
36.1
A22
2
Upd
ate
Prod
uct
Inve
ntor
y L
evel
s
40.1
A22
2
Got
o / R
ecei
ve M
anuf
actu
rer S
hop
Sta
tus
/ 28.
1
Send
Man
ufac
ture
r S
hop
Stat
us
41.1
A22
2
& J12
Obt
ain
Pro
duct
WIP
leve
ls
37.1
A22
2
Obt
ain
Pro
duct
Ave
rage
Lea
dtim
e
38.1
A22
2
& J10
& J11
Man
ufac
ture
Pro
duct
at
Man
ufac
ture
r
35.1
A22
2
Rec
ieve
Pro
duct
Pro
duct
ion
Rel
ease
Ord
er
34.1
A22
2
Send
Ord
er to M
anuf
actu
rer
Sho
p
31.1
A21
2
Gen
erat
e P
rodu
ct P
rodu
ctio
n R
elea
se
30.1
A21
2
& J9
Rec
eive
Exp
ecte
d R
etai
ler
Dem
and
27.1
A21
2
Rec
eive
Man
ufac
ture
r S
hop
Stat
us
28.1
A21
2
Rec
eive
Pro
duct
Shi
ppin
g O
rder
26.1
A22
2
Rec
eive
Com
pone
nt D
eliv
ery
Ord
er
42.1
A22
2
L61
L68
L65
L46
L43
L42
L74
L73
L72
L59
L48
L47
L62
L64
L60
L58
L71
L70
L69
L51
L44
L75
L41
L40
L38
Obj
ect /
Adj
ustm
ent R
ates
for C
ompo
nent
GIT
and
Inve
ntor
y
Obj
ect /
Man
ufac
ture
r's Q
ueue
s C
ontro
l P
olic
ies
Obj
ect /
Adj
ustm
ent R
ates
for P
rodu
ct W
IP a
nd In
vent
ory
Figu
re 3
.19:
IDEF
3 m
odel
show
ing
the
Stag
e IV
act
iviti
es o
f the
man
ufac
ture
r pro
duct
ion
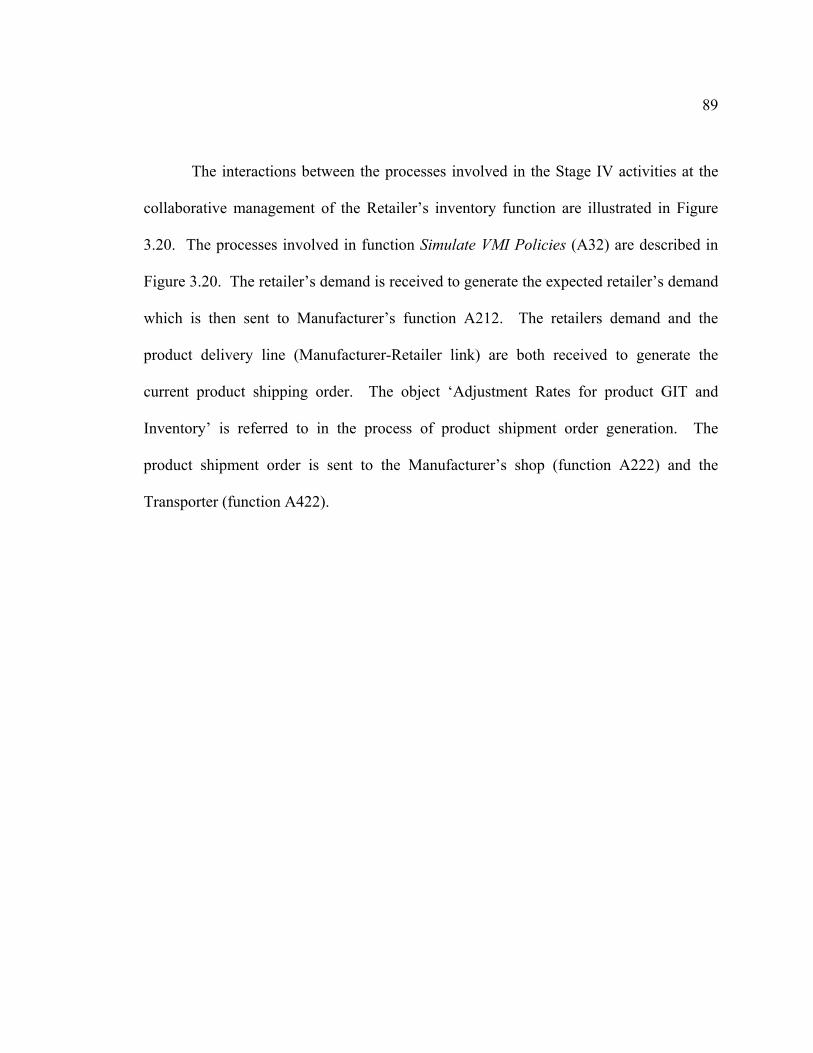
89
The interactions between the processes involved in the Stage IV activities at the
collaborative management of the Retailer’s inventory function are illustrated in Figure
3.20. The processes involved in function Simulate VMI Policies (A32) are described in
Figure 3.20. The retailer’s demand is received to generate the expected retailer’s demand
which is then sent to Manufacturer’s function A212. The retailers demand and the
product delivery line (Manufacturer-Retailer link) are both received to generate the
current product shipping order. The object ‘Adjustment Rates for product GIT and
Inventory’ is referred to in the process of product shipment order generation. The
product shipment order is sent to the Manufacturer’s shop (function A222) and the
Transporter (function A422).
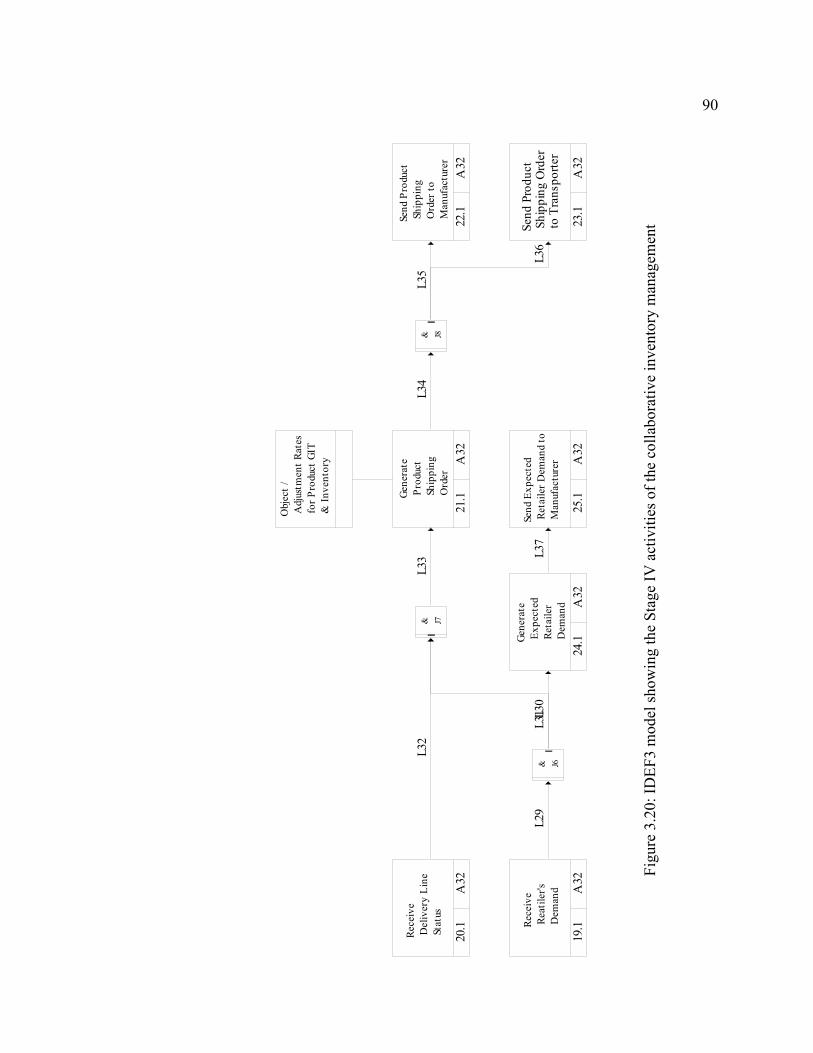
90
Send
Pro
duct
Shi
ppin
g O
rder
to T
rans
porte
r
23.1
A32
Send
Pro
duct
Shi
ppin
g O
rder
to M
anuf
actu
rer
22.1
A32
& J8
Gene
rate
Pro
duct
Shi
ppin
g O
rder
21.1
A32
Send
Exp
ecte
d R
etai
ler D
eman
d to
Man
ufac
ture
r
25.1
A32
Gene
rate
Exp
ecte
d R
etai
ler
Dem
and
24.1
A32
& J7
& J6
Rece
ive
Rea
tiler
's D
eman
d
19.1
A32
Rece
ive
Del
iver
y Li
ne S
tatu
s
20.1
A32
L32
L36
L35
L34
L33 L3
7L3
0L3
1L2
9
Obj
ect /
Adj
ustm
ent R
ates
for P
rodu
ct G
IT &
Inve
ntor
y
Figu
re 3
.20:
IDEF
3 m
odel
show
ing
the
Stag
e IV
act
iviti
es o
f the
col
labo
rativ
e in
vent
ory
man
agem
ent
91
3.5 Supply Chain Scenario: Policies and Assumptions
An overview of the three-echelon supply chain had been described in Section 3.1.
It is noted that the proposed architecture and methodology (refer Section 3.2) and the
underlying equations (Chapter 4) are applicable to a general supply chain with S
Suppliers, R Retailers, with N products flowing through the chain. Now, for the purpose
of experimentation the following structure of the supply chain is assumed:
• Supply chain consists of a Manufacturer, two Suppliers and three Retailers.
• Two products (Product 1 and Product 2) are produced by the Manufacturer.
• Demand exists for both products at all three Retailers.
• The bill-of-materials of both the products is composed of two components
(Component A and Component B).
• Component A is obtained from Supplier A and Component B is obtained from
Supplier B (the Suppliers manufacture the components).
• Infinite supply of raw materials for component production is assumed to be available
with the Suppliers.
• Transportation network transfer the components from the Suppliers to the
Manufacturer, and the products from the Manufacturer to the Retailers.
The assumptions and policies, adhered to in building the supply chain models for
use in various stages of the proposed methodology (refer Sections 3.2-3.4), are presented
in the following sub-sections.
92
3.5.1 Inventory Management Policies
The subsequent policies describe the inventory management procedures of the
supply chain players.
• The capacity for storage available at the Retailers, Manufacturer and the Suppliers are
assumed to be infinite.
• At the Retailers, the sales orders not fulfilled immediately are assumed to be lost,
which is a reasonable assumption at the retailer-level echelon where the sales is
delivery sensitive.
• At the Manufacturer and Suppliers, a backlog is maintained for unfulfilled orders.
• As part of the collaborative inventory management configuration, the Manufacturer
uses a min-max inventory policy to determine the quantity of the goods to be
dispatched to the Retailers. When the current level of inventory at Retailer falls
below the min level, the Manufacturer dispatches enough products to increase the
Retailer’s inventory to the max level (This constitutes the Vendor Managed Inventory
strategy).
• At the Supplier, the sales orders are received from the Manufacturer. If there is
sufficient inventory to cover the order then the required goods are immediately
dispatched. If there is not sufficient inventory, to cover the order, the quantity
available is dispatched and the rest of the order is backlogged.
93
3.5.2 Supply Chain Delay Assumptions
The various operations within the supply chain can be represented as finite delays
times. The assumptions that describe the delays that are part of the supply chain are
presented here.
• The accounting and purchasing delays, that is, the difference in the time of sales and
the time that sale is reflected in the current inventory levels is zero for all players.
• The mail delay, that is, the difference in the time an order is issued by the buyer and
the time the same order is received by the seller is zero between all the players.
• The information transmission delay, that is, the time taken to transmit any
information (other than orders) from one player to another is zero for all players.
• The production and transportation delays are represented as aggregated random
variables or modeled in detail depending upon the fidelity of the model.
3.5.3 Manufacturer’s Shop Floor
In the detailed DES models, the shop floor operations of the Manufacturer are
represented individually. The details of the shop layout and product flow information are
presented as follows (Figure 3.21):
• The Manufacturer’s shop is operated for three shifts per day of eight hour duration
each.
• Component A and Component B are the raw materials that are processed to produce
the final products, Product 1 and 2. One unit of final products, comprise of one unit
each of Components A and B.
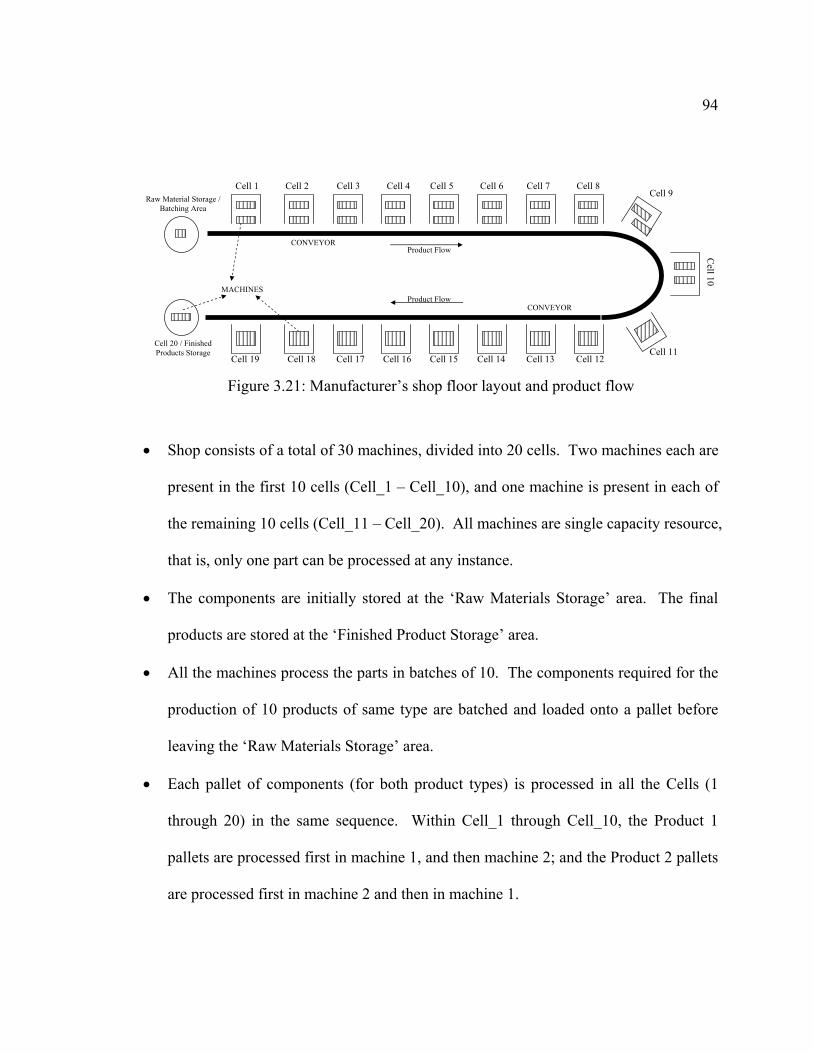
94
Cell 1 Cell 2 Cell 3 Cell 4 Cell 5 Cell 6 Cell 7 Cell 8
Cell 19 Cell 18 Cell 17 Cell 16 Cell 15 Cell 14 Cell 13 Cell 12
Cell 9
Cell 10
Cell 11
Raw Material Storage / Batching Area
Cell 20 / Finished Products Storage
CONVEYOR
CONVEYOR
MACHINES
Product Flow
Product Flow
Figure 3.21: Manufacturer’s shop floor layout and product flow
• Shop consists of a total of 30 machines, divided into 20 cells. Two machines each are
present in the first 10 cells (Cell_1 – Cell_10), and one machine is present in each of
the remaining 10 cells (Cell_11 – Cell_20). All machines are single capacity resource,
that is, only one part can be processed at any instance.
• The components are initially stored at the ‘Raw Materials Storage’ area. The final
products are stored at the ‘Finished Product Storage’ area.
• All the machines process the parts in batches of 10. The components required for the
production of 10 products of same type are batched and loaded onto a pallet before
leaving the ‘Raw Materials Storage’ area.
• Each pallet of components (for both product types) is processed in all the Cells (1
through 20) in the same sequence. Within Cell_1 through Cell_10, the Product 1
pallets are processed first in machine 1, and then machine 2; and the Product 2 pallets
are processed first in machine 2 and then in machine 1.
95
• The movement of the pallet of parts from the ‘Raw Materials Storage’ to Cell_1
through Cell_20 to the ‘Finished Product Storage’ is enabled using an accumulating
type conveyor. The conveyor travels at a speed of 5 ft per minute. The distances
between each cell are assumed to be 300 ft.
• The pallets are unloaded from the conveyor for operations in the cell, and then loaded
on to the conveyor once the operations are completed. An unloaded time of 15
minutes is assumed at each cell.
• The processing times, in hours, for each machine are defined as Triangular
distribution (14 machines), Normal distribution (13 machines) or Uniform
Distribution (3 machines). The means of the triangular and normal distributions have
been generated from UNIF[1.12, 1.76] using MinitabTM. The detailed information on
the selection of the processing times is presented in Appendix A, along with the table
of the processing time for all machines (see Table A.1).
• Infinite buffer capacity is assumed within each cell.
3.5.4 Suppliers’ Shop Floor
The Suppliers’ shop is constructed similar to the Manufacturer’s shop (see
Section 3.5.3)
• The Suppliers’ shop is operated for three shifts per day of eight hour duration each.
• Infinite supply of raw materials for production is assumed available with the
Suppliers.
• Supplier 1:
96
o Component A is the finished product,
o Supplier 1’s shop consists of a total of 20 machines, divided into 10 cells. Two
machines of unit capacity each are present in every cell.
o All machines process parts in batches of 10, with the product flowing from the
raw material storage, to cells 1 through 10, to the finished component storage.
o The inter-cell part routings are performed using a conveyor system similar to the
Manufacturer’s Shop.
o The processing times, in hours per batch, for each machine are defined as
Triangular distribution (10 machines), or Normal distribution (10 machines). The
means of the triangular and normal distributions have been generated from
UNIF[1.12, 1.76] using MinitabTM. The list of the processing time for all
machines is shown in Appendix A (see Table A.2).
• Supplier 2:
o Component B is the finished product,
o Supplier 2’s shop consists of a total of 30 machines, divided into 20 cells.
o The shop floor layout and part flow in Suppliers 2’s show is assumed to be
exactly the same as the Manufacturer, and hence not elaborated.
o The processing times, in hours, for each machine are defined as Triangular
distribution (10 machines), or Normal distribution (10 machines). The means of
the triangular and normal distributions have been generated from UNIF[1.12,
1.76] using MinitabTM. The list of the processing time for all machines is shown
in Appendix A (see Table A.3).
97
3.5.5 Transportation Network
In the detailed model of the transportation network, the individual transportation
activities are modeled in a distinct manner. The transportation network is characterized
as follows:
• A single transportation network is responsible for moving the components from the
Suppliers to the Manufacturer, and the products from the Manufacturer to the
Retailers.
• The mode of transport available is trucks. The maximum capacity of each truck is 10
units of components or 10 units of products.
• A truck makes a trip to the destination to deliver any quantity between 1 and 10.
• The velocity of trucks is modeled as Triangular (50, 55, 60). The units of parameters
are kilometers per hour.
• The distance between the Suppliers and the Manufacturer is 2500 km. The distance
between the Manufacturer and Retailers is 2500 km.
• Transporter operates a fleet of 25 trucks.
98
CHAPTER 4
MODELING THE SUPPLY CHAIN USING AGGREGATED MODELS
In this chapter, the aggregate-level system dynamic models used in the planning
stage (Stages I and II, see Figure 3.2) of the different members of the supply chain are
described. The background on the underlying logic behind the models, along with the
specific contributions of this research towards model development, is presented. The
generic models developed capture the mixing and variability in the production process,
capacitated resource allocation, and provides for spatial and lateral dimension of the
supply chain. Next, the models of individual members of the supply chain are defined
conceptually using modified causal loop diagrams (CLD), and then translated into
differential equation models.
4.1 Nomenclature Used
Index
t Index of time period {1…T} i Index of product {1…N} j Index of component{1…M} s Index of Supplier {1...S} r Index of Retailer {1…R}
Terms Description Measure
Manufacturer Production Ordering Terms Miα Fractional adjustment rate of WIP 1/time Miβ Fractional adjustment rate of inventory 1/time Miρ Exponential smoothing constant MiSALES SALES rate units/week
99
Terms Description Measure MiFD Forecasted Demand units/week MiOBKLG Order BacKLoG of sales units MiOFUL Order FULfillment rate units/week M
iDSHIP Desired SHIPment rate units/week M
iMXSHIP MaX SHIPment rate units/week M
iSHIP SHIPment rate units/week M
iINV INVentory units M
iDINV Desired INVentory units M
iAINV Adjustment rate for INVentory units/week M
iWIP Work-In-Process units M
iDWIP Desired WIP units M
iAWIP Adjustment rate for WIP units/week MiDPREL Desired Production RELease rate units/week MiPREL Production RELease rate units/week MiPRATE Production RATE units/week MiDPRATE Desired Production RATE units/week MiCAPUTIL CAPacity UTILization MTCAP Total CAPacity available units/week MiL Leadtime for production weeks MQ Total number of stages of production M
iqXWIP Work-in-Progress at production stage q units MiqXDPRATE Desired Production RATE at production stage q units/week MiqXPRATE Production RATE at production stage q units/week MiqXCAPUTIL CAPacity UTILization at production stage q M
qXTCAP Total CAPacity available at production stage q units/week
Manufacturer Component Ordering Terms
MiFPREL Feasible Production RELease rate units/week Mjγ Fractional adjustment rate of supply GIT 1/time Mjη Fractional adjustment rate of component j inventory 1/time MijUNITUSG USaGe of component j per UNIT i
100
Terms Description Measure MjDUSG Desired USaGe units/week MjMUSG Max USaGe units/week MjUSGPC USaGe PerCent MjUSG USaGe rate units/week MjCINV Component INVentory units MjDCINV Desired Component INVentory units MjACINV Adjustment rate for Component INVentory units/week MjCGIT Component supply Goods-In-Transit units MjDCGIT Desired Component GIT units MjACGIT Adjustment rate for Component GIT units/week MjDCORD Desired Component purchase ORDer rate units/week MjCORD Component purchase ORDer rate units/week MjCDRATE Component Delivery RATE units/week MjCL Component supply Leadtime weeks
Collaborative Inventory Management (VMI) Terms
MirCONSR CONsumption at Retailer r units/week Mirψ Fractional adjustment rate of Retailer GIT for Retailer r 1/time Mirϕ Fractional adjustment rate of inventory for Retailer r 1/time MirFDR Forecasted Demand for Retailer r units/week Mirρ Exponential smoothing constant for Retailer r MirINVR INVentory at Retailer r units MirAINVR Adjustment rate for INVentory for Retailer r units/week MirGITR Goods-In-Transit for Retailer r units MirAGITR Adjustment rate for GIT for Retailer r units/week MirMIN MIN level or Reorder point for Retailer r units MirMAX MAX level or Order-up-to point for Retailer r units Mirτ Time to change the min-max levels weeks MirDDISR Desired DISpatch order rate for Retailer r units/week MirDISR DISpatch order rate for Retailer r units/week
101
Terms Description Measure MirDRATER Product Delivery RATE for Retailer r units/week MirLR product delivery Leadtime for Retailer r weeks
Retailer Terms
RiRINV INVentory at Retailer r units RiRSALES end customer Retailer SALES rate at Retailer r units/week RiRDRATE Product Delivery RATE for Retailer r units/week
Supplier Terms
Sjα Fractional adjustment rate of WIP 1/time Sjβ Fractional adjustment rate of inventory 1/time Sjρ Exponential smoothing constant SjSSALES SALES rate units/week SjSFD Forecasted Demand units/week SjSOBKLG Order BacKLoG units SjSOFUL Order FULfillment rate units/week
SjSDSHIP Desired SHIPment rate units/week SjSMXSHIP MaX SHIPment rate units/week SjSSHIP SHIPment rate units/week SjSINV INVentory units SjSDINV Desired INVentory units SjSAINV Adjustment rate for INVentory units/week SjSWIP Work-In-Process units SjSDWIP Desired WIP units SjSAWIP Adjustment rate for WIP units/week SjSDPREL Desired Production RELease rate units/week
SjtSPREL Production RELease rate units/week SjSPRATE Production RATE units/week SjSDPRATE Desired Production RATE units/week SjSCAPUTIL CAPacity UTILization
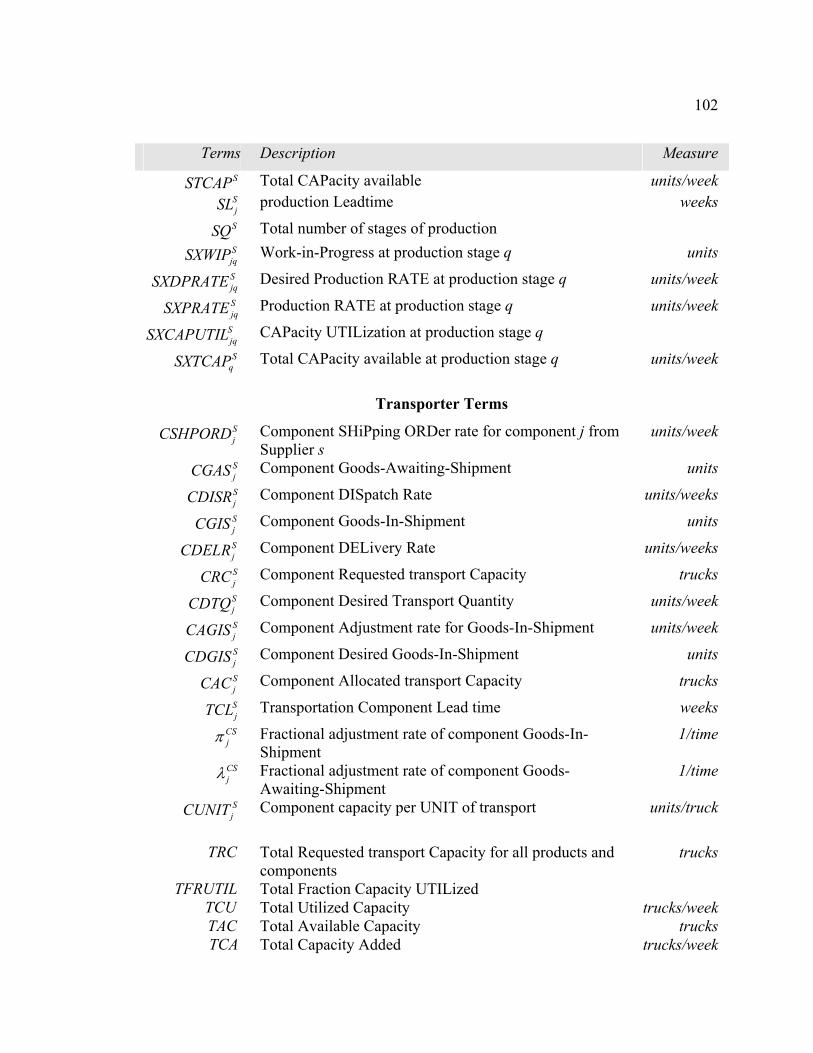
102
Terms Description Measure SSTCAP Total CAPacity available units/week SjSL production Leadtime weeks
SSQ Total number of stages of production SjqSXWIP Work-in-Progress at production stage q units SjqSXDPRATE Desired Production RATE at production stage q units/week SjqSXPRATE Production RATE at production stage q units/week
SjqSXCAPUTIL CAPacity UTILization at production stage q S
qSXTCAP Total CAPacity available at production stage q units/week
Transporter Terms
SjCSHPORD Component SHiPping ORDer rate for component j from
Supplier s units/week
SjCGAS Component Goods-Awaiting-Shipment units
SjCDISR Component DISpatch Rate units/weeks
SjCGIS Component Goods-In-Shipment units
SjCDELR Component DELivery Rate units/weeks
SjCRC Component Requested transport Capacity trucks
SjCDTQ Component Desired Transport Quantity units/week
SjCAGIS Component Adjustment rate for Goods-In-Shipment units/week
SjCDGIS Component Desired Goods-In-Shipment units
SjCAC Component Allocated transport Capacity trucks SjTCL Transportation Component Lead time weeks
CSjπ Fractional adjustment rate of component Goods-In-
Shipment 1/time
CSjλ Fractional adjustment rate of component Goods-
Awaiting-Shipment 1/time
SjCUNIT Component capacity per UNIT of transport units/truck
TRC Total Requested transport Capacity for all products and
components trucks
TFRUTIL Total Fraction Capacity UTILized TCU Total Utilized Capacity trucks/week TAC Total Available Capacity trucks TCA Total Capacity Added trucks/week
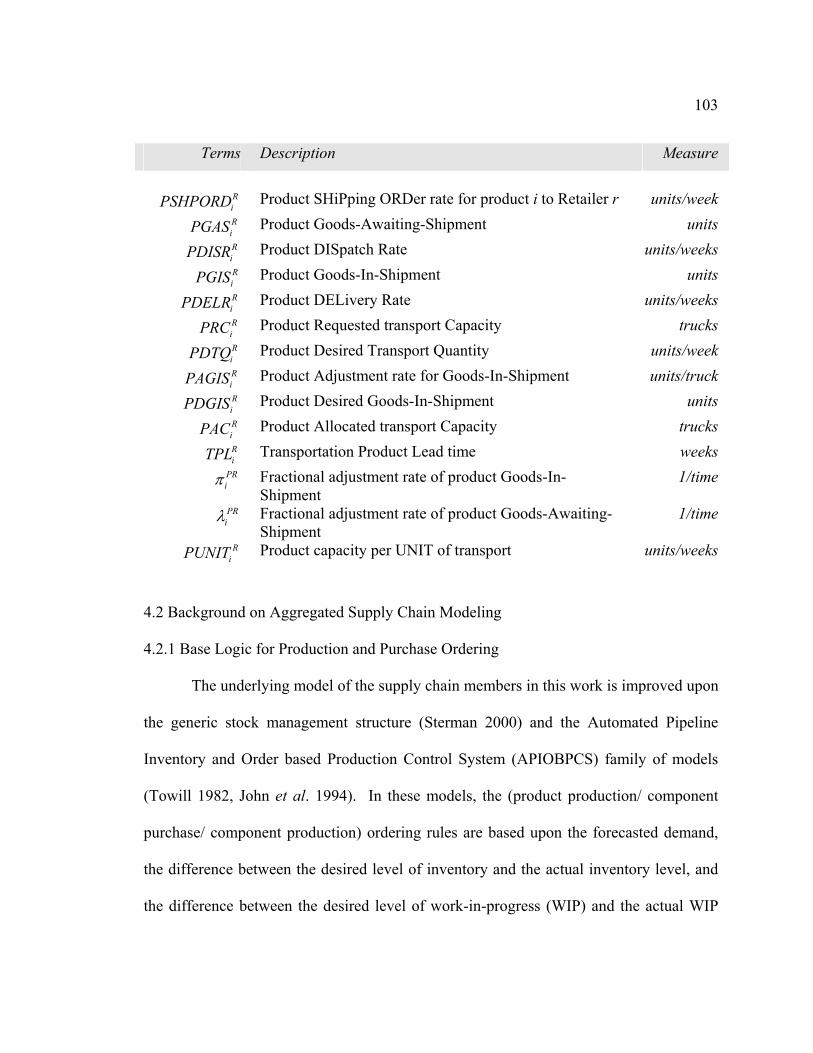
103
Terms Description Measure
RiPSHPORD Product SHiPping ORDer rate for product i to Retailer r units/week
RiPGAS Product Goods-Awaiting-Shipment units
RiPDISR Product DISpatch Rate units/weeks
RiPGIS Product Goods-In-Shipment units
RiPDELR Product DELivery Rate units/weeks
RiPRC Product Requested transport Capacity trucks
RiPDTQ Product Desired Transport Quantity units/week
RiPAGIS Product Adjustment rate for Goods-In-Shipment units/truck
RiPDGIS Product Desired Goods-In-Shipment units
RiPAC Product Allocated transport Capacity trucks RiTPL Transportation Product Lead time weeks
PRiπ Fractional adjustment rate of product Goods-In-
Shipment 1/time
PRiλ Fractional adjustment rate of product Goods-Awaiting-
Shipment 1/time
RiPUNIT Product capacity per UNIT of transport units/weeks
4.2 Background on Aggregated Supply Chain Modeling
4.2.1 Base Logic for Production and Purchase Ordering
The underlying model of the supply chain members in this work is improved upon
the generic stock management structure (Sterman 2000) and the Automated Pipeline
Inventory and Order based Production Control System (APIOBPCS) family of models
(Towill 1982, John et al. 1994). In these models, the (product production/ component
purchase/ component production) ordering rules are based upon the forecasted demand,
the difference between the desired level of inventory and the actual inventory level, and
the difference between the desired level of work-in-progress (WIP) and the actual WIP
104
level. The ordering rule is a very general replenishment rule, the advantages of which
include (Disney et al. 2003):
• ability to represent material requirements planning (MRP) systems as a special case
(Disney 2001),
• ability to represent order-up-to systems and many variants as special cases
(Dejonckheere 2003),
• lean and agile scheduling policies can be incorporated (Dejonckheere 2003),
• reentrant manufacturing systems can be modeled (Tang and Naim 2004),
• Vendor Managed Inventory (VMI) strategy can be coupled (Disney 2001, Disney et
al. 2003),
• representative of industrial performance in UK (Coyle 1977), and
• represents human behavior models whilst playing the Beer Game (John et al. 1994).
In this research, the above ordering rule is adapted to represent the production release and
the component purchase ordering rules at the Manufacturer, and the production release
rule at the Suppliers. Also, a variant of the stock management structure is applied to the
product dispatch ordering rule for the Retailers and the transportation dispatching rule at
the Transporter.
4.2.1.1 Improvements over Existing Models
The system dynamic models developed in this research are a significant
contribution, which improves over the APIOBPCS model and other SD supply chain
models in the following aspects:
105
• Representation of the production process at the Manufacturer and Suppliers using a
higher order material delay rather than a fixed pipeline delay. This allows for a more
accurate account of the production process by capturing the mixing of products and
variability in the processing times.
• Explicit representation of the frequency of information update, through the use of a
sampling interval, to study its effect on the system stability.
• Production capacity constraints are included in the Manufacturer and Suppliers model,
and the transportation capacity constraints are included in the Transporter model.
Both the capacity constraints affect the dynamic responses of the supply chain.
• Maintenance of order backlog at the Manufacturer, Suppliers and the Transporter to
ensure that the orders not fulfilled immediately are not lost, and also to account for
the possible administrative activities in order processing.
• Representation of raw material component inventory at the Manufacturer which
affects the production release ordering.
• Production of products at the Manufacturer composed of multiple components
obtained from different Suppliers. Such lateral dimension creates a consolidation of
goods at the Manufacturer, which reflect the operations of typical supply chains.
• Transportation network (Transporter) is explicitly modeled rather than a fixed
pipeline delay, which allows for capturing the transportation resource allocation.
This affects the lead-times and hence the dynamics of the supply chain.
• Retailer’s dispatching rule is based on a MIN-MAX inventory policy to mimic the
realistic operations at the retailer-level echelons of the supply chain.
106
• Spatial dimension of the supply chain has been created by modeling multiple
Suppliers (two) and multiple Retailers (three). This results in consolidations in
resource capacity allocation at the Manufacturer and Transporter.
The conceptual model and the underlying equations of the Automated Pipeline
Inventory and Order based Production Control System (APIOBPCS) model (John et al.
1994) is shown in Appendix B.
4.2.2 Causal Loop Diagrams
In the following subsections, the system dynamic models of individual members
of the supply chain are defined conceptually and then translated into differential equation
models which can be readily simulated. Causal Loop Diagrams (CLDs) are used to
represent the conceptual feedback structure of systems (Richardson 1986, Sterman 2000).
The CLDs are interpreted as follows:
• The CLD consists of variables that are connected by causal links, represented by
arrows, indicating the influence amongst the variables.
• In each causal link, the variable at the tail of the arrow is called as the independent
variable and the variable at the head of the arrow is called as the dependent variable.
• A positive (+) causal link means that when the independent variable increases
(decreases), the dependent variable increases above (decreases below) what would
have been if the independent variable did not change.
107
• A negative (–) causal link means that when the independent variable increases
(decreases), the dependent variable decreases below (increases above) what would
have been if the independent variable did not change.
The main difficulty of the CLDs is that they do not capture the stock and flow structure
of the system (Richardson 1986, Richardson 1997, Sterman 2000, Binder et al. 2004),
which is required to model the dynamic system exactly and derive the appropriate
differential equations. Such a model can however be modeled as Stock and Flow
Diagrams (SFDs) (Sterman 2000). Stocks, represented by rectangles, are accumulations
that characterize the state of the system, provide inertia and memory, acts as a source of
delay and create disequilibrium dynamics (Sterman 2000). It is noted that the stocks only
change through the flows (or flow rates) and there is no causal link directly into the
stocks. This raises the question of how to develop the SFDs from CLDs (Binder et al.
2004). Though there are several methods proposed in recent works to develop SFD from
CLD (Binder et. al 2004 and Burns 2001), it requires the modeler to have in-depth
knowledge of the system considered. In this work, the CLDs are used as a system
descriptive and communication tool. Hence, the stocks and flows shall be explicitly
included as part of the causal diagram to enhance clarity (Sterman 2000).
4.3 System Dynamics Model of Manufacturer
The Manufacturer performs product production ordering and inventory control
(demand forecasting, customer order fulfillment, determining the production release
quantities, and production process), raw material component ordering, and the
108
collaborative management of Retailer’s inventory. The product production ordering and
inventory control functions have been identified based on their direct influence on the
production-inventory control system and based on the past research. The raw material
component ordering and the collaborative management of Retailer’s inventory have been
identified based on the supply chain-wide interactions between Supplier-Manufacturer
and Manufacturer-Retailer, respectively. The conceptual models are shown in Figures
4.1 through 4.4 using CLD with the stock-flow structure, where Figure 4.1 depicts the
product production and inventory management, Figure 4.2 depicts the product production
process, Figure 4.3 depicts the component purchase ordering and Figure 4.4 depicts the
collaborative management of the Retailer’s inventory. The underlying equations
governing each function, along with their validity and appropriateness, are as described in
the following sections.
4.3.1 Product Production Ordering and Inventory Control
4.3.1.1 Demand Forecasting
The Manufacturer is assumed to forecast demand ( MiFD ) of its products based on
a first order exponential smoothing of the customer sales rate ( MiSALES ), with a
smoothing constant Miρ (Figure 4.1, top left):
1 1[ ] / ( )M M Mi it itd FD dt SALES FD M
iρ− −= − ⋅ (4.3.1)
For the purpose of this research, it is desirable to minimize the impact of forecasting
methods on the system response. Based on pilot experiments by Venkateswaran and Son
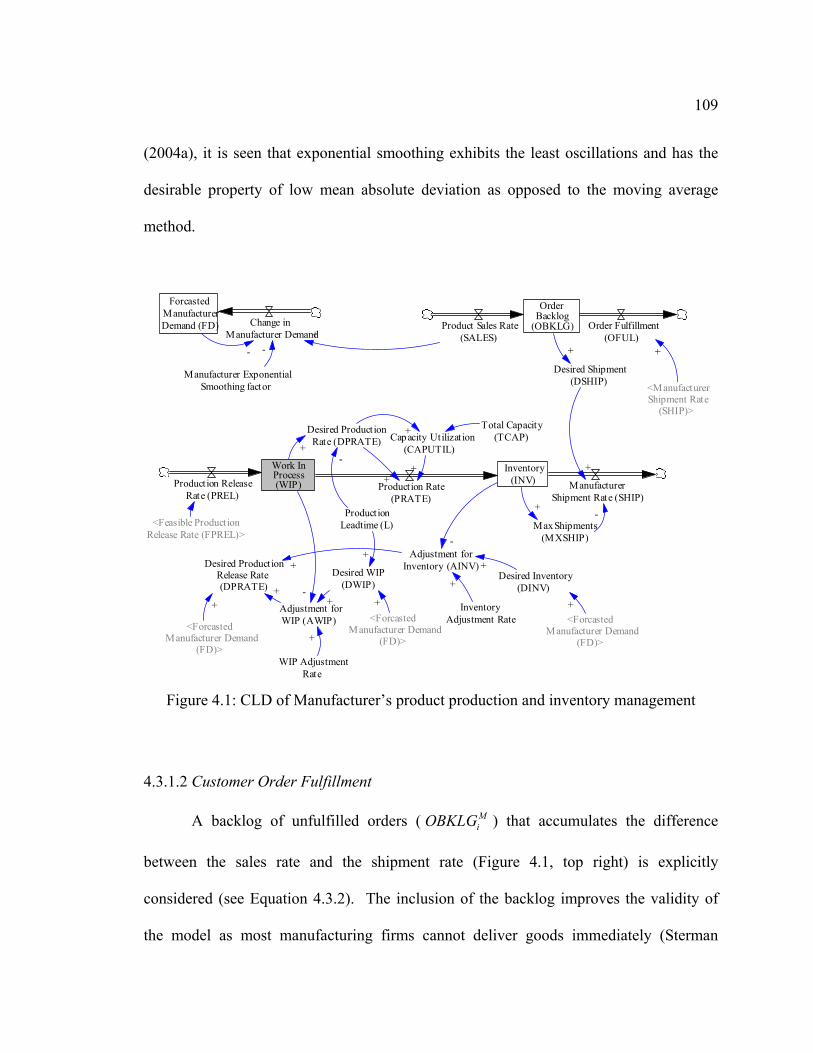
109
(2004a), it is seen that exponential smoothing exhibits the least oscillations and has the
desirable property of low mean absolute deviation as opposed to the moving average
method.
Work InProcess(WIP)
Inventory(INV)Production Rate
(PRATE)Production Release
Rate (PREL)Manufacturer
Shipment Rate (SHIP)
Max Shipments(MXSHIP)
-+
Adjustment forInventory (AINV)
Adjustment forWIP (AWIP)
Desired ProductionRelease Rate(DPRATE)
Desired Inventory(DINV)
Desired WIP(DWIP)
-+
-
+
+
+
WIP AdjustmentRate
+
InventoryAdjustment Rate
+
ProductionLeadtime (L)
+
<Feasible ProductionRelease Rate (FPREL)>
Desired Product ionRate (DPRATE)+
-
+
Total Capacity(TCAP)Capacity Utilizat ion
(CAPUTIL)
+
+
ForcastedManufacturerDemand (FD) Change in
Manufacturer Demand
Manufacturer ExponentialSmoothing factor
--
<ForcastedManufacturer Demand
(FD)>
<ForcastedManufacturer Demand
(FD)><Forcasted
Manufacturer Demand(FD)>
+ + +
OrderBacklog
(OBKLG)Product Sales Rate(SALES)
Order Fulfillment(OFUL)
<ManufacturerShipment Rate
(SHIP)>
+
Desired Shipment(DSHIP)
++
+
Figure 4.1: CLD of Manufacturer’s product production and inventory management
4.3.1.2 Customer Order Fulfillment
A backlog of unfulfilled orders ( MiOBKLG ) that accumulates the difference
between the sales rate and the shipment rate (Figure 4.1, top right) is explicitly
considered (see Equation 4.3.2). The inclusion of the backlog improves the validity of
the model as most manufacturing firms cannot deliver goods immediately (Sterman
110
2000). The shipment rate ( MiSHIP ) of the physical goods is determined as a function of
the current order backlog and the inventory in stock, to ensure that the shipment rate does
not exceed the inventory in hand (see Equations 4.3.3 – 4.3.5). The shipment rate, in turn
determines the order fulfillment rate ( MiOFUL ). The shipment rate refers to the physical
flow and the order fulfillment rate refers to the information flow.
[ ] /M Mi itd OBKLG dt SALES OFUL= − M
it
]
(4.3.2)
[ ,M Mit it itSHIP f DSHIP MXSHIP= M (4.3.3)
M Mit itDSHIP OBKLG= (4.3.4)
M Mit itMXSHIP INV= (4.3.5)
M Mit itOFUL SHIP= (4.3.6)
4.3.1.3 Production Ordering
The production ordering aspect of the Manufacturer determines the desired
production release quantities ( MiDPREL ) using the ordering rule (Equation 4.3.7), based
upon the forecasted demand, the difference between the desired level of WIP ( MiDWIP )
and the current WIP level ( MiWIP ), and difference between the desired level of inventory
( MiDINV ) and the current inventory level ( M
iINV ) (Figure 4.1):
1M M Mit it it itDPREL FD AWIP AINV−= + + M
)
(4.3.7)
1(M M M Mit i it itAWIP DWIP WIPα −= ⋅ − (4.3.8)
1(M M M Mit i it itAINV DINV INVβ )−= ⋅ − (4.3.9)
111
The fractional adjustment rate for WIP ( Miα ) describes how much of the discrepancy
between the desired and current levels of WIP are to be added to the production release
order. The fractional adjustment rate for inventory ( Miβ ) describes how much of the
discrepancy between the desired and current levels of inventory are to be added to the
production release order.
Based on the Little’s Law, the desired WIP ( MiDWIP ) in the system is set to yield
the desired throughput, given the lead time ( MiL ) (see Equation 4.3.10). The desired
throughput is set equal to the forecasted demand. To provide adequate coverage of
inventory, the manufacturer seeks to maintain a desired level of inventory ( MiDINV ) set
equal to the forecasted demand (see Equation 4.3.11). Also, the inventory level ( MiINV )
accumulates the difference in the production rate ( MiPRATE ) and the shipment rate (see
Equation 4.3.12). The WIP level ( MiWIP ) and the production rate are modeled as higher
order delays, as explained in detailed in the Section 4.3.1.4.
1M M M
it it itDWIP FD L−= ⋅ (4.3.10)
1M M
it itDINV FD −= (4.3.11)
[ ] /M Mi itd INV dt PRATE SHIP= − M
it (4.3.12)
4.3.1.4 Production Process
The production process (Figure 4.1) is typically modeled as a fixed pipeline delay
(Towill 1982, John et al. 1994, Towill et al. 2001). However, this does not capture the
112
mixing of products and the variability in processing times. The other extreme is to
represent the delay as a first-order delay, where there is a high mixing and variability in
the processing times. Between the extremes of the pipeline delay (no mixing and
constant delays) and the first-order (high mixing and variation) lie the intermediate cases
where there is some mixing in the processing order. Examples of such delays in the
manufacturing domain include job shop and cellular manufacturing systems. Hence in
this research, to capture the production dynamics accurately, the delays are modeled as a
higher-order material delay. The response of higher order delays slowly increases to a
peak and then trails off. The higher the order of delay, lesser is the variation and the
response peak is closer to a pipeline delay. The Qth order delay can be seen as a sequence
of Q first-order delays, which is referred to as stages.
In this paper, the stock WIP (Figure 4.1, shown in gray) is now replaced by a
higher order delay (of order Q = 3), as shown in Figure 4.2. The total WIP in the stages
accumulates the difference in the production rate ( MiPRATE ) and the production release
rates ( MiPREL ) (see Equation 4.3.13). The individual stage WIP ( M
iqXWIP ) accumulates
the difference in the exit production rate in the previous (q–1)th stage and the exit
production rate in the current stage ( MiQXPRATE ) (see Equation 4.3.14):
1
QM M
it iqtq
WIP XWIP=
= ∑ (4.3.13)
1
1
, 1[ ] /
, (2... )
M Mit iq tM
iq M Miq t iqt i
PREL XPRATE qd XWIP dt MXPRATE XPRATE q Q
=
−
⎧ − ∀⎪= ⎨ − ∀ ∈⎪⎩
= (4.3.14)
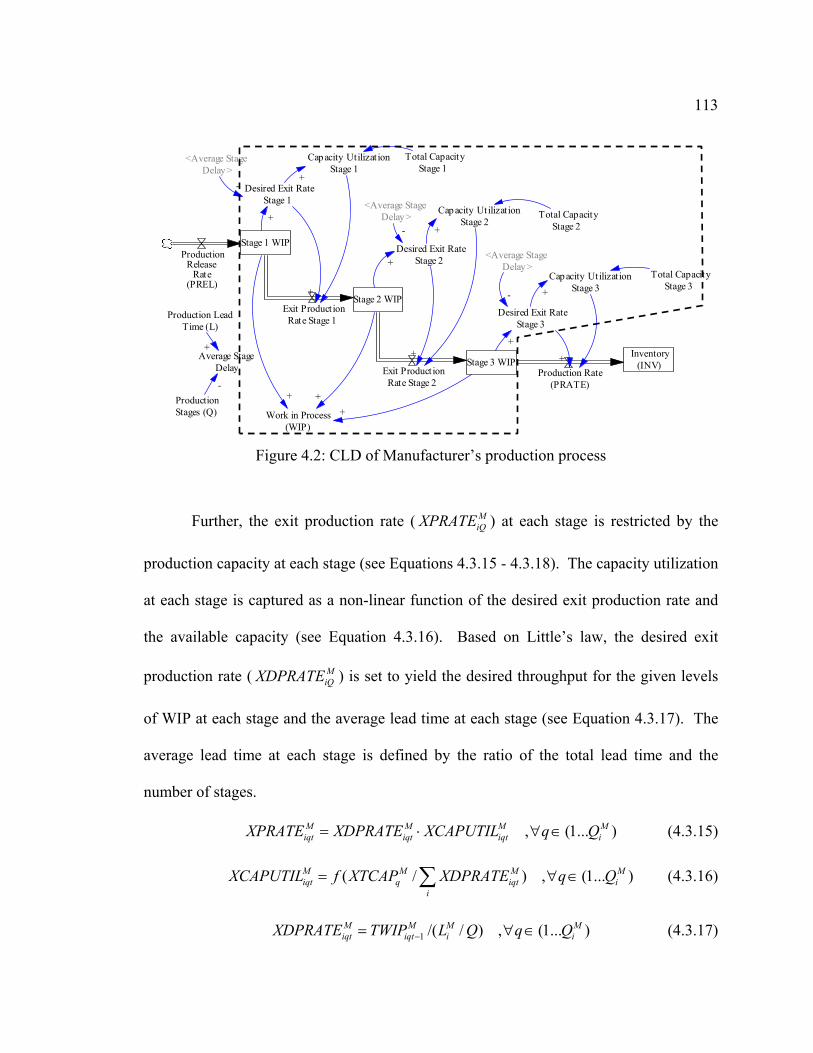
113
Stage 1 WIP
Stage 2 WIP
Stage 3 WIPInventory
(INV)
ProductionRelease
Rate(PREL)
Production Rate(PRATE)
Exit Product ionRate Stage 1
Exit Product ionRate Stage 2
Production LeadTime (L)
Work in Process(WIP)
+ ++
Desired Exit RateStage 1
Desired Exit RateStage 2
Desired Exit RateStage 3
Capacity Utilizat ionStage 1
Capacity UtilizationStage 2
Capacity Utilizat ionStage 3
Total CapacityStage 1
Total CapacityStage 2
Total CapacityStage 3
+
+
+
+
+
++
+
+
ProductionStages (Q)
Average StageDelay
+
-
<Average StageDelay>
<Average StageDelay>
<Average StageDelay>
-
-
-
Figure 4.2: CLD of Manufacturer’s production process
Further, the exit production rate ( MiQXPRATE ) at each stage is restricted by the
production capacity at each stage (see Equations 4.3.15 - 4.3.18). The capacity utilization
at each stage is captured as a non-linear function of the desired exit production rate and
the available capacity (see Equation 4.3.16). Based on Little’s law, the desired exit
production rate ( MiQXDPRATE ) is set to yield the desired throughput for the given levels
of WIP at each stage and the average lead time at each stage (see Equation 4.3.17). The
average lead time at each stage is defined by the ratio of the total lead time and the
number of stages.
, (1... )M M Miqt iqt iqt i
MXPRATE XDPRATE XCAPUTIL q Q= ⋅ ∀ ∈ (4.3.15)
( / ) , (1... )M M Miqt q iqt i
i
MXCAPUTIL f XTCAP XDPRATE q Q= ∀ ∈∑ (4.3.16)
1 /( / ) , (1... )M M Miqt iqt i i
MXDPRATE TWIP L Q q Q−= ∀ ∈ (4.3.17)
114
M Mit iQtPRATE XPRATE= (4.3.18)
4.3.2 Raw Material Component Ordering
In this research, the raw material component inventory is explicitly modeled to
capture the supply side dynamics of the Manufacturer (Figure 4.3). Now, the production
process can begin only if there is sufficient component inventory. The production release
rate is hence set equal to the feasible production release rate ( MiFPREL ), which is a
function of the component usage percent ( MjUSGPC ), and the desired product release:
M M Mit it jt itPREL FPREL USGPC DPREL= = ⋅ M (4.3.19)
The component usage percent (Equation 4.3.20), is defined as a non-linear function of the
desired component usage ( MjDUSG ) and the current levels of component inventory
( MjCINV ). The desired component usage (Equation 4.3.22) captures the total quantity of
component j desired, which can be simply given by the sum of the product of the desired
production release ( MiDPREL ) and M
ijUNITUSG for all products i.
(4.3.20) ( /M Mjt jt jtUSGPC f DUSG MXUSG= )M
M Mjt jtMXUSG CINV= (4.3.21)
M Mjt it ij
iDUSG DPREL UNITUSG= ⋅ M∑ (4.3.22)
M Mjt jt jtUSG DUSG USGPC= ⋅ M (4.3.23)
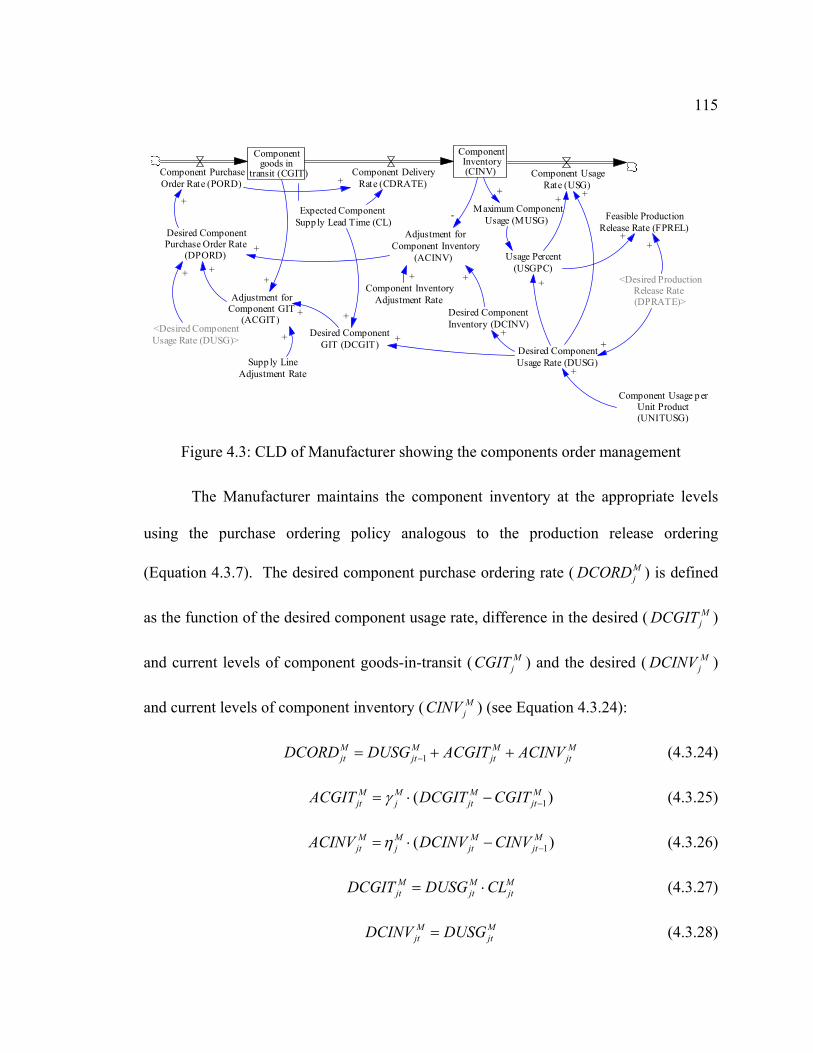
115
Componentgoods in
transit (CGIT)
ComponentInventory(CINV)Component Delivery
Rate (CDRATE)Component PurchaseOrder Rate (PORD)
Component UsageRate (USG)
Adjustment forComponent Inventory
(ACINV)
Adjustment forComponent GIT
(ACGIT)
Desired ComponentPurchase Order Rate
(DPORD)
Desired ComponentInventory (DCINV)
Desired ComponentGIT (DCGIT)
+
++
+
Component InventoryAdjustment Rate
+
Desired ComponentUsage Rate (DUSG)
Component Usage p erUnit Product(UNITUSG)
Maximum ComponentUsage (MUSG)
+
+
Feasible ProductionRelease Rate (FPREL)
-
+
+
+
Supp ly LineAdjustment Rate
+<Desired ComponentUsage Rate (DUSG)>
+
Expected ComponentSupp ly Lead Time (CL)
+
+
+
Usage Percent(USGPC)
+
+
+
+
<Desired ProductionRelease Rate(DPRATE)>
+
+
Figure 4.3: CLD of Manufacturer showing the components order management
The Manufacturer maintains the component inventory at the appropriate levels
using the purchase ordering policy analogous to the production release ordering
(Equation 4.3.7). The desired component purchase ordering rate ( MjDCORD ) is defined
as the function of the desired component usage rate, difference in the desired ( MjDCGIT )
and current levels of component goods-in-transit ( MjCGIT ) and the desired ( M
jDCINV )
and current levels of component inventory ( MjCINV ) (see Equation 4.3.24):
1M M Mjt jt jt jtDCORD DUSG ACGIT ACINV−= + + M
)
(4.3.24)
1(M M M Mjt j jt jtACGIT DCGIT CGITγ −= ⋅ − (4.3.25)
1(M M M Mjt j jt jtACINV DCINV CINVη )−= ⋅ − (4.3.26)
M Mjt jt jtDCGIT DUSG CL= ⋅ M (4.3.27)
M Mjt jtDCINV DUSG= (4.3.28)
116
[ ] /M Mj jtd CGIT dt CORD CDRATE= − M
jt (4.3.29)
[ ] /M Mj jtd CINV dt CDRATE USG= − M
jt (4.3.30)
M Mjt jtCORD DCORD= (4.3.31)
The fractional adjustment rates of component goods-in-transit ( Mjγ ) and
component inventory ( Mjη ) describes the rate at which the shortfall in the desired and
current levels of component GIT and component inventory are corrected, respectively.
It is recalled that the Manufacturer and the Supplier are independent members
with no goal congruence. Hence, from the perspective of the Manufacturer, the supply
side is modeled as a pipeline delay, where the component delivery rate ( MjCDRATE ) is
modeled as a pipeline delay of the component ordering rate ( MjCORD ) with a lead time
( MiCL ):
(4.3.32) (M Mjt j t CLCDRATE CORD −= )
4.4 System Dynamics Model for Collaborative Management of Retailer’s Inventory
The Manufacturer manages the Retailer’s inventory as part of their collaborative
configuration using vendor managed inventory strategy (Figure 4.4). The Manufacturer
obtains the current inventory levels ( MirINVR ) and end customer sales or consumption
data ( MirCONSR ) from the Retailers; and uses a MIN-MAX inventory control policy to
determine the dispatch quantities to the Retailer.
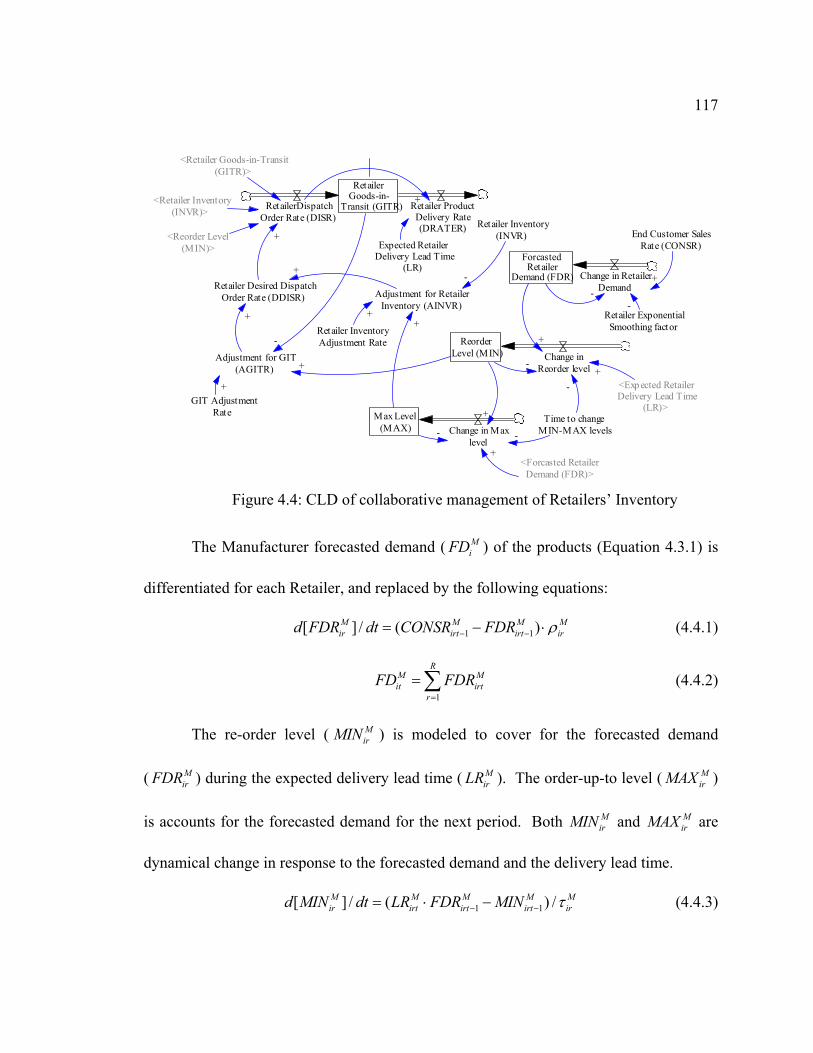
117
ReorderLevel (MIN) Change in
Reorder level
Time to changeMIN-MAX levels
-
-
ForcastedRetailer
Demand (FDR) Change in RetailerDemand
Retailer ExponentialSmoothing factor
--
+
Max Level(MAX) Change in Max
level-
+
-
Retailer Desired DispatchOrder Rate (DDISR)
Retailer Goods-in-
Transit (GITR) Retailer ProductDelivery Rate(DRATER)
Expected RetailerDelivery Lead Time
(LR)
RetailerDispatchOrder Rate (DISR)
<Expected RetailerDelivery Lead Time
(LR)>
+Adjustment for GIT
(AGITR)
Adjustment for RetailerInventory (AINVR)
+
+
-
+
+
GIT AdjustmentRate
Retailer InventoryAdjustment Rate
+
+
<Forcasted RetailerDemand (FDR)>
+
<Reorder Level(MIN)>
+
<Retailer Goods-in-Transit(GITR)>
+ End Customer SalesRate (CONSR)
+
Retailer Inventory(INVR)
-
<Retailer Inventory(INVR)>
Figure 4.4: CLD of collaborative management of Retailers’ Inventory
The Manufacturer forecasted demand ( MiFD ) of the products (Equation 4.3.1) is
differentiated for each Retailer, and replaced by the following equations:
1 1[ ] / ( )M M Mir irt irt ird FDR dt CONSR FDR Mρ− −= − ⋅ (4.4.1)
1
RM Mit irt
rFD FDR
=
= ∑ (4.4.2)
The re-order level ( MirMIN ) is modeled to cover for the forecasted demand
( MirFDR ) during the expected delivery lead time ( M
irLR ). The order-up-to level ( MirMAX )
is accounts for the forecasted demand for the next period. Both MirMIN and M
irMAX are
dynamical change in response to the forecasted demand and the delivery lead time.
1 1[ ] / ( ) /M M M Mir irt irt irt ird MIN dt LR FDR MIN Mτ− −= ⋅ − (4.4.3)

118
1 1 1[ ] / ( ) /M M M Mir irt irt irt ird MAX dt FDR MIN MAX Mτ− − −= + − (4.4.4)
A MIN-MAX inventory control policy is employed, in which the dispatch order is
generated when the inventory level fall below a set re-order level. The dispatch ordering
rule also accounts for the orders in the pipeline, that is, dispatch orders placed but not yet
delivered to the Retailers.
(4.4.5) , ( )
0 ,
M M MM irt irt irt irtirt
DDISR if GITR INVR MINDISR
otherwise⎧ + ≤
= ⎨⎩
M
M Mirt irt irtDDISR AGITR AINVR= + M
1)−
1)−
(4.4.6)
(4.4.7) 1(M M M Mirt ir irt irtAGITR MIN GITRψ −= ⋅ −
(4.4.8) 1(M M M Mirt ir irt irtAINVR MAX INVRϕ −= ⋅ −
[ ] /M Mir irt irtd GITR dt DISR DRATER= − M (4.4.9)
M Mit irt
RSALES DISR=∑ (4.4.10)
The fractional adjustment rates of product goods-in-transit ( Mirψ ) and product
inventory ( Mirϕ ) describes the rate at which the shortfall in the desired and current levels
of product GIT and product inventory are corrected, respectively. Also, the delivery side
is modeled as a pipeline delay, where the product delivery rate ( MirDRATER ) is modeled
as a pipeline delay of the product purchase ordering rate ( MirDISR ) with a lead time
( MirLR ):
(4.4.11) ,M Mirt ir t RLDRATER DISR −=
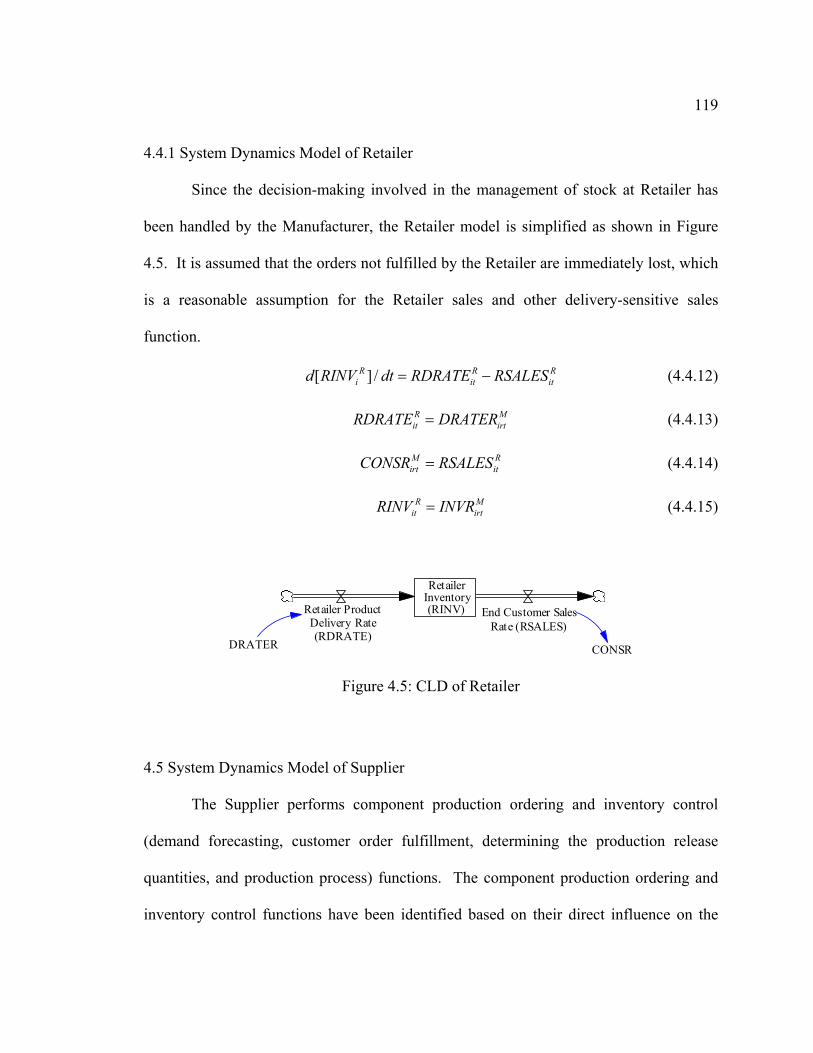
119
4.4.1 System Dynamics Model of Retailer
Since the decision-making involved in the management of stock at Retailer has
been handled by the Manufacturer, the Retailer model is simplified as shown in Figure
4.5. It is assumed that the orders not fulfilled by the Retailer are immediately lost, which
is a reasonable assumption for the Retailer sales and other delivery-sensitive sales
function.
(4.4.12) [ ] /R Ri itd RINV dt RDRATE RSALES= − R
it
M Rit irtRDRATE DRATER= (4.4.13)
M Rirt itCONSR RSALES= (4.4.14)
Rit irt
MRINV INVR= (4.4.15)
RetailerInventory(RINV) End Customer Sales
Rate (RSALES)Retailer ProductDelivery Rate(RDRATE)
DRATER CONSR
Figure 4.5: CLD of Retailer
4.5 System Dynamics Model of Supplier
The Supplier performs component production ordering and inventory control
(demand forecasting, customer order fulfillment, determining the production release
quantities, and production process) functions. The component production ordering and
inventory control functions have been identified based on their direct influence on the
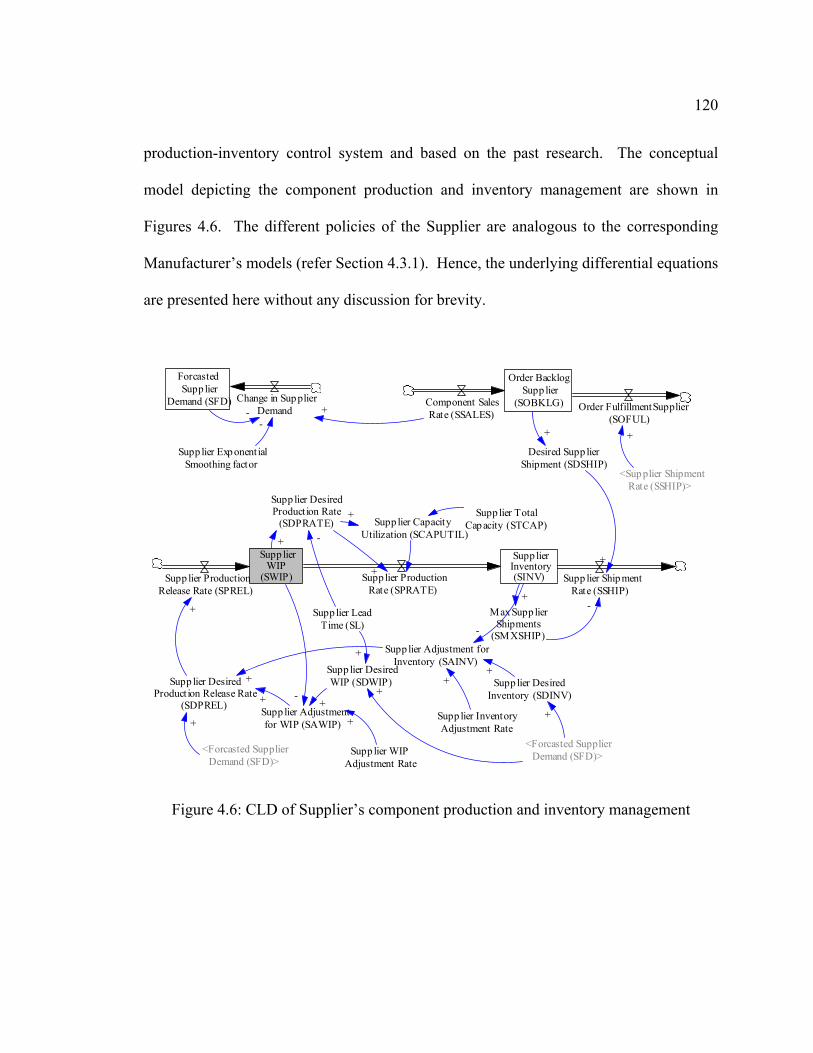
120
production-inventory control system and based on the past research. The conceptual
model depicting the component production and inventory management are shown in
Figures 4.6. The different policies of the Supplier are analogous to the corresponding
Manufacturer’s models (refer Section 4.3.1). Hence, the underlying differential equations
are presented here without any discussion for brevity.
Supp lierWIP
(SWIP)
Supp lierInventory(SINV)Supp lier Production
Rate (SPRATE)Supp lier Production
Release Rate (SPREL)Supp lier Shipment
Rate (SSHIP)
Max Supp lierShipments
(SMXSHIP)
-+
Supp lier Adjustment forInventory (SAINV)
Supp lier Adjustmentfor WIP (SAWIP)
Supp lier DesiredProduct ion Release Rate
(SDPREL)
Supp lier DesiredInventory (SDINV)
Supp lier DesiredWIP (SDWIP)
+
-
+
+
+
Supp lier WIPAdjustment Rate
+ Supp lier InventoryAdjustment Rate
+-
Supp lier LeadTime (SL)
+
Supp lier DesiredProduct ion Rate
(SDPRATE)Supp lier Total
Capacity (STCAP)Supp lier CapacityUtilization (SCAPUTIL)
+
+ -
+
+
ForcastedSupp lier
Demand (SFD) Change in SupplierDemand
Supp lier ExponentialSmoothing factor
--
Order BacklogSupp lier
(SOBKLG)Component SalesRate (SSALES)
Order FulfillmentSupplier(SOFUL)
Desired Supp lierShipment (SDSHIP)
+
<Supplier ShipmentRate (SSHIP)>
+
+
<Forcasted SupplierDemand (SFD)>
<Forcasted SupplierDemand (SFD)>
+
+
+
+
Figure 4.6: CLD of Supplier’s component production and inventory management
121
4.5.1 Component Production Ordering and Inventory Control
4.5.1.1 Demand Forecasting
1 1[ ] / ( )S Sj jtd SFD dt SSALES SFDS S
jt jρ− −= − ⋅
Sjt
]S
S
S
S
S
)
)
(4.5.1)
4.5.1.2 Order Fulfillment
(4.5.2) [ ] /S Sj jtd SOBKLG dt SSALES SOFUL= −
(4.5.3) [ ,S Sjt jt jtSSHIP f SDSHIP SMXSHIP=
(4.5.4) Sjt jtSDSHIP SOBKLG=
(4.5.5) Sjt jtSMXSHIP SINV=
(4.5.6) Sjt jtSOFUL SSHIP=
4.5.1.3 Production Ordering
(4.5.7) 1S S S Sjt jt jt jt jtSPREL SDPREL SFD SAWIP SAINV−= = + +
(4.5.8) 1(S S S Sjt j jt jtSAWIP SDWIP SWIPα −= ⋅ −
1(S S S Sjt j jt jtSAINV SDINV SINVβ −= ⋅ − (4.5.9)
(4.5.10) 1S Sjt jt jtSDWIP SFD SL−= ⋅ S
S 1Sjt jtSDINV SFD −= (4.5.11)
(4.5.12) [ ] /S Sj jtd SINV dt SPRATE SSHIP= − S
jt
122
4.5.1.4 Production Process
(4.5.13) 1
SQRjt iqt
q
SWIP SXWIP=
= ∑ S
=
∈
(4.5.14) 1
1
, 1[ ] /
, (2... )
S Sjt jq tS
jq S Sjq t jqt
SPRELS SXPRATE qd SXWIP dt
SXPRATE SXPRATE q SQ=
−
⎧ − ∀⎪= ⎨ − ∀ ∈⎪⎩
(4.5.15) , (1... )S S Sjqt jqt jqtSXPRATE SXDPRATE SXCAPUTIL p SQ= ⋅ ∀ ∈
( / ) , (1... )S S Sjqt q jqt
jSXCAPUTIL f SXTCAP SXDPRATE q SQ= ∀∑ (4.5.16)
(4.5.17) 1 /( / ) , (1... )S S Sjqt jqt jSXDPRATE SXWIP SL SQ q SQ−= ∀ ∈
S (4.5.18) sjt jSQtSPRATE SXPRATE=
4.6 System Dynamics Model of Transporter
The Transporter manages the transportation of components from the Suppliers to
the Manufacturer, and the transport of products from the Manufacturer to the Retailers.
This includes the shipping process, transport capacity requisition and the transport
capacity allocation, each for components movement and products movement. The
transporter’s CLDs are as shown in Figure 4.7, with the bottom half illustrating the
movement of components (Supplier to Manufacturer), and the top half showing the
movement of products (Manufacturer to Retailer). It is noted that though a SD model of
the Transporter is developed, further analysis of the same is left as future extension. The
Transporter SD model is not used in Stages I, II and IV that are described in the
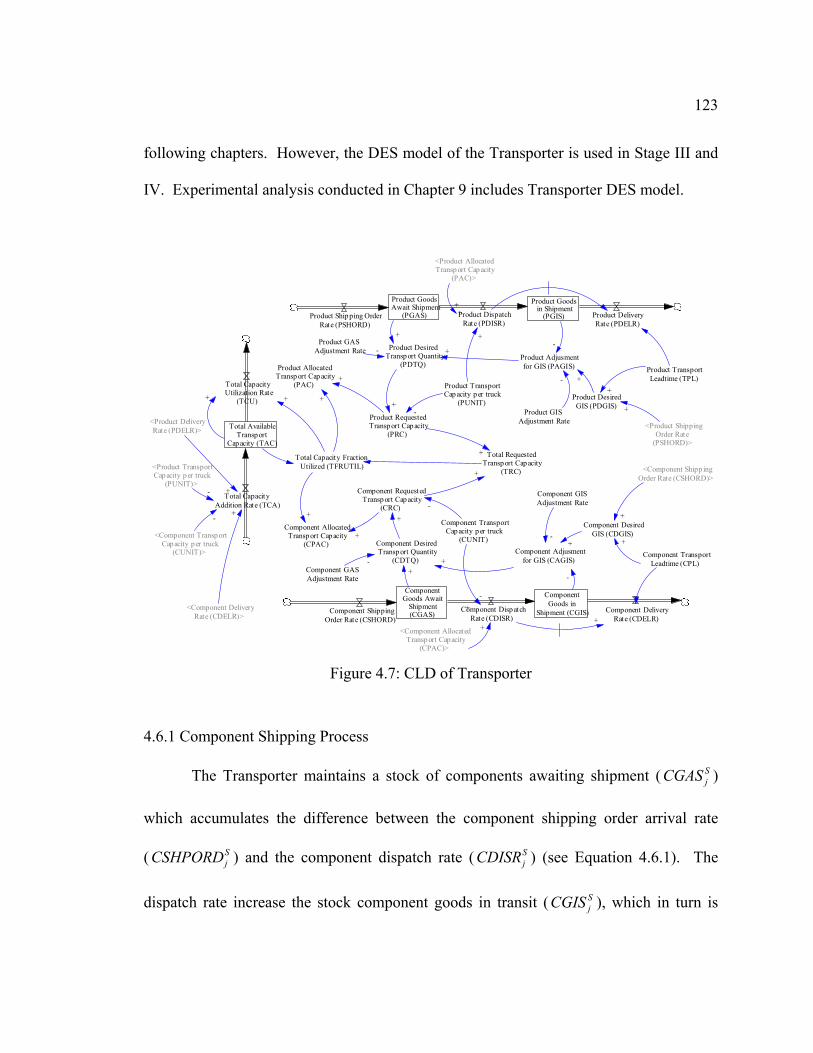
123
following chapters. However, the DES model of the Transporter is used in Stage III and
IV. Experimental analysis conducted in Chapter 9 includes Transporter DES model.
Product GoodsAwait Shipment
(PGAS)
Product Goodsin Shipment
(PGIS)Product Shipping OrderRate (PSHORD)
+Product DispatchRate (PDISR)
Product DeliveryRate (PDELR)
Product RequestedTransport Capacity
(PRC)
Product DesiredTransport Quantity
(PDTQ)Product Adjusmentfor GIS (PAGIS)
Product DesiredGIS (PDGIS)
Product AllocatedTransport Cap acity
(PAC)
Product TransportLeadtime (TPL)
Product TransportCapacity per truck
(PUNIT)Product GIS
Adjustment Rate
Product GASAdjustment Rate
-
+-
<Product ShippingOrder Rate
(PSHORD)>
+
+
+-
+
+
+-
Total RequestedTransport Capacity
(TRC)
Total AvailableTransport
Capacity (TAC)
Total CapacityAddition Rate (TCA)
Total CapacityUtilization Rate
(TCU)
+Total Capacity FractionUtilized (TFRUTIL)
+ + +
<Product DeliveryRate (PDELR)>
<Product TransportCapacity per truck
(PUNIT)>- +
ComponentGoods Await
Shipment(CGAS)
ComponentGoods in
Shipment (CGIS)Component ShippingOrder Rate (CSHORD)
+Component DispatchRate (CDISR)
Component RequestedTransport Capacity
(CRC)
Component DesiredTransport Quantity
(CDTQ)Component Adjusment
for GIS (CAGIS)
Component DesiredGIS (CDGIS)
Component AllocatedTransport Capacity
(CPAC)Component Transport
Leadtime (CPL)
Component TransportCapacity per truck
(CUNIT)
Component GISAdjustment Rate
Component GASAdjustment Rate -
+-
+
+
+
+
-
-+
Component DeliveryRate (CDELR)+
<Component Shipp ingOrder Rate (CSHORD)>
+
+
+
<Component DeliveryRate (CDELR)>
<Component TransportCapacity per truck
(CUNIT)>
-+
<Product AllocatedTransport Capacity
(PAC)>
+
+
<Component AllocatedTransport Capacity
(CPAC)>
-
+
Figure 4.7: CLD of Transporter
4.6.1 Component Shipping Process
The Transporter maintains a stock of components awaiting shipment ( )
which accumulates the difference between the component shipping order arrival rate
( ) and the component dispatch rate ( ) (see Equation 4.6.1). The
dispatch rate increase the stock component goods in transit ( ), which in turn is
SjCGAS
SjCSHPORD S
jCDISR
SjCGIS
124
reduced by the component delivery rate ( ) (see Equation 4.6.2). The shipment
of component goods is modeled as a pipeline delay, where the component delivery rate is
set equal to the component dispatch rate offset by a fixed lead time ( ) (see Equation
4.6.3).
SjCDELR
SjTCL
(4.6.1) [ ] /S Sj jtd CGAS dt CSHPORD CDISR= − S
jt
Sjt
S
S
(4.6.2) [ ] /S Sj jtd CGIS dt CDISR CDELR= −
(4.6.3) S Sjt jt TCLCDELR CDISR −=
The shipping process can begin only if there is sufficient transport capacity. That is,
component dispatch rate is constrained upon the available transport capacity. The
component dispatch rate is set equal to the allocated transport capacity (number of
trucks) times the capacity of a unit truck ( ) (see Equation 4.6.4). The allocated
capacity is captured as a function of the requested transport capacity ( ) and the
fraction transport capacity utilized (TFRUTIL ). The requested transport capacity reflects
the number of trucks required to transport the desired components ( ).
SjCAC
SjCUNIT
SjCRC
SjCDTQ
(4.6.4) S Sjt jt jCDISR CAC CUNIT= ⋅
(4.6.5) S Sjt jt tCAC CRC TFRUTIL= ⋅
(4.6.6) /S Sjt jt jCRC CDTQ CUNIT=
The Transporter determines the desired component transport quantities using a
variant of the production ordering rule, based upon the current component goods awaiting
125
shipment and the different between the desired levels of component goods in shipment
( ) and the current component goods in shipment (see Equation 4.6.7). The
fractional adjustment rate for (
SjCDGIS
SjCGAS CS
jλ ) describes how much of the current
component goods awaiting shipment are to be added to the desired transport quantities.
The fractional adjustment rate for (SjCGIS CS
jπ ) describes how much of the discrepancy
between the desired and current levels of component goods in shipment are to be added
to the desired transport quantities. Also, based on Little’s Law, the desired component
goods in shipment is set to yield the desired throughput, given the transport lead time
( ). SjTCL
(4.6.7) S CS Sjt j jt jtCDTQ CGAS CAGISλ= ⋅ + S
)
S
(4.6.8) (S CS S Sjt j jt jtCAGIS CDGIS CGISπ= ⋅ −
(4.6.9) S Sjt jt jtCDGIS CSHORD TCL= ⋅
4.6.2 Product Shipping Process
The process of shipping the product between the Manufacturer and the Retailers
can be described analogous to the component shipping process (refer Section 4.6.1).
Also, the determination of the desired product transport quantities is analogous to that of
the component (refer Section 4.6.1). The fractional adjustment rates of product awaiting
shipment ( PRiλ ) and product in shipment ( PR
iπ ) describes the rate at which the current
126
level of product awaiting shipment and the shortfall in the desired and current levels of
product in shipment is corrected, respectively.
(4.6.10) [ ] /R Ri itd PGAS dt PSHPORD PDISR= − R
it
Rit
R
R
R
R
R
(4.6.11) [ ] /R Ri itd PGIS dt PDISR PDELR= −
(4.6.12) Rit it TPLPDELR PDISR −=
(4.6.13) R Rit it iPDISR PAC PUNIT= ⋅
(4.6.14) R Rit it tPAC PRC TFRUTIL= ⋅
/ (4.6.15) R Rit it iPRC PDTQ PUNIT=
(4.6.16) R PR Rit j it itPDTQ PGAS PAGISλ= ⋅ +
( ) (4.6.17) R PR R Rit i it itPAGIS PDGIS PGISπ= ⋅ −
(4.6.18) R Rit it itPDGIS PSHORD TPL= ⋅
4.6.3 Transport Capacity Allocation
The Transporter maintains a stock of total available capacity ( ) which
accumulates the difference between the total capacity added (TCA ) and the total capacity
utilized (TC ). The total capacity added is defined as the sum of the capacity (trucks)
available immediately after the delivery of components and products. The total capacity
utilized is restricted by the total available capacity and the fraction of capacity utilized
(TFRUTIL ). The fraction capacity utilized is defined as a non-linear function of the total
TAC
U
127
requested capacity (TR ) and the total available capacity. The total requested capacity
is the sum of the requested transport capacity for all component and products.
C
[ ] / td TAC dt TCA TCUt= − (4.6.19)
(4.6.20) , ,
/S S Rt jt j it
j S i RTCA CDELR CUNIT PDELR PUNIT= +∑ ∑ / R
i
t t tTCU TAC TFRUTIL= ⋅ (4.6.21)
( /t tTFRUTIL f TRC TAC )t= (4.6.22)
, ,
St jt
j S i RTRC CRC PRC= + R
it∑ ∑ (4.6.23)
4.7 Calculation of Model Parameters for the Supply Chain Scenario
The generic system dynamic models for the Suppliers, Manufacturer and Retailers,
capable of handling multiple products and components are presented in Sections 4.3 – 4.6.
Based on the supply chain scenario, the following indices are set: Number of products, N
= 2; Number components, M = 2; Number of Suppliers, S = 2; and Number of Retailers,
R = 3.
At the Manufacturer, the key parameters of our interest includes the number of
stages of production ( MQ ) and the expected production lead time ( MiL ). This is
determined by building a comprehensive discrete-event model of the Manufacturer’s
shop, as per specifications in Section 3.5.3. This DES model of the Manufacturer’s shop
is simulated with a constant demand of 50 units/ week for each product (the demand is
modeled as a non-stationary Poisson process over the entire week), for 3 replications
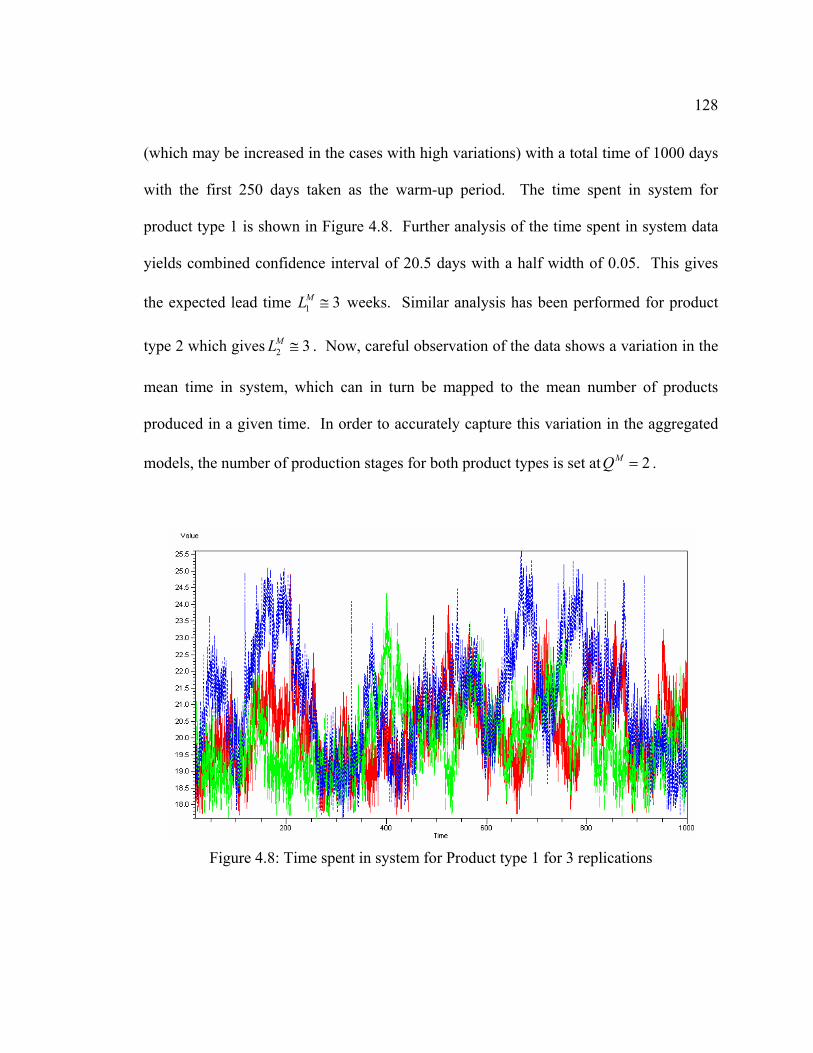
128
(which may be increased in the cases with high variations) with a total time of 1000 days
with the first 250 days taken as the warm-up period. The time spent in system for
product type 1 is shown in Figure 4.8. Further analysis of the time spent in system data
yields combined confidence interval of 20.5 days with a half width of 0.05. This gives
the expected lead time weeks. Similar analysis has been performed for product
type 2 which gives . Now, careful observation of the data shows a variation in the
mean time in system, which can in turn be mapped to the mean number of products
produced in a given time. In order to accurately capture this variation in the aggregated
models, the number of production stages for both product types is set at .
1 3ML ≅
2 3ML ≅
2MQ =
Figure 4.8: Time spent in system for Product type 1 for 3 replications
129
At the Suppliers, the key parameters of our interest includes the number of stages
of component production ( ) and the expected component production lead time ( ).
For Supplier 1, similar to the Manufacturer, a comprehensive discrete-event model of the
shop is built as per specifications in Section 3.5.4. This DES model of the Supplier 1’s
shop is simulated with a constant demand of 100 units/ week for component 1 (the
demand is modeled as a non-stationary Poisson process over the entire week), for 3
replications with a total time of 1000 days with the first 250 days taken as the warm-up
period. Analysis of the time spent in system data yields combined confidence interval of
14.1 days with a half width of 0.04. This gives the expected lead time weeks.
Again, in order to accurately capture the variation in component production rate, the
number of production stages is set at
SSQ SjSL
11 2SSL ≅
1 1SSQ = .
Supplier 2 is structured similar to the Manufacturer (see Section 3.5.4). Hence,
the parameters are maintained the same as used for the Manufacturer. That is, the
component production lead time 22 3SSL ≅ weeks and the number of production stages is
set at . 2 2SSQ =
Next, Transporter is modeled as per the specification in Section 3.5.5. This DES
model of the Transporter is simulated with a constant demand of 100 components/ week
from each Suppliers, 16 product_1s/ week to each Retailers and 16 product_2s/ week to
each Retailer (the demands are modeled as a non-stationary Poisson process over the
entire week), for 3 replications with a total time of 1000 days with the first 250 days
taken as the warm-up period. The observations of the transport time data yields the
130
values for the parameters, transportation component lead times weeks, and
transportation product lead times
2SjTCL ≅
2RiTPL ≅ weeks.
It is noted that the aggregated transportation lead times are used in the component
purchase ordering at the Manufacturer, and the collaborative inventory management.
Based on the analysis of the transportation system, the component supply lead time
weeks and the product delivery lead time1 2 2M MCL CL= ≅ 2MirLR ≅ weeks.
4.8 Chapter Summary
In this chapter, the aggregate-level system dynamic models used in the planning
stage (Stages I and II, see Figure 3.2) of the different members of the supply chain were
described. The models developed (specific contributions of this research) capture (1) the
mixing and variability in the production process and the production lead time, (2)
capacitated resource allocation, (3) order backlog, (4) frequency of information update,
(5) raw material component inventory, (6) transportation network, and (5) provides for
spatial and lateral dimension of the supply chain. Next, the models of individual
members of the supply chain have been defined conceptually using modified causal loop
diagrams (CLD), and differential equations.
131
CHAPTER 5
STABILITY ANALYSIS OF SUPPLY CHAIN PLANNING (STAGE I)
In this chapter, the conditions for stability of the supply chain are derived (relating
all parameters) and the effects of intra-player sampling interval and inter-player sampling
intervals have been analyzed. The conceptual models and differential equations
presented in Chapter 4 are first translated into difference equation models that can be
readily simulated and analyzed using function transformation technique (z-transform).
The discretization and linearization techniques employed, to enable analysis using z-
transform technique, are discussed. Backgrounds on the functional transformation
technique and z-transform method are presented in Sections 5.1 and 5.2.
The first part of the chapter (Section 5.3) focuses on the production ordering and
inventory control module of the supply chain models. The transfer functions are obtained
and conditions of the stability (settings of control parameters that produce stable
responses) are derived. The variation in the stability of the system operating under
sufficient inventory coverage and the stability of the system operating under limited
inventory coverage are highlighted. The effects of the frequency of information update
(intra-player sampling interval) on the stability are examined by relating the update
frequency to the sampling interval of the underlying difference equations. Guidance for
the selection of appropriate parameters depending on the ordering characteristics of firms
to guarantee system stability is presented.
132
The second part of the chapter (Section 5.4) focuses on the supply chain models’
interactions. The variation in the stability of the supply chain operating under
collaborative configuration is highlighted. The effects of the frequency of information
update (inter-player sampling interval) between the different players on the stability are
examined. Guidance for the selection of appropriate parameters depending on the supply
chain characteristics to guarantee stability is presented.
Existence of instability due to the improper parameter selection and improper
sampling interval selection is thus confirmed, and guidance for the selection of
appropriate parameters depending on the ordering characteristics of firms to guarantee
system stability is presented. System dynamic simulations are used to confirm the
analysis and help demonstrate the stable or unstable behavior of the supply chain system.
5.1 Function Transformation Technique for System Analysis
Past research work have been presented (see Chapter 2) in which supply chain or
production-inventory control systems are captured using feedback-based structures
(Forrester 1961, Towill 1982, Axsäter 1985, Edghill and Towill 1990, Sterman 2000) and
analyzed through the application of control theoretic tools such as block diagram algebra,
Bode plots, and functional transformations (Wikner et al. 1992, John et al. 1994,
Grubbström and Wikner 1996, Disney and Towill 2002, Disney et al. 2004). In this
research work, modified causal loop diagrams are used to capture the production and
purchase ordering and the inventory management at the Manufacturer, Suppliers and
Retailers (see Chapter 4). In this chapter, these models are analyzed by applying z-
133
transformation technique (a type of function transformation technique). The discrete
nature the planning problem (i.e. planning is typically done with a time period of 1 week
or 1 day) prompted the use of z-transform technique. Function transformation technique
maps the system from the time domain to the frequency domain; the advantages of which
are summarized below (Disney and Towill 2002):
• Frequency response analysis has been found to be an efficient tool to examine the
critical design parameters and identify ranges of parameter values that give good
transient response performance (Ortega and Lin 2004),
• Standard techniques exists to analyze the system performance such as rise time, peak
overshoots, and settling time, without recourse to simulation (Bissell 1996),
• Frequency domain calculations can be computationally very simple (Bissell 1996),
• Closed loop transfer functions of the system can be obtained that enables to gain
insight into the stability of the system,
• Appropriate integration of transfer functions with simulation enables additional
system analysis (Disney and Towill 2002),
• A number of techniques exist for transferring problems from one domain (Laplace, z,
Fourier, w, frequency, etc) to another domain, to help gain insight from situations that
have already been encountered and solved in other domains (Disney and Towill 2002),
• Transforms can be used to capture the stochastic properties by serving as moment
generating functions (Grubbström 1998).

134
A comprehensive literature review on the use of control theoretic concepts for the
dynamic analysis of supply chains and production – inventory systems have been
presented in Chapter 2.
5.2 Overview of Stability Analysis using z-Transform Technique
The z-transform technique is applicable for the functional transformation of
sequences. In sampled systems, a continuous function f(s) can be represented as a
sequence of values ( ),
: ( ) :t s tf f t f s
δ= where t = 0, 1, 2 ... and δ > 0 is known as the
discretization step or sampling interval. The one-sided z-transform of the sequence ( )f t
is defined as:
0
[ ( )] [ ] ( ) t
tZ f t F z f t z
∞−
=
= =∑
The polynomials in the numerator and denominator of can be factored, and
can be written in terms of those factors as shown below.
[ ]F z [ ]F z
1 2
1 2
( )( )...( )[ ][ ][ ] ( )( )...( )
m
n
z z z z z zN zF z GD z z p z p z p
− − −= =
− − −
where, G is the gain factor and s are the zeros and the iz ip s are the poles. The zeros are
the roots of the numerator polynomial, and the poles are the roots of the denominator
polynomial. Thus, the transfer function has m finite zeros and n finite poles. Also,
there will be
[ ]F z
n m− zeros (if n > m), or poles (if n < m) at the origin . These poles
and zeros are either real or appear in complex conjugate pairs. A pole-zero plot of a z-
0z =
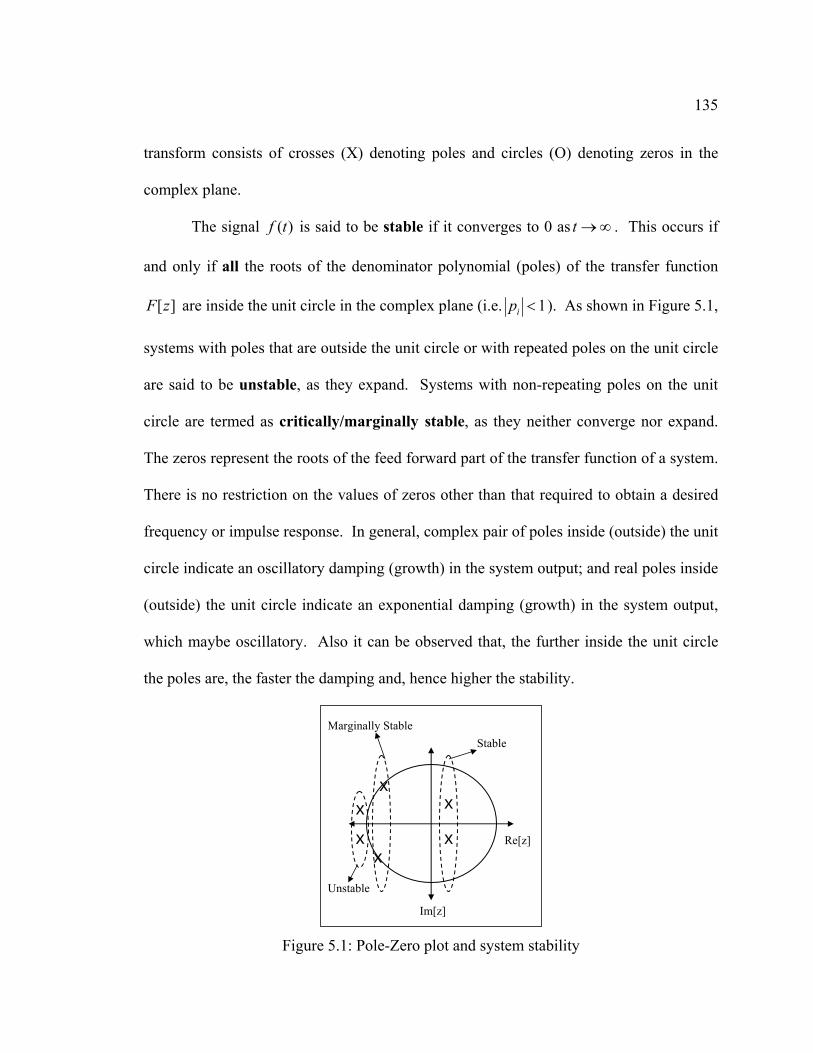
135
transform consists of crosses (X) denoting poles and circles (O) denoting zeros in the
complex plane.
The signal ( )f t is said to be stable if it converges to 0 as . This occurs if
and only if all the roots of the denominator polynomial (poles) of the transfer function
are inside the unit circle in the complex plane (i.e.
t →∞
[ ]F z 1ip < ). As shown in Figure 5.1,
systems with poles that are outside the unit circle or with repeated poles on the unit circle
are said to be unstable, as they expand. Systems with non-repeating poles on the unit
circle are termed as critically/marginally stable, as they neither converge nor expand.
The zeros represent the roots of the feed forward part of the transfer function of a system.
There is no restriction on the values of zeros other than that required to obtain a desired
frequency or impulse response. In general, complex pair of poles inside (outside) the unit
circle indicate an oscillatory damping (growth) in the system output; and real poles inside
(outside) the unit circle indicate an exponential damping (growth) in the system output,
which maybe oscillatory. Also it can be observed that, the further inside the unit circle
the poles are, the faster the damping and, hence higher the stability.
Im[z]
Re[z]
x
x
x
x
xx
StableMarginally Stable
Unstable
Figure 5.1: Pole-Zero plot and system stability

136
Often the denominator polynomial of the transfer functions is of higher order, and
its algebraic solution involves complex mathematical calculations. In such cases, it is
desirable to test the location of the roots on the complex z-plane, without explicitly
solving for the roots. In this research, Jury’s Test (Jury 1964) is employed to determine
the location of the roots. Though this method enables a solution, it still involves tedious
calculations, which are hence performed by the authors by using Mathematica
[ ]F z
®.
For a given characteristic polynomial (denominator polynomial):
, Jury’s Table is constructed as shown in Table 5.1.
For stability, all s must be positive.
10 1 0( ) ( 0)n n
nc z a z a z a a−= + + + >
0ka
Table 5.1: General Jury's Table for nth order polynomial
0 1 1
1 1 01 1 1 0
0 1 11 1 11 2 0 1 1
1 1 0
00
/
/
n n
n nn n n n n
nn n nn n n n
n n
a a a aa a a a
b a aa a aa a a
b a a
a
−
−− − −
−− − −− − − −
− −
=
=
…………
where 11 0and /k k k k
i i n k k ka a b a b a a−−= − = k
5.2.1 Discretization and Linearization
Two preparatory steps are to be performed prior to the application of z-transfer
technique and the ensuing stability analysis, for the supply chain models presented in
Chapter 4. The first step is the discretization of the differential equations underlying the
models presented in Chapter 4. It is noted that all the stocks in the system model are the
137
only equations defined as the differential equations, to reflect the accumulation of the
stock over time. Accordingly, the differential equations of the stock are discretized, with
a sampling interval of δ, as follows:
1 n[Stock]/ Inflow( ) Outflow( ) Stock Stock (Inflow Outflow )n nd dt t t nδ−= − ⇒ = + ⋅ −
The sampling interval (δ) is said to correspond with the frequency at which the
information is updated within the system. Typically, in the past research works
(Grubbström 1998, Disney and Towill 2002), the sampling interval δ is implicitly
assumed to be equal to 1, indicating a weekly update of the ordering rule. In the current
research work, the impact of the frequency of information update on the dynamics of the
system is explicitly measured. It is noted that the sampling interval δ refers to the
planning and execution frequency.
The second step prior to the z-transform analysis is the linearization of the non-
linear functions present in the system models. Linearization is important as the exact
solution using z-transform analysis can be obtained only for a linear system, which can
serve as approximate solutions to the non-linear models. The non-linear functions are
found to arise in the supply chain models due to ‘saturation effect’. The saturation effect
results in sharp discontinuities in the output in response to varying input. In the models,
the shipment rates, the production rates and purchase order rates are the typical non-linear
functions characterized by the saturation effect. In this research, such non-linear
functions are linearized using local linearization technique, in which the non-linear
function is separated into piecewise linear functions.
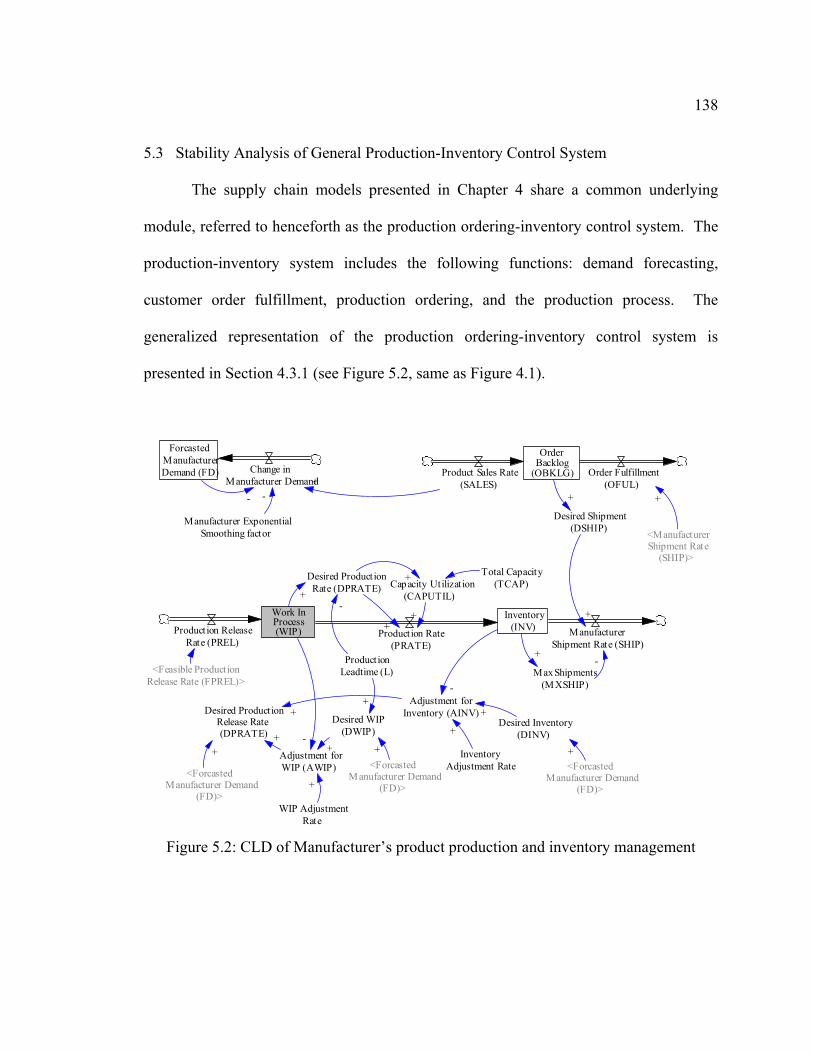
138
5.3 Stability Analysis of General Production-Inventory Control System
The supply chain models presented in Chapter 4 share a common underlying
module, referred to henceforth as the production ordering-inventory control system. The
production-inventory system includes the following functions: demand forecasting,
customer order fulfillment, production ordering, and the production process. The
generalized representation of the production ordering-inventory control system is
presented in Section 4.3.1 (see Figure 5.2, same as Figure 4.1).
Work InProcess(WIP)
Inventory(INV)Production Rate
(PRATE)Production Release
Rate (PREL)Manufacturer
Shipment Rate (SHIP)
Max Shipments(MXSHIP)
-+
Adjustment forInventory (AINV)
Adjustment forWIP (AWIP)
Desired ProductionRelease Rate(DPRATE)
Desired Inventory(DINV)
Desired WIP(DWIP)
-+
-
+
+
+
WIP AdjustmentRate
+
InventoryAdjustment Rate
+
ProductionLeadtime (L)
+
<Feasible ProductionRelease Rate (FPREL)>
Desired Product ionRate (DPRATE)+
-
+
Total Capacity(TCAP)Capacity Utilizat ion
(CAPUTIL)
+
+
ForcastedManufacturerDemand (FD) Change in
Manufacturer Demand
Manufacturer ExponentialSmoothing factor
--
<ForcastedManufacturer Demand
(FD)>
<ForcastedManufacturer Demand
(FD)><Forcasted
Manufacturer Demand(FD)>
+ + +
OrderBacklog
(OBKLG)Product Sales Rate(SALES)
Order Fulfillment(OFUL)
<ManufacturerShipment Rate
(SHIP)>
+
Desired Shipment(DSHIP)
++
+
Figure 5.2: CLD of Manufacturer’s product production and inventory management
139
Figure 5.2 illustrates the Manufacturer’s product production and inventory control
system. Manufacturer’s component order management (see Section 4.3.2) and Supplier
component production and inventory management (see Section 4.5.1) can be obtained as
special cases of this production ordering-inventory control system, as shown below:
• Manufacturer’s component order management (see Section 4.3.2): This model can be
obtained by mapping (from Figure 5.1 to Figure 4.3), the (1) product WIP to
component GIT, (2) product inventory to component inventory, (3) product
production lead time to component supply lead time, (4) desired production usage
rate to product sales rate, (5) forecasted product demand to desired component usage
rate, (6) exponential smoothing constant of product is set to 1, and (7) order backlogs
are removed.
• Supplier’s component production and inventory management (see Section 4.5.1):
This model can be obtained by direct mapping (from Figure 5.1 to Figure 4.6).
Hence, it is important and essential to analyze the stability of the general
production ordering and inventory control system, as (1) it is applicable to different parts
of the supply chain, and (2) it helps understand the dynamics of the production ordering
and inventory control system of the individual players in response to all their external
inputs.
In this section, the model presented in Section 4.3.1 will be analyzed using z-
transform technique. In past literature, ordering and inventory based production control
systems have been analyzed using the z-transform technique (Vassain 1954, Adelson
1966, Deziel and Eilon 1967, Boney et al. 1994, Grubbström 1998, Disney and Towill
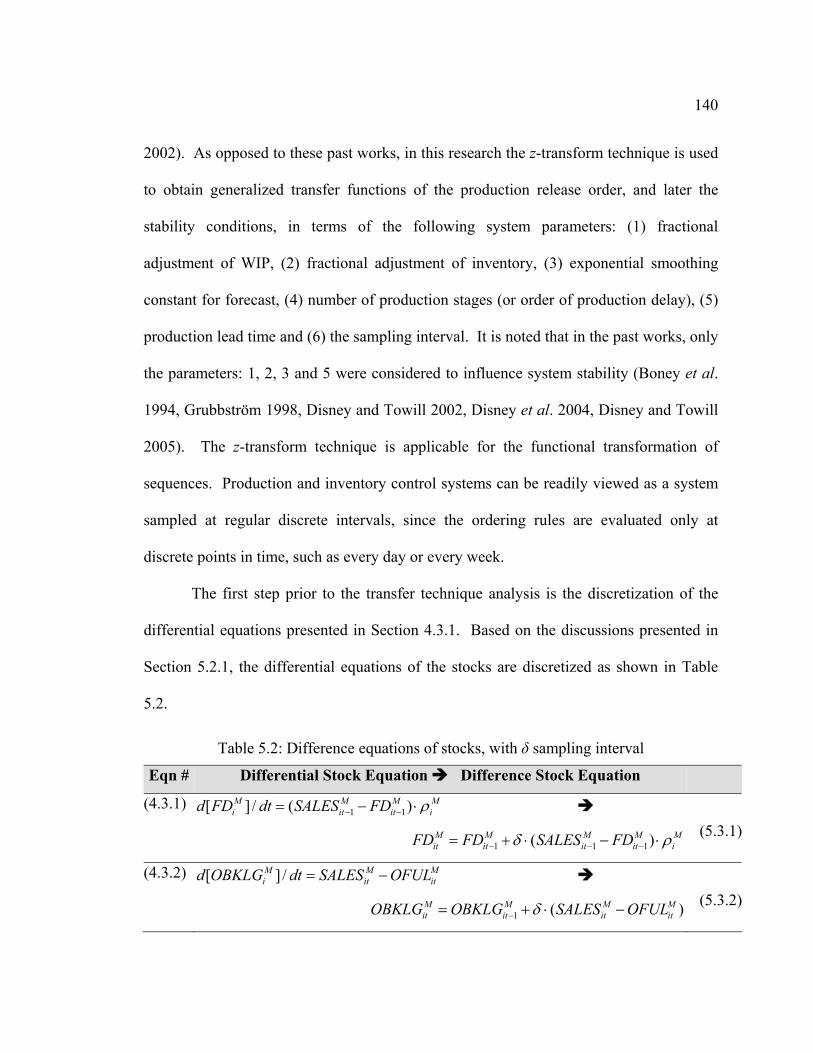
140
2002). As opposed to these past works, in this research the z-transform technique is used
to obtain generalized transfer functions of the production release order, and later the
stability conditions, in terms of the following system parameters: (1) fractional
adjustment of WIP, (2) fractional adjustment of inventory, (3) exponential smoothing
constant for forecast, (4) number of production stages (or order of production delay), (5)
production lead time and (6) the sampling interval. It is noted that in the past works, only
the parameters: 1, 2, 3 and 5 were considered to influence system stability (Boney et al.
1994, Grubbström 1998, Disney and Towill 2002, Disney et al. 2004, Disney and Towill
2005). The z-transform technique is applicable for the functional transformation of
sequences. Production and inventory control systems can be readily viewed as a system
sampled at regular discrete intervals, since the ordering rules are evaluated only at
discrete points in time, such as every day or every week.
The first step prior to the transfer technique analysis is the discretization of the
differential equations presented in Section 4.3.1. Based on the discussions presented in
Section 5.2.1, the differential equations of the stocks are discretized as shown in Table
5.2.
Table 5.2: Difference equations of stocks, with δ sampling interval
Eqn # Differential Stock Equation Difference Stock Equation
(4.3.1) 1 1[ ] / ( )M M M M
i it it id FD dt SALES FD ρ− −= − ⋅
1
1 1( )M M M Mit it it it iFD FD SALES FD Mδ ρ− − −= + ⋅ − ⋅ (5.3.1)
(4.3.2) [ ] /M Mi itd OBKLG dt SALES OFUL= − M
it
M
1 ( )M M Mit it it itOBKLG OBKLG SALES OFULδ−= + ⋅ − (5.3.2)

141
Eqn # Differential Stock Equation Difference Stock Equation
(4.3.12) [ ] /M M Mi it itINV dt PRATE SHIP= −
M
d
1 ( )M M Mit it it itINV INV PRATE SHIPδ−= + ⋅ − (5.3.3)
(4.3.14)1
1
, 1[ ] /
, (2... )
M Mit iq tM
iq M Miq t iqt i
PREL XPRATE qd XWIP dt MXPRATE XPRATE q Q
=
−
⎧ − ∀⎪= ⎨ − ∀ ∈⎪⎩
=
1M
1 1
1 1
( ) ,( ) , (2... )
M M Miqt it iq tM
iqt M M Miqt iq t iqt i
XWIP PREL XPRATE qXWIP
XWIP XPRATE XPRATE q Qδ
δ− =
− −
⎧ + ⋅ − ∀ =⎪= ⎨ + ⋅ − ∀ ∈⎪⎩(5.3.4)
The second step prior to the transfer technique analysis is the linearization of the
non-linear functions present in the system models. In the model presented in Section
4.3.1, the shipment rates and the production rates are the non-linear functions
characterized by the saturation effect, which are now separated into distinct piecewise
linear functions. For example, in Section 4.3.1.2, the shipment rate is given as a function
of the desired shipment and the product inventory available. Assuming a sharply
discontinuous function, it is seen that when the desired shipment is less than the
inventory coverage, the shipment rate equals the desired rate; and when the desired rate is
more than the coverage, the shipment rate equals the inventory available, as shown
below:
{ ,M Mit it itSHIP MIN DSHIP MXSHIP= }M 1
1
, if ,if
M M MM it it it
it M Mt it
DSHIP DSHIP INVSHIP
itMXSHIP DSHIP INV−
−
⎧ ≤= ⎨
>⎩
It is noted that though similar segregation can be drawn for the utilization of capacity at
each stage of production (refer Section 4.3.1.4), in this research, the production capacity
at each stage is assumed always sufficient (inclusion of production capacity is future
142
research). In the following sub-sections, two distinct regimes of inventory and
production operations are analyzed using z-transform technique. In the first operational
regime, it is assumed that there is always sufficient inventory coverage to meet the
desired shipments. In the second operational regime, it assumed that there is not
sufficient inventory coverage to meet the desired shipments. It is noted that the dynamic
behavior of the system often results in transition between one operational regime to the
other, which are not captured in such separate analysis. However, extremely useful
insights can be drawn from such segregated analysis. A typical application of such
segregated analysis lies in real and complex manufacturing systems where it is difficult to
find out when the system operates within capacity and when the system operate beyond
capacity. The output performance of such manufacturing system can be observed and
mapped to the predicted performance obtained for the above segregated analysis. This
would help identify the current operational regime of the systems, and hence the
appropriate corrective actions can be taken.
5.3.1 Model Mapped in z-domain
The z-transform of the discretized production ordering and inventory control
system (refer Sections 4.3.1, 5.3), with the equations reduced, are given as follows:
[ ][ ]1
MM ii
z SALES zFD zz
δ ρδ ρ
⋅ ⋅ ⋅=
− + ⋅ (5.3.5)
(5.3.6.a) 1[ ] [ ] , if [ ] [ ]M M Mi i iSHIP z SALES z SALES z z INV z−= M
i≤
1 Mi
−> (5.3.6.b) 1[ ] [ ] ,if [ ] [ ]M M Mi i iSHIP z z INV z SALES z z INV z−=
143
(1 ) [ ] [ ] [ ][ ] [ ]M M
M M i ii i
L FD z WIP z INVPREL z DPREL zz
α β α β+ ⋅ + − ⋅ − ⋅= =
Mi z (5.3.7)
( [ ] [[ ]1
M MM i i
iz PRATE z SHIP zINV z
zδ⋅ −
=−
]) (5.3.8)
11 1
0
! ( 1) [!( )!
[ ]( )
Qq Q q q Q q M
iqM
i Q
Q Q L z z PREL zq Q q
WIP zQ L Lz
δ
δ
−− + − −
=
⎛ ⎞− ⋅ ⋅⎜ ⎟−⎝ ⎠=
− +
∑ ] (5.3.9)
( ) [ ][ ]
( )
Q MiM
i Q
Q PREL zPRATE z
Q L Lzδδ
⋅=
− + (5.3.10)
The z-transform of the exponentially smoothing demand forecasting function (Equations
4.3.1, 5.3.1) is as shown in Equation (5.3.5). Equations (5.3.6.a) and (5.3.6.b) represent
the z-transforms of the shipment rate in terms of the sales and current inventory level,
which is obtained by combining and reducing Equations (4.3.2)-(4.3.6). Equation
(5.3.6.a) is used in the transform analysis of cases in which there is always sufficient
inventory coverage to meet the desired shipments. Equation (5.3.6.b) is used in the
transform analysis of cases in which there is not sufficient inventory coverage to meet the
desired shipments. Equations (4.3.7)-(4.3.11) are combined and reduced to represent the
production release order rate in terms of the forecasted demand, WIP and inventory levels,
and the z-transform of which is shown in Equation (5.3.7). The inventory policy, shown
in Equation (4.3.12, 5.3.3), is converted into the z-domain using the Heaviside Step
Function or the integration term 1/(1-z-1) (Disney and Towill 2002). Using the principles
of mathematical induction, the Equations (4.3.13)-(4.3.18) are algebraically treated to
derive the closed form z-transforms of the WIP (Equation 5.3.9) and the end production
144
rate (Equation 5.3.10) for a general Q stage production process, the detailed description
of which is presented in Appendix C. It is readily seen that when L = δQ, the Equation
(5.3.10) collapses to the form , which is the z-domain
conversion of a pipeline delay policy, with a delay L.
[ ] [ ]M L MiPRATE z z PRELS z−= i
5.3.1.1 System Transfer Function for Infinite Inventory Coverage
In this case, it is assumed that, there is always sufficient product inventory
coverage to meet the desired product shipment rate (i.e. M MiDSHIP INV≤ i ). Using
algebra, the transfer function for PREL/SALES has been obtained by solving Equations
(5.3.5), (5.3.6.a)-(5.3.10) simultaneously; the simplified form of which is presented
below:
( (
))1
[ ] ( ( ( 1) ) (( 1)(1 ) ( 1 )) !)[ ] ( 1)( 1 ) ( 1) ( 1) !
( 1)
( ( 1)( ( 1) ) ) !
M QiM QQi Q Q Q
Q Q Q
PREL z L z Q z L z z QSALES z Q L z Qz L z
L Lz L z
Q z L z Q Q
δ δ α ρ β ρ ρ δρ
δ δδρ αδ
βδ δ+
− + − + + − + − + +=
⎛ ⎞⎛ ⎞− +⎛ ⎞⎜ ⎟− + + − − − −⎜ ⎟ ⎜ ⎟ ⎟⎜ − −⎝ ⎠ ⎝ ⎠ ⎠⎝
+ + − − +
Q
(5.3.11)
5.3.1.2 System Transfer Function for Limited Inventory Coverage
In this case, it is assumed that, there is not sufficient product inventory coverage
to meet the desired product shipment rate (i.e. M MiDSHIP INV> i ). Using algebra, the
transfer function for PREL/SALES has been obtained by solving Equations (5.3.5),
(5.3.6.b)-(5.3.10) simultaneously; the simplified form of which is presented below:
145
( (
))1
[ ] ( 1)(1 ) ( 1 )( ( 1) ) !)[ ] ( 1 ) ( 1) ( 1 )
( 1)( 1) !( 1)
( 1)( ( 1 )( ( 1) ) ) !
M QiM Q Qi
QQQ
Q Q Q
PREL z z L z L z Q QSALES z z L z z
Q L z Q QL Lz L z
z Q z L z Q Q
α β δ δ δ ρδρ αδ δ
δ δ
βδ δ δ+
− + + − + − +=
− + + − − − +
⎛ ⎞⎛ ⎞− +⎛ ⎞⎜ ⎟− −⎜ ⎟ ⎜ ⎟ ⎟⎜ − −⎝ ⎠ ⎝ ⎠ ⎠⎝
+ − + − + − +
(5.3.12)
The difference in the transfer functions between Equations (5.3.11) and (5.3.12) and the
respective resultant system behavior become explicit when studied in terms of system
stability (see following Section 5.3.2).
5.3.2 Inspection of Stability of Production-Inventory Control System
It is important to understand how the production ordering and inventory control
system responds to any change in its input (i.e. sales rate), especially under a fluctuating
market. Does the response result in increasing amplitude oscillations and chaos in
general, or does the response appear controllable and damped? Thus it becomes essential
to know under what conditions the system is stable or unstable. In this section, the
general conditions for the system stability, from the PREL transfer functions in Equations
(5.3.11) and (5.3.12), is presented in terms of the various design parameters.
Inspection of the denominator polynomial of the PREL transfer functions in
Equation (5.3.11) and (5.3.12) reveals a polynomial whose order is contingent upon the
value of Q. In order to avoid solving a transcendental function, the value of Q is fixed
arbitrarily at 3, which is used for the reminder of the Sections 5.3 and 5.4. The transfer
functions for infinite inventory coverage and limited inventory coverage are now reduced
to Equations (5.3.13) and (5.3.14), respectively.
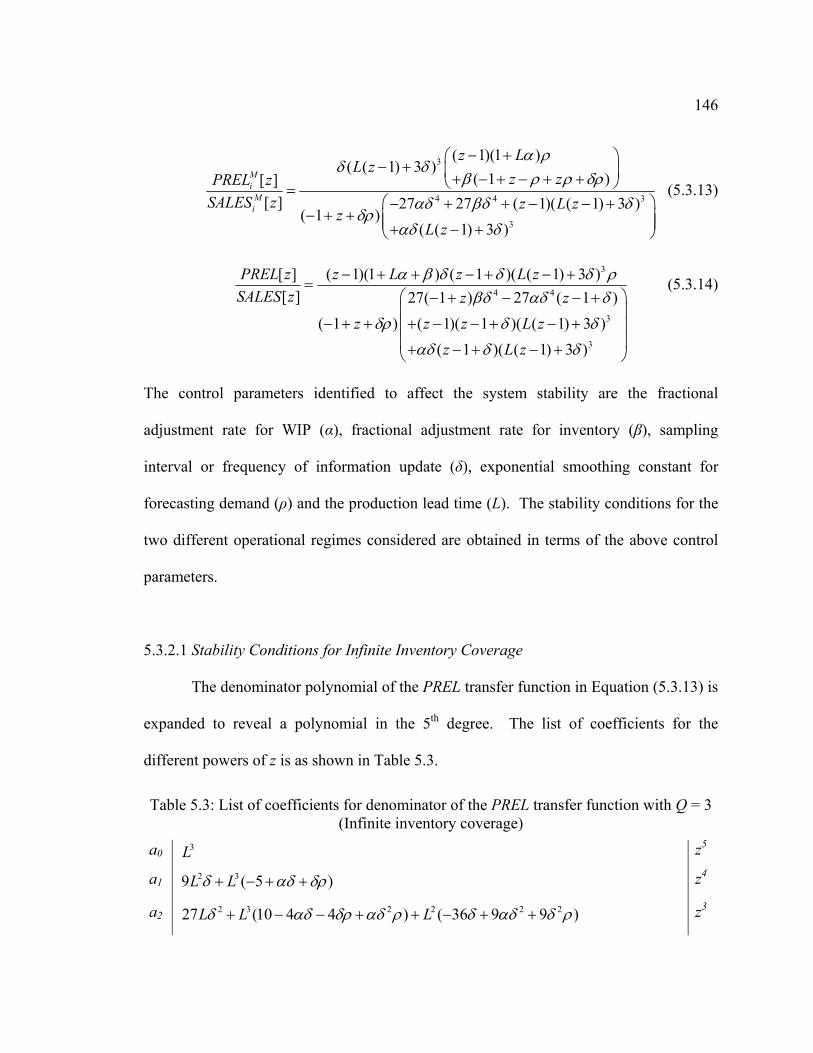
146
3
4 4
3
( 1)(1 )( ( 1) 3 )
( 1 )[ ][ ] 27 27 ( 1)( ( 1) 3 )
( 1 )( ( 1) 3 )
MiMi
z LL z
z zPREL zSALES z z L z
zL z
α ρδ δ
β ρ ρ δραδ βδ δ
δραδ δ
− +⎛ ⎞− + ⎜ ⎟+ − + − + +⎝ ⎠=⎛ ⎞− + + − − +
− + + ⎜ ⎟⎜ ⎟+ − +⎝ ⎠
3 (5.3.13)
3
4 4
3
3
[ ] ( 1)(1 ) ( 1 )( ( 1) 3 )[ ] 27( 1 ) 27 ( 1 )
( 1 ) ( 1)( 1 )( ( 1) 3 )( 1 )( ( 1) 3 )
PREL z z L z L zSALES z z z
z z z L zz L z
α β δ δ δ ρβδ αδ δ
δρ δ δ
αδ δ δ
− + + − + − +=
⎛ ⎞− + − − +⎜ ⎟
− + + + − − + − +⎜ ⎟⎜ ⎟+ − + − +⎝ ⎠
(5.3.14)
The control parameters identified to affect the system stability are the fractional
adjustment rate for WIP (α), fractional adjustment rate for inventory (β), sampling
interval or frequency of information update (δ), exponential smoothing constant for
forecasting demand (ρ) and the production lead time (L). The stability conditions for the
two different operational regimes considered are obtained in terms of the above control
parameters.
5.3.2.1 Stability Conditions for Infinite Inventory Coverage
The denominator polynomial of the PREL transfer function in Equation (5.3.13) is
expanded to reveal a polynomial in the 5th degree. The list of coefficients for the
different powers of z is as shown in Table 5.3.
Table 5.3: List of coefficients for denominator of the PREL transfer function with Q = 3 (Infinite inventory coverage)
a0 3L z5
a1 2 39 ( 5L L )δ αδ δρ+ − + + z4
a2 2 3 2 2 2 227 (10 4 4 ) ( 36 9 9 )L L Lδ αδ δρ αδ ρ δ αδ δ ρ+ − − + + − + + z3
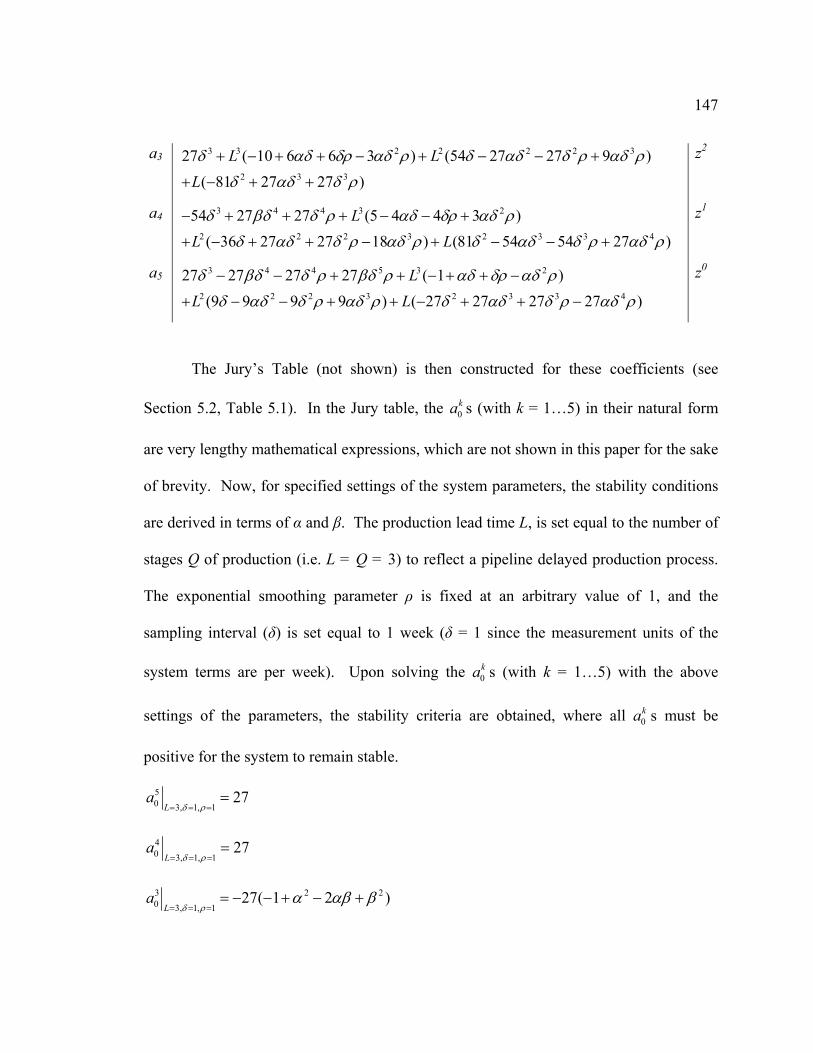
147
a3 3 3 2 2 2 2 3
2 3 3
27 ( 10 6 6 3 ) (54 27 27 9 )( 81 27 27 )
L LLδ αδ δρ αδ ρ δ αδ δ ρ αδ ρ
δ αδ δ ρ
+ − + + − + − − +
+ − + +
z2
a4 3 4 4 3 2
2 2 2 3 2 3 3
54 27 27 (5 4 4 3 )( 36 27 27 18 ) (81 54 54 27 )
LL Lδ βδ δ ρ αδ δρ αδ ρ
4δ αδ δ ρ αδ ρ δ αδ δ ρ αδ ρ
− + + + − − +
+ − + + − + − − +
z1
a5 3 4 4 5 3 2
2 2 2 3 2 3 3
27 27 27 27 ( 1 )(9 9 9 9 ) ( 27 27 27 27 )
LL Lδ βδ δ ρ βδ ρ αδ δρ αδ ρ
4δ αδ δ ρ αδ ρ δ αδ δ ρ αδ ρ
− − + + − + + −
+ − − + + − + + −
z0
The Jury’s Table (not shown) is then constructed for these coefficients (see
Section 5.2, Table 5.1). In the Jury table, the s (with k = 1…5) in their natural form
are very lengthy mathematical expressions, which are not shown in this paper for the sake
of brevity. Now, for specified settings of the system parameters, the stability conditions
are derived in terms of α and β. The production lead time L, is set equal to the number of
stages Q of production (i.e. L = Q = 3) to reflect a pipeline delayed production process.
The exponential smoothing parameter ρ is fixed at an arbitrary value of 1, and the
sampling interval (δ) is set equal to 1 week (δ = 1 since the measurement units of the
system terms are per week). Upon solving the s (with k = 1…5) with the above
settings of the parameters, the stability criteria are obtained, where all s must be
positive for the system to remain stable.
0ka
0ka
0ka
50 3, 1, 1
27L
aδ ρ= = =
=
40 3, 1, 1
27L
aδ ρ= = =
=
3 20 3, 1, 1
27( 1 2 )L
aδ ρ
2α αβ β= = =
= − − + − +

148
3 2 4 2 220 2 23, 1, 1
27( 1 2 ( 1 ) 3 (3 4 5 ) 2 ( 3 2 ))1 2L
aδ ρ
α β β β α β β αβ β βα αβ β= = =
− + − + + − + + − + − − +=
− + − +
2
22
210 23, 1, 1
2
( 1 )4 4 4 21 ( 1 2 ) 327
2 ( 1 )1 (1 )
La
δ ρ
αα αβ βα α β αβ β
αα α β β
= = =
⎛ ⎞− +− + − +⎜ ⎟− + − + + − +⎜ ⎟=
⎜ ⎟− ++⎜ ⎟⎜ ⎟− + − + +⎝ ⎠
3 2 3 4 2 2
300 2 3 2 23, 1, 1
(27 (2 (6 4 ) 3 4 ( 10 7 8 )(2 14 15 )))
( 1 2 ( 1 2 ) (2 3 ))La
δ ρ
β α β β β β β α β β
α β ββ β β α β α β= = =
⎛ ⎞− + − − − + + + − − +⎜ ⎟⎜ ⎟+ + −⎝ ⎠=
− − + + + − + + −
Given the nature of the construction of the Jury Table, the stability conditions in terms of
α and β can be obtained by solving for the roots of the stability criteria for α. Thus the
conditions for stability for a fixed pipeline delay of L = Q = 3, ρ = 1 and δ = 1 is as shown
in Equation (33):
00a
2 22 4 3 ( 2 ) 4 2+and <
2( 3 2 ) 2β β β β βα α
β− − + − − + +
>− +
(5.3.15)
The stable (grey region) and unstable regions are plotted on the parameter plane as shown
in Figure 5.3. The system guarantees to be stable when the values of α and β are
restricted to the stable region. Four sample data points (shown as black dots in Figure
5.3) are used to illustrate the stability of the system in response to a pulse input at time t =
0, as shown in Figure 5.4.
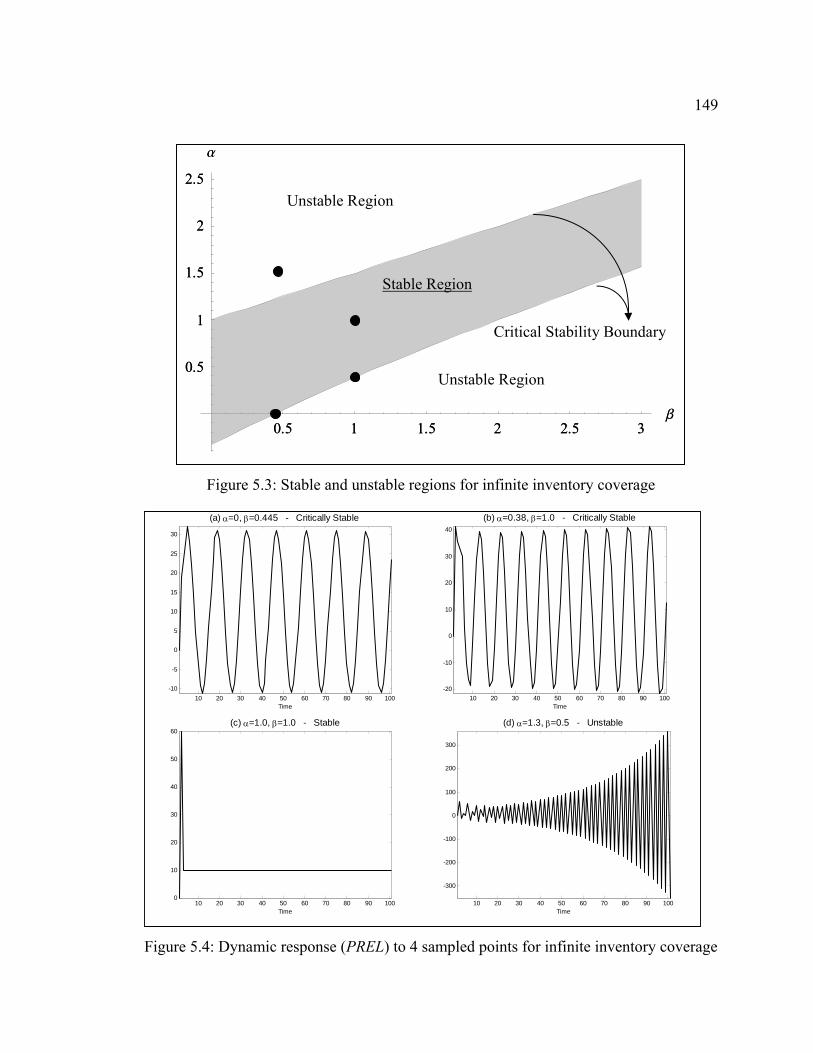
149
0.5 1 1.5 2 2.5 3b
0.5
1
1.5
2
2.5
a
0.5 1 1.5 2 2.5 3b
0.5
1
1.5
2
2.5
a
Critical Stability Boundary
Stable Region
Unstable Region
Unstable Region
Figure 5.3: Stable and unstable regions for infinite inventory coverage
10 20 30 40 50 60 70 80 90 100-10
-5
0
5
10
15
20
25
30
(a) α=0, β=0.445 - Critically Stable
Time10 20 30 40 50 60 70 80 90 100
-20
-10
0
10
20
30
40
(b) α=0.38, β=1.0 - Critically Stable
Time
10 20 30 40 50 60 70 80 90 1000
10
20
30
40
50
60(c) α=1.0, β=1.0 - Stable
Time 10 20 30 40 50 60 70 80 90 100
-300
-200
-100
0
100
200
300
(d) α=1.3, β=0.5 - Unstable
Time
Figure 5.4: Dynamic response (PREL) to 4 sampled points for infinite inventory coverage
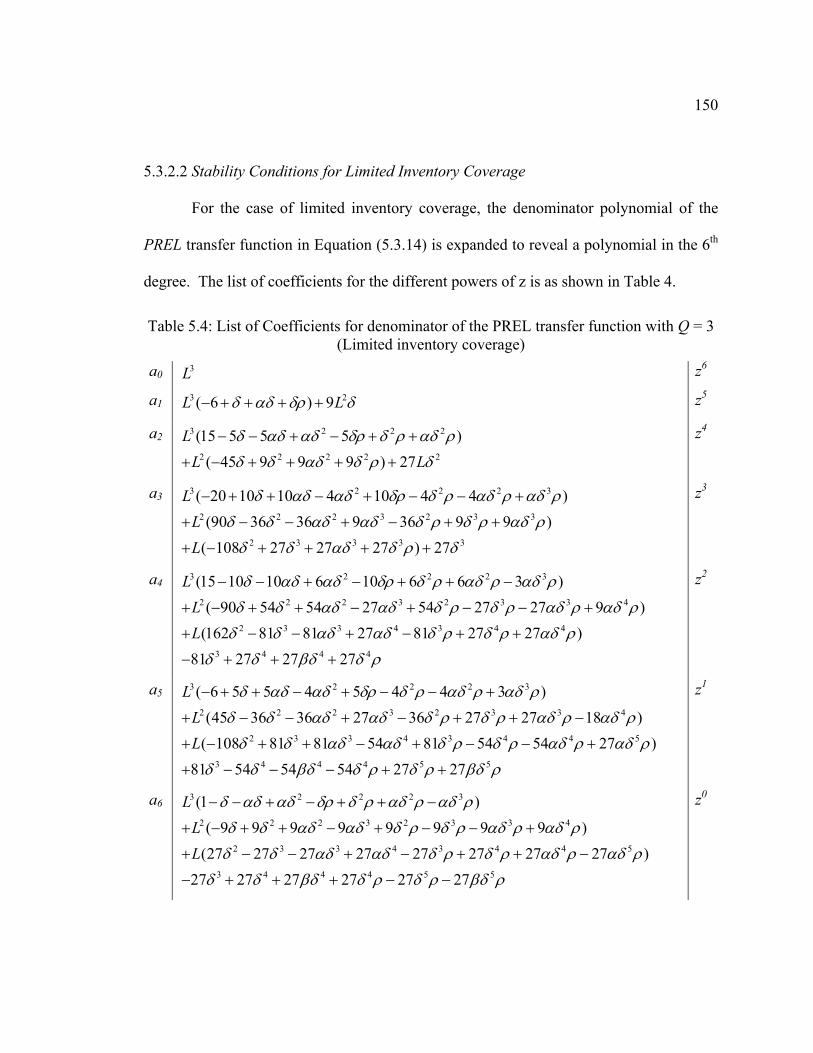
150
5.3.2.2 Stability Conditions for Limited Inventory Coverage
For the case of limited inventory coverage, the denominator polynomial of the
PREL transfer function in Equation (5.3.14) is expanded to reveal a polynomial in the 6th
degree. The list of coefficients for the different powers of z is as shown in Table 4.
Table 5.4: List of Coefficients for denominator of the PREL transfer function with Q = 3 (Limited inventory coverage)
a0 3L z6
a1 3 2( 6 ) 9L Lδ αδ δρ δ− + + + + z5
a2 3 2 2
2 2 2 2
(15 5 5 5 )( 45 9 9 9 ) 27
LL L
2
2
δ αδ αδ δρ δ ρ αδ ρ
δ δ αδ δ ρ δ
− − + − + +
+ − + + + +
z4
a3 3 2 2
2 2 2 3 2 3 3
2 3 3 3 3
( 20 10 10 4 10 4 4 )(90 36 36 9 36 9 9 )
( 108 27 27 27 ) 27
LLL
2 3δ αδ αδ δρ δ ρ αδ ρ αδ ρ
δ δ αδ αδ δ ρ δ ρ αδ ρ
δ δ αδ δ ρ δ
− + + − + − − +
+ − − + − + +
+ − + + + +
z3
a4 3 2 2 2 3
2 2 2 3 2 3 3
2 3 3 4 3 4 4
3 4 4 4
(15 10 10 6 10 6 6 3 )( 90 54 54 27 54 27 27 9 )
(162 81 81 27 81 27 27 )81 27 27 27
LLL
δ αδ αδ δρ δ ρ αδ ρ αδ ρ4δ δ αδ αδ δ ρ δ ρ αδ ρ αδ
δ δ αδ αδ δ ρ δ ρ αδ ρ
δ δ βδ δ ρ
− − + − + + −
+ − + + − + − − +
+ − − + − + +
− + + +
ρ
z2
a5 3 2 2 2 3
2 2 2 3 2 3 3 4
2 3 3 4 3 4 4 5
3 4 4 4 5 5
( 6 5 5 4 5 4 4 3 )(45 36 36 27 36 27 27 18 )
( 108 81 81 54 81 54 54 27 )81 54 54 54 27 27
LLL
δ αδ αδ δρ δ ρ αδ ρ αδ ρ
δ δ αδ αδ δ ρ δ ρ αδ ρ αδ ρ
δ δ αδ αδ δ ρ δ ρ αδ ρ αδ
δ δ βδ δ ρ δ ρ βδ ρ
− + + − + − − +
+ − − + − + + −
+ − + + − + − − +
+ − − − + +
ρ
z1
a6 3 2 2 2 3
2 2 2 3 2 3 3 4
2 3 3 4 3 4 4 5
3 4 4 4 5 5
(1 )( 9 9 9 9 9 9 9 9 )
(27 27 27 27 27 27 27 2727 27 27 27 27 27
LLL
δ αδ αδ δρ δ ρ αδ ρ αδ ρ
δ δ αδ αδ δ ρ δ ρ αδ ρ αδ ρ
)δ δ αδ αδ δ ρ δ ρ αδ ρ αδ
δ δ βδ δ ρ δ ρ βδ ρ
− − + − + + −
+ − + + − + − − +
+ − − + − + + −
− + + + − −
ρ
z0
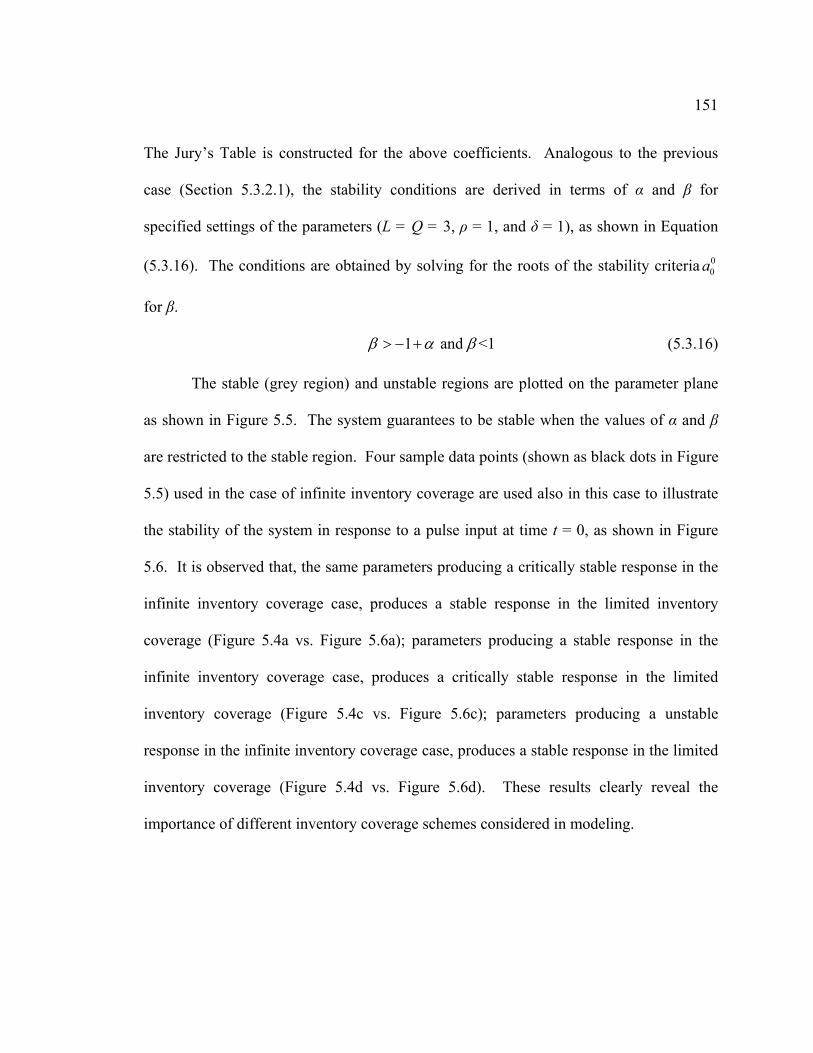
151
The Jury’s Table is constructed for the above coefficients. Analogous to the previous
case (Section 5.3.2.1), the stability conditions are derived in terms of α and β for
specified settings of the parameters (L = Q = 3, ρ = 1, and δ = 1), as shown in Equation
(5.3.16). The conditions are obtained by solving for the roots of the stability criteria
for β.
00a
1 and <1 β α β> − + (5.3.16)
The stable (grey region) and unstable regions are plotted on the parameter plane
as shown in Figure 5.5. The system guarantees to be stable when the values of α and β
are restricted to the stable region. Four sample data points (shown as black dots in Figure
5.5) used in the case of infinite inventory coverage are used also in this case to illustrate
the stability of the system in response to a pulse input at time t = 0, as shown in Figure
5.6. It is observed that, the same parameters producing a critically stable response in the
infinite inventory coverage case, produces a stable response in the limited inventory
coverage (Figure 5.4a vs. Figure 5.6a); parameters producing a stable response in the
infinite inventory coverage case, produces a critically stable response in the limited
inventory coverage (Figure 5.4c vs. Figure 5.6c); parameters producing a unstable
response in the infinite inventory coverage case, produces a stable response in the limited
inventory coverage (Figure 5.4d vs. Figure 5.6d). These results clearly reveal the
importance of different inventory coverage schemes considered in modeling.
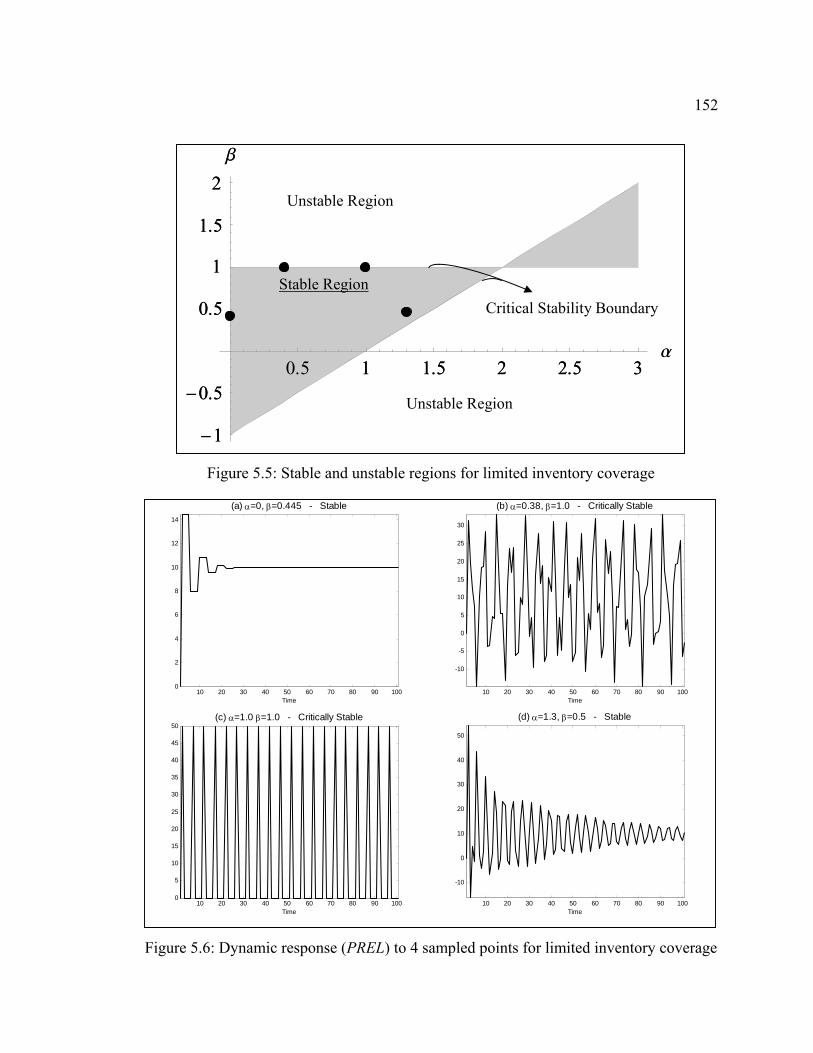
152
0.5 1 1.5 2 2.5 3a
-1
-0.5
0.5
1
1.5
2b
0.5 1 1.5 2 2.5 3a
-1
-0.5
0.5
1
1.5
2b
Critical Stability BoundaryStable Region
Unstable Region
Unstable Region
Figure 5.5: Stable and unstable regions for limited inventory coverage
10 20 30 40 50 60 70 80 90 1000
2
4
6
8
10
12
14
(a) α=0, β=0.445 - Stable
Time 10 20 30 40 50 60 70 80 90 100
-10
-5
0
5
10
15
20
25
30
(b) α=0.38, β=1.0 - Critically Stable
Time
10 20 30 40 50 60 70 80 90 1000
5
10
15
20
25
30
35
40
45
50(c) α=1.0 β=1.0 - Critically Stable
Time 10 20 30 40 50 60 70 80 90 100
-10
0
10
20
30
40
50
(d) α=1.3, β=0.5 - Stable
Time
Figure 5.6: Dynamic response (PREL) to 4 sampled points for limited inventory coverage
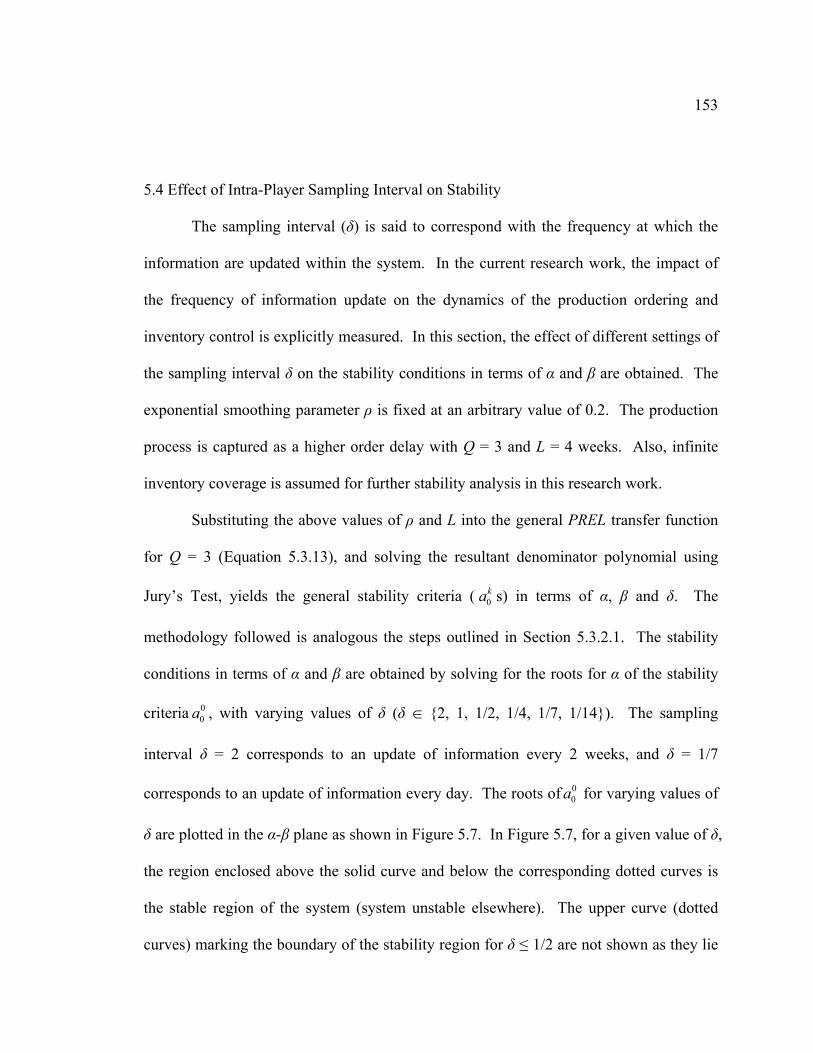
153
5.4 Effect of Intra-Player Sampling Interval on Stability
The sampling interval (δ) is said to correspond with the frequency at which the
information are updated within the system. In the current research work, the impact of
the frequency of information update on the dynamics of the production ordering and
inventory control is explicitly measured. In this section, the effect of different settings of
the sampling interval δ on the stability conditions in terms of α and β are obtained. The
exponential smoothing parameter ρ is fixed at an arbitrary value of 0.2. The production
process is captured as a higher order delay with Q = 3 and L = 4 weeks. Also, infinite
inventory coverage is assumed for further stability analysis in this research work.
Substituting the above values of ρ and L into the general PREL transfer function
for Q = 3 (Equation 5.3.13), and solving the resultant denominator polynomial using
Jury’s Test, yields the general stability criteria ( s) in terms of α, β and δ. The
methodology followed is analogous the steps outlined in Section 5.3.2.1. The stability
conditions in terms of α and β are obtained by solving for the roots for α of the stability
criteria , with varying values of δ (δ œ {2, 1, 1/2, 1/4, 1/7, 1/14}). The sampling
interval δ = 2 corresponds to an update of information every 2 weeks, and δ = 1/7
corresponds to an update of information every day. The roots of for varying values of
δ are plotted in the α-β plane as shown in Figure 5.7. In Figure 5.7, for a given value of δ,
the region enclosed above the solid curve and below the corresponding dotted curves is
the stable region of the system (system unstable elsewhere). The upper curve (dotted
curves) marking the boundary of the stability region for δ ≤ 1/2 are not shown as they lie
0ka
00a
00a
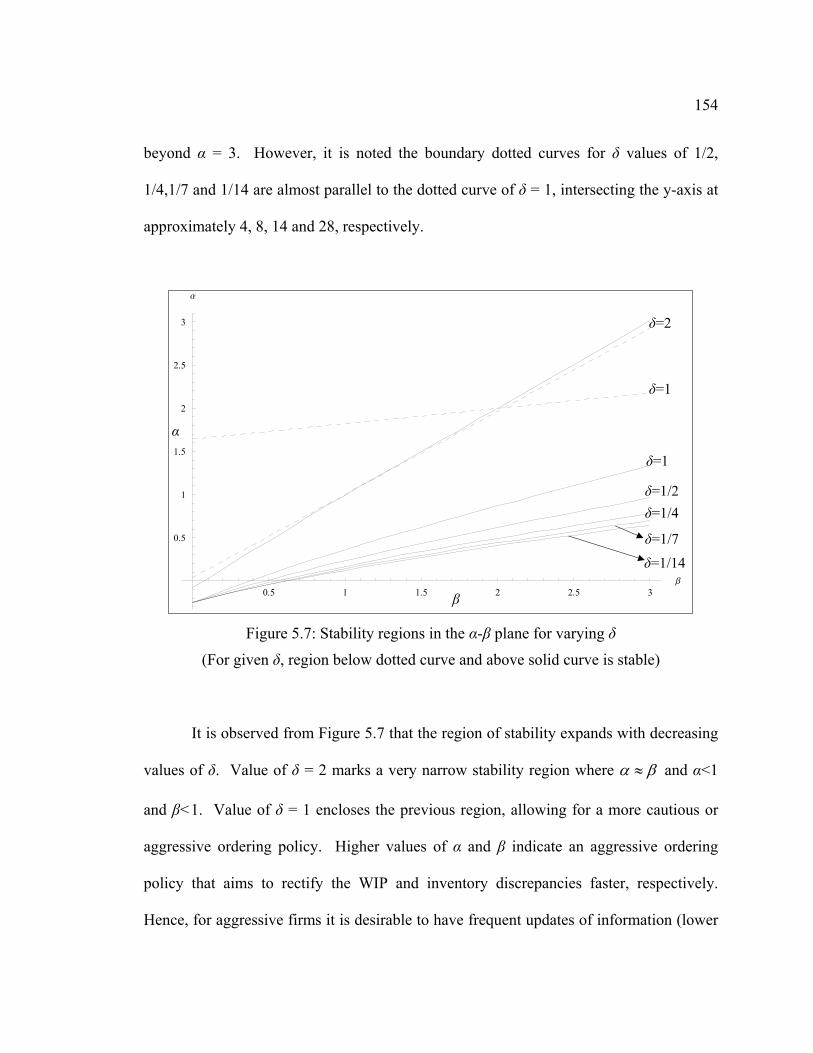
154
beyond α = 3. However, it is noted the boundary dotted curves for δ values of 1/2,
1/4,1/7 and 1/14 are almost parallel to the dotted curve of δ = 1, intersecting the y-axis at
approximately 4, 8, 14 and 28, respectively.
0.5 1 1.5 2 2.5 3b
0.5
1
1.5
2
2.5
3
a
δ=1
δ=1
δ=1/2δ=1/4
δ=1/7
δ=1/14
δ=2
β
α
Figure 5.7: Stability regions in the α-β plane for varying δ
(For given δ, region below dotted curve and above solid curve is stable)
It is observed from Figure 5.7 that the region of stability expands with decreasing
values of δ. Value of δ = 2 marks a very narrow stability region where α β≈ and α<1
and β<1. Value of δ = 1 encloses the previous region, allowing for a more cautious or
aggressive ordering policy. Higher values of α and β indicate an aggressive ordering
policy that aims to rectify the WIP and inventory discrepancies faster, respectively.
Hence, for aggressive firms it is desirable to have frequent updates of information (lower
155
δ), to ensure that system performs within the stable region. Also, it is clear that firms
ordering only based on the end inventory levels ignoring the current WIP or supply line
(α = 0, β>0) becomes unstable even if it fully accounts for the inventory levels (β = 1),
allowing only for very cautious ordering policy ( 0.5β ≺ ). This condition remains true
even for very frequent updates of information.
5.4.1 Investigation of a Special Case: α = β
The setting of α = β, which is referred to as the Deziel-Eilon arbitrary setting
(1967), results in the production release order rate to be stable for all values of α = β
(Towill 1980, Disney and Towill 2002). Specifically, the transfer function of production
release rate is found to be stable for a pipeline delayed production process with sampling
interval of δ=1. It is of our interest to understand the effect of varied sampling intervals
on the stability when α = β.
Setting α = β reduces the PREL transfer function (with Q = 3) in Equation
(5.3.13) to the Equation (5.4.1) shown below:
[ ] (( 1) ( 1 ( 1 ) (1 )))[ ] ( 1 )( 1 )
MiMi
PREL z z L zSALES z z z
Lδ ρ α δ ρ ρ ρδρ αδ
− + − + − − + + + +=
− + + − + + (5.4.1)
Given the simplistic nature of the transfer function, the poles and zeros can be directly
computed without resort to the Jury’s Test, as shown in Table 5.5. Upon inspection of
the poles, it is immediately apparent that the system is always stable if ( ) 2α βδ
= <
(poles must lie within the unit circle in the complex plane for stability). This relation is
critical in selecting the appropriate (though equal) values of α = β based on the frequency
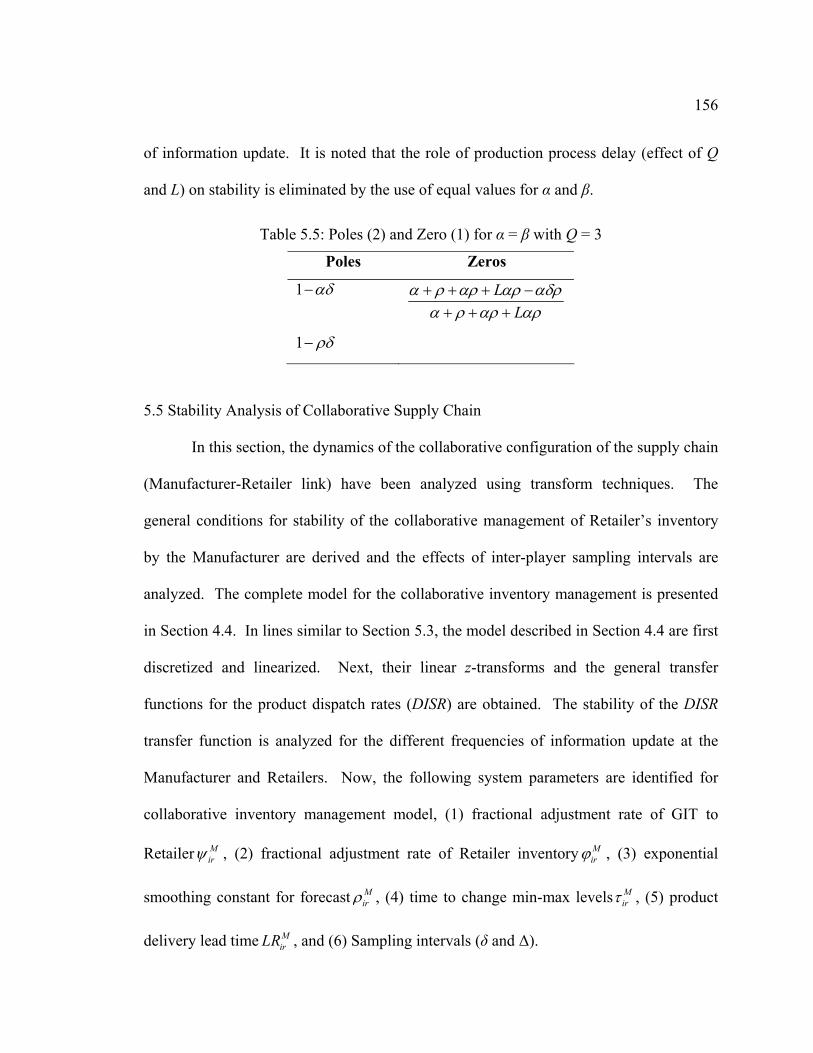
156
of information update. It is noted that the role of production process delay (effect of Q
and L) on stability is eliminated by the use of equal values for α and β.
Table 5.5: Poles (2) and Zero (1) for α = β with Q = 3
Poles Zeros
1 αδ− LL
α ρ αρ αρ αδρα ρ αρ αρ+ + + −
+ + +
1 ρδ−
5.5 Stability Analysis of Collaborative Supply Chain
In this section, the dynamics of the collaborative configuration of the supply chain
(Manufacturer-Retailer link) have been analyzed using transform techniques. The
general conditions for stability of the collaborative management of Retailer’s inventory
by the Manufacturer are derived and the effects of inter-player sampling intervals are
analyzed. The complete model for the collaborative inventory management is presented
in Section 4.4. In lines similar to Section 5.3, the model described in Section 4.4 are first
discretized and linearized. Next, their linear z-transforms and the general transfer
functions for the product dispatch rates (DISR) are obtained. The stability of the DISR
transfer function is analyzed for the different frequencies of information update at the
Manufacturer and Retailers. Now, the following system parameters are identified for
collaborative inventory management model, (1) fractional adjustment rate of GIT to
Retailer Mirψ , (2) fractional adjustment rate of Retailer inventory M
irϕ , (3) exponential
smoothing constant for forecast Mirρ , (4) time to change min-max levels M
irτ , (5) product
delivery lead time MirLR , and (6) Sampling intervals (δ and ∆).

157
The first step prior to the transfer technique analysis is the discretization of the
differential equations presented in Section 4.4. The Manufacturer’s model of the
collaborative inventory management system (Section 4.4) is discretized with a sampling
interval of δ and the Retailer’s part (Section 4.4.1) is discretized with a sampling interval
of ∆. The discretized forms of equations are as shown in Table 5.6.
Table 5.6: Difference equations for collaborative inventory management, with sampling intervals δ and ∆
Eqn # Differential Stock Equation Difference Stock Equation
(4.4.1)/
(4.4.14)1 1[ ] / ( )M M M M
ir irt irt irFDR dt CONSR FDRd ρ− −= − ⋅
1
1 1( )M M R Mirt irt it irt irFDR FDR RSALES FDR Mδ ρ− − −= + ⋅ − ⋅ (5.5.1)
(4.4.3) ( )1 1[ ] / /M M M Mir ir irt irt ird MIN dt LR FDR MIN Mτ− −= ⋅ −
( )1 1 /1M M M M Mirt irt ir irt irt irMIN MIN LR FDR MIN Mδ τ− −= + ⋅ ⋅ − −
(5.5.2)
(4.4.4) ( )1 1 1[ ] / /M M M Mir irt irt irt ird MAX dt FDR MIN MAX Mτ− − −= + −
( )1 1 1 1 /M M M M Mirt irt irt irt irt irMAX MAX FDR MIN MAX Mδ τ− − − −= + ⋅ + −
(5.5.3)
(4.4.9) [ ] /M Mir irt irtd GIT dt DISR DRATER= − M
M
1 ( )M M Mirt irt irt irtGIT GIT DISR DRATERδ−= + ⋅ − (5.5.4)
(4.4.12)
(4.4.13)2[ ] /R M
i itd RINV dt DRATER RSALES−= − Rit
R
1 2( )R R Mit it irt itRINV RINV DRATER RSALES− −= + ∆ ⋅ − (5.5.5)
It is noted that Equation (5.5.5) represents Retailer inventory update at a frequency of ∆.
The rest of the equations belonging to the collaborative inventory management model are
shown below:
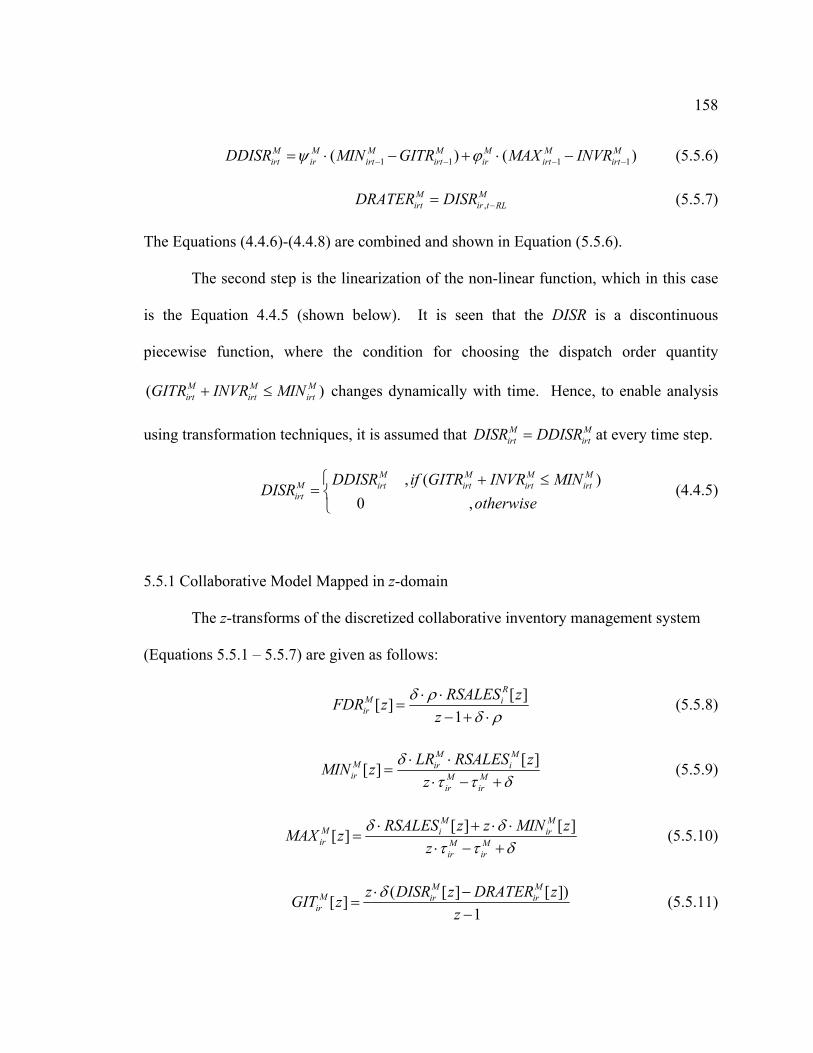
158
1 1 1( ) (M M M M M M Mirt ir irt irt ir irt irtDDISR MIN GITR MAX INVRψ ϕ 1)− − −= ⋅ − + ⋅ − −
)M
(5.5.6)
(5.5.7) ,M Mirt ir t RLDRATER DISR −=
The Equations (4.4.6)-(4.4.8) are combined and shown in Equation (5.5.6).
The second step is the linearization of the non-linear function, which in this case
is the Equation 4.4.5 (shown below). It is seen that the DISR is a discontinuous
piecewise function, where the condition for choosing the dispatch order quantity
changes dynamically with time. Hence, to enable analysis
using transformation techniques, it is assumed that
( M Mirt irt irtGITR INVR MIN+ ≤
M Mirt irtDISR DDISR= at every time step.
(4.4.5) , ( )
0 ,
M M MM irt irt irt irtirt
DDISR if GITR INVR MINDISR
otherwise⎧ + ≤
= ⎨⎩
M
5.5.1 Collaborative Model Mapped in z-domain
The z-transforms of the discretized collaborative inventory management system
(Equations 5.5.1 – 5.5.7) are given as follows:
[ ][ ]1
RM iir
RSALES zFDR zz
δ ρδ ρ
⋅ ⋅=
− + ⋅ (5.5.8)
[ ][ ]M M
M ir iir M M
ir ir
LR RSALES zMIN zz
δτ τ δ
⋅ ⋅=
⋅ − + (5.5.9)
[ ] [ ][ ]M M
M iir M M
ir ir
irRSALES z z MIN zMAX zz
δ δτ τ δ
⋅ + ⋅ ⋅=
⋅ − + (5.5.10)
( [ ] [[ ]1
M MM ir ir
irz DISR z DRATER zGIT z
zδ⋅ −
=−
]) (5.5.11)
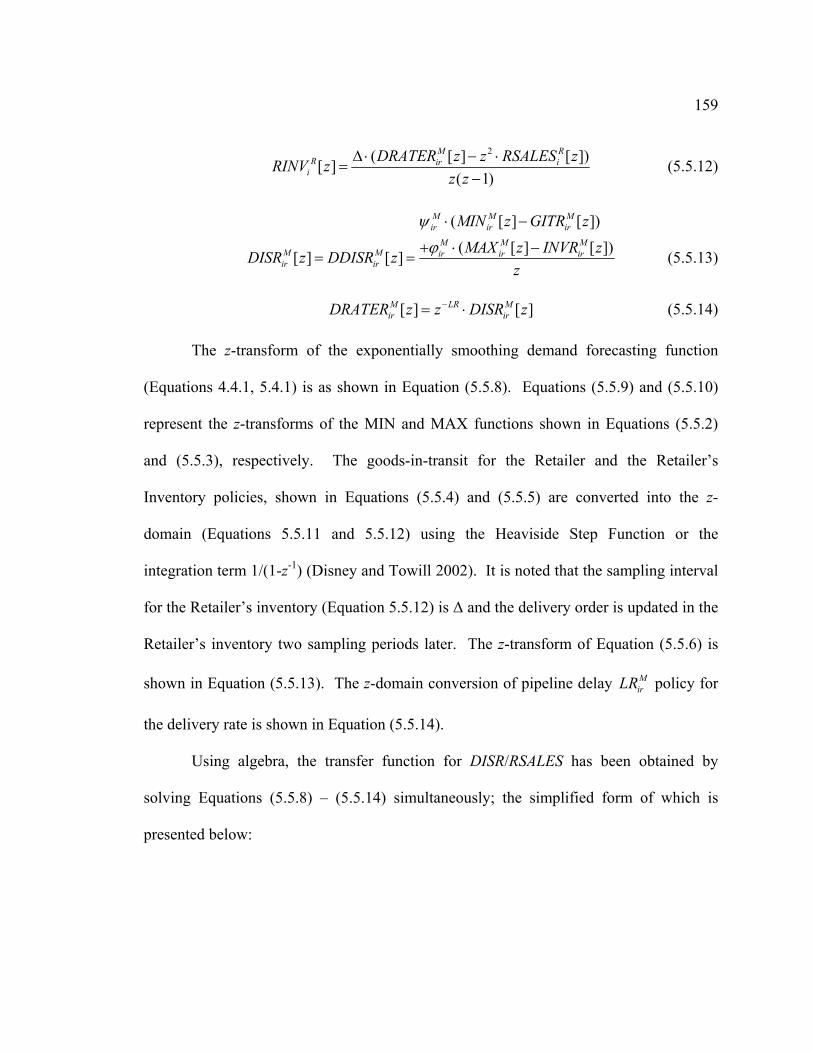
159
2( [ ][ ]
( 1)
M RR ir i
iDRATER z z RSALES zRINV z
z z∆ ⋅ − ⋅
=−
[ ]) (5.5.12)
( [ ] [ ])
( [ ] [[ ] [ ]
M M Mir ir ir
M M MM M ir ir irir ir
MIN z GITR z
])MAX z INVR zDISR z DDISR zz
ψ
ϕ
⋅ −
+ ⋅ −= = (5.5.13)
(5.5.14) [ ] [ ]M LR Mir irDRATER z z DISR z−= ⋅
The z-transform of the exponentially smoothing demand forecasting function
(Equations 4.4.1, 5.4.1) is as shown in Equation (5.5.8). Equations (5.5.9) and (5.5.10)
represent the z-transforms of the MIN and MAX functions shown in Equations (5.5.2)
and (5.5.3), respectively. The goods-in-transit for the Retailer and the Retailer’s
Inventory policies, shown in Equations (5.5.4) and (5.5.5) are converted into the z-
domain (Equations 5.5.11 and 5.5.12) using the Heaviside Step Function or the
integration term 1/(1-z-1) (Disney and Towill 2002). It is noted that the sampling interval
for the Retailer’s inventory (Equation 5.5.12) is ∆ and the delivery order is updated in the
Retailer’s inventory two sampling periods later. The z-transform of Equation (5.5.6) is
shown in Equation (5.5.13). The z-domain conversion of pipeline delay MirLR policy for
the delivery rate is shown in Equation (5.5.14).
Using algebra, the transfer function for DISR/RSALES has been obtained by
solving Equations (5.5.8) – (5.5.14) simultaneously; the simplified form of which is
presented below:
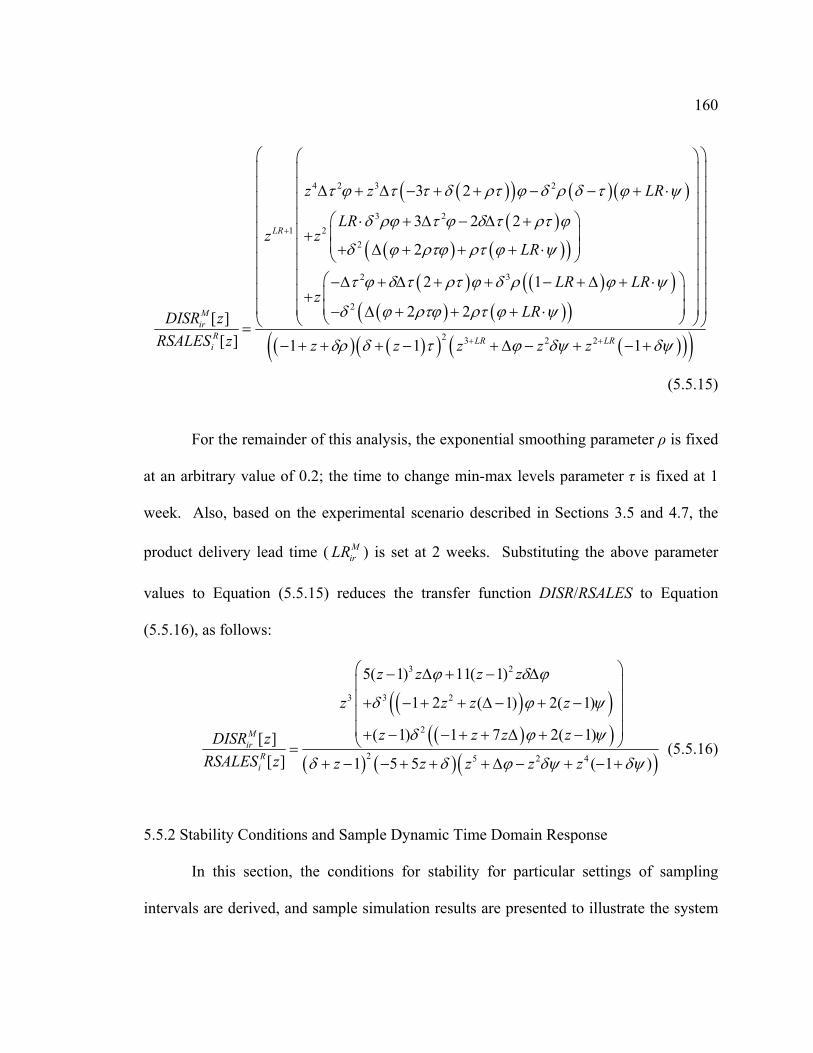
160
( )( ) ( )( )( )
( ) ( )( )( ) ( )( )
( ) ( )( )
4 2 3 2
3 21 2
2
2 3
2
3 2
3 2 2
2
2 1
2 2[ ][ ]
LR
Mir
Ri
z z LR
LRz z
LR
LR LRz
LRDISR zRSALES z
τ ϕ τ τ δ ρτ ϕ δ ρ δ τ ϕ ψ
δ ρϕ τ ϕ δ τ ρτ ϕ
δ ϕ ρτϕ ρτ ϕ ψ
τ ϕ δ τ ρτ ϕ δ ρ ϕ ψ
δ ϕ ρτϕ ρτ ϕ ψ
+
⎛ ⎛ ⎞⎜ ⎟⎜ ⎟∆ + ∆ − + + − − + ⋅⎜ ⎟⎜ ⎟⎛ ⎞⋅ + ∆ − ∆ +⎜ ⎟⎜ ⎟+
⎜ ⎟⎜ ⎟+ ∆ + + + ⋅⎝ ⎠⎜ ⎟⎜ ⎟⎛ ⎞−∆ + ∆ + + − + ∆ + ⋅⎜ ⎟⎜ ⎟+
⎜ ⎟⎜ ⎟− ∆ + + + ⋅⎝ ⎠⎝ ⎠⎝=( ) ( )( ) ( )( )( )2 3 2 21 1 1LR LRz z z z zδρ δ τ ϕ δψ δψ+ +
⎞⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟
⎠
− + + + − + ∆ − + − +
(5.5.15)
For the remainder of this analysis, the exponential smoothing parameter ρ is fixed
at an arbitrary value of 0.2; the time to change min-max levels parameter τ is fixed at 1
week. Also, based on the experimental scenario described in Sections 3.5 and 4.7, the
product delivery lead time ( MirLR ) is set at 2 weeks. Substituting the above parameter
values to Equation (5.5.15) reduces the transfer function DISR/RSALES to Equation
(5.5.16), as follows:
( )( )( )( )
( ) ( )( )
3 2
3 3 2
2
2 5 2 4
5( 1) 11( 1)
1 2 ( 1) 2( 1)
( 1) 1 7 2( 1)[ ][ ] 1 5 5 ( 1 )
Mir
Ri
z z z z
z z z z
z z z zDISR zRSALES z z z z z z
ϕ δ ϕ
δ ϕ
δ ϕ ψ
ψ
δ δ ϕ δψ δψ
⎛ ⎞− ∆ + − ∆⎜ ⎟⎜ ⎟+ − + + ∆ − + −⎜ ⎟⎜ ⎟+ − − + + ∆ + −⎝ ⎠=
+ − − + + + ∆ − + − + (5.5.16)
5.5.2 Stability Conditions and Sample Dynamic Time Domain Response
In this section, the conditions for stability for particular settings of sampling
intervals are derived, and sample simulation results are presented to illustrate the system
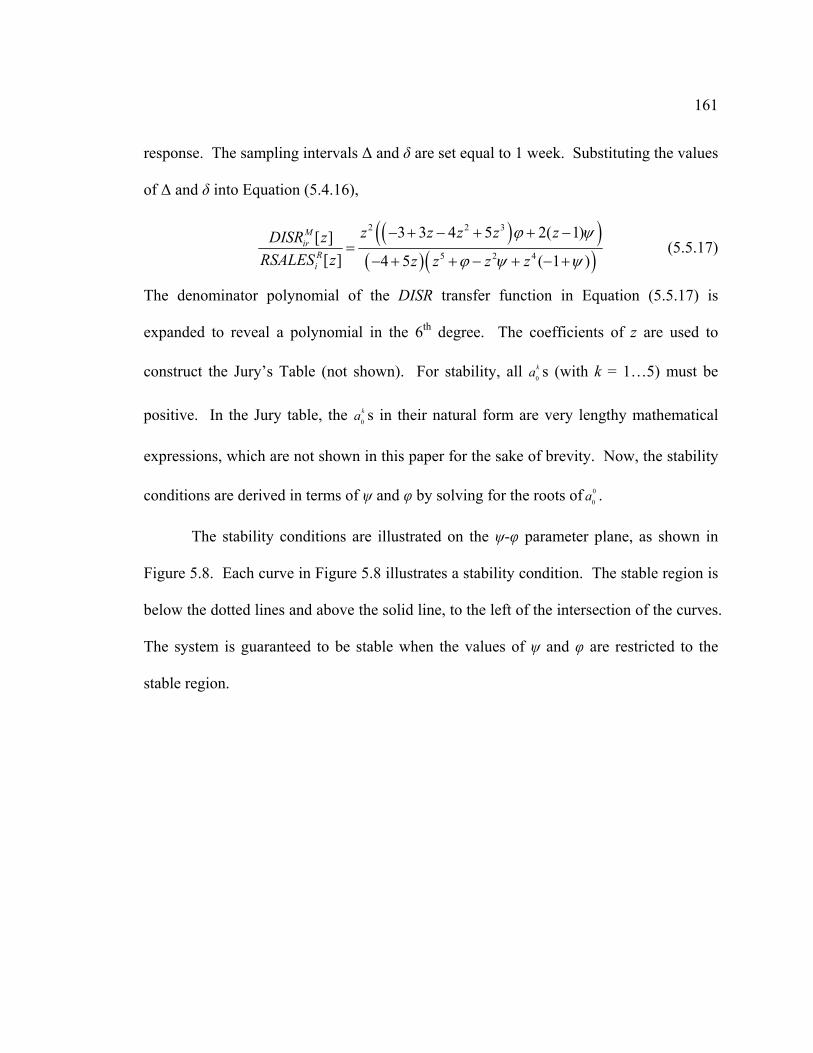
161
response. The sampling intervals ∆ and δ are set equal to 1 week. Substituting the values
of ∆ and δ into Equation (5.4.16),
( )( )
( )( )2 2 3
5 2 4
3 3 4 5 2( 1)[ ][ ] 4 5 ( 1 )
Mir
Ri
z z z z zDISR zRSALES z z z z z
ϕ ψ
ϕ ψ ψ
− + − + + −=
− + + − + − + (5.5.17)
The denominator polynomial of the DISR transfer function in Equation (5.5.17) is
expanded to reveal a polynomial in the 6th degree. The coefficients of z are used to
construct the Jury’s Table (not shown). For stability, all s (with k = 1…5) must be
positive. In the Jury table, the s in their natural form are very lengthy mathematical
expressions, which are not shown in this paper for the sake of brevity. Now, the stability
conditions are derived in terms of ψ and φ by solving for the roots of .
0
ka
0
ka
0
0a
The stability conditions are illustrated on the ψ-φ parameter plane, as shown in
Figure 5.8. Each curve in Figure 5.8 illustrates a stability condition. The stable region is
below the dotted lines and above the solid line, to the left of the intersection of the curves.
The system is guaranteed to be stable when the values of ψ and φ are restricted to the
stable region.
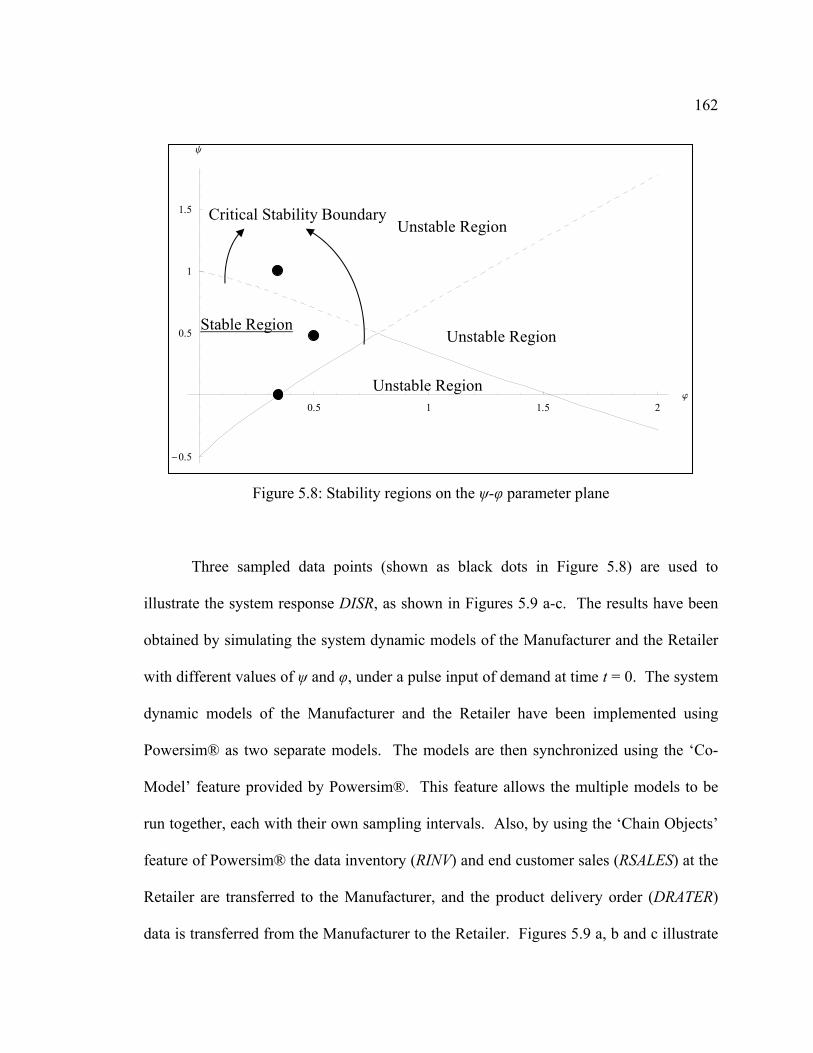
162
0.5 1 1.5 2j
-0.5
0.5
1
1.5
y
Critical Stability Boundary
Stable Region
Unstable Region
Unstable Region
Unstable Region
Figure 5.8: Stability regions on the ψ-φ parameter plane
Three sampled data points (shown as black dots in Figure 5.8) are used to
illustrate the system response DISR, as shown in Figures 5.9 a-c. The results have been
obtained by simulating the system dynamic models of the Manufacturer and the Retailer
with different values of ψ and φ, under a pulse input of demand at time t = 0. The system
dynamic models of the Manufacturer and the Retailer have been implemented using
Powersim® as two separate models. The models are then synchronized using the ‘Co-
Model’ feature provided by Powersim®. This feature allows the multiple models to be
run together, each with their own sampling intervals. Also, by using the ‘Chain Objects’
feature of Powersim® the data inventory (RINV) and end customer sales (RSALES) at the
Retailer are transferred to the Manufacturer, and the product delivery order (DRATER)
data is transferred from the Manufacturer to the Retailer. Figures 5.9 a, b and c illustrate
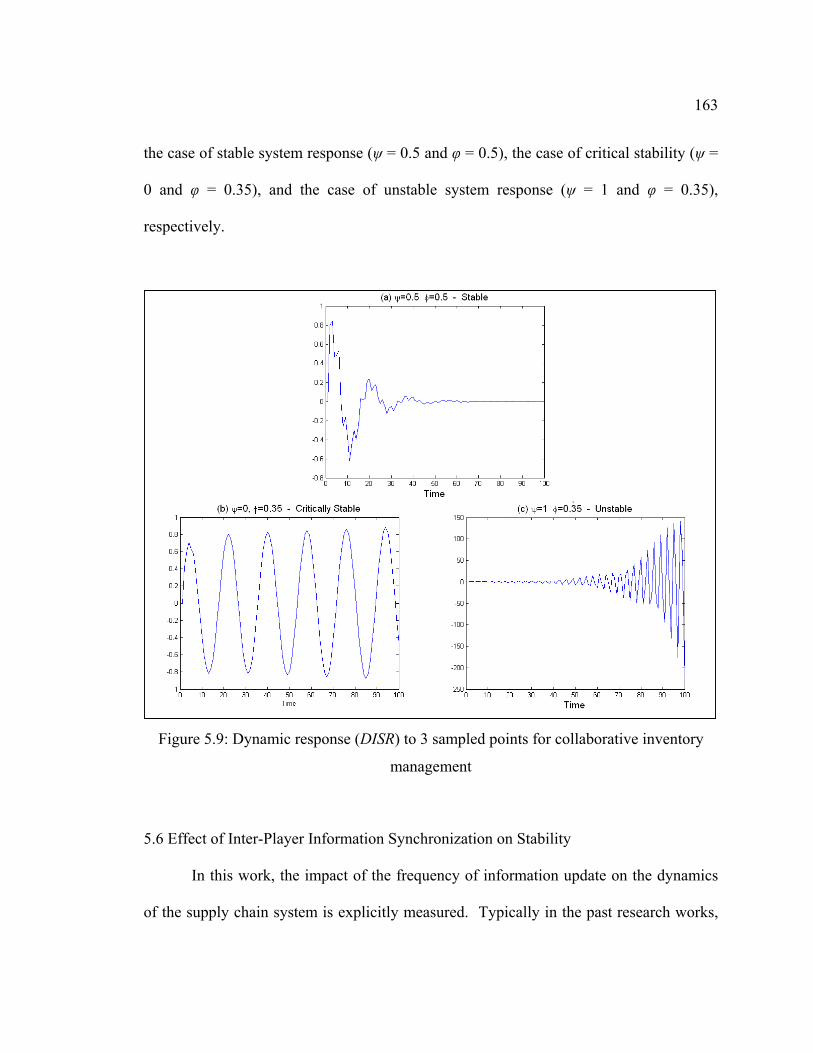
163
the case of stable system response (ψ = 0.5 and φ = 0.5), the case of critical stability (ψ =
0 and φ = 0.35), and the case of unstable system response (ψ = 1 and φ = 0.35),
respectively.
Figure 5.9: Dynamic response (DISR) to 3 sampled points for collaborative inventory
management
5.6 Effect of Inter-Player Information Synchronization on Stability
In this work, the impact of the frequency of information update on the dynamics
of the supply chain system is explicitly measured. Typically in the past research works,
164
the frequency at which the Retailer sends their demand and inventory information to the
Manufacturer is the same as the frequency at which the Manufacturer makes decisions
(e.g. Disney and Towill 2002). That is, if the frequency or sampling interval for making
decisions at the Manufacturer is every week then the Retailer sends updated data every
week. In this section, the possible differences in the frequency of information update at
the different players and their effect on overall system stability are analyzed. That is,
what happens when the Manufacturer updates its information every day but the Retailers
send their updated information every week? How should the decision parameters at the
Manufacturer be selected so that system operation accounts for the difference in the
update frequency and continues to be stable?
The sampling interval (δ) is said to correspond with the frequency at which the
information are updated within the Manufacturer. The sampling interval (∆) is said to
correspond with the frequency at which the information are updated within the Retailer
(hence the frequency at which updated data is sent from Retailer to Manufacturer). The
effect of different settings of the sampling intervals δ and ∆ on the stability conditions in
terms of ψ and φ are analyzed in the following sub-sections.
5.6.1 Case I: δ = ∆
First, the effect of setting the sampling intervals such that the ratio ∆/ δ = 1 is
analyzed. That is, frequency at which the Retailer sends their demand and inventory
information to the Manufacturer is the same as the frequency at which the Manufacturer
makes decisions. The stability conditions in terms of ψ and φ are obtained (similar to
165
Section 5.5.2) for each of the following cases: δ = ∆ = 1, δ = ∆ = 1/2, δ = ∆ = 1/7. The
sampling interval 1/2 corresponds to an update of information twice a week, and an
interval of 1/7 corresponds to update of information every day.
The stability conditions for the different settings of the sampling interval are
plotted in the ψ – φ parameter plane, as shown in Figure 5.10. In Figure 5.10, curves of
the same color represent the stability conditions for a particular setting of the sampling
interval. For each setting, the stable region is below the dotted lines and above the solid
line, and to the left of the intersection of the curves.
It is observed from Figure 5.10 that, the region of stability for sampling interval
equal to 1 week (black color curves) is enclosed by the region of stability for sampling
interval equal to 1/2 (red color curves), which in turn, is enclosed by the region of
stability for sampling interval equal to 1/7 (blue color curves). Now, higher values of ψ
and φ indicate an aggressive ordering policy that aims to rectify the inventory and good-
in-transit discrepancies faster. The sampling interval settings of 1/7 (daily updates)
presents the largest stability region, thus allowing for a more aggressive ordering policy.
Consequently, the sampling interval settings of 1 (weekly updates) allows for a very
cautious ordering policy. This ascertains a partly intuitive result that for aggressive firms
it is desirable to have frequent updates of information albeit other factors such as the
costs of information are trivial.
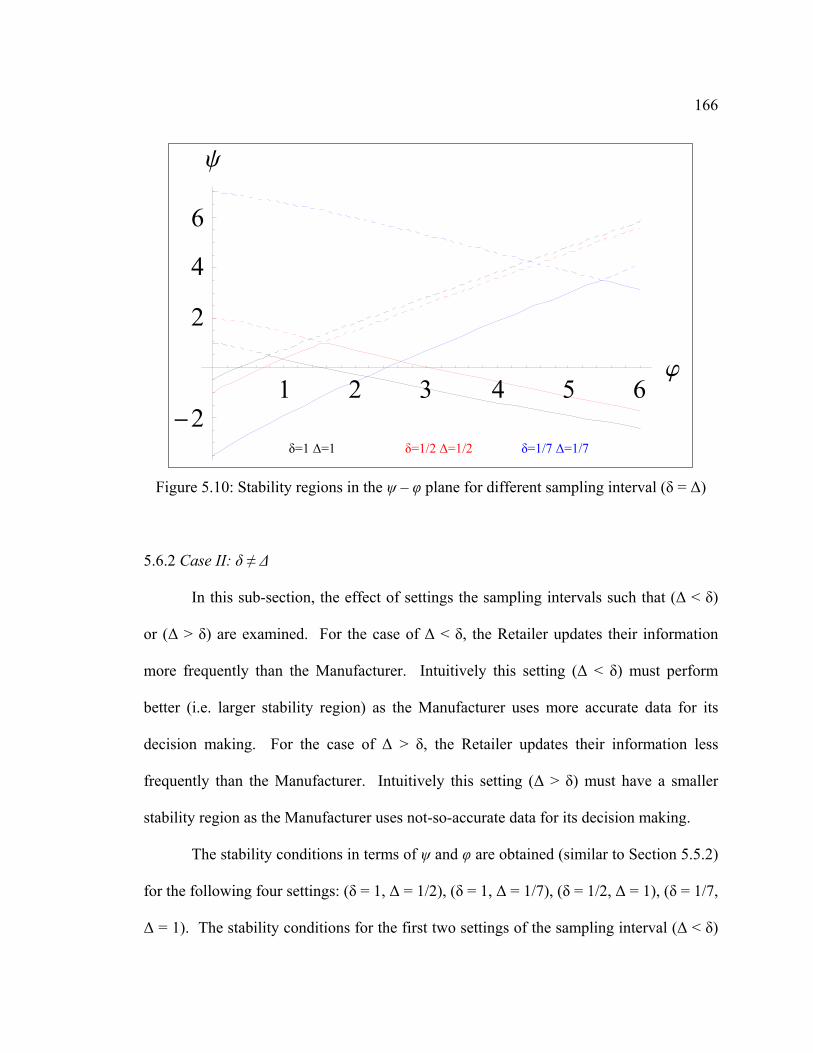
166
1 2 3 4 5 6j
-2
2
4
6
y
δ=1 ∆=1 δ=1/2 ∆=1/2 δ=1/7 ∆=1/7
Figure 5.10: Stability regions in the ψ – φ plane for different sampling interval (δ = ∆)
5.6.2 Case II: δ ≠ ∆
In this sub-section, the effect of settings the sampling intervals such that (∆ < δ)
or (∆ > δ) are examined. For the case of ∆ < δ, the Retailer updates their information
more frequently than the Manufacturer. Intuitively this setting (∆ < δ) must perform
better (i.e. larger stability region) as the Manufacturer uses more accurate data for its
decision making. For the case of ∆ > δ, the Retailer updates their information less
frequently than the Manufacturer. Intuitively this setting (∆ > δ) must have a smaller
stability region as the Manufacturer uses not-so-accurate data for its decision making.
The stability conditions in terms of ψ and φ are obtained (similar to Section 5.5.2)
for the following four settings: (δ = 1, ∆ = 1/2), (δ = 1, ∆ = 1/7), (δ = 1/2, ∆ = 1), (δ = 1/7,
∆ = 1). The stability conditions for the first two settings of the sampling interval (∆ < δ)
167
and (δ = 1, ∆ = 1) are plotted in the ψ – φ parameter plane, as shown in Figure 5.11. In
Figure 5.11, curves of the same color represent the stability conditions for a particular
setting of the sampling interval. For each setting, the stable region is below the dotted
lines and above the solid line, and to the left of the intersection of the curves.
It is observed from Figure 5.11 that, the region of stability for setting δ = 1, ∆ = 1
(black color curves) is enclosed by the region of stability for setting δ = 1, ∆ = 1/2 (blue
color curves), which in turn, is enclosed by the region of stability for setting δ = 1, ∆ =
1/7 (red color curves). This implies that frequent update of information on the side of the
Retailer alone improves system wide performance (larger stability region). This result
agrees with our intuition that as the Manufacturer uses more accurate data for its decision
making, better the performance. It is also noted that frequent updates at the Retailer side
(∆ < δ) forces the firm to give less weightage for GIT discrepancy and more importance
to the Retailer inventory discrepancy. As a result, even if the firm fully accounts for the
GIT levels (ψ=1), the system becomes unstable for any values of φ.
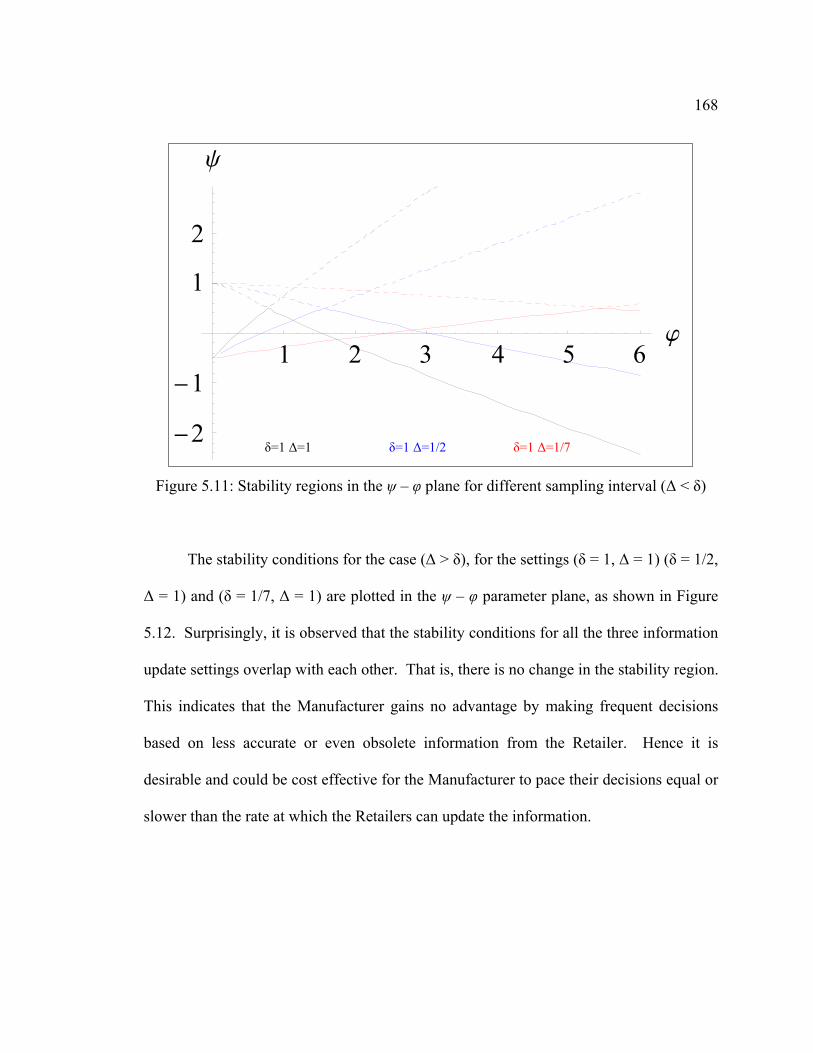
168
1 2 3 4 5 6j
-2
-1
1
2
y
δ=1 ∆=1/2 δ=1 ∆=1 δ=1 ∆=1/7
Figure 5.11: Stability regions in the ψ – φ plane for different sampling interval (∆ < δ)
The stability conditions for the case (∆ > δ), for the settings (δ = 1, ∆ = 1) (δ = 1/2,
∆ = 1) and (δ = 1/7, ∆ = 1) are plotted in the ψ – φ parameter plane, as shown in Figure
5.12. Surprisingly, it is observed that the stability conditions for all the three information
update settings overlap with each other. That is, there is no change in the stability region.
This indicates that the Manufacturer gains no advantage by making frequent decisions
based on less accurate or even obsolete information from the Retailer. Hence it is
desirable and could be cost effective for the Manufacturer to pace their decisions equal or
slower than the rate at which the Retailers can update the information.
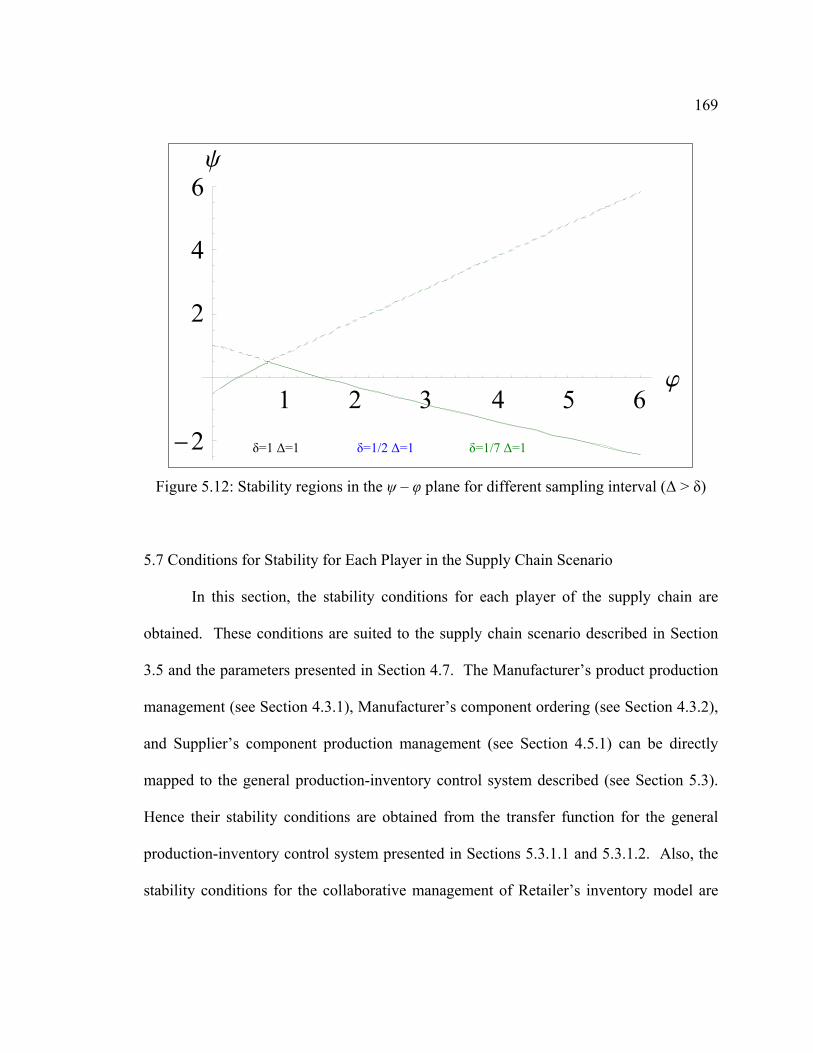
169
1 2 3 4 5 6j
-2
2
4
6y
δ=1/2 ∆=1 δ=1 ∆=1 δ=1/7 ∆=1
Figure 5.12: Stability regions in the ψ – φ plane for different sampling interval (∆ > δ)
5.7 Conditions for Stability for Each Player in the Supply Chain Scenario
In this section, the stability conditions for each player of the supply chain are
obtained. These conditions are suited to the supply chain scenario described in Section
3.5 and the parameters presented in Section 4.7. The Manufacturer’s product production
management (see Section 4.3.1), Manufacturer’s component ordering (see Section 4.3.2),
and Supplier’s component production management (see Section 4.5.1) can be directly
mapped to the general production-inventory control system described (see Section 5.3).
Hence their stability conditions are obtained from the transfer function for the general
production-inventory control system presented in Sections 5.3.1.1 and 5.3.1.2. Also, the
stability conditions for the collaborative management of Retailer’s inventory model are
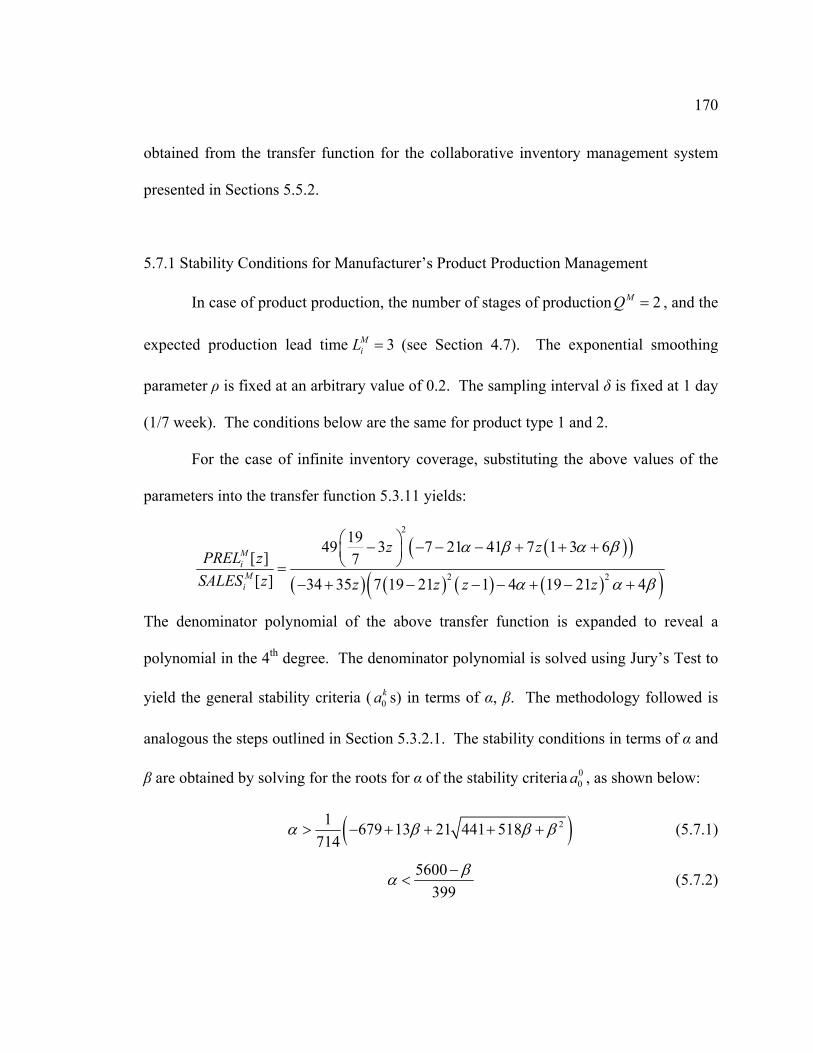
170
obtained from the transfer function for the collaborative inventory management system
presented in Sections 5.5.2.
5.7.1 Stability Conditions for Manufacturer’s Product Production Management
In case of product production, the number of stages of production , and the
expected production lead time
2MQ =
3MiL = (see Section 4.7). The exponential smoothing
parameter ρ is fixed at an arbitrary value of 0.2. The sampling interval δ is fixed at 1 day
(1/7 week). The conditions below are the same for product type 1 and 2.
For the case of infinite inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.11 yields:
( )( )
( ) ( ) ( ) ( )( )
2
2
1949 3 7 21 41 7 1 3 6[ ] 7[ ] 34 35 7 19 21 1 4 19 21 4
MiMi
z zPREL z
SALES z z z z z
α β α β
2α α β
⎛ ⎞− − − − + + +⎜ ⎟⎝ ⎠=
− + − − − + − +
The denominator polynomial of the above transfer function is expanded to reveal a
polynomial in the 4th degree. The denominator polynomial is solved using Jury’s Test to
yield the general stability criteria ( s) in terms of α, β. The methodology followed is
analogous the steps outlined in Section 5.3.2.1. The stability conditions in terms of α and
β are obtained by solving for the roots for α of the stability criteria , as shown below:
0ka
00a
( )21 679 13 21 441 518714
α β β> − + + + + β (5.7.1)
5600399
βα −< (5.7.2)
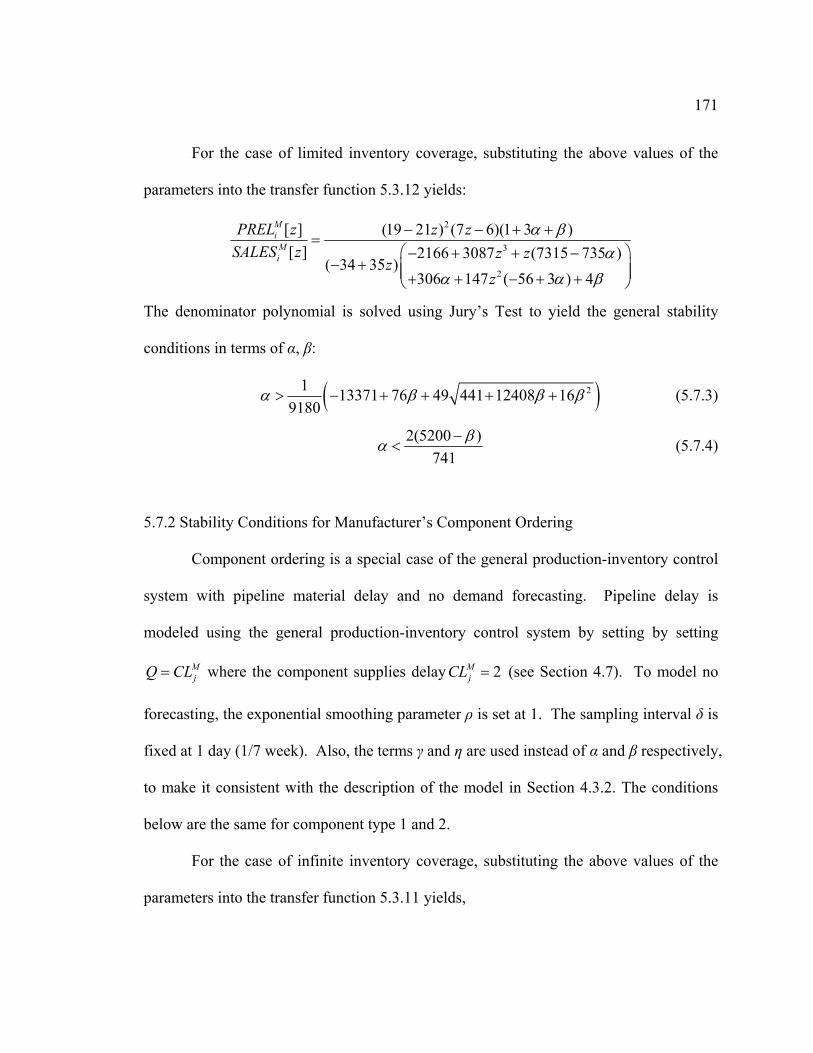
171
For the case of limited inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.12 yields:
2
3
2
[ ] (19 21 ) (7 6)(1 3 )[ ] 2166 3087 (7315 735 )
( 34 35 )306 147 ( 56 3 ) 4
MiMi
PREL z z zSALES z z z
zz
α βα
α α
− − + +=
⎛ ⎞− + + −− + ⎜ ⎟⎜ ⎟+ + − + +⎝ ⎠β
The denominator polynomial is solved using Jury’s Test to yield the general stability
conditions in terms of α, β:
( )21 13371 76 49 441 12408 169180
α β β> − + + + + β (5.7.3)
2(5200 )741
βα −< (5.7.4)
5.7.2 Stability Conditions for Manufacturer’s Component Ordering
Component ordering is a special case of the general production-inventory control
system with pipeline material delay and no demand forecasting. Pipeline delay is
modeled using the general production-inventory control system by setting by setting
MjQ CL= where the component supplies delay 2M
jCL = (see Section 4.7). To model no
forecasting, the exponential smoothing parameter ρ is set at 1. The sampling interval δ is
fixed at 1 day (1/7 week). Also, the terms γ and η are used instead of α and β respectively,
to make it consistent with the description of the model in Section 4.3.2. The conditions
below are the same for component type 1 and 2.
For the case of infinite inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.11 yields,

172
( ) ( )( )
( ) ( )3 2
6 7 7 14 13 7 1 2 2[ ][ ] 252 343 49 19 84 10 35
MjMj
z zCORD zDUSG z z z z
γ η λ ηγ γ γ
− + − − − + + +=− + + − − − + +η
The denominator polynomial of the above transfer function is expanded to reveal a
polynomial in the 4th degree. The denominator polynomial is solved using Jury’s Test to
yield the general stability criteria ( s) in terms of γ, η. The methodology followed is
analogous the steps outlined in Section 5.3.2.1. The stability conditions in terms of γ and
η are obtained by solving for the roots for γ of the stability criteria , as shown below:
0ka
00a
( )21 217 3 7 441 322140
γ η η> − + + + +η (5.7.5)
2366168
ηγ −< (5.7.6)
For the case of limited inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.12 yields,
( )2
3 2
[ ] (6 7 ) (1 2 )[ ] 216 343 (756 77 ) 49 ( 18 ) 30
MjMj
CORD z zDUSG z z z z
α βα α α β
− + +=
− + + − + − + + +
The denominator polynomial is solved using Jury’s Test to yield the general stability
conditions in terms of γ, η:
( )21 13371 76 49 441 12408 169180
γ η η> − + + + + η (5.7.7)
2(5200 )741
ηγ −< (5.7.8)
5.7.3 Stability Conditions for Suppliers’ Component Production Management
Among the two suppliers in the system, Supplier 2 is structured similar to the
Manufacturer (see Section 3.5.4). Hence the stability conditions derived for the

173
Manufacturer’s product production management (see Section 4.3.1) is also set as the
stability conditions for Supplier 2.
In the case of Supplier 1 production, the component production delay 11 2SSL ≅
weeks, and the number of production stages 1 1SSQ = (see Section 4.7). The exponential
smoothing parameter ρ is set at 0.2. To analyze the effect of different sampling intervals
for different players on the supply chain, the sampling interval δ of Supplier 1 is fixed at
1 week.
For the case of infinite inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.11 yields,
( )( )( ) ( )( )2
[ ] 1 2 1 2 2 5 6[ ] 4 5 1 2 2 3 2
SjSj
SPREL z z z z zSSALES z z z z
α α β βα α β
− + − + − + − +=
− + + − + − + +
The denominator polynomial of the above transfer function is expanded to reveal a
polynomial in the 4th degree. The denominator polynomial is solved using Jury’s Test to
yield the general stability criteria ( s) in terms of α, β. The methodology followed is
analogous the steps outlined in Section 5.3.2.1. The stability conditions in terms of α and
β are obtained by solving for the roots for α of the stability criteria , as shown below:
0ka
00a
(1 12
)α β> − + (5.7.9)
64βα +
< (5.7.10)
For the case of limited inventory coverage, substituting the above values of the
parameters into the transfer function 5.3.12 yields,

174
( )( )2
[ ] ( 1 2 )(1 2 )[ ] 4 5 2 ( 1 2 )
SjSj
SPREL z z zSSALES z z z z
α βα β
− + + +=
− + + − + +
The denominator polynomial is solved using Jury’s Test to yield the stability conditions
in terms of α, β:
32βα +
< (5.7.11)
52
β < (5.7.12)
5.7.4 Stability Conditions for Collaborative Inventory Management
In the supply chain scenario considered, there are three Retailers. Hence, the
collaborative inventory management model described in Section 4.4 is repeated for each
Retailer. The sampling interval δ for the Manufacturer is fixed at 1 day (1/7 week). The
expected product transportation lead time 2RiLR = . The exponential smoothing
parameter ρ is fixed at an arbitrary value of 0.2 and the time to change the min-max
levels τ is fixed at an arbitrary value of 1 week for all products and all Retailers. To
analyze the effect of different sampling intervals for different players on the supply chain,
the sampling intervals ∆1 and ∆2 of Retailer1 and Retailer2 respectively, are fixed at 1
day (1/7 week), and the sampling interval ∆3 of Retailer3 is fixed at 1 week. The
conditions below are the same for product type 1 and 2. It is recalled that the Equation
(5.5.16) represents the DISR transfer function in terms of the parameters ψ, φ, δ, and ∆,
with , and2RiLR = 0.2M
irρ = 1Mirτ = .

175
In the case Retailer1 and Retailer2, substituting the values of δ = 1/7 and ∆=1/7
into the transfer function in Equation (5.5.16) yields,
( )
( ) ( )( )
2 3 43
2
2 5 2 4
42 1329 4179 4606 1715
14(6 13 7 )[ ][ ] 6 7 34 35 7 ( 7 )
Mir
Ri
z z z zz
z zDISR zRSALES z z z z z z
ϕ
ψ
ϕ ψ ψ
⎛ ⎞− + − +⎜ ⎟⎜ ⎟+ − +⎝ ⎠=− − + + − + − +
The denominator polynomial of the above transfer function is expanded to reveal a
polynomial in the 8th degree. The denominator polynomial is solved using Jury’s Test to
yield the general stability criteria ( s) in terms of ψ, φ. The stability conditions in terms
of ψ and φ are obtained by solving for the roots for ψ of the stability criteria , as shown
below:
0ka
00a
Out[223]= ψ <1
12ϕikjj196+70ϕ + 6ϕ2+
I I +è!!!!3M H9604+ ϕ H4802+ϕ H637+ 42ϕ + 9ϕ2LLLM ì i
kjj941192+ 21è!!!!3
"################################################# ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ####−ϕ2 H−98+ ϕ H7+ 2ϕLL2H21609+ ϕ H15778+9ϕ H245+ 12ϕ H7+ ϕLLLL +
ϕ H705894+ ϕ H36015+ ϕ H45962−9ϕ H−833+ 3ϕ H7+ϕLLLLLy{zz1ê3
−
I1+ è!!!!3M ikjj941192+ 21è!!!!3
"################################################# ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ####−ϕ2 H−98+ ϕ H7+ 2ϕLL2H21609+ ϕ H15778+9ϕ H245+ 12ϕ H7+ ϕLLLL +
ϕ H705894+ ϕ H36015+ ϕ H45962−9ϕ H−833+ 3ϕ H7+ϕLLLLLyzz1ê3yzz{ {
Out[222]= ψ >1
12ϕikjj196+70ϕ + 6ϕ2−
I I− +è!!!!3M H9604+ϕ H4802+ ϕ H637+ 42ϕ +9ϕ2LLLM ì i
kjj941192+ 21è!!!!3
"##### #### ############## #### ############## #### ################## ################## ################## #### ############## ##−ϕ2 H−98+ ϕ H7+ 2ϕLL2H21609+ ϕ H15778+9ϕ H245+ 12ϕ H7+ ϕLLLL +
ϕ H705894+ ϕ H36015+ ϕ H45962−9ϕ H−833+ 3ϕ H7+ϕLLLLLy{zz1ê3
+
I +è!!!!3M i
kjj941192+ 21è!!!!3
"##### #### ############## #### ############## #### ################## ################## ################## #### ############## ##−ϕ2 H−98+ ϕ H7+ 2ϕLL2H21609+ ϕ H15778+9ϕ H245+ 12ϕ H7+ ϕLLLL +
ϕ H705894+ ϕ H36015+ ϕ H45962−9ϕ H−833+ 3ϕ H7+ϕLLLLLyzz1ê3yzz{ {
176
The above equations contain imaginary terms which cannot be used as constraints with
for optimization in Stage II (refer Chapter 3). It is of our interest to remove the
imaginary part of the stability conditions. Now, a plot of the above equations reveals a
near straight line bounding the stable region (see Figure 5.10, δ = 1/7 and ∆=1/7). Hence
a list of data points are generated from the above equations in Mathematica®, and fitted
with best-fit least square quadratic curve. These simplified constraints, without the
imaginary terms, are the stability conditions for Retailers 1 and 2.
2 33.4884 1.7586 0.1938 0.0295 0.0018 4ψ ϕ ϕ ϕ> − + − + − ϕ
4
(5.7.13)
2 36.9980 0.3213 0.1237 0.0158 0.0006ψ ϕ ϕ ϕ> + − + − ϕ (5.7.14)
5.465ϕ ≤ (5.7.15)
In the case Retailer3, substituting the values of δ = 1/7 and ∆=1 into the transfer
function in Equation (5.5.16) yields,
( )
( ) ( )( )
2 3 43
2
2 5 2 4
6 1239 4125 4606 17157
2(6 13 7 )[ ][ ] 6 7 34 35 7 7 ( 7 )
Mir
Ri
z z z zz
z zDISR zRSALES z z z z z z
ϕ
ψ
ϕ ψ ψ
⎛ ⎞− + − +⎜ ⎟⎜ ⎟+ − +⎝ ⎠=
− − + + − + − +
The denominator polynomial of the above transfer function is expanded to reveal a
polynomial in the 8th degree. The denominator polynomial is solved using Jury’s Test to
yield the general stability criteria ( s) in terms of ψ, φ. The stability conditions in terms
of ψ and φ are obtained by solving for the roots for ψ of the stability criteria , as shown
below:
0ka
00a

177
Out[123]= ψ <1
84ϕikjj98H1+ϕL H2+ 3ϕL + I49 I +
è!!!!3M H4+ ϕ H14+ ϕ H13+ 6ϕ + 9ϕ2LLLM ì
ikjj8+ 3è!!!!3 "###### ## #### ## ## ## #### ## ## ## #### ## ## ## #### ## ## ## #### ## ## ## #### #### ## #### #### ## ## ## #### ## ## ## #
−ϕ2H−2+ ϕ+ 2ϕ2L2H9+ ϕ H46+ 9ϕ H5+ 12ϕ H1+ ϕLLLL +
ϕ H42+ ϕ H15+ ϕ H134−9ϕ H−17+ 3ϕ H1+ϕLLLLLy{zz1ê3
−49I1+ è!!!!3M
ikjj8+ 3è!!!!3 "###### ## #### ## ## ## #### ## ## ## #### ## ## ## #### ## ## ## #### ## ## ## #### #### ## #### #### ## ## ## #### ## ## ## #
−ϕ2H−2+ ϕ+ 2ϕ2L2H9+ ϕ H46+ 9ϕ H5+ 12ϕ H1+ ϕLLLL +
ϕ H42+ ϕ H15+ ϕ H134−9ϕ H−17+ 3ϕ H1+ϕLLLLLyzz1ê3yzz{ {
Out[122]= ψ >1
84ϕikjj98H1+ϕL H2+ 3ϕL − I49 I− +
è!!!!3M H4+ ϕ H14+ ϕ H13+ 6ϕ +9ϕ2LLLM ì
ikjj8+ 3è!!!!3 "######## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## #
−ϕ2H−2+ ϕ+ 2ϕ2L2H9+ ϕ H46+ 9ϕ H5+ 12ϕ H1+ ϕLLLL +
ϕ H42+ ϕ H15+ ϕ H134−9ϕ H−17+ 3ϕ H1+ϕLLLLLy{zz1ê3
+49 I +è!!!!3M
ikjj8+ 3è!!!!3 "######## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## #
−ϕ2H−2+ ϕ+ 2ϕ2L2H9+ ϕ H46+ 9ϕ H5+ 12ϕ H1+ ϕLLLL +
ϕ H42+ ϕ H15+ ϕ H134−9ϕ H−17+ 3ϕ H1+ϕLLLLLyzz1ê3yzz{ {
4
Similar to the case of Retailers 1 and 2, the above equations are simplified to remove the
imaginary terms, to reveal the stability conditions for Retailers 3.
2 33.4859 12.2774 9.3717 9.9527 4.3889ψ ϕ ϕ ϕ> − + − + − ϕ
4
(5.7.16)
2 37.1384 8.3161 86578 1.9410 0.1506ψ ϕ ϕ ϕ> + + − + ϕ (5.7.17)
0.78ϕ ≤ (5.7.18)
5.8 Chapter Summary
In the first part of the chapter, the stability conditions for a general production
ordering and inventory control system have been derived using z-transformation
techniques with the system parameters including fractional adjustment of WIP (α),
fractional adjustment of inventory (β), exponential smoothing constant for forecast (ρ),
number of production stages (or order of production delay) (Q), production lead time (L)
178
and the sampling interval (δ). The stability boundaries for system operating under
inventory adequacy and inventory insufficiency have been established. The system
response measured is the production release order quantities (PREL). The Jury’s Test has
been employed to derive the stability conditions for the PREL transfer function whose
characteristic polynomial is a higher order polynomial.
The effect of the frequency of information update on the stability of the
production-inventory system has also been analyzed. Results have revealed that
aggressive ordering policies (higher values of the fractional adjustment rates for WIP and
inventory) require a more frequent information update, i.e. lower sampling interval. Also,
the stable Deziel-Eilon settings of the fractional adjustment rates have been found to be
dependent on the sampling interval, stressing the need to select the appropriate control
parameters also based on the sampling interval.
In the second part of the chapter, a collaborative supply chain configuration
employing vendor managed inventory has been modeled and analyzed. Stability
conditions have been derived using z-transform technique with the system parameters
including adjustment rate for goods-in-transit (ψ), adjustment rates for inventory levels at
Retailers (φ), exponential smoothing constant for forecasting demand (ρ), time to change
the MIN and MAX levels (τ), the product delivery lead time and the sampling intervals (δ
and ∆). The system response measured is the dispatch order quantities (DISR). The
Jury’s Test has been employed to derive the stability conditions for the DISR transfer
function whose characteristic polynomial is a higher order polynomial.
179
Next, the possible differences in the frequency of information update at the
different players and their effect on overall system stability have been analyzed. The
stability conditions in terms of ψ and φ are obtained by mapping the frequency of
information update to the sampling intervals of Manufacturer (δ) and Retailer (∆). For
the case in which δ = ∆, it is found that the sampling interval settings of 1/7 (daily
updates) presents the largest stability region, thus allowing for a more aggressive
ordering policy, and the sampling interval settings of 1 (weekly updates) allows for a
very cautious ordering policy. It is also found that frequent updates of information on the
side of the Retailer (∆ < δ) alone improves system wide performance (larger stability
region). Also, even when the Manufacturer makes updates more frequent than the
Retailers (∆ > δ) they gains no advantage as their decisions are based on obsolete
information from the Retailer. Hence it is desirable and could be cost effective for the
Manufacturer to pace their decisions equal or slower than the rate at which the Retailers
can update the information.
In Section 5.5, stability conditions for each player of the supply chain are
obtained. These conditions are suited to the supply chain scenario described in Section
3.5 and the parameters presented in Section 4.7. The stability conditions for the
Manufacturer’s product production management are presented in Equations (5.7.1)-
(5.7.4); the Manufacturer’s component ordering are presented in Equations (5.7.4)-
(5.7.8); the Supplier’s component production management are presented in Equations
(5.7.9)-(5.7.12); the collaborative management of Retailer’s inventory are presented in
Equations (5.7.13)-(5.7.18).
180
CHAPTER 6
INTEGRATED PERFORMANCE AND STABILITY ANALYSIS OF
SUPPLY CHAIN PLANNING (STAGE II)
In this chapter the optimal sets of control parameters for use in the decision
policies of the model are determined using non-linear dynamic optimization techniques.
A novel method for the integration of the stability analysis with performance analysis
(optimization) is presented by employing the stability conditions derived in the previous
chapter as additional constraints within the optimization models. The need for such
integration is emphasized through preliminary experiments.
6.1 Background on System Dynamics Optimization
The use of optimization with system dynamics model can be broadly classified
into two areas (Dangerfield and Roberts 1996): (1) calibration of the model parameters to
obtain a reasonable fit of the model to past data, (2) determination of the model
parameters to improve certain system performance criteria. The latter is of interest in this
research. For the supply chain scenario considered, it is desirable to minimize the total
cost in the face of unknown demand. In this context, the optimization is used to
determine how the parameters associated with the control of inventory and the control of
WIP (or supply line), should be set in order that the total cost is minimized.
Typically, optimization is achieved by combining the system dynamics (SD)
simulation model and optimization search routines (or optimizer). In each iteration SD
181
simulation model determines the value of the objective function, which is given to the
optimizer. The optimizer, using on its search routines, chooses the parameter values that
might improve the objective function, which is given to the SD simulation models to test
the resultant improvement in the objective function. The search routines within the
optimizer consists of hill-climbing algorithms such as genetic algorithm, tabu search
scatter search etc.
Now, it is recalled that the system dynamics models are governed by the
underlying difference equations (Chapters 4 and 5). Inspection of the equations reveals a
dynamic programming model with multiple non-linear constraints. Hence, in this
research, the non-linear dynamic programming model (or the system dynamics model) is
optimized directly using the non-linear solver MINOS 5.5. MINOS uses a sparse SLC
algorithm (a projected augmented Lagrangian algorithm). It solves a sequence of sub
problems in which the constraints are linearized and the objective is an augmented
Lagrangian (involving all nonlinear functions). MINOS treats the linear constraints
specifically, but the non-linear constraints may not be satisfied until an optimal point is
reached. For further details on the algorithm kindly refer Murtagh and Saunders (1998).
Based on the proposed architecture (Chapter 3) and its applicability to the supply
chain scenario (Chapter 3), the Supplier models are optimized separately while the
Manufacturer and Retailer models are optimized in a collaborative configuration, as
shown in Figure 6.1. These optimization activities are performed as part of the Step II
activities in the proposed architecture. The optimal sets of control parameters for use in
the decision policies of the respective model are determined using non-linear dynamic
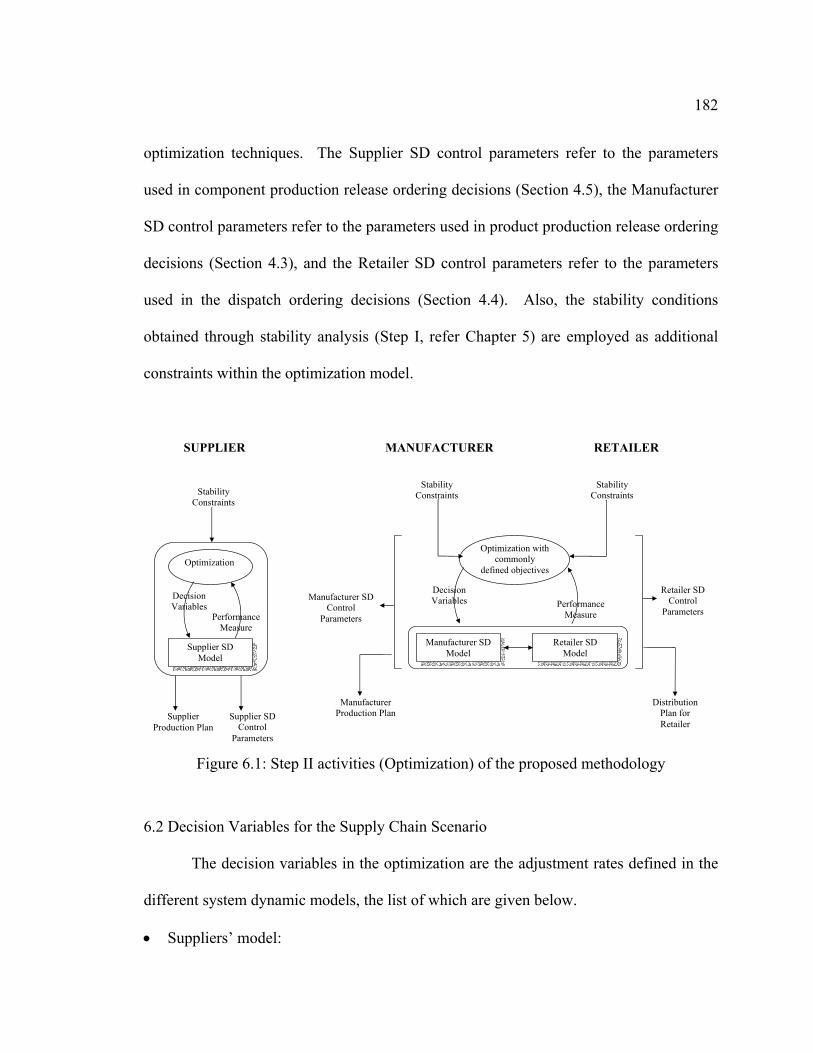
182
optimization techniques. The Supplier SD control parameters refer to the parameters
used in component production release ordering decisions (Section 4.5), the Manufacturer
SD control parameters refer to the parameters used in product production release ordering
decisions (Section 4.3), and the Retailer SD control parameters refer to the parameters
used in the dispatch ordering decisions (Section 4.4). Also, the stability conditions
obtained through stability analysis (Step I, refer Chapter 5) are employed as additional
constraints within the optimization model.
Stability Constraints
MANUFACTURER
Optimization
Decision Variables
Performance Measure
Supplier SD Model
Supplier SD Control
Parameters
Supplier Production Plan
Stability Constraints
Optimization with commonly
defined objectives
Decision Variables
Stability Constraints
Manufacturer SD Model
Manufacturer SD Control
Parameters
Manufacturer Production Plan
Performance Measure
Retailer SD Model
Retailer SD Control
Parameters
Distribution Plan for Retailer
SUPPLIER RETAILER
Figure 6.1: Step II activities (Optimization) of the proposed methodology
6.2 Decision Variables for the Supply Chain Scenario
The decision variables in the optimization are the adjustment rates defined in the
different system dynamic models, the list of which are given below.
• Suppliers’ model:
183
o Fractional adjustment rates of component WIP ( Sjα )
o Fractional adjustment rates of component inventory ( Sjβ )
• Manufacturer’s model:
o Fractional adjustment rates of product WIP ( Miα )
o Fractional adjustment rates of product inventory ( Miβ )
o Fractional adjustment rates of component supply GIT ( Miγ )
o Fractional adjustment rates of component inventory ( Miη )
o Fractional adjustment rates of Retailer product GIT ( Miψ )
o Fractional adjustment rates of Retailer inventory ( Miϕ )
It is noted that Miψ and M
iϕ are the Retailer SD control parameters indicated in Figure 6.1.
The other parameters in the models such as production lead time, exponential smoothing
forecast constant, supply lead etc require knowledge of the system, and hence are set
based on the calculations and assumptions presented in Sections 4.7 and 5.7.
6.3 Objective Functions for the Supply Chain Scenario
Cost-based objective function is used in the optimization in this research. It is
desired to minimize the total cost. Typical cost function for the aggregate production
planning function includes the production costs, inventory holding costs and inventory
shortage costs. This function is adequate in the case of Material Requirements Planning
(MRP) type aggregate planning problems, where the production quantity for each time
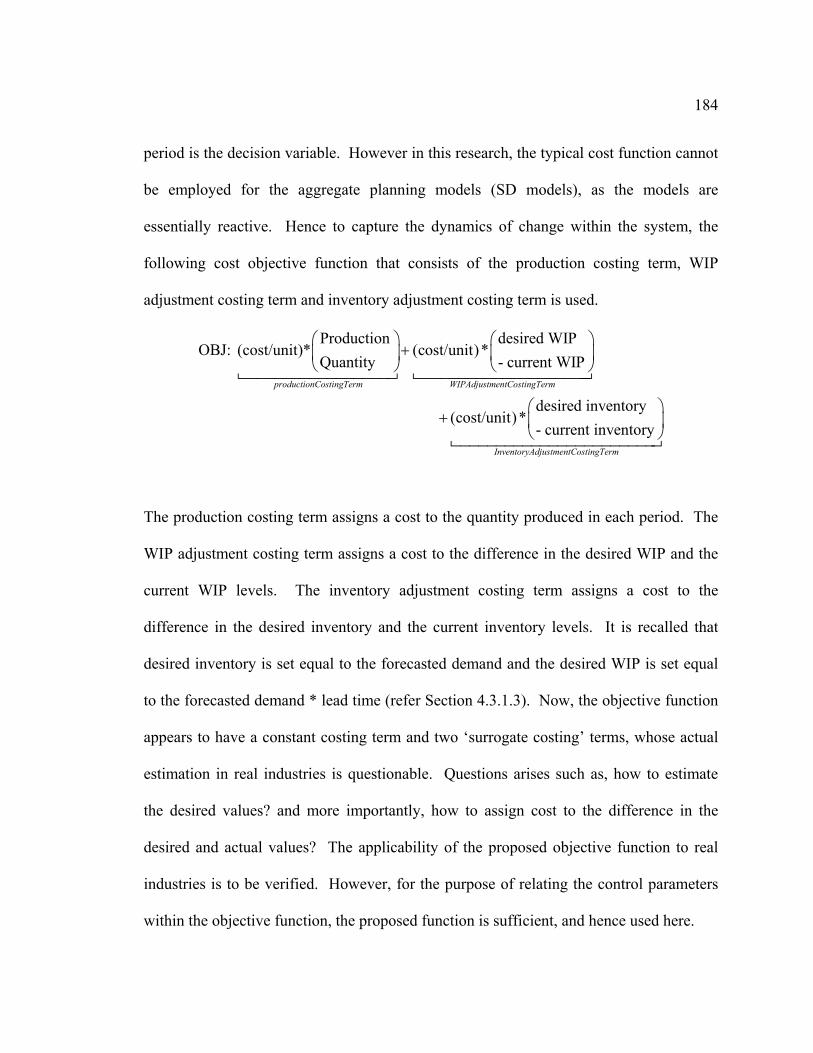
184
period is the decision variable. However in this research, the typical cost function cannot
be employed for the aggregate planning models (SD models), as the models are
essentially reactive. Hence to capture the dynamics of change within the system, the
following cost objective function that consists of the production costing term, WIP
adjustment costing term and inventory adjustment costing term is used.
Production desired WIPOBJ: (cost/unit)* (cost/unit)*
Quantity - current WIP
desired inventory(cost/unit)*
-
productionCostingTerm WIPAdjustmentCostingTerm
⎛ ⎞ ⎛ ⎞+⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠
+current inventory
InventoryAdjustmentCostingTerm
⎛ ⎞⎜ ⎟⎝ ⎠
The production costing term assigns a cost to the quantity produced in each period. The
WIP adjustment costing term assigns a cost to the difference in the desired WIP and the
current WIP levels. The inventory adjustment costing term assigns a cost to the
difference in the desired inventory and the current inventory levels. It is recalled that
desired inventory is set equal to the forecasted demand and the desired WIP is set equal
to the forecasted demand * lead time (refer Section 4.3.1.3). Now, the objective function
appears to have a constant costing term and two ‘surrogate costing’ terms, whose actual
estimation in real industries is questionable. Questions arises such as, how to estimate
the desired values? and more importantly, how to assign cost to the difference in the
desired and actual values? The applicability of the proposed objective function to real
industries is to be verified. However, for the purpose of relating the control parameters
within the objective function, the proposed function is sufficient, and hence used here.

185
The objective functions of the Suppliers’ optimization models and the
Manufacturer-Retailer combined models are presented below (the notations used are
same as presented in Chapter 4):
• Objective functions of the Suppliers’ optimization models:
(Total Cost) : min
( ) (jt jt
T JSj jt
t j
T J T JS Sj jt jt j jt
t j t jSAWIP SAINV
SupplierObj c SPRATE
)jtp SDWIP SWIP q SDINV SINV
⋅
+ ⋅ − + ⋅ −
∑∑
∑∑ ∑∑(6.1)
where, is the cost per unit quantity of component j produced in Supplier s, Sjc
Sjp is the cost per unit of WIP adjustment of component j in Supplier s, is the
cost per unit of inventory adjustment of component j in Supplier s.
Sjq
• Objective functions of the Manufacturer-Retailer combined optimization models:
(Total Cost) : min
( ) ( )
( ) (
it it
jt
T IMi it
t iT I T I
M Mi it it i it it
t i t iSAWIP SAINV
T JCj jt
t j
T JC Cj jt jt j jt jt
t jACGIT ACINV
Obj c PRATE
p DWIP WIP q DINV INV
c CORD
u DCGIT CGIT v DCINV CINV
⋅
+ ⋅ − + ⋅ −
+ ⋅
+ ⋅ − + ⋅ −
∑∑
∑∑ ∑∑
∑∑
∑∑
( ) (
jt
it jt
T J
t j
T I RRir irt
t i r
T I R T I RM Mir irt irt ir irt irt
t i r t i rAGITR AINVR
c DISR
m MIN GITR n MAX INVR
+ ⋅
+ ⋅ − + ⋅ −
∑∑
∑∑∑
∑∑∑ ∑∑∑
)
)
(6.2)
where, Mic is the cost per unit of product i produced at Manufacturer,
186
Mip is the cost per unit of WIP adjustment of product i at Manufacturer,
Miq is the cost per unit of inventory adjustment of product i at Manufacturer,
Cic is the cost per unit of component j ordered by Manufacturer,
Cju is the cost per unit of GIT adjustment for component j supplied,
Cjv is the cost per unit of inventory adjustment of component j at Manufacturer,
is the cost per unit quantity of product i dispatched to Retailer r, Rirc
Mirm is the cost per unit of GIT adjustment of product i dispatch to Retailer r,
Mirn is the cost per unit of inventory adjustment of product i at Retailer r.
6.4 Optimization Models for the Supply Chain Scenario
The entire system dynamics model (non-linear dynamic programming model) is
the constraints set for optimization. The model corresponding to each player is as
presented in Chapter 4, along with the model parameters and assumptions presented in
Section 4.7. Also, for each player, the stability conditions (presented in Section 5.7)
relating the decision variables are included as additional constraints for optimization.
The optimization model (constraints set) for Supplier 1 is presented below. The
model is exactly the same as described in Section 4.5, but simplified based on the
calculations and assumptions presented in Sections 4.7 and 5.7.
6.4.1 Supplier 1 Optimization Model
• Model (with parameters ρ = 0.2, δ = 1, SQ = 1, SL = 2, j = 1)

187
1 10.2 ( )S S S Sjt jt jt jtSFD SFD SSALES SFD 1− −= + ⋅ − −
)S
1S−
1)S−
S
1 (S S Sjt jt jt jtSOBKLG SOBKLG SSALES SOFUL−= + −
1min{ , }S Sjt jt jtSSHIP SOBKLG SINV−=
1 1( ) (S S S S S S Sjt jt j jt jt j jt jtSPREL SFD SDWIP SWIP SDINV SINVα β− −= + ⋅ − + ⋅ −
12Sjt jtSDWIP SFD −= ⋅
1Sjt jtSDINV SFDS
−=
1 (S S Sjt jt jt jtSINV SINV SPRATE SSHIP−= + − )S
S
S
1R R Sjt jt jt jtSWIP SWIP SPRELS SPRATE−= + −
1min{ / 2, }S Sjt jtSPRATE SWIP SXTCAP−=
• Stability constraints
(1 12
)α β> − +
64βα +
<
6.4.2 Supplier 2 Optimization Model
• Model (with parameters ρ = 0.2, δ = 1/7, SQ = 2, SL = 3, j = 2)
1 110.2 ( ) 7
S S S Sjt jt jt jtSFD SFD SSALES SFD− −= + ⋅ − ⋅1−
11( 7
S S S Sjt jt jt jtSOBKLG SOBKLG SSALES SOFUL− )= + − ⋅
1S−
1min{ , }S Sjt jt jtSSHIP SOBKLG SINV−=

188
1 1( ) (S S S S S S Sjt jt j jt jt j jt jtSPREL SFD SDWIP SWIP SDINV SINVα β− −= + ⋅ − + ⋅ − )S
S 12Sjt jtSDWIP SFD −= ⋅
1Sjt jtSDINV SFDS
−=
11( 7
S S S Sjt jt jt jtSINV SINV SPRATE SSHIP− )= + − ⋅
R
1 1 2 1R Rjt jt jtSWIP SXWIP SXWIP− −= +
1 1 1 11( 7
R R S Sjt jt jt jtSXWIP SXWIP SPRELS SXPRATE−= + − ) ⋅
1S
1 1 1min{ /(3 / 2), }S Sjt jtSXPRATE SXWIP SXTCAP−=
2 2 1 11( 7
R R S Sjt jt jt jtSXWIP SXWIP SXPRATE SPRATE−= + − ) ⋅
S
2 1 2min{ /(3 / 2), }S Sjt jtSPRATE SXWIP SXTCAP−=
• Stability constraints
( )21 679 13 21 441 518714
α β β> − + + + + β
5600399
βα −<
6.4.3 Manufacturer-Retailers Combined Optimization Model
6.4.3.1 Product Production Management
• Model (with parameters ρ = 0.2, δ = 1/7, Q = 2, L = 3, I = 2, i = {1, 2})
1 110.2 ( ) 7
M M M Mit it it itFD FD SALES FD− − 1−= + ⋅ − ⋅
11( 7
M M M Mit it it itOBKLG OBKLG SALES OFUL− )= + − ⋅
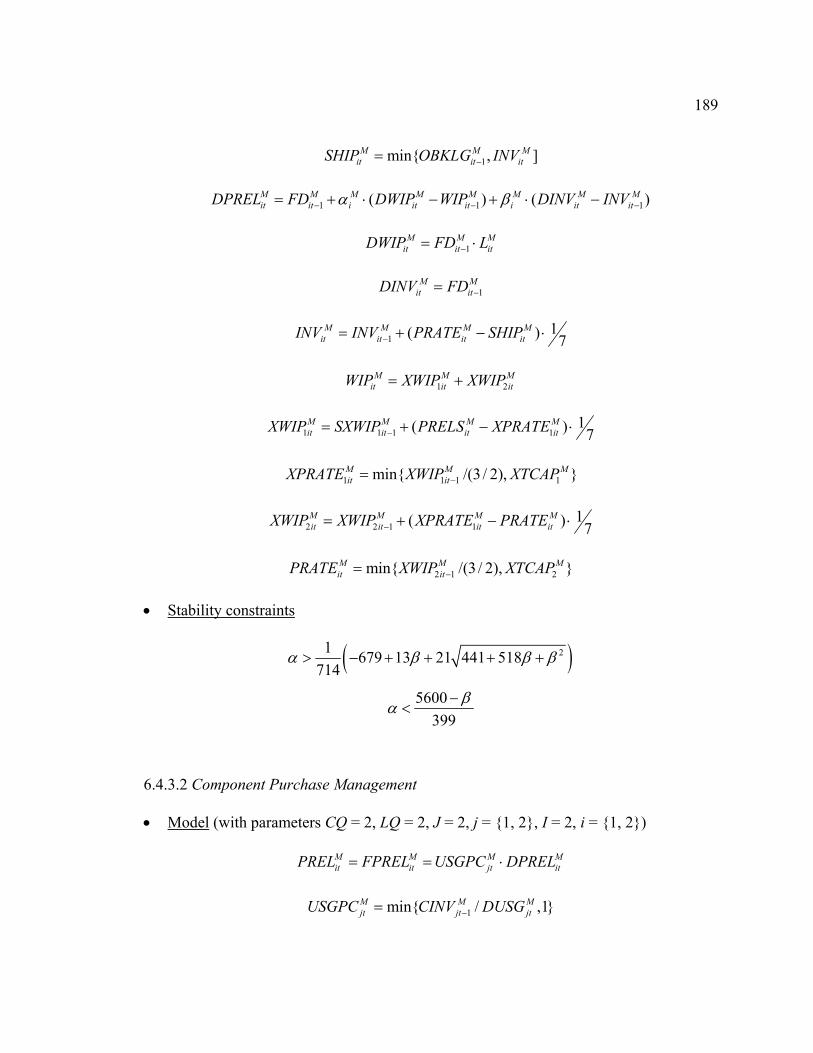
189
1min{ , ]M M Mit it itSHIP OBKLG INV−=
1 1( ) (M M M M M M M Mit it i it it i it itDPREL FD DWIP WIP DINV INVα β− −= + ⋅ − + ⋅ − 1)−
1M M M
it it itDWIP FD L−= ⋅
1M M
it itDINV FD −=
11( 7
M M M Mit it it itINV INV PRATE SHIP− )= + − ⋅
2
1M M
it it itWIP XWIP XWIP= + M
1 1 1 11( 7
M M M Mit it it itXWIP SXWIP PRELS XPRATE−= + − ) ⋅
1M
1 1 1min{ /(3 / 2), }M Mit itXPRATE XWIP XTCAP−=
2 2 1 11( 7
M M M Mit it it itXWIP XWIP XPRATE PRATE−= + − ) ⋅
M
2 1 2min{ /(3 / 2), }M Mit itPRATE XWIP XTCAP−=
• Stability constraints
( )21 679 13 21 441 518714
α β β> − + + + + β
5600399
βα −<
6.4.3.2 Component Purchase Management
• Model (with parameters CQ = 2, LQ = 2, J = 2, j = {1, 2}, I = 2, i = {1, 2})
M M Mit it jt itPREL FPREL USGPC DPREL= = ⋅ M
M
1min{ / ,1}M Mjt jt jtUSGPC CINV DUSG−=
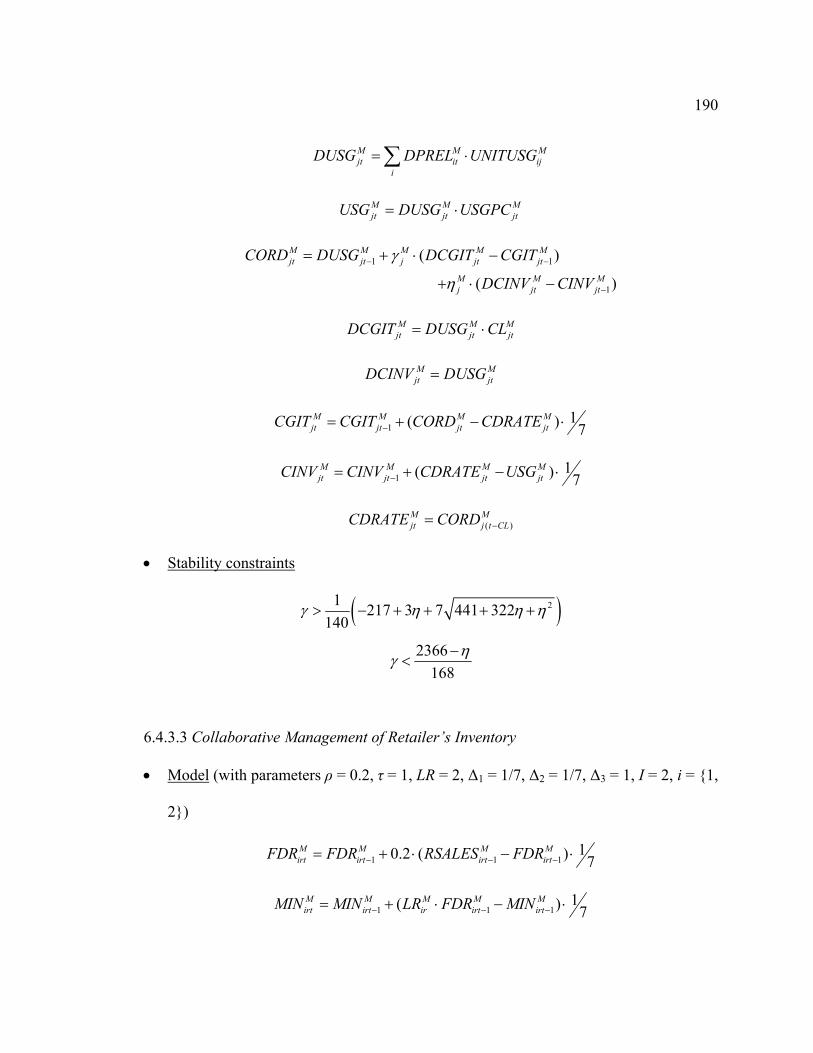
190
M Mjt it ij
iDUSG DPREL UNITUSG= ⋅ M∑
M Mjt jt jtUSG DUSG USGPC= ⋅ M
1
Mjt
−
1
1
( )
( )
M M M M Mjt jt j jt jt
M Mj jt
CORD DUSG DCGIT CGIT
DCINV CINV
γ
η−
−
= + ⋅ −
+ ⋅ −
M Mjt jt jtDCGIT DUSG CL= ⋅ M
M Mjt jtDCINV DUSG=
11( 7
M M M Mjt jt jt jtCGIT CGIT CORD CDRATE− )= + − ⋅
11( 7
M M M Mjt jt jt jtCINV CINV CDRATE USG− )= + − ⋅
)
(M Mjt j t CLCDRATE CORD −=
• Stability constraints
( )21 217 3 7 441 322140
γ η η> − + + + +η
2366168
ηγ −<
6.4.3.3 Collaborative Management of Retailer’s Inventory
• Model (with parameters ρ = 0.2, τ = 1, LR = 2, ∆1 = 1/7, ∆2 = 1/7, ∆3 = 1, I = 2, i = {1,
2})
1 110.2 ( ) 7
M M M Mirt irt irt irtFDR FDR RSALES FDR− −= + ⋅ − ⋅1−
1 11( 7
M M M M Mirt irt ir irt irtMIN MIN LR FDR MIN− −= + ⋅ − ⋅1)−

191
1 1 1 11( 7
M M M M Mirt irt irt irt irtMAX MAX FDR MIN MAX− − − −= + + − ⋅)
M
1)−
, ( )
0 ,
M M MM irt irt irt irtirt
DDISR if GITR INVR MINDISR
otherwise⎧ + ≤
= ⎨⎩
1 1 1( ) (M M M M M M Rirt ir irt irt ir irt itDDISR MIN GITR MAX RINVψ ϕ− − −= ⋅ − + ⋅ −
11( 7
M M M Mirt irt irt irtGITR GITR DISR DRATER− )= + − ⋅
,M Mirt ir t RLDRATER DISR −=
1 2(R R M Rit it it it rRINV RINV DRATER RSALES− −= + − ) ⋅∆
• Stability constraints
2 31,2 1,2 1,2 1,2 1,23.4884 1.7586 0.1938 0.0295 0.0018 4ψ ϕ ϕ ϕ ϕ> − + − + −
2 21,2 1,2 1,2 1,2 1,26.9980 0.3213 0.1237 0.0158 0.0006 2ψ ϕ ϕ ϕ ϕ> + − + −
1,2 5.465ϕ ≤
2 33 3 3 33.4859 12.2774 9.3717 9.9527 4.3889 4
3ψ ϕ ϕ ϕ> − + − + − ϕ
43
2 33 3 3 37.1384 8.3161 86578 1.9410 0.1506ψ ϕ ϕ ϕ> + + − + ϕ
3 0.78ϕ ≤
6.5 Experiments Using Optimization
The justification for the proposed merger of stability conditions as constraints
within optimization requires the following questions to be answered:
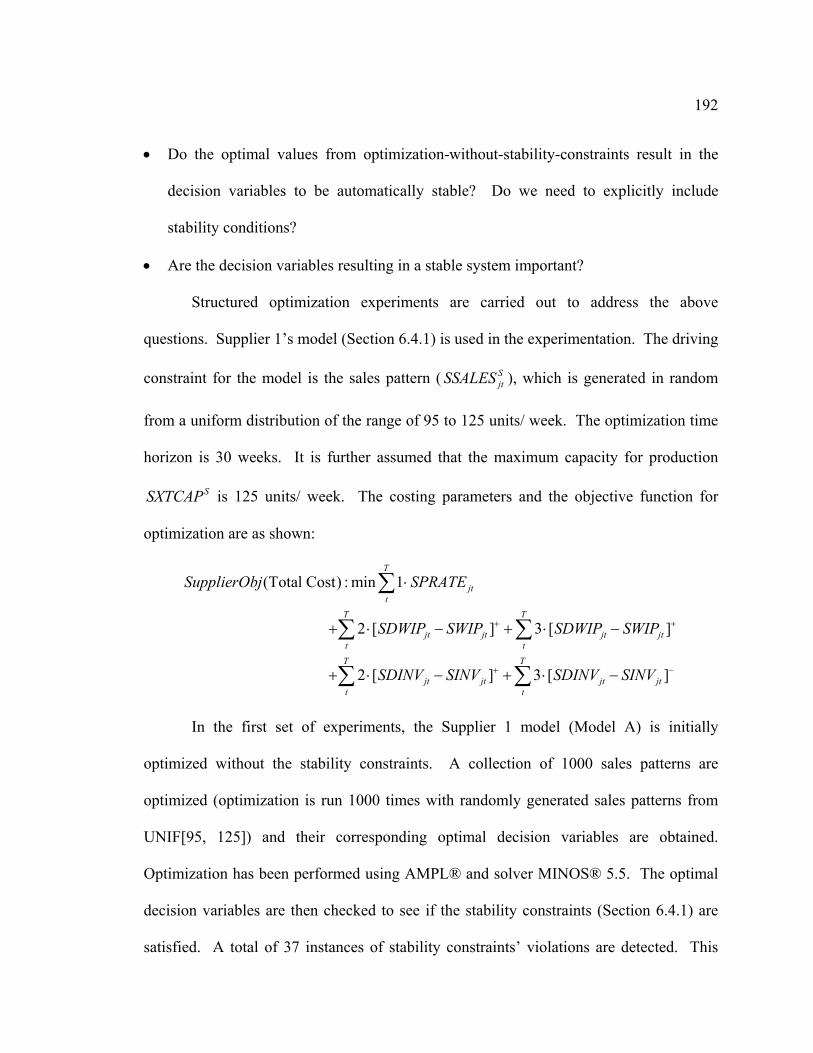
192
• Do the optimal values from optimization-without-stability-constraints result in the
decision variables to be automatically stable? Do we need to explicitly include
stability conditions?
• Are the decision variables resulting in a stable system important?
Structured optimization experiments are carried out to address the above
questions. Supplier 1’s model (Section 6.4.1) is used in the experimentation. The driving
constraint for the model is the sales pattern ( ), which is generated in random
from a uniform distribution of the range of 95 to 125 units/ week. The optimization time
horizon is 30 weeks. It is further assumed that the maximum capacity for production
is 125 units/ week. The costing parameters and the objective function for
optimization are as shown:
SjtSSALES
SSXTCAP
(Total Cost) : min 1
2 [ ] 3 [ ]
2 [ ] 3 [ ]
T
jtt
T T
jt jt jt jtt t
T T
jt jt jt jtt t
SupplierObj SPRATE
SDWIP SWIP SDWIP SWIP
SDINV SINV SDINV SINV
+ +
+ −
⋅
+ ⋅ − + ⋅ −
+ ⋅ − + ⋅ −
∑
∑ ∑
∑ ∑
In the first set of experiments, the Supplier 1 model (Model A) is initially
optimized without the stability constraints. A collection of 1000 sales patterns are
optimized (optimization is run 1000 times with randomly generated sales patterns from
UNIF[95, 125]) and their corresponding optimal decision variables are obtained.
Optimization has been performed using AMPL® and solver MINOS® 5.5. The optimal
decision variables are then checked to see if the stability constraints (Section 6.4.1) are
satisfied. A total of 37 instances of stability constraints’ violations are detected. This
193
confirms that the optimal decision variables selected are not always stable. The Supplier
1 model (Model B) is next optimized with the stability constraints. Now, the sales
patterns that had resulted in the optimal decision variables outside the stable region using
Model A, are used for optimization with Model B. It can be expected that the
optimization of Model B (with stability constraints) should result in the decision variables
within the stable region albeit higher total cost. Based on the optimization experiments,
20 of the 37 sales patterns resulted in stable decision variables with higher total costs, as
per our expectations. Interestingly, the remaining 15 of the 37 sales patterns resulted in a
total cost lower than that obtained using Model A. This belies the expectations that when
additional constraints are employed (the search space is reduced) there can be no
improvements to the objective. It is recalled that the models (Models A and B) employed
for optimization are highly non-linear and the MINOS® solver is based on a hill-
climbing algorithm. Given the nature of hill-climbing algorithms and the fact that they
do not guarantee global optimality, it is reasoned that the total cost objective obtained
using Model A is a local optimal. It is noted that such locally optimal results can be
improved by using different starting point, or improved algorithm. Now, the remaining 2
of the 37 sales patterns had resulted in critically stable decision variables in Model A, and
hence their values (and the objective) remain unchanged for Model B. Hence, it is
concluded that the stability conditions should be included as constraints within the non-
linear optimization model because: (1) absence of stability constraints in optimization can
result in the selection of unstable parameters, and (2) the efficiency of the non-linear
solver improves when stability conditions are included since the search space becomes
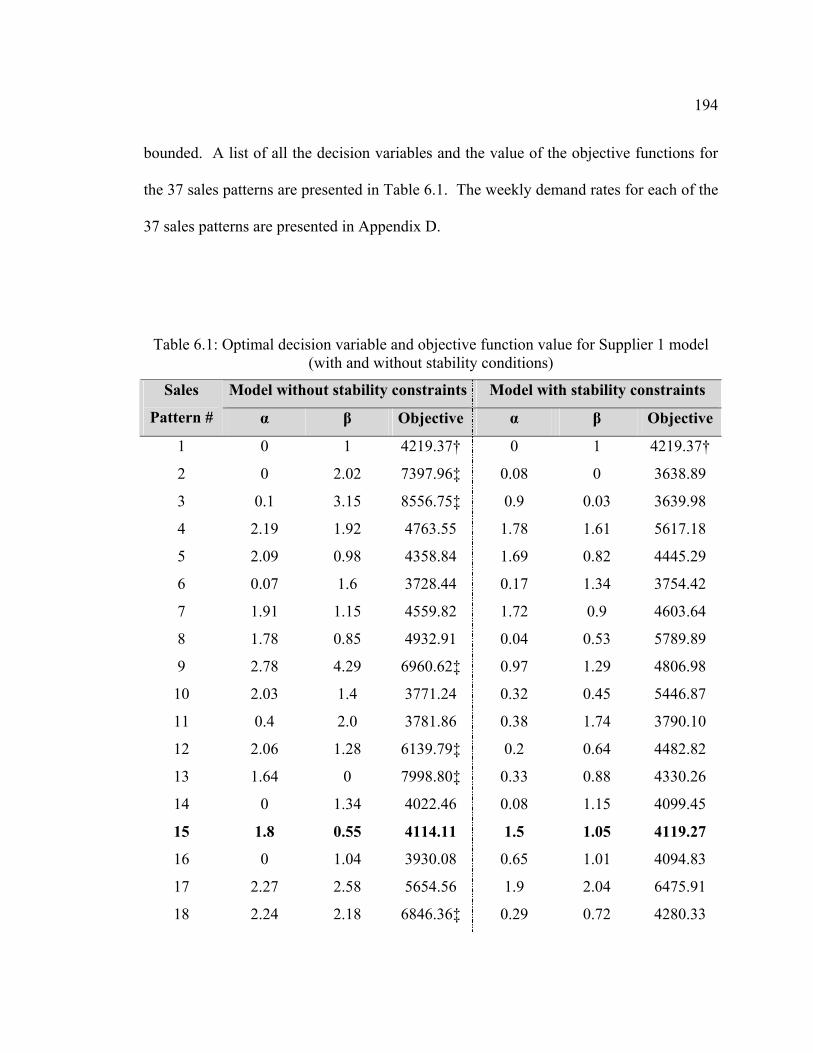
194
bounded. A list of all the decision variables and the value of the objective functions for
the 37 sales patterns are presented in Table 6.1. The weekly demand rates for each of the
37 sales patterns are presented in Appendix D.
Table 6.1: Optimal decision variable and objective function value for Supplier 1 model (with and without stability conditions)
Model without stability constraints Model with stability constraints Sales
Pattern # α β Objective α β Objective
1 0 1 4219.37† 0 1 4219.37†
2 0 2.02 7397.96‡ 0.08 0 3638.89
3 0.1 3.15 8556.75‡ 0.9 0.03 3639.98
4 2.19 1.92 4763.55 1.78 1.61 5617.18
5 2.09 0.98 4358.84 1.69 0.82 4445.29
6 0.07 1.6 3728.44 0.17 1.34 3754.42
7 1.91 1.15 4559.82 1.72 0.9 4603.64
8 1.78 0.85 4932.91 0.04 0.53 5789.89
9 2.78 4.29 6960.62‡ 0.97 1.29 4806.98
10 2.03 1.4 3771.24 0.32 0.45 5446.87
11 0.4 2.0 3781.86 0.38 1.74 3790.10
12 2.06 1.28 6139.79‡ 0.2 0.64 4482.82
13 1.64 0 7998.80‡ 0.33 0.88 4330.26
14 0 1.34 4022.46 0.08 1.15 4099.45
15 1.8 0.55 4114.11 1.5 1.05 4119.27
16 0 1.04 3930.08 0.65 1.01 4094.83
17 2.27 2.58 5654.56 1.9 2.04 6475.91
18 2.24 2.18 6846.36‡ 0.29 0.72 4280.33
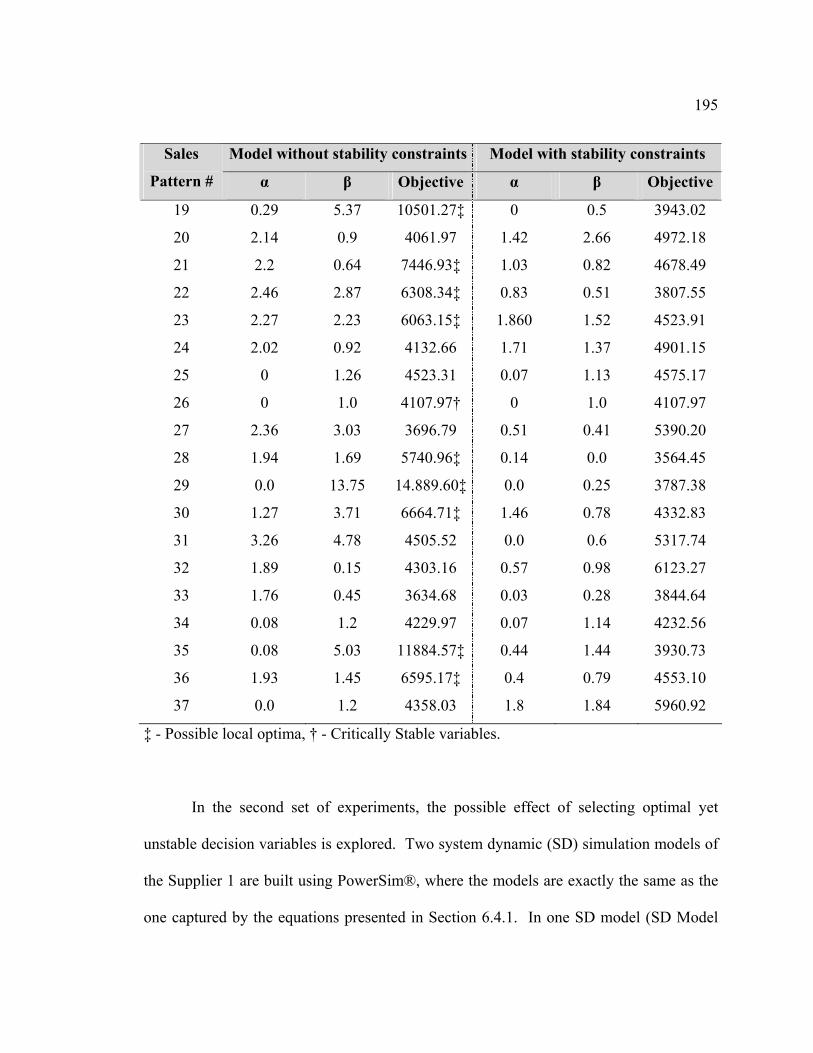
195
Model without stability constraints Model with stability constraints Sales
Pattern # α β Objective α β Objective
19 0.29 5.37 10501.27‡ 0 0.5 3943.02
20 2.14 0.9 4061.97 1.42 2.66 4972.18
21 2.2 0.64 7446.93‡ 1.03 0.82 4678.49
22 2.46 2.87 6308.34‡ 0.83 0.51 3807.55
23 2.27 2.23 6063.15‡ 1.860 1.52 4523.91
24 2.02 0.92 4132.66 1.71 1.37 4901.15
25 0 1.26 4523.31 0.07 1.13 4575.17
26 0 1.0 4107.97† 0 1.0 4107.97
27 2.36 3.03 3696.79 0.51 0.41 5390.20
28 1.94 1.69 5740.96‡ 0.14 0.0 3564.45
29 0.0 13.75 14.889.60‡ 0.0 0.25 3787.38
30 1.27 3.71 6664.71‡ 1.46 0.78 4332.83
31 3.26 4.78 4505.52 0.0 0.6 5317.74
32 1.89 0.15 4303.16 0.57 0.98 6123.27
33 1.76 0.45 3634.68 0.03 0.28 3844.64
34 0.08 1.2 4229.97 0.07 1.14 4232.56
35 0.08 5.03 11884.57‡ 0.44 1.44 3930.73
36 1.93 1.45 6595.17‡ 0.4 0.79 4553.10
37 0.0 1.2 4358.03 1.8 1.84 5960.92
‡ - Possible local optima, † - Critically Stable variables.
In the second set of experiments, the possible effect of selecting optimal yet
unstable decision variables is explored. Two system dynamic (SD) simulation models of
the Supplier 1 are built using PowerSim®, where the models are exactly the same as the
one captured by the equations presented in Section 6.4.1. In one SD model (SD Model
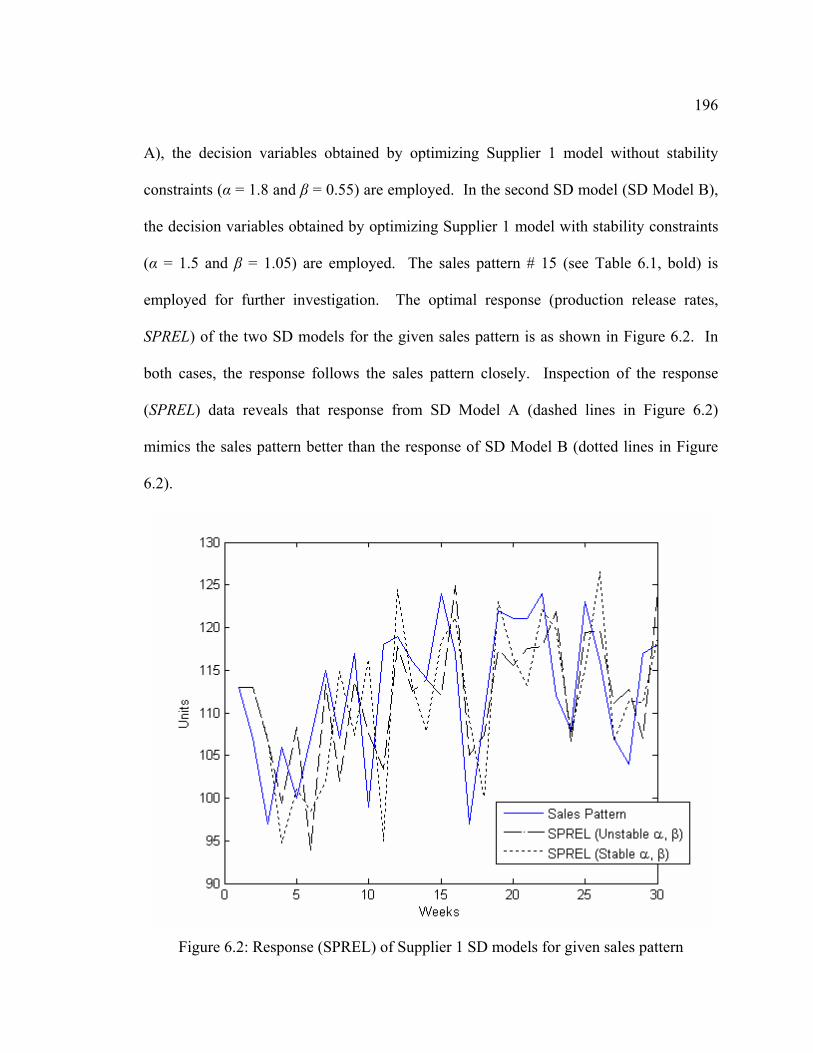
196
A), the decision variables obtained by optimizing Supplier 1 model without stability
constraints (α = 1.8 and β = 0.55) are employed. In the second SD model (SD Model B),
the decision variables obtained by optimizing Supplier 1 model with stability constraints
(α = 1.5 and β = 1.05) are employed. The sales pattern # 15 (see Table 6.1, bold) is
employed for further investigation. The optimal response (production release rates,
SPREL) of the two SD models for the given sales pattern is as shown in Figure 6.2. In
both cases, the response follows the sales pattern closely. Inspection of the response
(SPREL) data reveals that response from SD Model A (dashed lines in Figure 6.2)
mimics the sales pattern better than the response of SD Model B (dotted lines in Figure
6.2).
Figure 6.2: Response (SPREL) of Supplier 1 SD models for given sales pattern
197
Next, the immediate effects of changing the sales of one week are investigated.
Based on intuition, it is expected that the response of SD Model B will remain close to
the new sales pattern, while the response of SD Model A will deviate significantly from
the sales pattern. The models’ responses (SPREL) are plotted in Figure 6.3, where the
sales quantity at week 4 is changed from 106 units to 90 units. It is observed, as expected,
that the response of SD Model A, to the changed sales, fluctuates with increasing
amplitude while the response of SD Model B continues to follow the sales pattern. It is
also seen that in SD Model B, the effect of changing one period’s sales quantity on the
response is transient, with the SPREL reverting back (after week 13) to the initial plan
obtained with the initial sales pattern. Hence, it is concluded that the optimal parameters
obtained without stability constraints are not robust to uncertain disturbances.
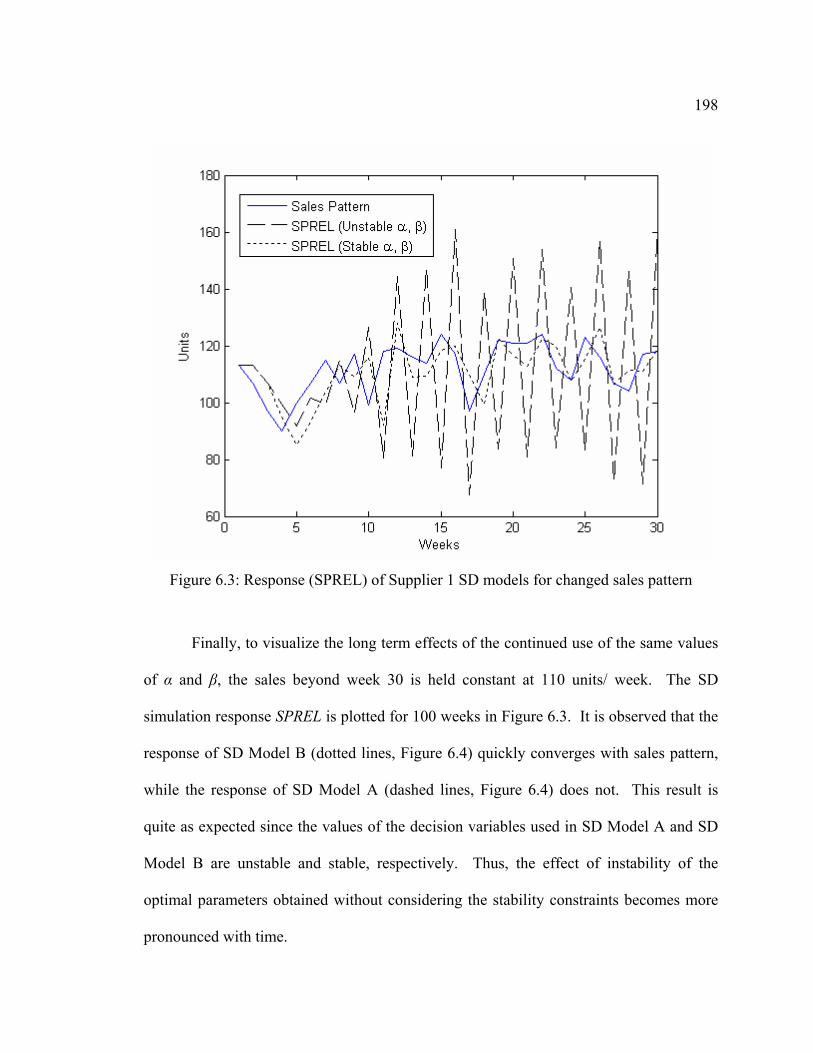
198
Figure 6.3: Response (SPREL) of Supplier 1 SD models for changed sales pattern
Finally, to visualize the long term effects of the continued use of the same values
of α and β, the sales beyond week 30 is held constant at 110 units/ week. The SD
simulation response SPREL is plotted for 100 weeks in Figure 6.3. It is observed that the
response of SD Model B (dotted lines, Figure 6.4) quickly converges with sales pattern,
while the response of SD Model A (dashed lines, Figure 6.4) does not. This result is
quite as expected since the values of the decision variables used in SD Model A and SD
Model B are unstable and stable, respectively. Thus, the effect of instability of the
optimal parameters obtained without considering the stability constraints becomes more
pronounced with time.
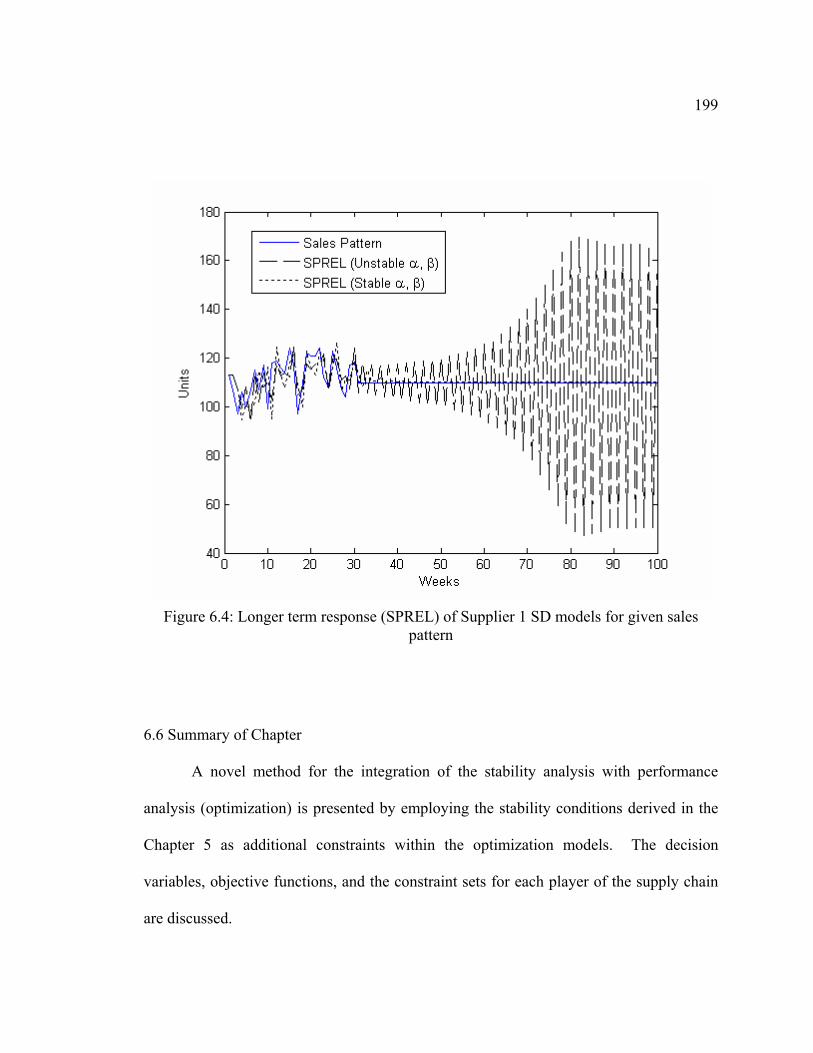
199
Figure 6.4: Longer term response (SPREL) of Supplier 1 SD models for given sales
pattern
6.6 Summary of Chapter
A novel method for the integration of the stability analysis with performance
analysis (optimization) is presented by employing the stability conditions derived in the
Chapter 5 as additional constraints within the optimization models. The decision
variables, objective functions, and the constraint sets for each player of the supply chain
are discussed.
200
Designed experiments using optimization has been carried out to justify the use of
stability constraints within the optimization model. AMPL® and solver MINOS® 5.5
were used to perform the optimization of the models. It is observed that optimization
could result in the selection of unstable set of decision variables which results in optimal
system response for a particular sales pattern. Based on the experiments, it is concluded
that the stability conditions should be included as constraints within the non-linear
optimization model because: (1) absence of stability constraints in optimization can result
in the selection of unstable parameters, and (2) the efficiency of the non-linear solver
improves when stability conditions are included since the search space becomes bounded.
Next, the adverse effects (short-term and long-term) of the use of such unstable variables
have been discussed. It is concluded that the optimal parameters obtained without
stability constraints are not robust to uncertain disturbances, and the effect of instability
becomes more pronounced with time.
The experimental results raise an interesting question: instead of using stability
constraints, can the system be optimized periodically? Now, periodic optimization could
possibly ensure that the effect of using unstable decision variables does not last longer
than the corresponding horizon. However, the success of periodic optimization depend
the length of the planning horizon and the frequency of re-optimization. Such decisions
can be greatly improved with the knowledge of the stability of system variables. The
investigation of the same is left as future research.
201
CHAPTER 7
INCLUSION OF DETAILED MODELS IN SUPPLY CHAIN ANALYSIS
(STAGES III AND IV)
In this chapter, the need for the inclusion of detailed models in supply chain
analysis is discussed. Description are presented for the modeling the detailed models
using Discrete Event Simulation (DES). Next, the schedule optimization (Stage III of the
proposed architecture) is described by presenting the decision variables, objective
functions and the optimization methodology. Finally, the specifications for interactions
of the SD and DES models, for use in Stage IV of the proposed architecture are detailed.
7.1 Development of the Detailed Models
In the proposed architecture and methodology, the detailed models (developed
using DES) are used in Stage III schedule optimization and Stage IV evaluation of the
optimal decisions. The detailed operational activities of the supply chain include
production within the factory shop, storage of goods, material flow internal to the factory
shop, and external transportation. In this research, separate DES models of the Suppliers,
Manufacturer, Transportation network and Retailers, are built. The rationale behind the
use of DES in representing the production and material flow activities are three fold:
• DES can describe the most complex manufacturing systems and include stochastic
elements, which cannot be described easily by mathematical or analytical models,
202
• DES allows one to track the status of individual entities and resources in the facility
and estimate numerous performance measures associated with those entities. These
properties are especially important for the detailed scheduling level, and
• With some modifications, DES can even use real-time data collected from the shop
floor or transportation network (Son et al. 2002).
Thus, DES is the best choice to model accurately the required level of detail to ensure
that the developed schedule is valid and the predetermined production plan can be met.
Furthermore, the models can be changed easily and run quickly to reflect changes that
occur in the actual system.
7.1.1 Description of the Discrete Event Simulation Models
The models of the members of the supply chain under study can be modeled and
simulated using scientific programming languages like C or C++. However, standard
simulation packages, like Arena®, ProModel®, AutoMod® etc, are available which ease
the building of models and provide support for output analysis and optimization. In favor
of advancing the author’s existing knowledge of Arena® 8.0 (Kelton et al. 1997, Kelton
et al. 2001), that simulation package is chosen for modeling the supply chain and
conducting the experiment.
Separate DES models are built using Arena 8.0 for the Suppliers, Manufacturer,
Transporter and Retailers, as per the specification and assumptions presented in Section
3.5. The DES models of the Manufacturer and Suppliers shops incorporates the detailed
shop operations including material processing, transfer and storage activities, along with
203
the uncertainties in production. The Transporter DES model incorporates the detailed
transport operations including individual truck movements. The DES model of the
Retailer captures the actual sales with the customer and the receipt of products from the
Transporter.
7.2 Scheduling Using Discrete-event Models (Stage III)
Based on the proposed architecture (Chapter 3) and its applicability to the supply
chain scenario (Chapter 3), the Supplier DES models are optimized separately while the
Manufacturer and Retailer DES models are optimized in a collaborative configuration, as
shown in Figure 7.1. These optimization activities are performed as part of the Step III
activities in the proposed architecture. The optimal sets of control parameters that govern
the flow of materials in the corresponding models are determined using meta-heuristics
based optimization techniques. The planned production and distribution data obtained
through plan optimization (Step II, refer Chapter 6) are employed as the driving
constraints for schedule optimization. It is noted that, in this research, no schedule
optimization is performed at the Transporter.
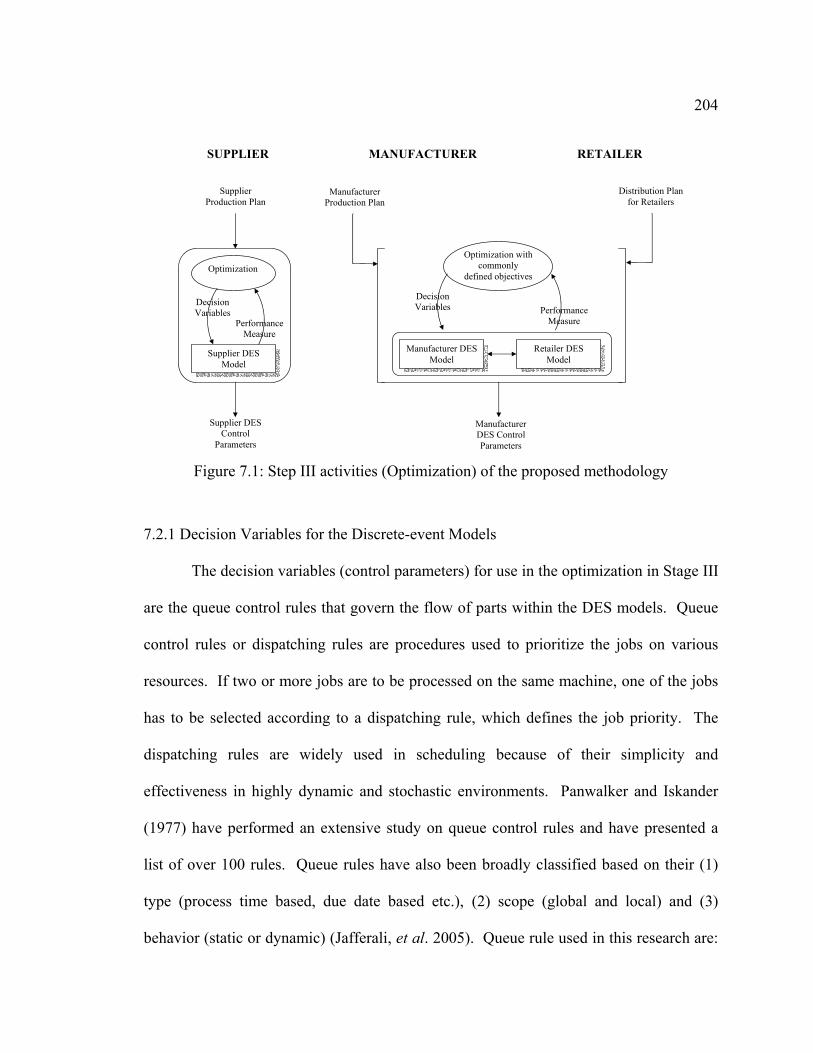
204
MANUFACTURER
Optimization
Decision Variables
Performance Measure
Supplier DES Model
Supplier DES Control
Parameters
Optimization with commonly
defined objectives
Decision Variables
Manufacturer DES Model
Manufacturer DES Control Parameters
Manufacturer Production Plan
Performance Measure
Retailer DES Model
Distribution Plan for Retailers
SUPPLIER RETAILER
Supplier Production Plan
Figure 7.1: Step III activities (Optimization) of the proposed methodology
7.2.1 Decision Variables for the Discrete-event Models
The decision variables (control parameters) for use in the optimization in Stage III
are the queue control rules that govern the flow of parts within the DES models. Queue
control rules or dispatching rules are procedures used to prioritize the jobs on various
resources. If two or more jobs are to be processed on the same machine, one of the jobs
has to be selected according to a dispatching rule, which defines the job priority. The
dispatching rules are widely used in scheduling because of their simplicity and
effectiveness in highly dynamic and stochastic environments. Panwalker and Iskander
(1977) have performed an extensive study on queue control rules and have presented a
list of over 100 rules. Queue rules have also been broadly classified based on their (1)
type (process time based, due date based etc.), (2) scope (global and local) and (3)
behavior (static or dynamic) (Jafferali, et al. 2005). Queue rule used in this research are:
205
Shortest Processing Time (SPT), Longest Processing Time (LPT), Earliest Due Date
(EDD), First-In First-Out (FIFO), Last-in-First-Out (LIFO), and Priority Ordering (PO).
These queue rules are used in the scheduling at the Manufacturer and the Suppliers. It is
noted that there are no decision variables within the Retailer DES model.
7.2.2 Objective Function for the Discrete-event Models
The objective functions for use in schedule optimization of the factory shops
within the supply chain can be classified into (1) time-based, and (2) due-date based.
Time-based objectives includes makespan, flow time, non-value added time etc. Due-
date based objectives include mean tardiness, maximum lateness, number of tardy jobs
etc. Also, combinations of the multiple objectives are also popular.
In this research, the schedules are to be developed to satisfy the plan obtained
from Stage II. Hence, the objective function employed at the Manufacturer and Suppliers
is: percentage of the absolute difference in the planned and actual production quantity.
Actual production refers to the total quantity produced as obtained from the DES model.
7.2.3 Optimization Methodology
Optimization of schedule is performed based on the outputs of the stochastic
simulation models. This is known as simulation optimization (Fu 2001). In simulation
optimization, one or more discrete-event simulation models replace analytical objective
functions and constraints. The decision variables are the input to the simulation model,
and the performance or objective function values are the output of the simulation models
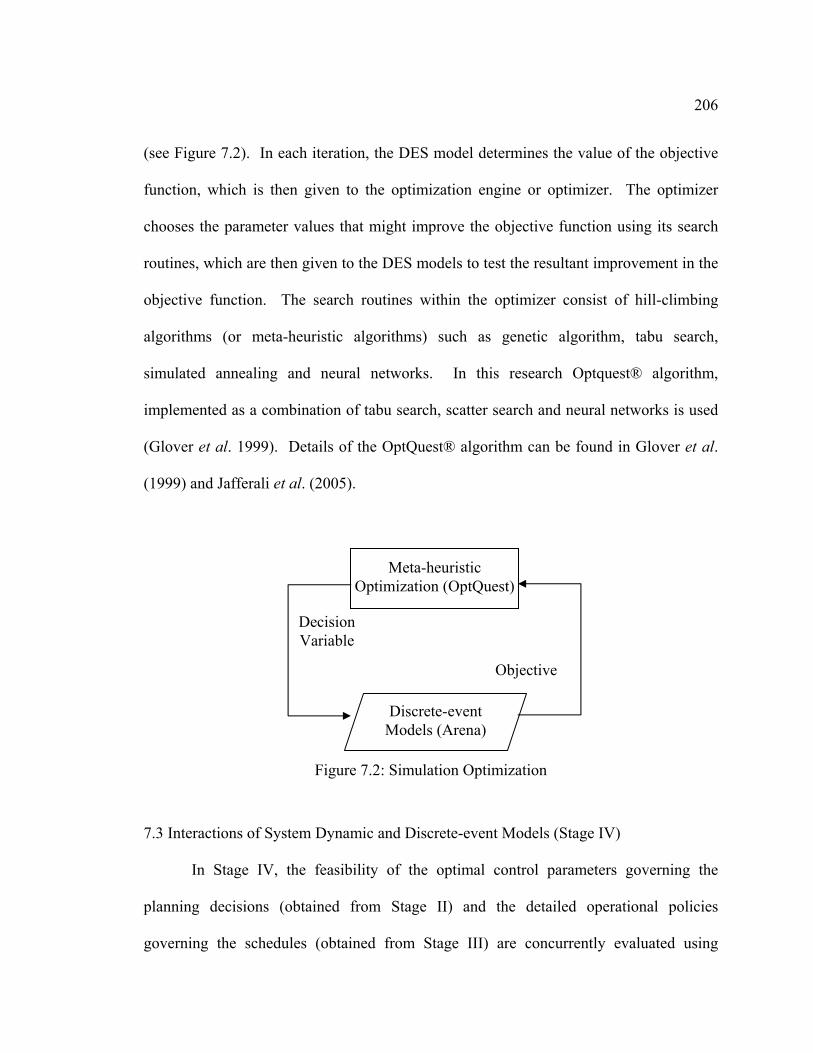
206
(see Figure 7.2). In each iteration, the DES model determines the value of the objective
function, which is then given to the optimization engine or optimizer. The optimizer
chooses the parameter values that might improve the objective function using its search
routines, which are then given to the DES models to test the resultant improvement in the
objective function. The search routines within the optimizer consist of hill-climbing
algorithms (or meta-heuristic algorithms) such as genetic algorithm, tabu search,
simulated annealing and neural networks. In this research Optquest® algorithm,
implemented as a combination of tabu search, scatter search and neural networks is used
(Glover et al. 1999). Details of the OptQuest® algorithm can be found in Glover et al.
(1999) and Jafferali et al. (2005).
Meta-heuristic Optimization (OptQuest)
Discrete-event Models (Arena)
Decision Variable
Objective
Figure 7.2: Simulation Optimization
7.3 Interactions of System Dynamic and Discrete-event Models (Stage IV)
In Stage IV, the feasibility of the optimal control parameters governing the
planning decisions (obtained from Stage II) and the detailed operational policies
governing the schedules (obtained from Stage III) are concurrently evaluated using
207
integrated SD and DES models. The optimal control parameters determined in Step II
and III are used in the corresponding SD and DES models.
Having developed the optimal parameters for the plan and schedules, the
members of the supply chain need to verify their continued optimality and feasibility
within the supply chain as a whole. In the case of communicative supply chain, the
members (Suppliers and Manufacturer) do not want to share any type of sensitive
information with each other. The traditional (over-the-wall) approach would be for the
Manufacturer to determine its production releases and purchase plans for the complete
time horizon. These purchase plans can be given to the Suppliers to ensure and verify the
availability of the required components at the right time. In this research, a novel method
of concurrently evaluating a member’s plan (developed based on local data) within the
global supply chain (1) without each member knowing the workings of the entire supply
chain, and (2) without revealing the members internal details to the rest of the supply
chain. This is achieved by ensuring that the member gives out and receives data that
mimics the activities in the real world. That is, in the supply chain scenario considered,
the Supplier receives the purchase orders and gives out shipment orders. Hence, the
Supplier model too receives the purchase order data from the Manufacturer’s model, and
gives out the shipping order data. Now, using only these two interactions, the Supplier
model and Manufacturer models interface with each other to evaluate their respective
plans. The interactions occur every time period (concurrent) and not over-the-wall
approach. In this proposed method, the dynamism within the supply chain can be
captured effectively and efficiently.
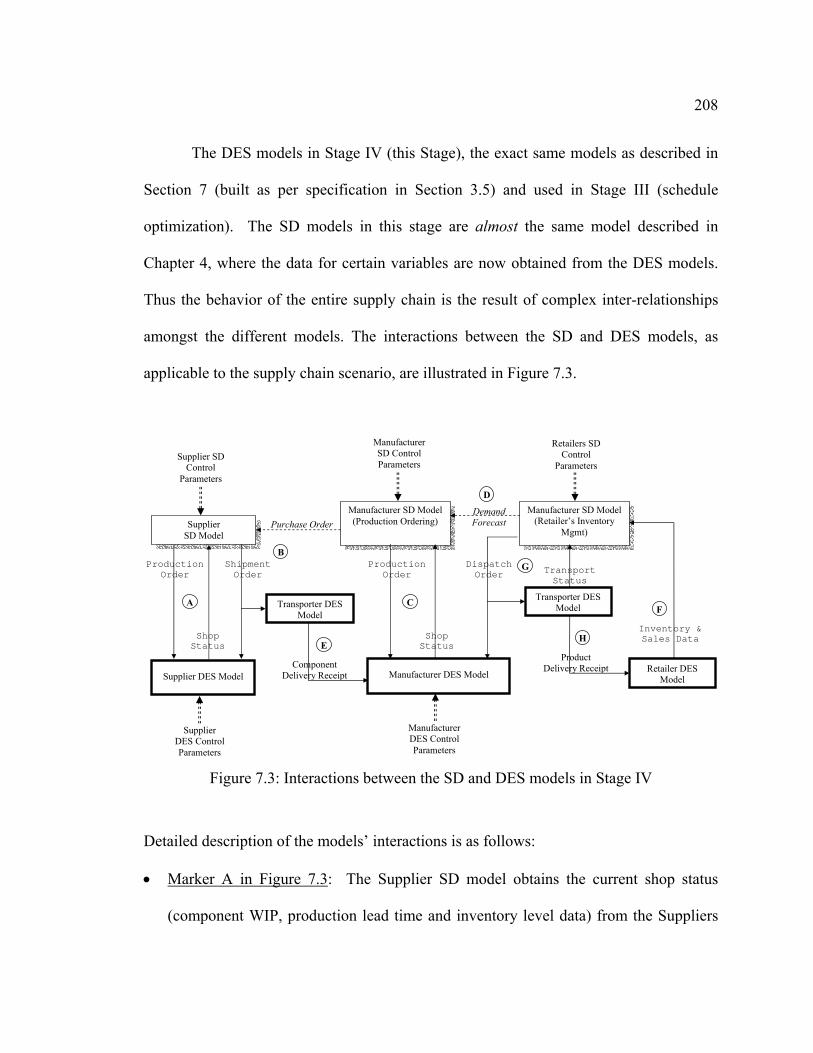
208
The DES models in Stage IV (this Stage), the exact same models as described in
Section 7 (built as per specification in Section 3.5) and used in Stage III (schedule
optimization). The SD models in this stage are almost the same model described in
Chapter 4, where the data for certain variables are now obtained from the DES models.
Thus the behavior of the entire supply chain is the result of complex inter-relationships
amongst the different models. The interactions between the SD and DES models, as
applicable to the supply chain scenario, are illustrated in Figure 7.3.
Demand Forecast
Production Order
Supplier SD Model
Supplier DES Model
Supplier DES Control Parameters
Supplier SD Control
Parameters
Shop Status
Production Order
Manufacturer SD Model (Production Ordering)
Manufacturer DES Model
Manufacturer DES Control Parameters
Manufacturer SD Control Parameters
Shop Status
Purchase Order
Component Delivery Receipt
Transporter DES Model
Transporter DES Model
Manufacturer SD Model (Retailer’s Inventory
Mgmt)
Retailer DES Model
Retailers SD Control
Parameters
Dispatch Order
Inventory & Sales Data
Shipment Order
Product Delivery Receipt
Transport Status
A
B
C
D
E
F
G
H
Figure 7.3: Interactions between the SD and DES models in Stage IV
Detailed description of the models’ interactions is as follows:
• Marker A in Figure 7.3: The Supplier SD model obtains the current shop status
(component WIP, production lead time and inventory level data) from the Suppliers
209
shop DES model. Based on these data, the component production release order is
then calculated by the Supplier SD model, and sent to the Supplier DES model. The
DES model creates the corresponding component entities for production.
• Marker B in Figure 7.3: The component purchase orders are received by the Supplier
SD model from the Manufacturer’s SD model. Based on this order, the
corresponding shipment order is generated and sent to the Supplier DES model and
the Transporter DES model. On receiving the shipment order, the Supplier DES
model reduces its current inventory by the corresponding number; and the
Transporter DES model ‘creates’ the corresponding number of components for
transportation.
• Marker C in Figure 7.3: The Manufacturer SD model (production ordering) obtains
the current shop status (product WIP, production lead time and inventory level data)
from the Manufacturer shop DES model. Based on these data, the product production
release order is then calculated by the Manufacturer SD model, and sent to the
Manufacturer DES model. The DES model releases the corresponding entities for
production.
• Marker D in Figure 7.3: The Manufacturer SD model (production ordering) receives
the forecast demand data, used for production ordering, from the Retailers’ inventory
management SD model.
• Marker E in Figure 7.3: The component delivery receipts are sent from the
Transporter DES model to the Manufacturer shop DES model, to indicate that the
210
components have now reached the Manufacturer. The shop DES model updates the
component inventory levels.
• Marker F in Figure 7.3: The end customer sales data and the retailers’ inventory level
data are sent from the Retailer DES models to the Manufacturer SD model.
• Marker G in Figure 7.3: The goods-in-transit data and the transportation lead time
data are sent from the Transporter DES model to the Manufacturer SD model
(Retailers’ inventory management model). Based on the Retailer and Transporter
status data, the Manufacturer SD model determines the quantity to dispatch to the
Retailers. The dispatch order is then sent to the Manufacturer and Transporter DES
models. On receiving the dispatch order, the Manufacturer DES model reduces its
current inventory by the corresponding number; and the Transporter DES model
‘creates’ the corresponding number of products for transportation.
• Marker H in Figure 7.3: The product delivery receipts are sent from the Transporter
DES model to the Retailers DES model, to indicate that the products have now
reached the Retailers. The DES model updates the product inventory levels.
The interactions between the Manufacturer SD models with the DES models of the
Manufacturer, Retailer and Transporter is shown using a modified causal loop diagram in
Figure 7.4.
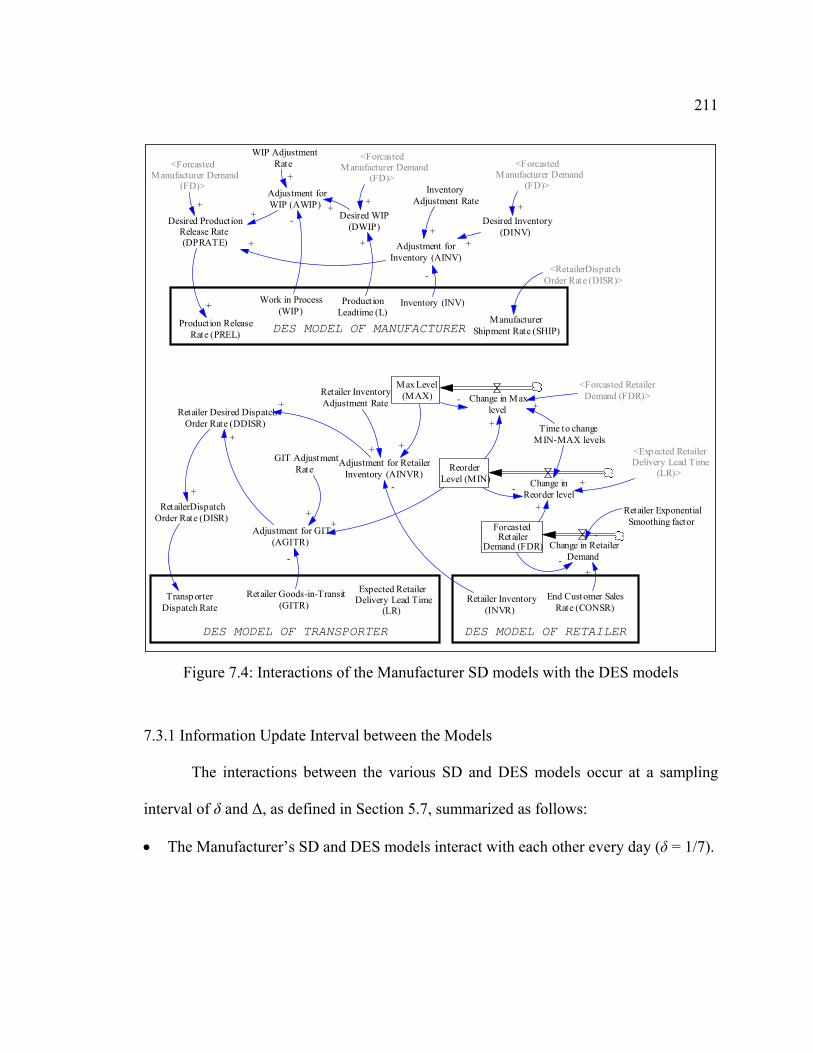
211
Adjustment forInventory (AINV)
Adjustment forWIP (AWIP)
Desired ProductionRelease Rate(DPRATE)
Desired Inventory(DINV)
Desired WIP(DWIP)
+
+
+
+
WIP AdjustmentRate
+Inventory
Adjustment Rate
+
Product ionLeadtime (L)
+
<ForcastedManufacturer Demand
(FD)>
<ForcastedManufacturer Demand
(FD)><Forcasted
Manufacturer Demand(FD)>
+ + +
ReorderLevel (MIN) Change in
Reorder level
Time to changeMIN-MAX levels
-
ForcastedRetailer
Demand (FDR) Change in RetailerDemand
Retailer ExponentialSmoothing factor
-
-
Max Level(MAX) Change in Max
level-
Retailer Desired DispatchOrder Rate (DDISR)
Expected RetailerDelivery Lead Time
(LR)
<Expected RetailerDelivery Lead Time
(LR)>+
Adjustment for GIT(AGITR)
Adjustment for RetailerInventory (AINVR)
+
+
GIT AdjustmentRate
Retailer InventoryAdjustment Rate
+
+
<Forcasted RetailerDemand (FDR)>
+
End Customer SalesRate (CONSR)
+
Retailer Inventory(INVR)
Product ion ReleaseRate (PREL)
Work in Process(WIP)
Inventory (INV)
ManufacturerShipment Rate (SHIP)
+
-
-
Retailer Goods-in-Transit(GITR)
RetailerDispatchOrder Rate (DISR) +
-
-
+
++
+
Transp orterDispatch Rate
<RetailerDispatchOrder Rate (DISR)>
DES MODEL OF MANUFACTURER
DES MODEL OF TRANSPORTER
DES MODEL OF RETAILER
Figure 7.4: Interactions of the Manufacturer SD models with the DES models
7.3.1 Information Update Interval between the Models
The interactions between the various SD and DES models occur at a sampling
interval of δ and ∆, as defined in Section 5.7, summarized as follows:
• The Manufacturer’s SD and DES models interact with each other every day (δ = 1/7).
212
• Also, Supplier 2’s SD and DES models interact with each other every day (δ = 1/7).
Supplier 2 SD model receives the purchase order from the Manufacturer’s SD model
in the same period as their sampling intervals are the same.
• Supplier 1’s SD and DES models interact with each other every week (δ = 1).
Supplier 1 SD model accumulates the purchase orders received from the
Manufacturer’s SD model in the previous week, and use it for its calculations in the
following week.
• The Manufacturer’s SD and Transporter DES model interact with each other every
day (δ = 1/7).
• The Manufacturer’s SD and Retailers (1 and 2) DES models interact with each other
every day (δ = 1/7).
• The Manufacturer’s SD and Retailers (3) DES models interact with each other every
week (δ = 1/7).
213
CHAPTER 8
IMPLEMENTATION INFRASTRUCTURE
The non-linear optimization problems are code and solved using AMPL® and
solver MINOS® 5.5, respectively. The SD models and the DES models are built using
Powersim® 2.51 and Arena® 8.0, respectively. A generic infrastructure is developed to
integrate and together simulate the distributed simulation models. Technology that
enables the same is known as distributed simulation technology. In this research, the
term ‘distributed simulation’ is used to refer to a simulation that is comprised of multiple
software processes that are independently executing and interacting with each other. The
same infrastructure is used to integrate distributed optimization models as well.
In this chapter, the technology enabling distributed simulation and optimization is
discussed. The additional logic implemented within Arena® and Powersim® to interface
them is presented. It is noted that prior work on the design and development of
distributed simulations, which integrated multiple discrete event simulations, has been
presented by Venkateswaran and Son (2004b).
8.1 Overview of the Implementation Infrastructure
The Department of Defense’s High Level Architecture (HLA) (Kuhl et al., 1999)
for modeling and simulation can certainly be regarded as the state of the art in distributed
simulation. The HLA establishes common high-level simulation architecture to facilitate
interoperability of all types of models and simulations. The Run-Time Infrastructure
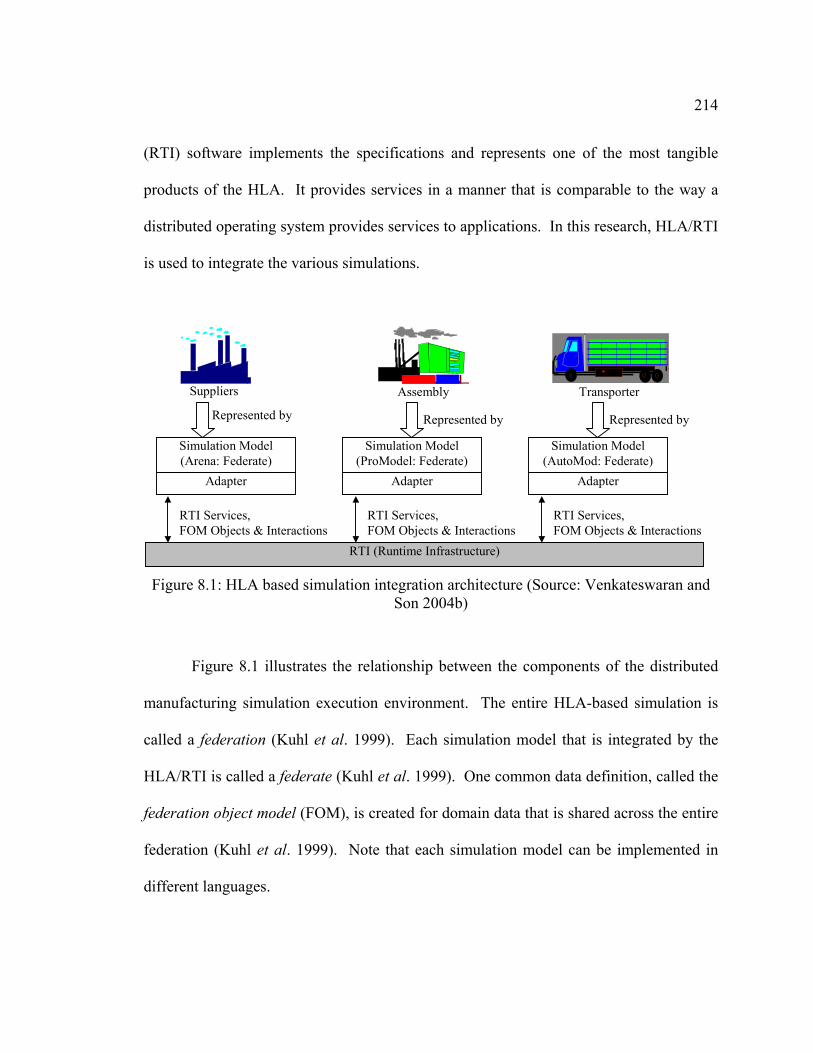
214
(RTI) software implements the specifications and represents one of the most tangible
products of the HLA. It provides services in a manner that is comparable to the way a
distributed operating system provides services to applications. In this research, HLA/RTI
is used to integrate the various simulations.
Represented by
Suppliers
RTI Services, FOM Objects & Interactions
Represented by
Assembly
Represented by
RTI (Runtime Infrastructure)
Simulation Model (Arena: Federate)
Adapter
Simulation Model (ProModel: Federate)
Adapter
Simulation Model (AutoMod: Federate)
Adapter
RTI Services, FOM Objects & Interactions
RTI Services, FOM Objects & Interactions
Transporter
Figure 8.1: HLA based simulation integration architecture (Source: Venkateswaran and
Son 2004b)
Figure 8.1 illustrates the relationship between the components of the distributed
manufacturing simulation execution environment. The entire HLA-based simulation is
called a federation (Kuhl et al. 1999). Each simulation model that is integrated by the
HLA/RTI is called a federate (Kuhl et al. 1999). One common data definition, called the
federation object model (FOM), is created for domain data that is shared across the entire
federation (Kuhl et al. 1999). Note that each simulation model can be implemented in
different languages.
215
Though the HLA RTI does provide a robust set of mechanisms for developing
distributed simulation, it is less suitable for use in a certain manufacturing domain. The
drawbacks include: (1) The direct interaction of the simulation federates with the RTI is
quite complex and cumbersome, (2) It has a steep learning curve for effective use, and (3)
It requires a significant amount of custom coding to develop distributed simulations from
simulation applications that were developed with the simulation tools that are common in
the manufacturing domain.
Hence, an interface called Distributed Manufacturing Simulation (DMS) Adapter
(referred to as ‘adapter’ in the rest of the document) has been developed “to provide
mechanisms for distributed simulation similar to those provided by the HLA RTI, but
with a level of complexity that is manageable by the development resources available in
the manufacturing community” (Riddick and McLean 2000). The DMS adapter provides
a simplified time management interface, automatic storage for local object instances,
management of lists of remote object instances, management and logging of interactions,
and simplified object and interact filtering.
8.2 Description of ‘Simulation Model — Adapter’ Interface
A generic interface module has been developed for use in Arena® (or any
discrete-event modeling package) and Powersim® (or any system dynamic modeling
package), so that simulation models in these languages can interface with the RTI via the
adapter. Since the developed interface modules are generic, the same modules have been
used for Suppliers (SD and DES), Manufacturers (SD and DES), Transporter (DES) and
216
Retailers (DES) models, albeit with minor customizations. The simulation model is
broadly classified into 2 segments: the actual model and the interface module. The actual
models are as described in Chapters 4 and 7. The details of the interface are described in
this section. In Arena®, Visual Basic Application is used to interface the model with the
adapter/ RTI. Powersim® is connected with the adapter/ RTI using the Powersim® API
through a C++ interface.
All simulation models interact with the DMS adapter in the following capacities:
STEP 1: Initialize with the adapter for use in the upcoming simulation run.
STEP 2: Transition from ‘initialize state’ to ‘running state’.
STEP 3: Loop until End of Simulation:
Send Messages to other simulations
Receive Messages from other simulations
Advance the time using time management routine
STEP 4: Terminate simulation run and the use of Adapter resources.
The methods within the DMS Adapter performing the above functions are “Initialize()”,
“AdvanceSimulation()”, “SendMessage()”, “GetMessage()” and “Terminate()”. The
call to “Initialize()” sets up the adapter for use in the upcoming simulation run. The first
call to “AdvanceSimulation()” changes the state of the simulation model federate from
Initializing state to running state. The “AdvanceSimulation()” calls after this is used to
request for time advance. The “SendMessage()” and “GetMessage()” methods are used
to exchange messages between federates. The “Terminate()” call ends the use of the
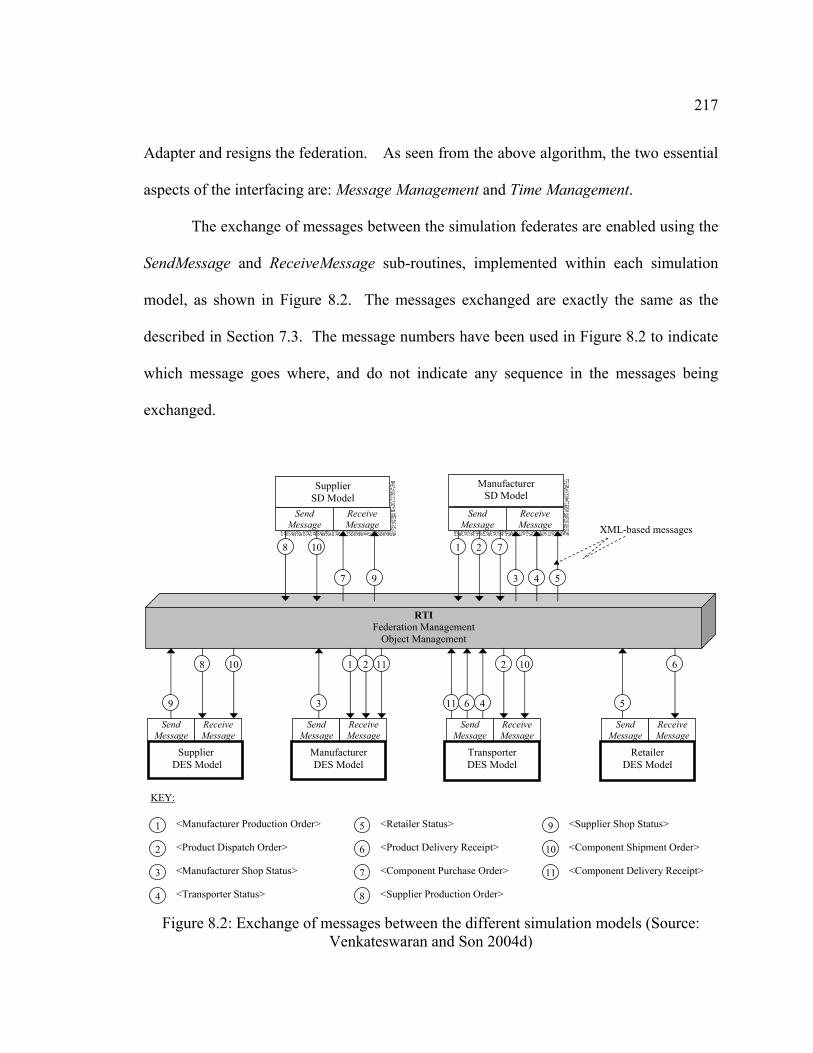
217
Adapter and resigns the federation. As seen from the above algorithm, the two essential
aspects of the interfacing are: Message Management and Time Management.
The exchange of messages between the simulation federates are enabled using the
SendMessage and ReceiveMessage sub-routines, implemented within each simulation
model, as shown in Figure 8.2. The messages exchanged are exactly the same as the
described in Section 7.3. The message numbers have been used in Figure 8.2 to indicate
which message goes where, and do not indicate any sequence in the messages being
exchanged.
Supplier SD Model
<Manufacturer Production Order>
Manufacturer SD Model
Send Message
Receive Message
RTI Federation Management
Object Management
Send Message
Receive Message
Send Message
Receive Message
Send Message
Receive Message
Send Message
Receive Message
Send Message
Receive Message
1
XML-based messages
1
2
22
3
3
4
4 5
5
6
6
7
7
8
8
9
9
10
10 10
11
11
KEY:
Manufacturer DES Model
Transporter DES Model
Retailer DES Model
Supplier DES Model
1
2
3
4
5
7
6
11
8
9
10<Product Dispatch Order>
<Manufacturer Shop Status>
<Transporter Status>
<Retailer Status>
<Product Delivery Receipt>
<Component Purchase Order>
<Supplier Production Order>
<Supplier Shop Status>
<Component Shipment Order>
<Component Delivery Receipt>
Figure 8.2: Exchange of messages between the different simulation models (Source:
Venkateswaran and Son 2004d)
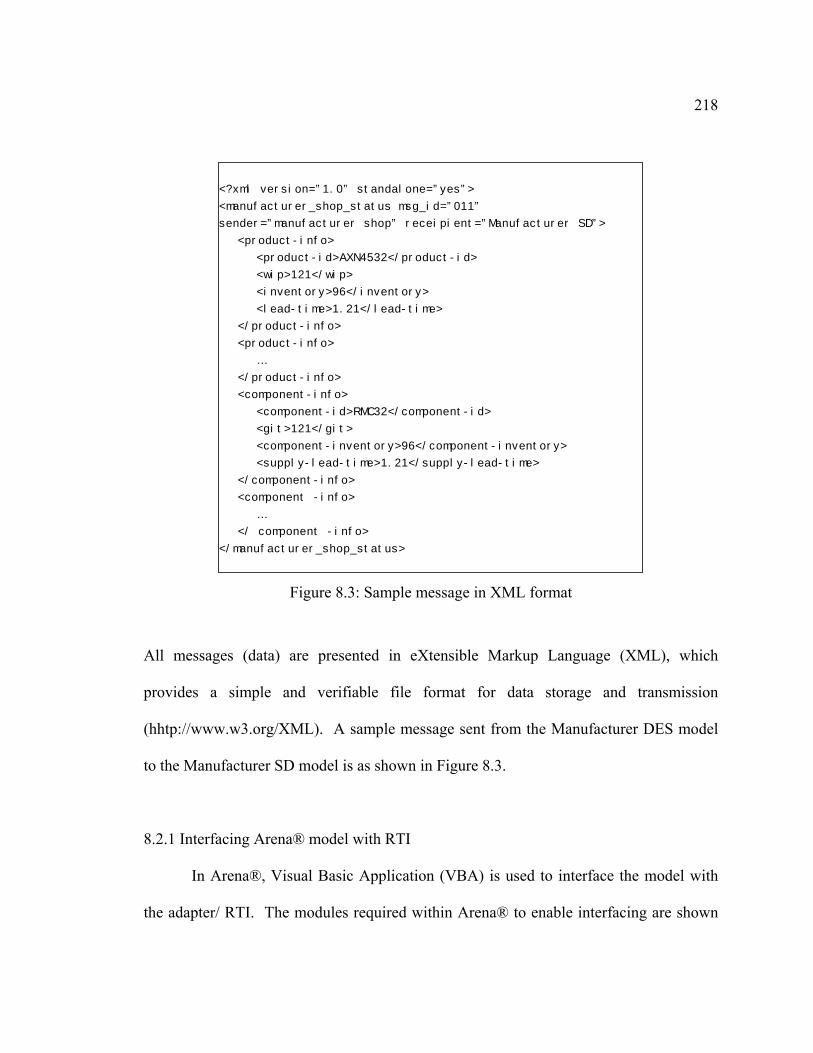
218
<?xml version=”1.0” standalone=”yes”>
<manufacturer_shop_status msg_id=”011”
sender=”manufacturer shop” receipient=”Manufacturer SD”>
<product-info>
<product-id>AXN4532</product-id>
<wip>121</wip>
<inventory>96</inventory>
<lead-time>1.21</lead-time>
</product-info>
<product-info>
…
</product-info>
<component-info>
<component-id>RMC32</component-id>
<git>121</git>
<component-inventory>96</component-inventory>
<supply-lead-time>1.21</supply-lead-time>
</component-info>
<component -info>
…
</ component -info>
</manufacturer_shop_status>
Figure 8.3: Sample message in XML format
All messages (data) are presented in eXtensible Markup Language (XML), which
provides a simple and verifiable file format for data storage and transmission
(hhtp://www.w3.org/XML). A sample message sent from the Manufacturer DES model
to the Manufacturer SD model is as shown in Figure 8.3.
8.2.1 Interfacing Arena® model with RTI
In Arena®, Visual Basic Application (VBA) is used to interface the model with
the adapter/ RTI. The modules required within Arena® to enable interfacing are shown
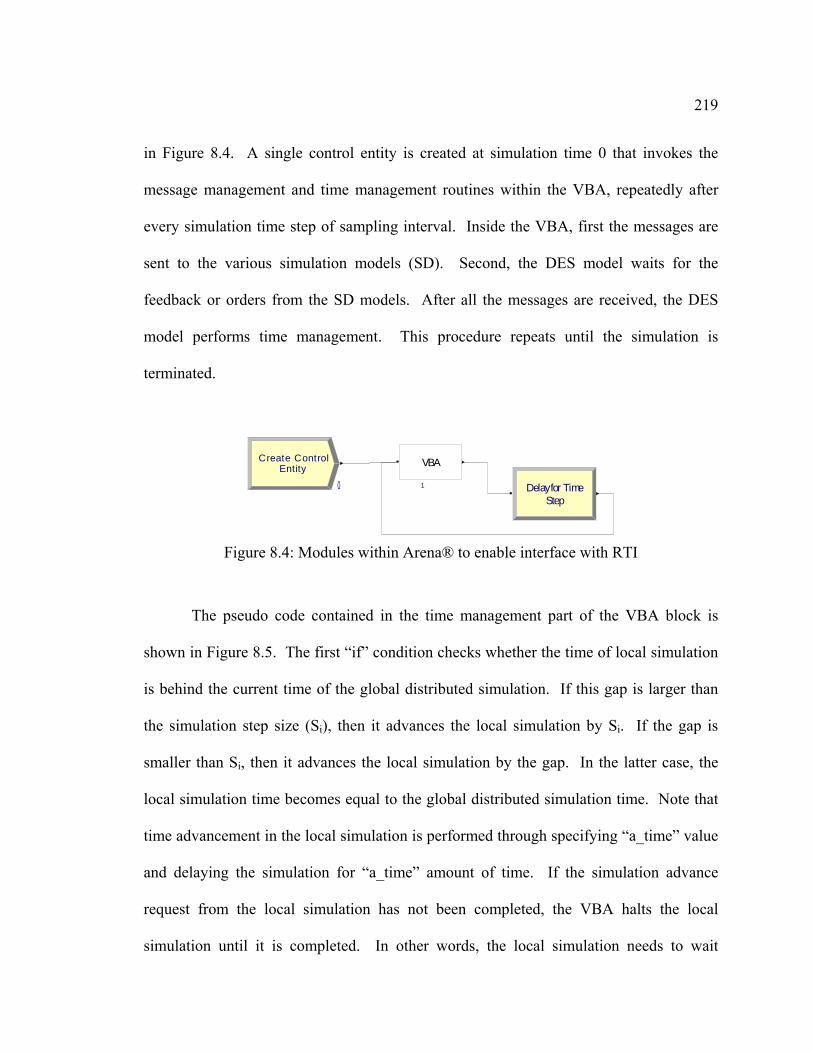
219
in Figure 8.4. A single control entity is created at simulation time 0 that invokes the
message management and time management routines within the VBA, repeatedly after
every simulation time step of sampling interval. Inside the VBA, first the messages are
sent to the various simulation models (SD). Second, the DES model waits for the
feedback or orders from the SD models. After all the messages are received, the DES
model performs time management. This procedure repeats until the simulation is
terminated.
EntityCreate Control
1
VBA
StepDelay for Time0
Figure 8.4: Modules within Arena® to enable interface with RTI
The pseudo code contained in the time management part of the VBA block is
shown in Figure 8.5. The first “if” condition checks whether the time of local simulation
is behind the current time of the global distributed simulation. If this gap is larger than
the simulation step size (Si), then it advances the local simulation by Si. If the gap is
smaller than Si, then it advances the local simulation by the gap. In the latter case, the
local simulation time becomes equal to the global distributed simulation time. Note that
time advancement in the local simulation is performed through specifying “a_time” value
and delaying the simulation for “a_time” amount of time. If the simulation advance
request from the local simulation has not been completed, the VBA halts the local
simulation until it is completed. In other words, the local simulation needs to wait
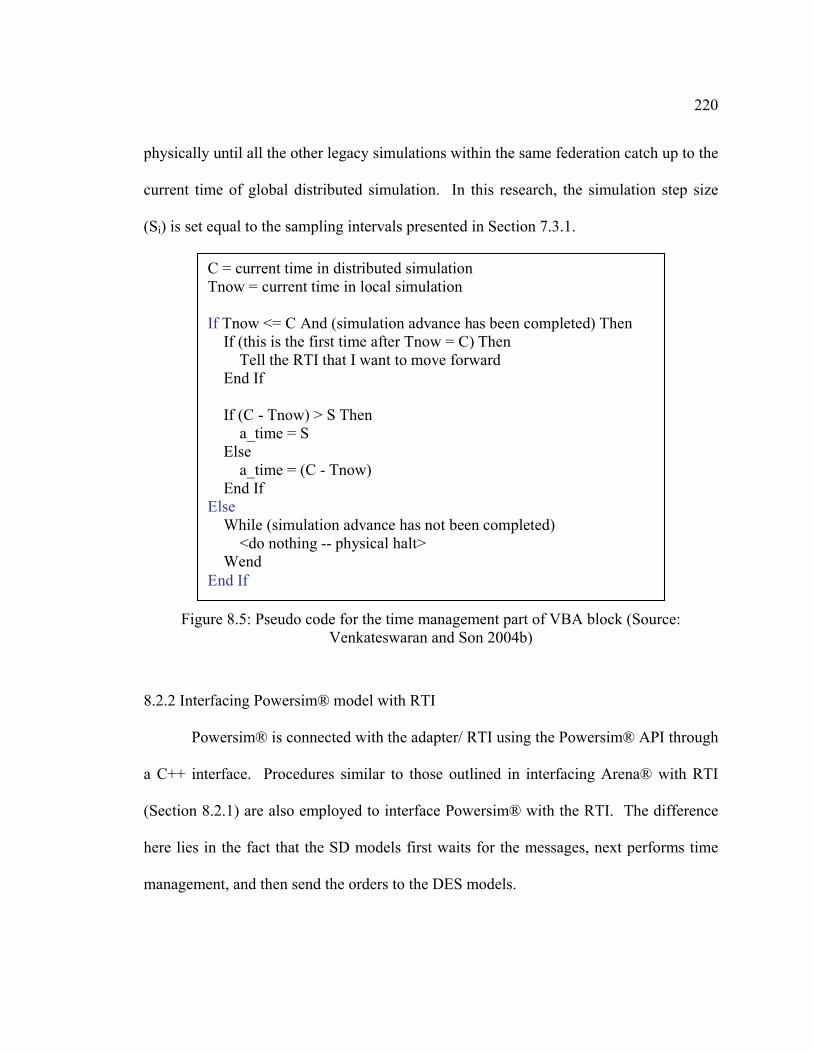
220
physically until all the other legacy simulations within the same federation catch up to the
current time of global distributed simulation. In this research, the simulation step size
(Si) is set equal to the sampling intervals presented in Section 7.3.1.
C = current time in distributed simulation Tnow = current time in local simulation If Tnow <= C And (simulation advance has been completed) Then If (this is the first time after Tnow = C) Then Tell the RTI that I want to move forward End If If (C - Tnow) > S Then a_time = S Else a_time = (C - Tnow) End If Else While (simulation advance has not been completed) <do nothing -- physical halt> Wend End If
Figure 8.5: Pseudo code for the time management part of VBA block (Source:
Venkateswaran and Son 2004b)
8.2.2 Interfacing Powersim® model with RTI
Powersim® is connected with the adapter/ RTI using the Powersim® API through
a C++ interface. Procedures similar to those outlined in interfacing Arena® with RTI
(Section 8.2.1) are also employed to interface Powersim® with the RTI. The difference
here lies in the fact that the SD models first waits for the messages, next performs time
management, and then send the orders to the DES models.
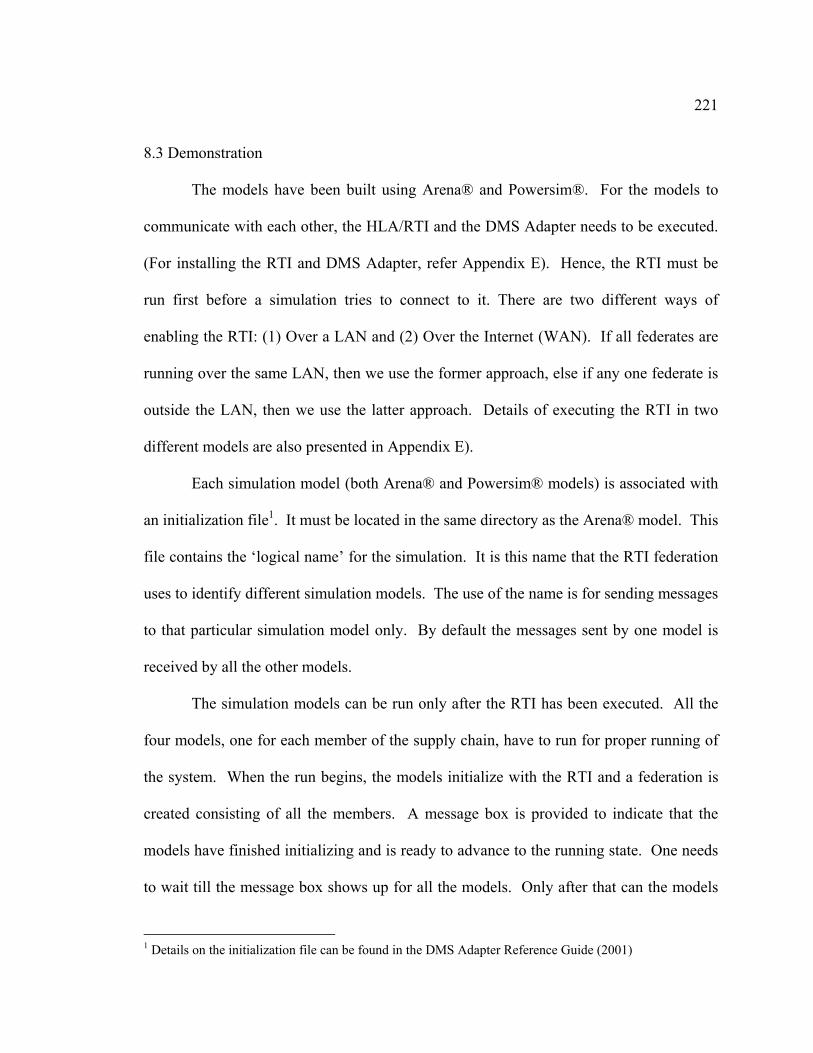
221
8.3 Demonstration
The models have been built using Arena® and Powersim®. For the models to
communicate with each other, the HLA/RTI and the DMS Adapter needs to be executed.
(For installing the RTI and DMS Adapter, refer Appendix E). Hence, the RTI must be
run first before a simulation tries to connect to it. There are two different ways of
enabling the RTI: (1) Over a LAN and (2) Over the Internet (WAN). If all federates are
running over the same LAN, then we use the former approach, else if any one federate is
outside the LAN, then we use the latter approach. Details of executing the RTI in two
different models are also presented in Appendix E).
Each simulation model (both Arena® and Powersim® models) is associated with
an initialization file1. It must be located in the same directory as the Arena® model. This
file contains the ‘logical name’ for the simulation. It is this name that the RTI federation
uses to identify different simulation models. The use of the name is for sending messages
to that particular simulation model only. By default the messages sent by one model is
received by all the other models.
The simulation models can be run only after the RTI has been executed. All the
four models, one for each member of the supply chain, have to run for proper running of
the system. When the run begins, the models initialize with the RTI and a federation is
created consisting of all the members. A message box is provided to indicate that the
models have finished initializing and is ready to advance to the running state. One needs
to wait till the message box shows up for all the models. Only after that can the models
1 Details on the initialization file can be found in the DMS Adapter Reference Guide (2001)
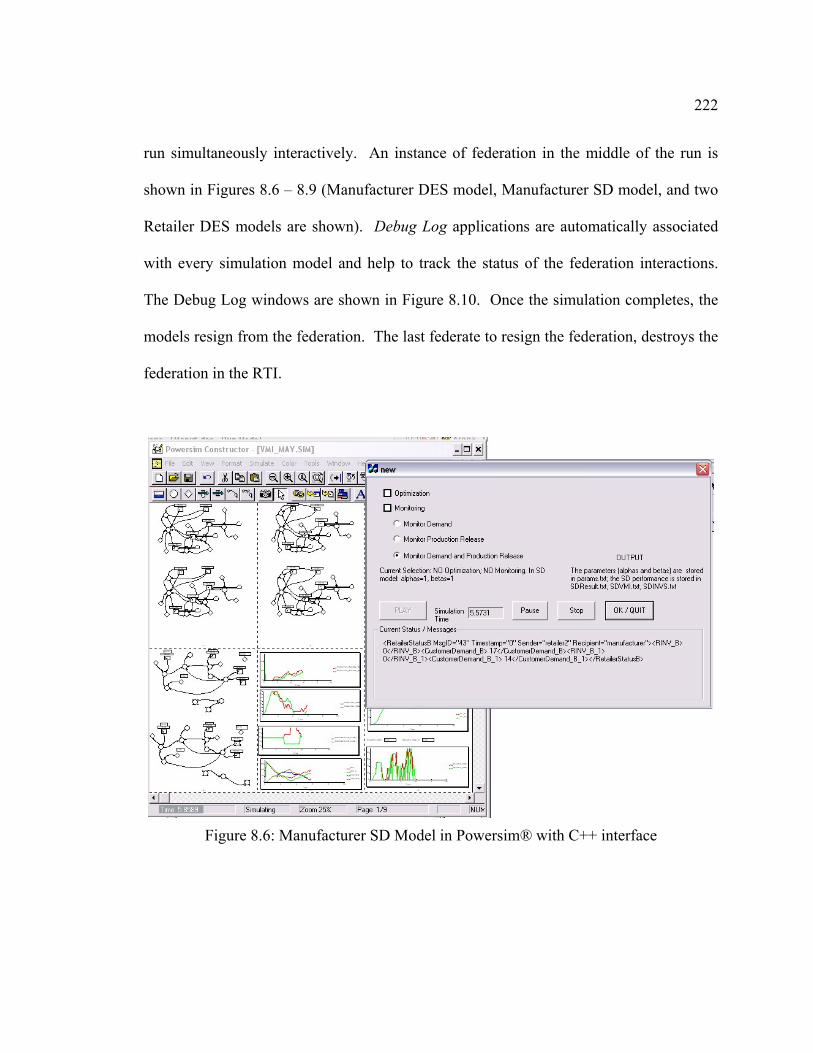
222
run simultaneously interactively. An instance of federation in the middle of the run is
shown in Figures 8.6 – 8.9 (Manufacturer DES model, Manufacturer SD model, and two
Retailer DES models are shown). Debug Log applications are automatically associated
with every simulation model and help to track the status of the federation interactions.
The Debug Log windows are shown in Figure 8.10. Once the simulation completes, the
models resign from the federation. The last federate to resign the federation, destroys the
federation in the RTI.
Figure 8.6: Manufacturer SD Model in Powersim® with C++ interface
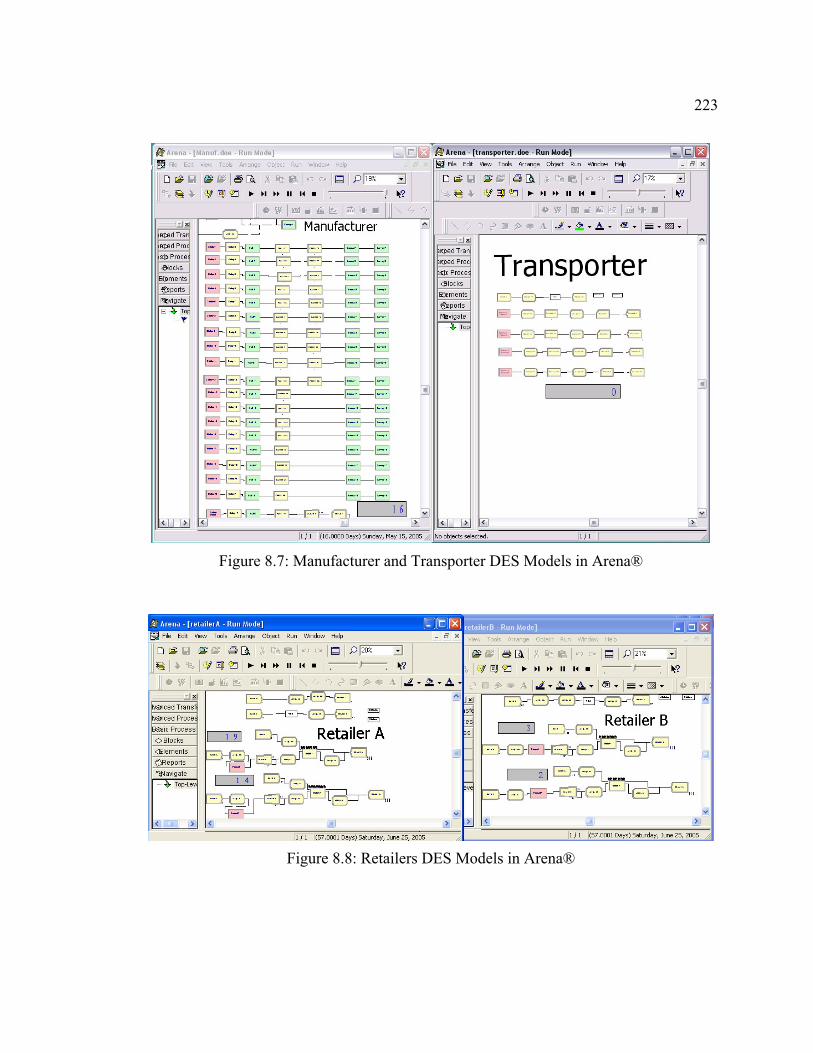
223
Figure 8.7: Manufacturer and Transporter DES Models in Arena®
Figure 8.8: Retailers DES Models in Arena®
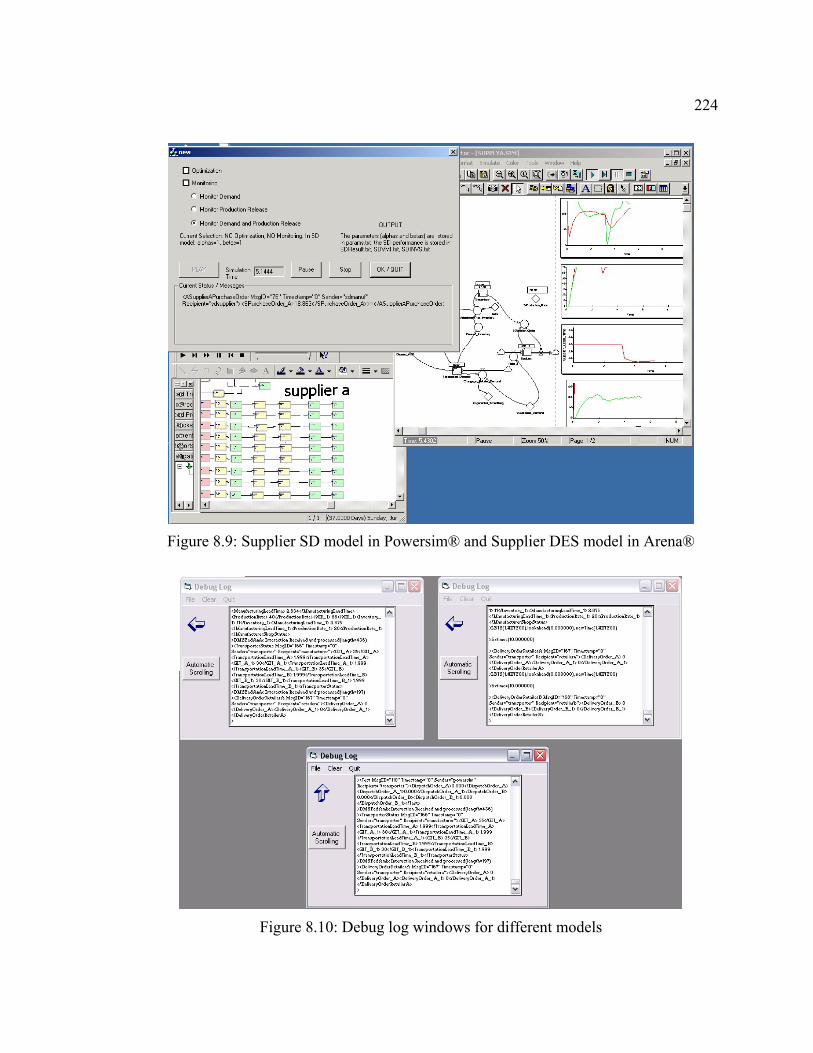
224
Figure 8.9: Supplier SD model in Powersim® and Supplier DES model in Arena®
Figure 8.10: Debug log windows for different models
225
CHAPTER 9
EXPERIMENTATION AND RESULTS
The purpose of the experiments is to demonstrate the proposed hybrid simulation-
based architecture for the analysis of supply chains. It is recalled that in supply chain
scenario considered, there exists two configurations. The communicative supply chain
configuration consists of two Suppliers, Transporter and the Manufacturer. The
Manufacturer orders component 1 with Supplier A and component 2 with Supplier B.
Both components are required for the production of products 1 and 2 at the Manufacturer.
Next, under collaborative configuration, the supply chain consists of Retailers,
Transporter and the Manufacturer, who manages the inventory at the Retailers through
the use of VMI. Products 1 and 2 are in demand at all the Retailers. The experiments are
been broken down into two parts: the communicative configuration supply chain and
collaborative configuration supply chain. It is noted that the Stage I activities have
already been performed for the supply chain scenario (refer Section 5.7). Hence, Stages
II-IV activities are discussed in this chapter.
In the communicative configuration supply chain, the functioning of the proposed
architecture is illustrated using exemplary sales patterns. First, the results of Stage II
optimization at the Manufacturer and Suppliers are presented. Next, the results of Stage
IV evaluation of the optimal control parameters determined from Stage II are analyzed to
better understand the global consequence of the local plans determined at each supply
chain member.
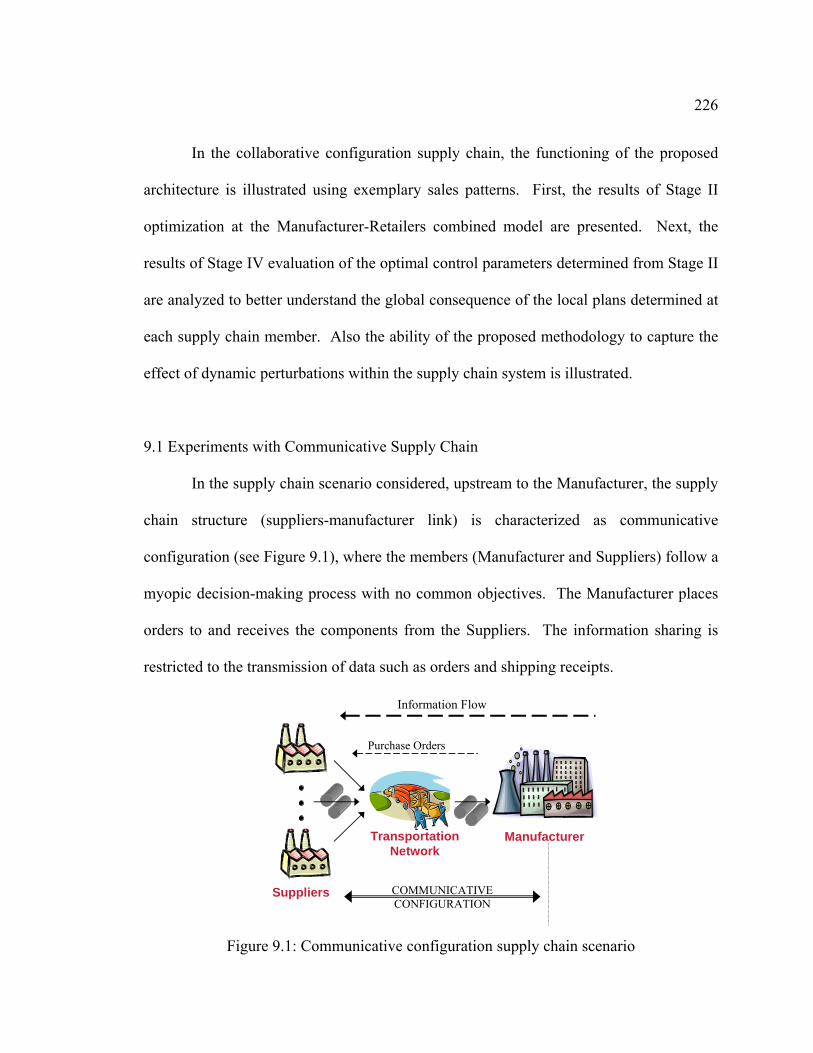
226
In the collaborative configuration supply chain, the functioning of the proposed
architecture is illustrated using exemplary sales patterns. First, the results of Stage II
optimization at the Manufacturer-Retailers combined model are presented. Next, the
results of Stage IV evaluation of the optimal control parameters determined from Stage II
are analyzed to better understand the global consequence of the local plans determined at
each supply chain member. Also the ability of the proposed methodology to capture the
effect of dynamic perturbations within the supply chain system is illustrated.
9.1 Experiments with Communicative Supply Chain
In the supply chain scenario considered, upstream to the Manufacturer, the supply
chain structure (suppliers-manufacturer link) is characterized as communicative
configuration (see Figure 9.1), where the members (Manufacturer and Suppliers) follow a
myopic decision-making process with no common objectives. The Manufacturer places
orders to and receives the components from the Suppliers. The information sharing is
restricted to the transmission of data such as orders and shipping receipts.
Suppliers
Manufacturer TransportationNetwork
Information Flow
COMMUNICATIVE CONFIGURATION
Purchase Orders
Figure 9.1: Communicative configuration supply chain scenario
227
In Stage II (discussed in Section 9.2), optimization is performed at each player
(Manufacturer and Suppliers) separately using the corresponding aggregate level
planning (SD) models. The stability conditions for the different players (refer Chapter 5),
are used as constraints within the optimization model. The optimization models and
procedures are as described in Chapter 6. Next, in Stage III, the schedule optimization is
performed using DES models. Stage III is not explicitly performed and the default values
of queue control policies (FIFO) are assumed for the DES models used in Stage IV. Next,
in Stage IV (discussed in Section 9.3), the performance of the optimal control parameters
determined from Stage II are concurrently evaluated to better understand the global
consequence of the local plans determined at each supply chain member.
In Stage IV, a SD and DES model is present at the Manufacturer, a SD and DES
model is present in each of the Suppliers, and the Transporter is also modeled as a DES
model. Their interactions are as specified in Section 7.3, and their integration is by using
HLA/RTI as described in Chapter 8.
9.2 Stage II Analysis of Communicative Supply Chain
9.2.1 Stage II Analysis at Manufacturer
The driving constraint for the Manufacturer model is the sales pattern at the
Manufacturer. It is noted that in the communicative configuration, the product demands
at the Manufacturer alone are considered (Retailers not considered). The sales pattern for
each of the two products is generated in random from a uniform distribution of the range
45 to 55 units/ week. The optimization horizon is 10 weeks. It is further assumed that

228
the maximum capacity for production ( MqXTCAP ) at the Manufacturer is 120 units/ week
for both products combined. The costing parameters and the objective function for
optimization are as shown:
(9.1)
(Total Cost) : min 0.5 1 ( )
2 ( ) 2 ( ) 3 ( )
1 1 ( ) 2 (
T I T I
it it itt i t i
T I T I T I
it it it it it itt i t i t i
T J T J T J
jt jt jt jt jtt j t j t j
Obj PRATE DWIP WIP
DWIP WIP DINV INV DINV INV
CORD DCGIT CGIT DCGIT CGIT
+
− +
− +
⋅ + ⋅ −
+ ⋅ − + ⋅ − + ⋅ −
+ ⋅ + ⋅ − + ⋅ −
+
∑∑ ∑∑
∑∑ ∑∑ ∑∑
∑∑ ∑∑ ∑∑
2 ( ) 3 ( )T J T J
jt jt jt jtt j t j
DCINV CINV DCINV CINV+ −⋅ − + ⋅ −∑∑ ∑∑
)
−
The optimization model is as presented in Sections 6.4.3.1 and 6.4.3.2. The sales
patterns at the Manufacturer for products 1 and 2 are as shown in Table 9.1. The
optimization has been performed using AMPL® and solver MINOS® 5.5. To remove or
partially reduce the initial bias in the system, the following variables are initialized at
week 1: the forecasted demands at Manufacturer are set equal to the sales in the first
week; the product production WIP levels are set to 0; the product inventory levels are set
equal to 1.5 times the sales in the first week; the component inventory levels are set equal
to the desired component usage; and the component GIT levels are set equal to 0. The
values of the other variables within the models are set as specified in Section 4.7:
Manufacturing products’ production lead time (L)= 3 weeks, Production stages (Q) = 2,
Components’ supply lead time (SL) = 2 weeks, and exponential smoothing constant (ρ) =
0.2.
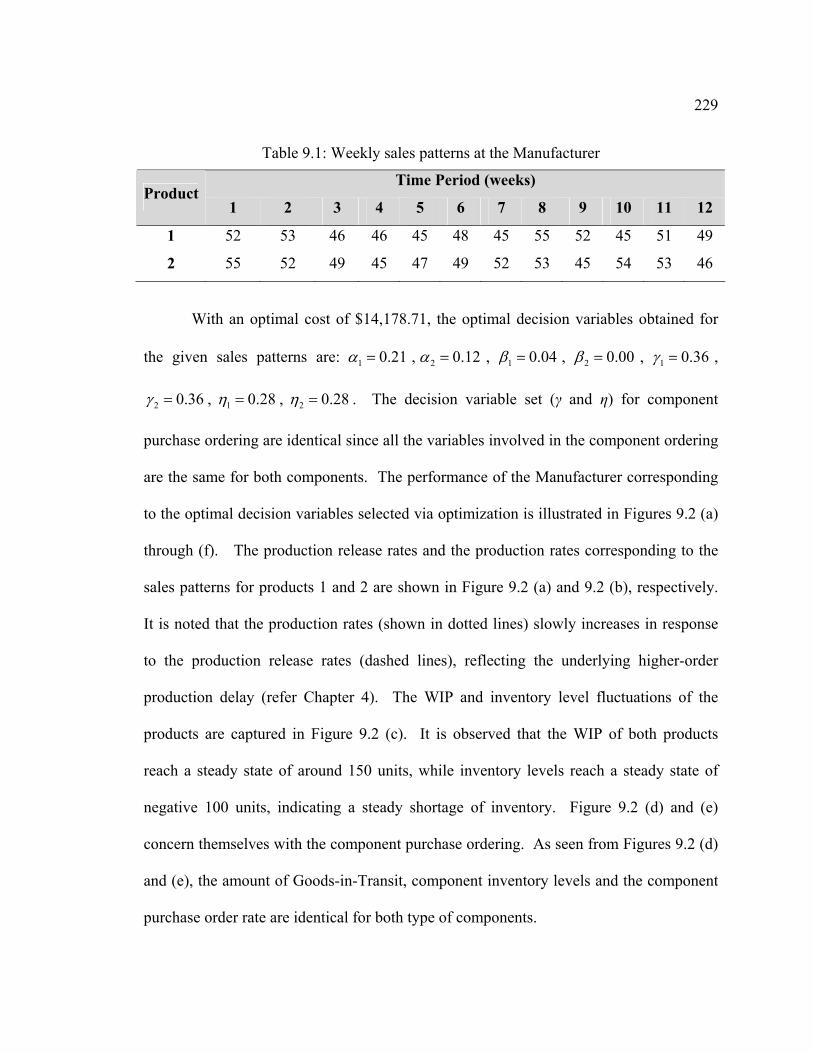
229
Table 9.1: Weekly sales patterns at the Manufacturer
Time Period (weeks) Product
1 2 3 4 5 6 7 8 9 10 11 12
1 52 53 46 46 45 48 45 55 52 45 51 49
2 55 52 49 45 47 49 52 53 45 54 53 46
With an optimal cost of $14,178.71, the optimal decision variables obtained for
the given sales patterns are: 1 0.21α = , 2 0.12α = , 1 0.04β = , 2 0.00β = , 1 0.36γ = ,
2 0.36γ = , 1 0.28η = , 2 0.28η = . The decision variable set (γ and η) for component
purchase ordering are identical since all the variables involved in the component ordering
are the same for both components. The performance of the Manufacturer corresponding
to the optimal decision variables selected via optimization is illustrated in Figures 9.2 (a)
through (f). The production release rates and the production rates corresponding to the
sales patterns for products 1 and 2 are shown in Figure 9.2 (a) and 9.2 (b), respectively.
It is noted that the production rates (shown in dotted lines) slowly increases in response
to the production release rates (dashed lines), reflecting the underlying higher-order
production delay (refer Chapter 4). The WIP and inventory level fluctuations of the
products are captured in Figure 9.2 (c). It is observed that the WIP of both products
reach a steady state of around 150 units, while inventory levels reach a steady state of
negative 100 units, indicating a steady shortage of inventory. Figure 9.2 (d) and (e)
concern themselves with the component purchase ordering. As seen from Figures 9.2 (d)
and (e), the amount of Goods-in-Transit, component inventory levels and the component
purchase order rate are identical for both type of components.
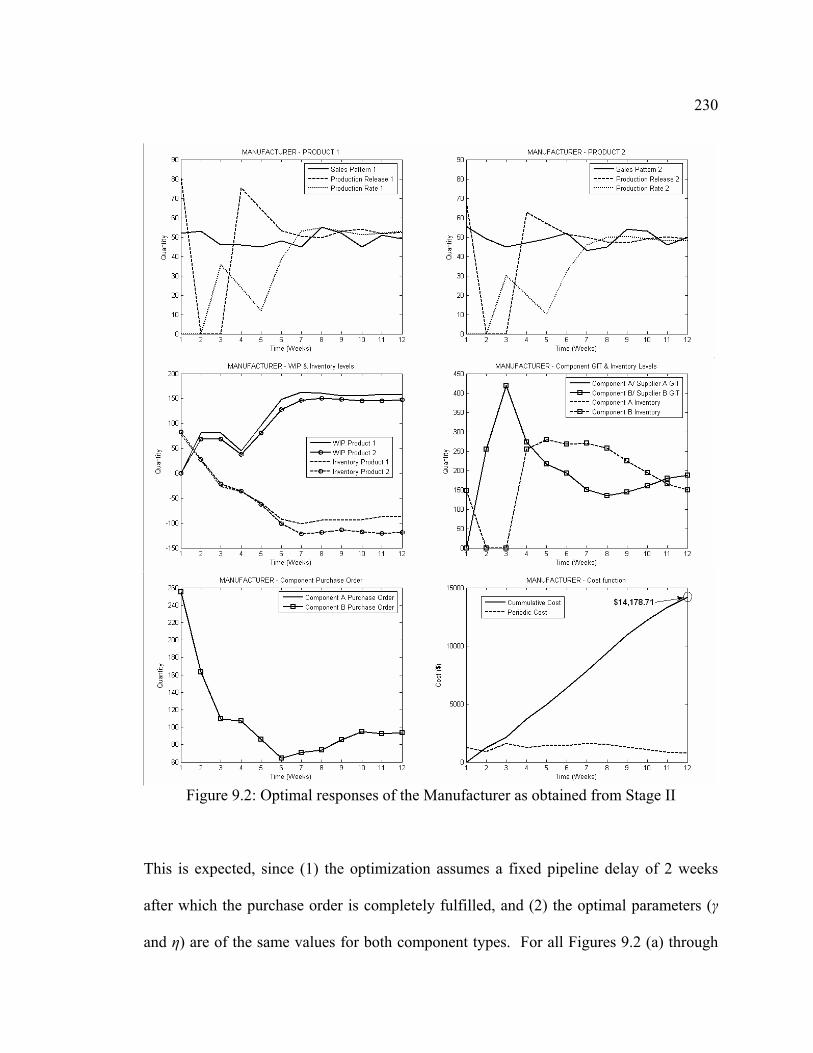
230
Figure 9.2: Optimal responses of the Manufacturer as obtained from Stage II
This is expected, since (1) the optimization assumes a fixed pipeline delay of 2 weeks
after which the purchase order is completely fulfilled, and (2) the optimal parameters (γ
and η) are of the same values for both component types. For all Figures 9.2 (a) through

231
(e), it is observed that the values of each variable reach the corresponding steady state
after week 7. In steady state, it is seen the fundamental laws such as Little’s laws are
satisfied, thus providing a validation for the models developed. For example, the product
production rates reach an approximate steady of 50 units/ week in response to sales
around 50 units/ week. Given a 3-week lead time for production, this (Little’s Law)
would require that the WIP levels to reach (50 x 3 = 150 units). This is observed in
Figure 9.2 (c). Finally, Figure 9.2 (f) plots the progression of the system cost objective
function (Equation 9.1) over time. The total optimal cost for the entire time period is
found to be optimal cost of $14,178.71.
9.2.2 Stage II Analysis at Suppliers
Two suppliers are considered in the supply chain. The driving constraint (sales
pattern) for both the suppliers is taken as the corresponding component purchase plan
obtained at the Manufacturer (see Figure 9.2 e). Each supplier is optimized for 10 weeks.
The optimization models are as presented in Section 6.4.1 and 6.4.2. The costing
parameters and the objective function for optimization for both suppliers is as follows:
(Total Cost) : min 1
2 [ ] 3 [ ]
2 [ ] 3 [ ]
T
jtt
T T
jt jt jt jtt t
T T
jt jt jt jtt t
SupplierObj SPRATE
SDWIP SWIP SDWIP SWIP
SDINV SINV SDINV SINV
+ +
+ −
⋅
+ ⋅ − + ⋅ −
+ ⋅ − + ⋅ −
∑
∑ ∑
∑ ∑
To remove or reduce the initial bias in the system, the following variables are initialized
at week 1: the forecasted demands at Suppliers are set equal to the sales in the first week;
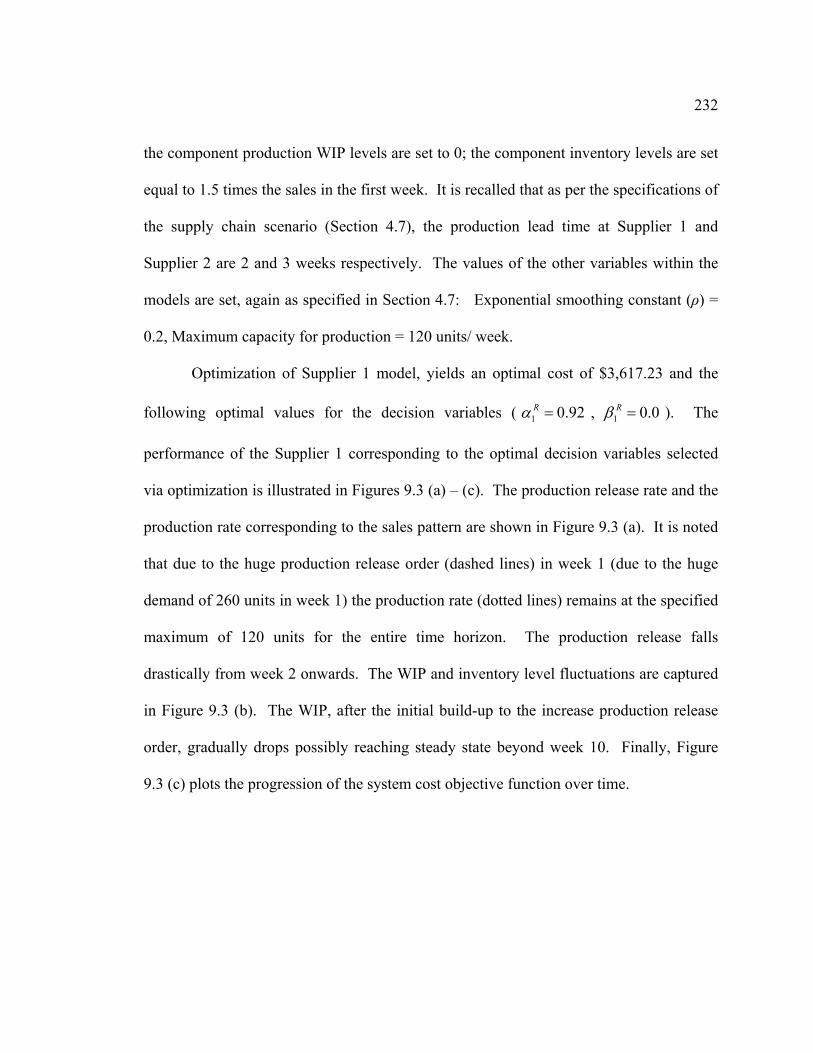
232
the component production WIP levels are set to 0; the component inventory levels are set
equal to 1.5 times the sales in the first week. It is recalled that as per the specifications of
the supply chain scenario (Section 4.7), the production lead time at Supplier 1 and
Supplier 2 are 2 and 3 weeks respectively. The values of the other variables within the
models are set, again as specified in Section 4.7: Exponential smoothing constant (ρ) =
0.2, Maximum capacity for production = 120 units/ week.
Optimization of Supplier 1 model, yields an optimal cost of $3,617.23 and the
following optimal values for the decision variables ( , ). The
performance of the Supplier 1 corresponding to the optimal decision variables selected
via optimization is illustrated in Figures 9.3 (a) – (c). The production release rate and the
production rate corresponding to the sales pattern are shown in Figure 9.3 (a). It is noted
that due to the huge production release order (dashed lines) in week 1 (due to the huge
demand of 260 units in week 1) the production rate (dotted lines) remains at the specified
maximum of 120 units for the entire time horizon. The production release falls
drastically from week 2 onwards. The WIP and inventory level fluctuations are captured
in Figure 9.3 (b). The WIP, after the initial build-up to the increase production release
order, gradually drops possibly reaching steady state beyond week 10. Finally, Figure
9.3 (c) plots the progression of the system cost objective function over time.
1 0.92Rα = 1 0.0Rβ =
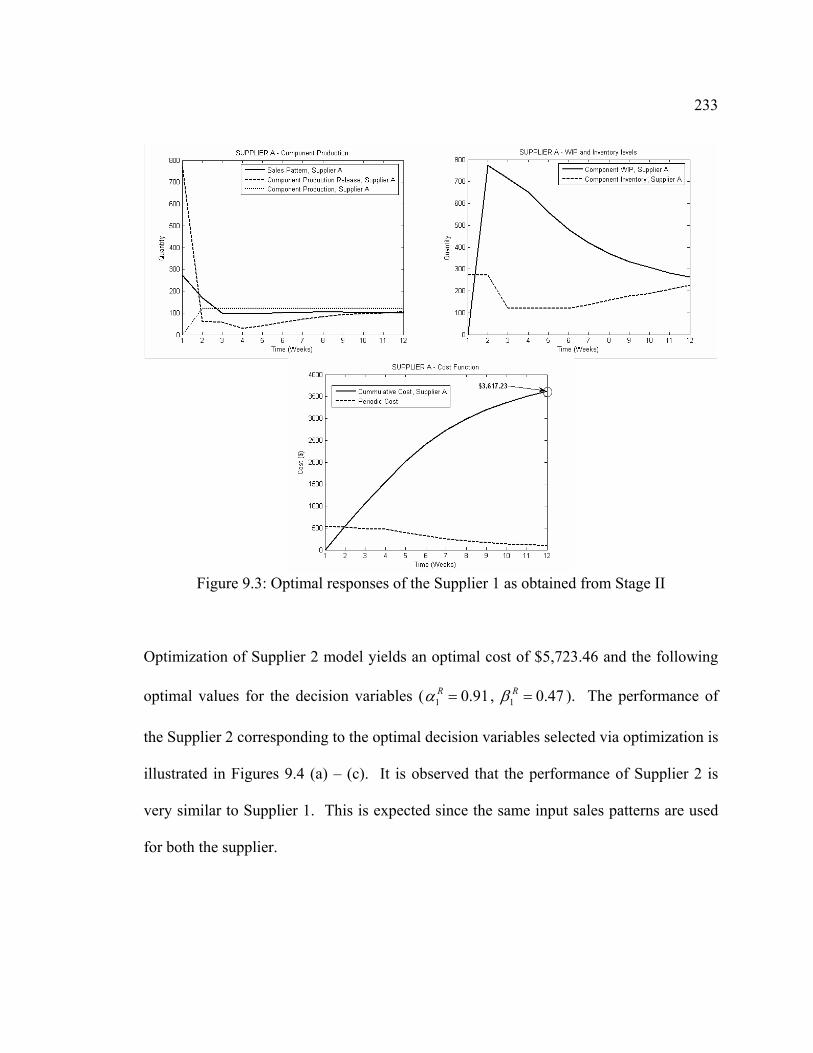
233
Figure 9.3: Optimal responses of the Supplier 1 as obtained from Stage II
Optimization of Supplier 2 model yields an optimal cost of $5,723.46 and the following
optimal values for the decision variables ( , ). The performance of
the Supplier 2 corresponding to the optimal decision variables selected via optimization is
illustrated in Figures 9.4 (a) – (c). It is observed that the performance of Supplier 2 is
very similar to Supplier 1. This is expected since the same input sales patterns are used
for both the supplier.
1 0.91Rα = 1 0.47Rβ =
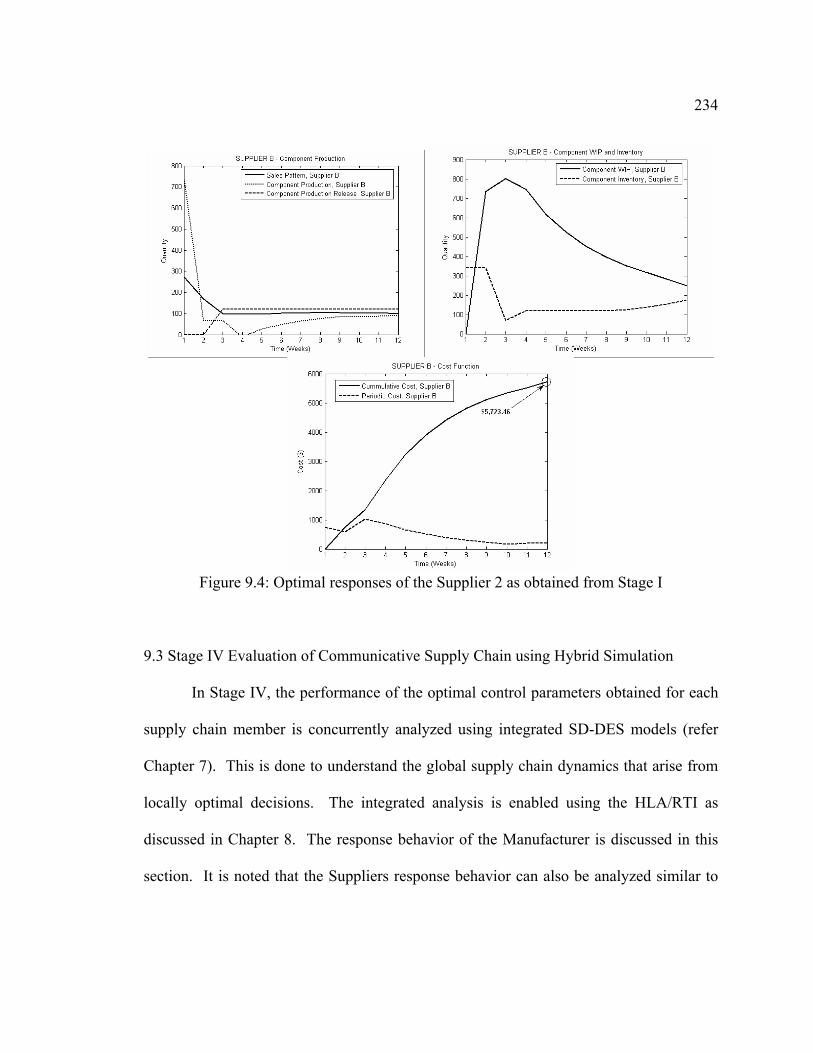
234
Figure 9.4: Optimal responses of the Supplier 2 as obtained from Stage I
9.3 Stage IV Evaluation of Communicative Supply Chain using Hybrid Simulation
In Stage IV, the performance of the optimal control parameters obtained for each
supply chain member is concurrently analyzed using integrated SD-DES models (refer
Chapter 7). This is done to understand the global supply chain dynamics that arise from
locally optimal decisions. The integrated analysis is enabled using the HLA/RTI as
discussed in Chapter 8. The response behavior of the Manufacturer is discussed in this
section. It is noted that the Suppliers response behavior can also be analyzed similar to
235
the Manufacturer. However, since the necessary insights are obtained using the response
of the Manufacturer, those are alone discussed.
Two experiments are conducted based on the settings of the sampling intervals
between the supply chain members. It is recalled that sampling interval for Manufacturer
and Supplier 2 is fixed at 1 day (1/7 week), while the sampling interval for Supplier 1 is
fixed at 1 week (refer Section 5.7). The sampling interval corresponds to the frequency
of information update within each member. An interval of 1 day means that the member
gathers the data and makes decisions (regarding production, purchase and shipment)
every day. An interval of 1 week means that the member gathers data and makes
decisions only every week. Hence, Supplier 1 releases a production order at the
beginning of each week; dispatched parts for shipment at the beginning of each week;
and receives purchase order from the Manufacturer the beginning of each week.
First, in Section 9.3.1, the experimental results from the supply chain operating
with the same sampling intervals across members (1 day sampling interval is assumed for
Supplier 1) is discussed. Next, in Section 9.3.2, the experimental results from the supply
chain operating with the different sampling intervals across members (1 week sampling
interval is assumed for Supplier 1) is discussed.
9.3.1 Stage IV Analysis: Same Sampling Interval among Supply Chain Members
The experimental results from the supply chain operating with the same sampling
intervals across members (1 day sampling interval is assumed for Supplier 1) are
presented. The sampling interval between the intra-member models (SD and DES
236
models of the each member) is 1 day, and the inter-member models (SD and DES models
of one member interacting with the other members’ models) is also 1 day. The SD
model converts the weekly rates into daily rates and sends them to the DES models. The
DES models simulate the detailed operations for a time period of 1 day, and update the
current operational status in the SD models. The response behavior of the Manufacturer,
as obtained by integrated analysis in Stage IV, is shown in Figure 9.5 (a) – (f). The
production release rates and the production rates for products 1 and 2 are as shown in
Figures 9.5 (a) and (b), respectively. Though there are increased fluctuations in the rates,
it is seen that the fluctuations are damped with decreasing amplitudes. Also, the trend in
the rates is comparable with those in Figures 9.2 (a) and (b). The levels of WIP for both
products overlap, and inventory levels for both products overlap (Figure 9.5 c). The WIP
flattens out (steady state) at about 100 units, as opposed to 150 units suggested by Stage
II (Figure 9.2 c). The increased WIP levels in the aggregate model (Stage II) can be
attributed to the way in which the production process is aggregated, and indicates that the
production lead time and the higher-order delays (refer Chapter 4) needs to be fine tuned.
Figure 9.5 (d) shows the component GIT and component inventory levels at the
Manufacturer. In Stage II (Figure 9.2 d) the GIT levels of the component tapers down to
around 200 units, a reflection of the supply lead time of 2 weeks. In Stage IV (Figure 9.5
d) the GIT levels increases to and hovers around 400 units. This is attributed to the
inclusion of the time component purchase orders stay in the backlog of the Suppliers.
These cannot be captured within the Manufacturer model in Stage II without extensive
interaction with the Suppliers and the nature of transportation network employed, which
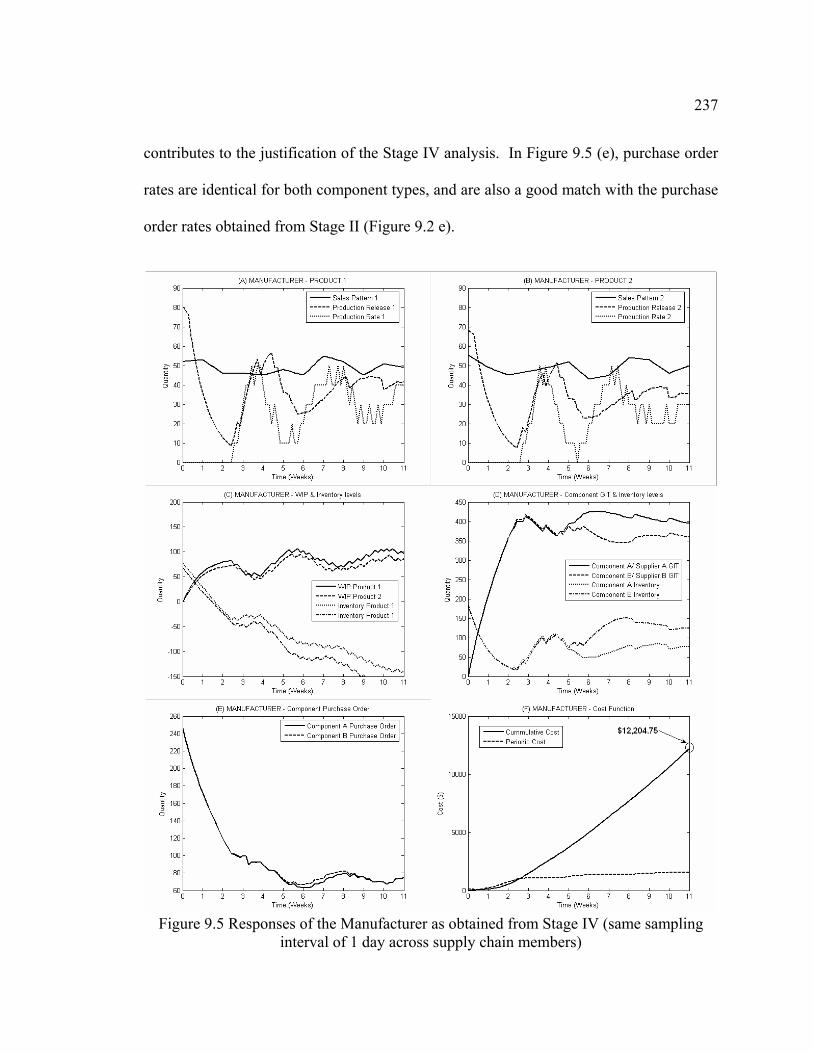
237
contributes to the justification of the Stage IV analysis. In Figure 9.5 (e), purchase order
rates are identical for both component types, and are also a good match with the purchase
order rates obtained from Stage II (Figure 9.2 e).
Figure 9.5 Responses of the Manufacturer as obtained from Stage IV (same sampling
interval of 1 day across supply chain members)
238
The progression of the total cost objective function obtained from Stage IV analysis is
plotted in Figure 9.5 (f). The cumulative costs ($12,204.75) in Stage IV are slightly
lower the costs ($14,178.91) in Stage II. This indicates that, (1) the optimal plan is
feasible in the actual supply chain, and (2) the models employed in Stage II are
pessimistic in its estimations.
9.3.2 Stage IV Analysis: Different Sampling Interval among Supply Chain Members
The experimental results from the supply chain operating with the different
sampling intervals across members (1 week sampling interval is assumed for Supplier 1)
are discussed in this section. The sampling interval between the intra-member models
(SD and DES models of each member) is 1 day for Manufacturer and Supplier 2. The
sampling interval between Manufacturer and Supplier 2 models are also 1 day. Now, the
sampling interval of intra-member models (SD and DES models) of the Supplier 1 is one
week. Also, the sampling interval between Manufacturer and Supplier 1 is one week.
The response behavior of the Manufacturer, as obtained by integrated analysis in Stage
IV, is shown in Figure 9.6 (a) – (f). The product production release rates and the
production rates (Figures 9.6 a, b) show a fluctuating trend similar to those in Figure 9.5
(a) and (b). Also, it is noted that the product production release is contingent upon the
availability of both the raw material components, and a lower values in Figure 9.6 (a)
could be the result of less components being available with the Manufacturer at the time
of decision making. Figure 9.6 (c) shows the fluctuations in the WIP and inventory
levels of the products.
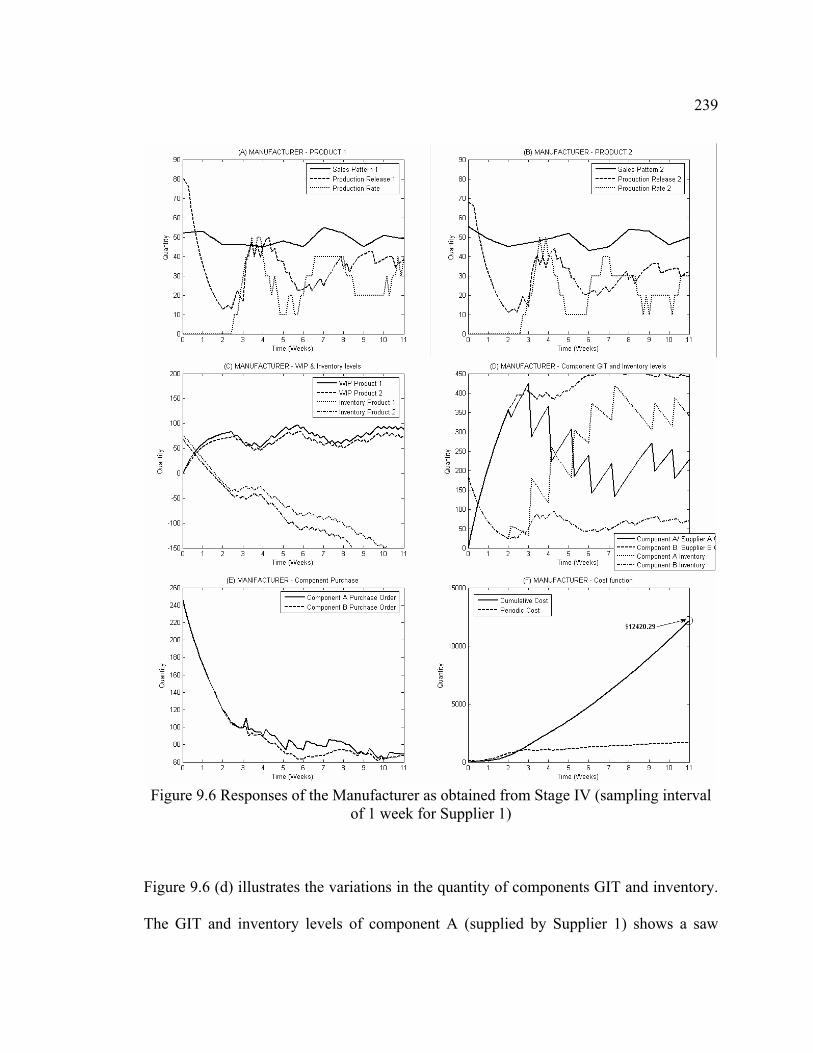
239
Figure 9.6 Responses of the Manufacturer as obtained from Stage IV (sampling interval
of 1 week for Supplier 1)
Figure 9.6 (d) illustrates the variations in the quantity of components GIT and inventory.
The GIT and inventory levels of component A (supplied by Supplier 1) shows a saw
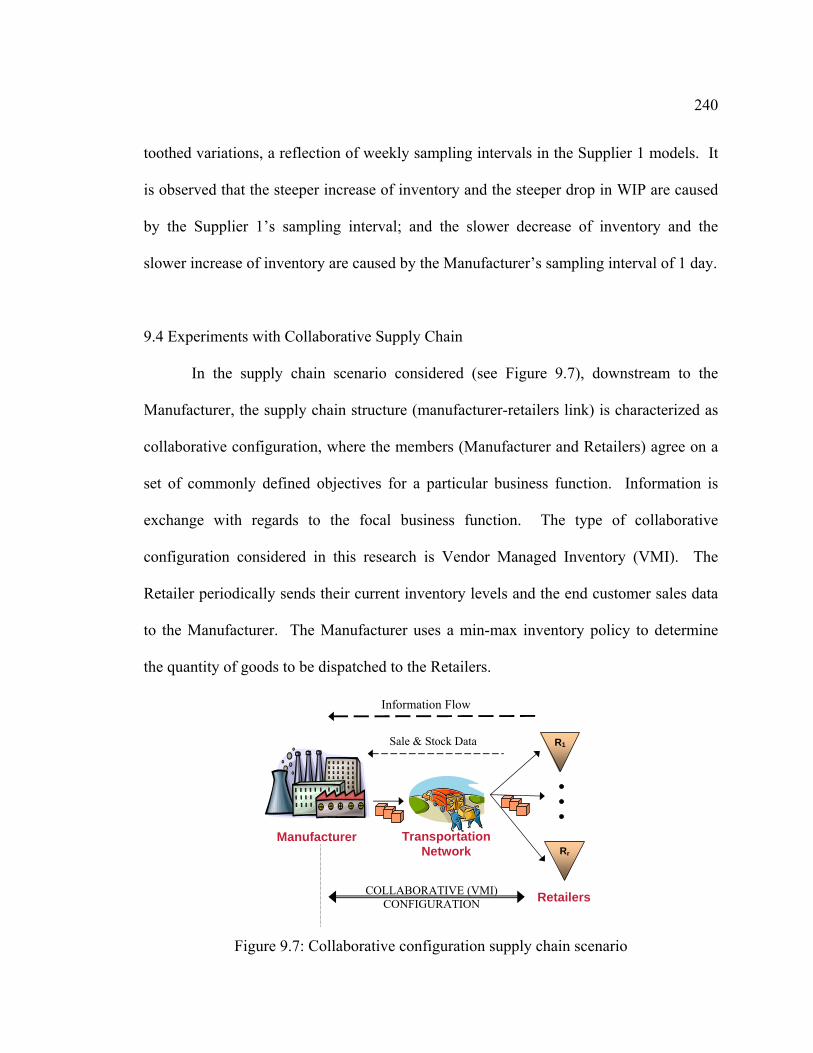
240
toothed variations, a reflection of weekly sampling intervals in the Supplier 1 models. It
is observed that the steeper increase of inventory and the steeper drop in WIP are caused
by the Supplier 1’s sampling interval; and the slower decrease of inventory and the
slower increase of inventory are caused by the Manufacturer’s sampling interval of 1 day.
9.4 Experiments with Collaborative Supply Chain
In the supply chain scenario considered (see Figure 9.7), downstream to the
Manufacturer, the supply chain structure (manufacturer-retailers link) is characterized as
collaborative configuration, where the members (Manufacturer and Retailers) agree on a
set of commonly defined objectives for a particular business function. Information is
exchange with regards to the focal business function. The type of collaborative
configuration considered in this research is Vendor Managed Inventory (VMI). The
Retailer periodically sends their current inventory levels and the end customer sales data
to the Manufacturer. The Manufacturer uses a min-max inventory policy to determine
the quantity of goods to be dispatched to the Retailers.
Manufacturer
Retailers
R1
Rr
Information Flow
Sale & Stock Data
COLLABORATIVE (VMI) CONFIGURATION
TransportationNetwork
Figure 9.7: Collaborative configuration supply chain scenario
241
In Stage II (discussed in Section 9.5), optimization is performed using the
combined Manufacturer-Retailer SD models. The stability conditions for the different
players (refer Chapter 5), are used as constraints within the optimization model. The
optimization models and procedures are as described in Chapter 6. Next, in Stage III, the
schedule optimization is performed using DES models. Stage III is not explicitly
performed and the default values of queue control policies (FIFO) are assumed for the
DES models used in Stage IV. Next, in Stage IV (discussed in Section 9.6), the
performance of the optimal control parameters determined from Stage II are evaluated to
better understand the global consequence of the local plans determined at each supply
chain member. In Stage IV, a SD and DES model is present at the Manufacturer, and
DES models are present at each of the Retailers, and the Transporter is also modeled as a
DES model. Their interactions are as specified in Section 7.3, and their integration is by
using HLA/RTI as described in Chapter 8.
9.5 Stage II Analysis of Collaborative Supply Chain
In Stage II, optimization of the aggregate level planning (SD) models is
performed. The driving constraint for the model is the end customer sales pattern at the
Retailers ( RiRSALES ). The demand pattern for each product at each Retailer is generated
in random from a uniform distribution of the range of 15 to 20 units/ week. The
optimization time horizon is 10 weeks. It is further assumed that the maximum capacity
for production ( MqXTCAP ) at the Manufacturer is 120 units/ week for both products

242
combined. The costing parameters and the objective function for optimization are as
shown:
(Total Cost) : min 0.5 1 ( )
( 2) ( ) 2 ( ) ( 3) ( )
1 1 ( ) ( 2) (
T I T I
it it itt i t i
T I T I T I
it it it it it itt i t i t iT I R T I R
irt irt irt irtt i r t i r
Obj PRATE DWIP WIP
DWIP WIP DINV INV DINV INV
DISR MIN GITR MIN
+
− + −
+
⋅ + ⋅ −
+ − ⋅ − + ⋅ − + − ⋅ −
+ ⋅ + ⋅ − + − ⋅ −
∑∑ ∑∑
∑∑ ∑∑ ∑∑
∑∑∑ ∑∑∑ )
2 ( ) ( 4) ( )
T I R
irtt i r
T I R T I R
irt irt irt irtt i r t i r
GITR
MAX INVR MAX INVR
−
+ −+ ⋅ − + − ⋅ −
∑∑∑
∑∑∑ ∑∑∑
The sales patterns at the Retailers A and B are as shown in Table 9.2. The optimization
has been performed using AMPL® and solver MINOS® 5.5. To remove initial bias in
the system, the following variables are initialized at week 1: the forecasted demand at
Retailers’ is set equal to the sales in the first week; the Retailer’s products’ GIT is set
equal to 0; the Retailers’ products’ inventory levels are set equal to the sales in the first
week, the MIN and MAX levels are set based on the sales in the first week; the
Manufacturer’s inventory is set equal to the dispatch order quantity in the first week; and
the Manufacturer’s WIP is set equal to zero.
Table 9.2: Weekly sales patterns at the Retailers
Time Period (weeks) Retailer Product
1 2 3 4 5 6 7 8 9 10
A 1 15 18 18 20 17 16 16 19 17 17
A 2 18 15 20 19 15 17 19 20 19 18
B 1 18 20 19 16 18 16 18 19 19 18
B 2 17 20 19 19 18 17 19 19 20 16
243
With the optimal cost of $7726.12, the optimal decision variables obtained for the
given sales patterns are as follows: 1 0.13α = , 2 0.0α = , 1 0.15β = , 2 0.10β = , 1 1.21Aψ = ,
2 1.32Aψ = , 1 1.29Bψ = , 2 1.3Bψ = , 1 0.91Aϕ = , 2 1.99Aϕ = , 1 1.74Bϕ = , and 2 2.01Bϕ = .
The performance of the supply chain corresponding to the optimal decision variables
selected via optimization in Stage II is as shown in Figure 9.8 (a) – (f). The production
release rates and the production rates at the Manufacturer’s are illustrated in Figure 9.8
(a). It is noted that the production rates (dotted lines) slowly increases in response to the
production release rates (solid lines), reflecting the underlying higher-order production
delay (refer Chapter 4). The product inventory levels fluctuations at the Manufacturer is
captured in Figure 9.8 (b). Figure 9.8 (c)-(f) plots the dynamics in the downstream
inventory (good-in-transit + Retailer inventory) as a thick solid line. The almost
horizontal lines in the graphs represent the MIN level (dashed line) and the MAX level
(solid thin line). For Retailer A (product 1), the goods are dispatched in weeks 1, 4 and 7
resulting in a marked increase in the downstream inventory in weeks 2, 5 and 8. Similarly,
Retailer A, product 2 is dispatched twice; for Retailer B, product 1 and 2 are dispatched
twice in the 10 week horizon.
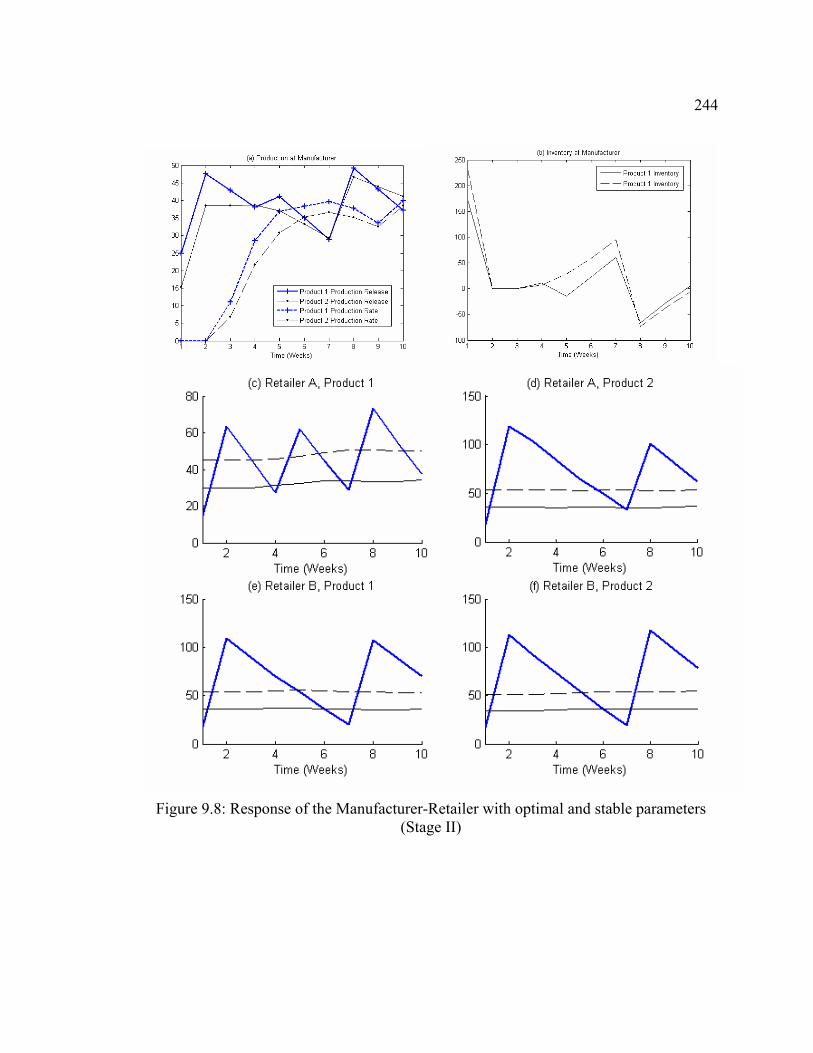
244
Figure 9.8: Response of the Manufacturer-Retailer with optimal and stable parameters
(Stage II)
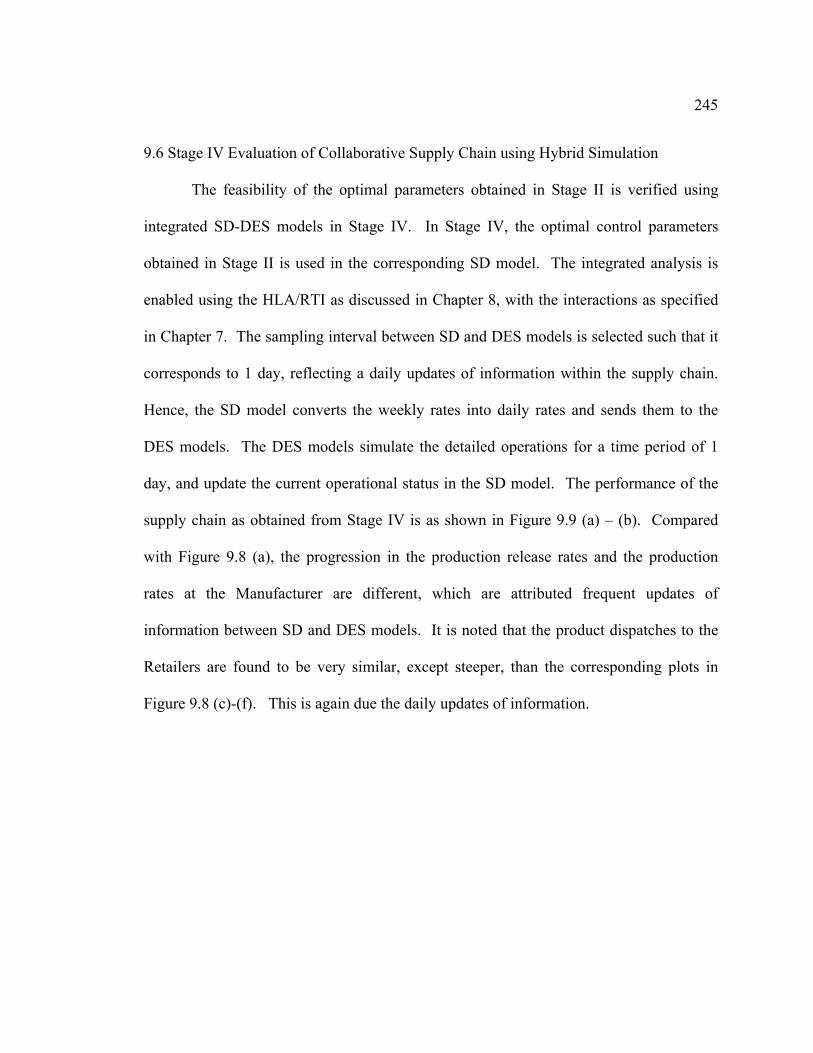
245
9.6 Stage IV Evaluation of Collaborative Supply Chain using Hybrid Simulation
The feasibility of the optimal parameters obtained in Stage II is verified using
integrated SD-DES models in Stage IV. In Stage IV, the optimal control parameters
obtained in Stage II is used in the corresponding SD model. The integrated analysis is
enabled using the HLA/RTI as discussed in Chapter 8, with the interactions as specified
in Chapter 7. The sampling interval between SD and DES models is selected such that it
corresponds to 1 day, reflecting a daily updates of information within the supply chain.
Hence, the SD model converts the weekly rates into daily rates and sends them to the
DES models. The DES models simulate the detailed operations for a time period of 1
day, and update the current operational status in the SD model. The performance of the
supply chain as obtained from Stage IV is as shown in Figure 9.9 (a) – (b). Compared
with Figure 9.8 (a), the progression in the production release rates and the production
rates at the Manufacturer are different, which are attributed frequent updates of
information between SD and DES models. It is noted that the product dispatches to the
Retailers are found to be very similar, except steeper, than the corresponding plots in
Figure 9.8 (c)-(f). This is again due the daily updates of information.
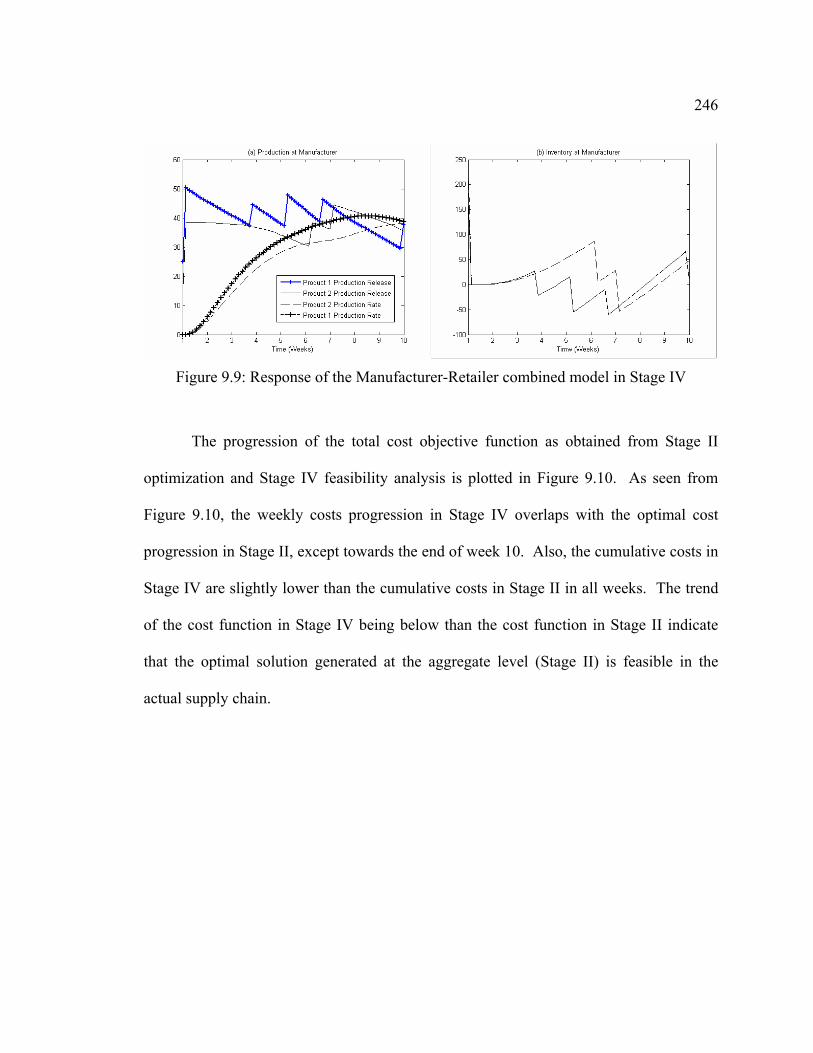
246
Figure 9.9: Response of the Manufacturer-Retailer combined model in Stage IV
The progression of the total cost objective function as obtained from Stage II
optimization and Stage IV feasibility analysis is plotted in Figure 9.10. As seen from
Figure 9.10, the weekly costs progression in Stage IV overlaps with the optimal cost
progression in Stage II, except towards the end of week 10. Also, the cumulative costs in
Stage IV are slightly lower than the cumulative costs in Stage II in all weeks. The trend
of the cost function in Stage IV being below than the cost function in Stage II indicate
that the optimal solution generated at the aggregate level (Stage II) is feasible in the
actual supply chain.
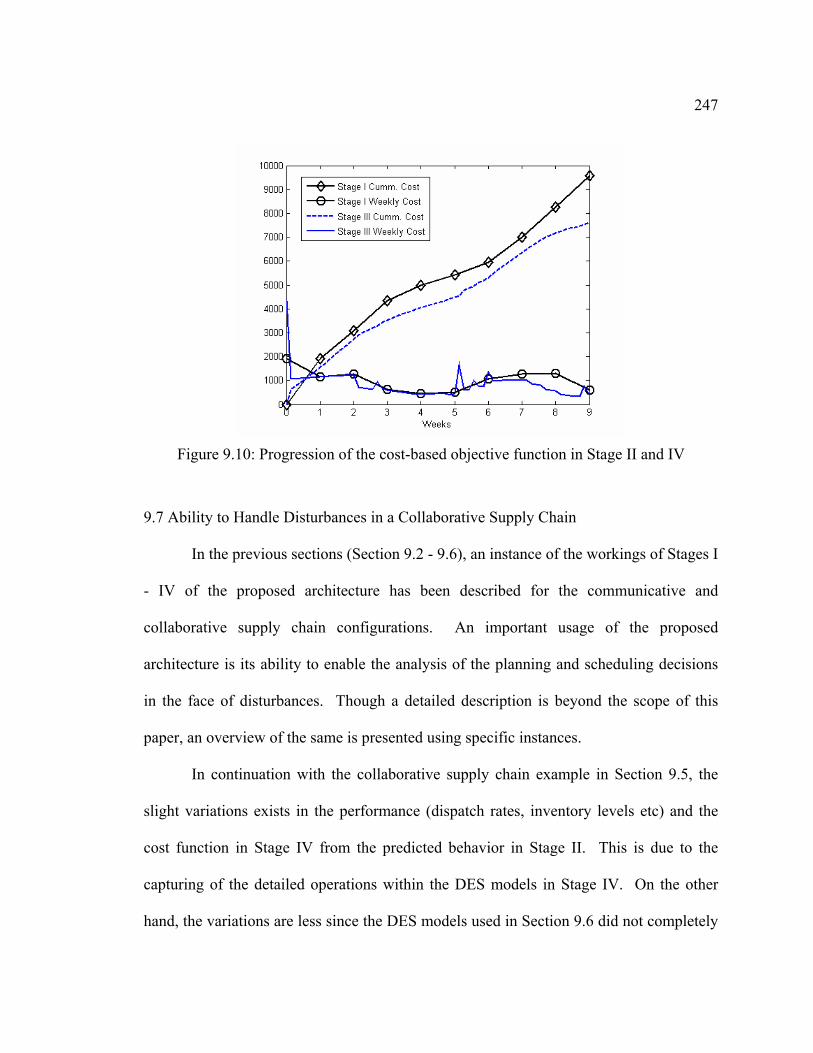
247
Figure 9.10: Progression of the cost-based objective function in Stage II and IV
9.7 Ability to Handle Disturbances in a Collaborative Supply Chain
In the previous sections (Section 9.2 - 9.6), an instance of the workings of Stages I
- IV of the proposed architecture has been described for the communicative and
collaborative supply chain configurations. An important usage of the proposed
architecture is its ability to enable the analysis of the planning and scheduling decisions
in the face of disturbances. Though a detailed description is beyond the scope of this
paper, an overview of the same is presented using specific instances.
In continuation with the collaborative supply chain example in Section 9.5, the
slight variations exists in the performance (dispatch rates, inventory levels etc) and the
cost function in Stage IV from the predicted behavior in Stage II. This is due to the
capturing of the detailed operations within the DES models in Stage IV. On the other
hand, the variations are less since the DES models used in Section 9.6 did not completely
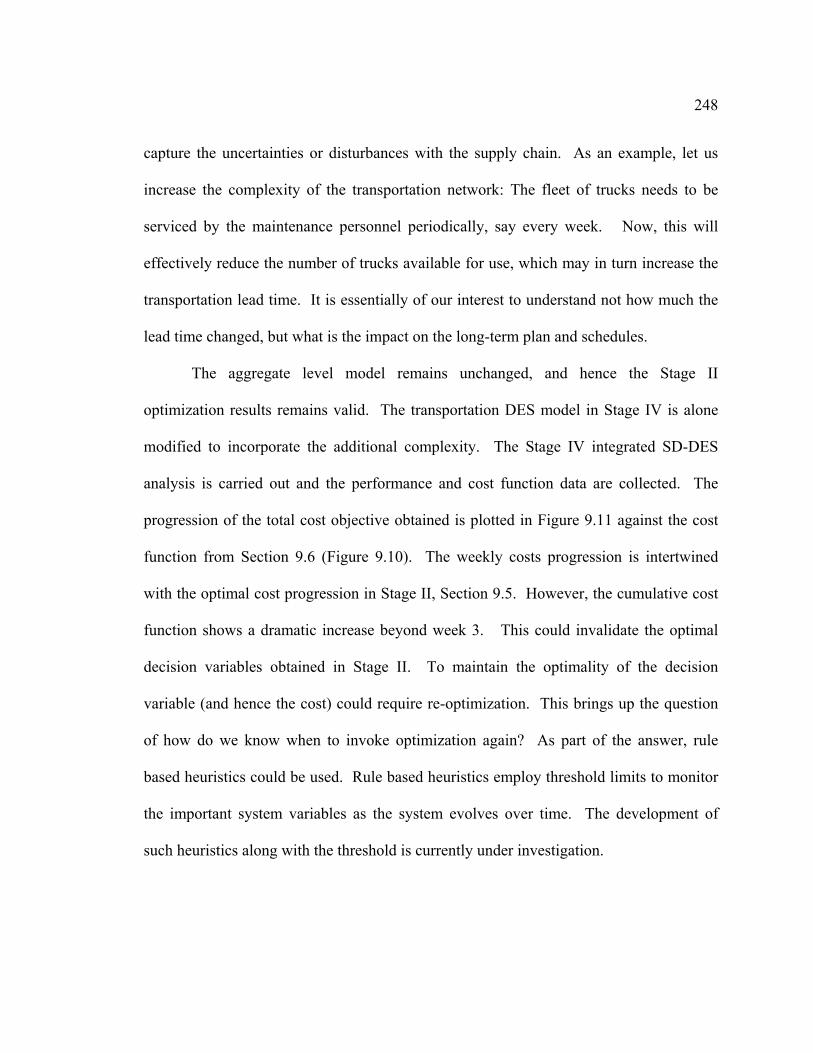
248
capture the uncertainties or disturbances with the supply chain. As an example, let us
increase the complexity of the transportation network: The fleet of trucks needs to be
serviced by the maintenance personnel periodically, say every week. Now, this will
effectively reduce the number of trucks available for use, which may in turn increase the
transportation lead time. It is essentially of our interest to understand not how much the
lead time changed, but what is the impact on the long-term plan and schedules.
The aggregate level model remains unchanged, and hence the Stage II
optimization results remains valid. The transportation DES model in Stage IV is alone
modified to incorporate the additional complexity. The Stage IV integrated SD-DES
analysis is carried out and the performance and cost function data are collected. The
progression of the total cost objective obtained is plotted in Figure 9.11 against the cost
function from Section 9.6 (Figure 9.10). The weekly costs progression is intertwined
with the optimal cost progression in Stage II, Section 9.5. However, the cumulative cost
function shows a dramatic increase beyond week 3. This could invalidate the optimal
decision variables obtained in Stage II. To maintain the optimality of the decision
variable (and hence the cost) could require re-optimization. This brings up the question
of how do we know when to invoke optimization again? As part of the answer, rule
based heuristics could be used. Rule based heuristics employ threshold limits to monitor
the important system variables as the system evolves over time. The development of
such heuristics along with the threshold is currently under investigation.
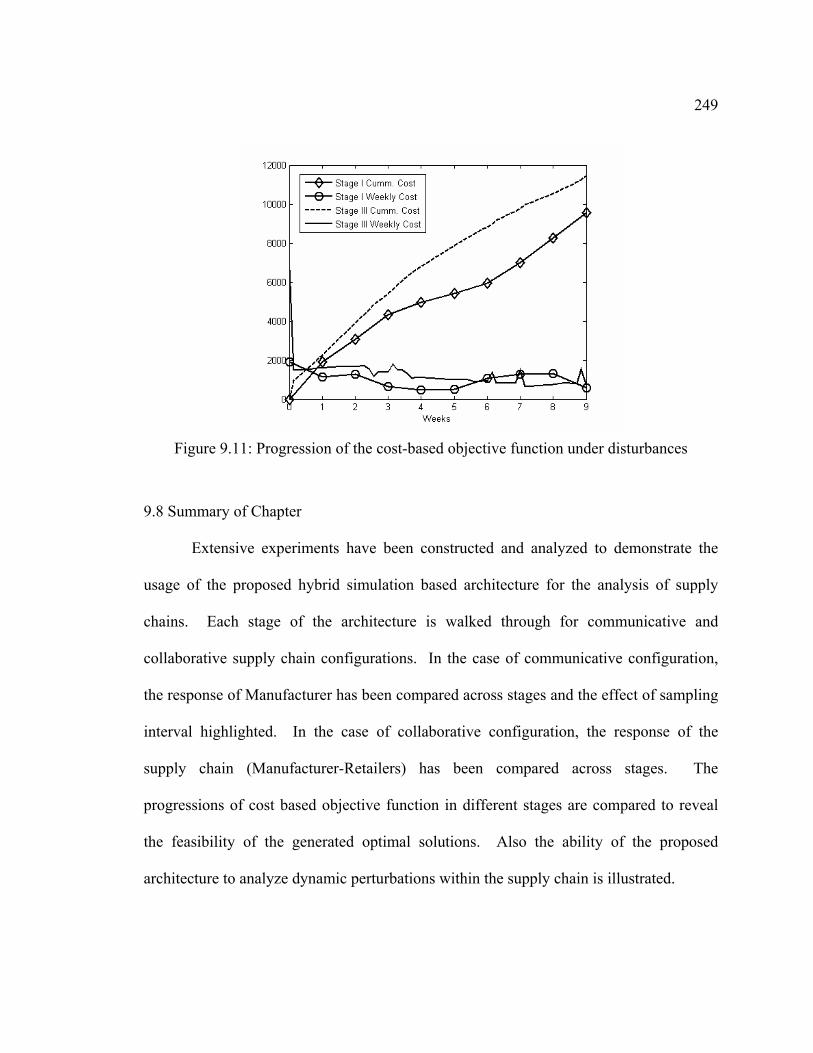
249
Figure 9.11: Progression of the cost-based objective function under disturbances
9.8 Summary of Chapter
Extensive experiments have been constructed and analyzed to demonstrate the
usage of the proposed hybrid simulation based architecture for the analysis of supply
chains. Each stage of the architecture is walked through for communicative and
collaborative supply chain configurations. In the case of communicative configuration,
the response of Manufacturer has been compared across stages and the effect of sampling
interval highlighted. In the case of collaborative configuration, the response of the
supply chain (Manufacturer-Retailers) has been compared across stages. The
progressions of cost based objective function in different stages are compared to reveal
the feasibility of the generated optimal solutions. Also the ability of the proposed
architecture to analyze dynamic perturbations within the supply chain is illustrated.
250
CHAPTER 10
CONCLUSIONS AND FUTURE RESEARCH
10.1 Summary of Research Work
The goal identified for this research is to analyze the interactions between the
planning decisions of different members of the supply chain, considering the operational
aspects at each member and the robustness of the plan. A three-echelon conjoined supply
chain consisting of a central Manufacturer, several Suppliers and Retailers, and a
transportation network is considered in this research. The generality of the proposed
architecture is discussed by considering two different configurations in the same supply
chain. Upstream to the Manufacturer, the supply chain structure is characterized as
communicative configuration. Downstream to the Manufacturer, the supply chain
structure is characterized as collaborative configuration of the type Vendor Managed
Inventory. Also, hierarchical production planning scheme is employed by the individual
members of the supply chain. An innovative approach of integrating and together
analyzing the distribution planning with the production planning decisions within a
supply chain environment is proposed.
The proposed architecture is divided into four stages: stability analysis (Stage I),
plan optimization (Stages II), schedule optimization (Stage III) and decision evaluation
(Stage IV). In Stage I the stability of the system is analyzed. If a supply chain is
unstable, it will experience large swings in demand, periods of shortage in materials and
products, periods of excess stock of materials, unpredictable lead times, all of which
251
affects the long term profits and success of the supply chain. Hence, the conditions for
the stability of the system response are established in relation to the various control
parameters of the model. The aggregated planning models, represented as a SD model,
capture the dynamic behavior and hence can be used to analyze the stability of the system.
In Stage II, the optimal set of control parameters for use in the decision policies of
the aggregate models are determined using non-linear optimization techniques. To make
the supply chain system operate in a stable regime the stability conditions, obtained
through stability analysis (Stage I), are employed as additional constraints within the
optimization model.
DES models capture the detailed operational activities at the Manufacturer,
Supplier, Retailer and Transporter. In Stage III, the optimal set of control parameters that
govern the flow of materials within the individual member units is determined using
meta-heuristic optimization techniques based on the production and distribution plan
obtained from Stage II.
In Stage IV, the optimality of the control parameters governing the aggregated
managerial policies (obtained from Stage II) and detailed operational policies (obtained
from Stage III) are concurrently evaluated using a hybrid system dynamic and discrete-
event modeling approach. In combined SD-DES model, the detailed operational
activities (materials flows) within the supply chain are captured using the DES models,
while the management decision policies based on the aggregated data (information flow)
are captured within the SD models. It is noted that the hybrid integrated models cannot
be directly used in stability analysis or optimization due to (1) the varied and often
252
conflicting objectives for the different members and the different levels (planning and
scheduling), (2) the complexity in building the models, especially the DES models that
contain the detailed operational activities of the members, and (3) time involved in
executing the entire distributed structure.
Extensive experiments had been constructed to demonstrate the usage of the
proposed hybrid simulation based architecture for the analysis of supply chains. Each
stage of the architecture had been walked through for the cases of communicative and
collaborative supply chain configurations. In the case of communicative configuration,
the response of Manufacturer had been compared across stages and the effect of sampling
interval highlighted. In the case of collaborative configuration, the response of the
supply chain (Manufacturer-Retailers) had been compared across stages. The
progressions of cost based objective function in different stages were compared to reveal
the feasibility of the generated optimal solutions. Also the ability of the proposed
architecture to analyze dynamic perturbations within the supply chain was illustrated.
In addition to the contribution of this research work on the development of an
architecture to enable distributed analysis of decision models spread across the supply
chain, this research work has made significant contributions in several topics including
(1) aggregate-level modeling, (2) stability analysis, (3) integrated analysis of performance
and stability, (4) interfacing scheme between SD and DES models, and (5)
implementation infrastructure enabling integration of distributed models. They are
summarized in the following sections.
253
10.1.1 Contributions in Aggregate-level Modeling
Generic aggregate-level system dynamic models that capture the mixing and
variability in the production process, capacitated resource allocation, and provides for
spatial and lateral dimension of the supply chain have been developed. The models
developed improve over the existing (prior research) models in the following aspects:
• Production process has been modeled as a higher order material delay, instead of a
fixed pipeline delay.
• Frequency of information update has been explicit modeled using sampling interval.
• Production capacity constraints were included.
• Order backlogs were maintained
• The products are composed of multiple components. Such lateral dimension creates a
consolidation of goods, which reflect the operations of typical supply chains.
• Retailer’s dispatching rule is based on a MIN-MAX inventory policy to mimic the
realistic operations at the retailer-level echelons of the supply chain.
• Spatial dimension of the supply chain has been created by modeling multiple
Suppliers (two) and multiple Retailers (three).
10.1.2 Contributions in Stability Analysis
The stability conditions for a general production ordering and inventory control
system was derived using z-transformation techniques. The system parameters included
fractional adjustment of WIP (α), fractional adjustment of inventory (β), exponential
254
smoothing constant for forecast (ρ), number of production stages (or order of production
delay) (Q), production lead time (L) and the sampling interval (δ). The stability
boundaries for system operating under inventory adequacy and inventory insufficiency
were established. The Jury’s Test has been employed to derive the stability conditions.
The effect of the frequency of information update on the stability of the
production-inventory system was analyzed. Results revealed that aggressive ordering
policies (higher values of the fractional adjustment rates for WIP and inventory) require a
more frequent information update, i.e. lower sampling interval.
Collaborative supply chain configuration employing vendor managed inventory
had been modeled and analyzed. The system parameters included adjustment rate for
goods-in-transit (ψ), adjustment rates for inventory levels at Retailers (φ), exponential
smoothing constant for forecasting demand (ρ), time to change the MIN and MAX levels
(τ), the product delivery lead time and the sampling intervals (δ and ∆).
The possible differences in the frequency of information update at the different
players and their effect on overall system stability was analyzed. For the case in which δ
= ∆, it was found that the smaller sampling interval settings of 1/7 (daily updates)
resulted in larger stability regions, thus allowing for a more aggressive ordering policy. It
was also found that frequent updates of information on the side of the Retailer (∆ < δ)
alone improves system wide performance (larger stability region). However, when the
Manufacturer makes updates more frequently than the Retailers (∆ > δ) no advantages are
gained. Hence it is desirable and could be cost effective for the Manufacturer to pace
255
their decisions equal or slower than the rate at which the Retailers can update the
information.
10.1.3 Contributions in Integrated Analysis of Performance and Stability
A novel method for the integration of the stability analysis with performance
analysis (optimization) has been presented by employing the stability conditions as
additional constraints within the optimization models. Designed experiments using
optimization was carried out to justify the use of stability constraints within the
optimization model.
10.1.4 Contributions in Interfacing SD and DES Models
In this research, a novel method of interfacing the models in different members of
the supply chain has been proposed, (1) without each member knowing the workings of
the entire supply chain, and (2) without revealing the members internal details to the rest
of the supply chain. This was achieved by ensuring that the member gives out and
receives data that mimics the activities in the real world. Also, a novel method of
interfacing SD and DES models for integrated analysis was presented. In the SD models,
the data for certain variables were obtained from the DES models at every sampling
interval. Thus the behavior of the entire supply chain is the result of complex inter-
relationships amongst the different models.
256
10.1.5 Contributions of Implementation Framework
A generic infrastructure using HLA/RTI has been developed to integrate and
together simulate the distributed simulation models. Reusable interface modules have
been implemented which can be used to quickly create distributed simulations with
multiple DES and/or multiple SD models. The developed interface modules are generic,
and hence can be used in any DES modeling package (Arena, ProModel, AutoMod) and
any SD modeling package (Vensim, Powersim, iThink). The only requirement for the
modeling package is that they must be able to communicate with external applications,
which is available in the most state-of-the-art software applications.
10.2 List of Firsts in the Research
• Created an environment for the distributed analysis of decision models spread across
the supply chain.
• Developed a comprehensive SD model for general production inventory system and
supply chain.
• Recognized the need to analyze the impact of the frequency of information updates
onto the stability of the supply chains.
• Created a method for combining stability with performance (optimization) analysis.
• Created a distributed simulation for supply chain analysis using commercial-off-the-
shelf simulation packages.
• Created hybrid distributed simulation for supply chain analysis, consisting of system
dynamic and discrete-event components.
257
10.3 Future Directions of Research
While this thesis has presented significant initial efforts towards the
understanding the effects of individual supply chain members on the entire supply chain,
there is still a great deal of work to be done. Extensions are possible in the
methodological aspects, technological aspects and the applications described in this
research.
The optimality of the various decision models are evaluated using distributed
simulation. How will we know that certain decisions are sub-optimal / infeasible? What
are the key indicators to be monitored? How will we know when to change the
decisions? These questions holds true during the planning / simulation stages in
analyzing supply chains, as well as during the execution stages of the supply chain.
The effect of information on the performance of the supply chain is to be
understood thoroughly. The role of information sharing is to be researched (Answers to
questions like: what information needs to be shared? How much information is to be
shared? How to use the information to optimize the goals of the supply chain? Is the
meaning of the information understood the same through out the supply chain?, etc need
to be sought after).
The effects of myopic and commonly-defined objectives of the supply chain
members were studied in this research. The consequence of possibly conflicting
objectives of different members of the supply chain on the overall system performance is
another area of interest.
258
From the perspective of technology, the distributed simulation based on HLA/RTI
requires a significant learning curve. Though attempts have been made to provide
simpler interfaces, it is still complex enough to prevent the wide-spread use of the
distributed simulation technology. Development of such simple interfaces is also of
potential interest. Investigation of the use of web services in this regard could be carried
out.
A generalized framework of simulation models could also be set-up, which can be
customized to any particular supply chain scenario and tested. The models could then be
verified with real data from real industries.
Varied applications for the proposed architecture are already underway. The
usage of the proposed framework for airport management system is being explored,
where the crew scheduling, flight scheduling, and maintenance scheduling are spread
across multiple airport and airlines. Also, the development of multi-level hierarchical
hybrid models to aid the understanding of biological behavior at the gene-level,
molecule-level, cell-level, organ-level and human level is of great interest and
opportunities.
259
APPENDIX A
Calculation of Processing Times for the Manufacturer’s Shop Floor
A reverse engineering approach has been employed to determine the processing
times and the shop floor specifications. It is decided that the Manufacturer must be
capable of producing at the rate of about 100 units/ week. Hence, a part must be
produced every 24*7/100 = 1.68 hours. Also, it was desired to have an average
production lead time of 3 weeks (21 days). Hence, according to Little’s law, the system
must carry an average WIP = 21*24/1.68 = 300 units. That is, 1 unit produced every 1.68
hours can be achieved by setting the production delay = 1.68 hours. For a production
lead time of 21 days, the parts need to be in the system for 21*24=504 hours. With 1.68
hours of processing times per machine, this would require 504/1.68 = 300 machines.
Now, the model is scaled by assuming a batch size of 10 and processing time = 16.8
hours per machine. This scales down the model to 504/16.8 = 30 machines.
The processing times (in hours) for all 30 machines are defined as Triangular
distribution (14 machines), Normal distribution (13 machines) or Uniform Distribution (3
machines). The means of the triangular and normal distributions have been generated
from UNIF[1.12, 1.76] using MinitabTM. Processing times 1.12 hours corresponds to a
production rate of 150 parts per week, and a time of 1.76 corresponds to production rate
of 90 parts week. The processing time distributions are presented in Table A.1.
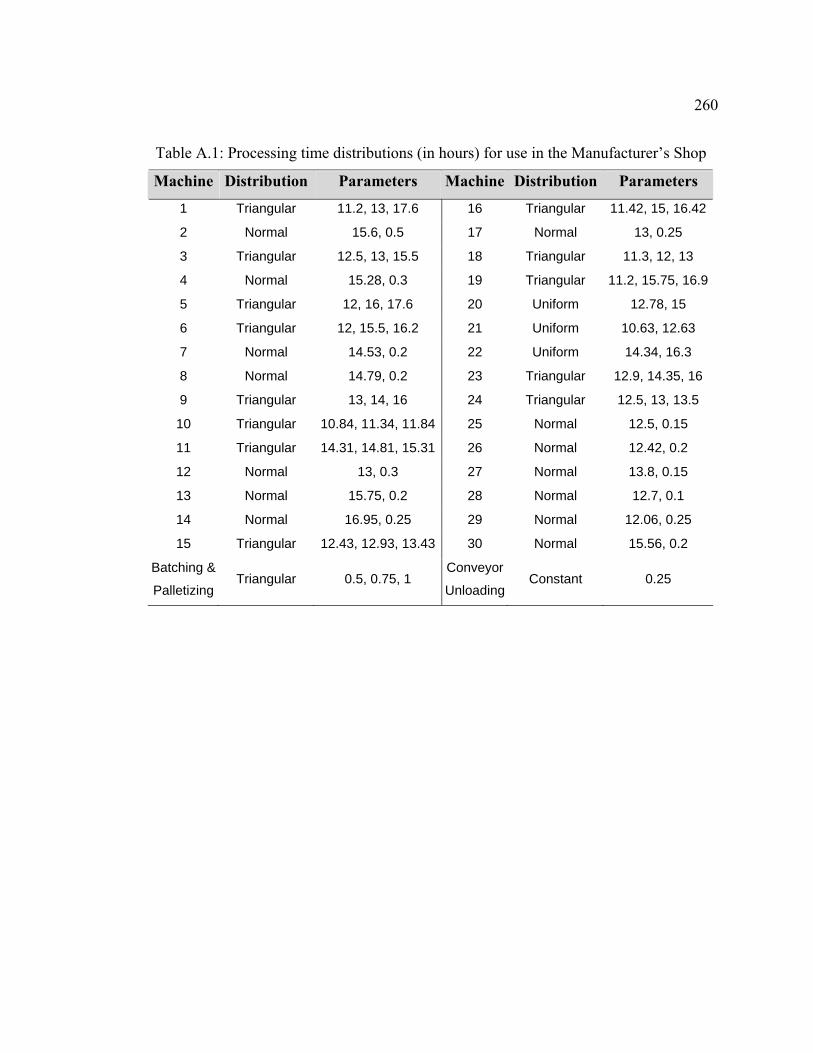
260
Table A.1: Processing time distributions (in hours) for use in the Manufacturer’s Shop
Machine Distribution Parameters Machine Distribution Parameters
1 Triangular 11.2, 13, 17.6 16 Triangular 11.42, 15, 16.42
2 Normal 15.6, 0.5 17 Normal 13, 0.25
3 Triangular 12.5, 13, 15.5 18 Triangular 11.3, 12, 13
4 Normal 15.28, 0.3 19 Triangular 11.2, 15.75, 16.9
5 Triangular 12, 16, 17.6 20 Uniform 12.78, 15
6 Triangular 12, 15.5, 16.2 21 Uniform 10.63, 12.63
7 Normal 14.53, 0.2 22 Uniform 14.34, 16.3
8 Normal 14.79, 0.2 23 Triangular 12.9, 14.35, 16
9 Triangular 13, 14, 16 24 Triangular 12.5, 13, 13.5
10 Triangular 10.84, 11.34, 11.84 25 Normal 12.5, 0.15
11 Triangular 14.31, 14.81, 15.31 26 Normal 12.42, 0.2
12 Normal 13, 0.3 27 Normal 13.8, 0.15
13 Normal 15.75, 0.2 28 Normal 12.7, 0.1
14 Normal 16.95, 0.25 29 Normal 12.06, 0.25
15 Triangular 12.43, 12.93, 13.43 30 Normal 15.56, 0.2
Batching &
Palletizing Triangular 0.5, 0.75, 1
Conveyor
UnloadingConstant 0.25
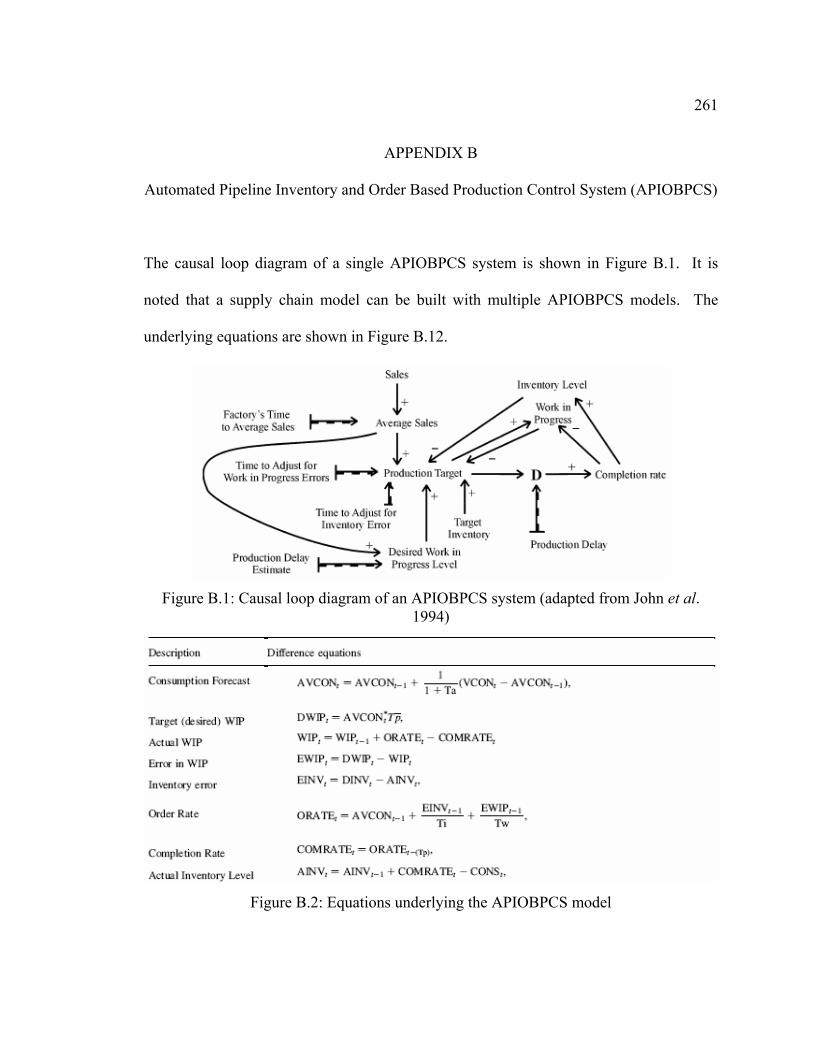
261
APPENDIX B
Automated Pipeline Inventory and Order Based Production Control System (APIOBPCS)
The causal loop diagram of a single APIOBPCS system is shown in Figure B.1. It is
noted that a supply chain model can be built with multiple APIOBPCS models. The
underlying equations are shown in Figure B.12.
Figure B.1: Causal loop diagram of an APIOBPCS system (adapted from John et al.
1994)
Figure B.2: Equations underlying the APIOBPCS model
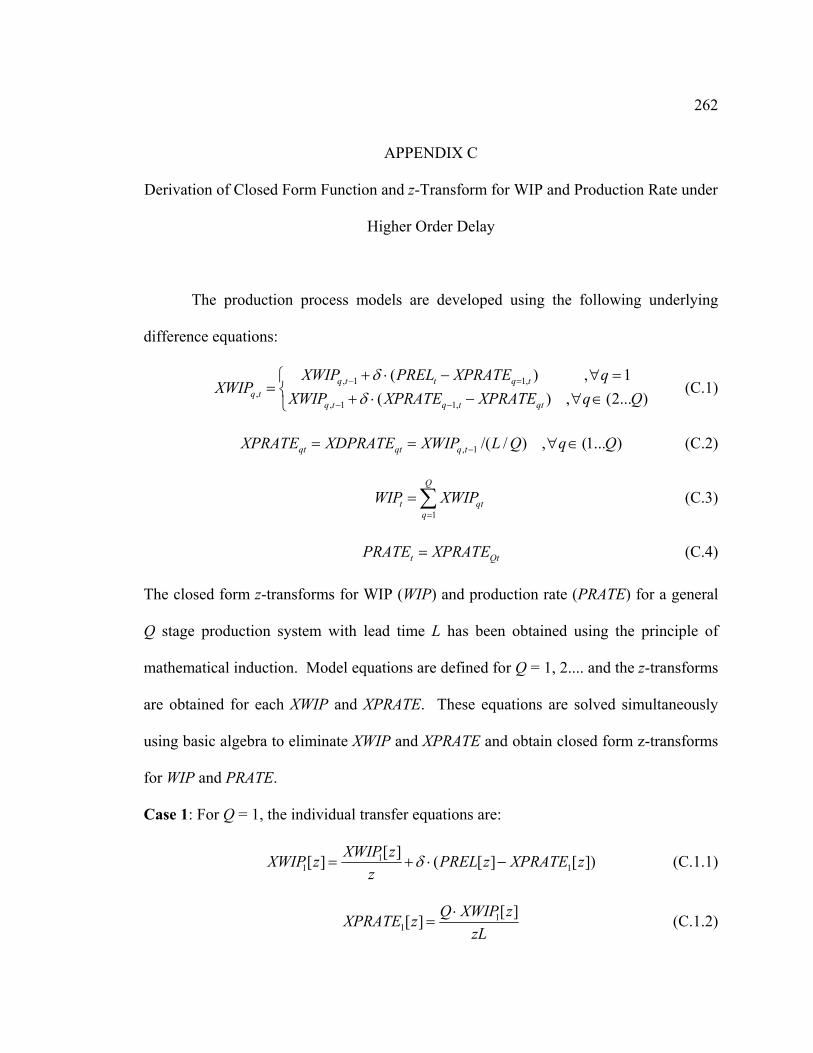
262
APPENDIX C
Derivation of Closed Form Function and z-Transform for WIP and Production Rate under
Higher Order Delay
The production process models are developed using the following underlying
difference equations:
, 1 1,,
, 1 1,
( )( ) , (2... )
q t t q tq t
q t q t qt
XWIP PREL XPRATE qXWIP
, 1XWIP XPRATE XPRATE q Q
δδ
− =
− −
+ ⋅ − ∀ =⎧= ⎨ + ⋅ − ∀ ∈⎩
(C.1)
, 1 /( / ) , (1... )qt qt q tXPRATE XDPRATE XWIP L Q q Q−= = ∀ ∈ (C.2)
(C.3) 1
Q
tq
WIP XWIP=
= ∑ qt
Qt tPRATE XPRATE= (C.4)
The closed form z-transforms for WIP (WIP) and production rate (PRATE) for a general
Q stage production system with lead time L has been obtained using the principle of
mathematical induction. Model equations are defined for Q = 1, 2.... and the z-transforms
are obtained for each XWIP and XPRATE. These equations are solved simultaneously
using basic algebra to eliminate XWIP and XPRATE and obtain closed form z-transforms
for WIP and PRATE.
Case 1: For Q = 1, the individual transfer equations are:
11 1
[ ][ ] ( [ ] [ ])XWIP zXWIP z PREL z XPRATE zz
δ= + ⋅ − (C.1.1)
11
[ ][ ] Q XWIP zXPRATE zzL
⋅= (C.1.2)
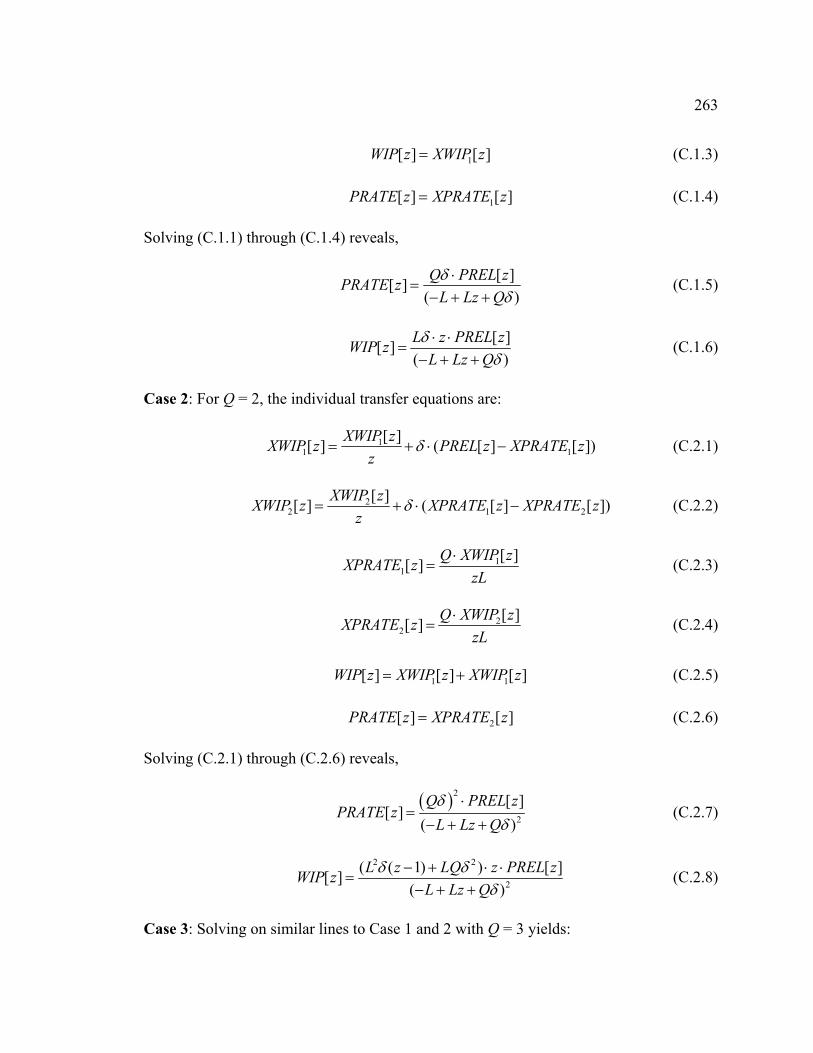
263
1[ ] [ ]WIP z XWIP z= (C.1.3)
1[ ] [ ]PRATE z XPRATE z= (C.1.4)
Solving (C.1.1) through (C.1.4) reveals,
[ ][ ]( )Q PREL zPRATE z
L Lz Qδ
δ⋅
=− + +
(C.1.5)
[ ][ ]( )L z PREL zWIP z
L Lz Qδ
δ⋅ ⋅
=− + +
(C.1.6)
Case 2: For Q = 2, the individual transfer equations are:
11 1
[ ][ ] ( [ ] [ ])XWIP zXWIP z PREL z XPRATE zz
δ= + ⋅ − (C.2.1)
22 1
[ ][ ] ( [ ] [ ])XWIP z2XWIP z XPRATE z XPRATE z
zδ= + ⋅ − (C.2.2)
11
[ ][ ] Q XWIP zXPRATE zzL
⋅= (C.2.3)
22
[ ][ ] Q XWIP zXPRATE zzL
⋅= (C.2.4)
1[ ] [ ] [ ]WIP z XWIP z XWIP z1= + (C.2.5)
2[ ] [ ]PRATE z XPRATE z= (C.2.6)
Solving (C.2.1) through (C.2.6) reveals,
( )2
2
[ ][ ]
( )Q PREL z
PRATE zL Lz Qδ
δ⋅
=− + +
(C.2.7)
2 2
2
( ( 1) ) [[ ]( )
L z LQ z PREL zWIP zL Lz Q
δ δδ
− + ⋅ ⋅=
− + +] (C.2.8)
Case 3: Solving on similar lines to Case 1 and 2 with Q = 3 yields:
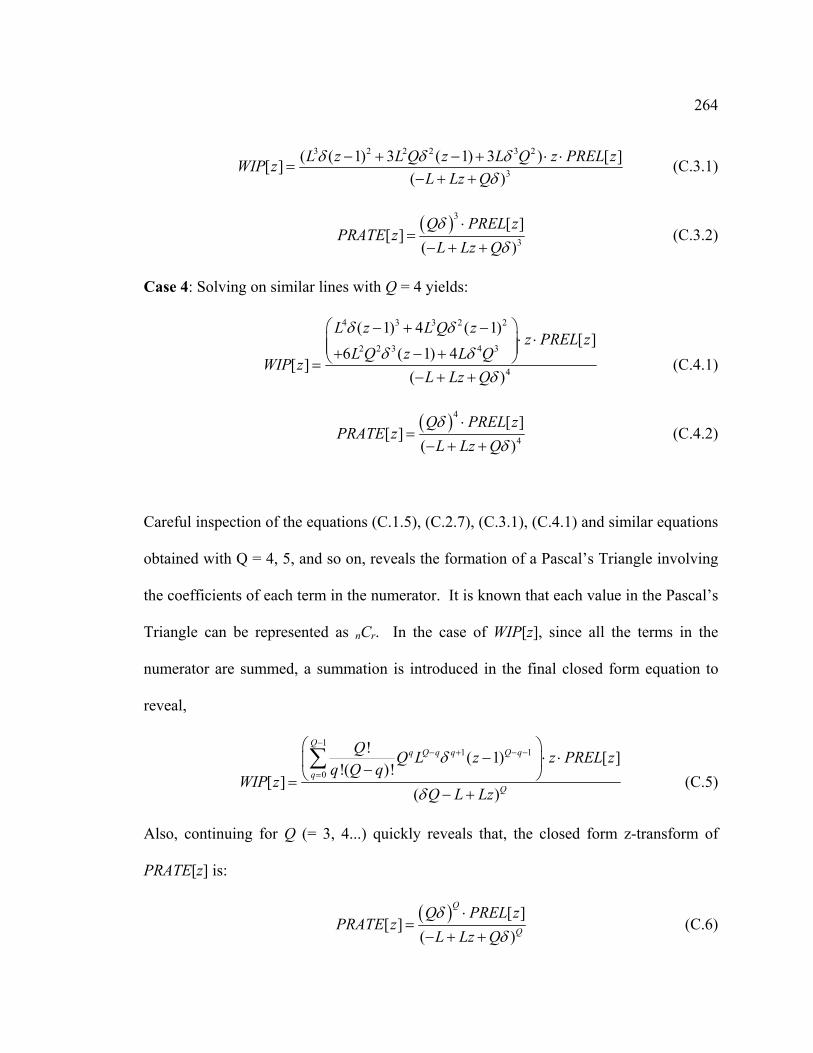
264
3 2 2 2 3 2
3
( ( 1) 3 ( 1) 3 ) [ ][ ]( )
L z L Q z L Q z PREL zWIP zL Lz Q
δ δ δδ
− + − + ⋅ ⋅=
− + + (C.3.1)
( )3
3
[ ][ ]
( )Q PREL z
PRATE zL Lz Qδ
δ⋅
=− + +
(C.3.2)
Case 4: Solving on similar lines with Q = 4 yields:
4 3 3 2 2
2 2 3 4 3
4
( 1) 4 ( 1)[ ]
6 ( 1) 4[ ]
( )
L z L Q zz PREL z
L Q z L QWIP z
L Lz Q
δ δ
δ δδ
⎛ ⎞− + −⋅ ⋅⎜ ⎟⎜ ⎟+ − +⎝ ⎠=
− + + (C.4.1)
( )4
4
[ ][ ]
( )Q PREL z
PRATE zL Lz Qδ
δ⋅
=− + +
(C.4.2)
Careful inspection of the equations (C.1.5), (C.2.7), (C.3.1), (C.4.1) and similar equations
obtained with Q = 4, 5, and so on, reveals the formation of a Pascal’s Triangle involving
the coefficients of each term in the numerator. It is known that each value in the Pascal’s
Triangle can be represented as nCr. In the case of WIP[z], since all the terms in the
numerator are summed, a summation is introduced in the final closed form equation to
reveal,
11 1
0
! ( 1) [ ]!( )!
[ ]( )
Qq Q q q Q q
Q Q L z z PREL zq Q q
WIP zQ L Lz
δ
δ
−− + − −
=
⎛ ⎞− ⋅ ⋅⎜ ⎟−⎝=
− +
∑⎠ (C.5)
Also, continuing for Q (= 3, 4...) quickly reveals that, the closed form z-transform of
PRATE[z] is:
( ) [ ][ ]
( )
Q
Q
Q PREL zPRATE z
L Lz Qδ
δ⋅
=− + +
(C.6)
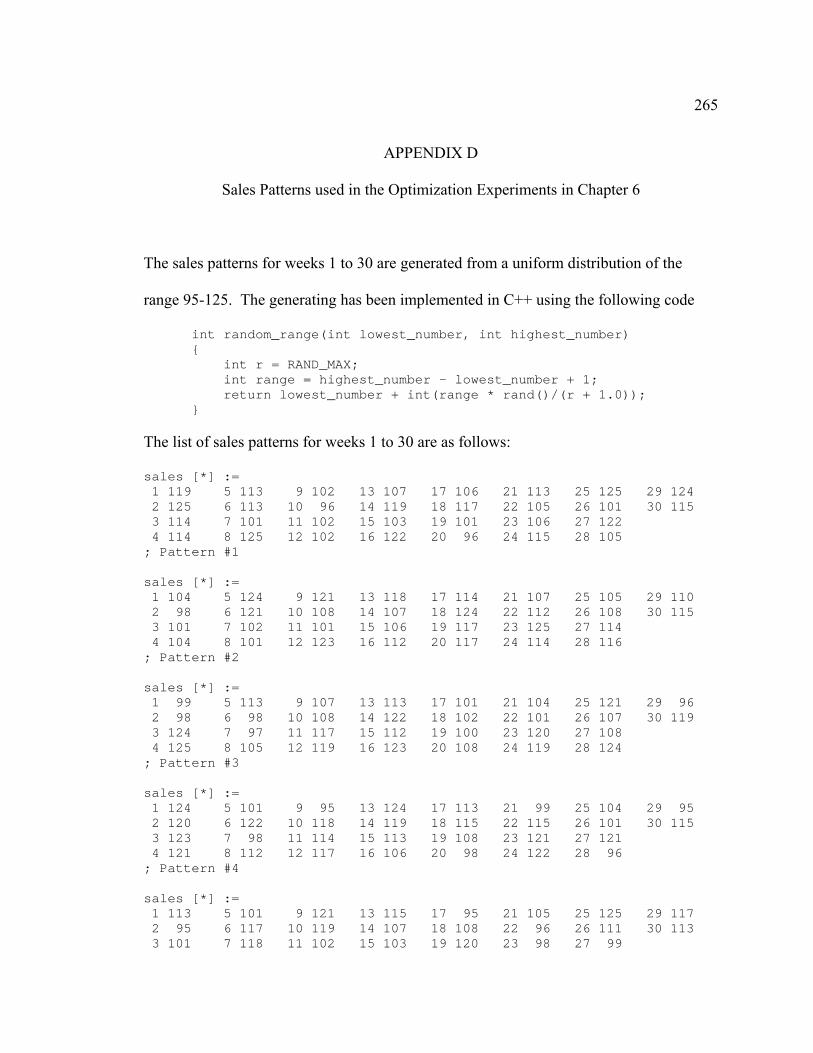
265
APPENDIX D
Sales Patterns used in the Optimization Experiments in Chapter 6
The sales patterns for weeks 1 to 30 are generated from a uniform distribution of the
range 95-125. The generating has been implemented in C++ using the following code
int random_range(int lowest_number, int highest_number) { int r = RAND_MAX; int range = highest_number - lowest_number + 1; return lowest_number + int(range * rand()/(r + 1.0)); }
The list of sales patterns for weeks 1 to 30 are as follows:
sales [*] := 1 119 5 113 9 102 13 107 17 106 21 113 25 125 29 124 2 125 6 113 10 96 14 119 18 117 22 105 26 101 30 115 3 114 7 101 11 102 15 103 19 101 23 106 27 122 4 114 8 125 12 102 16 122 20 96 24 115 28 105 ; Pattern #1 sales [*] := 1 104 5 124 9 121 13 118 17 114 21 107 25 105 29 110 2 98 6 121 10 108 14 107 18 124 22 112 26 108 30 115 3 101 7 102 11 101 15 106 19 117 23 125 27 114 4 104 8 101 12 123 16 112 20 117 24 114 28 116 ; Pattern #2 sales [*] := 1 99 5 113 9 107 13 113 17 101 21 104 25 121 29 96 2 98 6 98 10 108 14 122 18 102 22 101 26 107 30 119 3 124 7 97 11 117 15 112 19 100 23 120 27 108 4 125 8 105 12 119 16 123 20 108 24 119 28 124 ; Pattern #3 sales [*] := 1 124 5 101 9 95 13 124 17 113 21 99 25 104 29 95 2 120 6 122 10 118 14 119 18 115 22 115 26 101 30 115 3 123 7 98 11 114 15 113 19 108 23 121 27 121 4 121 8 112 12 117 16 106 20 98 24 122 28 96 ; Pattern #4 sales [*] := 1 113 5 101 9 121 13 115 17 95 21 105 25 125 29 117 2 95 6 117 10 119 14 107 18 108 22 96 26 111 30 113 3 101 7 118 11 102 15 103 19 120 23 98 27 99
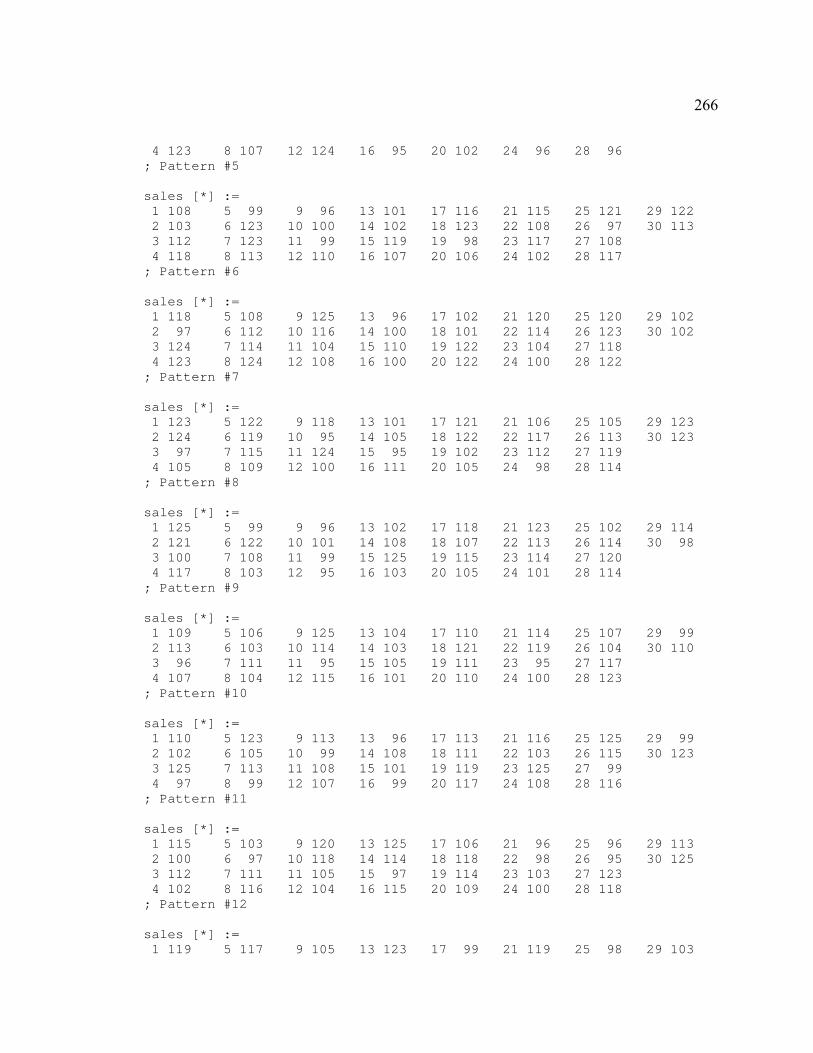
266
4 123 8 107 12 124 16 95 20 102 24 96 28 96 ; Pattern #5 sales [*] := 1 108 5 99 9 96 13 101 17 116 21 115 25 121 29 122 2 103 6 123 10 100 14 102 18 123 22 108 26 97 30 113 3 112 7 123 11 99 15 119 19 98 23 117 27 108 4 118 8 113 12 110 16 107 20 106 24 102 28 117 ; Pattern #6 sales [*] := 1 118 5 108 9 125 13 96 17 102 21 120 25 120 29 102 2 97 6 112 10 116 14 100 18 101 22 114 26 123 30 102 3 124 7 114 11 104 15 110 19 122 23 104 27 118 4 123 8 124 12 108 16 100 20 122 24 100 28 122 ; Pattern #7 sales [*] := 1 123 5 122 9 118 13 101 17 121 21 106 25 105 29 123 2 124 6 119 10 95 14 105 18 122 22 117 26 113 30 123 3 97 7 115 11 124 15 95 19 102 23 112 27 119 4 105 8 109 12 100 16 111 20 105 24 98 28 114 ; Pattern #8 sales [*] := 1 125 5 99 9 96 13 102 17 118 21 123 25 102 29 114 2 121 6 122 10 101 14 108 18 107 22 113 26 114 30 98 3 100 7 108 11 99 15 125 19 115 23 114 27 120 4 117 8 103 12 95 16 103 20 105 24 101 28 114 ; Pattern #9 sales [*] := 1 109 5 106 9 125 13 104 17 110 21 114 25 107 29 99 2 113 6 103 10 114 14 103 18 121 22 119 26 104 30 110 3 96 7 111 11 95 15 105 19 111 23 95 27 117 4 107 8 104 12 115 16 101 20 110 24 100 28 123 ; Pattern #10 sales [*] := 1 110 5 123 9 113 13 96 17 113 21 116 25 125 29 99 2 102 6 105 10 99 14 108 18 111 22 103 26 115 30 123 3 125 7 113 11 108 15 101 19 119 23 125 27 99 4 97 8 99 12 107 16 99 20 117 24 108 28 116 ; Pattern #11 sales [*] := 1 115 5 103 9 120 13 125 17 106 21 96 25 96 29 113 2 100 6 97 10 118 14 114 18 118 22 98 26 95 30 125 3 112 7 111 11 105 15 97 19 114 23 103 27 123 4 102 8 116 12 104 16 115 20 109 24 100 28 118 ; Pattern #12 sales [*] := 1 119 5 117 9 105 13 123 17 99 21 119 25 98 29 103
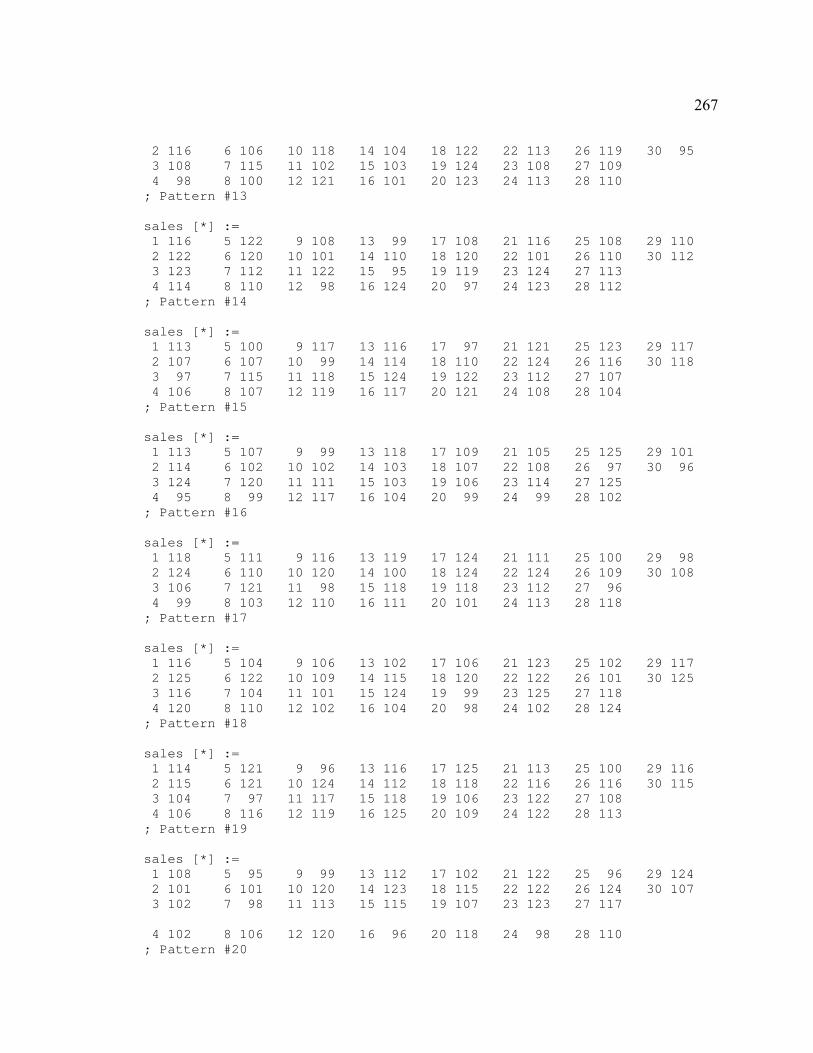
267
2 116 6 106 10 118 14 104 18 122 22 113 26 119 30 95 3 108 7 115 11 102 15 103 19 124 23 108 27 109 4 98 8 100 12 121 16 101 20 123 24 113 28 110 ; Pattern #13 sales [*] := 1 116 5 122 9 108 13 99 17 108 21 116 25 108 29 110 2 122 6 120 10 101 14 110 18 120 22 101 26 110 30 112 3 123 7 112 11 122 15 95 19 119 23 124 27 113 4 114 8 110 12 98 16 124 20 97 24 123 28 112 ; Pattern #14 sales [*] := 1 113 5 100 9 117 13 116 17 97 21 121 25 123 29 117 2 107 6 107 10 99 14 114 18 110 22 124 26 116 30 118 3 97 7 115 11 118 15 124 19 122 23 112 27 107 4 106 8 107 12 119 16 117 20 121 24 108 28 104 ; Pattern #15 sales [*] := 1 113 5 107 9 99 13 118 17 109 21 105 25 125 29 101 2 114 6 102 10 102 14 103 18 107 22 108 26 97 30 96 3 124 7 120 11 111 15 103 19 106 23 114 27 125 4 95 8 99 12 117 16 104 20 99 24 99 28 102 ; Pattern #16 sales [*] := 1 118 5 111 9 116 13 119 17 124 21 111 25 100 29 98 2 124 6 110 10 120 14 100 18 124 22 124 26 109 30 108 3 106 7 121 11 98 15 118 19 118 23 112 27 96 4 99 8 103 12 110 16 111 20 101 24 113 28 118 ; Pattern #17 sales [*] := 1 116 5 104 9 106 13 102 17 106 21 123 25 102 29 117 2 125 6 122 10 109 14 115 18 120 22 122 26 101 30 125 3 116 7 104 11 101 15 124 19 99 23 125 27 118 4 120 8 110 12 102 16 104 20 98 24 102 28 124 ; Pattern #18 sales [*] := 1 114 5 121 9 96 13 116 17 125 21 113 25 100 29 116 2 115 6 121 10 124 14 112 18 118 22 116 26 116 30 115 3 104 7 97 11 117 15 118 19 106 23 122 27 108 4 106 8 116 12 119 16 125 20 109 24 122 28 113 ; Pattern #19 sales [*] := 1 108 5 95 9 99 13 112 17 102 21 122 25 96 29 124 2 101 6 101 10 120 14 123 18 115 22 122 26 124 30 107 3 102 7 98 11 113 15 115 19 107 23 123 27 117 4 102 8 106 12 120 16 96 20 118 24 98 28 110 ; Pattern #20
268
sales [*] := 1 120 5 104 9 96 13 97 17 102 21 104 25 102 29 118 2 123 6 96 10 95 14 109 18 107 22 116 26 110 30 121 3 123 7 108 11 121 15 114 19 118 23 115 27 123 4 102 8 107 12 105 16 107 20 107 24 124 28 109 ; Pattern #21 sales [*] := 1 104 5 95 9 106 13 124 17 112 21 96 25 113 29 119 2 96 6 95 10 102 14 116 18 112 22 122 26 118 30 98 3 98 7 107 11 111 15 118 19 110 23 109 27 119 4 100 8 103 12 114 16 125 20 104 24 110 28 122 ; Pattern #22 sales [*] := 1 121 5 112 9 114 13 121 17 101 21 107 25 115 29 108 2 125 6 116 10 120 14 121 18 98 22 104 26 106 30 107 3 119 7 116 11 105 15 111 19 121 23 99 27 102 4 95 8 112 12 120 16 111 20 100 24 104 28 112 ; Pattern #23 sales [*] := 1 111 5 103 9 116 13 96 17 99 21 117 25 112 29 98 2 101 6 117 10 106 14 95 18 114 22 121 26 110 30 104 3 100 7 107 11 100 15 108 19 121 23 119 27 104 4 96 8 124 12 106 16 99 20 121 24 104 28 99 ; Pattern #24 sales [*] := 1 124 5 113 9 102 13 120 17 96 21 100 25 105 29 112 2 95 6 97 10 115 14 125 18 98 22 104 26 111 30 102 3 122 7 105 11 125 15 96 19 113 23 118 27 109 4 123 8 111 12 95 16 122 20 101 24 107 28 118 ; Pattern #25 sales [*] := 1 117 5 105 9 106 13 118 17 101 21 95 25 105 29 114 2 107 6 124 10 118 14 121 18 118 22 113 26 105 30 116 3 124 7 97 11 97 15 122 19 101 23 97 27 113 4 108 8 112 12 119 16 113 20 106 24 109 28 100 ; Pattern #26 sales [*] := 1 105 5 101 9 118 13 110 17 97 21 119 25 107 29 122 2 102 6 117 10 110 14 123 18 104 22 123 26 97 30 112 3 112 7 115 11 121 15 115 19 111 23 98 27 124 4 96 8 120 12 119 16 113 20 108 24 102 28 96 ; Pattern #27 sales [*] := 1 96 5 97 9 123 13 109 17 117 21 109 25 114 29 107 2 95 6 116 10 121 14 115 18 96 22 116 26 107 30 107 3 100 7 98 11 123 15 101 19 96 23 103 27 120
269
4 124 8 101 12 108 16 125 20 122 24 112 28 118 ; Pattern #28 sales [*] := 1 107 5 112 9 100 13 109 17 95 21 101 25 95 29 109 2 122 6 104 10 125 14 114 18 102 22 117 26 103 30 117 3 101 7 106 11 116 15 97 19 119 23 119 27 98 4 100 8 124 12 105 16 122 20 97 24 104 28 103 ; Pattern #29 sales [*] := 1 112 5 97 9 119 13 119 17 95 21 123 25 106 29 95 2 121 6 97 10 123 14 96 18 95 22 125 26 99 30 125 3 103 7 121 11 114 15 110 19 107 23 122 27 104 4 111 8 108 12 106 16 105 20 121 24 122 28 95 ; Pattern #30 sales [*] := 1 119 5 123 9 98 13 100 17 116 21 101 25 102 29 121 2 106 6 120 10 104 14 100 18 110 22 118 26 125 30 123 3 115 7 99 11 124 15 110 19 119 23 104 27 124 4 112 8 100 12 103 16 111 20 109 24 115 28 100 ; Pattern #31 sales [*] := 1 113 5 118 9 123 13 114 17 124 21 119 25 98 29 102 2 120 6 106 10 105 14 122 18 118 22 109 26 116 30 110 3 101 7 125 11 113 15 108 19 117 23 96 27 100 4 97 8 117 12 102 16 106 20 123 24 125 28 98 ; Pattern #32 sales [*] := 1 109 5 102 9 100 13 103 17 117 21 113 25 117 29 113 2 110 6 112 10 117 14 103 18 102 22 117 26 118 30 111 3 123 7 107 11 97 15 114 19 109 23 109 27 112 4 107 8 106 12 116 16 105 20 96 24 108 28 109 ; Pattern #33 sales [*] := 1 115 5 97 9 98 13 117 17 97 21 115 25 97 29 113 2 111 6 106 10 119 14 120 18 120 22 98 26 95 30 114 3 106 7 100 11 125 15 124 19 99 23 107 27 116 4 112 8 102 12 103 16 124 20 124 24 96 28 124 ; Pattern #34 sales [*] := 1 108 5 113 9 118 13 118 17 115 21 100 25 101 29 104 2 112 6 99 10 117 14 105 18 119 22 116 26 95 30 105 3 96 7 95 11 121 15 109 19 113 23 122 27 104 4 98 8 112 12 125 16 106 20 95 24 120 28 108 ; Pattern #35 sales [*] := 1 124 5 125 9 107 13 123 17 99 21 110 25 116 29 115
270
2 124 6 101 10 121 14 109 18 121 22 125 26 104 30 108 3 98 7 108 11 108 15 108 19 116 23 114 27 102 4 117 8 95 12 101 16 123 20 110 24 105 28 100 ; Pattern #36 sales [*] := 1 121 5 110 9 105 13 121 17 120 21 103 25 110 29 118 2 118 6 114 10 110 14 104 18 119 22 102 26 114 30 114 3 113 7 102 11 111 15 97 19 104 23 96 27 99 4 112 8 104 12 121 16 96 20 125 24 104 28 109 ; Pattern #37
271
APPENDIX E
Installing and Executing the RTI and DMS Adapter
E.1 Installations required
DMS Adapter is used as an interface between the simulation models and the HLA
RTI. The ‘DMSAdapter.dll’, ‘DMSAdapter.fed’, ‘RTI.rid’ and ‘DMSDebugLog.exe’ are
the essential files of the adapter. The ‘DMSAdapter.dll’ is a dynamic link library. It
implements all the functions required of the adapter2. It needs to be called on as a
reference object of Visual Basic editor to make use of the functions. ‘DMSAdapter.fed’
is the federation file that needs to be used with the adapter. The ‘RTI.rid’ file contains
the parameters for setting connection between adapter and the RTI. The
‘DMSDebugLog.exe’ shows the status of the interaction between the adapter and the RTI.
To install, unzip the file ‘Distribution.zip’. Go to the bin sub-folder in the
installed directory. Use ‘RegisterAdapter.bat’ to register the ‘DMSAdapter.dll’. The dll
must be registered. If a “Load Library Failure” error occurs, try to unzip the dll’s from
‘MSNT4dll’s.zip’ into the bin directory. A problem would still be encountered if the
HLA-RTI is not installed in that computer. To over come that, copy the dll’s ‘aced.dll’,
‘libFedTimed.dll’, ‘libRTI-NGd.dll’, ‘orbsvcsd.dll’, and ‘TAOd.dll’ into the bin directory.
These dll’s can be found in the bin sub-directory of the RTI installed directory. The use
of these dll’s helps to install and run the adapter without installing the HLA RTI in that
computer. After successful registration of the ‘DMSAdapter.dll’ run ‘RegDebugLog.bat’,
2 Refer the Distributed Manufacturing Simulation Reference Guide.
272
located in the DebugLog sub-directory, to register the DMSDebugLog. Then create and
set the environment variable RTI_RID_FILE to the ‘RTI.rid’ file located in the bin
directory. For example, the following might be the path for the rid file:
"c:\distribution\bin\RTI.rid". Now the adapter is ready to be used in conjunction with the
simulation models.3
The HLA RTI software can be downloaded and installed from the site
"http://sdc.dmso.mil/". For installation instructions refer to the installation guide provide
during download.
E.2 Executing the RTI
If all federates are running in the same LAN, then the RTI must be started as:
command prompt> rtiexec.exe -multicastDiscoveryEndpoint 224.1.2.3:12345
The ‘rtiexec.exe’ is the RTI. The numbers 224.1.2.3:12345 refer to the IP-address and
port of that RTI. It need not be the actual IP address of the computer on which the RTI is
running. Using different IP-address: port configurations, more than one RTI can be run
on the same LAN. Also in the ‘RTI.rid’ file the following line must be added:
(RtiExecutiveMulticastDiscoveryEndpoint 224.1.2.3:12345)
The IP-address: port specified in this file must be the same as the one used to start the
RTI.
If the federates are running over a WAN or the Intranet, then the RTI must be
started as:
3 More instructions on installing are found in the documentation sub-folder.
273
command prompt>rtiexec -endpoint juno.sie.arizona.edu:12345
juno.sie.arionz.edu:12345 refers to the actual IP address of the computer on which the
RTI is running. Then, in the ‘RTI.rid’ file, the line:
(RtiExecutiveEndpoint 128.196.219.197:12345)
must be added. This line must be commented out or removed when the RTI is running
within the LAN.
When the simulation starts, it checks the ‘RTI.rid’ file. If it finds the
‘RtiExecutiveEndpoint’, then it tries to connect to the RTI running on the computer with
the IP-address specified. If the ‘RtiExecutiveEndpoint’ is not specified, the simulation
searches the entire LAN and tries to connect with the RTI whose IP-address:port is
specified in the ‘RTI.rid’ file’s ‘RtiExecutiveMulticastDiscoveryEndpoint’.
274
REFERENCES
ADELSON, R. M., 1966, The dynamic behaviour of linear forecasting and scheduling rules. Operational Research Quarterly, 17(4), 447-462.
ARI, E. A. and AXSÄTER, S., 1988, Disaggregation under uncertainty in hierarchical production planning. European Journal of Operations Research, 35, 182-186.
AXSÄTER, S., 1985, Control theory concepts in production and inventory control. International Journal of Systems Science, 16, 161–169.
BEAMON, B. M. and CHEN, V. C. P., 2001, Performance analysis of conjoined supply chains. International Journal of Production Research, 39(14), 3195-3218.
BINDER, T., VOX, A., BELYAZID, S., HARALDSSON, H., and SVENSSON, M., 2004, Developing System Dynamics Models from Causal Loop Diagrams. Proceedings of the 22nd International Conference of the System Dynamics Society, Oxford.
BISSELL, C. C., 1996, Control Engineering (London: Chapman & Hall).
BONEY, M. C., POPPLEWELL, K. and MATOUG, M., 1994, Effect of errors and delays in inventory reporting on production system performance. International Journal of Production Research, 35, 93-105.
BURNS, J. R., 2001, Simplified translation of CLDs into SFDs. Proceedings of the 19th International Conference of the System Dynamics Society, Atlanta, GA.
BYRNE, M. D. and BAKIR, M. A., 1999, Production planning using a hybrid simulation – analytical approach. International Journal of Production Economics, 59, 305-311.
CACHON, G. and FISHER, M., 1997, Campbell soup’s continuous replenishment program: evaluation and enhanced inventory decision rules. Production and Operations Management, 6(3), 266-276.
COYLE, R. G., 1977, Management System Dynamics (New York: John Wiley & Sons).
DANGERFIELD, B. and ROBERTS, C., 1996, An Overview of Strategy and Tactics in System Dynamic Optimization. The Journal of Operational Research Society, 47(3), 405-423.
DAS, B. P., RICKARD, J. G., SHAH, N. and MACCHIETTO, S., 2000, An investigation on integration of aggregate production planning, master production scheduling and short-term production scheduling of batch process operations through a common data model. Computers and Chemical Engineering, 44, 63-72.
275
DEJONCKHEERE, J., DISNEY, S. M., LAMBRECHT, M. and TOWILL, D. R., 2003, The dynamics of aggregate planning. Production Planning & Control, 14(6), 497-516.
DEZIEL, D. P. and EILON, S., 1967, A linear production-inventory control rule. The Production Engineer, 43, 93-104.
DISNEY, S. M., 2001. The production and inventory control problem in vendor managed inventory supply chains. Ph.D. Thesis, Cardiff Business School, Cardiff University.
DISNEY, S. M., HOLMSTRÖM, J., KAIPIA, R. and TOWILL, D.R., 2001, Implementation of a VMI production and distribution control system. International Symposium of Logistics.
DISNEY, S. M., NAIM, M. M. and TOWILL, D. R., 2000, Genetic algorithm optimization of a class of inventory control systems. International Journal of Production Economics, 68, 259–278.
DISNEY, S. M., POTTER, A. T. and GARDNER, B. M., 2003, The Impact of Vendor Managed Inventory on Transport Operations. Transport Research Part E, 39, 363-380.
DISNEY, S. M. and TOWILL, D. R., 2002, A Discrete Transfer Function Model to Determine the Dynamic Stability of a Vendor Managed Inventory Supply Chain. International Journal of Production Research, 40(1), 179-204.
DISNEY, S. M. and TOWILL, D. R., 2005, Eliminating drift in inventory and order based production control systems. International Journal of Production Economics, 93-94, 331-344.
DISNEY, S. M., TOWILL, D. R. and VAN DE VELDE, W., 2004, Variance amplification and the golden ratio in production and inventory control. International Journal of Production Economics, 90(3), 295-309.
DMS Adapter Reference Guide, 2001, National Institute of Technology and Science.
DONG, Y. and XU, K., 2002, A supply chain model of vendor managed inventory. Transportation Research Part E: Logistics and Transportation Review, 38(2), 75-95.
EDGHILL, J. and TOWILL, D. R., 1990, Assessing manufacturing system performance: frequency response revisited. Engineering Costs and Production Economics, 19, 319–326.
FORRESTER, J. W., 1961, Industrial Dynamics (Cambridge: MIT Press).
FU, M. C., 2002, Optimization for simulation: theory vs. practice. Informs Journal on Computing, 14(3), 192–215.
FUJIMOTO, R. M., 2000, Parallel and Distributed Simulation Systems (Wiley InterScience).
276
GANESHAN, R. and HARRISON, T. P., 1993, An introduction to supply chain management. Available online via <http://silmaril.smeal.psu.edu/misc/ supply_chain_intro.html> [accessed November 1, 2001].
GLOVER, F., KELLY, J. P. and LAGUNA, M., 1999, The OptQuest Callable Library User’s Documentation, Optimization Technologies Inc., Boulder, CO.
GRUBBSTRÖM, R. W., 1998, A net present value approach to safety stocks in planned production, International Journal of Production Economics, 56(7), 213–229.
GRUBBSTRÖM, R. W. and WIKNER, J., 1996, Inventory trigger control policies developed in terms of control theory. International Journal of Production Economics, 45, 397–406
HAX, A. C. and MEAL, H. C., 1975, Hierarchical integration of production planning and scheduling. In M. A. Geisler (ed), Studies in the Management Sciences, Vol. 1, Logistics, (New York: North-Holland American Elsevier), 53-69
HOLMSTRÖM, J., FRÄMLING, K., KAIPIA, R. and SARANEN, J., 2002, Collaborative Planning, Forecasting and Replenishment: New solutions needed for mass collaboration. Supply Chain Management: An International Journal, 7(3), 136-145.
JAFFERALI, M., VENKATESWARAN, J. and SON, Y., 2005, Performance Comparison of Search-based Simulation Optimization Algorithms for Operations Scheduling, International Journal of Simulation and Process Modeling, 1(1~2), 58-71.
JOHN, S., NAIM, M. M. and TOWILL, D. R., 1994, Dynamic analysis of a WIP compensated decision support system. International Journal of Manufacturing System Design, 1(4), 283-297.
JURY, E. I., 1964, Theory and Application of the z-Transform Method (New York: Robert E. Krieger).
KAACUTEDAACUTER, B., MONOSTORI, L. and SZELKE, E., 1998, An object-oriented framework for developing distributed manufacturing architectures. Journal of Intelligent Manufacturing, 9(2), 173-179.
KATAYAMA, H., 1996, On a two-stage hierarchical production planning system for process industries. International Journal of Production Economics, 59, 305-311.
KELTON, W. D., SADOWSKI, R. P. and SADOWSKI, D. A., 1997, Simulation with Arena. 1st Ed (New York: McGraw-Hill).
KELTON, W. D., SADOWSKI, R. P. and SADOWSKI, D. A., 2001, Simulation with Arena. 2nd Ed (New York: McGraw-Hill).
277
KUHL, F., WEATHERLY, R. and DAHMANN, J., 1999, Creating Computer Simulations: An Introduction to the High Level Architecture (Upper Saddle River, NJ: Prentice-Hall).
LAMBERT, D. M., COOPER, M. C. and PUGH, J .D., 1998, Supply chain management: implementation issues and research opportunities. International Journal of Logistics Management, 9(2), 1-19.
LEE H. L. and BILLINGTON, C., 1993, Materials management in decentralized supply chain. Operations Research, 41(5), 835-847.
LEE, H. L., PADMANABHAN, V. and WHANG, S., 1997, Information distortion in a supply chain: the bullwhip effect. Management Science, 43(4), 546-558.
LEE, Y. H., CHO, M. K. and KIM, Y. B., 2002, A Discrete-Continuous Combined Modeling Approach for Supply Chain Simulation. Simulation, 78(5), 321-329.
LEE, Y. H. and KIM S. H., 2002, Production–distribution planning in supply chain considering capacity constraints. Computers & Industrial Engineering, 43(1), 169-190.
LEONG, G. K., OLIFF, M. D. and MARKLAND, R. E., 1989, Improved hierarchical production planning, Journal of Operations Management, 8(2), 90-114.
MABERT, V. A. and VENKATARAMANAN, M. A., 1998, Special research focus on supply chain linkage: challenges for design and management in the 21st century. Decision Sciences, 29(3), 537-552.
MAIONE, B. and NASO, D., 2001, Evolutionary adaptation of dispatching agents in heterarchical manufacturing systems. International Journal of Production Research, 39(7), 1481-1503.
MCKAY, K. N. and WIERS, V. C. S., 2003, Integrated decision support for planning, scheduling and dispatching tasks in a focused factory. Computers in Industry, 50, 5-14.
MCLEAN, C. and RIDDICK, F., 2000, The IMS Mission architecture for distributed manufacturing simulation. Proceedings of the Winter Simulation Conference (Orlando, FL), 1540-1548.
MEHRA, A., MINIS, I. and PROTH, J. M., 1996, Hierarchical production planning for complex manufacturing systems. Advances in Engineering Software, 26, 209-218.
MOHANTY, R. P. and KULKARNI, R. V., 1987, Hierarchical production planning: comparison of some heuristics, Engineering Costs and Production Economics, 11, 203-214.
NORAN, O. S., 2004, Business Modeling: UML vs IDEF, School of Computing and Information Technology, Griffith University, Australia. Available online at
278
<http://www.cit.gu.edu.au/~noran/Docs/UMLvsIDEF.pdf> [accessed August 3, 2003]
ORTEGA, M. and LIN, L., 2004, Control Theory Applications to the Production-Inventory Problem: A Review. International Journal of Production Research, 42(11), 2303-2322.
PANWALKER, S. S. and ISKANDER, W., 1977, A survey of scheduling rules. Operations Research, 25(1), 45–61.
PETROPOULAKIS, L. and GIACOMINI, L., 1998, Development of Hybrid Simulator for Manufacturing Process. Computers in Industry, 36, 117-124.
QUI, M. M. and BURCH, E. E., 1997, Hierarchical production planning and scheduling in a multi-product, multi-machine environment. International Journal of Production Research, 35(11), 3023-3042.
RABELO, L., HELAL, M., JONES, A., MIN, J., SON, Y. J. and DESHMUKH, A., 2003, A hybrid approach to manufacturing enterprise simulation. Proceedings of the Winter Simulation Conference (New Orleans, LA), 1125-1133.
REID, R. A. and KOLJONEN, E. L., 1999, Validating a manufacturing paradigm: a system dynamics modeling approach. Proceedings of the 1999 Winter Simulation Conference (Phoenix, AZ), 759–765.
RICHARDSON, G. P. 1986. Problems with Causal Loop Diagrams. System Dynamics Review, 2(2) (Summer): 158-170.
RICHARDSON, G. P. 1997. Problems in Causal Loop Diagrams Revisited. System Dynamics Review, 13(3) (Summer): 247-252.
SCHNEEWEISS, C., 2003, Hierarchies in Distributed Decision Making, 2nd edn (Berlin: Springer).
SETHI, S. P., TAKSAR, M. and ZHANG, Q., 1995, Hierarchical capacity expansion and production planning decisions in stochastic manufacturing systems. Journal of Operations Management, 12, 331-352.
SETHI, S. P., ZHANG, H. and ZHANG, Q., 2000, Hierarchical production control in a stochastic N-machine flowshop with limited buffers. Journal of Mathematical Analysis and Applications, 246, 28-57.
SIMATUPANG, T.M. and SRIDHARAN, R., 2002, The collaborative supply chain. International Journal of Logistics Management, 13(1), 15-30.
279
SON, Y., JOSHI, S. B., WYSK, R. A. and SMITH, J. S., 2002, Simulation Based Shop Floor Control. Journal of Manufacturing Systems, 21(5), 380 - 394.
SRINIVASA RAGAVAN, N. R. and VISWANATHAN, N., 2001, Generalized queuing network analysis of integrated supply chains. International Journal of Production Research, 39(2), 205-224.
STERMAN, J. D. 2000. Business Dynamics (Boston: MA: Mc-Graw Hill).
SWAMINATHAN, J. M., SMITH, S. F. and SADEH, N. M., 1995, Modeling the dynamics of supply chains. The Robotics Institute, Carnegie Mellon University, Pittsburg, Pennsylvania.
TANG, O. and NAIM, M. M., 2004, The Impact of Information Transparency on the Dynamic Behaviour of a Hybrid Manufacturing/Remanufacturing System. International Journal of Production Research, 42(19), 4135–4152.
TAYLOR, S. J. E., SUDRA, R., JANAHAN, T., TAN, G. and JOHN, L., 2002, An infrastructure for distributed supply chain simulation. Simulation, 78(5), 312-320.
TOWILL, D. R., 1982, Dynamic analysis of an inventory and order based production control system. International Journal of Production Research, 20, 671–687.
TOWILL, D. R., 1991, Supply chain dynamics. International Journal of Computer Integrated Manufacturing, 4(4), 197-208.
TOWILL, D. R., EVANS, G. N. and CHEEMA, P., 1997, Analysis and design of an adaptive minimum reasonable inventory control system. Production Planning and Control, 8, 545–557.
TSUBONE, H. and FURUTA, H., 1996, Replanning timing in hierarchical production planning. International Journal of Production Economics, 44, 53-61.
VENKATESWARAN, J. and SON, Y., 2004a, Impact of modelling approximations in supply chain analysis – an experimental study, International Journal of Production Research, 42(15), 2971-2992.
VENKATESWARAN, J. and SON, Y., 2004b, Design and Development of a Prototype Distributed Simulation for Evaluation of Supply Chains. International Journal of Industrial Engineering, 11(2), 151 – 160.
VENKATESWARAN, J. and SON, Y., 2004c, Distributed and hybrid simulations for manufacturing systems and integrated enterprise. Proceedings of the 2004 Industrial Engineering Research Conference (Houston, TX).
280
VENKATESWARAN, J. and SON, Y., 2004d, Hybrid System Dynamic – Discrete Event Simulation based Architecture for Hierarchical Production Planning. International Journal of Production Research, (submitted)
VENKATESWARAN, J., SON, Y. and JONES, A., 2004, Hierarchical production planning using a hybrid system dynamic-discrete event simulation architecture. Proceedings of the Winter Simulation Conference (Washington, D.C.).
VASSIAN, H. J., 1954, Application of discrete variable servo theory to inventory control. Journal of the Operations Research Society of America, 3(3), 272-282.
VICENS, E., ALEMANY, A. E., ANDRÉS, C. and GUARCH, J. J., 2001, A design and application methodology for hierarchical production planning decision support systems in an enterprise integration context. International Journal of Production Economics, 74, 5-20.
WHITE, A. S., 1999, Management of inventory using control theory. International Journal of Technology Management, 17, 847–860.
WIKNER, J., NAIM, M. M. and TOWILL, D. R., 1992, The system simplification approach in understanding the dynamic behaviour of a manufacturing supply chain. Journal of Systems Engineering, 2, 164–178.
YAN, H. S., 1997, An interaction/prediction approach to hierarchical production planning and control with delay interaction equations. Computer Integrated Manufacturing Systems, 10(4), 309-320.
ZEIGLER, B. P. and SARJOUGHIAN, H. S., 2000, Creating distributed simulation using DEVS M&S environments. Proceedings of the Winter Simulation Conference (Orlando, FL), 158-160.










![Matteo Papini Alberto Maria Metelli Lorenzo Lupo Marcello ...The OPTIMIST index [Papini et al., 2019] 11 11 A UCB-like index: t argmax P Jq loomoontp q ESTIMATE a robustmultiple importance](https://static.fdocument.org/doc/165x107/5e4f9ae91316101122798f7b/matteo-papini-alberto-maria-metelli-lorenzo-lupo-marcello-the-optimist-index.jpg)