Effect of solution treatment and aging on microstructure and tensile properties of high strength β...
55
Accepted Manuscript Technical report Effect of Solution Treatment and Aging on Microstructure and Tensile Proper- ties of High Strength β Titanium Alloy, Ti-5Al-5V-5Mo-3Cr Shashi shekhar, Rajdeep Sarkar, Sujoy Kumar Kar, Amit Bhattacharjee PII: S0261-3069(14)00283-0 DOI: http://dx.doi.org/10.1016/j.matdes.2014.04.015 Reference: JMAD 6406 To appear in: Materials and Design Please cite this article as: shekhar, S., Sarkar, R., Kar, S.K., Bhattacharjee, A., Effect of Solution Treatment and Aging on Microstructure and Tensile Properties of High Strength β Titanium Alloy, Ti-5Al-5V-5Mo-3Cr, Materials and Design (2014), doi: http://dx.doi.org/10.1016/j.matdes.2014.04.015 This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting proof before it is published in its final form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.
Transcript of Effect of solution treatment and aging on microstructure and tensile properties of high strength β...

Accepted Manuscript
Technical report
Effect of Solution Treatment and Aging on Microstructure and Tensile Proper-
ties of High Strength β Titanium Alloy, Ti-5Al-5V-5Mo-3Cr
Shashi shekhar, Rajdeep Sarkar, Sujoy Kumar Kar, Amit Bhattacharjee
PII: S0261-3069(14)00283-0
DOI: http://dx.doi.org/10.1016/j.matdes.2014.04.015
Reference: JMAD 6406
To appear in: Materials and Design
Please cite this article as: shekhar, S., Sarkar, R., Kar, S.K., Bhattacharjee, A., Effect of Solution Treatment and
Aging on Microstructure and Tensile Properties of High Strength β Titanium Alloy, Ti-5Al-5V-5Mo-3Cr, Materials
and Design (2014), doi: http://dx.doi.org/10.1016/j.matdes.2014.04.015
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers
we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and
review of the resulting proof before it is published in its final form. Please note that during the production process
errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

1
Effect of Solution Treatment and Aging on Microstructure and Tensile -5Al-5V-5Mo-3Cr
Shashi shekhara, Rajdeep Sarkara, Sujoy Kumar Karb, Amit Bhattacharjeea
a Defence Metallurgical Research Laboratory, Hyderabad-500058 b Indian Institute of Technology, Kharagpur-721302 Corresponding author. Tel.: +91 40 2458 6455, +91 8008836342; fax: +91 4024342123 E-mail Address: [email protected], [email protected] , [email protected] Abstract Ti-5Al-5V-5Mo-
size components in aircraft structures replacing Ti-10V-2Fe-3Al. In the present study, a
double VAR melted ingot was thermo-mechanically processed and it's microstructure and
aging resulted in an optimum combination of strength and ductility. Its aging behavior was
studied as a function of time and temperature and corresponding microstructure as well as
fractographs of tensile tested specimens were recorded. This systematic study should help in
further modeling its mechanical behaviour.
Keywords: Titanium alloy, Processing, Solution treatment, Aging, Microstructure, Tensile behaviour, Fractography.

2
1.0 Introduction
-6Al-
metastable and stable alloys and inter-metallics (Ti3Al and TiAl based alloys).
titanium
retention of bcc ( ) phase on rapid cooling to room temperature. Strengthening by
Despite their advantages, alloys have also their limitations. The reasons for the
limited use of these alloys include relatively higher costs, more complex processing routes,
from these other disadvantages include their microstructural instabilities, mechanical
properties that are sensitive to minor process variations,potential problems during melting,
low ductility in high strength weldments, not enough experience and a lack of sufficient
interest.
Ti-5553 (Ti-5Al-5V-5Mo-
modification of the Russian alloy VT-22 (Ti-5.7Al-5.1V-4.8Mo-1Cr-1Fe). The applications
of Ti-5553 alloy in aerospace industry are typically in high strength airframe components like
landing gears and flap tracks. It has replaced Ti-1023 (Ti-10V-2Fe-3Al) alloy in almost all
the aerospace applications as it has higher hardenability and is therefore preferred for thick
section forgings. In the recent Boeing aircraft models, these alloys are preferred over Ti-64
(Ti-6Al-4V) due to their high yield stress, better ductility and higher fracture toughness. Also
the low modulus, low forging temperature and high oxidation resistance of these alloys make
it suitable for fabrication of even smaller aircraft parts [1]. There is a significant difference in
processing difference between Ti-5553 and Ti-1023. It is possible to air cool Ti-5553
following solution treatments without property deterioration [2]. In comparison, Ti-1023
components have to be water quenched to achieve the same result, limiting their section
thickness to 76 mm, as compared to the 152 mm possible with T-5553 [2]. In addition,
Fanning et al. [3] have also reported that the thermo-mechanical process-ability of Ti-5553 is
more robust. They further have stated that the new suppliers who have got involved with Ti-
1023 forgings have almost always had to go through a learning curve to achieve the required

3
strength, ductility and toughness. On the other hand several suppliers have provided Ti-5553
forgings meeting these requirements with their initial attempts.
The mechanical property of an alloy depends on its thermo-mechanical processing
and heat treatment. Ti-5553, just like other alloys is thermo-mechanically deformed in the
solution treated in either phase field to vary the amount and morphology of
primary phase and then aged at lower temperatures in the phase field to obtain
precipitates of fine secondary
the distribution of different shape, scale and
such as Mo and Cr in Ti-5553, the
that of Ti-1023. Ti-5553 alloy on solution treatment, quenching and aging produces a
microstructure consisting of different morphologies of phase in matrix. It is possible to
obtain both equiaxed and/or elongated distribution of phase in the microstructures
depending on whether the deformation and solution treatment has been carried out below or
There have been several studies on similar type of alloys. The effect of processing and
heat treatment has been studied on tensile properties and fracture toughness of a high strength
metastable beta titanium alloy, Ti 10V 2F3e 3Al by G. Srinivasu et al. [4]. Microstructure
and mechanical properties of a new high strength Ti 3.5Al 5Mo 6V 3Cr 2Sn 0.5Fe alloy
were investigated in both the and solution treatment and subsequent aging at
temperatures ranging from 440 °C to 560 °C for 8h to investigate the relationship between
microstructures and properties by Zhaoxin Du et al. [5]. The influence of aging temperature
and time on the microstructure and properties of Ti-60, a high temperature titanium alloy has
been investigated by Weiju Jia et al. [6].A systematic variation of processing parameters has
been carried out on Ti 5Al 5V 5Mo 3Cr alloy to generate different beta annealed
microstructures, in terms of their dimensions in this alloy and quantitative measurements of
microstructural features have been carried out using stereological procedures by Atasi Ghosh
et al. [7]. In another study by Sujoy kar et al. [8], a quantitative microstructural
characterization, using stereological methods, on various microstructures developed through

4
variations in separate heat treatment variables, as well as variation in each of the different
individual variables of a set of sequential combined thermo-mechanical processing steps to
obtain beta annealed microstructure of Ti-5553. Sujoy Kar et al. [9] have also developed a
predictive tensile property model for -processed Ti-6Al-4V alloy
Although there have been quite a few studies on same or similar type of alloys as
brought out above but still the microstructure-property relationship of this alloy is not studied
exhaustively.One of the earliest systematic heat-treatments studies on this alloy was done by
Orlova et al. [10]. Two heat treatment schedules were mainly followed. Schedule 1 was
solutionizing, stabilization and air cooling to room temperature followed by aging. Schedule
2 on the other hand consisted of direct furnace cooling the sample to the aging temperature
after the solutionizing and stabilizing treatments. A range of temperatures were chosen for
these heat treatments and etching techniques were used to distinguish between different
microstructures. It was found that solutionizing temperature determines the grain size and the
Fanning et al. [11] had provided quite considerable mechanical property data about
the alloy but without much microstructural details and correlation. NG Jones et al. [12]
carried out a comprehensive study of the thermo-
behaviour and also presented different resulting microstructures. Another study by NG Jones
et al. [13] focussed on as a precursor to phase precipitation and explained how chevron
shaped formation takes place on aging.
This study presents the result of a systematic preliminary study done on the
development of Ti-5553. The alloy was double vacuum arc re-melted and then thermo-
mechanically processed into plates. Tensile properties of the alloy were then studied as
function of different solution treatment temperature and aging time and temperature. Typical
microstructures of this alloy in different heat treatment conditions have been presented and
have been used to explain the tensile properties obtained. Only limited amount of data on this
alloy is available and the prime aim was to establish structure property correlation in the alloy
starting from thermo-mechanical processing. The authors feel that this kind of comprehensive
study on this alloy has not been presented.

5
2.0 Experimental Procedure
2.1 Melting
The alloy was double melted by vacuum arc re-melting (VAR) in a 40 Kg vacuum
furnace. The melting was done in a water cooled copper crucible. The bottom of the
secondary ingot was cut and discarded and the surface was also machined to remove the
contaminated layer and the irregularities.Defective portions at the top, containing pipe were
also removed. The turning from the top and bottom of the ingots after removing the defective
portions were sent for chemical analysis and the analysed chemical composition of the alloy
is given in Table-1 and 2. A combination of analytical techniques including JY-ULTIMA
make inductively coupled plasma optical emission spectrometer (IPC-OES) for elemental
analysis, LECO TC-600 for Oxygen and Nitrogen analyser and LECO RH-404 for hydrogen
analyser were used to obtain the chemical composition.
In ICP-OES system, in order to carry out analysis, the sample in form of turnings ( ~0.1 g
in a typical experiment) was dissolved in a microwave accelerated reaction system (MARS)
using 12 mL of Aquaregia +1 mL of HFand then diluted to 1000 mL by adding distilled water.
This solution was then aspirated into the plasma in order to perform the ICPOES analysis of the
light emitted from the elements present in the sample in the analysis. The LECOTC-600
instrument works on the principle of inert gas fusion technique coupled with IR and thermal
conductivity analyzers. A sample in the analysis is taken in a graphite crucible and fused by
resistive heating O is converted to CO/CO2 and is detected and quantified by an IR (infra-red)
cell, whereas the N2 content is detected by a thermal conductivity cell. For H analysis, similarly
in LECO RH-404 sample is heated in a graphite crucible, the hydrogen content present in the
sample evolves, which is carried to the thermal conductivity (TC) cell by the help of Argon
carrier gas and analysed.
formula [14] and then five samples were taken each from top and bottom of the ingot in as
cast condition and were solution treated at various temperature both above and below the
estimated beta transus temperature and examined metallographically. The specimens were
heated to 820, 830, 840, 850 and 860 C and soaked for 1hour (h) in an electric heat treatment
furnace and were then water quenched. The 850°C and 860°C treated specimens are

6
completely in the phase regime, hence the temperature of the alloy is 850+5°C
.
2.2 Thermo-Mechanical Processing
After machining of the surface and removal of the pipe portion from the ingot (143
region at 1050°C/2h and then forged to 65 mm thick plate.
Subsequently the 65mm plate was soaked at 800
mm thick plate. The 30 mm thick plate was further rolled down to 15 mm thick plate in a hot
rolling mill after soaking at 800°C for 1h. Water suspended glass solution Deltaglaze FB
412® coating of Henkel was applied on the ingots/ billets and plates prior to any thermo-
mechanical processing in order to reduce oxidation of the alloy during forging and rolling and
also to reduce the friction between the die/roll and the work-piece. The heavy reduction in the
region has resulted in breaking down of the grain boundary as well as the present
within the grains as shown in Fig. 1.
2.3 Heat Treatment
Since the alloy is relatively new, sufficient literature/information on the mechanical
properties of the alloy is scarce. In order to study and understand tensile behaviour of this
alloy under different microstructural conditions, investigation have been c
order to explain the different heat treatment cycles imparted in this study, a pseudo binary
phase diagram and a schematic for different heat treatment cycles are shown in Fig. 2a and 2b
respectively.
2.4 Sample Preparation
After heat treatment Ti-5553 samples were mounted with phenocure (Buehlar make)
mounting material in a Buehler SimplimetTM automatic mounting press. These mounts were
polished in the Allied High Tech MultiprepTM automatic sample preparation system with 400,
600, 800, 1000 & 1200 grit SiC paper. Finally they were placed for 12 h in the Buehler make
Vibromet polisher VibrometR in 0.05 µm non crystallising Colloidal Silica suspension for
final polishing. After polishing, samples were rinsed with distilled water and acetone.
Samples for light microscopy were etched by using etchant of 2% HF and 6% HNO3 in
distilled water. Samples for scanning electron microscopy were cleaned in acetone in

7
ultrasonic cleaner. Backscattered electron (BSE) images were obtained by using a FEI
Quanta 400 environmental scanning electron microscope (ESEM) operated at 20 kV and a
spot size of 3.5. For the examination of fracture surface of tensile tested specimens, the
secondary electron imaging mode of the SEM was used at 20 kV and a spot size of 3.
Specimens for transmission electron microscopy (TEM) characterization were prepared by
mechanically polishing the alloy discs of 3 mm dia. down to 100 m on different grits of
emery paper from 400 to 800 and subsequently electro-polishing these foils in twin jet electro
polisher (FISCHIONE Instruments, Model 110). Electro-polishing was done using 5%
H2SO4 solution in methanol as electrolyte at -50°C. During polishing, the voltage was
maintained at 20 V. The foils were examined using a Tecnai G2 20T transmission electron
microscope at 200 kV.
2.5 Property Evaluation
For tensile property evaluation, ASTM: E8 sub-size sample (gauge length=20 mm,)
were prepared and then tested on 100 kN Instron 5500 testing system at a constant crosshead
speed of 1mm/min (strain rate ~ 10-4) at room temperature. Test was conducted on two
samples for each condition and average value with its standard deviation has been reported.
Tensile properties like 0.2% yield strength (YS), ultimate tensile strength (UTS) and ductility
were determined as a function of ageing time and temperature.
3.0 Results and Discussion
3.1 Microstructure
C/1h/WQ) is
estimated to be 160 ± 3.9 µm. The TEM micrograph of Ti-
aged condition at 450°C for one and eight hours are shown in Fig. 4a and b; a fine acicular
precipitation is observed which coarsens with time during aging. The Selected Area
Diffraction (SAD) pattern [110] zone axis of phase after one hour of aging shows streaking
(Fig. 5a) but existence of diffracted spot from is not very clear due to the presence of extra

8
spots which are due to multi- phase [15]. But once the specimen
was tilted around (112), the presence of SAD spots from could be distinctly visualized at
the 1/3rd and 2/3rd position along (112) diffracted spot and transmitted beam as shown in Fig.
5b. With increase in aging time, there is negligible presence of and precipitation and
growth of precipitates takes place. NG Jones et al. [16] has also reported that further aging
only resolvable at TEM level and coarsen with time during aging (Fig. 4c-d). On aging at
600°C for four hours, fine are resolvable at SEM level (Fig. 6a), which grew
precipitates appear t
grain boundaries and secondly, from a large number of homogenously distributed intra-
granular nucleation sites (Also reported by S. Nag et al. [17]). These precipitates also seem
to possess two different morphologies, an acicular morphology and a fine non-descriptive
morphology. This phenomenon is more pronounced for higher aging temperatures and time.
The microstructures of the alloy which was solution treated (ST) in the phase
field at two different temperatures, 825°C and 800°C for 4h are shown in Fig. 7a and b
treatment. Stereological methods described in Searles et al. [18] has been used to characterize
microstructural features. The volume fraction of primary alpha after ST at 825°C/4h/WQ
0.84 µ µm. The globular primary at the grain boundaries
restricts the growth of the grains, thereby increasing ductility. Moreover it may be observed
that the phase has still not re-crystallised and it almost forms a continuous matrix of
phase interspersed with globular phase in the microstructure (Fig. 7a-b).
In the specimens aged at 450°C for up-to 16h, the secondary precipitation is so fine
for both the STA conditions. On aging at 550°C, very fine precipitatio
is visible for both solution treatment and aged conditions. On aging at higher

9
temperatures (600°C and 650°C) and time, re-crystallisation is observed as is clearly visible
in Fig. 8a and b for both the solution treatment conditions respectively. At higher
temperatures of aging, the secondary coarsening has been found to be slightly more in
comparison to aging at lower temperatures. Thicker grain boundary forms for higher time
and temperature of aging. The grain size in solution treated and aged microstructures
are much finer in comparison to
-5 µ
p)
ST temperature and the precipitation kinetics of further phase formation during aging
becomes sluggish for lower ST condition and results in finer and lesser secondary
precipitation. The secondary precipitation in this alloy occurs both along the grain
boundaries as well as within the grains at higher aging temperatures.
3.2 Tensile Properties
condition which results in enhancement in strength and reduction in ductility due to
precipitation of secondary
depends upon aging temperature and time. Tensile properties, thus, are strongly influenced by
aging time and temperature. The effect of aging time and temperature is shown in Fig. 9a and
b.
strength levels are attained but most of them break in the elastic regime. The reason for such
high strength and low ductility at low aging temperature/timealthough not very clear but
might be due to the presence of both fine and precipitates (only resolvable at TEM level)
along with coarser grain size. There is negligible presence of and the size of the
precipitates increases with increase in aging time and temperature and the ductility improves.

10
On aging at 600°C, strength is still quite high (1100-1452MPa) for all aging times and there
is slight increase in ductility at higher aging times (Fig. 9b) in comparison to that at lower
Similar trend is followed on aging at 650°C. Lower yield strength and higher ductility at
it determines the
also restricts the grain size by pinning the grain boundaries.
The tensile properties of the alloy in ST1 (825°C/4h/WQ) but aged at different
with an enhanced ductility of 16 ± 3.8%. Tensile properties of a
(800°C/4h/WQ) and aged at different temperatures and time is shown in Fig. 11. 0.2% yield
T1, the strength and ductility vary with aging temperature (Fig. 10a & b).
The maximum strength is obtained on aging at 450°C. For aging at 450°C, the strength
progressively with time during aging. This enhanced the strength. On aging at 550°C, the
equilibrium precipitation is reached faster (4h) and we do not see much variation in strength
after that. Some coarsening took place with increase in aging time; hence there is slight drop
in strength. At an aging temperature of 600°C, a slowly increasing trend in strength is
observed with increase in time of aging. On aging at 650°C, the maximum strength is reached
in the early stages of aging (4h) and then the precipitated secondary phase starts coarsening
leading to a drop in 0.2% yield strength on aging for longer times. Maximum ductility was
obtained on aging at 650°C for 16h of aging time (Fig. 10b).
is
h and lower ductility

11
aging time. At an aging temperature of 600°C, strength decreases considerably with increase
at 650°C, maximum strength was attained in the early stages of aging then precipitated
ng leading to a drop in 0.2% yield strength on aging for
longer times.
3.3 Fractography
A few samples were selected for fractography study in both solution treated and
solution treated and aged condition in order to identify underlying deformation/fracture
mechanism that control the tensile properties.
12-
fractograph of Fig. 12a and shallow and fine dimples are seen clearly in the high
solution treatment of the alloy leads to a mixed mode but predominantly faceted inter-
granular type of fracture (Fig. 13a, b & 14a, b). The true fracture strain for the above
conditions are zero (Table 3a) which points to a localized deformation. On increasing the
aging temperature to 600°C and 650°C, the fracture still appears to be of mixed mode type
but with more dimpled regions surrounding the facets and the area fraction of faceted regions
is lower as may be observed in Fig. 15a, b & 16a, b. Dimples though are still shallow in most
of the cases. The dimple size is very non uniform with sizes ranging from 0.1 µm to 2 µm.
different sizes as is evident from the relevant fractographs. Even after four hours of aging at
650°C, the true fracture strain still remains low.
(800°C/4h/WQ) shows a completely ductile mode of tensile failure (Fig. 17a & 22a). The
high magnification fractographs of Fig. 17b and 22b show fine and deep dimples. For both
type of failure (Fig. 18a, b& 19a, b) and (Fig. 23a, b and 24a, b) interspersed with brittle

12
facets. On aging at 600°C, the dimpled regions appear to have increased (Fig. 20a, b & 25a,
aging the specimen at 650°C after solution treatment, the fracture is completely ductile
with fine and deep dimples as shown in (Fig. 21a, b & 26a, b) with almost no facets.
shape and size are not very regular. There is no direct correlation between the dimple sizes in
both STA conditions but it appears that dimple size (~4 µ p is smaller than that
p (~6µ
and aged condition is hig
these observations point to the fact that aging after a lower solution treatment temperature
leads to a finer precipitation of secondary on aging that enhances the strength and reduces
the ductility. This is also borne out by the fact that the dimple sizes are slightly smaller in
case of lower temperature of solution treatment and aging. Since in titanium alloys, the voids
are known to initiate at the interfaces of and , therefore a finer secondary in case of
lower solution treatment temperature of 800°C leads to a finer void size.
Comparison of tensile properties in all three solution treatments and aged conditions:
Both strength and ductility increase with decreasing solution treatment temperature. The
strength in ST conditions in comparison to ST condition is higher since the
microstructure in the latter condition consists of two phases and the grain size is also finer.
For solution treated and aged conditions, following conclusions may be drawn:-
C/4h/WQ) condition has higher
(800
-29).
C/1h/WQ) condition, intermediate for
C/4h/WQ) for a given aging
temperature and time (Fig. 27-29).

13
P
volume fraction from 9 to 16 % reduces the ductility.
[5]).
result in optimum combination of strength and
4.0 Conclusions
In present study, microstructures in different solution treatment and aged conditions of
Ti-5553 have been studied. Tensile properties were
determined and fractography was carried out and analyzed for all the heat treatment
conditions. The result can be summarized as:
treatment.
(2). The secondary precipitation in both solution treated and aged conditions are not
resolvable at lower aging temperatures at SEM level although they are visible for
higher aging temperatures. They become coarser with increase in aging time and
temperature and possess both acicular as well as a non-descript morphology.
and lower d
(4). The and aging leads to higher tensile strength and lower ductility in
comparison to
show a
a dimpled fracture surface.
Acknowledgement

14
We are thankful to all members of titanium alloy group of Defence Metallurgical
Research Laboratory (DMRL) for carrying out the melting of the alloy and the members of
the metal working group of DMRL for carrying out forging and rolling of alloy. Lastly, we
express our deep sense of gratitude to Director, DMRL Dr. Amol A. Gokhale for his support
References
[1]. Luetjering G, Williams JC. Titanium, Engineering Materials and Processes.Springer Publication, 2nd Edition;2007. [2]. Jones NG, Dashwood RJ, DyeD and Jackson M. The flow behavior and microstructural evolution of Ti-5Al-5Mo-5V-3Cr during subtransus isothermal forging. Metallurgical and Material Transaction A 2009;40A:1944-54. [3]. Fanning JC, Boyer RR. Properties of TIMETAL 5553-A new near beta titanium alloy for airframe components. Ti-- Science and Technology 2003;IV:2643-50. [4]. Srinivasu G, Natraj Y, Bhattacharjee A, Nandy TK, Rao Nageswara GVS. Tensile and fra -10V-2Fe-3Al, as a function of rolling and solution treatment temperature. Materials and Design 2013;47:323-30. [5]. Du Zhaoxin, Xiao Shulong, Xu Lijuan, Tian Jing, Kong Fantao, Chen Yuyong. Effect of heat treatment on microstructure and mechanical properties of a new high strength titanium alloy. Materials and Design 2014;55:183-90. [6]. Jia Weiju, Zeng Weidong, Yu Hanqing. Effect of aging on the tensile properties and microstructures of near alpha titanium alloy. Materials and Design 2014;58:108-15. [7]. Ghosh Atasi, Sivaprasad S, Bhattacharjee A, Kar SK. Microstructure-fracture toughness correlation in an aircraft structural component alloy Ti-5Al-5V-5Mo-3Cr. Materials Science and Engineering A 2013;568:61-7. [8]. Kar Sujoy, Ghosh A, Fulzele Nishant, Bhattacharjee A. quantitative microstructural characterization of a near beta Ti alloy, Ti-5553 under different processing conditions. Materials Characterisation 2013;81:37-48. [9]. Kar S, Searles T, Lee E, Viswanathan GB, Tiley J, Banerjee R, Fraser HL. Modeling
Transactions A 2006;37A:559-66. [10]. Orlova LM. Metallographic Study of Solid Solution Decomposition for Titanium Alloy VT22.Metal Science and Heat Treatment (Russia) 1986;28(1):73-7.

15
[11]. Fanning JC. Propeties of Timetal 555 (Ti-5Al-5Mo-5V-3Cr-0.6Fe). Journal of Materials Engineering and Performance 2005;14(6):788-91. [12]. Jones NG, Dashwood RJ, Dye D, Jackson M. Theromechanical processing of Ti-5Al-5Mo-5V-3Cr. Material Science and Engineering A 2008;490:369-77. [13]. Jones NG, Dashwood RJ, Jackson M, Dye D. Development of chevron-precipitates in Ti-5Al-5Mo-5V-3Cr. ScriptaMaterialia 2009;60(7):571-73.
alloys. Metallurgical and Material Transaction A 1979;10A:132-34.
[15]. Sarkar R, Ghosal P, Muraleedharan K, Nandy TK, Ray KK. Effect of Boron and carbon addition on microstructure and mechanical properties of Ti-15-3 alloy. Materials Science and Engineering A 2011;528:4819-29.
-5Al-5Mo-5V-3Cr. ActaMaterialia 2009;57:3830-39. [17]. Nag S, Banerjee R, Srinivasan R, Hwang JY, Harper M, Fraser HL. Omega assisted nucleation and growth of alpha precipitate in Ti-5Al-5Mo-5V-3Cr-ActaMaterialia 2009;57:2136-47. [18]. Searles T. Rapid Characterization of Titanium Microstructural Features for Specific Modeling of Mechanical Properties. J. Measurement Sci. Technology 2005;16:60-9. [19]. Duerig TW, Williams JC. Overview-
-AIME 1984:19-64. [20]. Williams JC. Kinetics and Phase Transformations: A Critical Review. Titanium Science and Technology 1973:1433-94. [21]. Bhattacharjee Ametastable Laboratory, India;2006.

16
List of Tables
Table1: Elemental wet chemical analysis of the ingot. Table2: Gas analysis of the ingot. Table3: (a) Variation of C/1h/WQ) condition for constant aging time of 4h as a function of aging temperature, (b) Variation of true
C/4h/WQ) condition for constant aging time of 4h as a function of aging temperatur(800 C/4h/WQ) condition for constant aging time of 4h as a function of aging temperature.

17
List of Figures
Figure 1: Microstructure of the rolled plate. The plate was soaked at 800°C for 1 hour and
rolled down to 15 mm thickness from 30 mm initial thickness. The heavy reduction has
grains.
Figure 2: (a) Pseudo binary phase diagram of alloy showing all three solution treatment and
aging treatment. (b) A schematic of the different heat treatments carried out in the present
study on a time temperature plot.
Figure 3: Optical microstructur
Figure 4
specimen at (a) 450°C/1h/AC and (b) 450°C/8h/AC (c) 550°C/1h/AC and (d) 550°C/8h/AC,
temperature and time.
Figure 5: -phase showing a number of diffracted
could be distinctly seen at the 1/3rd and 2/3rd positions along (112) diffracted spot and
transmitted beam as shown.
Figure 6
se within

18
Figure 7: Electron back scatter micrographs of the alloy which has been imparted sufficient
4h/WQ (containing 9 volume
Figure 8: SEM micrographs of specimens + solution treated (a) 825°C/4h/AC and aged at
650°C/4h/AC and (b) 800°C/4h/AC and aged at 650°C/4h/AC, showing the presence of fine
globular primary present at the grain boundaries as well as within the grains and
tributed throughout. Fine re-crystallised grains are
Figure 9
aging temperature and time (a) 0.2% yield strength vs. aging time showing decrease in
strength with increase in aging time at a particular aging temperature and (b) % elongation vs.
aging time showing negligible elongation in case 450°C & 550°C and increase in elongation
at 600°C and 650°C for a given aging time.
Figure 10
aging temperature and time (a) 0.2% yield strength vs. aging time showing decrease in
strength with increase in aging time at a particular aging temperature and (b) % elongation vs.
aging time showing increase in ductility with increase in aging time at a particular
temperature.
Figure 11
of aging temperature and time (a) 0.2% yield strength vs. aging time showing constant
strength with increase in aging time for 450°C and 550°C and decrease in strength at higher
aging temperature and (b) % elongation vs. aging time showing increase in ductility with
increase in aging time at a particular temperature.
Figure 12: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/AC) condition showing (a) overall fracture surface, which appears ductile with a
few faceted features (b) magnified image showing shallow dimples.
Figure 13: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (450°C/4h/AC) condition (a) low magnification image shows

19
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular feature on the facets. In some region secondary cracks are also seen
(shown by arrows).
Figure 14: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (550°C/4h/AC) condition (a) low magnification image shows
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular feature on the facets.
Figure 15: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (600°C/4h/AC) condition (a) low magnification image shows
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular features surrounded by shallow dimples.
Figure 16: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (650°C/4h/AC) condition (a) low magnification fractograph shows
mixed mode type of fracture and (b) high magnification fractograph showing faceted features
surrounded by fine and shallow dimples indicating a mixed mode fracture.
Figure 17: Fractographs of room temperature tensile tested specimen of Ti-5553 in (825°C/4h/WQ) condition, showing (a) overall fracture area, which appears ductile and (b)
magnified image showing fine and deep dimples.
Figure 18: Fractograph of room temperature tensile tested specimens of Ti-5553 in
(825°C/4h/WQ) and aged (450°C/4h/AC) condition (a) low magnification fractograph
showing ductile failure mode and (b) high magnification fractograph showing fine dimples.
Some secondary cracks are also seen.
Figure 19: Fractograph of room temperature tensile tested specimens of Ti-
(825°C/4h/WQ) and aged (550°C/4h/AC) condition. SEM micrograph at (a) low
magnification and (b) higher magnification shows mixed mode of intergranular and ductile
fracture features. Ductile failure features are more prominent.
Figure 20: Fractograph of room temperature tensile tested specimens of Ti-5553 i
(825°C/4h/WQ) and aged (600°C/4h/AC) condition showing ductile fracture features at (a)
low magnification and (b) high magnification.

20
Figure 21: Fractograph of room temperature tensile tested specimens of Ti-
(825°C/4h/WQ) and aged (650°C/4h/AC) condition showing completely ductile failure mode
at (a) low magnification and (b) high magnification.
Figure 22: Fractographs of room temperature tensile tested specimen of Ti-
(800°C/4h/WQ) condition showing (a) overall fracture area, which appears ductile and (b)
magnified image showing deep dimples.
Figure 23: Fractograph of room temperature tensile tested specimens of Ti- ST2
(800°C/4h/WQ) and aged (450°C/4h/AC) condition(a) low magnification showing ductile
failure mode and (b) high magnification showing fine dimples. Some secondary cracks are
also seen.
Figure 24: Fractograph of room temperature tensile tested specimens of Ti -
(800°C/4h/AC) and aged (550°C/4h/AC) condition showing predominantly ductile failure at
(a) low magnification and (b) high magnification. SEM micrograph shows mixed mode of
inter-granular and ductile fracture features at higher magnification. Ductile mode is more
prominent.
Figure 25: Fractograph of room temperature tensile tested specimens of Ti-
(800°C/4h/WQ) and aged (600°C/4h/AC) condition, showing completely ductile dimpled
failure at (a) low magnification and (b) high magnification.
Figure 26: Fractograph of room temperature tensile tested specimens of Ti-
ST2(800°C/4h/AC) and aged (650°C/4h/AC) condition, showing completely ductile dimpled
failure at (a) low magnification and (b) high magnification.
Figure
temperature at a fixed aging time of 1h (a) 0.2% yield strength vs. aging condition
(X°C/1h/AC) showing decreasing strength with increase in aging temperature for given time
and 550°C, sample broken in elastic range) and (b) % elongation vs. aging condition
(X°C/1h/AC) showing increase in ductility with increase in aging temperature for given 1h of
aging time.
Figure
temperature at a fixed aging time of 8h (a) 0.2% yield strength vs. aging condition

21
(X°C/8h/AC) showing decreasing strength with increase in aging temperature for given time
and 550°C, sample broken in elastic range) and (b) % elongation vs. aging condition
(X°C/8h/AC) showing increase in ductility with increase in aging temperature for given 8h of
aging time.
Figure
temperature at a fixed aging time of 16h (a) 0.2% yield strength vs. aging condition
(X°C/16h/AC) showing decreasing strength with increase in aging temperature for given time
and 550°C the sample broke in the elastic range) and (b) % elongation vs. aging condition
(X°C/16h/AC) showing increase in ductility with increase in aging temperature for given 16h
of aging time.
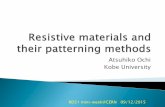
Figure 30: Plot of % elongation Vs 0.2% yield strength of Ti-5553 in all solution treatment
and aging condition investigated in this study. The encircled region represents optimum
combination of strength and ductility.

22
TABLE 1:Elemental wet chemical analysis of the ingot
Sample
(Ti5553)
Al (%wt.) V (%wt.) Mo (%wt.) Cr (%wt.) Fe (%wt.)
Top
Bottom
5.80
(±0.10)
4.80
(±0.06)
5.06
(±0.05)
2.70
(±0.09)
0.1
(+0.01)
5.80
(±0.08)
4.80
(±0.09)
5.00
(±0.07)
2.24
(±0.04)
0.09
(+0.01)
TABLE 2: Gas analysis of the ingot
Sample
Hydrogen(ppm) Oxygen(ppm) Nitrogen(ppm)
Ti-5553 30
(±5)
920
(±100)
< 20
TABLE 3 (a) 885 C/1h/WQ) condition for a
constant aging time of 4h as a function of aging temperature.
Aging condition
Volume p
UTS
(MPa)
True Fracture
strain
%RA
450 C 0 1187 0 0
550 C 0 1341 0 0
600 C 0 1314 0.01 0.75
650 C 0 1147 0.02 2.0

23
TABLE 3 (b): Variation of true fracture strain in 1 (825 C/4h/WQ) condition for a constant
aging time of 4h as a function of aging temperature.
Aging condition
Volume p
0.2% YS
(MPa)
True Fracture
strain
%RA
450 C 9.3% 1379 0.05 4.5
550 C 9.3% 1166 0.13 11.9
600 C 9.3% 1028 0.21 19.1
650 C 9.3% 1076 0.25 22.3
TABLE 3 (c): Variation of true fracture strain in 2 (800 C/4h/WQ) condition for a
constant aging time of 4h as a function of aging temperature.
Aging condition
Volume p
0.2% YS
(MPa)
True Fracture
strain
%RA
450 C 15.8% 1532 0.01 1.0
550 C 15.8% 1285 0.03 3.0
600 C 15.8% 1259 0.07 7.4
650 C 15.8% 1239 0.13 12.1

24
Figure 1: Microstructure of the rolled plate. The plate was soaked at 800°C for 1 hour and
rolled down to 15 mm thickness from 30 mm initial thickness. The heavy reduction has
resulted in breaking down even the grain boundary rains.

25
Figure 2: (a) Pseudo binary phase diagram of alloy showing all three solution treatment and
aging treatment. (b) A schematic of the different heat treatments carried out in the present
study on a time temperature plot.
(b)
1h 4h 8h 16h

26
Figure 3: Optical microstructure of

27
Figure 4 °C/1h/WQ) and aged specimen at
(a) 450°C/1h/AC and (b) 450°C/8h/AC (c) 550°C/1h/AC and (d) 550°C/8h/AC, showing the presence of

28
Figure 5: (a) The SAD pattern of [110] zone axis of -phase showing a number of diffracted spots other than that from phase. The existence of diffraction spot from is not clearly visible due to the presence of extra spots which are due to multivariants of Burger related phase. (b) A SAD pattern the specimen was tilted around (112), the presence of spots from could be distinctly seen at the 1/3rd and 2/3rd positions along (112) diffracted spot and transmitted beam as shown.
(a) (b)

29
Figure 6 treated (885°C/1h/WQ) and aged specimen at (a)
600°C/4h/AC (b) 650°C
the grain boundaries and almost two morphologies are also seen.

30
Figure 7: Electron back scatter micrographs of the alloy which has been imparted sufficient
coloured fine g

31
Figure 8: SEM micrographs of specimens + solution treated (a) 825°C/4h/AC and aged at 650°C/4h/AC
and (b) 800°C/4h/AC and aged at 650°C/4h/AC, showing the presence of fine globular primary phase
present at the grain boundaries as well as within the grains and uniformly distributed
throughout. Fine re-crystallised grains are observed and the volume higher at lower
i t t

32
-1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
700
800
900
1000
1100
1200
1300
1400
1500
0.2
%Y
S (
MP
a)
650°C
600°C
550°C
Aging Time (h)
0.2
%Y
S (
MP
a)
Aging Time (h)
450°C
(a)
ST825
-2 0 2 4 6 8 10 12 14 16 18
-2
0
2
4
6
8
10
12
14
16
650°C
600°C
550°C450°C
% E
longation
Aging Time (h)
% E
longation
Aging Time (h)
(b)
Figure 9
aging temperature and time (a) 0.2% yield strength vs. aging time showing decrease in
strength with increase in aging time at a particular aging temperature and (b) % elongation vs.
aging time showing negligible elongation in case 450°C& 550°C and increase in elongation
at 600°C and 650°C for a given aging time.

33
-1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
700
800
900
1000
1100
1200
1300
1400
1500
0.2
%Y
S (
MP
a)
650°C
600°C
550°C
Aging Time (h)
0.2
%Y
S (
MP
a)
Aging Time (h)
450°C
(a)
ST825
-2 0 2 4 6 8 10 12 14 16 18
0
2
4
6
8
10
12
14
16
18
20
22
650°C
600°C
550°C
450°C
Aging Time (h)
% E
longation
% E
longation
Aging Time (h)
ST825(b)
Figure 10:
aging temperature and time (a) 0.2% yield strength vs. aging time showing decrease in
strength with increase in aging time at a particular aging temperature and (b) % elongation vs.
aging time showing increase in ductility with increase in aging time at a particular
temperature.

34
-2 0 2 4 6 8 10 12 14 16 18
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
ST800
650°C
600°C
550°C
450°C
0.2
%Y
S (
MP
a)
0.2
%Y
S (
MP
a)
Aging Time (h)
Aging Time (h)
(a)
-2 0 2 4 6 8 10 12 14 16 18
0
5
10
15
20
25
650°C
600°C
550°C
450°C
Aging Time (h)
%E
longation
% E
longation
Aging Time (h)
(b)
ST800
Figure 11
of aging temperature and time (a) 0.2% yield strength vs. aging time showing constant
strength with increase in aging time for 450°C and 550°C and decrease in strength at higher
aging temperature and (b) % elongation vs. aging time showing increase in ductility with
increase in aging time at a particular temperature.

35
Figure 12:Fractographs of room temperature tensile tested specimen of Ti-5553 in
(885°C/1h/AC) condition showing (a) overall fracture surface, which appears ductile with a
few faceted features (b) magnified image showing shallow dimples.

36
Figure 13: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (450°C/4h/AC) condition (a) low magnification image shows
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular feature on the facets. In some region secondary cracks are also seen
(shown by arrows).

37
Figure 14: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (550°C/4h/AC) condition (a) low magnification image shows
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular feature on the facets.

38
Figure 15: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (600°C/4h/AC) condition (a) low magnification image shows
primarily brittle/crystalline fracture features and (b) high magnification micrograph shows
faceted and intergranular features surrounded by shallow dimples.

39
Figure 16: Fractographs of room temperature tensile tested specimen of Ti-
(885°C/1h/WQ) and aged (650°C/4h/AC) condition (a) low magnification fractograph shows
mixed mode type of fracture and (b) high magnification fractograph showing faceted features
surrounded by fine and shallow dimples indicating a mixed mode fracture.

40
Figure 17: Fractographs of room temperature tensile tested specimen of Ti-5553 in
(825°C/4h/WQ) condition, showing (a) overall fracture area, which appears ductile and (b) magnified
image showing fine and deep dimples.

41
Figure 18: Fractograph of room temperature tensile tested specimens of Ti-5553 in
(825°C/4h/WQ) and aged (450°C/4h/AC) condition (a) low magnification fractograph
showing ductile failure mode and (b) high magnification fractograph showing fine dimples.
Some secondary cracks are also seen.

42
Figure 19: Fractograph of room temperature tensile tested specimens of Ti-
(825°C/4h/WQ) and aged (550°C/4h/AC) condition. SEM micrograph at (a) low
magnification and (b) higher magnification shows mixed mode of intergranular and ductile
fracture features. Ductile failure features are more prominent.

43
Figure 20: Fractograph of room temperature tensile tested specimens of Ti-
(825°C/4h/WQ) and aged (600°C/4h/AC) condition showing ductile fracture features at (a)
low magnification and (b) high magnification.

44
Figure 21: Fractograph of room temperature tensile tested specimens of Ti-
(825°C/4h/WQ) and aged (650°C/4h/AC) condition showing completely ductile failure mode
at (a) low magnification and (b) high magnification.

45
Figure 22:Fractographs of room temperature tensile tested specimen of Ti-5553 in
(800°C/4h/WQ) condition showing (a) overall fracture area, which appears ductile and (b) magnified
image showing deep dimples.

46
Figure 23: Fractograph of room temperature tensile tested specimens of Ti-
(800°C/4h/WQ) and aged (450°C/4h/AC) condition(a) low magnification showing ductile
failure mode and (b) high magnification showing fine dimples. Some secondary cracks are
also seen.

47
Figure 24: Fractograph of room temperature tensile tested specimens of Ti -
(800°C/4h/AC) and aged (550°C/4h/AC) condition showing predominantly ductile failure at
(a) low magnification and (b) high magnification. SEM micrograph shows mixed mode of
inter-granular and ductile fracture features at higher magnification. Ductile mode is more
prominent.

48
Figure 25: Fractograph of room temperature tensile tested specimens of Ti-
(800°C/4h/WQ) and aged (600°C/4h/AC) condition, showing completely ductile dimpled
failure at (a) low magnification and (b) high magnification.

49
Figure 26: Fractograph of room temperature tensile tested specimens of Ti-
ST2(800°C/4h/AC) and aged (650°C/4h/AC) condition, showing completely ductile dimpled
failure at (a) low magnification and (b) high magnification.

50
450°C 550°C 600°C 650°C
700
800
900
1000
1100
1200
1300
1400
1500
Aging Condition (X°C/1h/AC)
0.2
% Y
S (
MP
a)
0.2
% Y
S (
MP
a)
Aging Condition (X°C/1h/AC)
800°C/4hrs/WQ
825°C/4hrs/WQ
885°C/1hr/WQ
Breaking Strength(a)
450°C 550°C 600°C 650°C
0
5
10
15
Aging Condition (X°C/1h/AC)
% E
longation
Aging Condition (X°C/1h/AC)
% E
longation
(800°C/4h/WQ)
(825°C/4h/WQ)
(885°C/1h/WQ)
(b)
Figure 27 unction of aging
temperature at a fixed aging time of 1h (a) 0.2% yield strength vs. aging condition
(X°C/1h/AC) showing decreasing strength with increase in aging temperature for given time
d then decreased (at 450°Cand
550°C, sample broken in elastic range) and (b) % elongation vs. aging condition
(X°C/1h/AC) showing increase in ductility with increase in aging temperature for given 1h of
aging time.

51
450°C 550°C 600°C 650°C
800
900
1000
1100
1200
1300
1400
1500
1600
Aging Condition (X°C/8h/AC)
0.2
% Y
S (
MP
a)
0.2
% Y
S (
MP
a)
Aging Condition (X°C/8h/AC)
800°C/4hrs/WQ
825°C/4hrs/WQ
885°C/1hr/WQ
Breaking Strength
(a)
450°C 550°C 600°C 650°C
-2.5
0.0
2.5
5.0
7.5
10.0
12.5
15.0
17.5
20.0
Aging Condition (X°C/8h/AC)
% E
longation
% E
longation
Aging Condition (X°C/8h/AC)
800°C/4hrs/WQ
825°C/4hrs/WQ
885°C/1/WQ
(b)
Figure 28
temperature at a fixed aging time of 8h (a) 0.2% yield strength vs. aging condition
(X°C/8h/AC) showing decreasing strength with increase in aging temperature for given time
and 550°C, sample broken in elastic range)and (b) % elongation vs. aging condition
(X°C/8h/AC) showing increase in ductility with increase in aging temperature for given 8h of
aging time.

52
450°C 550°C 600°C 650°C
800
900
1000
1100
1200
1300
1400
1500
1600
Aging Condition (X°C/16h/AC)
0.2
% Y
S (
MP
a)
0.2
% Y
S (
MP
a)
Aging Condition (X°C/16h/AC)
800°C/4hrs/WQ
825°C/4hrs/WQ
885°C/1hr/WQ
Breaking Strength
(a)
450°C 550°C 600°C 650°C
-2.5
0.0
2.5
5.0
7.5
10.0
12.5
15.0
17.5
20.0
Aging Condition (X°C/16h/AC)
% E
lonagtion
% E
longation
Aging Conditon (X°C/16h/AC)
800°C/4hrs/WQ
825°C/4hrS/WQ
885°C/1hrs/WQ
(b)
Figure 29
temperature at a fixed aging time of 16h (a) 0.2% yield strength vs. aging condition
(X°C/16h/AC) showing decreasing strength with increase in aging temperature for given time
and 550°C the sample broke in the elastic range) and (b) % elongation vs. aging condition
(X°C/16h/AC) showing increase in ductility with increase in aging temperature for given 16h
of aging time.

53
Figure 30: Plot of % elongation Vs 0.2% yield strength of Ti-5553 in all solution treatment
and aging condition investigated in this study. The encircled region represents optimum
combination of strength and ductility.
400 600 800 1000 1200 1400 1600
0
2
4
6
8
10
12
14
16
18
20
22
ST and aging treatment
ST and aging treatment
(800) ST and aging treatment
% E
LO
NG
AT
ION
0.2% YIELD STRENGTH (MPa)

54
Research Highlights Alloy was double melted in Vacuum Arc and then it was thermo-mechanically
processed. Microstructure was determined as a function of solution treatment and aging (STA).