Effect of silver addition on the creep parameters of Sn–7 wt.%.pdf
9
Effect of silver addition on the creep parameters of Sn–7 wt.% Bi alloy during transformation F. Abd El-Salam, A.M. Abd El-Khalek ⁎ , R.H. Nada, A. Fawzy Physics Department, Faculty of Education, Ain Shams University, Cairo, Egypt A R T I C L E D A T A A B S T R A C T Article h istory: Received 27 June 2006 Received in revised form 13 October 2006 Accepted 17 October 2006 The strain–time relations of Sn –7 wt.% Bi and Sn–7 wt.% Bi–1 wt.% Ag alloys have been obtained under different constant stresses (8.7 –19.1 MPa) in the temperature range (313 – 373 K). The results showed that the transient and the steady state creep parameters n, β and ε st depend on both the deformation temperature and the applied stress. The temperature dependence of these parameters indicates a transition temperature at 343 K. The Ag-free samples are more hard than those with Ag addition. This is explained by precipitation of Bi atoms which segregate to form a non-coherent cubic α-phase Sn–7 wt.% Bi samples. While, Ag addition prevents precipitation segre gate on the grain boundaries. The analysis of the X- ray diffract ion patterns shows that, Ag addition increases the Sn crys talli te size but decreases Bi crystalli te size. The energy activating the steady state creep in the two alloys in the low and high temperature ranges (before and after transformation temperature) were found to be 51.2±1.6 and 88.1±1.4 kJ/mol for Sn –7 wt.% Bi alloy an d 34.3± 1.9 and 57± 1.8 kJ/ mol for Sn–7 wt.% Bi –1 wt.% Ag alloy, respectively. © 2006 Published by Elsevier Inc. PACS: 62.20Fe 62.20Hg 81.40Lm Keywords: Creep parameters Ag addition Crystallite size Activation volume Grain boundary 1. Introdu ction In vie w of the environme nta l and hea lthiss ues concer ning the toxicity of Pb present in the most prominent Pb–Sn solder [1], much attention has been paid to the development of lea d-free solder alloys which avoid the environmental problem of lead [2,3]. The choice of alloy used depends upon factors as the str engt h andcorrosionresistance.Mos t of these soldersare tin containing binary andternar y all oys [4]. The low hardness and consequently the low mechanical strength of pure tin make it unsuitable for use as a bulk material for construction unless strengthened by hardening alloying elements [5]. Pewters (alloys of more than 90% Sn) are used mostly as solders for packing and interconnection in the electronic, electrical, and engineering industries because of their ease of fabrication into any required shape [5]. They are widely used for ute nsi ls and have to some extent replaced the traditional silverware which was formerly part of the domes- tic scene. The determination of the mechanical properties of materi- als is of great importance in defining their endurance limit M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 – 1 7 ⁎ Corresponding author. Physics Department, Faculty of Education, Ain-Shams University, Heliopolis, Roxy, Cairo, Egypt. E-mail address: asaad_abdelka [email protected] (A.M. Abd El-Khalek). 1044-5803/$ – see front matter © 2006 Published by Elsevier Inc. doi: 10.1016/j.matchar.2006.10.006
-
Upload
eidelsayed -
Category
Documents
-
view
5 -
download
0
Transcript of Effect of silver addition on the creep parameters of Sn–7 wt.%.pdf
-
cNiro,
A B S T R A C T
Accepted 17 October 2006
The straintime relations of Sn7 wt.% Bi and Sn7 wt.% Bi1 wt.% Ag alloys have beenobtained under different constant stresses (8.719.1 MPa) in the temperature range (313373 K). The results showed that the transient and the steady state creep parameters n, and
PACS:
toxicity of Pb present in the most prominent PbSn solder [1], solders for packing and interconnection in the electronic,
M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7much attention has been paid to the development of lead-freesolder alloys which avoid the environmental problem of lead[2,3].
The choice of alloy used depends upon factors as thestrength and corrosion resistance. Most of these solders are tin
electrical, and engineering industries because of their easeof fabrication into any required shape [5]. They are widelyused for utensils and have to some extent replaced thetraditional silverware which was formerly part of the domes-tic scene.1. Introduction
In view of the environmental and health issues concerning the
unsuitable for use as a bulk material for construction unlessstrengthened by hardening alloying elements [5].
Pewters (alloys of more than 90% Sn) are used mostly asActivation volumeGrain boundarycontaining binary and ternary alloys [4]. Thconsequently the low mechanical strength
Corresponding author. Physics Department,E-mail address: [email protected]
1044-5803/$ see front matter 2006 Publisdoi:10.1016/j.matchar.2006.10.006Keywords:Creep parametersAg additionCrystallite sizest depend on both the deformation temperature and the applied stress. The temperaturedependence of these parameters indicates a transition temperature at 343 K. The Ag-freesamples are more hard than those with Ag addition. This is explained by precipitation of Biatoms which segregate to form a non-coherent cubic -phase Sn7 wt.% Bi samples. While,Ag addition prevents precipitation segregate on the grain boundaries. The analysis of the X-ray diffraction patterns shows that, Ag addition increases the Sn crystallite size butdecreases Bi crystallite size. The energy activating the steady state creep in the two alloys inthe low and high temperature ranges (before and after transformation temperature) werefound to be 51.21.6 and 88.11.4 kJ/mol for Sn7 wt.% Bi alloy and 34.31.9 and 571.8 kJ/mol for Sn7 wt.% Bi1 wt.% Ag alloy, respectively.
2006 Published by Elsevier Inc.62.20Fe62.20Hg81.40LmA R T I C L E D A T A
Article history:Received 27 June 2006Received in revised form13 October 2006Effect of silver addition on theBi alloy during transformation
F. Abd El-Salam, A.M. Abd El-Khalek, R.H.Physics Department, Faculty of Education, Ain Shams University, Cae low hardness andof pure tin make it
Faculty of Education, Ainom (A.M. Abd El-Khalek).
hed by Elsevier Inc.reep parameters of Sn7 wt.%
ada, A. FawzyEgyptThe determination of the mechanical properties of materi-als is of great importance in defining their endurance limit
-Shams University, Heliopolis, Roxy, Cairo, Egypt.
-
sensitive deformation at room temperature and is superplas-tic [14]. Mechanical and microstructural measurements indi-cated that slip is the deformation mechanism which operatesat high strain rates, while grain boundary sliding (GBS)dominates at low strain rates. The mechanisms involvedwere controlled by the properties and behaviour of the grainboundaries during superplastic deformation [15].
As grain boundary sliding would promote grain boundarycracking and lead to limited ductility, it was proposed [16] that
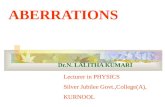
R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7Fig. 1 a) The equilibrium phase diagram of Tin-Bismuth, b)
10 M A T E R I A L S C H A R A C T Eunder definite working conditions and so comes theiroptimum suitability in technological industrial applications.Changes in the mechanical properties of materials wereobserved around and during phase transformation [2,6].
SnBi alloys, which outperform the SnPb alloys [7]attracted attention because of their good properties as soldersfor some delicate electronic tools [8]. The transient creepbehaviour of Sn0.2 wt.% Bi alloy predeformed by twisting wasstudied at different temperatures [9]. Resoftening was ob-served with higher degrees of predeformation associated withincreasing energies of activation. In the same alloy withdifferent grain size, increasing grain size caused a decrease inthe parameter and increased n. Increased predeformation toa critical value caused a decrease in both and n to minima,depending on grain size, after which an increase in both andn was observed [10]. In Sn0.5 at.% Bi alloy the steady statecreep rate was found [11] to decrease on increasing grain sizewhile the activation volume increased.
A Sn5 wt.% Bi master alloy and ternary alloys withdifferent Pb content were prepared by melt spinning tech-nique and then irradiated to 1.2 MGy -radiation at roomtemperature [12]. The changes in the measured values wereattributed to composition inhomogeneity caused by thedistribution mode of the third element in the matrix and thedefects induced by irradiation. The ductility of the BiSneutectic alloy significantly improved [13] by adding smallamount of Ag (less than 0.5 wt.%).
The microstructure of the Sn5 wt.% Bi alloy detected as adispersion of Bi particles in equiaxed Sn grains shows rate
specimen compositions (wires or sheets) determined by
X-rays diffraction pattern of Tin-Bismuth.chemical analysis were very close to the alloy compositionof the melt.
The experiments were carried out in a convenient creepmachine equipped with a strain resolution equal to 104. Theaverage of three creep runs were performed under constantloads corresponding to stresses, , of 8.7, 10.4, 12.1, 15.6,19.1 MPa and at testing temperatures ranging from 313 K to373 K in steps of 10 K. The accuracy of temperature and
Table 1 Average crystallite size from analysis of the X-rays diffraction patterns
Samples Crystallite size () of
Sn Bi
323 K 353 K 323 K 353 Kdiffusional creep is the principal mode of strain in thesuperplastic range. Strain rates less than 1, are associatedwith a contribution by rate insensitive climb-controlled slipwhich becomes more important at high rates of strain.
In the present work, structure and creep characteristics ofthe Sn7 wt.% Bi alloy, were investigated around phasetransformation. The effect of 1 wt.% Ag addition on thesecharacteristics has been also investigated.
2. Experimental
The materials investigated, Sn7 wt.% Bi and Sn7 wt.% Bi1 wt.% Ag (hereafter termed alloy A and alloy B, respectively)solder alloys were prepared from pure elements 99.99%, bymelting the constituents in a Pyrex tube under a fluxing agent(colophony) to prevent the sample oxidation in air. The meltwas heated on a benzene flame formore than 15minwhile thetube was shaken to ensure homogenization of the melt. Aftersolidification the ingot was swaged in the form of wires ofdiameter 1.2 mm for creep study and sheets of 0.2 mm inthickness for X-rays diffraction patterns.
Following previous work the primary mean of micro-structural control was annealing at room temperature [14].This procedure avoids the complication of the solution of Biduring elevated temperature annealing and reprecipitationon cooling prior to room temperature testing. The wire sam-ples were annealed for 2 h at 408 K to eliminate the cold workacquired during swaging and were then quenched in coldwater at 273 K to have an identical thermal history. TheSn7 wt.% Bi 681.6 849.8 245 480Sn7 wt.% Bi1 wt.% Ag 1006 909.2 176 260
-
elongation measurements are of the order of 1 K and 105 m,
A
11M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7respectively.Fig. 2 Representative straintime curves for Sn7wt.% Bi (alloydifferent deformation temperatures.3. Results
The SnBi phase diagram [17] is given in Fig. 1a. A represen-tative example for X-rays diffraction patterns is shown inFig. 1b for SnBi (323 K). From the analysis of the X-raysdiffraction patterns, the average crystallite size of both Sn andBi are given in Table 1 for different temperatures.
Representative creep curves of alloys A and B are given inFig. 2. Fig. 2 (a, b) shows the creep curves for both alloys atcertain temperature (363 K) under different stresses and Fig. 2
Fig. 3 The relation between lntr and lnt for different deformatioA and B.(c, d) for both alloys under a constant stress of 12.1 MPa atdifferent temperatures. It is clear that these isothermal creepcurves are sensitive to both the deformation temperature, T,and the applied stress, , and show amonotonic shift towards
), and Sn7wt.% Bi1wt.%Ag (alloy B) at different stresses andhigher strains and lower fracture times with increasing thedeformation temperature. The level of creep strain for alloy Bis generally higher than that of alloy A under the same testingconditions.
The transient creep strain, tr was found to obey a relationof the form [18],
etr btn 1
where t is the transient creep time, and , n are constantsdepending on the test conditions.
n temperatures for representative samples of both alloys
-
Fig. 5 The relation between both ln and lnst and 1000/T: (a, c) for alloy A and (b, d) for alloy B.
Fig. 4 The temperature dependence of the creep parameters n, and st; (a, c, e) for alloy A and (b, d, f) for alloy B.
12 M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7
-
From the relation between lntr and lnt given in Fig. 3, asrepresentative examples at different temperatures under acertain constant stress of 12.1 MPa, the parameter n isobtained as the slope of the straight lines and is deducedfrom the intercept at the lntr axis.
The temperature dependence of the parameters n underdifferent stresses is given for both alloys in Fig. 4 (a, b) and forthe parameter Fig. 4 (c, d). Fig. 4 shows two straight lines for nand relations with increasing stress and temperature. Thebehaviour of variation changes to higher values at tempera-tures above 343 K.
The steady state strain rate (st) of the tested samples iscalculated from the slopes of the linear parts of the creepcurves of Fig. 2. It increases with increasing both thedeformation temperature and the applied stress. Fig. 4 (e, f)shows that st increases slowly in the low deformation
temperature range 313333 K, while a rapid increase occursstarting from 343 K in both alloys. It is seen that under thesame test conditions alloy B yields creep rates so highcompared with those of alloy A.
The activation energy of the transient creep or the steadystate creep, E, for both alloys was calculated using anArrhenius equation of the form [19],
b b VexpE=KT 2
and the reported equation:
est const:expE=KT 3
where is a constant depending on the test conditions, K isthe Boltzmann constant, T is the absolute temperature. The
Fig. 7 (a, b) Relation between lnst and at differentdeformation temperatures, T, for alloy A and alloy B. (c) Thedependence of the activation volume, V, on the workingtemperature, T, for both alloys A and B.
M A T E R I A L S C H A R A C T E R I ZFig. 6 (a, b) Relation between lnst and ln at differentdeformation temperatures, T, for alloy A and alloy B. (c) The
dependence of the stress sensitivity parameter, m, on thedeformation temperature, T, for both alloys A and B.13A T I O N 5 9 ( 2 0 0 8 ) 9 1 7relation between ln and 1000/T, Fig. 5 (a, b) and lnst and 1000/T, Fig. 5 (c, d) gave straight lines for the different applied
-
R IFig. 8 The relation between ln and lnst for both alloys Aand B.
14 M A T E R I A L S C H A R A C T Estresses. Each line is formed of two parts supposed to beseparated at the phase transformation temperature of eachalloy. The slope of the low temperature part characterizes theactivation energy before transformation and the second partin the high temperature gives the activation energy aftertransformation. For alloy A, the average activation energy fortransient creep, Fig. 5 (a, b) before and after transformationwere 23.4 and 47.2 kJ/mol, and for alloy B, 24.5 and 44.7 kJ/mol,respectively. The close values of these activation energiesconsist with conclusion that the activation energy for creep isnot measurably affected by minor impurities, (1 wt.% Ag inalloy B) [20].
The calculated activation energies from Fig. 5 (c, d), for thesteady state creep were found independent on the appliedstress, but showed dependence on the range of the deforma-tion temperatures being below or above 343 K. Below 343 K, thecalculated energies assumed the value 51.21.6 kJ/mol foralloy A and 34.31.9 kJ/mol for alloy B. Above 343 K, a value of88.11.4 kJ/mol was obtained for alloy A and a value of 571.8 kJ/mol was obtained for alloy B.
It is well known that the steady state creep rate (st) isrelated to the applied stress () according to the relation [21]:
est crm 4
where c is a constant andm is the stress sensitivity parameter,and both parameters were found to depend on the testingconditions. The relation between lnst and lnwas plotted andstraight lines for both alloys were obtained as shown in Fig. 6(a, b). The slopes of the straight lines in Fig. 6 yield the valuesof the stress sensitivity parameterm, at different deformation
temperature.
The morphology of the Bi in SnBi alloy was difficult to
determine but the results can be interpreted on the basis thatthe Bi is in solution in the ingot alloy obtained at the solutiontemperature (343 K) and that Bi precipitates and coarsens atroom temperature. After 1 h annealing at room temperature,the alloy was found to be fully recrystallized with an equiaxedmicrostructure in cross or longitudinal sections with very fineSn grains. Further annealing at room temperature causesgrain growth. The grains remain of uniform size and equiaxed[14].
It is inferred that segregation of Bi and Ag to or near the Snboundaries may occur [14]. In SnBi alloys the analysis of X-ray diffraction patterns like that represented in Fig. 1b, free Biexists in their binary and ternary systems (015), (211) and (128).Besides, in the ternary SnBiAg alloy-free Ag, (200) withrelative intensity (RI) 43.67%, also exist. The solute atomsdistort the solvent lattice and change the average size of itselementary cell. In the solid solution, the solvent retains itsoriginal crystal lattice, but there exists a relative strengthen-temperatures. The temperature dependence ofm values givenin Fig. 6c shows that m values are higher in alloy B than inalloy A, indicating that alloy B is more ductile than alloy A.
The value of the activation volume,V=lnst /, as derivedfrom the slopes of the straight lines of Fig. 7 (a, b) relating lnstand the applied stress, , was found to increase withincreasing deformation temperature, as shown in Fig. 7c.
As creep is a continuous thermally activated process, theparameter was reported to correlate with the steady statecreep rate st through the relation [22]:
b boestg 5
where o is a constant, and the exponent (= ln /lnst)relates both the transient and the steady creep stages. is theslope of the straight lines relating ln and lnst given in Fig. 8which shows that is a stress independent ratio for bothalloys A and B. For alloy A, assumed the value 0.63, and foralloy B it was 0.69.
4. Discussion
The phase diagram of SnBi system [17] shows that Sndissolves about 1% Bi at room temperature. The remaining Biis present as essentially pure Bi. Under equilibrium states theSn7 wt.% Bi alloy consists of two phases: a body centredtetragonal -Sn matrix phase and a rhombohedral Bi secondphase. During preparation, the intrinsic point defects inthermal equilibrium and concentrations determined by Boltz-mann's factor, exp( E/KT), are expected to form in ratiosdepending on the heat treatment and cooling regime. This willcause a lack of homogeneity in the prepared samples suchthat they become out of equilibrium. At 343 K and above thesingle Sn-rich phase, -Sn, dominates. It appears from thephase diagram that the transformation temperature is thatwhere the alloy decomposes into a primary solid solution of Biin Sn and a Bi phase with very low Sn content. The operatingdeformation mechanism should therefore change at this
Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7ing. The increased strengthening, which results due to adecrease in lattice constant is stronger than that due to an
-
promotes a higher nucleation density of solid phases duringsolidification. The high density and apparent random relativepositioning of these solid phase nuclei cause them toimmediately impinge upon one another and prevent theformation of the high strength large plate-like structure. Thus,the ternary alloy samples (alloy B) will be more soft than thebinary alloy A, as clear from Fig. 2, which shows higher strainlevels for alloy B than those for alloy A. This shows that theaddition of 1% Ag to the SnBi alloy improves the tensileductility as was found previously [1].
15R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7increase in lattice constant. Accordingly, the strengtheningdue to Bi (radius of 1.56 ) in Sn (1.51 ) will be smaller thanthat due to Ag (1.44 ).
In view of the surface activity theory [23] two mechanismsfor the effect of impurity atoms on the growth and propertiesof crystals are possible. Accordingly, Bi atoms in Sn matrixshould migrate away from grain boundaries to the interior ofthe grains leavingmoremobile boundaries. On the other handAg atoms in Sn matrix migrate towards grain boundaries thuslimit their mobility and inhibits grain growth.
However, a redistribution process of the solute atoms (Bi orAg) in the matrix Snmay take place depending on the existingmedium and the external factors such as temperature andstress, leading to probable deviation from this theory. Thelower value 681.6 of the crystallite size (C.S.) of the Snmatrixin alloy A at 323 K, Table 1, may be due to the Bi atoms beingless activated at the quenching temperature and the lowtemperature 323 K, to reach their expected positions at thegrain cores as states the surface activity theory [23].
Therefore, some of the Bi atoms will disperse near the Sngrain boundary regions and pin mobile dislocations. This,increases strengthening and limits grain boundary motion.This consists with the common reported [14] effect of alloyingelements which act principally to refine and stabilize the Sngrains size and are more effective in large concentrations. Theabove explanation is supported by the increased crystallitesize of Sn in the same sample at 353 K to 849.8 , Table 1,where many Bi atoms were activated to reach grain coreswhich facilitated grain boundary motion and enabled graingrowth. At the same time, the increased migration of Bi to thegrain cores at 353 Kmay account for the increased Bi grain sizefrom 245 at 323 K to 480 at 353 K, Table 1. This shows thatincreasing temperature increased both Sn and Bi grains [14].
The general moment [23] of Ag is 32.61010e, of Sn is33.11010e and for Bi is 52.21010e where e is the electroniccharge. Therefore, Ag atoms should go to the grain boundariesof either Bi or Sn. As the moment difference between Sn andAg is very small, +0.51010e, the behaviour of Ag atoms in Snunder the working conditions may be of neutral tendency tomove to either grain boundaries or to grain cores, but highprobably go to Bi grain boundaries due to their large momentdifference +20.61010e. Taking the molecular volumes intoaccount, Ag (10.28106 m3) can be easily accommodated in Bi(21.3106 m3) rather than in Sn (16.26106 m3). It cantherefore be accepted that most of the Ag atoms prefermigrating towards Bi grain boundaries leaving Sn boundariesmore free to move and increase from the value 681.6 for thebinary alloy to 1006 for the ternary alloy, Table 1, while Bigrain boundaries show the observed decrease in their crystal-lite size from 245 to 176 in the ternary alloy (Table 1).
Increasing temperature from 323 K to 353 K may haveactivated some Ag atoms to disperse towards Sn grainboundaries thus freeing some Bi boundaries from theirpinning points to reach larger crystallite size, 260 , whilepinning some Sn boundaries to minimize Sn crystallite size to909.2 , Table 1. The addition of 1% Ag effectively inhibits theuncontrolled growth of the high strength large structureduring the solidification of the binary SnBi alloy [1]. It is
M A T E R I A L S C H A R A C T Ebelieved that such small addition of Ag goes primarily intosolution within the -Sn phase [14]. It appears that AgAlthough the presence of silver is expected to harden thealloy, the observations in Figs. 2, 4 (e, f), 6c and 7c), showcontinuous softening behaviour for the samples of alloy B. Itmay be that the Ag precipitate particles which are moreharder, Y(Ag) [Young's modulus of Ag]=80.5 GN m2, than thematrix, Y (Sn)=52 GNm2, and the second phase, Y (Bi)=34 GNm2, and the difference in ductility makes the whole structuresimilar to that of a non-Newtonian fluid containing rigidparticles [24] which rotate practically without deformationwhile the soft phases, Sn and Bi, undergo plastic deformationperforming accommodation between both by sliding along theinterfaces [25].
The effect of Ag addition on mechanical properties can beseen from comparing the tensile test curves of both alloys Aand B shown in Figs. 2, 4, 6c and 7c). Significant improvedductility and softening in the Ag-doped alloy compared to theAg-free binary alloy is evident. The temperature dependenceof the parameters n, and st (Fig. 4) shows nonlinear relationsreflecting the existence of two stages. The first stage at lowertemperatures shows slow rate of strain variations with lowstrain levels depending on the applied stress. The secondstage at higher temperatures, where many of the blockeddislocations are freed from their pinning points showsmarkedincreased strain levels. It is therefore considered that thereexists two strain rate stages separated by a narrow temper-ature range centred at the transformation temperature 343 K.Below 343 K the grains are relatively small (681.6 for Sn at323 K) depending on the deformation temperature, whileabove 343 K the grains have grown to higher values (849.8 forSn at 353 K), Table 1 for alloy A.
On the basis of evidence and interpretation accepted inliterature about SnBi alloy [14], the present data, Fig. 4,establish that distinct mechanisms of deformation are dom-inant at low and high levels of strain. Because of the absenceof twinning in this alloy [14] the dominant low rate mecha-nism is the thermally activated grain boundary sliding (GBS)and the high rate mechanism is slip. The region of transition
Table 2 Average activation energy for both alloys A and Bat transient and steady state creep stages
Creepstage
Activation energy foralloy A (kJ/mol)
Activation energy foralloy B (kJ/mol)
Below(343 K)
Above(343 K)
Below(343 K)
Above(343 K)
Transientcreep
23.4 47.2 24.5 44.7Steady statecreep
51.2 88.1 34.7 57
-
R Iin which GBS is becoming an important deformation mode, isthe region of superplasticity for the Sn7 wt.% Bi alloy. Thetransition from GBS to slip as dominant deformation modeoccurs in a relatively narrow range of strain rates [26].
The average activation energy for transient creep below343 K is 23.8 kJ/mol, and above 343 K is 45.95 kJ/mol, Fig. 5 (a, b).For the steady state creep, Fig. 5 (c, d), it was 42.95 kJ/mol below343 K, and 72.55 kJ/mol above 343 K. The activation energies athigh temperatures for the steady state creep, Table 2, showthat dislocation creep is the rate controlling mechanism [27].From Fig. 5 and Table 2 it is clear that the activation energiesfor alloy A are higher than those of alloy B. This might berendered to the refining effect of Ag which is associated by theprevention of the formation of the high strength largestructurewhich forms in the alloy A and needs higher energiesthan alloy B.
It is to be noted that grain boundary sliding (GBS) as themechanism of plastic deformation in which the most evidentmetallographic feature is shearing at grain boundaries, wouldpromote grain boundary cracking and lead to limited ductility[16]. It is therefore recognized that for the high strainaccommodation processes such as grain boundary migrationwhich discourage cracking [28] and local slip are necessary[29]. The SnBi alloy is expected to be superplastic at roomtemperature [15]. It was proposed that the elasticity insuperplastic alloys is determined by the behaviour of grainboundaries [30]. Superplastic alloys subjected to mechanicaltest behave in a different manner than coarse-grainedmaterials. The major contribution to the nonlinearly elastic[31] strain, is from an elastic deformation along grainboundaries due to the reversible motion of grain boundarydislocations.
The elastic properties of grain boundaries are influenced bytheir imperfections and, in particular, by the occurrence ofgrain boundary dislocations [32]. This type of imperfections isusually associated with grain boundary ledges, and conse-quently the curvature of the grain boundary plane increaseswith increasing density of grain boundary dislocations. Theelastic strain along the boundary is thus reduced at a givenshear stress level. The linear density of grain boundarydislocations depends on the ratio between the rate at whichthey are generated on dissociation of the lattice dislocationsthat have entered the boundary plane and the rate of theirsubsequent annihilation [15].
Thus, in fact, the reason for elastic recovery in thesuperplastic alloy may be that the grain-boundary structurereverts with decreased, density of grain-boundary disloca-tions. As the strain rate is increased, the conditions ofdeformation change to those of normal hot deformation.
According to the network model of Mclean [33] creepdeformation occurs by bowing out of the longest link in thenetwork which decreases the average length of the remaininglinks and rises the flow stress expressed here as the observedincrease in the steady strain rate with increasing the appliedstress at the different deformation temperatures, Fig. 5.Besides, the formation of subgrain structure during primarycreep leads to an increase in the dislocation density of thesubgrain network to a level that remains essentially constant
16 M A T E R I A L S C H A R A C T Eduring steady state creep [9]. Due to this high dislocationdensity, a lower density of dislocations pinned by themigrating Bi atoms (and/or Ag atoms) exist and an increaseddensity of the mobile dislocations is expected with valuesincreasing with increasing the applied stress, as clear from theincreased strain rate in Fig. 4 (e, f).
The increased creep strain by increasing deformationtemperature and the applied stress, Fig. 2, may be due to theformation of new dislocation sources in the early stage ofcreep and the role of the applied stress which increases thedriving force for the mobile dislocations and increases theirdensity, which in turn contribute to the creep rate, Fig. 4 (cf).This can be observed from the increasing stress sensitivityparameter m with increasing temperature, Fig. 6c. Thesoftening of alloy B over that of alloy A is observed from thehigher level of m for alloy B, Fig. 6c.
The contribution of the deformation temperature to stproves to be the same as that for the transient creep parameter, Fig. 4 (cf) and this repeated behaviour satisfies the conceptthat creep is a continuous process. The value of (= ln /lnst) shows towhat extent the transient stage characteristicsextend to the steady state creep. The obtained values of fromFig. 8 were 0.63 for alloy A, and 0.69 for alloy B. The density ofdislocations at the end of the so-called substeady state creepin the middle of the primary creep state [34] increases withingrains and near grain boundaries. These dislocations get intouniform distribution where the steady state creep stage starts.This shows why high values are obtained from Fig. 8. Theobtained m values in the range (1.11.75) and (1.353.4) foralloys A and B, respectively, Fig. 6 (a, b) are generally smallerthan those suggested by creep theories based on a dislocationglide along the grain boundaries. These m values exceed thevalue 0.5 suggested for creep theories based on dislocationclimb mechanism along the grain boundaries in the investi-gated temperature range [35].
The activation energy values in the low temperature rangebefore transformation for both creep stages in both alloyslying in the range 23.451.2 kJ/mol, Fig. 5, suggest that thecreep process in this stage is controlled by grain boundarysliding or migration mechanisms, which agree with previousfinding [14]. Such mechanisms might be more predominantsince they are thermally activated processes. Increasing thedeformation temperature of the tested samples a dissolutionprocess takes place leading to marked variations in composi-tion of the two phases (Sn-rich phase and Bi-rich phase)associated with diffusion activity. This gives rise to a solutionprocess at one of the interphase boundaries and a precipita-tion process at the other interphase boundary. These changesin composition strongly affect the movements of dislocationsat the interphase boundaries.
At elevated temperatures, if a gliding dislocation was heldby an obstacle, a small amount of climb might permit it tosurmount the obstacle, allowing it to glide to the next set ofobstacles where the process was repeated. The glide stepproduces almost all of the strain. The climb process ofdislocations requires diffusion of vacancies or interstitials,the rate controlling step is therefore atomic diffusion. Asdiffusional processes are more difficult in the ordered lattice[36] (here it is the binary alloy A), thus the activation energiesfor the formation and migration of vacancy increase with
Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7order, resulting in higher activation energies for diffusion andfor creep, Fig. 5c (88.1 kJ/mol) compared with Fig. 5d for alloy B
-
(57 kJ/mol), and therefore lower creep strain [37], Fig. 2 (a, c), ascompared with Fig. 2 (b, d).
2. The results were interpreted on the basis that Bi is in
R E F E R E N C E S
[1] Mc Cormak M, Kammlott GW, Chen HS, Jin S. Appl Phys Lett1994;65(9):1100.
[2] Wade N, Wu K, Kunii J, Yamada S, Miyahara KK. J ElectronMater 2001;30(9):1228.
17M A T E R I A L S C H A R A C T E R I Z A T I O N 5 9 ( 2 0 0 8 ) 9 1 7solution in the ingot alloy and precipitates and coarsens atroom temperature.
3. The increasedmigration of Bi to Sn grain cores accounts forthe increased Bi grain size at high temperature.
4. Although Ag, which is the more harder, Y(Ag)=80.5 GNm2, is expected to harden the alloy, the results showedcontinuous softening in the matrix, Y(Sn)=52 GN m2 andthe second phase, Y(Bi)=34 GN m2 as the whole structurecan therefore be similar to a non-Newtonian fluid contain-ing rigid particles, which rotate practically without defor-mation while the soft phases undergo plastic deformationperforming accommodation between both by sliding alongthe interfaces.
5. At the transformation temperature 343 K the alloy decom-poses into a primary solid solution of Bi in Sn and a Biphase with very low Sn content. The operating mechanismwhich is GBS changes after transformation into the slipmechanism.
6. The refining effect of Ag which is associated by theprevention of the formation of the high strength largestructure lower the activation energies and increases theactivation volume of the Ag containing alloy.On the application of stress the steady creep rate of thestructure existing at the deformation temperature dependsmainly on the interaction between the solute atoms anddislocations which leads to a viscous motion of dislocationson their slip planes with increasing dependence on stress andtemperature, Fig. 7a. This consists with the values close to 3for the stress sensitivity parameter m in Fig. 6c which showsalso that the binary alloy A is harder than alloy B.
The increase in the activation volume by increasingtemperature, Fig. 7c, can be explained on the basis of thedislocation density because the activation volume is directlyproportional to the average spacing of dislocations [38]. Asthermal energy is provided, the dislocation density decreasesand the average distance between dislocations increases. Fig.2 shows that the strain in alloy B samples is higher than thatfor alloy A under the same conditions. This indicates that alloyB is more soft than alloy A, which implies that the dislocationdensity is lower in alloy B. Consequently, the average distancebetween dislocations increases in alloy B than in alloy A. Thisleads to an increase in the activation volume by increasingtemperature. This consists with Fig. 7c which shows that thelevel of the activation volume values is higher for alloy B.
5. Conclusions
1. The phase diagram of SnBi shows that Sn dissolves about1 wt.% Bi. The remaining Bi is presented as free pure Biwhich was detected in X-rays patterns in the binary andternary alloys.[3] Lang F, Tanaka H, Munegata O, Taguchi T, Narita T. MaterCharact 2005;24:223.
[4] El-Bahay MM, El-Mossalamy ME, Mahdy M, Bahgat AA. PhysStatus Solidi A Appl Res 2003;198(1):76.
[5] Barry BTK, Thwaites CJ. Tin and its alloys and compounds.New York: Wiley; 1983 (chaps. 3, 4).
[6] Abd El-Salam F, Mostafa MT, Nada RH, Abd El-Khalek AM.Phys Status Solidi A Appl Res 2001;185:331.
[7] Glazer J. Almit Tech J 1996;29:1.[8] Dogra K.S.; Ins. Electronics Packaging. Glen Ellyn (IL), USA,
1986; p. 631.[9] Abd El-Salam F. Egypt J Phys 1985;16(2):337.[10] Abd El-Salam F. Egypt J Solids 1984;6(1):101.[11] Saad G, Abd El-Salam F, Mostafa MT. Surf Technol 1984;22:73.[12] Nada RH. Radiat Eff Defects Solids 2002;157:521.[13] Mc Cormak, ChenM, Kammlatt GW, Jin. J ElectronMater (USA)
1997;26(8):954.[14] Alden TH. Acta Met 1967;15:469.[15] Valiyev RZ, Emaletdinov AK, KaiByshev OA, Tsanev NK. Phys
Metals 1985;6(5):1008.[16] Avery DH, Backofen WA. Trans Am Soc Met 1965;58:551.[17] Hansen M, Anderko K. Constitution of binary alloys. New
York: Mc Grew Hill Book Co. Inc.; 1958. p. 337.[18] Friedel J. Dislocations. London: Pergamon Press; 1964. p. 304.[19] Abd El-Khalek AM. Physica B 2002;315:7.[20] Ashby OD, Dorn JR. Trans AIME 1952;194:959.[21] Hollomon GH. Trans AIMe 1954;162:268.[22] El-Sayed MM, Abd El-Haseeb R, Abd El-Salam F, Nagy MR.
Phys Status Solidi 1994;A143:K83.[23] Semenchenko VK. Surface phenomena in metals and alloys.
London: Pergamon; 1961.[24] Suery M, Baudelet BB. Phila Mag 1980;41:41.[25] Toscno EH. Scr Metall 1983;17:309.[26] Davies PW, Stevens RN, Wilshire B. J Inst Met 1966;94:49.[27] Rowtherham L, Smith A, Greenough G. J Inst Met 1951;79:439.[28] Gifkins RC. In: Averbach, et al, editor. Fracture. N.Y.: John
Wiley; 1959. p. 579.[29] Brunner H, Grant NJ. Trans Am Inst Min Metall Eng
1959;215:48.[30] Schneibel JH, Mozzlidine PM. Proc. 5th Int. Conf. on Strength
of Metals and Alloys, Aahen; 1979. p. 259.[31] Schneibel JH. Acta Met 1980;28(10):1527.[32] Ashby MF. Surf Sci 1972;31:498.[33] Mclean D. Trans Soc AIME 1968;242:1195.[34] Bo Wang Liu, Tang C, Qiu W, Tien F. Mat Sci Forum
1995;175:443.[35] Ball A, Hutchison MM. Met Sci 1969;3(3):1.[36] Sharma G, Ramanujan RV, Kutty TRG, Tiwari GP. Mater Sci
Eng 2000;A278:106.[37] Mc Kamey CG, Maziasz PJ, Jones JW. J Mater Res 1992;7:2089.[38] Garofalo F. Fundamentals of Creep and Creep Rapture in
Metals; 1965. p. 29. New York and London.
Effect of silver addition on the creep parameters of Sn7wt.% Bi alloy during transformationIntroductionExperimentalResultsDiscussionConclusionsReferences