OPTOELEKTRONIKA — ORGANIZACIJA PROIZVODNJE...
16
OPTOELEKTRONIKA — ORGANIZACIJA PROIZVODNJE 701 Za sinusno promjenljiv svjetlosni signal opada zatö faktor pojačanja s frekvencijom, pa umnožak strujnog pojačanja i širine pojasa ovisi samo о vremenu proleta i iznosi prema (8) M 0B = 1 2πτ (12) Uz brzinu nosilaca naboja u zasićenju od 105m/s i duljinu fotootpomika (duljina puta nosilaca) veću od 10 [лп taj je umno- žak M0B< 1 GHz. Fotootpornici imaju, dakle, veliku osjet- ljivost samo za relativno niskofrekvencijska kolebanja svjetla. Za odziv na višim frekvencijama kolebanja svjetla moraju imati kratka vremena proleta, dakle moraju biti ekstremno kratki, a narinuti napon visok. Debljina fotootpornika mora biti takva da upadno svjetlo djelotvorno apsorbira i postigne veliku kvantnu djelotvornost. Unutrašnji fotovodiči općenito veoma apsorbiraju (linearni koeficijent apsorpcije 2a « IO5· -IO8 m -1), pa mogu biti vrlo tanki. Vanjski fotovodiči imaju slabiju apsorpciju (2a « IO2·••103m -1), ра moraju biti deblji. Foto - otpornici se izrađuju s jednostavnim, paralelnim elektrodama, odnosno s int er digitalnim elektrodama, između kojih nastaju vrlo kratki i široki strujni putovi za veliku osjetljivost (si. 18). 0,1 mm SI. 18. Fotootpornici: a sa dvije paralelne elektrode, b s interdigitalnim elektrodama Unutrašnji fotovodiči imaju i pri sobnoj temperaturi do- voljnu osjetljivost, iako se dubokim hlađenjem višestruko po- većava moć praćenja (brzina odziva npr. za InSb uz 77 К čak 300 puta). Time, međutim, isto tako raste vrijeme odziva. Vanjski fotovodiči imaju samo kod dubokog hlađenja dovoljnu moć praćenja (tabi. 4). LIT.: Joint Conference on Fasers and Opto-electronics. 25.-28. 3. 1969, 1ERE, London. — W. K. Pratt, Laser Communication Systems. J. Wiley, New York 1969. — Laser 75, Optoelectronics, Munich 24/27, June 1975. Conference Proceedings, IPC Science and Technology Press, Guildford. — H. G. Unger, Optische Nachrichtentechnik. Elitera, Berlin 1976. — S. E. Miller, A. G. Chynoweth, Optical Fiber Telecommunications. Academic Press, New York 1979. — G. Winstel, C. Weyrich, Optoelektronik I. Springer- - Verlag, Berlin 1980. B. Kviz ORGANIZACIJA PROIZVODNJE, znanstveno područje u oblasti tehnike koje se bavi istraživanjem, projek- tiranjem i usavršavanjem proizvodnog sustava (statički dio pro- izvodnje), te istraživanjem, projektiranjem, usavršavanjem, pri- premanjem, koordiniranjem i praćenjem odvijanja tehnološ- kog i proizvodnog procesa (dinamički dio proizvodnje) da bi se uz optimalne troškove dobio proizvod u utvrđenom roku i u traženoj količini i kvaliteti. Pri tom se uzimaju u obzir čovjek i njegove mogućnosti, raspoloživi materijal i sredstva rada, te njihovo uzajamno djelovanje. Rješavajući tehničke probleme, organizacija proizvodnje dio je šire interdisciplinarne znanstvene oblasti koja obuhvaća i ekonomske i sociološke probleme, a naziva se organizacija rada. Potreba za organiziranim načinom rada postojala je već u starih naroda. Da bi se radovi izvodili organizirano, babilonski kralj Hamurabi (*-1729— — *-1686) uveo je planiranje rada i kontrolu proizvodnje, proračunavanje po - trebnog broja radnika i radnih dana, te opis rada i zapisivanje podataka 0 potrebnom vremenu. Atenski vojskovođa i povjesničar Ksenofont (<-430— — *—354) zastupa specijalizaciju u radu i podjelu rada na operacije. Leonardo da Vinci (1452— 1519) utvrđuje vrijeme po zahvatima za prebacivanje zemlje lopatom, određuje predah u radu i piše о različitoj brzini rada radnika. Francuski inženjer J. R. Perronet (1708— 1794) prvi u industriji snima vrijeme 1 raščlanjuje proces proizvodnje igala na 18 operacija. Francuski maršal i vojni inženjer S. Vauban (1633— 1707) određuje potrebno vrijeme za radove, te raspored rada i odmora u toku ljetnog i zimskog razdoblja. Engleski matematičar Ch. Babbage (1792— 1871) analizira proces (1832), snima vrijeme kronometrom, postavlja principe istraživanja i razvoja, proučava smještaj tvor- nice s obzirom na sirovinu. Sve su to bili pojedinačni radovi, a potreba zc znanstvenim pristupom i sustavnim rješavanjem problema organizacije proiz- vodnje javlja se u doba širenja industrijske proizvodnje. Prvi je to uočio strojarski inženjer F. W. Taylor (1856— 1915) koji je svojim djelima Shop management i The principles of scientific management postavio osnovne prin- cipe u organiziranju proizvodnje, koji osiguravaju djelotvorniju proizvodnju. Taylor zastupa funkcionalni oblik organizacijske strukture. I dok je Taylor stavljao u težište svojih radova studij vremena, dotle F. B. Gilbreth (1868— 1924) stavlja u prvi plan studij pokreta čovjeka koji obavlja neki posao. Uspješna suradnja njegove supruge L. M. Gilbreth (1878— 1972), koja je bila psiholog, dovodi do toga da se u studij pokreta uključi psihofiziologija rada. Američki inženjer H. L. Gantt (1861— 1919) proučava elemente rada i sustav stimulacije, a razvio je 1901. grafičku metodu planiranja i praćenja proizvodnje (gantogrami). Američki inženjer Ch. Bedaux (1887— 1944) razvio je novi sustav određivanja vremena rada u kojemu uzima u obzir i predah u radu. Rad tih pionira na području organizacije proizvodnje (u Americi nazvano Industrial engineering, za razliku od naziva Management ) poticalo je i mnogo pomoglo Udruženje američkih strojarskih inženjera (American Society of Mechanical Engineers, ASME) koje je 1912. god, promoviralo industrial enginering kao znanstveno područje. Francuski rudarski inženjer H. Fayol (1841 — 1925) u svom djelu Admini- stration industrielle et generale izlaže svoju filozofiju i pristup organiziranju, ali ne samo proizvodnje već i cjelokupnog poslovanja u industriji, zastupajući linijski oblik organizacijske strukture. Organizacija proizvodnje počela se intenzivnije razvijati na znanstvenim temeljima u metaloprerađivačkoj industriji, i to od inženjera koji su se, radi uspješnijeg obavljanja rada, morali baviti problemima neposredne proizvodnje. Razvijajući principe i metode prema kojima se proizvodnja može dobro organizirati, oni su postavili temelje i za djelotvorno organiziranje cjelokupnog poslovanja poduzeća, a time su omogućili da se razvije znanstveno područje organizacije rada. I za našu je zemlju karakteristično da su inženjeri započeli i razvili po- dručje organizacije proizvodnje i organizacije rada: P. Jušić, F. Podbrežnik, M. Pilar, D. Domainko, A. Đurašević, i poslije njih mnogi drugi. Za vrijeme drugoga svjetskog rata u Engleskoj se, radi djelotvornijeg rješavanja ratnih problema, razvilo područje nazvano Operativno istraživanje, u kojemu se traži optimalno rješenje problema primjenjujući matematičko- -statističke metode i teoriju vjerojatnosti. Karakteristika je operativnog istra - živanja znanstveni pristup istraživanju i traženju optimuma, uzimajući u obzir sve utjecajne čimbenike i njihovu međusobnu zavisnost. Tako se nastpji izraditi model cjelovitog problema koji treba omogućiti da se odredi optimum ovisan 0 cilju koji se želi postići. U operativnom je istraživanju pristup rješavanju problema drugačiji od klasičnog tj. uočava se postojanje više čimbenika koji utječu na rješavanje problema kao i njihovo međusobno djelovanje (interakcija), uočava se djelo- vanje slučaja, stvara se ekipa raznorodnih stručnjaka te se uvodi pojam optimalnoga i suboptimalnoga. Metode operativnog istraživanja brzo su se prenijele u SAD gdje su se odmah poslije rata počele primjenjivati za rješavanje problema u organizaciji industrijske proizvodnje. Te su se metode (linearno programiranje, teorija re- pova, teorija igara, tehnike mrežnog planiranja i druge) vrlo brzo razvijale zahvaljujući i razvoju elektroničkih računskih strojeva, pa su se počele vrlo uspješno primjenjivati i u drugim područjima. Kao što je operativno istraživanje pomoglo da se problemi u organizira- nju proizvodnje bolje i djelotvornije rješavaju, tako su i psihofiziologija rada, studij međuljudskih odnosa te u posljednje vrijeme ergonomija i biomehanika mnogo pridonijeli da se problemi organizacije rada ne promatraju samo tehnički, već i psihofiziološki i sociološki. Shvaćeno je da je proizvodnja sustav u kojemu zajednički djeluju čovjek, sredstva i radna okolina, pa je zato bitno da se nji- hovi međusobni odnosi tako usklade da je osigurana humanizacija rada. Prema poslovima, zadacima i cilju organizacija proizvodnje obuhvaća projektiranje proizvodnog sustava, projektiranje tehnološkog i proizvodnog procesa, studij rada, planiranje i praćenje proizvodnje, kontrolu kvalitete, rukovanje materijalom 1 održavanje. Svaka je od tih disciplina u industrijskoj proiz- vodnji u principu poseban odjel ili stručna služba. PROJEKTIRANJE PROIZVODNOG SUSTAVA Zadatak je projektiranja proizvodnog sustava istraživati, projektirati, pratiti i usavršavati proizvodni sustav, nastojeći uvijek postići optimalni rezultat. Svaka je proizvodnja složeni sustav u kojemu se odvijaju tehnološki i proizvodni procesi. Da bi se ti procesi mogli u proizvodnom sustavu tako odvijati da se rezultat proizvodnje dobije uz optimalne uvjete, potrebno je postaviti takvu orga- nizacijsku strukturu (statički dio u organizaciji proizvodnje) koja će omogućiti neometano odvijanje procesa, pratiti njeno djelovanje i djelotvornost te je usavršavati. To zahtijeva jedno- značno određivanje svih utjecajnih faktora koji sudjeluju u proizvodnji, pridržavajući se svih prihvaćenih organizacijskih principa, jer organizirati znači povezivati sve podsustave u je- dan skladni sustav. Pri tom se uvažavaju sljedeće polazne i te- meljne postavke:
Transcript of OPTOELEKTRONIKA — ORGANIZACIJA PROIZVODNJE...

OPTOELEKTRONIKA — ORGANIZACIJA PROIZVODNJE 701
Za sinusno promjenljiv svjetlosni signal opada zatö faktor pojačanja s frekvencijom, pa umnožak strujnog pojačanja i širine pojasa ovisi samo о vremenu proleta i iznosi prema (8)
M 0B =1
2πτ( 12 )
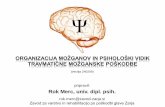
Uz brzinu nosilaca naboja u zasićenju od 105m/s i duljinu fotootpomika (duljina puta nosilaca) veću od 10 [лп taj je umnožak M 0B < 1 GHz. Fotootpornici imaju, dakle, veliku osjetljivost samo za relativno niskofrekvencijska kolebanja svjetla. Za odziv na višim frekvencijama kolebanja svjetla moraju imati kratka vremena proleta, dakle moraju biti ekstremno kratki, a narinuti napon visok. Debljina fotootpornika mora biti takva da upadno svjetlo djelotvorno apsorbira i postigne veliku kvantnu djelotvornost. Unutrašnji fotovodiči općenito veoma apsorbiraju (linearni koeficijent apsorpcije 2a « IO5· -IO8 m -1), pa mogu biti vrlo tanki. Vanjski fotovodiči imaju slabiju apsorpciju (2a « IO2·••103m -1), ра moraju biti deblji. Fotootpornici se izrađuju s jednostavnim, paralelnim elektrodama, odnosno s int er digitalnim elektrodama, između kojih nastaju vrlo kratki i široki strujni putovi za veliku osjetljivost (si. 18).
0,1 mm
SI. 18. F o to o tp o rn ic i: a sa dvije paralelne elektrode, b s in terd ig italn im e lek trodam a
Unutrašnji fotovodiči imaju i pri sobnoj temperaturi dovoljnu osjetljivost, iako se dubokim hlađenjem višestruko povećava moć praćenja (brzina odziva npr. za InSb uz 77 К čak 300 puta). Time, međutim, isto tako raste vrijeme odziva. Vanjski fotovodiči imaju samo kod dubokog hlađenja dovoljnu moć praćenja (tabi. 4).
L I T .: Jo in t C on ference on F asers and O p to -e lec tron ics. 2 5 . - 2 8 . 3. 1969, 1E R E , L ondon . — W. K . P ra tt, L ase r C om m u n ica tio n System s. J. W iley , N ew Y ork 1969. — L aser 75, O p toelec tron ics , M u n ich 24/27 , Ju n e 1975. C on ference P roceed ings, IP C Science and T echno logy P ress, G u ild fo rd . — H. G. Unger, O p tische N ach rich ten techn ik . E lite ra , B erlin 1976. — S . E. M iller, A . G. Chynoweth, O ptical F ib er T e lecom m unications. A cadem ic P ress, N ew Y ork 1979. — G. W instel, C. W eyrich, O p toelek tron ik I. S p ringer- - V erlag , B erlin 1980.
B. Kviz
ORGANIZACIJA PROIZVODNJE, znanstveno područje u oblasti tehnike koje se bavi istraživanjem, projektiranjem i usavršavanjem proizvodnog sustava (statički dio proizvodnje), te istraživanjem, projektiranjem, usavršavanjem, pripremanjem, koordiniranjem i praćenjem odvijanja tehnološkog i proizvodnog procesa (dinamički dio proizvodnje) da bi se uz optimalne troškove dobio proizvod u utvrđenom roku i u traženoj količini i kvaliteti. Pri tom se uzimaju u obzir čovjek i njegove mogućnosti, raspoloživi materijal i sredstva rada, te njihovo uzajamno djelovanje. Rješavajući tehničke probleme, organizacija proizvodnje dio je šire interdisciplinarne znanstvene oblasti koja obuhvaća i ekonomske i sociološke probleme, a naziva se organizacija rada.
P o treb a za o rganiziranim načinom rada posto ja la je već u starih naroda. D a bi se radov i izvodili o rgan izirano , babilonski kralj H am urab i (*-1729—— *-1686) uveo je p lan iranje rada i kon tro lu proizvodnje, p ro računavan je po tre b n o g b ro ja radn ika i radn ih dana , te opis rad a i zapisivanje p o d a tak a0 po treb n o m vrem enu. A tenski vojskovođa i povjesničar K senofont (<-430—— *—354) zastupa specijalizaciju u radu i podjelu rad a na operacije. L eonardo da Vinci (1452— 1519) u tvrđuje vrijem e po zahvatim a za prebacivanje zemlje lopa tom , određu je predah u radu i piše о različitoj brzini rad a radnika. F rancusk i inženjer J. R. P erronet (1708— 1794) prvi u industriji sn im a vrijem e1 raščlanju je proces proizvodnje igala na 18 operacija . F rancusk i m arša l i vojni inženjer S. V auban (1633— 1707) određuje po trebno vrijem e za radove,
te raspored rada i od m o ra u toku ljetnog i zim skog razdoblja. Engleski m a tem atičar Ch. Babbage (1792— 1871) analizira proces (1832), sn im a vrijem e k ronom etrom , postavlja principe istraživanja i razvoja, p roučava smještaj tv o rnice s obzirom na sirovinu. Sve su to bili pojedinačni radovi, a po treb a zc znanstvenim pristupom i sustavnim rješavanjem p rob lem a organizacije p ro izvodnje javlja se u d o b a širenja industrijske proizvodnje. P rv i je to uočio strojarski inženjer F. W. T ay lo r (1856— 1915) koji je svojim djelim a Shop management i The principles o f scientific management postavio osnovne p rin cipe u organ iziran ju proizvodnje, koji osiguravaju d je lo tvorniju pro izvodnju. T ay lo r zastupa funkcionaln i oblik organizacijske struk tu re . I dok je T ay lo r stav ljao u težište svojih radova studij vrem ena, dotle F. B. G ilb re th (1868— 1924) stavlja u prvi plan studij p o k re ta čovjeka koji obav lja neki posao. U spješna su rad n ja njegove supruge L. M. G ilb re th (1878— 1972), koja je bila psiholog, dovod i do toga d a se u studij po k re ta uključi psihofiziologija rada. Američki inženjer H. L. G an tt (1861— 1919) p roučava elem ente rad a i sustav stim ulacije, a razvio je 1901. grafičku m etodu p lan iran ja i p raćen ja pro izvodnje (gantogram i). Američki inženjer Ch. Bedaux (1887— 1944) razvio je novi sustav o d ređ ivan ja vrem ena rad a u kojem u uzim a u obzir i p redah u radu. Rad tih p ion ira n a području organizacije pro izvodnje (u A m erici nazvano Industrial engineering, za razliku od naziva M anagem ent) po ticalo je i m nogo pom oglo U družen je am eričkih s tro ja rsk ih inženjera (A m erican Society of M echanical Engineers, A SM E) koje je 1912. god, p rom oviralo industrial enginering kao znanstveno područje.
F rancusk i rudarsk i inženjer H. Fayol (1841 — 1925) u svom djelu A dm inistration industrielle et generale izlaže svoju filozofiju i pristup organiziranju , ali ne sam o proizvodnje već i c jelokupnog poslovanja u industriji, zastupajući linijski oblik organizacijske strukture .
O rganizacija pro izvodnje počela se intenzivnije razvijati na znanstvenim tem eljim a u m etaloprerađ ivačko j industriji, i to od inženjera koji su se, radi uspješnijeg o bav ljan ja rada , m orali baviti problem im a neposredne proizvodnje. R azvijajući principe i m etode p rem a kojim a se pro izvodn ja m ože dob ro organ izirati, on i su postavili tem elje i za d je lo tvorno organiziranje cjelokupnog poslovan ja poduzeća, a time su om ogućili d a se razvije znanstveno područje organizacije rada.
I za našu je zemlju karak teristično da su inženjeri započeli i razvili p o dručje organizacije proizvodnje i organizacije rada : P. Jušić, F. P odbrežnik , M. P ilar, D. D om ainko , A. Đ urašević, i poslije njih m nogi drugi.
Za vrijeme drugoga svjetskog ra ta u Engleskoj se, rad i d jelotvornijeg rješavan ja ra tn ih problem a, razvilo područje nazvano Operativno istraživanje, u kojem u se traži optim alno rješenje p rob lem a prim jenjujući m atem atičko- -statističke m etode i teoriju v jero jatnosti. K arak te ris tik a je operativnog is traživanja znanstveni pristup istraživanju i traženju op tim um a, uzim ajući u obzir sve utjecajne čim benike i njihovu m eđusobnu zavisnost. T ako se nastpji izraditi m odel cjelovitog p rob lem a koji tre b a om ogućiti d a se odredi optim um ovisan0 cilju koji se želi postići.
U operativnom je istraživanju pristup rješavanju problem a drugačiji od k lasičnog tj. uočava se posto jan je više č im benika koji utječu na rješavanje prob lem a kao i njihovo m eđusobno djelovanje (interakcija), uočava se d je lovanje slučaja, stvara se ek ipa razno rodn ih s tručn jaka te se uvodi pojam op tim aln o g a i suboptim alnoga.
M etode operativnog istraživanja brzo su se prenijele u SAD gdje su se odm ah poslije ra ta počele prim jenjivati za rješavanje p rob lem a u organizaciji industrijske proizvodnje. Te su se m etode (linearno p rogram iran je , teo rija repova, teo rija igara, tehn ike m režnog p lan iran ja i druge) vrlo brzo razvijale zahvaljujući i razvoju elektroničkih računskih strojeva, pa su se počele vrlo uspješno prim jenjivati i u drugim područjim a.
K ao što je o p era tivno istraživanje pom oglo da se problem i u o rgan iz iranju pro izvodnje bo lje i djelotvornije rješavaju, tako su i psihofiziologija rada, studij m eđuljudskih odnosa te u posljednje vrijem e ergonom ija i b iom ehan ika m nogo pridonijeli da se problem i organizacije rad a ne p rom atra ju sam o tehnički, već i psihofiziološki i sociološki. Shvaćeno je da je pro izvodnja sustav u kojem u zajednički djeluju čovjek, sredstva i radna okolina, pa je za to b itno da se n jihovi m eđusobni odnosi tako usklade da je o sigurana hum anizacija rada.
Prema poslovima, zadacima i cilju organizacija proizvodnje obuhvaća projektiranje proizvodnog sustava, projektiranje tehnološkog i proizvodnog procesa, studij rada, planiranje i praćenje proizvodnje, kontrolu kvalitete, rukovanje materijalom1 održavanje. Svaka je od tih disciplina u industrijskoj proizvodnji u principu poseban odjel ili stručna služba.
PROJEKTIRANJE PROIZVODNOG SUSTAVA
Zadatak je projektiranja proizvodnog sustava istraživati, projektirati, pratiti i usavršavati proizvodni sustav, nastojeći uvijek postići optimalni rezultat.
Svaka je proizvodnja složeni sustav u kojemu se odvijaju tehnološki i proizvodni procesi. Da bi se ti procesi mogli u proizvodnom sustavu tako odvijati da se rezultat proizvodnje dobije uz optimalne uvjete, potrebno je postaviti takvu organizacijsku strukturu (statički dio u organizaciji proizvodnje) koja će omogućiti neometano odvijanje procesa, pratiti njeno djelovanje i djelotvornost te je usavršavati. To zahtijeva jednoznačno određivanje svih utjecajnih faktora koji sudjeluju u proizvodnji, pridržavajući se svih prihvaćenih organizacijskih principa, jer organizirati znači povezivati sve podsustave u jedan skladni sustav. Pri tom se uvažavaju sljedeće polazne i temeljne postavke:

702 ORGANIZACIJA PROIZVODNJE
a) Čovjek je u organizaciji rada najvažniji element kojemu treba u prvom redu posvetiti punu pažnju te osigurati njegovu dobrovoljnu suradnju.
b) Pravo odlučivanja i odgovornost za donesene odluke jesu nerazdvojivi, a autoritet se ne stječe položajem, već jedino radom.
c) Potrebna je jasna i nedvosmislena odluka za koju se mora znati kakve posljedice ona donosi.
d) Točna, potpuna, pravovremena i jasna informacija potrebna je svima koji sudjeluju u procesu proizvodnje.
e) Vrijeme je jedno od osnovnih organizacijskih mjerila i zato ga treba realno odrediti.
Organizacijska struktura proizvodnog sustava mora uvijek osigurati optimalno rješenje sljedećih problema: što će se raditi, odnosno proizvoditi, i da li za to ima uvjeta; tko će obavljati poslove i uz kakvo potrebno znanje; od kakva materijala ili sirovine treba proizvoditi; koliko treba proizvoditi da bi proizvodnja bila ekonomična i rentabilna; gdje će se raditi da bi se postigla tražena kvaliteta; kako treba raditi da bi se proizvodilo uz traženu kvalitetu i uz optimalne troškove; kojim pomoćnim sredstvima treba biti opskrbljeno radno mjesto da se može traženo postići; za koje vrijeme se može i mora obaviti rad; kada treba započeti i završiti s radom da bi se zadovoljilo traženim rokovima.
PROJEKTIRANJE TEHNOLOŠKOG I PROIZVODNOG PROCESA
Zadatak je projektiranja tehnološkog i proizvodnog procesa da, optimalno s tehničko-ekonomskog i organizacijskog gledišta, oblikuje tehnološki i proizvodni proces, i to prema najnovijim dostignućima znanosti, uzimajući u obzir međusobno djelovanje sustava čovjek—radno mjesto—okolina u normalnim okolnostim a
Tehnološki proces u biti je samo proces preobrazbe, tj. obradbe i preradbe materijala promjenom njegovih fizikalnih, odnosno kemijskih svojstava, a svrha mu je izraditi proizvod određenih svojstava i kvalitete. Zapravo sadrži samo redoslijed i opis metoda rada radnih operacija. Može obuhvaćati i kontrolu kvalitete ako se želi utvrditi da li se operacija izvela u propisanim granicama koje osiguravaju upotrebnu vrijednost proizvoda
Proizvodni proces je organizacijsko rješavanje tehnoloških procesa u prostoru, dakle, određivanje proizvodne prostome strukture, što obuhvaća razmještaj radnih mjesta i svih potrebnih površina. Zato sadrži, osim radnih postupaka operacije, još i postupke kontrole, transporta, zastoja i uskladištenja, a sastoji se od više tehnoloških procesa.
Razradba tehnološkog procesa počinje nakon dobivanja nacrta iz konstrukcijskog ureda, a njegove djelatnosti jesu:
Analiza tehnologičnosti konstrukcije. Tehnolog mora analizirati da li je konstrukcijska dokumentacija, koja se sastoji od sastavnih shema i crteža, sastavnica proizvoda i crteža dijelova, jasna i potpuna, a podaci jednoznačni. Konstrukcija mora biti takva da je zamišljeni proizvod pogodan za proizvodnju u konkretnim uvjetima, a tome će mnogo doprinijeti dobra suradnja tehnologa i konstruktora.
Određivanje sirovih dimenzija materijala. Dok se u konstrukciji određuje vrsta i kvaliteta materijala, u tehnološkoj se razradbi određuje oblik i količina materijala od kojeg će se neki dio ili proizvod obrađivati. Pri tom se vodi računa da kalkulativna količina materijala obuhvaća količinu sirovog materijala sa svim gubicima i otpacima koji nastaju prigodom pripremanja materijala za obradbu i prilikom obradbe, odnosno preradbe.
Određivanje broja i redoslijeda radnih postupaka. U tehnološkom i proizvodnom procesu sirovina se postupnom obradbom pretvara u proizvod sljedećim radnim postupcima, a to su:
Operacija O , radni postupak kojim se mijenja oblik ili svojstvo materijala kad se jedan predmet spaja s drugim ili se od njega odvaja, ili kad ga se priprema za neki drugi radni postupak. Obavlja se najednom radnom mjestu. Pod operacijom
se smatra isto tako davanje ili primanje uputa, ili kad se nešto projektira ili izračunava.
Transport сф radni postupak kojim se neki predmet prenosi s jednog radnog mjesta na drugo, osim ako je to dio radnog postupka na jednom radnom mjestu.
Kontrola □ , radni postupak kojim se u bilo kojem obliku, ispituje kvaliteta ili količina nekog izratka.
Zastoj D, radni postupak kad okolnosti ne dopuštaju ili ne zahtijevaju da se odmah izvede neki drugi radni postupak.
U skladištenje V, radni postupak kad je predmet obradbe ili izradak spremljen u skladištu da bi se osigurao od nekog nedopuštenog radnog postupka
Za svaki dio nekog proizvoda propisuje se u koliko će se operacija izrađivati i kakav je redoslijed tih operacija. Pri tom mnogo utječe tip proizvodnje, tj. da li je proizvodnja pojedinačna, serijska ili masovna, о čemu ovisi veličina serije. Nadalje je važno odrediti i sve potrebne alate (univerzalne ili specijalne) ili naprave pomoću kojih se dio može izraditi. Zahtjev za izradbu alata ili naprava tehnolog upućuje u odjel konstrukcije alata, koji je ponekad, osobito u manjim radnim organizacijama, u sastavu pripreme rada. Za alate se mora odrediti i vrijeme ekonomičnog trajanja oštrice alata. Ako je za izradbu nekog dijela potrebno nekoliko različitih operacija, tada treba propisati broj i način transporta između radnih mjesta, transportno vozilo, te potrebno vrijeme za transport.
Određivanje radnog mjesta, načina i režima rada. Budući da se operacija odvija na jednom radnom mjestu, treba odrediti takvo radno mjesto na kojem će se moći najpovoljnije, ručnim ili strojnim radom, obaviti potrebna operacija. Za svaku se operaciju točno opisuje način i režim rada, što znači da se određuju i svi uvjeti i okolnosti pod kojima materijal mijenja svoj oblik ili svojstva О načinu i režimu rada izravno ovisi i vrijeme izradbe i kvaliteta izrađenog dijela. Pri strojnom radu tehnolog mora osobito paziti na sile pri obradbi, krutost sustava stroj—naprava—izradak—alat, točnost alatnog stroja te alata i pribora, točnost stezanja izratka i međusobno djelovaje svih faktora koji utječu na točnost obradbe.
Određivanje vremena izradbe. Nakon što su određeni način i režim rada, određuje se vrijeme potrebno za obavljanje pripremnih i završnih, tehnoloških i pomoćnih radova. Podatke0 vremenima tih radova tehnolog ima sređene u tablicama ili dijagramima da bi ih najjednostavnije mogao primijeniti i unijeti u operacijski list. Te podatke prikuplja, analizira, izračunava1 sređuje služba studija rada.
Određivanje mjerila i načina kontrole. Da bi se osigurala kvalitetna izradba nekog dijela, mora se u toku tehnološkog i proizvodnog procesa kontrolirati kvaliteta i kvantiteta. Tehnolog zato propisuje mjerila kojima će se obavljati kontrola, te nakon koje će se operacije ona obaviti, način kontrole i vrijeme potrebno za kontrolu.
Ekonomska analiza valjanosti tehnološkog procesa. Tehnološki proces treba tako razraditi da je osigurana njegova ekonomičnost. Budući da se neki dio može izraditi na nekoliko načina, potrebno je razraditi nekoliko varijanti tehnološkog procesa. Tek se tako može odabrati, ako se uzmu u obzir svi utjecajni faktori, onaj tehnološki proces koji je najekonomičniji.
Čitav rad tehnologa odrazuje se u tehnološkoj dokumentaciji, jer je to osnova odvijanja proizvodnje. Ta dokumentacija, iz koje se izrađuju svi potrebni dokumenti za proizvodnju, obuhvaća dva osnovna dokumenta: operacijski i instrukcijski list. Ta dva dokumenta sadrže sve potrebne podatke i uvjete za izvršenje operacije. Tehnologu su za njegov rad potrebna pomagala kao što su podaci о materijalima, о strojevima, о ručnim radnim mjestima, о specijalnim alatima i napravama, о standardnim alatima i napravama, о mjernim instrumentima, о dodacima za obradbu, о režimima rada i о pripremnim i završnim, tehnološkim i pomoćnim vremenima.
N a osnovi razrađenog tehnološkog procesa pristupa se projektiranju proizvodnog procesa, koji se sastoji od svih radnih postupaka (operacija, kontrola, transport, zastoj i us- kladištenje), a koji uzima u obzir još i opskrbu radnih mjesta

ORGANIZACIJA PROIZVODNJE 703
materijalom i izlaz gotovih proizvoda iz proizvodnog procesa. Da bi proizvodni proces bio najekonomičniji, mora se odrediti optimalna prostorna struktura, tj. razmještaj radnih mjesta i svih potrebnih površina
Projektiranju proizvodnih procesa pristupa se sustavno, tj. od generalnih rješenja čitavog prostornog sustava ide se prema rješenju pojedinih detalja sustava vodeći računa о njegovoj cjelovitosti. Tako se izbjegavaju greške u koncepciji, odnosno izbjegava se uočavanje grešaka tek na kraju posla Projektiranje proizvodnog procesa obuhvaća: prethodnu studiju rentabilnosti i ekonomičnosti investiranja; idejni projekt koji zapravo služi kao podloga za izradbu investicijskog programa; izvođački projekt koji daje detaljni prostorni raspored sredstava za proizvodnju uz specifikaciju sve potrebne opreme, te projektne zahtjeve za zgrade i instalacije; izvođenje projekta i probni rad koji služi da bi se u toku probnog rada uvidjeli eventualni propusti i da bi ih se moglo na vrijeme otkloniti.
SI. 1. P od je la p rosto rn ih s tru k tu ra s osnovnim karak te ris tik am a raspo reda s redstava za p ro izvodnju
Bitna je karakteristika proizvodnog procesa njegova struktura, tj. raspored radnih mjesta, za što postoji više načina
podjele. Jedna razumna podjela, prikazana na si. 1, jest raspored u grupe prema vrsti obradbe i raspored prema svrsi.
STUDIJ RADA
Zadatak je studija rada da znanstvenim metodama, logičnim, cjelovitim i sustavnim analizama nekog rada postigne: a) optimalno oblikovan način rada, prilagođivanjem radnog mjesta, metoda i uvjeta rada čovjeku; b) realno potrebno vrijeme izradbe i ispravno izračunanu normu. Glavne djelatnosti kroz koje služba studija rada izvršava svoj zadatak te ostvaruje postavljeni cilj jesu studij i analiza vremena te pojednostavnjenje rada (si. 2).
SI. 2. Podjela stud ija rada
Studij i analiza vremena dio je studija rada kojim se utvrđuje, ovisno о određenim radnim uvjetima, objektivno potrebno vrijeme da se pravilno izvrše postavljeni zadaci, uzimajući u obzir normalno zalaganje i zamor radnika.
Nakon utvrđivanja i analize vremena izračunava se norma. Jedino je ispravno shvaćanje norme da je ona organizacijsko mjerilo humano oblikovanog rada. Norma je vrijeme potrebno prosječno vještom i određeno kvalificiranom radniku da u normalnim okolnostima, s propisanim sredstvima, na točno određeni način, uz normalno zalaganje i zamor, obavi točno definirani posao.
Vrijeme potrebno za neki rad sastoji se od: pripremnog i završnog vremena tp2? utrošenog da se radno mjesto pripremi za rad i da se nakon završetka rada ono opet dovede u stanje pogodno za jednaki ili drugi radni zadatak; tehnološkog vremena tv potrebnog da se obavi posao izravno povezan s promjenom oblika ili svojstava materijala; pomoćnog vremena t^ koje omogućuje da se ostvari tehnološko vrijeme; dodatnog vremena td, koje nadomješta sve gubitke za koje radnik nije kriv,

704 ORGANIZACIJA PROIZVODNJE
a izražava se koeficijentom zamora K n, koeficijentom djelovanja okoline K A i dopunskim koeficijentom dodatnog vremena K d.
Vrijeme izradbe može se odrediti: snimanjem kronometrom (povratnom ili protočnom metodom), instrumentima za registraciju vremena i filmskom kamerom , formulama za strojne radove te sustavima unaprijed određenih vremena (SUOV), tj. sustavima utvrđivanja vremena prema osnovnim pokretima ili mikro- pokretima.
laganje s obzirom na normalno. Normalnim zalaganjem smatra se ono koje radnik u izvršavanju svojih zadataka može održavati za vrijeme čitavog radnog dana bez bojazni za svoje zdravlje, povremeno odmarajući se pri radu. To zalaganje ovisi о brzini pokreta pri radu, preciznosti rada i poštivanju metode rada. Pouzdanost analitičara rada kad snima vrijeme i procjenjuje zalaganje može se izračunati kao funkcija točnosti, osjetljivosti i preciznosti, tj. P = f(T ,Q ,t/).
P R O C J E N A Z A L A G A N J A Film:■WocKc^ n f č .
АѴ:7
Вг. PZ STV Br. PZ STV Br. PZ STVPZ
STV 70 80 90 100 110 120 1301 9S 90 16 70 7 0 31 9 5 100
130
120
110
100
90
80
70
2 7S во 17 IOC? roo 32 l2 o 1153 100 1 oo 18 Ρ>τ So 33 90 904 ι os- Ilo 19 ю г Ilo 34 во 6 0 \ 45 до до 20 п о 125 35 ч/6 70 70 21 Qsr 100 36 /7 So во 22 100 HO 37 л «V ч< /8 100 НО 23 9 b 100 38 А S n И с9 e s 9о ?4 во Во 39
-10 п о I2S 25 So во 40 N \ чА /11 90 ΙΟΟ 26 75- l o 41 V12 1OO 1 IO 27 9S7 9o 42 613 во SO 28 HO HO 43 \ л
14 los· Ilo 29 8 o 80 44 0 ч\Ј ć/15 7 5 ѳо 30 IIST NO 45
Y =
4 e
л
tg γ = 1 — r σ, · σ, = 0 , 0 6 9 λг er,2 + σ,1/
đ,jdvi PZ STV
—670
—575 80
—385
—290
—1 95
0100
1105
2110
3115
4120
5125
6130 fio f,o-d„ fiod,,2 ïjf„ ■ d„ d.iZifij · d.j
s m s m—6 70 '<L 3 - Í S Ι ο β - 1 7 - 1 7 Ю 2 [ 0 2
—5 75
—4 80' 2 * 5 7 - 2 8 112 -ъо -3 o I2x> \ í a
—3 85
—2 90 /Λ /Уз * 3
f/7 - 1 4 га - l é -1 9 3 2 3 β
—1 95
0 100 / / \ y/i G à о - 7 - 4 0 01 105
2 110'"ъ
/2
/8 16 3 2 8 7 IC 1 4
3 115
4 · 120
5 125' 1 1
/3 15 7 S & e 4 0 4 5
6 130
fo| 2 3 G 3 3 4 s 3 3 1 1 3 4 —2 9 3SS - S 4 - 5 4 3 1 0 3 0
foj · d,j -12 -15 -2 4 -3 < —4 0 3 О 3 4 - 5 4foj · d,jJ 71 7 5 9 6 2-7 12 4 0 3 12 в IC 3 2 c
тз
w-
s -12 44 -2 2 -4 -4 - 4 3 6 12 2 5 - 2 93
r =
Ю [319] - 5 4 - 2 33 4 У 4 ‘ * 4
m -12 -1 4 -2 2 - 6 - 6 0 6 e в S’ S' - 2 5.
щ « ■ ( в )
/п а л . Г /■">а~г
í
7
•σ
’Ό
s 71 7o Ьѣ 12 8 4 0 6 2 4 6 2o 3 1 0
m 72 lo 88 13 12 0 0 6 18 IS· l o 318
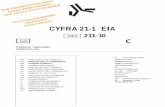
SI. 3. P odaci za izračunavanje pouzdanosti sn im ača pri procjeni zalaganja. K ratice i oznake znače: P Z p rocjena zalaganja, ST V s tvarna procjena, r koeficijent korelacije izm eđu procjene za laganja P Z i stvarne procjene S T V , f učestalost p o d a tk a , у k u t izm eđu regresijskih pravaca, d udaljenost
p o d a tk a od ishodišnog razreda, s stvarn i podaci, m m aksim alno mogući podaci
Utvrđivanje vremena kronometrom uz istovremenu procjenu zalaganja još se uvijek najviše primjenjuje. Tu metodu čine pouzdanom matematičko-statistička analiza vremena i procjene zalaganja i izračunavanje pouzdanosti analitičara vremena pri procjeni zalaganja (si. 3), te primjena matematičko-statističkih postavaka pri snimanju, analizi (si. 4) i izračunavanju vremena izradbe i norme (si. 5). Pod procjenom zalaganja podrazumijeva se radnja kojom izobraženi analitičar vremena, pri snimanju vremena kronometrom, procjenjuje radnikovo veće ili manje za-
Snimanje vremena kronometrom ili nekim drugim instrumentom primjenjuje se za ručne radove, jer se strojna vremena određuju pomoću već razrađenih formula koje uzimaju u obzir režime rada za pojedinu vrstu materijala, vrstu obradbe i stroj. Osim snimanja vremena kronometrom, primjenjuju se za utvrđivanje ručnih radova još i sustavi unaprijed određenih vremena (SUOV), razrađeni u razdoblju od 1940. do 1950. god. Razlika je prema snimanju kronometrom u tome što se ne snima vrijeme i ne procjenjuje zalaganje, već se snima broj i vrsta pokre

ORGANIZACIJA PROIZVODNJE 705
ta koje radnik izvodi. Kad se završi snimanje, iz već gotovih tablica uzima se normalno vrijeme koje ovisi о vrsti pokreta, о udaljenosti na koju ili s koje se neki pokret izvodi, о teretu kojim radnik rukuje i о uvjetima pod kojima se pokret izvodi. Na ta se vremena moraju dodati koeficijenti dodatnog vremena ako se želi izračunati norma. Najpoznatiji su sustavi unaprijed određenih vremena MTM (Methods time measurement), W F (Work factor), te posebno za administrativne radove M CD (Master clerical data). U posljednje je vrijeme Maynard razvio sustav MOST (Maynard operation sequence technique).
Metoda trenutačnih zapažanja jest matematičko-statistička metoda promatranja pojava pomoću njihove učestalosti, što znači da se uzorci uzimlju višestruko brojenjem iz diskontinuiranih skupova, pa se tako dobiju pouzdaniji podaci. Metoda trenutačnih zapažanja provodi se tako da se u slučajno odabrana vremena obilazi radno mjesto i bilježi koja se djelatnost u tom trenutku odvija Rezultati snimanja prikazuju se postocima koji označuju vjerojatnost pojedine djelatnosti (si. 6).
Pojednostavnjenje rada dio je studija rada kojim se pojednostavnjuje, unapređuje i olakšava rad radnika. Pri tom se
LIST ZA ANALIZU t i PZObradio:
D -T -
Datum:
ix -v i m eBroj:
136 63G
t učestalost f d fd fd! PZ učestalost f d fd fd2
707580
IÔ Г/// f - 3 -12 36 85 / 1 - 3 - 3 319 0 / 4 - 2 - 8 16 90 / I - 2 - 2 4
l o ш ш Ю - 1 -IC I IO 95 ШІг 6 - 1 - 6 6
XI ш ш / / 12 о 0 0 100 M i m № / 16 0 0 О
2 1 ш Л // 9 1 9 9 105 Ш \m / II I II II
2 3 ш S’ 2 IO 2о 110 ш 5 2 10 20
2 4 // 1 3 6 IS 115 ш 5 3 15 4 SX S / 1 4 4 16 120 И 2 4 0 3 2
^ 7 -1 \о л 125 4 7 3 3 IZ /130
Zahvat broj Opis zahvata v4 . 1 \)Z.ia\CL -Í udCL2.e,
U = t + iIfd
21+ 1 - 1 = 2 OjSb v j PZ = PZ. + iIfd
HOC*- 5 3 3If 1 + Г If ~Λ7~
ѵ' - Г - 5 $ И ° 7 7 Г ° ‘ °70 .
t. - 1. · к „ + Г. · «·, · m “ ^ 0 j 00 ' lj 0 + VJ tg γ =1 — Г.2 σ, · σ, _ Oj liti γ . -6*4r§ ’ σ,2 + σ,- 1
Varijacija Кр, to t. Varijacija Kp, t. t. Varijacija Kp, и 1 t.
ІОО 35- 3 5
v u
1 o c 3 0 Зоν Ί Μ 100 Ъо Зо loo *7 37
IO 0 3 о 3 0t. - 3 1 ,7 0 u - 3 3 ,5 -0 t. =
\ PZ\ <U|td,i \
—e
70
—5
75
—4
80 ;—3 —285 ; 90
—1
95
0100
1
1052
110
3115
4120
5125
6
130fi fidyi fid,,2 Ifijd.j dyilf.id.j
18 -3 // // 4 - 1 2 36 1 4 - 4 2
15 -1 U // 4 - 8 16 I O - 2 o
20 -1 H //// т / IO - 10 IO 13 - 13
21 0 щ и 12 0 0 5- 0
22 1 II w 1/ 9 9 9 O 0
23 2 III If 5 IO l o - 3 - 6
2 t 3 / / 2 6 Iß - 3 - 3
2 S 4 / 1 4 16 —3 - 12fi 1 1 ς 16 1/ 6 6 2 4-7 - 1 12.6 33 lo2fj · d,j - з - 1 - о о 11 IO 15 & 33 _Ι02_(33_)( 1 N
47 N 47 A 47 1fj · d,jJ 3 4 6 о II 20 ts 32 12/ 1127 /З і \2 ./125 / 1 \2Ifij d,i 4 3 11 1 -2 -7 -11 —Q -l 1 /4 7 1 '47У / 4 7 "^ 4 7 7
= 0 , 0 3d,j Zfijdyi -12 -6 HI 0 -2 Ht -35 -Ä4 -Ю2
SI. 4. Izračunavan je vrem ena i procjene zalaganja. K ratice i oznake znače: t vrijem e očitano na k ronom etru , t0 a ritm etička sred ina očitanog vrem ena, tn n o rm a lno vrijem e, P Z aritm etička sred in a procjene za laganja, σ s tan d a rd n a devijacija, V koeficijent varijacije, rs koeficijent korelacije izm eđu v rem ena i procjene zalaganja, K pz koeficijent procjene za lagan ja; ostale oznake kao
u si. 3.
Vremenski gubici u radu određuju se pomoću slike radnog dana (SRD) i metode trenutačnih zapažanja (MTZ). Za sliku radnog dana primjenjuje se protočna metoda očitanja vremena na kronometru bez procjene zalaganja, i to kroz čitav radni dan. Rezultati su izraženi u vremenskim jedinicama. Da bi se dobili realni podaci, potrebno je barem 10 do 15 dana snimanja.
ne smije težiti povećanju brzine rada, već primjeni najprikladnijeg ritma rada. Pojednostavnjenje rada zasniva se na ergonomskim načelima utvrđenim u interdisciplinarnim i multi- disciplinarnim istraživanjima i tako razrađenima da ih se može primijeniti za oblikovanje radnog mjesta i načina rada (v. Ergonomija, TE 5, str. 349). Time se optimalno usklađuju
TE IX, 45

706 ORGANIZACIJA PROIZVODNJE
odnosi u sustavu čovjek—radno mjesto—okolina, vodeći računa da se rad, oprema i okolina prilagode čovjeku radi humanizacije rada.
Cilj je pojednostavnjenja rada unaprijediti i poboljšati postojeći način rada, i to u prvom redu primjenom ergonomskih načela. Pojednostavnjenje rada odvija se u sljedećim fazama:
Izbor problema je postupak koji za proučavanje odabire onaj problem što će donijeti maksimalnu korist.
postavljajući pet standariziranih pitanja (Što? Tko? Gdje? Kada? Kako se radi?). Da bi se pronašli najbolji odgovori, postavlja se još i pitanje: Zašto? Svrha je analize da se neki zahvati ili operacije izostave, neke operacije kombiniraju, promijeni redoslijed operacija, isključi zastoj među operacijama, smanje transportni putovi i ekonomičnije razmjeste strojevi, što sve doprinosi pojednostavnjenju i usavršavanju postojećeg načina rada Razumljivo je da se u analizi iskorišćuju sugestije i prijedlozi izvršilaca rada
К Э >List za Izratunavanie vrem ena izrade Brol 6 0 Ç/ 2
Izradio
1.0·.Dne
10.1/163 к*= 1 К“ =0,18 1, =+0,81( 1+0,18) =4-8,2 VJ - \7j4-s
Br. O p i s z a h v a ta Ili ZKn 1 1 + ΚηΚ. ts Δ U Í li
1 Ш аге Isl& ja u napravu 18,0 SOOj II
120,0 20 ,0 1 W }o
1 S itž e 0L парЛХіЯ І odidzez- 16,8 A30>I1
1.,11l*.7 18,7 Í 16,7ο
3Isto kcu? d j chpremcL Slogova, roHrciu.j<J7) C vilim ) 40 ,0 1
0,22
1,224 5 ,8
4s, β-ZOjO
2β,β
1 S+0,6+
+ Isto као Ь Л к А о Ц ь С ѵ п ) Ы,о Zô, Il
Џ136,6
S C,G -2.0,0
o,G
2_5Э 0,6 3
гIsto kao T } a l i los j o j ÍV 2 Μ ) ZS,О ζ
0, Il
1U l27,&
Ч. 8 -/0 ,7
3,1
5-0 ,8 4
40,81
SI. 5. Izračunavan je vrem ena izrade i norme. K ratice i oznake znače: V J v rem enska jed in ica (0,36 s), K a koeficijent d je lovanja okoline, dopunsk i koeficijent dod a tn o g v rem ena, K n koeficijent zam ora , / učestalost p odatka , tn no rm alno vrijeme, is s tvarno vrijem e, t x vrijem e izrade, f, norm a,
Z b ro j p o d a tak a za izračunavanje
Snimanje postojećeg stanja obavlja se uvijek na radnim mjestima, odnosno preko kojih se odvija proizvodni proces. Tok nekog rada detaljno se opisuje u standardiziranim formularima: redoslijed događaja služi za upisivanje svih radnih postupaka u toku proizvodnog procesa; u hodogramu se u prikladnom mjerilu prikazuje tlocrt radionice s rasporedom radnih mjesta i strojeva, te transportnih putova od radnog postupka do radnog postupka; u opisu rada opisuju se svi zahvati na radnom mjestu i navode ključne točke i zapažene teškoće; u snimci radnog mjesta ucrtavaju se svi detalji i raspored uređaja radnog mjesta, te raspored materijala, dijelova, alata i naprava kojima se radnik služi pri radu; snimak simultanih pokreta pri radu čovjeka (simo-snimak) sadrži popis svih pokreta ili osnovnih pokreta lijeve i desne ruke radnika dok izvršava neki rad; snimak rada čovjek— stroj omogućuje analizu rada radnika na jednom ili više strojeva; u snimci rada grupe ljudi prikazan je rad grupe radnika koji obavljaju različite radne postupke (istodobno ili postupno) povezane u jednu cjelinu.
Analiza stanja i pronalaženje boljeg načina rada. Kad se prikupe svi potrebni podaci, analizira se postojeće stanje
Primjena pojednostavnjenog načina rada. Poboljšani način rada mora se provesti u proizvodnji, pa je potrebno da se prikažu i svi troškovi i uštede koji proizlaze iz novog načina rada Osim toga je potreban i pokusni rad da bi se vidjelo koliko je novi način rada prihvatljiv za proizvodnju i da li treba uskladiti još neke djelatnosti. Kad se donese konačni prijedlog prema kojemu se može dalje raditi, potrebno je postupak standardizirati.
PLANIRANJE I PRAĆENJE PROIZVODNJEZadatak je planiranja i praćenja proizvodnje predvidjeti i
planirati sve djelatnosti potrebne za nesmetani tok tehnološkog i proizvodnog procesa, te pratiti odvijanje proizvodnje. Stručna služba, kojoj je to osnovni zadatak, najčešće se naziva operativna priprema
Planiranje i evidencija slobodnih i zauzetih kapaciteta. Da bi se moglo realno planirati, potrebno je znati slobodne i zauzete kapacitete strojnih i ručnih radnih mjesta te termin kad su oni slobodni. Evidencija se vodi po grupama radnih mjesta, za svako radno mjesto, a i kombinirano. To omogućuje da se realno odredi početak i završetak radova.

ORGANIZACIJA PROIZVODNJE 707
O D JE L JE N JEM ć N/ JA?-A
S T R O J, RADNO M JE S T O1 3 - 4 3 С lo)
SN IM A ČI. Ç-.
G U B I C I
03 O bavijesti P rip rem a m jesta i uvjeta rad a Č ekan je N estašice O sta lo
Dat
um
јз25о<υε.ω
>
R A D I
Slu
žben
ira
zgov
or
Dav
anje
poda
taka
Odr
žava
nje
radn
ogm
jest
a
Odr
žava
nje
alat
a
Odr
žava
nje
uvje
ta
rad
ne
okol
ine
Ukl
anja
nje
nepo
desn
ogm
ater
ijal
a
Uzi
man
jep
ribo
ra
Odr
žava
nje
HT
Zpr
opis
a
Kva
r st
roja
Na
kont
rolu
Na
tran
spor
tno
sred
stvo
Ala
t.na
prav
e
Dok
umen
ta
cija
Oso
bne
potr
ebe
Σ
1 2 3 4 '5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
II. IV Q4S M / / / / / 10
7 *37 I f i / / / / / / / 10
Β 'ξ * m / / / / / 10
4 4 0 ж / / / 7 / 10
1 0 4 3 m i / / / / 10
ΙΙΌ ίΓ / / / / / / / / / / 10
ІГ О / M H f. / / / 10
13*30 ж / / W 10
1 2 ,IV 6 '07 m u n / 10
7 ' 12 л и U // // 10
Β ' \ € m / / // / 10
Э'ЛС шл/ff / 10
1 0 'SI m u t / / 1 0
ΙΓ 4 & m - ι / / / / lo12*17 т ш 1 / IO
Broj za b ilježaka 97 1 o & 1 3 3 4 3 6* 4 - 1 9 15 o
Izračunatpo s to tak - ^ • 1 0 0 = 6 5 6j7 5 ,3 o,G 2 , o l , o 1,G 2,0 4 ° 1,(2 o,G 0,6 G ,o Ισ ο
SI. 6. Snim ački list za m etodu tren u tačn ih zapažan ja
Planiranje i evidencija alata. Količina standardnih i specijalnih alata i naprava potrebnih u tehnološkom i proizvodnom procesu ovisi о tipu proizvodnje, i veća je u masovnoj i ve- likoserijskoj proizvodnji nego u maloserijskoj i pojedinačnoj. Zbog toga je važno da se alatima pravilno gospodari i da je dobra organizacija narudžbe, konstrukcije, izradbe te uskladi- štenja alata, tim više što se alati i naprave izrađuju u toku priprema za proizvodnju. To se postiže pravovremenim planiranjem, sređenom evidencijom i pravovremenom informacijom о kvalitetnom stanju alata, odnosno о toku njegove izradbe.
Planiranje materijala i zaliha. Za planiranje materijala moraju biti razrađene specifikacije materijala (popis materijala koji ulazi u neki proizvod sa svim potrebnim karakteristikama) i normativi materijala (popis poluproizvoda, pozicija ili dijelova koje je potrebno izraditi ili nabaviti). U planiranje materijala spada i određivanje signalne i minimalne zalihe za različite sustave potrošnje materijala. Budući da od trenutka planiranja materijala u operativnoj pripremi do uzimanja materijala iz skladišta prođe određeno vrijeme, potrebno je rezervirati materijal na skladištu. Radi ekonomičnosti poslovanja važno je odrediti takve zalihe materijala na skladištu da troškovi po jedinici budu minimalni, vodeći pri tom računa da se zadovolje potrebe tekuće proizvodnje. Ekonomične zalihe izračunavaju se prema različitim modelima i izrazima koji, svaki za sebe, uzimaju u obzir potrošnju u proizvodnji, količinu materijala ili poluproizvoda koji ulaze u skladište, cijenu poluproizvoda ili materijala, te troškove u skladištenja.
Terminiranje proizvoda. Cilj je te djelatnosti uskladiti mogućnosti proizvodnje i proizvodnih kapaciteta sa zahtjevima prodaje te mogućnostima nabave materijala. Usklađuje se plan prodaje i plan proizvodnje, tj. određuju se rokovi pojedinim narudžbama Nakon što su rokovi isporuke određeni, određuju
se termini početka i završetka izradbe svih podsklopova, i to na osnovi poznavanja njihovih stvarnih proizvodnih ciklusa. Pod proizvodnim ciklusom podrazumijeva se vremensko razdoblje koje protekne od uzimanja materijala iz skladišta do predaje izrađevine u skladište gotove robe.
Izradba i lansiranje radne dokumentacije. Na temelju razrađenog tehnološkog i proizvodnog procesa, planova proizvodnje i planova materijala razrađuje se dokumentacija koja je osnova za rad u proizvodnji. Oblik, izradba, kolanje i vrsta dokumentacije mogu biti različiti u različnim radnim organizacijama. Najčešća je sljedeća dokumentacija: radni nalog, koji označuje nosioca troškova proizvodnje; radni list je izvadak jedne operacije iz operacijskog lista, a njegov je zadatak prenijeti u proizvodnju svp podatke koje je tehnolog odredio za operaciju, te je ujedno i osnova za obračun zarade radnika; izdatnica materijala daje informaciju о količini materijala potrebnog za izradbu određenog broja dijelova ili proizvoda, a omogućuje da se ta količina materijala uzme iz skladišta; povratnica materijala služi da se eventualni višak materijala vrati u skladište; predatnica se ispisuje kada se gotovi dijelovi ili poluproizvodi predaju u skladište nakon završetka posljednje operacije; izdatnica poluproizvoda omogućuje da se poluproizvodi, u predviđenoj količini, uzmu iz skladišta; narudžbenica materijala izdaje se nabavnoj službi da naruči materijal izvan radne organizacije; popratna karta ima upisano kretanje proizvoda od operacije do operacije; terminska karta ima označene rokove pojedinih operacija; karta alata osigurava da se u proizvodnju dostave svi potrebni alati koji moraju biti ispravni za rad; izvještaj о škartu ispisuje kontrola kvalitete kad utvrdi da je neka količina proizvoda loše izrađena; nacrt je ^osnovni dokument koji određuje kakav mora biti proizvod, a prilaže se radnoj dokumentaciji.

708 ORGANIZACIJA PROIZVODNJE
RadoviM jeseci
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
K o n stru k c ija
Iz rad b ap ro to tip a ---Isp itivan jep ro to tip a - -
Iz rad b a k o n ač n ih n ac rta ---T e h n o lo šk araz ra d b a
Iz rad b a a la ta i n ap rav a
— — ■ — ------
N ab av am a terija la
P ro izv o d n jadijelova
S astav ljan je - -
в —
25 mjeseci30 mjeseci
SI. 7. P rim jer gan togram a. A zada tak tra je 25 mjeseci, В zad a tak traje 30 mjeseci
prilično davno, a u posljednje vrijeme je razvijeno nekoliko metoda planiranja i praćenja proizvodnje.
Grafičko prikazivanje planiranja proizvodnje razvio je 1901. god. američki inženjer H. L. Gantt, i njegovi se dijagrami odvijanja proizvodnje još i danas primjenjuju pod nazivom gantogrami. Princip je gantograma da se u nekom vremenu planira i terminski definira neki zadatak ili prati zauzetost nekog radnog mjesta, radne grupe, stroja, radionice i si. Na gantogramu (si. 7) prikazano je planiranje i mogućnost praćenja izradbe dvaju novih proizvoda, i to od konstrukcije do njihove isporuke. Gantogrami su zapravo vrlo jednostavni i praktični, ali se primjenjuju pretežno za manje planske zadatke koji nemaju mnogo djelatnosti. Za veće zadatke, a pogotovo za velike i složene projekte gantogrami se ne primjenjuju jer se stvara niz problema, kao npr.: gubi se preglednost odvijanja poslova, teško se prikazuju više međuovisnosti između djelatnosti, ako se pokaže da je plan nerealan, treba čitave gantograme ponovno crtati, a i malo je podataka za svaku aktivnost. Zato su se počele, za planiranje velikih projekata, primjenjivati tehnike mrežnog planiranja.
Tehnike mrežnog planiranja služe za planiranje, terminiranje i praćenje tehničkih, organizacijskih i poslovnih tokova koji, zbog zadanih redoslijeda djelatnosti, teže u logičnoj povezanosti zajedničkom cilju (v. Građevinsko planiranje, TE 6, str. 201). Mrežni plan je grafički prikaz odvijanja radova, odnosno djelatnosti, koji pokazuje njihovu međusobnu povezanost i redoslijed izvođenja, vremenski tok pojedinih djelatnosti i trajanje čitavog projekta. Danas postoji mnogo tehnika mrežnog planiranja, ali su sve više ili manje temeljene na dvjema osnovnim metodama, a to su metode CPM i PERT. U posljednje vrijeme razvijena je i tehnika PRECEDENCE-DIAGRAMMING namijenjena obradbi na elektroničkom računalu.
Tehniku mrežnog planiranja omogućila je zapravo teorija grafova koju je razvio mađarski matematičar D. König (1935), a primjenjuje se u operativnom istraživanju.
Metodu CPM (Critical path method) razradili su M. R. Walker (tvrtka DuPont) i J. E. Kelley (tvrtka Remington Rand) 1957. god. da bi omogućili optimalno planiranje gradnje i održavanja automatizirane proizvodnje.
Metodu PERT (Program evaluation and review technique) razradili su 1958. god. prilikom izradbe projekta Polaris savjetodavna tvrtka Booz, Allen i Hamilton te Lockheed Missile System Division, radi planiranja i usklađivanja rada civilnihi vojnih organa. Primjena te metode planiranja omogućila je
Planiranje i praćenje proizvodnje. Proizvodnju treba pia- da se projekt dovrši za godinu i pol prije nego se očekivalo,nirati i pratiti zbog toga da se proizvod završi i isporuči Da bi se mogao nacrtati mrežni dijagram, treba dobrou traženo vrijeme. Zato se taj problem počeo rješavati već poznavati strukturu radnog procesa, i zatim treba odrediti tra-
T a b l i c a 1P O J M O V I U T E H N IC I M R E Ž N O G P L A N IR A N JA
Projekt Svaki planski zadatak koji je potrebno izvesti u nekom vremenskom razdoblju
Aktivnost
---------------V хPosao koji treba obaviti u određenoj ovisnosti о drugom, tj. proteklo vremensko razdoblje između dva određena događaja. Dužina strelice nije proporcionalna traja
nju aktivnosti
Događaj
о — - оPočetni Završni događaj događaj
Trenutačno zbivanje koje nema trajanja. Svaka aktivnost ima početni i završni do
gađaj
Fiktivna aktivnost Prikazuje međuovisnost pojedinih aktivnosti. Trajanje je nula
N iz aktivnosti
О О О Ю
r w C °
a x C 0
С И л / ОSkup aktivnosti koji ima karakteristiku da je završni događaj prethodne aktivnosti jednak početnom događaju sljedéce
С и Ј л ј ц з
O - Ç M D
о м > - о

ORGANIZACIJA PROIZVODNJE 709janje pojedinih aktivnosti da bi se na osnovi toga znalo trajanje cijelog projekta. Za razumijevanje mrežnih dijagrama treba poznavati pojmove objašnjene u tabi. 1 i osnovna pravila objašnjena u tabi. 2. U mrežnim tehnikama događaji se numeriraju brojevima (si. 8).
Analiza vremena metodom PERT. Za svaku aktivnost potrebne su tri procjene trajanja aktivnosti, i to optimističko vrijeme t0, tj. vrijeme koje se može ostvariti samo pod vrlo povoljnim okolnostima, najvjerojatnije vrijeme m, tj. vrijeme koje ima najveću vjerojatnost da se ostvari, i pesimističko vrijeme fp, tj. vrijeme ako su okolnosti vrlo nepovoljne. Ta se vremena nanose iznad strelice u mrežnom dijagramu (si. 9), a ispod strelice se nanosi očekivano vrijeme fe, koje se dobije iz izraza i e = (in+ 4ш + ip)/6. Osim toga, mora se odrediti najranije
T a b l i c a 2O SN O V N A PRAV ILA CRTA N JA U T E H N IC I M R E Ž N O G PLA N IR A N JA
1. Dva događaja može d irek tno povezivati sam o jedna aktivnost
A A
9 Q
2. N i jedan događaj ne može se dogoditi dok nisu završene sve aktivnosti koje prem a njem u vode, tj. događaj 4 nije se dogod io dok nisu po tpuno dovr
šene aktivnosti А, В i С
&ѳ-Θ -
~ѳ3. N i jedna aktivnost ne može početi dok se nije dogodio njezin početni
događaj, tj. ak tivnost D počinje tek nakon što se ostvario događaj 4
4. Petlja ili zatvoren krug ne smije posto ja ti u mreži
5. P rilikom izradbe rokovnika po trebno je posvetiti punu pažnju potpunosti m režnog dijagram a, š to znači da u njem u m oraju biti sve aktivnosti p red
viđene pro jektom
6. M režni d ijagram im a sam o jedan početni i jedan završni događaj. A ko ih im a više, onda ih je po trebno fiktivnim ak tivnostim a spojiti u jedan početni
ili završni događaj
7. Sve aktivnosti u nizu čine put. Od svih putova u mreži najzanim ljiviji je onaj put koji tra je najviše term inskih jedinica, je r on pokazuje koliko traje
cijeli projekt
Put 1
vrijeme TE, kad može početi aktivnost koja izlazi iz događaja /, i najkasnije vrijeme T L, kada ta ista aktivnost mora početi da bi se završni događaj ostvario u planiranom roku. Najranije vrijeme događaja T E jednako je zbroju očekivanih vremena re svih aktivnosti na putu od početnog događaja pa do događaja /. Najkasnije vrijeme događaja TL jednako je razlici između vremena završnog događaja i zbroja očekivanih vremena svih aktivnosti na putu od događaja /' pa do završnog događaja. Razlika između najranijeg i najkasnijeg vremena događaja S L = T L — ГЕ naziva se zračnost. Kritični put kroz mrežni plan povezuje događaje koji imaju zračnost S L = 0.
Analiza vremena metodom С PM. Osnovna je razlika između metoda CPM i PERT u tome što CPM ne primjenjuje račun vjerojatnosti, pa otpadaju i tri procjene trajanja aktivnosti. Računa se samo s jednom procjenom trajanja aktivnosti tV], koja se bilježi ispod strelice. Vremena TE i T L i ovdje se računaju, no imaju drugo značenje, tj. najraniji početak svih aktivnosti koje izlaze iz događaja /, te najkasniji završetak svih aktivnosti koje završavaju u događaju i. Umjesto zračnosti postoje četiri vremenske rezerve aktivnosti. Tablica 3 daje pregled svih pojmova i načina izračunavanja, a na si. 10 je nacrtan primjer mreže CPM.
T a b l i c a 3P O JM O V I I N A Č IN IZ R A Č U N A V A N JA U T E H N IC I C P M
N ajran iji početak ak tivnosti N ajran iji završetak aktivnosti N ajkasniji početak aktivnosti N ajkasn iji završetak ak tivnosti U k u p n a v rem enska rezerva S lobodna vrem enska rezerva U v je tna v rem enska rezerva N ezavisna vrem enska rezerva
R P = TEi R Z = T Ei + 1 ijKP = TLj - tjj KZ = TLj* t = Ѵ - (Г Еі + Г'·/) R s = T E j - ( T E i + tij) R » = R t ~ R s
R n = T E j - ( T Li + t ij)
Tehnika mrežnog planiranja TRANSPLAN. Ta tehnika crtanja mrežnih dijagrama u vremenskoj skali razvila se u posljednje vrijeme, ali samo za manje projekte foko stotinjak aktivnosti).
\ 2 0 20/ 0
SI. 9. E vropski način upisivanja vrem ena u m režni d ijagram P ER T

710 ORGANIZACIJA PROIZVODNJE
ΘIskolčenje
terena
Gradnja putova, zemljani radovi
<2 > -911
Iskop rovova, postavljanje podzemnih cijevi i vodova,
zatrpavanje rovova
8 0
Izradba nogostupa56
Asfahiranje putova
~0
/ Spajanje podzemnih instalacija na mrežu^
1 "2
Ravnanje travnjaka, sijanje trave
2 4
Završno čišćenje terena
Postavfyanje vanjske rasvjete
33
Aktivnost RPf RZ,· KP,· KZ,· Rf
5 06 2 7 1
311
9111113
59
1114
9 09 0 8 3
11 0 10 0
8 1 1 0
9 10 3 10 11 3
* Iskolčenje te rena 1* Iskop ro vova; postav ljan je podzem 3
nih energetsk ih , vodovodn ih i ka- nalizacijsk ih vodova; za trpavan je rovovaG radn ja pu tova , zem ljani radov i 3Iz rad b a n o gostupa 3F ik tivna ak tivnost 11R avnanje tra v n jak a ; sijanje trave 11Spajanje podzem ne instalacije na 11van jsku i k ućnu m režu
* F ik tivna ak tivnost 11F ik tivna ak tivnost 9Postav ljan je vanjske rasvjete 11F ik tivna ak tivnost F ik tiv n a ak tivnostF ik tiv n a ak tivnost 14 14
* A sfaltiranje p u to v a 11 14 11* Z av ršno čišćenje te rena 14 17 14
12 13
311
1114141714
1111
1111
11 0
14 141117
14 14 17 1712 14 14 14
2 3 3 2
17 17 314 017 0
< L >
Tumač oznaka
A,·,·
RP,KZ:
RP,K Z,
A ,·,· A ktivnost izm eđu oznaka i i j tij T ra jan je aktivnosti A,·,·RP, Rani početak aktivnosti A,·,·K Z, K asni završetak p re thodne ak tivnosti: K Z f = K P, RP, Rani početak naredne ak tivnosti; RP,· = RP, + f,·,· K Z ,· K asni završetak ak tivnosti A,·,·; KZ,· = K P ,= K P, R t j U k u p n a v rem enska rezerva; R f = KZ,· - RP, - f,·,·
RP i + 1 ij + Rf
O zn ak a da je ak tivnost na k ritičnom p u tu
SI. 10. P rim jer m režnog d ijag ram a C P M
/s
F » г л J//5 13 ^Л.22І22у 7
// 0 0
ko|o>0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 17 18 19 20 21 22 23 24 25 26 27 28 29 30
2
В 6
3 F 8С
3 4 G
D
1 A 6
H 74 К
E 51
5 7 8
2
(si. 11) vrlo je sličan gantogramu, jedino što svaki redak na donjoj strani ima dvostruku liniju iznad koje se unosi linija aktivnosti. Kritička se aktivnost ucrtava dvostrukom linijom, tj. s donje i gornje strane dvostruke linije u retku. Crtkane linije predočuju vremenske rezerve pojedinog skupa aktivnosti, a sve se aktivnosti crtaju u svom najranijem početku. Vertikalne linije zamjenjuju događaje.
Tehnika mrežnog planiranja PRECEDENCE-DIAGRAMMI NG ( PD). Tu je tehniku razvila tvrtka IBM na principima Metra-potencij alne metode koju je 1958. god. razvio francuski matematičar B. Roy. Aktivnosti se u ovoj tehnici prikazuju pravokutnikom, ovisnost aktivnosti strelicama, a ne postoje fiktivne aktivnosti (si. 12). Posebnih pravila za crtanje mreže nema, proračun vremenskih podataka je direktan za aktivnost, a ne za događaj, dok mrežni dijagram može imati više početaka i više
12. P rikaz ak tivnosti u tehnici PD. M režni se d ijagram m ože crtati n a način a ili b
SI. 11. M režni dijagram P E R T (gornji dio slike) p rikazan u T R A N S-PLA N tehnici (donji dio slike)
U toj su tehnici na vrlo originalan način spojene karakteristike gantograma i mrežnog dijagrama. Formular za crtanje
Opis prethodne aktivnosti t Opis iduće
aktivnosti t
RP RZ R, RP RZ Rt
KP KZ Rs KP KZ Rs
SI. 13. U pisivanje p o d a tak a tehnikom PD . t tra jan je ak tivnosti; ostale oznake v. tabi. 3.

ORGANIZACIJA PROIZVODNJE 711
T a b l i c a 4P O JM O V I I N A Č IN IZ R A Č U N A V A N JA U T E H N IC I P D
N ajran iji početak ak t ivnosti
za poče tnu ak tivnost za iduću aktivnost kada je
sam o je d n a p re thodna za iduću aktivnost kada im a
više prethodn ih
R P = 0
R P = RZp
R P = ^pma XN ajran iji završetak ak tivnosti R Z = R P + t
N ajkasn iji početak aktivnosti K P = K Z - t
N ajkasnijizavršetakaktivnosti
za zadnju ak tivnost za p rethodnu aktivnost ako
ima sam o jed n u iduću za p rethodnu aktivnost ako
im a više idućih
K Z = R Z
K Z = K P ј
K Z = K P imin
U kupna vrem enska rezerva R t = K Z - R Z
S lobodnavrem enskarezerva
za zadn ju ak tivnost za p re thodnu ak tivnost ako
im a jed n a iduća za p re thodnu aktivnost ako
im a više idućih
R s = R t
R s = R P ; - R Z p
Rs = RP\m\n — *Zp
Л 10
0 10 12
12 22 0
D 5
10 15 12
22 27 12
В 7
0 7 8
8 15 3
F 8
27 35 0
27 35 0
E 12
15 27 0
15 27 0
С 15
0 15 0
0 15 0
SI. 14. P rim jer m režnog d ijag ram a PD
završetaka. Računaju se isti podaci (tablica 4) kao i za CPM, a upisuju se u pravokutnik određenim redoslijedom (si. 13). Mrežni dijagram u tehnici PD prikazan je na si. 14.
KONTROLA KVALITETE
Kontrola kvalitete treba osigurati da u proizvodnju uđe materijal tražene kvalitete, da se tokom proizvodnje izradi što manje dijelova nedovoljne kvalitete, te da kvaliteta konačnog proizvoda bude primjerena zahtjevima njegove eksploatacije.
D a bi se to postiglo, kontrola se razvrstava na ulaznu kontrolu, kontrolu kvalitete i kvantitete u toku proizvodnog procesa, i na završnu, tj. izlaznu kontrolu.
Pod pojmom kontrole u tehničkom smislu podrazumijeva se postupak kojim se utvrđuje da li se izmjerena vrijednost na nekom izratku nalazi unutar zadanih granica, odnosno da li je neko unaprijed zadano svojstvo proizvoda, usluga ili procesa ostvareno ili ne. Pod pojmom kvalitete u tehničkom smislu podrazumijeva se svojstvo koje neki proizvod čini sposobnim za ispravnu eksploataciju u normalnim ili propisanim uvjetima.
Kvaliteta proizvoda, usluga ili procesa ne mjeri se, već se ocjenjuje na temelju mjerljivih i atributivnih karakteristika. Mjerljive karakteristike posve su identične mjernim veličinama, dok atributivne predstavljaju određena svojstva koja se ne mogu mjeriti, već se samo ustanovljuje da li je neko svojstvo sadržano ili ne.
Pod mjerenjem se podrazumijeva postupak kojim se uspoređuju dvije istovrsne veličine, od kojih se jedna dogovorno uzima kao jedinica mjere. Pri svakom mjerenju nastaje greška mjerenja, koja može biti sistematska (značajna) ili slučajna. Pod greškom se podrazumijeva nedozvoljeno odstupanje izmjerenih vrijednosti od zadanih.
Danas se, za razliku od ranije, pod kontrolom kvalitete podrazumijeva kompleksni sustav svih aktivnosti kojim se unapređuje kvaliteta proizvodnje u radnoj organizaciji. Informacijski je sustav osnovica takve integralne kontrole kvalitete. U njega su uključene sve faze od projektiranja i oblikovanja proizvoda i proizvodnje do završne kontrole i otpreme proizvoda na tržište.
Kvaliteta proizvoda usko je vezana uz troškove pripremnih djelatnosti za postizavanje kvalitete, troškova za održavanje kvalitete u toku proizvodnje i troškove koji su posljedica loše kvalitete izradbe. Sve troškove i zahtjeve za kvalitetom i pouzdanošću proizvoda treba uskladiti da bi se postigla optimalna kvaliteta, tj. ona koja uzima u obzir sve utjecajne elemente proizvodnje i tržišta.
Statistička je kontrola kvalitete metoda utvrđivanja kvalitete proizvoda uzimanjem uzoraka iz nekog skupa, tj. primjena teorije uzoraka matematičke statistike (v. Statistička kontrola kvalitete). Da li se izradba odvija u propisanim granicama, odlučuje se na temelju mjerenja, odnosno utvrđivanja svojstava uzoraka, služeći se planovima prijema i kontrolnim kartama.
Ulazna kontrola osigurava kvalitetu sirovina, materijala, odnosno dijelova koji ulaze u radni proces. Kontrola može biti potpuna ili statistička. Potpunom kontrolom ispituje se sveukupni materijal ili dijelovi sadržani u isporuci, a statistička se kontrola obavlja na osnovi planova prijema koji propisuju količinu uzorka te kriterije za prihvaćanje ili odbacivanje isporuke. U planu prijema uzorak se može uzimati jednostrukim, dvostrukim ili višestrukim postupkom. Svaki postupak uzimanja uzoraka ima svoje prednosti i mane, pa se izbor obavlja prema uvjetima u kojima se ispituje (tabi. 5).
Т a b l i c a 5U S P O R E D N I P R E G L E D JE D N O S T R U K O G A , D V O S T R U K O G
I V IŠ E S T R U K O G P O S T U P K A U Z IM A N JA U Z O R A K A
Postjednostruki
u pa к uzimanja uzo dvostruki
rakavišestruki
U k upna količina isp itan ih uzoraka visoka
ob ično niža nego za jednostruk i
postupak
niža nego za ostale postupke
P o treb a za posebnom izobrazbom kadrova
ne posto ji posto jiveća nego za
dvostruk i postupak
Prim jenljivost uvijeksam o ako ispo ruka ostane na raspolaganju nak o n uzim anja
prvog uzorka
Prikup ljena in fo rm acija u vezi sa stvarnom razinom kvali
te te ispitanih isporuka
do b ra uz uvjet d a je osigurana
slučajnostdovoljna m anjkava
Prihvatljivost od strane kupca
slaba, je r p ruža sam o jednu m o
gućnost ispitivanja
d o b ra(psihološki
razlozi)
izložena kritici je r je previše kom plicirana
......... !
Jednostrukim postupkom uzima se jedan uzorak veličine n, a plan prijema daje primjereni broj prihvaćanja, odnosno odbijanja c. Dvostrukim postupkom uzima se prvi uzorak veličine nl9 a na temelju planom određenih brojeva prihvaćanja i odbijanja c2 odlučuje se da li se isporuka prihvaća ili odbija, ili treba uzeti drugi uzorak n2. Višestrukim postupkom predviđa se mogućnost da se uzme i treći i sljedeći uzorci, a plan određuje primjerne brojeve prihvaćanja, odnosno odbijanja.
Kontrola kvalitete u toku proizvodnog procesa. Osim о upo- trijebljenim materijalima, kvaliteta proizvoda ovisi i о kvaliteti rada u tehnološkom i proizvodnom procesu. Ako samo jedna od operacija predviđenih tehnološkim procesom nije korektno izvršena, nastaje škart. Zato je u toku tehnološkog i proizvodnog procesa potrebna kontrola kvalitete koja ima preventivno i korekcijsko djelovanje. Svrha je preventivnog djelovanja kontrole optimalno iskoristiti proizvodna sredstva, a korek- cijskim djelovanjem postići planiranu razinu kvalitete, uz stalno

m ORGANIZACIJA PROIZVODNJE
P R A Ć E N A D IM E N Z IJA
^ 1 2 2 ± 0 , 0 0 m m
G K G * = 1, 2 ^ 4 N aziv dijela C i l i n d r i č n i g r a n i č n i k M jerni in s trum en t M i кгг? r* е4гсг*
D K G * = I, 19 0 N acrt br^ О- • • 2 5 rr\ ™
G K G r = 0 , 1 3 4 S troj br: R adnik
O bilasci 2 o X S O peracija br: K o n tro lo r
A lat br D atu m
-Vi 2 5 2e> 2 4 2 -Ъ 2 S 3 σ 13 25" 2 6 2 6 2 S 2 6 2 6 · 2 + 2 6 2 8 2 3 z 7 <2-2
*2 2 4 2 4 2 2 2 S 2 3 2 ύ 2 6 2.5" 2 ö 19 2 3 2 / 2 6 2 8 2 / IS 2-5- 25 -
*3] 2 5 2 3 I S 2 7 21 2 8 1 Ъ 2 4 21 19 2 4 2 2 2 4 19 25- 2 8 25* 2 5 Z S 2 /
-V 4 21 18 \ я 2 2 2 3 2 .4 2 2 2 4 21 17 19 2 4 2 0 16 25" 2 2 2 6 ZS 2 o 21
*5 21 15 21 / 5 2 3 2 a 2 3 2 o I S 2 4 21 23 1 3 2 o 2 o 2 2 2о 21 Z S 2oΣ X 1 1 4 1<о4 по 116 U S 1 4 o 107 119 111 l o s 1 0 8 ! 21 112 t o o 122 128 IIS" \ o 9 12 2 i / 6
X 22,8 6 2 2 ,0 2 3 ,2 2 3 ,0 2 8 ,0 2 1 ,4 23,6 2 2 ,2 21,0 2 4 ,6 2 4 ,1 22 ,4 2 a , о 2 4 ,4 23,0 21 ,8 2 4 ,4 2 3 ,2R 4 в 7 8> 4 6 4 6 Ô 3 6 4 7 8 6 6 6 7 7 9
G rupe 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Datum
SI. 16. K o n tro ln a k a r ta χ-σ . σ s tan d a rd n a devijacija, G K G ff go rn ja k o n tro ln a g ranica s tan d a rd n e devijacije, DKG„ d o n ja k o n tro ln a granica s tanda rdnedevijacije; ostale oznake k ao u si. 15

ORGANIZACIJA PROIZVODNJE 713
P R E G L E D A N A K A R A K T E R IS T IK A
P r o m j e r o s o v i n e -
> 0 ) 0 2
p-K A R T A np-K A RTA
N aziv dijela 0 S ο ν i л M jerni instrum ent
N acrt br M j * jr n c \s о cl e v a
P =■ 3,<o<o % n = kom . O peracija br R adnik
G K G = % G K G = kom . Stroj, uređaj br Т Ъ к < Я U t ІІС О и K o n tro lo r
D K G = % D K G - kom . D atu m
Pi%
1
6
5
4
3
2
1
0
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
__ СИ h ~f 6M Xc . n _ / Г 1 G— —
К1 * ^ i r i Щ * \T ч ^ / _ / \
— t A*4 // — L —7 s ч 7---- ι r А р
/ \ / L _ > /✓ / V //t— :
\>1
/ ---------- . s S V7
/
! --- ч : — - m .iarA - 1 ALAu-r. 7 €■ .
D atu m kon tro lei
U k u p n o p ro izvedeno kom .
U k u p n o p reg ledano n i kom.
Ьч«ηi
TAir»4* d
F·. . _
ctя<3
t ; iOr-vy
dOO
rOСГ»<3
s ^2rO
pІя£r
doòLD
ІЛon a iS>
enî
соrOrO V;0 <sû
<Г><s00
(Ci00 I %
Onencl«m
Broj loših kom ada n p ci cs htn Ä
«Оdò i Čn
th- cQ va
u Laon S Ч1 $ Кг £ co Ψ iSсо tpСОО «s S
cr>Со
rO&
0θ'-
% loših k o m ad a P
б гО"Г
fc.KÍ Tc i
inOb
; ^
ГОOsi^ !
£rO
QNwv
■Ф
c iç?^F
tѴл
cOen
3c i
Sc i
s s-F
varn
-l·0ccV
σ~Ν\sc i
ГОcr'F
соdLn
esier'F ' со
sonen \N
ii
D K G % CO «ОоГ
tn.c4c i
çoc i сЧ
a i i**LbAT
Sc î s *
Ѵл4"w
S POГПc i
eic i
íc i
<з~>ГОc i
^·СП 4«3-\
c i
(Omc i
CM
c i
vs>OAT
ейс І
?c i
t çc i
0mc i
G K G % Ln
Ѵг»wVo
mСЧu P
$LC|
±u T
CsJоVfT|
\§ѵгГ
oUT
о«DLA
rC\LcP
tUT
$Lr>
rOwrT
Ч оІгГ
Ξ2to '
LPLrC
ЙIrC
5 1LTw
0»СЧCfT
«u A
S iLO
8u i
сЧLrT
fOirT î l
Lo
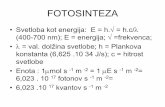
SI. 17. p -k o n tro ln a ka rta , p om jer loših k o m a d a u uzorku , p aritm etička sredina om jera loših k om ada u uzorku. G KG go rn ja k o n tro ln a granica. D KGd o n ja k o n tro ln a granica.
SI. 18. np-k o n tro ln a karta . O znake kao u si. 17

714 ORGANIZACIJA PROIZVODNJE
P R E G L E D A N A K A R A K T E R IS T IK A
b r o j z a d e b l j a o , net z . i c i
G rešaka za η = 4t)G\ N aziv dijela Ž.ICOL. M jerni instrum ent
N acrt br: brojcLÖ zicLcle-b ijcL n jс = и = 0 , 7 0 3 O peracija br R adnik
G K G = G K G = I, 8>7 Stroj, uređaj br K o n tro lo r
D K G = D K G = 0 D atum
1 2 3 4 5 6 1 8 1 10 11 12 13 14 15 16 17 18 19 20 21 22 2:3 24 25 26 27 28 29 30 31 3 2 33 34 35
1 1
1
1 1 !1 \ 11 \ /7 f * Ù3\.ì{ІХ.Уо ■·1 \ 1 СгЧKb l
-l· t / 7 =- ζ,'λ i L ( = < 121 11 l
1 0 1 IΊ / 1 / \ι,ο -
o,8-
0,6-
/ 1 / \ •/ 1 / \ 1
/ 1 / \ / \/ l \ / \ / \ / TJ
1 \ V / V 7 \I V / \ / \ / \
, \ J / \ / \ / \° { T
Ο 7\ / \ / \■ \\ \ I
Ό,ίo _
D atu m k o n tro le
U k u p n o p ro izv ed en o kom .
U k u p n o p reg ledano X 1 000 kom . * 1rs
1
in<r
сЧ
ί - Ί +ГГѵ Lo T“ * N- Ν
LnЦТ
Lnlì-
LnG LS Τ Ν' N-
cSсо"ΟΟ
G rešak a p o u zo rku n u = с <r<v 4) r̂ - CS
**LO CS - - cH - Τ io : CS - η - - <Ν
LS'S
G rešak a po jed in ic i p ro iz v o d a u
LnNО
3 «en"
δo"
οΟ
οln VS
Оaо
LnЫО
бо
In
O
Οо Я
о"IV.
оíöo '
Гго
lnr̂ _о
ІлЫ.О
SО
ß
D K G! j 1
1Λ1
G K G
SI. 19. u -k o n tro ln a karta , u b roj grešaka po jedinici pro izvoda, u p rosječan broj grešaka po jedinici pro izvoda, с broj grešaka po uzorku, с p rosječanbroj grešaka po uzorku , G KG go rn ja k o n tro ln a granica, D K G don ja k o n tro lna g ranica
SI. 20. c- i u -k on tro lna karta . O znake kao u si. 19

ORGANIZACIJA PROIZVODNJE 715
provjeravanje da radni uvjeti budu u normalnim granicama, te ograničiti škart.
Kontrolne karte služe da bi se slučajna odstupanja u proizvodnom procesu održala unutar dozvoljenih granica, odnosno, da bi se proizvodni proces korigirao kad odstupanje prijeđe te granice. Kontrolne se karte primjenjuju za mjerljive veličine i za atributivne karakteristike. Zajednička je karakteristika svih kontrolnih karata da se pomoću njih može odrediti da li izmjerene ili ocijenjene karakteristike proizvoda odgovaraju postavljenim zahtjevima, te da se, osim toga, može predvidjeti da li će te karakteristike još neko vrijeme ostati u dozvoljenim granicama ili će ih prijeći, pa se onda pojavljuje škart.
Za mjerljive karakteristike služe: kontrolna karta х —R (si. 15) kojom se prati aritmetička sredina i raspon, tj. maksimalna i minimalna vrijednost mjerene veličine, te kontrolna karta χ— σ (si. 16) kojom se prati aritmetička sredina i rasi- pavanje mjerene veličine. Matematičko-statistička osnova tih karata jest normalna raspodjela Kontrolne karte za atribu- tivne karakteristike jesu p-kontrolna karta (si. 17), koja prikazuje kretanje proporcije ili omjera loših komada u uzorcima; np-kontrolna karta (si. 18), koja izravno pokazuje broj pronađenih škart jedinica; u-kontrolna karta (si. 19), koja prikazuje prosječan broj grešaka (ne loših komada) pronađenih u jednoj isporuci, i to po jedinici proizvoda; c-kontrolna karta (si. 20), koja registrira broj defekata na jednom uzorku. Matematičko-statistička osnova tih karata jest binomna i Poissonova raspodjela
Izlazna kontrola kvalitete. Prije nego što se proizvod isporuči, potrebno je izvršiti izlaznu, odnosno završnu kontrolu
kvalitete, ispravnosti u radu ili pouzdanosti proizvoda. Ta se kontrola mora pridržavati pripadnih standarda, internih propisa i unaprijed zadanih karakteristika proizvoda Postupci su završne kontrole različiti i ovise о vrsti proizvoda i traženim karakteristikama, a jedan od mogućih postupaka prikazan je dijagramom toka na si. 21.
RUKOVANJE MATERIJALOM
U organizaciji proizvodnje važni su postupci koji osiguravaju optimalno rukovanje i prenošenje sirovina, materijala ili proizvoda prilikom ulaza u skladište, u samom skladištu, u toku proizvodnog procesa i na izlazu iz skladišta Rukovanje materijalom, kao jedna od disciplina organizacije proizvodnje, širi je pojam od unutrašnjeg transporta jer obuhvaća: rukovanje sipkim, tekućim, plinovitim i komadnim materijalom, unutrašnji transport, pakiranje, skladištenje, vanjski transport te organizaciju i unapređenje rukovanja materijalom.
U troškovima industrijske proizvodnje troškovi unutrašnjeg transporta iznose 10·· -50%, pa je potrebno unutrašnji transport i cjelokupno rukovanje materijalom dobro organizirati, primjenjujući znanstvene principe, da bi se osiguralo optimalno iskorištenje svih sredstava, opreme i prostora potrebnih u rukovanju materijalom. Zato je potrebno da za rješavanje problema rukovanja materijalom postoji posebna stručna služba, a ako nje nema, onda te poslove može preuzeti i obavljati vrlo dobro stručna služba studija rada
Osnovna načela kojih se treba pridržavati u organizaciji rukovanja materijalom jesu sljedeća:
1. Odvijanje tehnološkog i proizvodnog procesa treba sadržavati što manje radnih postupaka transporta, odnosno rukovanja materijalom. Posebno treba izbjegavati nepotrebne pretovare.
2. Za određeno vrijeme, odnosno jednim radnim postupkom, treba prenijeti ili premetnuti što više komada ili tereta.
3. Čovjeka treba što više osloboditi od rada u transportu, jer od ukupnog postotka nesreća na radu do 30% nastaju prilikom transporta Zato treba transport što više mehanizirati, vodeći računa da se odabere ono sredstvo koje će omogućiti minimalne troškove.
4. Transport treba biti primjeren radnim postupcima unutar tehnološkog ili proizvodnog procesa, nastojeći što više skratiti put prenošenja materijala i imajući u vidu da treba od radnog mjesta odvesti i otpadak.
5. Tok materijala treba ići uvijek najkraćim putem, i to po mogućnosti pravocrtno, izbjegavajući nepotrebne povratne putove.
6. Uz radno mjesto treba predvidjeti prostor koji osigurava optimalni smještaj materijala i dijelova koji se obrađuju.
7. Rukovanje materijalom treba pojednostavniti primjenjujući principe studija rada, a osobitu pažnju posvetiti zaštiti na radu.
8. Kad se projektira proizvodni proces ili kad se postojeći način transporta želi pojednostavniti, osobito ako se radi о velikim teretima, treba razmotriti mogućnost da se ne kreće materijal već izvršilac rada
9. Kad god je to ekonomski opravdano, kretanje materijala u toku proizvodnog procesa treba biti mehanizirano ili autóin atizirano.
10. Materijal treba dovesti što bliže mjestu obradbe ili preradbe.
11. Transportna se sredstva i oprema moraju redovito održavati te zamijeniti čim više ne zadovoljavaju uvjete normalnog rada Treba paziti na ekonomsku zastarjelost pojedinog sredstva ili opreme.
12. Transportne putove treba predvidjeti već u projektu proizvodnog procesa, a u proizvodnji moraju biti označeni i uvijek slobodni za prolaz
13. Pakiranje, koje služi za zaštitu gotovih proizvoda od oštećenja i za lakše rukovanje, treba smatrati integralnim dijelom rukovanja materijalom i dobro ga organizirati. Ambalaža treba biti funkcionalna, a vrlo često i atraktivnog izgleda

716 ORGANIZACIJA PROIZVODNJE — ORGANOMETALNI SPOJEVI
14. Treba tipizirati i standardizirati sredstva za zahvat i prijenos materijala i dijelova (stalci, palete, kutije, spremnici).
15. Svrha je skladišta da uz minimalne troškove pouzdano poslužuje proizvodnju. Zato se problemu skladišnog prostora, skladišne opreme i organizaciji rukovanja materijalom u skladištu treba posvetiti puna pažnja, a osobito pri projektiranju proizvodnog procesa
ODRŽAVANJE
Održavanje obuhvaća sve postupke koje treba poduzeti da sredstva za rad budu stalno u ispravnom stanju i da u predviđenom vijeku trajanja rade pouzdano, ekonomično i kvalitetno. To znači da se održavanjem trebaju spriječiti kvarovi sredstava za rad, a ako kvar ipak nastane, treba ga otkloniti. Kvarovi se sprečavaju preventivno-planskim održavanjem, a otklanjaju korektivnim održavanjem.
Služba održavanja sastoji se od sljedećih djelatnosti: preventivnog održavanja strojeva i uređaja (pregledi, podešavanje, podmazivanje, čišćenje, otklanjanje mogućih uzroka kvarova, izmjena dijelova), planskog održavanja strojeva i uređaja (mali, srednji i generalni popravci), vanplanskog održavanja strojeva i uređaja (otklanjanje nenadanih kvarova, popravci potrebni na osnovi preventivnog pregleda), ostalih djelatnosti (postavljanje i premještanje strojeva, uređaja i opreme, poboljšanja i rekonstrukcije, radovi u vezi s provođenjem zaštite, održavanje zgrada i postrojenja). U posljednje se vrijeme, osim preventivnog i korektivnog održavanja, razvilo i održavanje prema stanju opreme. Danas postoje moderni instrumenti i uređaji koji točno pokazuju trenutno stanje opreme, pa se prema tim pokazateljima mogu odmah poduzeti potrebni popravci. Nadalje, danas se vodi računa i о vjerojatnosti da se neki kvar može popraviti u određenom roku, tj. pazi se da je stroj ili uređaj što jednostavniji i da su svi dijelovi lako pristupačni tako da ih se može bez teškoća zamijeniti ili popraviti.
Za razliku od ostalih stručnih službi organizacije proizvodnje, stručna služba održavanja u organizacijskom je smislu nešto složenija, jer se kod održavanja ne radi samo о izmjeni nekog dijela na stroju ili uređaju, odnosno о pregledima i podmazivanjima. Vrlo je često potrebno, osobito za srednje i veće popravke, izraditi novi dio ili obaviti neke složenije radove u radionicama službe za održavanje. Tu je potrebno uključiti i konstrukcijski ured koji mora postojati u sastavu te službe, a potrebni su i stručnjaci za izradbu plana i praćenja plansko-preventivnog održavanja Zato služba održavanja, pogotovo u srednjim i većim radnim organizacijama, ima pripremu rada održavanja u koju ulazi tehnološka i operativna priprema, a najčešće i konstrukcijski ured. Za radove postoje specijalizirane radionice (npr. strojna obradba, limarija, elektro- bravarija itd.), i grupe za održavanje zgrada i terena, te skladište rezervnih dijelova potrebnih za održavanje strojeva, uređaja i opreme.
Budući da se strojevi, uređaji i sva sredstva za proizvodnju sve više mehaniziraju i automatiziraju, te da se traži da budu što pouzdaniji u radu, to se pojam održavanja u posljednje vrijeme proširio. Tako je nastala terotehnologija koja obuhvaća sve djelatnosti koje omogućuju dobro gospodarenje opremom i sredstvima za rad, a počinju već tokom projektiranja nekog osnovnog sredstva te se nastavljaju sve dok se to sredstvo ne otpiše. Cilj je terotehnologije optimizacija održavanja, tj. postizavanje takva režima održavanja pri kojemu je zbroj troškova održavanja i troškova zastoja zbog kvarova i radova održavanja minimalan. Te djelatnosti obuhvaćaju: sudjelovanje prilikom projektiranja ili nabave nove opreme, radova na pripremama za redovitu eksploataciju, održavanje kroz vijek eksploatacije opreme, radove na konstrukcijama i modernizaciji opreme, te sudjelovanje u donošenju odluke о otpisu opreme.
L I T . : H . H ilf , A rbeitsw issenschaft. C. H an ser, M ü n ch en 1957. — B . Barnes, M o tio n an d T im e S tu d y . J. W iley, N ew Y ork 51963. — F. W . Taylor, N au čn o u p rav ljan je . R ad , B eograd 1967. — C. 5 . George, T h e H is to ry o f M anagem en t T h o u g h t. P ren tice -H a ll, L o n d o n 1968. — H . B . M aynard , In d u s tria l E ng in eerin g H andbook . M cG raw -H ill, N ew Y ork 31971. — D. T á
boriak, S tud ij rada. T e h n ičk a knjiga, Z ag reb 1971. — G. K a m insky , P rak tikum der A rbeitsw issenschaft. C. H an ser, M ü n ch en 1971. — B . M ađarević, R ukovan je m aterija lom . T e h n ičk a knjiga, Z ag reb 1972. — B . M . Radcliffe, D . E . K aw a l, R. J . Stephenson, C ritica l P a th M ethod . C ahners P ub lish ing C o ., B oston 1972. — D . D om ainko, E konom ika i organ izacija industrijsk ih poduzeća . N a ro d n e n ov ine , Z agreb 1972. — E. Voss, In d u s trieb e trieb sleh re fü r Ing en ieu re . C. H anser, M ü n ch en 1973. — H. M üller-M erbach, O pera tio n s R esea rch . V erlag V ah len , M ü n ch en 1973. — E. Rejec, T ero tehno log ija . In fo rm a to r , Z agreb 1974. — H . K u lk a , A rbeitsw issenschaften fü r Ingen ieure. V EB F achbuchverlag , L eipzig 1974. — R E F A , M eth o d e n leh re d e r P lanung u n d S teuerung . C. H an ser, M ü n ch en 1974. — A . V ila, Z . Leiher, P laniranje p ro izvodn je i k o n tro la rokova. In fo im a to r , Z agreb 1976.
D. Taboršak
ORGANOMETALNI SPOJEVI, vrsta spojeva u kojima je metalni atom vezan s atomom ugljika koji je u sastavu nekog organskog radikala ili molekule. Metalni cijanidi, premda zadovoljavaju ovu definiciju, ne smatraju se organo- metalnim spojevima, nego se već odavno, po svojim svojstvima, ubrajaju među pseudohalogenide i kompleksne spojeve metala. Metalni karbidi, premda derivati ugljikovodika, kao što su A14C3 (derivat metana), N a2C2 ili CaC2 (derivati acetilena), Mg2C3 (derivat alena), i premda sadrže vezu metal-ugljik, ne ubrajaju se među organometalne spojeve jer ne sadrže uobičajene organske radikale. Metalni karbonili, kao što su Ni(CO)4, Fe(CO)5, Mn2(CO)10, ne smatraju se organometalnim spojevima jer se molekula CO (ugljik-monoksid) ne ubraja među organske molekule. Složeni karbonili, kad osim molekule CO sadrže još i različite organske molekule i radikale, pripadaju kemiji organometalnih spojeva.
Ni s obzirom na prirodu metala definicija organometalnih spojeva nije jednoznačna. Budući da nema oštre granice između metala i nemetala, među organometalne spojeve ubrajaju se i spojevi s vezom ugljik-metaloid, pa organometalnim spojevima pripadaju također organski spojevi bora, silicija, germanija, arsena, antimona, telura i polonija.
Uz naziv organometalni čest je i stariji naziv metaloorganski, osobito u njemačkoj i ruskoj literaturi.
Prvi pozna ti o rganom etaln i spoj bila je Zeiseova sol, K [C l3P tC 2H 4] · H 20 , što ju je godine 1827. priredio W. C. Zeise, profesor u K ^benhavenu . Budući da se d rža lo da je u njoj etilen vezan popu t k rista lne vode, ta se sol tad a nije ubra ja la m eđu o rganom etalne spojeve i n jeno poznavan je nije utjecalo na razvoj kem ije o rganom eta ln ih spojeva. Prvi pozna ti o rganom eta ln i spojevi u širem sm islu bili su o rganoarsenov i spojevi kojim a se oko 1840. godine bavio R. Bunsen.
M nogi o rganom eta ln i spojevi dali su se prired iti reakc ijom m etala s alkil- halogenidim a, pa su u sljedećih neko liko god ina p riređen i alk iln i spojevi žive, kadm ija , kositra , an tim o n a i bizm uta. K ad a neki čisti m etal *nije reag irao s alk ilha logen idom ili arilhalogen idom , upotrijeb ljena je legura tog m etala s natrijem ili kalijem . T ak o su C. J. L'òwig i njegov učenik H. H. L andolt alkilirali kositar, an tim on i bizm ut (1851— 1852), a A. C ahours (1862) p riredio je te trae tilo lovo d je lovanjem etiljod ida na leguru olova (80% ) i n a trija (20%). M etoda p rip rave s legurom im ala je kasnije veliko značenje u industrijskoj pro izvodn ji o rganom eta ln ih spojeva, posebno te traetilo lova, koje se od 1922. godine dodaje benzinu kao an tid e to n a to r.
O tkriće izravnog m erkuriran ja , tj. zam jene vod ika na ugljiku živom, potkra j prošlog stoljeća dalo je p ravo obilje o rganoživ in ih spojeva, osobito u aro- m a tskom nizu, š to je p o ta k n u lo p rim jenu o rganoživ in ih spojeva u kem o- terapiji k ao zam jenu za toksične ano rganske živine p repara te . U alifatskom n izu dobiveni su spojevi s više a to m a žive na jed n o m a to m u ugljika. Tek su nedavno (1974. godine) D. G rden ić i suradn ic i pokazali da m erkarbid, što se dobije m erku riran jem e tano la (K. A. H ofm ann, 1898. godine) sadrži perm er- ku riran i m etan i da daje spojeve tipa C(H gX)4.
In teres za o rganoarsenove (i organofosforne) spojeve poslije Bunsena obnovio je A. W. H ofm ann 1855. godine, a P. E hrlich je 1907. godine s in te tiz irao niz arsenobenzenov ih derivata, od ko jih je 606. po redu nazvan salvarsanom i uveden kao lijek pro tiv sifilisa (1910). Poslije uspjeha sa sa lvarsanom organo- a rsenova kem ija silno se razvila. O d ~ 12 000 o rganom eta ln ih spojeva, pozna tih do 1937. godine, o rganoarsenov ih bilo je oko 8 000, a većina od n jih bila je te stirana na te rap eu tsk u d je lo tvornost. Č etrdesetih god ina interes za organo- arsenove spojeve naglo je opao zbog uspješne, prim jene antib io tika.
U drugo j polovici XIX stoljeća više se razvila i kem ija organosilicijevih i o rganokositren ih spojeva. Z a kem iju organosilicijevih spojeva prv ih desetljeća ovog sto ljeća posebno je zaslužan engleski kem ičar F. S. K ipping, je r je obratio pažn ju na siloksane, a o sob ito na polisiloksane, kasnije prozvane silikonim a. S ilikonska ulja, sm ole i gum e danas su tehnički veom a važne.
O sim p rim jenom u medicini, po ljopriv red i i tehnici, izvanredne poticaje za razvoj dob ila je kem ija o rganom eta ln ih spojeva prim jenom u organskoj sintezi. Već usko ro nakon o tk rića u tu su svrhu upotrijeb ljen i organocinkovi spojevi, ali je tek zam jena cinka m agnezijem dala izvanredne rezultate. F rancuski kem ičar V. G rig n ard (1900) pokazao je da se sinteze odvijaju p reko alkilm ag-