Isooctyl via Oxo Process
1
INDUSTRY Isoocfyl νια Oxo Process Alcohol plant starts producing at Wood River (III.) refinery of Standard Oil (ind.) after extended trials /ηρΜΕ NEWEST I'. S. oxo plant is on -*· stream. First tar.kcar shipment of isooctyl alcohol from the recently com- pleted plant of Standard Oil (Ind.) left Wood River, 111., early this month. Indoil Chemical, Standard's marketing subsidiary, consigned first shipment to one of its own bulk storage terminals, for subsequent tank truck delivery to local customers. Direct shipment by tank truck from Wood River to Indoil customers followed the next day. Plans for construction of the Wood River Oxo plant were announced by Standard in 1951, but completion was delayed by slow deliveries and by operational difficulties with some of the equipment. In addition, according to Indoil president William B. Plummer, extended trial operations were con- ducted to ensure high product quality. The Oxo process, developed in Ger- many during World War II, involves addition of carbon monoxide and hy- drogen to olefmic hydrocarbons, to yield aldehydes, which are then further reduced by hydrogen addition to form the corresponding alcohols. The modi- fication of the Oxo process used at Wood River is backed by five years of intensive laboratory and pilot plant re- search at Standard's Whiting, Ind., laboratories. Feed from Sugar Creek. Primary feed for the Wood River plant comes from Standard's Sugar Creek (Mo.) refinery, in the form of a relatively concentrated cut of C 3 —C 4 "polymers" synthesized by catalytic polymerization of refinery gas at high pressures. At Wood River, the incoming raw mate- rial is further concentrated in the feed preparation section to provide a heart cut of heptenes assaying at least 98% C 7 olefins. This cut goes to the Oxo reactor, where synthesis gas—a mixture of hydrogen and carbon monoxide—re- acts with the heptenes by addition, yielding aldehydes of eight carbon atoms each. A cobalt-type catalyst is used in the Oxo reactor, with tempera- tures in the range of 300° to 400° F., and a pressure of 3000 p.s.i. The crude aldehyde mixture goes through several purification steps end- ing with fractionation in a vertical column, and the concentrated alde- hyde stream is then passed to the hydro reactor for the final hydrogéna- tion step. Crude aldehydes are puri- fied and then further reacted with hydrogen at very high pressure in the presence of another catalyst to form the crude isooctyl alcohol. This prod- uct is then purified and superfraction- ated to give the highly refined final product. In most of the uses for which the alcohol is intended, specifications call for greater than 99% purity; by actual analysis impurities of the Wood River product have been found to constitute less than 0.5%?. Boiling point range of the product as shipped is less than 5° C. from the start of boiling to the dry point. (Part of even this small boiling point spread is accounted for by the fact that several isooctyl alcohol isomers are present in the final product. ) Refinery or Natural Gas. Synthesis gas for the Oxo reactor and additional hydrogen for the hydro reactor are pre- pared by catalytic interaction of steam and refinery gas in a reformer operat- ing at temperatures up to 1600° F. The reformer catalyst is nickel. If necessary the plant can switch to natural gas as source for the necessary carbon monoxide and hydrogen. Two compressors of two stages each bring the synthesis gas up to the operating pressure of 3000 p.s.i. for the Oxo proc- ess, and compress the additional hydro- gen stream to the proper range for the hydro process. Six operators and a foreman on each shift will keep the plant in continuous operation. Standard anticipates no difficulty in attaining the plant's rated capacity of 10 million pounds of iso- octyl alcohol per year; question now is how far above rated capacity the plant can be operated without sacrificing safety or efficiency. Market for "Iso." Principal outlet for isooctyl alcohol is the manufacture of plasticizers for vinyl resins. Prop- erties of vinyl plastics prepared with diisooctyl ester plasticizers (chiefly the phthalate) are generally qxiite similar to those of materials plasfcicized with the more common di-2-ethyîhexyl ester. A small price advantage enables iso- octyl to compete vigorously with the more common di-2-ethylhexyl alcohol. In addition the "iso" product enjoys a slight volumetric advantage in plastics manufacture. A slightly laxger volume of the diisooctyl phthalate is required in a vinyl resin to yield the same prop- erties as those obtained with the di-2- ethylhexyl ester; since the price of the plasticizer is lower than that of the solid resin itself, there is a n economic advantage for the plastics formulator in using a higher percentage of plas- ticizer to obtain the same physical properties. Theoretically, the Oxo process can be used to convert any olefmic hydro- carbon to the next higlier alcohol. Standard is already well along with plans to produce decyl alcohol, start- ing with nonenes instead of heptenes, and other high boiling alcohols proba- bly will be produced as warranted by market conditions. Since catalysts are the same regardless of the starting olefin, and only temperatures ( and pos- sibly pressures) must be altered to produce the higher alcohols, these will initially be made in the present Wood River installation. Additional produc- tion units will be constructed as markets expand. REFINERY GAS Δ REFORMING FURNACE STEAM PLUS CO? CONCENTRATED HEPTENES^ HEPTENEFEED »» (c 3 - c 4 POLYMER FROM SUGAR CREEK REFINERY) METHANATOR SHIFT CONVERTER a HYDROGEN, CARBON MONOXIDE V HYDROGEN CRUDE ALDEHYDES FRACTIONATOR FOR FEED CONCENTRATION OXO REACTOR REF/NERYGAS CRUDE ISOOCTYL ALCOHOL HYDRO REACTOR ÎS00CTYL ALOOHOL TO SHIPPING FRACTIONATOR FOR ALDEHYDE PURIFICATION PRODUCT FRACTIONATOR BOTTOMS 594 CHEMICAL AND ENGINEERING NEWS
Transcript of Isooctyl via Oxo Process

INDUSTRY
Isoocfyl ν ια O x o Process Alcohol plant starts producing at W o o d River (III.)
refinery of Standard Oil (ind.) after extended trials /ηρΜΕ NEWEST I ' . S. oxo plant is on -*· stream. First tar.kcar shipment of
isooctyl alcohol from the recently completed plant of Standard Oil (Ind.) left Wood River, 111., early this month. Indoil Chemical, Standard's marketing subsidiary, consigned first shipment to one of its own bulk storage terminals, for subsequent tank truck delivery to local customers. Direct shipment by tank truck from Wood River to Indoil customers followed the next day.
Plans for construction of the Wood River Oxo plant were announced by Standard in 1951, but completion was delayed by slow deliveries and by operational difficulties with some of the equipment. In addition, according to Indoil president William B. Plummer, extended trial operations were conducted to ensure high product quality.
The Oxo process, developed in Germany during World War II, involves addition of carbon monoxide and hydrogen to olefmic hydrocarbons, to yield aldehydes, which are then further reduced by hydrogen addition to form the corresponding alcohols. The modification of the Oxo process used at Wood River is backed by five years of intensive laboratory and pilot plant research at Standard's Whiting, Ind., laboratories.
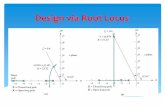
Feed from Sugar Creek. Primary feed for the Wood River plant comes from Standard's Sugar Creek (Mo.) refinery, in the form of a relatively concentrated cut of C3—C4 "polymers" synthesized by catalytic polymerization of refinery gas at high pressures. At Wood River, the incoming raw material is further concentrated in the feed preparation section to provide a heart cut of heptenes assaying at least 98% C7 olefins. This cut goes to the Oxo reactor, where synthesis gas—a mixture of hydrogen and carbon monoxide—reacts with the heptenes by addition, yielding aldehydes of eight carbon atoms each. A cobalt-type catalyst is used in the Oxo reactor, with temperatures in the range of 300° to 400° F., and a pressure of 3000 p.s.i.
The crude aldehyde mixture goes through several purification steps ending with fractionation in a vertical column, and the concentrated aldehyde stream is then passed to the hydro reactor for the final hydrogénation step. Crude aldehydes are purified and then further reacted with hydrogen at very high pressure in the
presence of another catalyst to form the crude isooctyl alcohol. This product is then purified and superfraction-ated to give the highly refined final product.
In most of the uses for which the alcohol is intended, specifications call for greater than 99% purity; by actual analysis impurities of the Wood River product have been found to constitute less than 0.5%?. Boiling point range of the product as shipped is less than 5° C. from the start of boiling to the dry point. (Part of even this small boiling point spread is accounted for by the fact that several isooctyl alcohol isomers are present in the final product. )
Refinery or Natural Gas. Synthesis gas for the Oxo reactor and additional hydrogen for the hydro reactor are prepared by catalytic interaction of steam and refinery gas in a reformer operating at temperatures up to 1600° F . The reformer catalyst is nickel. If necessary the plant can switch to natural gas as source for the necessary carbon monoxide and hydrogen. Two compressors of two stages each bring the synthesis gas up to the operating pressure of 3000 p.s.i. for the Oxo process, and compress the additional hydrogen stream to the proper range for the hydro process.
Six operators and a foreman on each shift will keep the plant in continuous operation. Standard anticipates no difficulty in attaining the plant's rated capacity of 10 million pounds of iso
octyl alcohol per year; question now is how far above rated capacity the plant can be operated without sacrificing safety or efficiency.
Market for " I so . " Principal outlet for isooctyl alcohol is the manufacture of plasticizers for vinyl resins. Properties of vinyl plastics prepared with diisooctyl ester plasticizers (chiefly the phthalate) are generally qxiite similar to those of materials plasfcicized with the more common di-2-ethyîhexyl ester. A small price advantage enables isooctyl to compete vigorously with the more common di-2-ethylhexyl alcohol. In addition the "iso" product enjoys a slight volumetric advantage in plastics manufacture. A slightly laxger volume of the diisooctyl phthalate is required in a vinyl resin to yield the same properties as those obtained w i t h the di-2-ethylhexyl ester; since the price of the plasticizer is lower than that of the solid resin itself, there is a n economic advantage for the plastics formulator in using a higher percentage of plasticizer to obtain the same physical properties.
Theoretically, the Oxo process can be used to convert any olefmic hydrocarbon to the next higlier alcohol. Standard is already well along with plans to produce decyl alcohol, starting with nonenes instead of heptenes, and other high boiling alcohols probably will be produced as warranted b y market conditions. Since catalysts are the same regardless of the starting olefin, and only temperatures ( and possibly pressures) must b e altered to produce the higher alcohols, these will initially be made in the present Wood River installation. Additional production units will be constructed as markets expand.
REFINERY GAS Δ REFORMING
FURNACE
STEAM PLUS CO?
CONCENTRATED HEPTENES^
HEPTENEFEED »» (c3 - c4 POLYMER FROM SUGAR CREEK REFINERY)
METHANATOR SHIFT
CONVERTER a
HYDROGEN, CARBON MONOXIDE
V HYDROGEN
CRUDE ALDEHYDES
FRACTIONATOR FOR FEED CONCENTRATION
OXO REACTOR
REF/NERYGAS
CRUDE ISOOCTYL ALCOHOL
HYDRO REACTOR
ÎS00CTYL ALOOHOL TO
SHIPPING
FRACTIONATOR FOR ALDEHYDE PURIFICATION
PRODUCT FRACTIONATOR
BOTTOMS
594 C H E M I C A L A N D E N G I N E E R I N G N E W S