Calculation of cutting forces, boring - MAPAL with ISO elements | Technical appendix | Calculation...
2
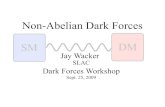
1763 N/mm 2 × 1,3 = 2292 N/mm 2 ø 80 n = –––––––– V c · 1000 � · D n = –––––––– 200 · 1000 � · 80 a p = –––––––– (D – d) 2 a p = –––––––– (80 – 72) 2 A = a p · f · z A = 4 mm · 0,2 mm · 5 n = 800 1/min a p = 4 mm A = 4 mm 2 h = f z · sin κ h = 0,2 mm · sin90 º h = 0,2 mm k c1.1 h mc 2 · � · n · M c 60s 2 · � · 800 min -1 · 348,3 Nm 60s d m 2 0,076 m 2 1160 0,2 0,26 k c = –––––––– k c = –––––––– k c = 1763 N/mm 2 F c = A · k c = b · h · kc F c = 4 mm 2 · 2292 N/mm 2 F c = 9,17 kN M c = F c ––––– M c = 9167,3 N ––––––– M c = 348,3 Nm P c = ––––––––––– P c = ––––––––––––––––––––––– P c = 29,2 kW Tools with ISO elements | Technical appendix | Calculation of cutting forces, boring Calculation of cutting forces, boring (simplified) ø 72 pre-drilled Boring tool ø 80 mm; Z = 5; pre-drilled ø 72 mm κ = 90° Material: EN-GJL-250 k c1.1 * = 1160 mc = 0.26 v c 200 m/min f z = 0.2 mm Blunting 30 % Example calculation: Note: The efficiency of the main spindle drive is not taken into account. Appropriate power calculations can be made by MAPAL. Basic formula Calculation Result * Value for cutting force calculation, WTO GmbH 1. Spindle speed 2. Cutting depth 3. Cutting cross section 4. Chipping thickness 5. Specific cutting force without blunting factor 6. Cutting force 7. Cutting torque d m = average diameter in metres 8. Cutting power with 30 % blunting: 174
Transcript of Calculation of cutting forces, boring - MAPAL with ISO elements | Technical appendix | Calculation...

1763 N/mm2 × 1,3 = 2292 N/mm2
ø 80
n = –––––––– Vc · 1000
� · Dn = ––––––––
200 · 1000
� · 80
ap = –––––––– (D – d)
2ap = ––––––––
(80 – 72)
2
A = ap · f · z A = 4 mm · 0,2 mm · 5
n = 800 1/min
ap = 4 mm
A = 4 mm2
h = fz · sin κ h = 0,2 mm · sin90º h = 0,2 mm
kc1.1
h mc
2 · � · n · Mc
60s
2 · � · 800 min-1 · 348,3 Nm
60s
dm
2
0,076 m
2
1160
0,2 0,26kc = –––––––– kc = –––––––– kc = 1763 N/mm2
Fc = A · kc = b · h · kc Fc = 4 mm2 · 2292 N/mm2 Fc = 9,17 kN
Mc = Fc ––––– Mc = 9167,3 N ––––––– Mc = 348,3 Nm
Pc = ––––––––––– Pc = ––––––––––––––––––––––– Pc = 29,2 kW
Tools with ISO elements | Technical appendix | Calculation of cutting forces, boring
Calculation of cutting forces, boring(simplified)
ø 72
pre
-dril
led
Boring tool ø 80 mm; Z = 5; pre-drilled ø 72 mm κ = 90°
Material: EN-GJL-250kc1.1* = 1160 mc = 0.26vc 200 m/min fz= 0.2 mmBlunting 30 %
Example calculation:
Note: The efficiency of the main spindle drive is not taken into account.
Appropriate power calculations can be made by MAPAL.
Basic formula Calculation Result
* Value for cutting force calculation, WTO GmbH
1. Spindle speed
2. Cutting depth
3. Cutting cross section
4. Chipping thickness
5. Specific cutting force without blunting factor
6. Cutting force
7. Cutting torque dm = average diameter in metres
8. Cutting power
with 30 % blunting:
174

5
10
40
100
160
200400
630
187 Nm 100%
35 kW 100%
0,610
00
1600
4000
10.0
00
23,155
810
2030
40
5
10
40
100
160
200400
630 400 Nm 100%
42 kW 100%
0,6
1000
1600
4000
10.0
00
23,155
810
2030
40
Tools with ISO elements | Technical appendix | Calculation of cutting forces, boring
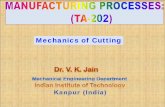
Comparison with torque and output power of the machine tool
There follow two spindle speed/power diagrams. The number of teeth and cutting parameters are to be defined as a function of the machine.
In the example calculation the machine with the motor spindle is unsuitable, as here at a spindle speed of 800 1/min a torque of 187 Nm and a power of approx. 20 kW is achieved (Figure 1).
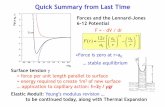
Solution: Either reduce number of teeth, reduce cutting speed and feed, divide cut between two tools or select more powerful machine (e.g. with geared spindle, (Figure 2).
Motor spindle (Figure 1)
Torque (Nm)
Torque curve in NmPower curve in kWLine to assist on reading the diagram
Torque (Nm)
Power (kW)
Power (kW)
Spindle speed (1/min)
Spindle speed (1/min)
Geared spindle (Figure 2)
The example diagrams are shown in a simplified form.
Tech
nica
l ap
pend
ix
Machine tool selection:
175