Gamma Titanium Aluminide Alloys 2014 (A Collection of Research on Innovation and Commercialization...
6
GAMMA TITANIUM ALUMINIDE ALLOYS 2014 Joining and Surface Protection Gamma Titanium Aluminide Alloys 2014 Edited by: Young-Won Kim, Wilfried Smarsly, Junpin Lin, Dennis Dimiduk, and Fritz Appel TMS (The Minerals, Metals & Materials Society), 2014
Transcript of Gamma Titanium Aluminide Alloys 2014 (A Collection of Research on Innovation and Commercialization...

GAMMA TITANIUM ALUMINIDE ALLOYS
2014
Joining and Surface Protection
Gamma Titanium Aluminide Alloys 2014 Edited by: Young-Won Kim, Wilfried Smarsly, Junpin Lin, Dennis Dimiduk, and Fritz Appel
TMS (The Minerals, Metals & Materials Society), 2014

Gamma Titanium Aluminide Alloys 2014 Edited by: Young-Won Kim, Wilfried Smarsly, Junpin Lin, Dennis Dimiduk, and Fritz Appel
TMS (The Minerals, Metals & Materials Society), 2014
ELECTRON BEAM JOINING OF y-TITANIUM ALUMINIDE
RWTH AACHEN University1, Uwe Reisgen, Simon Olsehok, Alexander Backhaus 'RWTH Aachen University - Welding and Joining Institute; Pontstrasse 49; 52072 Aachen; Germany
Keywords: titanium aluminide, welding, brazing, electron beam, joint
Abstract
From the economic and also from the production point of view, the development of suitable joining techniques is a decisive factor for industrial application of y-titanium aluminide. The excellent properties of titanium aluminide such as high specific strength, high temperature loads and creep resistance shall be maintained in the joined zone. The brazing process by electron beam offers some advantages in comparison to other joining processes. These advantages are the use of vacuum instead of atmosphere, the precise energy input and the low cycle times. Materials' high brittleness and thus susceptibility to cracking are a challenge for brazing with high cooling rates. The adapted beam deflection for process-integrated post- or pre-heating is one solution to achieve a high strength in the joints. The selection of the brazing filler metal is important for high strength especially in dissimilar material joints like titanium aluminide with steel or titanium aluminide with nickel based alloys. In this presentation, suitable joining strategies for dissimilar joints of modern y-titanium aluminides (alloy TMN) with nickel based alloy as well as heat treatable steel via electron beam are presented. Different joints are analysed in detail for example by cross sections, scanning electron micrographs and shear tests.
Introduction
separated from the ingot and afterwards subjected to remelting, investment casting and hot isostatic pressing. The basic structure is a homogenised lamellar a2/y-structure, surrounded by ductile P-phase and embedded with y-phase [1], Before the brazing started, surface milling and cleaning with alcohol have been carried out. The examined specimens had a size of 80 mm x 15 mm x 4 mm. For brazing dissimilar joints a nickel based alloy is chosen. The specimens of alloy 617 (NiCr23Col2Mo) and steel (42CrMo4) has the size 50 mm x 12 mm x 4 mm. Overlap joints with an area of 4 x 12 mm in position PA (vertical beam) have been carried out. The electron beam has, for the mentioned tests, been defocused and been moved fast over the workpieces between which the brazing filler metal had been positioned. The brazing filler metal is heated by heat transfer from the basic material. The basis material is heated by the beam. By this method, the workpieces are heating the braze material evenly up to the brazing temperature within the interval of 1000, 1050 and 1100°C. The brazing time has been varied in the range of 15 to 60 seconds. The beam power has been set with a maximum of 330 W in order to keep a constant workpiece temperature. During the joining process with an electron beam welding machine (pro-beam K7; maximum accelerating voltage: 120kV), the workpiece is in a vacuum with a pressure of approx. 5*10-4 mbar.
Nickel based super alloys which have, so far, been used for high-temperature applications are, in the near future, to be substituted by intermetallic materials, for example by the considerably lighter titanium aluminides. Potentials for significant weight saving are up to 40 %. Such weight saving has a strong impact on engine fuel efficiency in aero-engine applications and turbochargers. This applies particularly to parts which are subjected to high temperature and highly dynamic loads. These intermetallic materials are characterised by a high corrosion resistance and also by their high specific strength. A key technology for the application of y-titanium aluminides will be the joining process. Titanium aluminides are joined by welding or by brazing. Both processes offer specific advantages and disadvantages. In brazing, the melting of the base material is avoided which results in less thermal influence [2]. In welding, the material is molten. As a rule, the results are stronger joints than those achieved by brazing, the thermal influence on the material is, however, higher. This paper is concentrating on brazed titanium aluminide joints. Industrial applications require dissimilar material combinations. For that reason, this paper focuses on dissimilar joints of nickel based alloys or steel and titanium aluminide, which are, for example, required for aero-engine applications.
Materials and experimental details
Brazings have been carried out using the titanium aluminide alloy TMN (Ti-43.5Al-4.0Nb-1.0Mo-0.1B). This alloy belongs to the new p solidifying titanium aluminides. The material has been
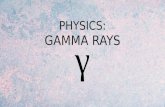
Fig. 1. Nickel-titanium aluminide dissimilar joint with brazing filler metal N i l 0 3 at 1050°C brazing temperature and 30 s brazing time.
A standard, high-temperature brazing filler metal for increased application temperature with a good oxidation and corrosion resistance is the nickel based brazing filler metal N i l03 . It has a nominal composition of Ni4.5Si3.1B (weight %) and a liquidus temperature of 1054 °C. N i l 0 3 has good joining properties for titanium aluminide [3], Foil thicknesses are 75 pm.
Several devices have been used for the evaluation of the joints. For the determination of the brazing temperature, thermocouples of the
9 9

type K had been inserted into bores in the base metal. The temperature has been set via temperature recordings made by a Yokogawa digital oscilloscope. After the brazing has been finished, the brazed seams have been subjected to visual examination. Moreover, chemical etching (100 ml H2O, 3 ml hydrofluoric acid, 6 ml nitric acid) has been applied for the preparation of macro- and microsections. Hardness measurement series in accordance with Vickers have been carried out. Scanning electron micrographs have been performed using a Leo "Gemini 1530".
Results and Discussion
For an estimation of the suitability of the three brazing filler metals for the dissimilar material joint nickel with titanium aluminide, brazings are carried out at a temperature of 1050° C and a brazing time of 30 s. The brazing filler metal is flowing out of the joining gap and is wetting the base materials.
Brazing of the dissimilar joint nickel-titanium aluminide with brazing filler metal N i l03 Tests have been made on the basis of the Ni 103 brazing filler metal. The minor flow of the Nil 03 on both base materials is remarkable, Fig. 1. Visual inspection show a good appearance of the joint.
The Ni 103 brazing filler metal has an average hardness of almost 800 HV0,1. The brazing filler metal has a similar hardness, also in industrially tested brazings of similar titanium aluminide - titanium aluminide joints and dissimilar joints between titanium aluminide and heat treatable steel (42CrMo4) dissimilar material joints. A further embrittlement of this brazing joint has, therefore, not developed in the dissimilar material joint nickel titanium aluminide.
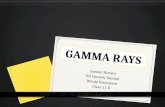
Due to the highest shear strength of 87 MPa, the joint nickel with titanium aluminide with Ni 103 brazing filler with 30 s brazing time seems to be better suited for the dissimilar material joint than the other tested brazing times. For this joint brazing temperature and brazing time exert influence on the strength and microstructure of the brazed joint. In a comparison of different brazing temperatures, the nickel-titanium aluminide dissimilar material joint with a Ni 103 brazing filler metal has the highest strength at a brazing temperature of 1050°C. A brazing temperature of 1100°C and a brazing time of 30 s result in the overheating of the joining zone which is so high that a very strong diffusion between titanium aluminide - base material and brazing filler metal occurs. At this temperature, the diffusion is approximately two up to four times faster than it is at a temperature of 1050°C, Fig. 2.
| nickel |
IBKI 2_rnm |
Fig. 2. Nickel-titanium aluminide dissimilar joint with brazing filler metal Ni l03 at 1100°C brazing temperature and 30 s brazing time.
A brazing made with a brazing temperature of 1000°C and a brazing time of 30 s has a shear strength of 68 MPa. In this case, the brazing temperature is too low for a sufficient wetting of the base material.
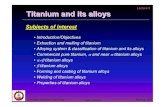
The effects which brazing times within a range of 15 and 60 s will have on the microstructure have been examined at a brazing temperature of 1050°C, Fig. 3. Here, with a brazing time of 15 s, wetting and diffusion are too low, while the diffusion is too strong with a brazing time of 60 s. This is identical with a brazing temperature of 1100°C and a brazing time of 30 s. Brazings which were made with a brazing time within the range of 30 and 45 s have the best shear strength values.
15 s 30 s 45 s 60s brazing time
Fig. 3. Comparison of the shear strength of different holding times for the dissimilar joint nickel-titanium aluminide with the brazing filler metal Ni l03 at 1050°C brazing temperature.
The dissimilar material joint nickel with titanium aluminide with Ni l03 brazing filler metal, a brazing temperature of 1050°C and a brazing time of 30 s are, in the following, evaluated with regard to their microstructure. The brazing filler metal has a dendritically grown microstructure, Fig. 4. The dendrites are starting their growth at the nickel base material. The ingredient of the dendrites is a nickel mixed crystal (cubic face-centered) with inclusions of chromium and aluminium, Table 1.
100

Fig. 4. SEM-picture of a brazed joint of the dissimilar material joint nickel-titanium aluminide with the brazing fdler metal Ni l03 at 1050°C brazing temperature and 30 s brazing time.
Table 1. Chemical composition (at.-%) of selected points from Fig. 4.
Point Ni Cr Mo Ti Al Si rest
Dendrite 78,6 8,1 1,0 2,8 4,6 3,7 1,2
PI 83,6 4,4 0,0 6,3 1,6 2,0 2,1
P2 23,1 44,7 26,9 2,3 0,1 0,2 2,7
Around the dendrites, another nickel mixed crystal (cubic face-centered) is arranged, which has a similar composition as the dendrites (point PI in Fig. 4). A third constituent in the brazing zone is a phase which is depicted as light points (point P2 in Fig. 4). This phase consists of a chromium molybdenum nickel mixed crystal (CrO,4MoO,3NiO,3). Diffusion zones in the brazing are existing in the direction of both base materials. On the side of the titanium aluminide, a diffusion zone with a width of approximately 5 pm is observed. This zone can be divided into three regions. On the side of the nickel base material which has enriched with constituents from the brazing fdler metal, the diffusion zone is very wide, approximately 30 pm. This zone is divisible into three diffusion regions with different compositions. It is remarkable that the brazing zone is, with approximately 120 pm, wider than the brazing foil. The brazing fdler metal has been enriched with chromium and molybdenum which have diffused as constituents of the nickel base material into the brazing filler metal. Those have to an increased degree enriched in the light phases (point P2 in Fig. 4).
diffusion vector are developing. In the vicinity of the titanium aluminide, the TiAl/Ti3Al-lamellae are dissolving. At this point, the intermetallic phase Ti3Al is maintained, Fig. 6.
begin of the braang during brazing after salification
•m [nickel •m • • • \ 9
1 • • -
• Nil 03 • • •
• • • •
i C r 1 Ni (Si)
Mo * • i T • • * * • • • •
Ni • Ti. Al
m 5 T . T E 5 T
m A titan 9 silicium # nickel • c h r o m e 9 aluminium 9 molybdenum
Fig. 5. Schematic cycle of a brazed joint of the dissimilar material joint nickel-titanium aluminide with brazing filler metal Ni l03 at 1050°C brazing temperature and 30 s brazing time.
Adjacent to the brazing filler metal, the faster diffusion results in a further phase transformation which is explained by means of Fig. 6. With the help of the three-phase diagram, the diffusion processes between brazing filler metal and titanium aluminide and the developing phases are specified. At the upper corner, the alloy of the brazing filler metal is depicted. The titanium aluminide base material is positioned below in the centre. The diffusion of aluminium out of the base material results in a diffusion zone with the chemical composition TijAI. With the ever increasing diffusion, nickel is enriching from the brazing filler metal in this region. Two phases which are chemically similar to a TiNi2Al-mixed crystal, are further developing in the diffusion zone. After the energy input has been concluded, the joining zone is cooling down and the brazing filler metal solidifies. The brazing zone is, at this point in time, very wide. First, the dendrites are solidifying as nickel mixed crystal with silicon and low quantities of aluminium. Enriched with titanium and aluminium, the rest of the liquid phase solidifies with further cooling. The developing phase is characterised by point PI . In this matrix, a further phase is embedded which is characterised by point P2. Point PI is a nickel mixed crystal and point P2 is a chromium molybdenum nickel mixed crystal.
The schematic process of such a brazing starts during the brazing by a strong diffusion between brazing filler metal and nickel base material, Fig. 5. Chromium and molybdenum are diffusing from the nickel base material (zone I) into the brazing filler metal. Nickel and silicon are diffusing into the diffusion zone in the opposite direction (zone II). At this point, three phases are developing. These are two nickel mixed crystals with smaller amounts of substitution atoms made of titanium, chromium and/or chromium and silicon. On the side of the titanium aluminide, titanium and aluminium are diffusing into the brazing filler metal and nickel diffuses into the base material. This type of diffusion occurs slower at the point of the nickel base material. Within this diffusion zone at the titanium aluminide, three characteristical regions in transverse to the
101

150
125
(titanium aluminide) (diffusion zone) Fig. 6. Phase formation of a brazed joint of the dissimilar material joint nickel-titanium aluminide with brazing filler metal Nil03 at 1050°C brazing temperature and 30 s brazing time [4],
Brazing of the dissimilar joint steel-titanium aluminide with brazing filler metal Nil03 Further experiments have been conducted on the basis of the Nil 03 brazing filler metal and the base metal material combination steel-titanium aluminide. Visual inspection show a good appearance of the joint. The brazing filler metal has a similar hardness as those of the nickel-titanium aluminide dissimilar material joints. A further embrittlement of this brazing joint has, therefore, not developed in the dissimilar material joint steel-titanium aluminide.
Comparing different brazing times at the constant brazing temperature of 1050°C shows the highest shear strength of 118 MPa at a brazing time of 30 s, Fig.7. For this joint brazing temperature and brazing time exert influence on the strength and microstructure of the brazed joint. In a comparison of different brazing temperatures in the range of 1000 to 1100°C, the steel-titanium aluminide dissimilar material
joint with a Nil03 brazing filler metal has the highest strength at a brazing temperature of 1050°C. A brazing temperature of 1100°C and a brazing time of 30 s result in the overheating of the joining zone which is so high that a very strong diffusion between titanium aluminide - base material and brazing filler metal occurs. However in this case the diffusion zone between steel and brazing filler metal is wider and has a higher strength than joints brazed at 1050°C. At this temperature, the diffusion is approximately two up to four times faster than it is at a temperature of 1050°C.
_E 100
o> c CD
to (1) -C CO
75
50
25
0
I I I I I I
79 | l 1 8 | 91 | !
15s 30s 45s 60s
brazing time Fig. 7. Comparison of the shear strength of different holding times for the dissimilar joint steel-titanium aluminide with the brazing filler metal Nil03 at 1050°C brazing temperature.
Brazings with 1000°C brazing temperature have a small diffusion zones between brazing filler metal and base metal. Specimens made at 1050°C brazing temperature are breaking in the brazing filler metal or in the steel diffusion zone. However in this case the diffusion between steel and brazing filler metal is about 2 |im wide. Specimens made at 1100°C brazing temperature are breaking mainly in the diffusion zone between the titanium aluminide and the brazing filler metal. In this case the diffusion zone between steel and brazing filler metal is about 9 |im wide. Both diffusion zones growth because the diffusion speed rise by the factor of three when the temperature increases from 1050 to 1100°C.
In order to get a higher strength of the whole brazing system it could be an advantage to braze with two different brazing temperatures at the different diffusion zones in one joint at one time. For the joint brazing temperatures of 1050°C and at the titanium aluminide diffusion zone and 1100°C brazing temperature at the steel diffusion zone could be optimal. This system can ideally be set up by brazing with the electron beam as a heat source. The beam can fast and precise controlled. This offers a flexible heat input on both specimens.
A joint brazed with the parameters described above has diffusion zones to both base metals, Fig. 8. Especially the diffusion zone between steel and brazing filler metal has in this case a sound good width with 6 (im. Due to optimal diffusion on both sides of the joint the tensile strength is with 140 MPa higher than the joints made with similar temperatures on both diffusion zones (Rm =118 MPa at 1050°C brazing temperature; Rm = 100 MPa at 1100°C brazing temperature).
1025 C
Nil 03 bazing filler metal
IV point P1 (grey phase in the braze solder)
V (diffusion zone)
zone V {diffusion zone)
10 3d IMhitt TiAl: rt
zone VI
K ft
zone V
zone (dendrite)
102

steef I References
P1
Fig. 8. SEM-picture of a brazed joint of the dissimilar material joint steel-titanium aluminide with the brazing filler metal Ni l03 at 1050°C brazing temperature at the titanium aluminide sheet and 1100°C brazing temperature at the steel sheet and 30 s brazing time.
Summary and conclusions
The joining of dissimilar metal welds is a great challenge for the joining technology. The selection of the brazing filler metal is always a compromise between the suitability of the brazing filler metal for both base materials. Brazing temperature and brazing time have a great influence on the micro-structure and thus on the strength of the joint. What means an optimal brazing temperature and brazing time for one base material may bring along unexpected and unwanted interactions with the second base material. Through indirect energy input via electron beam, specimens have been brazed in vacuum at different temperatures and brazing times.
The Nil03 brazing filler metal is a highly promising brazing filler metal for the production of nickel-titanium aluminide dissimilar material joints as well as steel-titanium aluminide dissimilar material joints. Here, the energy input and the brazing time are important parameters for the control of the diffusion speed. If the diffusion is too low, the adhesion between brazing filler metal and base material is insufficient. If the diffusion is too high, a brittle intermetallic phase develops in the brazing filler metal. With a brazing temperature of 1050°C and a brazing time of between 30 and 45 s the shear strength value is 87 MPa in the case of nickel-titanium aluminide joints. This joint consists of two diffusion zones and of a dendritically grown brazing filler metal where two mixed crystals are embedded. Complex microstructures and morphology of most interesting specimens have been analyzed. In doing so, characteristic zones in the transition zone between base materials and brazing filler metal have been identified and differentiated.
The highest tensile strength can be achieved for dissimilar materials joints if both diffusion zones are brazed with their individual optimal brazing temperatures. The brazing temperature in each diffusion zone must be determined by considering the interaction between brazing filler metal and individual base metal. In order to braze with individual brazing temperatures at each diffusion zone the brazing process requires a precise energy source. The electron beam with beam deflection offers such precise energy input.
[1] Clemens H., Mayer S.: Intermetallic y-Titanium Aluminide Based Alloys from a Metallographic Point of View -a Continuation, Practical Metallography, 48 (2011), pp. 64-100. [2] Lugscheider, E.: Loten von Nickel- und Titanaluminiden; final report DFG projekt LU 232/82 (2004). [3] Reisgen, U., Olschok, S., Backhaus, A.: Microstructure Analysis of Electron-Beam Brazed y-Titanium Aluminide, Materials Science Forum 690 (2011), pp. 153-156. [4] Budberg P.B.: Aluminum-Nickel-Titanium, Ternary Alloys, 8 (1993) pp. 7-21.
103