Microstructure and Texture Evolution in an Intermetallic β-Stabilized TiAl Alloy During Forging and...
7
DOI: 10.1002/adem.201300265 Microstructure and Texture Evolution in an Intermetallic b-Stabilized TiAl Alloy During Forging and Subsequent Isothermal Annealing** By Andrea Gaitzenauer,* Andreas Stark, Daniel Gosslar, Helmut Clemens and Svea Mayer Microstructure and texture formation were investigated in an intermetallic Ti–43.4Al–4.2Nb–1.1Mo– 0.1B (in at.%) alloy after near conventional forging in the (a þ b) phase field region and subsequent isothermal annealing treatments at 1150 °C for different holding times. During forging and the following cooling process a fine grained microstructure is formed consisting of lamellar a 2 /g colonies and elongated grains of the b o phase situated at the colony boundaries. The isothermal annealing treatment leads to a significant change of the forged microstructure. After hot-forging, all phases show typical fiber textures as it is expected for uniaxial deformation. In the as-forged state the a 2 (a) phase exhibits a h11-20i fiber, the b o (b) phase has a strong and sharp h001i fiber and the g phase shows a h110i and a weaker h101i fiber. After additional annealing at 1150 °C for 8 h, the textures are almost unchanged in contrast to the microstructure. 1. Introduction Intermetallic g-TiAl based alloys exhibit numerous attrac- tive properties for high-temperature structural applications in aircraft and automotive industries. [1,2] Their advantage is mainly seen in their low density (3.9–4.2 g cm 3 , depending on composition and constitution), high specific yield strength, high specific stiffness, good oxidation resistance, resistance against “titanium fire”, and good creep properties up to high temperatures. However, up to now there exists no well- established wrought processing route, which guarantees an economic supply of automotive and aero engine components. With regard to hot-working most of the approaches reported in literature include an isothermal forging step. [2] In order to increase the economic feasibility of wrought processing of g-TiAl-based alloys, special alloys have been developed which can be processed by near-conventional forging using hot dies. [1,3,4] An example for such a g-TiAl based alloy which can be hot-worked readily represents the so-called TNM alloy family which contains a balanced concentration of the b stabilizers Nb and Mo. [1] At elevated temperature, this class of alloys possesses a large amount of disordered b phase with body-centered cubic (bcc) lattice, which improves hot-work- ability. It was demonstrated that TNM alloys can be hot-forged using a conventional forging process. The applied deformation rates are considerably higher than those used for isothermal forging. [4,5] For more information concerning alloy design, processing, microstructure and properties of TNM alloys the reader is referred to a recent review article. [1] In the last decade a number of papers have been published which deal with microstructure evolution, texture formation and texture analysis in engineering g-TiAl based alloys during hot-working on an industrial scale, e.g. extrusion, rolling and forging. [2,6–10] However, the hot-forming operations were conducted within the (a þ g) phase field region and, in case of slow deformation rates, even below the eutectoid temperature. Therefore, these studies have concentrated on the deformation behavior and texture evolution of the g-TiAl phase and a-Ti(Al) or a 2 -Ti 3 Al phase at elevated temperatures. In this paper, for the first time microstructure and texture formation in an intermetallic b-stabilized TNM alloy with a composition of Ti–43.4Al–4.2Nb–1.1Mo–0.1B (in at.%) during near conventional forging on an industrial scale in the (a þ b) [*] A. Gaitzenauer, Prof. H. Clemens, Dr. S. Mayer Department of Physical Metallurgy and Materials Testing, Montanuniversit€ at Leoben, 8700 Leoben, Austria E-mail: [email protected] Dr. A. Stark Institute of Materials Research, Helmholtz-Zentrum Gees- thacht, 21502 Geesthacht, Germany Dr. D. Gosslar Institute of Materials Science and Technology, Hamburg University of Technology, 21073 Hamburg, Germany [**] The authors thank R. Hempel and P. Voigt, Titanium Solutions GmbH, Bremen, Germany, for providing the hot-forged material. A part of this research was conducted in the framework of the Austrian FFG project 832040 “energy drive,” Research Studios Austria. ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4 © 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim wileyonlinelibrary.com 445 FULL PAPER
Transcript of Microstructure and Texture Evolution in an Intermetallic β-Stabilized TiAl Alloy During Forging and...

FU
DOI: 10.1002/adem.201300265LLPAPER
Microstructure and Texture Evolution in an Intermetallicb-Stabilized TiAl Alloy During Forging and SubsequentIsothermal Annealing**
By Andrea Gaitzenauer,* Andreas Stark, Daniel Gosslar, Helmut Clemens and Svea Mayer
Microstructure and texture formation were investigated in an intermetallic Ti–43.4Al–4.2Nb–1.1Mo–0.1B (in at.%) alloy after near conventional forging in the (aþb) phase field region and subsequentisothermal annealing treatments at 1150 °C for different holding times. During forging and thefollowing cooling process a fine grained microstructure is formed consisting of lamellar a2/g coloniesand elongated grains of the bo phase situated at the colony boundaries. The isothermal annealingtreatment leads to a significant change of the forged microstructure. After hot-forging, all phases showtypical fiber textures as it is expected for uniaxial deformation. In the as-forged state the a2(a) phaseexhibits a h11-20i fiber, the bo(b) phase has a strong and sharp h001i fiber and the g phase shows a h110iand a weaker h101i fiber. After additional annealing at 1150 °C for 8 h, the textures are almostunchanged in contrast to the microstructure.
1. Introduction increase the economic feasibility of wrought processing of
Intermetallic g-TiAl based alloys exhibit numerous attrac-tive properties for high-temperature structural applications inaircraft and automotive industries.[1,2] Their advantage ismainly seen in their low density (3.9–4.2 g cm�3, depending oncomposition and constitution), high specific yield strength,high specific stiffness, good oxidation resistance, resistanceagainst “titanium fire”, and good creep properties up to hightemperatures. However, up to now there exists no well-established wrought processing route, which guarantees aneconomic supply of automotive and aero engine components.With regard to hot-workingmost of the approaches reported inliterature include an isothermal forging step.[2] In order to
[*] A. Gaitzenauer, Prof. H. Clemens, Dr. S. MayerDepartment of Physical Metallurgy and Materials Testing,Montanuniversit€at Leoben, 8700 Leoben, AustriaE-mail: [email protected]. A. StarkInstitute of Materials Research, Helmholtz-Zentrum Gees-thacht, 21502 Geesthacht, GermanyDr. D. GosslarInstitute of Materials Science and Technology, HamburgUniversity of Technology, 21073 Hamburg, Germany
[**] The authors thank R. Hempel and P. Voigt, Titanium SolutionsGmbH, Bremen, Germany, for providing the hot-forged material. Apart of this researchwas conducted in the framework of the AustrianFFG project 832040 “energy drive,” Research Studios Austria.
ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4 © 2013 WILEY-VCH
g-TiAl-based alloys, special alloys have been developed whichcan be processed by near-conventional forging using hotdies.[1,3,4] An example for such a g-TiAl based alloy which canbe hot-worked readily represents the so-called TNM alloyfamily which contains a balanced concentration of the b
stabilizers Nb and Mo.[1] At elevated temperature, this class ofalloys possesses a large amount of disordered b phase withbody-centered cubic (bcc) lattice, which improves hot-work-ability. It was demonstrated that TNM alloys can be hot-forgedusing a conventional forging process. The applied deformationrates are considerably higher than those used for isothermalforging.[4,5] For more information concerning alloy design,processing, microstructure and properties of TNM alloys thereader is referred to a recent review article.[1]
In the last decade a number of papers have been publishedwhich deal with microstructure evolution, texture formationand texture analysis in engineering g-TiAl based alloys duringhot-working on an industrial scale, e.g. extrusion, rollingand forging.[2,6–10] However, the hot-forming operations wereconducted within the (aþ g) phase field region and, in case ofslow deformation rates, even below the eutectoid temperature.Therefore, these studies have concentrated on the deformationbehavior and texture evolution of the g-TiAl phase anda-Ti(Al)or a2-Ti3Al phase at elevated temperatures.
In this paper, for the first time microstructure and textureformation in an intermetallic b-stabilized TNM alloy with acomposition of Ti–43.4Al–4.2Nb–1.1Mo–0.1B (in at.%) duringnear conventional forging on an industrial scale in the (aþb)
Verlag GmbH & Co. KGaA, Weinheim wileyonlinelibrary.com 445

A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
FULLPAPER
phase field region is reported. In addition, microstructuralevolution and change of texture during subsequent isothermalannealing treatments at 1150 °C were investigated. A castand hot-isostatically pressed (HIPed) ingot was used asstarting material for this study. Previous investigationshave shown that due to b solidification the initial textureis negligible[11] and the ingot was microstructurally andchemically homogeneous.
2. Materials and Experimental
The investigated alloy has a composition of Ti–43.4Al–4.2Nb–1.1Mo–0.1B and belongs to the so-called TNM alloyfamily.[1] Small ingots (“slugs”) of the alloy were fabricated bya novel production technique introduced by GfE –Metalle andMaterialien GmbH, Nuremberg, Germany, for 2nd and 3rd
generation TiAl alloys. This technique combines vacuum arcskull melting and centrifugal casting in permanent moulds asdescribed in ref.[1,12] The advantage of this process is thepossibility to produce adjusted feed stock materials for bothhot-working and investment casting. The slugs exhibit asatisfying microstructural homogeneity, homogeneous alloy-ing element distribution as well as concentrations of unwantedimpurities (O, N) well below 700wt.-ppm. In order to closeresidual casting porosity the ingot was HIPed at a temperatureof 1200 °C applying a pressure of 200MPa for 4 h. The HIPcycle was completed by slow cooling to room temperature.After HIPing, the ingot was cut and machined to forgingpreforms exhibiting a diameter of 60mm and a height of60mm.
Forging was conducted in the (aþb) phase field region,selecting a temperature where the volume fraction of thedisordered b phase is high enough to facilitate the hot workingbehavior.[3–5] The one-shot forging process, as reported inref.,[4] was conducted on an industrial forging facility using adeformation rate which is significantly higher than normallyused for hot-die forging[3] and isothermal forging[2] of g-TiAlbased alloys. Due to confidentially reasons, however, nospecific information regarding the forging parameters can begiven. The cylindrical preformwas deformed in direction of itsaxis to a height of 12mm, leading to a degree of deformation ofw¼�1.6. Subsequently, the forged sample was initially aircooled and after reaching a certain temperature transferredinto a container filledwith vermiculite, in which it was allowedto cool to room temperature. The forged pancake had adiameter of about 140mm. With the exception of theappearance of small free surface cracks at the lateral area,no macroscopic defects were detected.
In order to study the modification of microstructure andtexture during annealing below the eutectoid temperature, i.e.the ordering temperature of the a phase, heat treatments wereconducted at 1150 °C in a chamber furnace RHF 1600 ofCarbolite. Specimens with a dimension of at least 12� 21mm2
were taken from the center of the pancake and annealed for5min, 30min, 1 h, 8 h, and 24 h. Subsequently, the sampleswere air cooled to room temperature.
446 http://www.aem-journal.com © 2013 WILEY-VCH Verlag GmbH & Co
For the examination of the microstructure in the scanningelectron microscope (SEM), the specimens were prepared bywet grinding on SiC-paper down to 4000 grade followed byelectrolytic polishing (Struers LectroPol-5, electrolyte A3, at anapplied voltage of 36Vand a flow rate setting of 11 for 25 s).[13]
For SEM investigations an EVO 50 microscope from Zeiss wasused, operated in back-scattered electron mode (BSE) in orderto visualize the appearing phases.
Hardness measurements according to Vickers (HV10)were performed on an EMCO-TEST M4C 025 G3M fromEMCO-TEST Pr€ufmaschinen GmbH.
In order to determine the volume fractions of the presentphases X-ray diffraction (XRD) measurements were conductedon a Bruker AXS D8 Advance Diffractometer in Bragg–Brentano geometry using Cu-Ka radiation. SubsequentRietveld analysis was conducted with the software packageDIFFRACplus TOPAS, where texture effects can be considered.
For the texture measurements a sample with dimensions of20� 21mm2 was cut off the center of the as-forged pancakeand divided in halves perpendicular to the load direction (LD).One of the halveswas subjected to an additional heat treatmentfor 8 h at 1150 °C followed by air cooling to room temperature.After grinding and polishing the cut surfaces of bothspecimens, their texture was measured by XRD using atexture goniometer with Eulerian cradle fromBruker AXS. Dueto a special parallel beam optic, a very low background leveland a high peak resolution even at high polar angles wereachieved. The measurements were performed in reflectiongeometrywith filtered Cu-Ka radiation. Pole figures of variousreflections of the a2, the bo, and the g phase were measured upto a polar angle of 85°. In detail these were 20–20, 20–21, 20–22and 20–23 for the a2 phase, 110 and 200 for the bo phase and001, 110, 111, and 201 for the g phase. These incomplete polefigures were subsequently corrected for background andintensity loss. The orientation distribution function (ODF) ofthe g phase was calculated using the series expansionmethod up to an order of 22.[14] The ODF of the a2 and thebo phase were calculated employing the WIMV algorithm ofthe BEARTEX Berkeley Texture Package.[15] The textures willbe discussed in form of complete and inverse pole figuresrecalculated from the ODF. While the disordered a and b
phases were deformed, the texture measurements were doneon their transformed, i.e. ordered, low temperature variants a2
and bo. Since the ordering transformation does not influencethe texture, in the discussion the textures are continuouslyreferred to as a and b texture. However the crystallographicindexing of the hexagonal a/a2 phase was done according tothe a2 lattice.
3. Results and Discussion
At room temperature and application temperatures up to750 °C TNM alloys consist predominately of three differentphases. The majority phase is g-TiAl which crystallizes in theL10 structure. The next phase, with regard to their appearingvolume fraction, is a2-Ti3Al exhibiting a D019 structure. The
. KGaA, Weinheim ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4

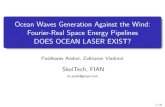
Fig. 1. Microstructure of the Ti–43.4Al–4.2Nb–1.1Mo–0.1B alloy prior to forging (cast/HIPed condition). SEM image taken in BSE mode. The bo phase shows the brightestcontrast, whereas the g phase shows the darkest contrast. The contrast of the a2 phase liesbetween that of g and bo.
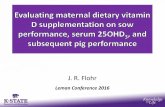
Fig. 2. Microstructure of the Ti–43.4Al–4.2Nb–1.1Mo–0.1B alloy after (a) forging in the (ashows the fine lamellar structure; forging direction is vertical. Microstructural evolution du(c) 30min, (d) 1 h, (e) 8 h and (f) 24 h. SEM images taken in BSE mode.
A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4 © 2013 WILEY-VCH Ve
FULLPAPER
third phase is the ordered bo phase exhibiting a B2 structure,which plays a decisive role during hot-working at elevatedtemperatures[5] in form of disorderedb phasewith A2 structure.According to in situ neutron diffraction measurements theorder–disorder transformation of bo to b phase occurs around1210 °C, whereas the transformation temperature of a2 to a
phase, the eutectoid temperature, is about 1180 °C.[16] Figure 1shows the cast/HIPed microstructure of the Ti–43.4Al–4.2Nb–1.1Mo–0.1B alloy. It consists of lamellar a2/g colonies which aresurrounded by g and bo phase. Within the lamellar coloniesfine bo precipitates are visible. For more information on themicrostructural evolution in TNM alloys after casting andsubsequent HIPing the reader is referred to ref.[1]
The microstructure after forging in the (aþb) phase fieldregion is shown in Figure 2a. It consists of fine lamellar a2/gcolonies and elongated bo phase situated at the colonyboundaries. In the bo fine lens-shaped g platelets are visiblewhich were formed during the cooling process.[5,17] It shouldbe kept in mind that, because of the fast air cooling of thepancake before it was subjected to vermiculite for slow cooling,not all thermodynamically possible g phase can be formedand furthermore the appearing phases have not gained theirequilibrium chemical compositions. As a consequence, theforged material is in a thermodynamically metastable state.
þ b) phase field region and subsequent cooling in air and vermiculite (see text). The insertring annealing at 1150 °C for different holding times, followed by air cooling: (b) 5min,
rlag GmbH & Co. KGaA, Weinheim http://www.aem-journal.com 447

Fig. 3. Dependence of g, a2 and bo phase fractions as function of annealing time at1150 °C. The heat treatments were terminated by air cooling. The volume fractions of thephases were determined by XRD measurements and subsequent Rietveld analysis.
Fig. 4. Vickers hardness HV10 of a forged and annealed Ti-43.4Al–4.2Nb–1.1Mo–0.1Balloy. The specimens were annealed at 1150 °C for different holding times and subsequentair cooled (see Figure 3).
A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
FULLPAPER
The microstructure after annealing at 1150 °C for 5min isshown in Figure 2b. Evidently, even such a short annealingtime has a considerable impact on the microstructure. Thevolume fraction of the elongated bo phase has slightlyincreased and the previously fine g platelets are grown.Additionally, new g particles have nucleated within the bo
matrix and start to spheroidize as in the case of bo phase. Withincreasing annealing time this process leads to the dissolutionof the elongated bo phase. The driving force for the formationof g phase is the above-mentioned strong thermodynamicimbalance which exists after the forging process. Moredramatically, however, is the observed morphological changeof the lamellar a2/g colonies. Whereas the lamellar spacingwithin the colonies seems to remain fine at short annealingtimes, a significant amount of the colonies have beenconsumed by cellular reaction (discontinuous coarsening).The driving force of the cellular reaction stems partly from thechemical disequilibrium after forging, the stored deformationenergy, but also from the high interfacial energy provided bythe fine lamellar structure.[18,19] More specific informationregarding the appearance of cellular reaction in lamellar TNMmicrostructures as well as results of transmission electronmicroscopy are reported in ref.[17]With increasing holding timeat 1150 °C the lamellar a2/g colonies slowly dissolve and bothvolume fraction and size of the globular a2, bo, and g grains areincreasing (Figure 2c–f). From the SEM images it is also evidentthat the lamellar spacing within the remaining colonies isincreasing, which in turn reduces the driving force forthe cellular reaction. Additionally, the precipitation of finebo particles is observed. The nucleation sites as well as thecrystallographic relationship with the matrix are describedin ref.[17] After 8 h at 1150 °C only few a2/g colonies areremaining which exhibit a wide lamellar spacing (Figure 2e).Prolongation of the annealing time leads to a furtherreduction of the lamellar colonies and a significant coarseningof the a2, bo, and g grains. The corresponding microstructurefor a specimen which was annealed for 24 h at 1150 °C isshown in Figure 2f. From the evolution of the microstructure,as displayed in Figure 2, it is evident that an isothermalannealing treatment can be used to structurally homogenizethe forged microstructure.[20] Such a microstructure offers agood starting point for a further heat treatment whichthen determines the mechanical properties of the fabricatedcomponent.[1]
The development of the phase volume fractions as afunction of annealing time at 1150 °C is shown in Figure 3.Obviously, themost pronounced change occurs during the first5min of annealing. Here, both g and bo increase at the expenseof a2. Further annealing leads to a small increase of bo, whereasthe volume fraction of g is almost unchanged. It should benoted that the phase fractions obtained for holding timeslonger than 1 h match well with those derived from in situhigh-energy XRD experiments and heat-treatment studies asreported in ref.[8]
The hardness according to Vickers (HV10) as a function ofannealing time at 1150 °C is shown in Figure 4. The as-forged
448 http://www.aem-journal.com © 2013 WILEY-VCH Verlag GmbH & Co
condition exhibits the highest hardness which is significantlydecreased by annealing. In contrast to the phase fractions(Figure 3) the most significant change in hardness is observedfor 30min annealing time, whereas after 5min the variation iscomparably small. Longer annealing leads to a further steadydecrease of the hardness. From literature it is well establishedthat the mechanical properties of fully and nearly lamellarmicrostructures in g-TiAl based alloys are determined by themean interface spacing existing in the a2/g colonies. In ref.,[17]
it was shown that the micro-hardness in the lamellar regionsof a TNM alloy with nearly lamellar microstructure can beexplained by a modified Orowan relationship where thedominant structural parameter is the mean interface spacing.Additionally, it was found that the cellular region showsalmost the same micro-hardness as the lamellar microstruc-ture, although the microstructural design differs considerably,e.g. cf. Figure 2c. However, it was shown that the decrease in
. KGaA, Weinheim ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4

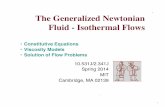
Fig. 5. Recalculated complete pole figures (stereographic projection) of (a) a, (b) b, and (c) g in the as-forged state.
Fig. 6. Inverse pole figures (stereographic projection) in load direction (LD) of (a and b)the a, (c and d) the b and (e and f) the g phase in the (a, c and e) as-forged conditionand (b, d and f) after additional annealing at 1150 °C for 8 h followed by air cooling.
A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
FULLPAPER
hardness, which might be expected due to the formation of acoarse cellular (gþa2þbo) structure, is compensated by theoccurrence of a considerable volume fraction of hard bo phasein the cellular region.[17] As a consequence, the relativelysmall decrease of the macro-hardness after annealing for 5minat 1150 °C, see Figure 4, can mainly be attributed to theappearance of soft globular g grains within the elongated bo
phase (Figure 2b). The strong decrease after 30min isa combined effect of dissolution of the lamellar colonies,increase of the mean lamellar spacing as well as coarseningof the cellular regions and growth of the g grains within thebo phase (Figure 2c). The following steady decrease of thehardness can be explained by cumulative spheroidization ofthe microstructure along with grain coarsening.
After hot-forging, all phases show typical fiber textures(Figure 5) as it is expected for uniaxial deformation. Figure 6shows the inverse pole figures in LD for the a2(a), bo(b), andg phase after forging and additional annealing at 1150 °Cfor 8 h. In the as-forged state a exhibits a h11-20i fiber, b has astrong and sharp h001i fiber and g shows a h110i and a weakerh101i fiber texture. After additional annealing the texturesare almost unchanged in contrast to the microstructure(compare Figure 2a to Figure 2e). The clearest modificationsare the occurrence of an additional weak h10-12i fiber of thea phase and the increase of the g h110i fiber.
Hot-forging took place in the (aþb) two phase field regionwith a as main component and b phase.[8] Due to its higheramount of slip systems the bcc b phase is more ductile thanthe hcp a phase. After forging a shows a pure h11-20i fibertexture (Figure 6a), i.e. the c-axes of the a grains are alignedperpendicular to the LD. At a first view this is surprising,because previous studies observed a tilted basal fiber texture,i.e. the c-axes are tilted about 20° around the LD, which is acharacteristic deformation texture formed after compressivedeformation in a phase and other hcp metals.[9,21] But thesestudies were related to lower compression rates (�5� 10�2 s�1)and different phase compositions (no or very small b contents)when compared to the present study. However, after hot-rolling of high Nb bearing g-TiAl based alloys, an a texture
ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4 © 2013 WILEY-VCH Ve
component with similar aligned c-axes (perpendicular to theLD) was found, namely the so called transversal compo-nent.[10,22] While the deformation rates during the hot-rollingexperiments are in the same range as in the present study,rolling was conducted within the (aþg) phase field region.
Generally, several kinds of crystallographic slip systems areavailable in hcp metals like the a phase: pure hai slip onprismatic, pyramidal and basal planes and hcþ ai slip onpyramidal planes. The activation of hcþ ai slip requires highercritical resolved shear stress (CRSS) than the activation of haislip. In a single phase hcp alloy, plastic deformation, withoutcracking, demands hcþ ai slip in addition to slip. In contrast, ifthe grains of the hexagonal phase are embedded in a second
rlag GmbH & Co. KGaA, Weinheim http://www.aem-journal.com 449

A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
FULLPAPER
softer phase (e.g. bcc b phase), the rules for selecting the activeslip systems, may be quite different.[23,24] Then favorableorientated a grains (soft grains) deform basically by hai slipwhile unfavorable orientated a grains (hard grains) remainundeformed but may rotate by flow of the surrounding b
phase into softer orientations. Finally, the observed h11-20ifiber texture matches ideally the softest orientation of the a
phase with respect to compressive deformation. The texturecomponents expected for the b phase are h100i and h111ibecause they are known as stable orientations of bcc metalsduring uniaxial compressive deformation. Whereas in previ-ous studies a pure h111i fiber was observed,[9] b shows a pureh100i fiber in the present study (Figure 6c). On the one handthis discrepancy can be attributed to the fact that in theprevious studies the ordered low temperature variant bo wasdeformed and/or to the abovementioned different deformationconditions. Otherwise, the h100i fiber is crystallographicallyrelated to the h11-20i fiber of a by the Burgers relationship:{110}b || {0001}a and h111ib || h11-20ia. Hence several slipsystems of both phases are aligned parallel. This may result in avariant selection during deformation which prefers the forma-tion of the h100i fiber. A similar correlated texture formationwasobserved during rolling of two-phase a/b-titanium alloys.[24]
The high intensity of the h100i fiber can be attributed to the factthat, especially at the beginning of the deformation, the softer bphase has to accumulate the main part of the deformation. Thusb will be stronger deformed than a until most a grains arerotated into soft orientations. Beside a2 and bo a high amount ofg can be detected in the as-forged sample. It was formed duringcooling of the forged pancake when the a grains transforminto lamellar a2/g colonies.[25] The h110i and h101i fibers ofthe g texture (Figure 6e) coincide crystallographically with theh11-20i fiber of a according to the Blackburn relationship:f111ggf0001ga2 and h1-10ig || h11-20ia2. Thus, g showsthe typical transformation texture, which evolves due to theformation of lamellar colonies during cooling.
During additional annealing for 8 h at 1150 °C the lamellara2/g colonies slowly dissolve and transform to globular a2, bo
and g grains as described above. The annealed microstructureis shown in Figure 2e. Thereby about the halve amount of a2,which is present in the as-forged specimen, has transformedinto bo and g (Figure 3). In the b texture, almost no changes arevisible after annealing (Figure 6d). That means the small bo
grains, which are present around the lamellar colonies afterforging, coarsen and grow at the expense of the lamellarcolonies. But no recrystallization takes place within the bo
grains which would result in the formation of new grains withadditional different orientations. Beside the h11-20i fiber, anadditional weak h10-12i fiber can be observed in the a texture(Figure 6b). These two fibers correspond to the Blackburnrelationship regarding to the h110i and h101i fibers of the g
texture. During disintegration reaction of the lamellar a2/gcolonies by cellular reaction and the subsequent evolution ofglobular a2 and g grains, the previous orientation of the a2
grains is largely preserved. That means the lamellar shaped a2
grains are basically re-shape. Additionally some new a2 grains
450 http://www.aem-journal.com © 2013 WILEY-VCH Verlag GmbH & Co
may grow closely correlated with g. They will grow with allorientations allowed by the Blackburn relationship, thuscorresponding to the h11-20i fiber as well as to the h10-12ifiber. In the g texture an increase of the h110i fiber can benoticed after annealing (Figure 6f). However, there is nocrystallographic preference for the h110i fiber or the h101i fiberas long as g is largely formed closely related toa2, i.e. accordingto the Blackburn relationship. This is the case as long as the a
grains transform into (a2þ g) lamellar colonies. But at the timewhen the lamellar colonies dissolve new g grains also form inclose vicinity to bo at the colony boundaries. In contrast toh101i, h110i has an orientation relationship to the h100i fiber ofbo. In both the h110i fiber of g and the h100i fiber of bo the Aland Ti atoms are aligned in pure Al or Ti lines parallel to theformer LD, whereas in the h101i fiber of g they are aligned inmixed lines. This may support the formation of the h110i fiberin g during annealing.
4. Conclusions
Microstructure and texture evolution was studied in anintermetallic Ti–43.4Al–4.2Nb–1.1Mo–0.1B alloy during anovel near conventional hot-die forging process on anindustrial scale. The alloy was reduced to w¼�1.6 by a one-shot forging process conducted in the (aþb) phase fieldregion. The as-forged microstructure consists of fine lamellara2/g colonies and elongated bo phase situated at the colonyboundaries. Subsequent isothermal annealing treatments at1150 °C lead to a significant change of the volume fractions ofthe constituting phases as well as to a structural homogeniza-tion of the forged microstructure. The change of phases andmicrostructure with annealing time is reflected in the hardnessof thematerial. After hot-forging, all phases show fiber texturesas it is expected for uniaxial deformation. However, theformation of the h11-20i a phase fiber and the h001i b phasefiber indicates a strong interaction between a phase and thesoft b phase during deformation, which influences the textureformation. Due to the multitude of orientation relationshipsbetween a, a2, b, bo and g phase the textures appear almostunchanged after additional annealing at 1150 °C for 8 h incontrast to the microstructure.
The study shows that even high degrees of deformation canbe achieved in advanced intermetallic g-TiAl based alloys by anovel one-shot forging process, resulting in good balancedmechanical and microstructure properties after additionalannealing.
Received: July 18, 2013Final Version: October 22, 2013
Published online: December 4, 2013
[1] H. Clemens, S. Mayer, Adv. Eng. Mater. 2013, 15, 191.[2] F. Appel, J. D. H. Paul, M. Oehring, in Gamma Titanium
Aluminide Alloys – Science and Technology, Wiley-VCH,Weinheim 2011.
. KGaA, Weinheim ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4

A. Gaitzenauer et al./Microstructure and Texture Evolution in an Intermetallic b-Stabilized g-TiAl Alloy
FULLPAPER
[3] S. Kremmer, H. Chladil, H. Clemens, A. Otto, V. G€uther,in Ti-2007 Science and Technology, The Japan Institute OfMetals (JIM), Sendai, Japan 2008, p. 989.
[4] A. Gaitzenauer, M. M€uller, H. Clemens, P. Voigt,R. Hempel, S. Mayer, in Mater. Res. Soc. Symp. Proc,Symposium JJ, 2012, MRS Fall Meeting, 2012, 1516, p. 29.
[5] W. Wallgram, T. Schm€olzer, L. Cha, G. C. Das, V. G€uther,H. Clemens, Int. J. Mater. Res. 2009, 100, 1021.
[6] A. Bartels, H. Kestler, H. Clemens, Mater. Sci. Eng. 2002,329, 153.
[7] W. Schillinger, A. Bartels, R. Gerling, F.-P. Schimansky,H. Clemens, Intermetallics 2006, 14, 336.
[8] M. Schloffer, F. Iqbal, H. Gabrisch, E. Schwaighofer, F.-P.Schimansky, S. Mayer, A. Stark, T. Lippmann, M. G€oken,F. Pyczak, H. Clemens, Intermetallics 2012, 22, 231.
[9] A. Stark, F.-P. Schimansky, H. Clemens, Solid StatePhenom. 2010, 160, 301.
[10] A. Stark, A. Bartels, R. Gerling, F.-P. Schimansky,H. Clemens, Adv. Eng. Mater. 2006, 8, 1101.
[11] H. Clemens, H. F. Chladil, W. Wallgram, G. A. Zickler,R. Gerling, K.-D. Liss, S. Kremmer, V. G€uther,W. Smarsly,Intermetallics 2008, 16, 827.
[12] M. Achtermann, V. Guether, J. Klose, H.-P. Nicolai, paperpresented at the 4th International Workshop on TitaniumAluminides, Nuremberg, Germany, September 14–16, 2011.
[13] M. Schloffer, T. Schmoelzer, S. Mayer, E. Schwaighofer,G. Hawranek, F.-P. Schimansky, F. Pyczak, H. Clemens,Prakt. Metallogr. 2011, 48, 594.
ADVANCED ENGINEERING MATERIALS 2014, 16, No. 4 © 2013 WILEY-VCH Ve
[14] M. Dahms, H. J. Bunge, J. Appl. Crystallogr. 1989, 22, 439.[15] H. R. Wenk, S. Matthies, J. J. Donovan, D. Chateigner, J.
Appl. Crystallogr. 1998, 31, 262.[16] I. J. Watson, K.-D. Liss, H. Clemens, W. Wallgram,
T. Schmoelzer, T. C. Hansen, M. Reid, Adv. Eng. Mater.2009, 11, 932.
[17] L. Cha, H. Clemens, G. Dehm, Int. J. Mater. Res. 2011, 102,703.
[18] A. Denquin, S. Naka, Acta Mater. 1996, 44, 343.[19] M. Tałach-Dumańska, P. Zieba, A. Pawłowski, J.Wojewoda,
W. Gust, Mater. Chem. Phys. 2003, 80, 476.[20] H. Clemens, W. Wallgram, M. Schloffer, Method for
Producing a Component andComponents of a Titanium–
aluminum Base Alloy, 2011, CNY U.S. PatentUS20110277891 A1.
[21] A. Stark, A. Bartels, H. Clemens, S. Kremmer, F.-P.Schimansky, R. Gerling, Adv. Eng. Mater. 2009, 11, 976.
[22] A. Stark, A. Bartels, F.-P. Schimansky, R. Gerling,H. Clemens, in Gamma Titanium Aluminides, TMS,Warrendale, PA, USA 2008, p. 145.
[23] K. Morii, H. Mecking, G. L€utjering, Y. Nakayama, Scr.Met. 1986, 20, 1795.
[24] D. Dunst, H. Mecking, Int. J. Mater. Res. (formally Z.Metallkd.) 1996, 87, 498.
[25] A. Stark, E. Schwaighofer, S. Mayer, H. Clemens,T. Lippmann, L. Lottermoser, A. Schreyer, F. Pyczak,in Mater. Res. Soc. Symp. Proc, Symposium JJ, 2012, MRSFall Meeting, 2012, 1516, p. 71.
rlag GmbH & Co. KGaA, Weinheim http://www.aem-journal.com 451