AufbauundTesteines Hochtemperaturmessofensfür γ ... · 2.DerHochtemperaturmessofen...
74
Diplomarbeit in Physik angefertigt im Helmholtz - Institut für Strahlen- und Kernphysik Aufbau und Test eines Hochtemperaturmessofens für γ -γ -Winkelkorrelationsmessungen vorgelegt der Mathematisch-Naturwissenschaftlichen Fakultät der Rheinischen Friedrich-Wilhelms-Universität Bonn von Marius Arenz Bonn, September 2010
Transcript of AufbauundTesteines Hochtemperaturmessofensfür γ ... · 2.DerHochtemperaturmessofen...
Diplomarbeit in Physikangefertigt im
Helmholtz - Institut für Strahlen- und Kernphysik
Aufbau und Test einesHochtemperaturmessofens für
γ-γ-Winkelkorrelationsmessungen
vorgelegt derMathematisch-Naturwissenschaftlichen Fakultät
derRheinischen Friedrich-Wilhelms-Universität Bonn
vonMarius Arenz
Bonn, September 2010

Diplomarbeit in Physikangefertigt im
Helmholtz - Institut für Strahlen- und Kernphysik
Aufbau und Test einesHochtemperaturmessofens für
γ-γ-Winkelkorrelationsmessungen
vorgelegt derMathematisch-Naturwissenschaftlichen Fakultät
derRheinischen Friedrich-Wilhelms-Universität Bonn
vonMarius Arenz
Bonn, September 2010


v
Anfertigung mit der Genehmigungder Mathematisch-Naturwissenschaftlichen Fakultätder Rheinischen Friedrich-Wilhelms-Universität Bonn
Referent: Privatdozent Dr. Reiner Vianden
Korreferent: Prof. Dr. K.-T. Brinkmann
Hiermit versichere ich, dass ich diese Arbeit selbstständig verfasst und keineanderen als die angegebenen Quellen und Hilfsmittel benutzt sowie die Zitatekenntlich gemacht habe.
Bonn, den 30.9.2010

vi
Inhaltsverzeichnis
1. Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2. Der Hochtemperaturmessofen . . . . . . . . . . . . . . . . . . . . . 32.1 Materialauswahl . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.2 Aufbau des Hochtemperaturmessofens . . . . . . . . . . . . . . . . 8
2.2.1 Der Graphitheizer . . . . . . . . . . . . . . . . . . . . . . . 82.2.2 Die Stromdurchführung . . . . . . . . . . . . . . . . . . . 102.2.3 Die Elektrodenkühlung . . . . . . . . . . . . . . . . . . . . 112.2.4 Der Elektrodenhalter . . . . . . . . . . . . . . . . . . . . . 122.2.5 Das Kreuzstück . . . . . . . . . . . . . . . . . . . . . . . . 132.2.6 Die Thermoelementzuführungen . . . . . . . . . . . . . . . 142.2.7 Die obere Ofenummantelung . . . . . . . . . . . . . . . . . 162.2.8 Der Ofenfuß . . . . . . . . . . . . . . . . . . . . . . . . . . 182.2.9 Die Probenhalter . . . . . . . . . . . . . . . . . . . . . . . 19
3. Temperaturgenauigkeit des Hochtemperaturmessofens . . . . . 233.1 Temperaturverteilung entlang des Heizers . . . . . . . . . . . . . . 233.2 Temperaturansisotropie des Heizers . . . . . . . . . . . . . . . . . 27
3.2.1 Einfluss der Elektrodenkühlung . . . . . . . . . . . . . . . 283.2.2 Einfluss der Fertigungstoleranzen . . . . . . . . . . . . . . 29
3.3 Einsatzbereich und dessen Grenzen . . . . . . . . . . . . . . . . . 30
4. Die Vierdetektoranlage . . . . . . . . . . . . . . . . . . . . . . . . . 334.1 Der ursprüngliche Aufbau . . . . . . . . . . . . . . . . . . . . . . 334.2 Der Umbau der Vierdetektoranlage . . . . . . . . . . . . . . . . . 34
viii Inhaltsverzeichnis
5. Theoretische Grundlagen der PAC . . . . . . . . . . . . . . . . . 37
5.1 Die ungestörte γ-γ-Winkelkorrelation . . . . . . . . . . . . . . . . 37
5.2 Die gestörte γ-γ-Winkelkorrelation . . . . . . . . . . . . . . . . . 38
5.2.1 Die Störfunktion bei elektrischer Quadrupolwechselwirkung 39
5.3 111In als Sondenkern . . . . . . . . . . . . . . . . . . . . . . . . . 40
5.4 Messdatenanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
6. Erste Messungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
6.1 Probenpräparation . . . . . . . . . . . . . . . . . . . . . . . . . . 43
6.1.1 Implantation und Ausheilen . . . . . . . . . . . . . . . . . 43
6.1.2 Einschmelzen . . . . . . . . . . . . . . . . . . . . . . . . . 44
6.2 Schmelzpunktmessungen . . . . . . . . . . . . . . . . . . . . . . . 44
7. Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Anhang 51
Abbildungsverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Danksagung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
1. Einleitung
Der Einfluss von Halbleitern und Halbleitertechnologie auf unsere Gesellschaftwächst seit Jahren stetig. Die Einsatzgebiete sind vielfältig und reichen von alltäg-lichen integrierten Schaltungen in Computern, Unterhaltungs- und Mobilfunkelek-tronik über die immer fortschrittlichere Photovoltaik bis hin zu wissenschaftlichenAnwendungen wie Halbleiterdektoren.
Die Weiterentwicklung und fortschreitende Miniaturisierung sowie Erweiterungender Anwendungsgebiete erfordern ein immer tieferes Verständnis vom Aufbauund den in Halbleitern ablaufenden Prozessen. Auch die Entwicklung neuerHalbleitermaterialien erfordert Einsichten in Vorgänge die zum Beispiel beimDotieren stattfinden.
Häufig zur Untersuchung von Halbleitern eingesetzte kernphysikalische Metho-den sind neben der gestörten γ-γ-Winkelkorrelation (PAC, Perturbed AngularCorrelation) auch kernmagnetische Resonanz und Mößbauer-Spektroskopie. Al-le drei Methoden gehören zu den hyperfeinspektroskopischen Methoden undsind lokale Methoden, die gewonnenen Informationen stammen aus der direktenGitterumgebung der Kerne.
Im Vergleich zur PAC ist die Population der Hyperfeinniveaus bei beiden anderenVerfahren allerdings von der Temperatur abhängig. Der Vorteil der PAC gegen-über der anderen Methoden ist also, dass sich temperaturabhängige Messungendurchführen lassen, wobei die Temperatur theoretisch nicht nach oben begrenztund die Grenze lediglich durch deren technische Realisierbarkeit gegeben ist.
Temperaturabhängige PAC Messungen eignen sich unter anderem zur Untersu-chung von Defekten wie Leerstellen, substitutionellen Gitterdefekten in Metallenund Halbleitern. Hierbei kann deren Dynamik mit steigender oder fallenderTemperatur studiert werden kann. Messungen im Bereich des Schmelzpunktesermöglichen ferner die Untersuchung von Phasenübergängen und Rekristallations-prozessen.
Bei den in der Arbeitsgruppe durchgeführten Messungen spielt die Temperaturab-hängigkeit eine große Rolle. Bedingt durch die lange Dauer einer Messung sinddie Kapazitäten für Messungen an einem PAC-Ofen stark begrenzt, so dass derAufbau eines weiteren Messplatzes angebracht ist.
Mit dieser Diplomarbeit wird ein PAC-Ofen in dritter Generation im HISKP der

2 1. Einleitung
Universität Bonn konstruiert. Viele der in den bereits existierenden Aufbauteneingesetzen Bauteile hatten sich im Laufe der Jahre bereits bewährt. Es wird alsonicht nur ein weiter Messplatz aufgebaut, sondern alle Erfahrungen, die mit denbisherigen Apparaten gesammelt wurden, fließen in die Konstruktion des neuenPAC-Ofens ein, um diesen besser an die Messanforderungen anzupassen. DieseDiplomarbeit widmet sich vor allem dem mechanischen Aufbau der Apparatur.Eine detaillierte Beschreibung der Kühlsysteme, der Stromversorgung sowie derTemperatursteuerung findet sich in [Coj10] mit dessen Kooperation dieses Projektrealisiert wurde.
2. Der Hochtemperaturmessofen
Der Bau dieses PAC-Ofens stellt höchste Anforderungen sowohl an die verwendetenWerkstoffe, als auch an die konstruierten Teile selbst. Um die Ausbeute an γ-Quanten zu optimieren bedarf es einer aufwändigen Geometrie und Materialien, dietrotz hoher Temperaturbeständigkeit nur einen geringen γ-Absorptionsquerschnitthaben. In diesem Kapitel werden die für die Konstruktion des PAC-Ofens benutztenMaterialien sowie die einzelnen Komponenten vorgestellt und deren Funktionsweiseund Montage beschrieben.
2.1 Materialauswahl
Bevor auf die Konstruktion des PAC-Ofens eingegangen wird, sollen einige Materia-lien und deren für den Aufbau des PAC-Ofens relevante physikalische Eigenschaftenvorgestellt werden. Von Interesse sind vor allem das Verhalten unter hoher thermi-scher Belastung, die Einsatzfähigkeit im Vakuum, das Verhalten in Anwesenheitvon großen Strömen, die Absorption von γ-Strahlung sowie die Verarbeitbar-keit des Materials. Eine Zusammenfassung der physikalischen Eigenschaften derverwendeten Materialien findet sich in Tabelle 2.1.
2.1.1 Macor
Das Material Macor der Firma Corning ist eine Glaskeramik, die mit herkömmli-chen Werkzeugen spanend1 bearbeitet werden kann. Es ist somit möglich, Teileaus Macor in der feinmechanischen Werkstatt des HISKP fertigen und den expe-rimentellen Bedingungen anpassen zu lassen, ohne auf kostenintensive und mitlangen Lieferfristen behaftete Sonderanfertigungen zurückgreifen zu müssen.
Macor kann dauerhaft bei Temperaturen bis zu 800 eingesetzt werden bevor essich verformt und verkohlt. Die thermische Ausdehnung ist ebenso wie die Wär-meleitfähigkeit gering. Macor ist ein guter Isolator mit einer hohen Durchschlag-festigkeit und gast unter Vakuum nicht aus. Wegen einer niedrigen Ordnungszahl
1 Unter Spanen versteht man Bearbeitungsverfahren von Werkstoffen, bei denen das Werk-stück durch Abtragen von Spänen in die gewünschte Form gebracht wird. SpanendeBearbeitungsmethoden sind zum Beispiel Fräsen, Drehen, Bohren und Schleifen.
4 2. Der Hochtemperaturmessofen
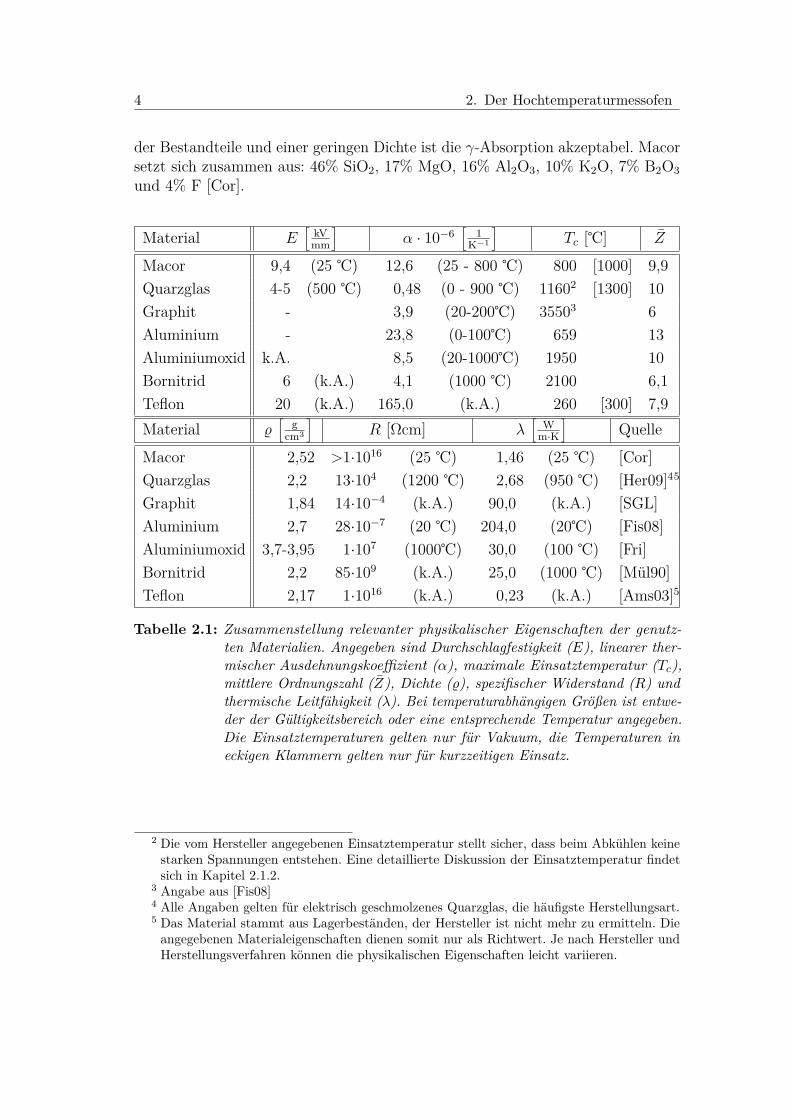
der Bestandteile und einer geringen Dichte ist die γ-Absorption akzeptabel. Macorsetzt sich zusammen aus: 46% SiO2, 17% MgO, 16% Al2O3, 10% K2O, 7% B2O3und 4% F [Cor].
Material E[
kVmm
]α · 10−6
[1
K−1
]Tc [] Z
Macor 9,4 (25 ) 12,6 (25 - 800 ) 800 [1000] 9,9Quarzglas 4-5 (500 ) 0,48 (0 - 900 ) 11602 [1300] 10Graphit - 3,9 (20-200) 35503 6Aluminium - 23,8 (0-100) 659 13Aluminiumoxid k.A. 8,5 (20-1000) 1950 10Bornitrid 6 (k.A.) 4,1 (1000 ) 2100 6,1Teflon 20 (k.A.) 165,0 (k.A.) 260 [300] 7,9Material %
[g
cm3
]R [Ωcm] λ
[W
m·K
]Quelle
Macor 2,52 >1·1016 (25 ) 1,46 (25 ) [Cor]Quarzglas 2,2 13·104 (1200 ) 2,68 (950 ) [Her09]45
Graphit 1,84 14·10−4 (k.A.) 90,0 (k.A.) [SGL]Aluminium 2,7 28·10−7 (20 ) 204,0 (20) [Fis08]Aluminiumoxid 3,7-3,95 1·107 (1000) 30,0 (100 ) [Fri]Bornitrid 2,2 85·109 (k.A.) 25,0 (1000 ) [Mül90]Teflon 2,17 1·1016 (k.A.) 0,23 (k.A.) [Ams03]5
Tabelle 2.1: Zusammenstellung relevanter physikalischer Eigenschaften der genutz-ten Materialien. Angegeben sind Durchschlagfestigkeit (E), linearer ther-mischer Ausdehnungskoeffizient (α), maximale Einsatztemperatur (Tc),mittlere Ordnungszahl (Z), Dichte (%), spezifischer Widerstand (R) undthermische Leitfähigkeit (λ). Bei temperaturabhängigen Größen ist entwe-der der Gültigkeitsbereich oder eine entsprechende Temperatur angegeben.Die Einsatztemperaturen gelten nur für Vakuum, die Temperaturen ineckigen Klammern gelten nur für kurzzeitigen Einsatz.
2 Die vom Hersteller angegebenen Einsatztemperatur stellt sicher, dass beim Abkühlen keinestarken Spannungen entstehen. Eine detaillierte Diskussion der Einsatztemperatur findetsich in Kapitel 2.1.2.
3 Angabe aus [Fis08]4 Alle Angaben gelten für elektrisch geschmolzenes Quarzglas, die häufigste Herstellungsart.5 Das Material stammt aus Lagerbeständen, der Hersteller ist nicht mehr zu ermitteln. Dieangegebenen Materialeigenschaften dienen somit nur als Richtwert. Je nach Hersteller undHerstellungsverfahren können die physikalischen Eigenschaften leicht variieren.
2.1. Materialauswahl 5
2.1.2 Quarzglas
Bei Quarz- oder Kieselglas handelt es sich um ein Glas aus sehr reinem SiO2;Beimengungen anderer Stoffe liegen je nach Fertigungsqualität im ppm- odersogar im ppb-Bereich.
Die Verarbeitung von Glas ist schwierig und aufwendig, verglichen mit Materialien,die spanend verarbeitet werden können. Eine Bearbeitung ist in der Glasbläsereides Chemisches Instituts der Universität Bonn möglich.
Quarzglas verhält sich auch bei hohen Temperaturen chemisch neutral und istauch dann ein guter Isolator mit hoher Durchschlagfestigkeit. Die thermischeAusdehnung ist ebenso wie die Wärmeleitfähigkeit äußerst gering. Im Vakuumgast es nicht aus und die γ-Absorption ist wegen der geringen Dichte und derniedrigen Kernladungszahl der Bestandteile akzeptabel.
Da das benutzte Quarzglas aus Lagerbeständen stammt, ist der Hersteller und dasHerstellungsverfahren nicht bekannt. Beispielhaft werden hier Werte von elektrischgeschmolzenem Quarzglas, dem häufigsten Herstellungsverfahren, von [Her09]genannt. Wie für amorphe Stoffe üblich, ist es nicht möglich, einen Schmelzpunktanzugeben. Stattdessen wird der untere Kühlpunkt (1125), der obere Kühlpunkt(1220) und der Erweichungspunkt (1710) angegeben.
100
90
80
70
60
50
40
30
20
10
0120 500 500300 400 1000 1500 2000 2500 3000 3500 4000 4500
Wellenlänge [nm]
Tra
nsm
issi
on [%
]
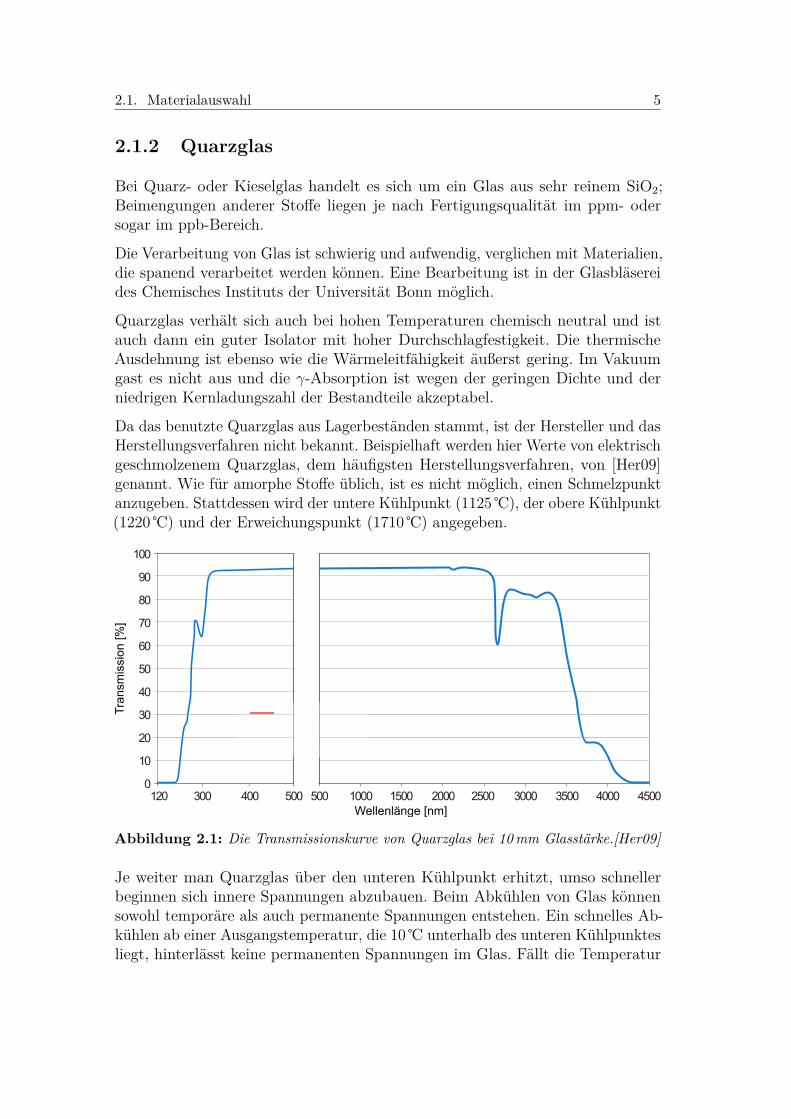
Abbildung 2.1: Die Transmissionskurve von Quarzglas bei 10mm Glasstärke.[Her09]
Je weiter man Quarzglas über den unteren Kühlpunkt erhitzt, umso schnellerbeginnen sich innere Spannungen abzubauen. Beim Abkühlen von Glas könnensowohl temporäre als auch permanente Spannungen entstehen. Ein schnelles Ab-kühlen ab einer Ausgangstemperatur, die 10 unterhalb des unteren Kühlpunktesliegt, hinterlässt keine permanenten Spannungen im Glas. Fällt die Temperatur
6 2. Der Hochtemperaturmessofen
jedoch von einer über dem unteren Kühlpunkt liegenden Ausgangstemperaturschnell ab, so bleiben beim Abkühlen Spannungen im Glas zurück. Eine dauerhafteErhitzung des Materials über die empfohlene Einsatztemperatur ist unbedenklich,solange das Bauteil keinen mechanischen Belastungen ausgesetzt ist, unter denendas verspannte Quarzglas brechen könnte. Erreicht man den Erweichungspunkt,so verformt sich das Material durch sein Eigengewicht [Mac00].
Quarzglas hat einen niedrigen linearen thermischen Ausdehnungskoeffizientenwelcher eine hohe Temperaturwechselbeständigkeit zur Folge hat. Der linearethermische Ausdehnungskoeffizient von Quarzglas liegt mit 0, 48 · 10−6 1/K etwaeinen Faktor 20 unter dem von normalem Glas (10−5 1/K im Temperaturbereichvon 0 bis 50 [Hor08]). Die Temperaturwechselbeständigkeit von Quarzglasist deswegen deutlich höher. Bei Anwendungen mit schnellen Temperaturwechselnoder bei Vorhandensein starker Temperaturgradienten ist Quarzglas normalemGlas vorzuziehen.
Quarzglas ist nicht nur im optischen Bereich transparent, sondern verfügt übereine Transmission von über 90% im Wellenlängenbereich von 200 nm bis 2500 nm;die Transmissionskurve von Quarzglas aus [Her09] ist in Abbildung 2.1 dargestellt.
2.1.3 Graphit
Der hier zum Einsatz kommende Kohlenstoff ist der sogenannte Elektrographit,der nach dem Glühen einer weiteren Hitzebehandlung, dem Graphitieren, un-terzogen wird. Das genutzte Material EK93 wird nicht mehr produziert, warjedoch noch im Institut vorrätig. Es war kein Datenblatt mehr vom HerstellerSGL Carbon verfügbar, als vergleichbar wurde vom Hersteller der ElektrographitR6650, ehemalige Bezeichnung EK98, genannt [SGL].
Graphit verfügt über einen sehr hohen Schmelzpunkt von etwa 3550, ab 500oxidiert es unter sauerstoffhaltiger Atmosphäre rasch. Es ist ein guter Leiter,verhält sich chemisch neutral und dampft bei Raumtemperatur im Vakuum nichtaus. Wegen seiner geringen Ordnungszahl und Dichte ist die γ-Absorption gering.
Graphit lässt sich sehr gut spanend bearbeiten. Die Fertigung von Teilen darausist ausnahmslos in der feinmechanischen Werkstatt des HISKP möglich.
2.1.4 Aluminium
Aluminium hat eine relativ niedrige Schmelztemperatur, jedoch eine große Wär-meleitfähigkeit. Es dampft im Vakuum nicht aus und ist so leicht zu bearbeiten,dass viele Aluminiumteile, die nicht mit zu hoher Genauigkeit benötigt werden,
2.1. Materialauswahl 7
selbst gefertigt werden können. Mit seiner für ein Metall geringen Dichte undniedrigen Ordnungszahl ist die γ-Absorption vergleichsweise gering.
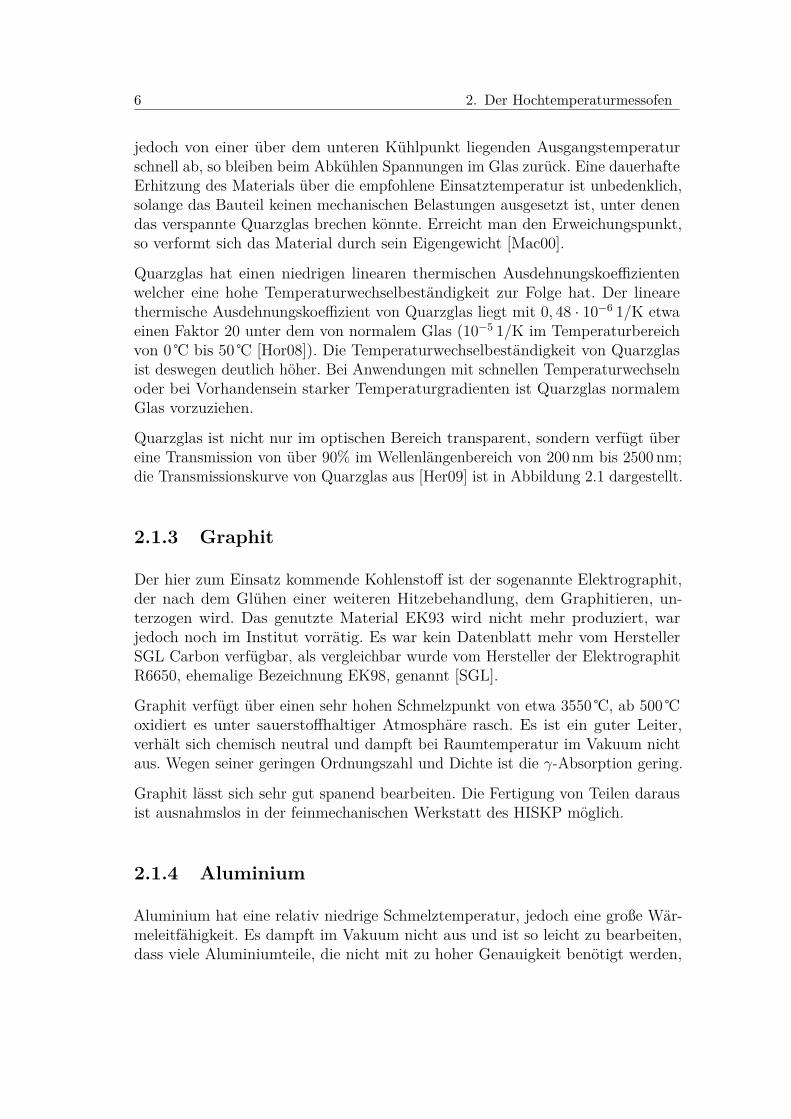
Weiterhin hat Aluminium eine hohe Reflektivität, vor allem im infraroten Bereich.Eine Darstellung der Reflektivitätskurve aus [Ple06] findet sich in Abbildung 2.2.
Ref
lekt
ivitä
t [%
]
Wellenlänge [nm]
0
20
40
60
80
100
250 350 450 550 650 750 850 950 1050Wellenlänge [µm]
94
96
98
100
1 2 3 4 5 6 7 8 9 10
Abbildung 2.2: Die Reflektivitätskurve von Aluminium. Vor allem im infraroten Be-reich liegt die Reflektivität über weite Strecken über 98%. [Ple06]
2.1.5 Aluminiumoxid
Bei Aluminiumoxid, Al2O3, handelt es sich um eine hoch temperaturbeständigeOxidkeramik, die permanente Einsatztemperaturen von 1950 ermöglicht. DieWärmeleitfähigkeit ist für eine Keramik recht hoch, es verhält sich chemischneutral, gast im Vakuum nicht aus und ist ein guter Isolator.
Nachteilig ist vor allem, dass sich Aluminiumoxid schlecht verarbeiten lässt. Eskann nur mit speziellen Diamantsägeblättern unter Wasser geschnitten werdenund muss so direkt in der gewünschten Form bestellt werden.
2.1.6 Bornitrid
Bornitrid, BN, ist eine chemische Verbindung, die im Idealfall zu gleichen Teilen ausBor und Stickstoff besteht. Sie ist hochtemperaturbeständig und hat einen kleinenlinearen thermischen Ausdehnungskoeffizienten sowie eine geringe thermischeLeitfähigkeit. Bornitrid verhält sich chemisch neutral und gast im Vakuum nichtaus. Es besitzt einen hohen Widerstand und eine hohe Durchschlagfestigkeit.Durch eine moderate Dichte und eine niedrige Ordnungszahl der Bestandteile istdie γ-Absorption gering.
Bornitrid ist zwar einfach zu bearbeiten, ist jedoch brüchig und so nicht gutgeeignet, um filigrane oder dünnwandige Bauteile herzustellen.
8 2. Der Hochtemperaturmessofen
2.1.7 Teflon
Polytetrafluorethylen, kurz PTFE, besser bekannt unter dem Handelsnamen Tef-lon der Firma Dupont6, ist ein teilkristalliner Thermoplast mit der SummenformelC2F4. Durch seine niedrige thermische Leitfähigkeit, seinen hohen Widerstandsowie der hohen Durchschlagfestigkeit ist es ein hervorragender thermischer undelektrischer Isolator. Teflon ist nur bis zu relativ niedrigen Temperaturen von260 permanent einsetzbar und besitzt einen großen linearen thermischen Aus-dehnungskoeffizienten.
Teflon verhält sich chemisch neutral und gast unter Vakuum nicht aus. Es istweich und damit leicht zu bearbeiten. 100µm starkes Teflonband dient an allenGewinden, die vakuum- oder wasserdicht sein sollen, als Dichtungsmaterial.
2.2 Aufbau des Hochtemperaturmessofens
In diesem Kapitel wird der mechanische Aufbau des PAC-Ofens und die Aufgabeund Funktionsweise aller Komponenten beschrieben. Die Materialauswahl sowiedie gewählte Geometrie der Bauteile wird diskutiert. Zu der nicht immer einfachenMontage der PAC-Ofenkomponenten werden Hinweise gegeben. Die Abbildungenin diesem Kapitel verstehen sich als Illustrationen, Konstruktionspläne finden sichin Kapitel 7.
2.2.1 Der Graphitheizer
Als Heizelement wird im PAC-Ofen ein geschlitztes Graphitröhrchen von 0,75mmWandstärke genutzt. An ihm werden bis zu 20 V angelegt, wobei Ströme bis zu73 A fließen. Der Widerstand des Heizers beträgt 0, 4 Ω bei Raumtemperatur und0, 3 Ω bei etwa 2000 [For92]. Im Vergleich zu anderen Heizmethoden, wie zumBeispiel dem Heizen über einen Heizdraht, hat der Graphitheizer einige Vorteile,die seine Nachteile deutlich überwiegen.
Da der Heizer die Probe umgeben sollte, um so eine möglichst isotrope Temperatur-verteilung zu erzielen, trägt das Heizelement zur Absorption der zu untersuchendenStrahlung bei. Es ist also von besonderem Interesse, die Ordnungszahl und Dichtedes Heizelements gering zu halten, um unnötige Absorption zu vermeiden, denndie Verluste durch Absorption können nur bedingt durch eine Erhöhung der Akti-vität der Probe ausgeglichen werden (siehe Gleichung 5.19). Als Heizwendel sindin früheren PAC-Öfen Wolfram und vor allem Tantal zum Einsatz gekommen,deren Absorption deutlich stärker als die von Graphit ausfällt. Soll mit einem
6 http://www.dupont.com
2.2. Aufbau des Hochtemperaturmessofens 9
Heizdraht eine isotrope Temperaturverteilung erreicht werden, so muss der Drahteng gewickelt werden.
(1)
(2)
(3)
(4)
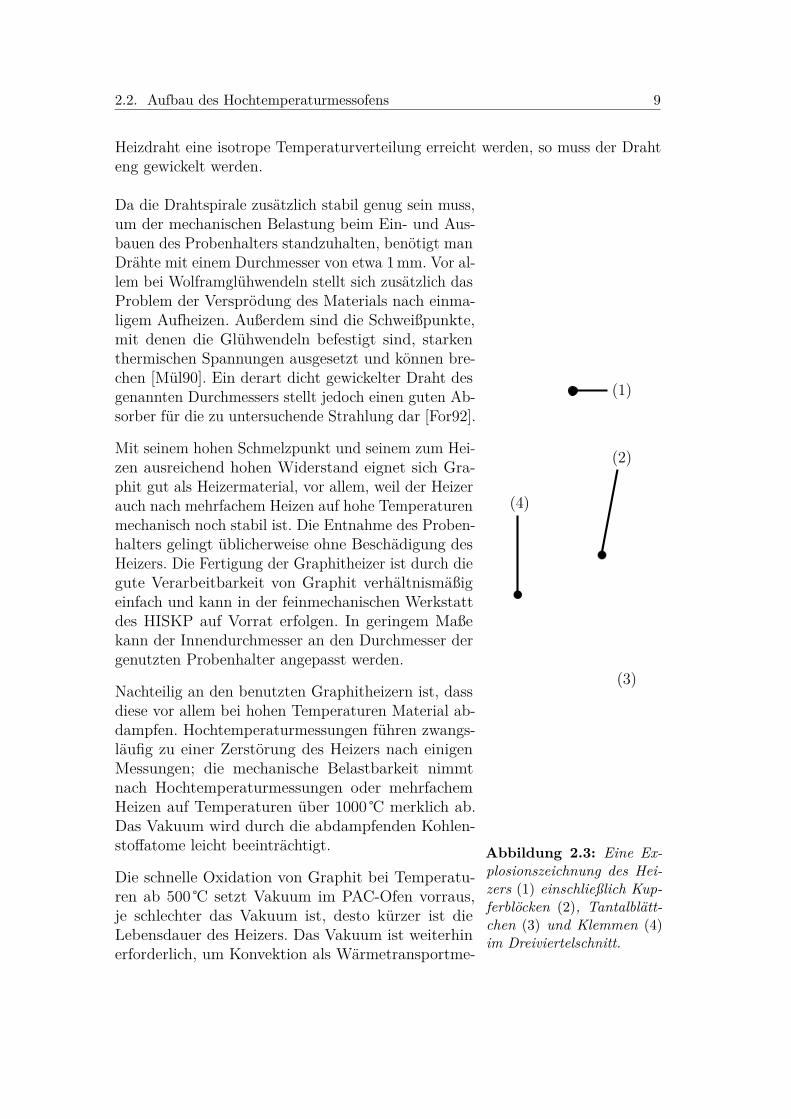
Abbildung 2.3: Eine Ex-plosionszeichnung des Hei-zers (1) einschließlich Kup-ferblöcken (2), Tantalblätt-chen (3) und Klemmen (4)im Dreiviertelschnitt.
Da die Drahtspirale zusätzlich stabil genug sein muss,um der mechanischen Belastung beim Ein- und Aus-bauen des Probenhalters standzuhalten, benötigt manDrähte mit einem Durchmesser von etwa 1mm. Vor al-lem bei Wolframglühwendeln stellt sich zusätzlich dasProblem der Versprödung des Materials nach einma-ligem Aufheizen. Außerdem sind die Schweißpunkte,mit denen die Glühwendeln befestigt sind, starkenthermischen Spannungen ausgesetzt und können bre-chen [Mül90]. Ein derart dicht gewickelter Draht desgenannten Durchmessers stellt jedoch einen guten Ab-sorber für die zu untersuchende Strahlung dar [For92].
Mit seinem hohen Schmelzpunkt und seinem zum Hei-zen ausreichend hohen Widerstand eignet sich Gra-phit gut als Heizermaterial, vor allem, weil der Heizerauch nach mehrfachem Heizen auf hohe Temperaturenmechanisch noch stabil ist. Die Entnahme des Proben-halters gelingt üblicherweise ohne Beschädigung desHeizers. Die Fertigung der Graphitheizer ist durch diegute Verarbeitbarkeit von Graphit verhältnismäßigeinfach und kann in der feinmechanischen Werkstattdes HISKP auf Vorrat erfolgen. In geringem Maßekann der Innendurchmesser an den Durchmesser dergenutzten Probenhalter angepasst werden.
Nachteilig an den benutzten Graphitheizern ist, dassdiese vor allem bei hohen Temperaturen Material ab-dampfen. Hochtemperaturmessungen führen zwangs-läufig zu einer Zerstörung des Heizers nach einigenMessungen; die mechanische Belastbarkeit nimmtnach Hochtemperaturmessungen oder mehrfachemHeizen auf Temperaturen über 1000 merklich ab.Das Vakuum wird durch die abdampfenden Kohlen-stoffatome leicht beeinträchtigt.
Die schnelle Oxidation von Graphit bei Temperatu-ren ab 500 setzt Vakuum im PAC-Ofen vorraus,je schlechter das Vakuum ist, desto kürzer ist dieLebensdauer des Heizers. Das Vakuum ist weiterhinerforderlich, um Konvektion als Wärmetransportme-
10 2. Der Hochtemperaturmessofen
chanismus zu unterbinden und so einen großen Wärmeverlust des Heizers zuverhindern.
Während der Experimente treten Hinweise auf eine nicht exakt isotrope Tempera-turverteilung innerhalb der Heizer auf, welche in Kapitel 3.2 im Detail diskutiertwerden.
2.2.2 Die Stromdurchführung
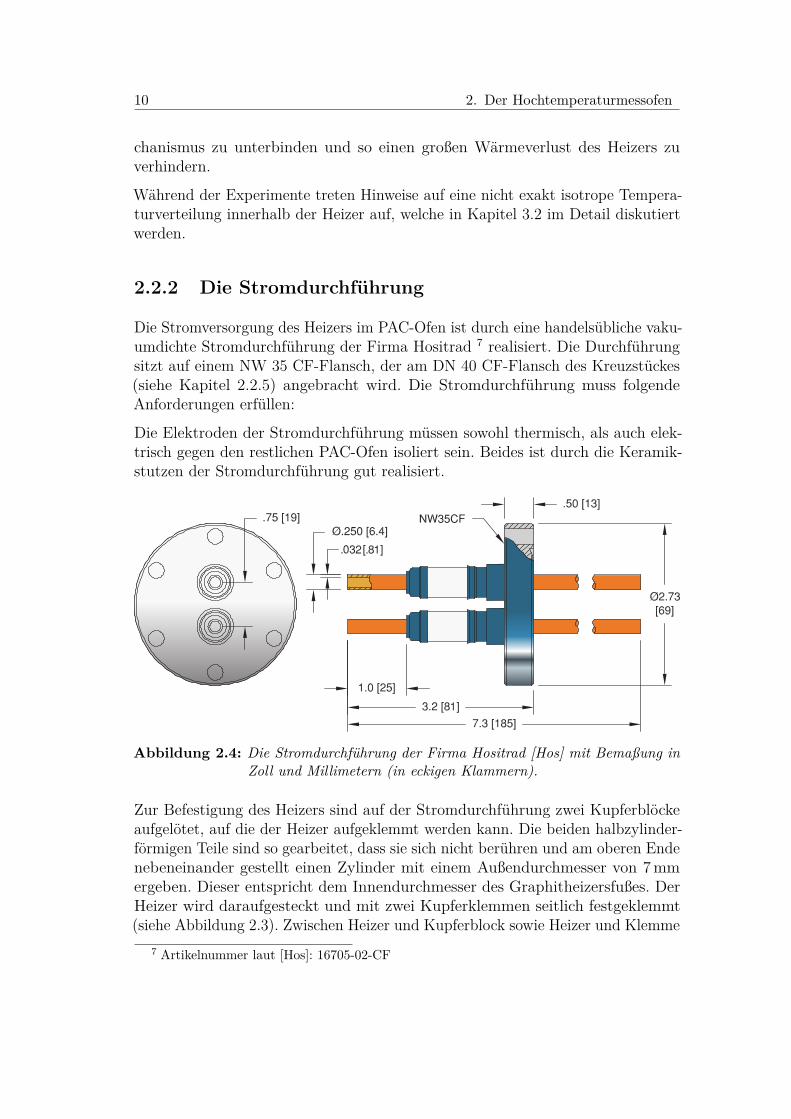
Die Stromversorgung des Heizers im PAC-Ofen ist durch eine handelsübliche vaku-umdichte Stromdurchführung der Firma Hositrad 7 realisiert. Die Durchführungsitzt auf einem NW 35 CF-Flansch, der am DN 40 CF-Flansch des Kreuzstückes(siehe Kapitel 2.2.5) angebracht wird. Die Stromdurchführung muss folgendeAnforderungen erfüllen:
Die Elektroden der Stromdurchführung müssen sowohl thermisch, als auch elek-trisch gegen den restlichen PAC-Ofen isoliert sein. Beides ist durch die Keramik-stutzen der Stromdurchführung gut realisiert.
Abbildung 2.4: Die Stromdurchführung der Firma Hositrad [Hos] mit Bemaßung inZoll und Millimetern (in eckigen Klammern).
Zur Befestigung des Heizers sind auf der Stromdurchführung zwei Kupferblöckeaufgelötet, auf die der Heizer aufgeklemmt werden kann. Die beiden halbzylinder-förmigen Teile sind so gearbeitet, dass sie sich nicht berühren und am oberen Endenebeneinander gestellt einen Zylinder mit einem Außendurchmesser von 7mmergeben. Dieser entspricht dem Innendurchmesser des Graphitheizersfußes. DerHeizer wird daraufgesteckt und mit zwei Kupferklemmen seitlich festgeklemmt(siehe Abbildung 2.3). Zwischen Heizer und Kupferblock sowie Heizer und Klemme
7 Artikelnummer laut [Hos]: 16705-02-CF
2.2. Aufbau des Hochtemperaturmessofens 11
wird jeweils ein Tantalblättchen eingebracht. Tantal hat, im Vergleich zu Kupfer(384 W
m·K), eine geringe Wärmeleitfähigkeit von 54 Wm·K , mit 0, 124 Ω·mm2
m einen ge-ringen spezifischen Widerstand und einen hohen Schmelzpunkt von 2996. Eseignet sich somit gut, den Heizer thermisch von den Kupferklemmen abzukoppeln,ohne einen großen elektrischen Widerstand zu erzeugen.
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
OFE_Ofen_einzelteile_ThermoeluStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2010 Marius Arenz
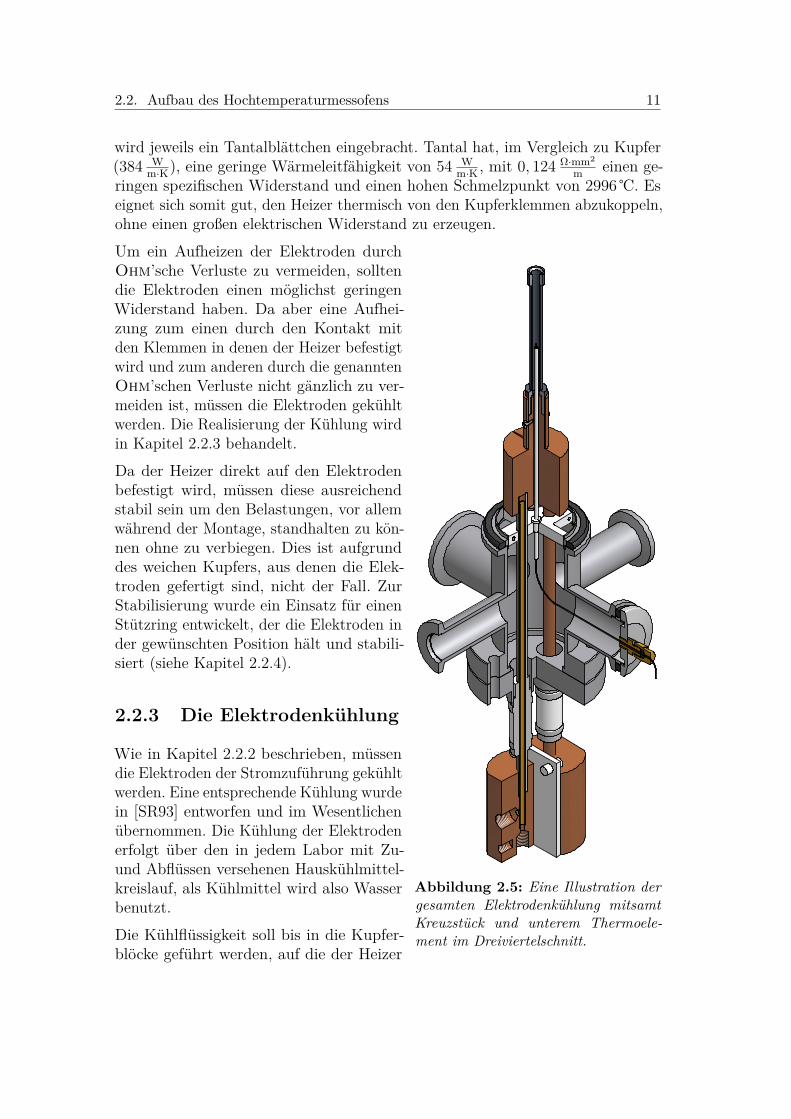
Abbildung 2.5: Eine Illustration dergesamten Elektrodenkühlung mitsamtKreuzstück und unterem Thermoele-ment im Dreiviertelschnitt.
Um ein Aufheizen der Elektroden durchOhm’sche Verluste zu vermeiden, solltendie Elektroden einen möglichst geringenWiderstand haben. Da aber eine Aufhei-zung zum einen durch den Kontakt mitden Klemmen in denen der Heizer befestigtwird und zum anderen durch die genanntenOhm’schen Verluste nicht gänzlich zu ver-meiden ist, müssen die Elektroden gekühltwerden. Die Realisierung der Kühlung wirdin Kapitel 2.2.3 behandelt.Da der Heizer direkt auf den Elektrodenbefestigt wird, müssen diese ausreichendstabil sein um den Belastungen, vor allemwährend der Montage, standhalten zu kön-nen ohne zu verbiegen. Dies ist aufgrunddes weichen Kupfers, aus denen die Elek-troden gefertigt sind, nicht der Fall. ZurStabilisierung wurde ein Einsatz für einenStützring entwickelt, der die Elektroden inder gewünschten Position hält und stabili-siert (siehe Kapitel 2.2.4).
2.2.3 Die Elektrodenkühlung
Wie in Kapitel 2.2.2 beschrieben, müssendie Elektroden der Stromzuführung gekühltwerden. Eine entsprechende Kühlung wurdein [SR93] entworfen und im Wesentlichenübernommen. Die Kühlung der Elektrodenerfolgt über den in jedem Labor mit Zu-und Abflüssen versehenen Hauskühlmittel-kreislauf, als Kühlmittel wird also Wasserbenutzt.Die Kühlflüssigkeit soll bis in die Kupfer-blöcke geführt werden, auf die der Heizer
12 2. Der Hochtemperaturmessofen
aufgeklemmt wird. Eine der Elektroden als Zu- und die andere als Abfluss zunutzen ist nicht möglich ohne beide leitend zu verbinden. Aus diesem Grundwerden dünne Kupferröhrchen in die hohlen Elektroden der Stromdurchführungeingebracht, die als Abfluss dienen. Die Kühlflüssigkeit wird zwischen Elektrodeund Abfluss bis an die Kupferblöcke gepumpt und fließt durch das innere Röhrchenwieder ab. Die Kühlung beider Elektroden erfolgt sequentiell, wobei der Durchflussmit einem Durchflusswächter überwacht wird.Im Idealfall haben Zu- und Abfluss die gleiche Querschnittsfläche. Dieses Zielstieß durch die Verfügbarkeit der Kupferrohre an Grenzen. Der Innenradius desäußeren Röhrchens ist hierbei durch die an der Stromzufuhr verbauten Elektrodenmit 2, 3 mm vorgegeben, das innere Röhrchen wurde mit einem Außenradius von2 mm und einem Innenradius von 1, 5 mm gewählt, womit der Querschnitt desZuflusses 4,1mm und der des Abflusses 7,1mm beträgt. Am unteren Ende derElektroden ist jeweils ein Kupferstück angelötet. An diesem Kupferstück befindetsich sowohl eine Schraube zum Anschluss der Stromversorgung, als auch zwei G1/8 28 Gewinde um Zu- und Ablauf der Elektrodenkühlung anzuschließen.Zwischen den beiden Kupferblöcken wird eine Teflonplatte eingebracht, welchethermisch und elektrisch isolierend wirkt (siehe Kapitel 2.1.7) und bei den Mon-tagearbeiten an den empfindlichen Elektroden ein festes Einspannen in einenSchraubstock erlaubt, ohne diese zusammenzudrücken. Es ist dringend anzuratendiese Möglichkeit bei jeder Montagearbeit zu nutzen, da sonst, wie in der Ver-gangenheit bereits geschehen, die Keramikstutzen der Stromdurchführung reißenkönnen. Eine detaillierte Beschreibung des Kühlsystems findet sich in [Coj10], inAbbildung 2.5 ist die gesamte Kühlung dargestellt.
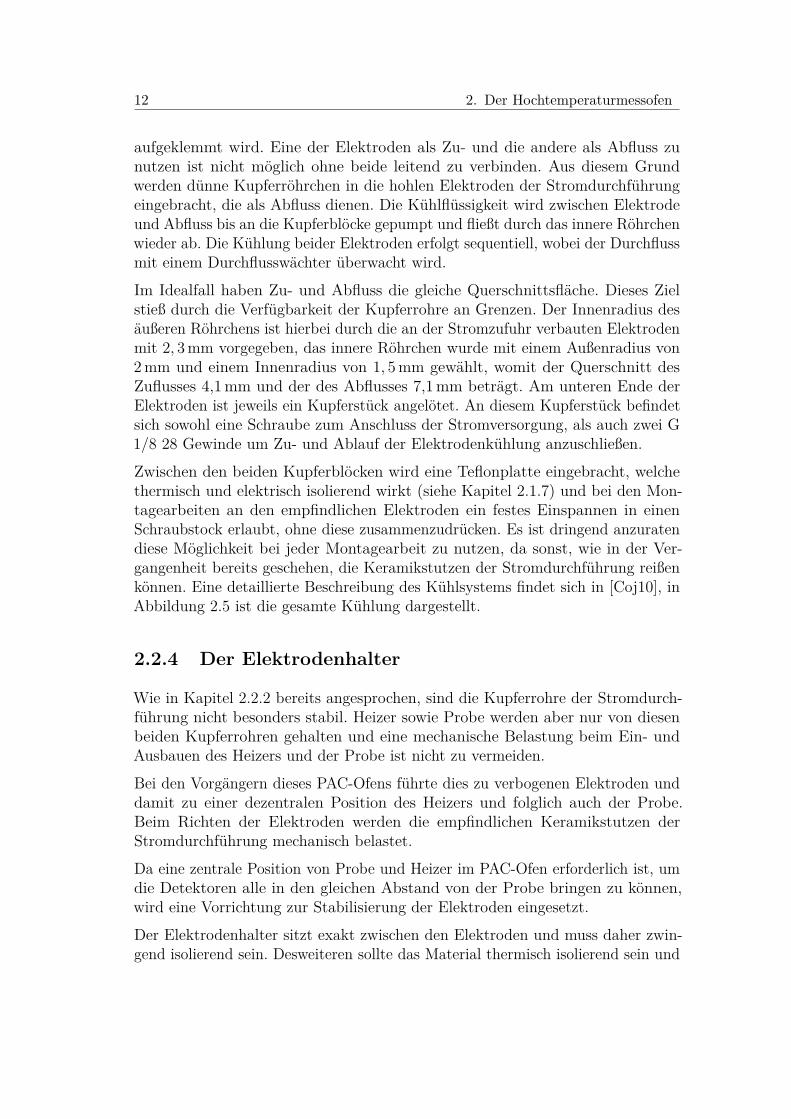
2.2.4 Der Elektrodenhalter
Wie in Kapitel 2.2.2 bereits angesprochen, sind die Kupferrohre der Stromdurch-führung nicht besonders stabil. Heizer sowie Probe werden aber nur von diesenbeiden Kupferrohren gehalten und eine mechanische Belastung beim Ein- undAusbauen des Heizers und der Probe ist nicht zu vermeiden.Bei den Vorgängern dieses PAC-Ofens führte dies zu verbogenen Elektroden unddamit zu einer dezentralen Position des Heizers und folglich auch der Probe.Beim Richten der Elektroden werden die empfindlichen Keramikstutzen derStromdurchführung mechanisch belastet.Da eine zentrale Position von Probe und Heizer im PAC-Ofen erforderlich ist, umdie Detektoren alle in den gleichen Abstand von der Probe bringen zu können,wird eine Vorrichtung zur Stabilisierung der Elektroden eingesetzt.Der Elektrodenhalter sitzt exakt zwischen den Elektroden und muss daher zwin-gend isolierend sein. Desweiteren sollte das Material thermisch isolierend sein und
2.2. Aufbau des Hochtemperaturmessofens 13
darf im Vakuum nicht ausdampfen. Da Macor diese Anforderungen einschließlichguter Bearbeitbarkeit erfüllt (siehe hierzu Kapitel 2.1.1), wurde der Elektroden-halter aus diesem Material gefertigt. Dieser sitzt oberhalb des Kreuzstückes ineinem Zentrierring, in den eine Nut eingedreht wurde, um ein Durchfallen in dasKreuzstück zu verhindern.
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
OFE_Ofen_einzelteile_ElektrodenStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2010 Marius Arenz
Abbildung 2.6: Eine Explosi-onszeichnung des Elektrodenheizerseinschließlich Zentrierring mit aus-gedrehter Nut im Dreiviertelschnitt.
Der Elektrodenhalter muss zweiteilig sein, umdie Montage zu ermöglichen, umfasst beideElektroden fest und sitzt passgenau in demfür ihn ausgedrehten Zentrierring. Um die Be-wegung der Gase beim Evakuieren nicht zustark zu behindern, besitzt er vier seitliche Aus-fräsungen. Mittig ist eine Bohrung angebrachtin die ein seitlich eingeschlitzter Teflonstöpseleingepasst wurde. Durch diesen wird das Alu-miniumoxidröhrchen, welches das untere Ther-moelement aufnimmt, gesteckt (Kapitel 2.2.6).Beim Verschrauben der beiden Elektrodenhal-terteile wird das Aluminiumoxidröhrchen durchden Teflonstöpsel festgeklemmt.
2.2.5 Das Kreuzstück
Das sogenannte Kreuzstück ist das zentrale Verbindungsglied zwischen den einzel-nen PAC-Ofenkomponenten. Auf der vertikalen Achse ermöglicht es die Befestigungder oberen Ofenummantelung sowie der vakuumdichten Elektrodendurchführungund stellt in der dazu rechtwinkligen Ebene die Anschlüsse für den Vakuum-schlauch und die Zuführung eines Thermoelements bereit.
Das Kreuzstück besteht aus sechs Standardflanschen, die aneinandergeschweißtwurden. Jeweils gegenüber liegen sich zum einen zwei DN 16 ISO-KF-Flanscheund zwei DN 25 ISO-KF-Flansche die in der Aufsicht ein Kreuz aus vier Flanschenbilden. Die beiden DN 25 ISO-KF-Flansche dienen zum Anschluss des Vakuum-schlauches und zur Montage der Durchführung des unteren Thermoelements. Diebeiden DN 16 ISO-KF-Flansche sind bisher nicht belegt und mit Blindflanschenverschlossen. Sie stellen optionale Zuführungen für zukünftige Experimente dar.Der untere DN 40 CF-Flansch ermöglicht das Anbringen der Stromdurchführung,die in Kapitel 2.2.2 beschrieben wird. Oben ist ein DN 40 ISO-KF-Flansch an-gebracht, der das vakuumdichte Aufsetzen der oberen Ofenummantelung, derenAufbau in Kapitel 2.2.7 erläutert wird, erlaubt. Das Kreuzstück ist in Abbildung2.5 mit einigen anderen Komponenten dargestellt.
14 2. Der Hochtemperaturmessofen
2.2.6 Die Thermoelementzuführungen
Eine präzise Steuerung der Probentemperatur im PAC-Ofen setzt neben einemgenauen und schnell reagierenden Steuerkreis (siehe hierzu [Coj10]) eine genaueKenntnis der Probentemperatur vorraus. Wegen der starken Temperaturgradientenim PAC-Ofen, die in Kapitel 3.1 genauer betrachtet werden, ist eine probennahePositionierung des Thermoelements erforderlich. Aus diesem Grund ist der PAC-Ofen mit zwei Thermoelementzuführungen ausgestattet.
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
OFE_Thermoelementdurchführung_Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2010 Marius Arenz
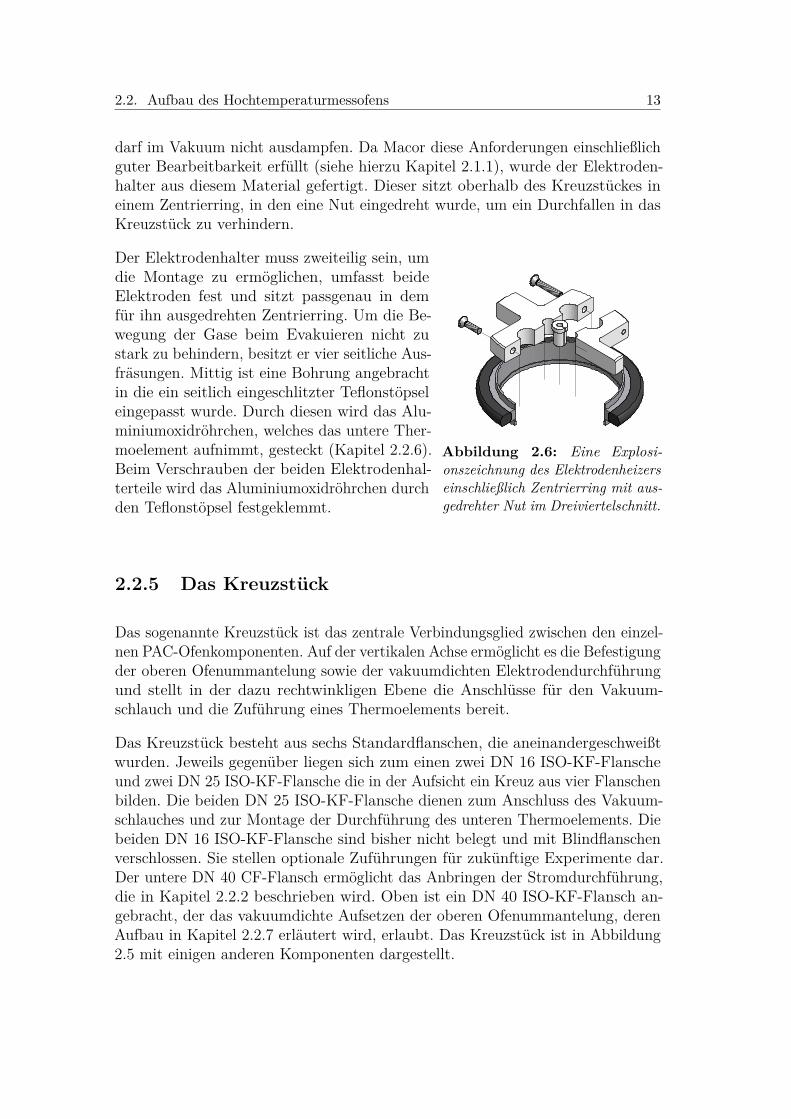
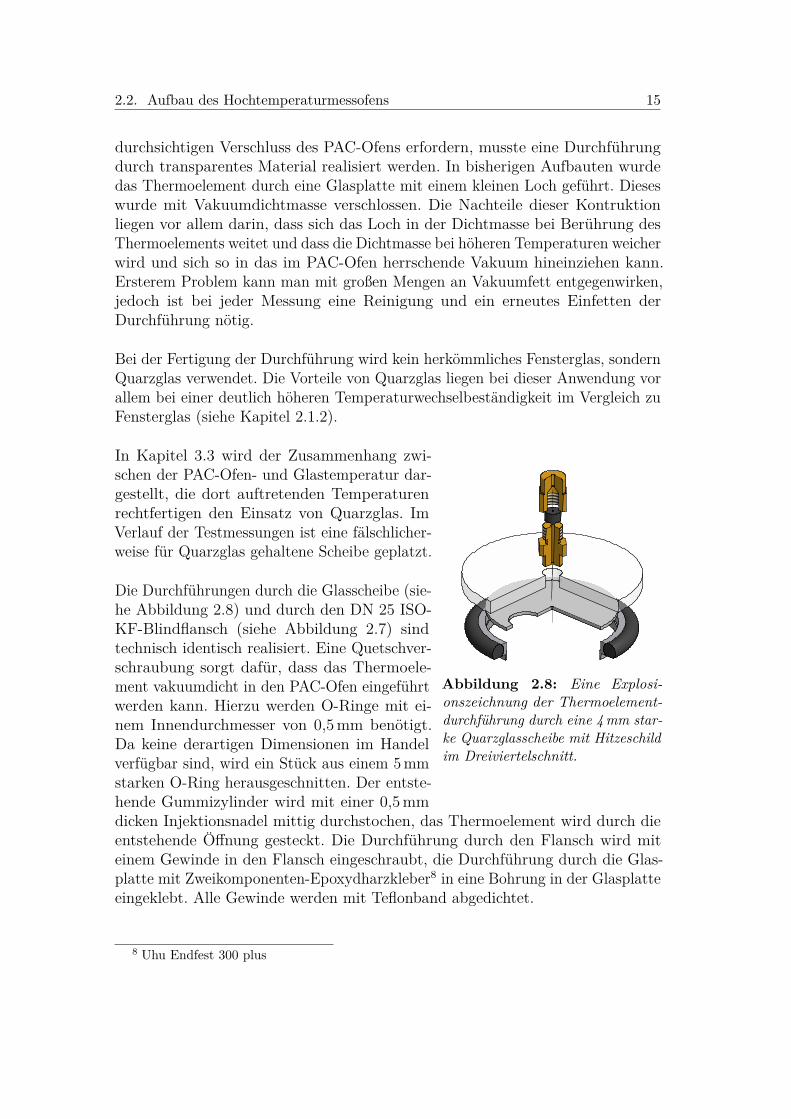
Abbildung 2.7: Eine Explosi-onszeichnung der Thermoelement-durchführung durch einen DN 25ISO-KF-Flansch im Dreiviertel-schnitt.
Beim Messen mit pulverartigen Proben, diein einer Quarzglasampulle abgefüllt sind, bie-tet es sich an, das Thermoelement unter undin Kontakt mit der Quarzglasampulle zu po-sitionieren. Ein Einführen von oben ist nichtmöglich, da die Quarzampullen, um ein Austre-ten der radioaktiven Probe zu verhindern, obenverschlossen sind und ein Kontakt von Proben-pulver und Thermoelement zu vermeiden ist.Das entsprechende Thermoelement wird durcheine Durchführung, die am Kreuzstück montiertwird, in den PAC-Ofen eingebracht. Durch einAluminiumoxidröhrchen wird das Thermoele-ment parallel zu den Elektroden durch eineAussparung in den Klemmen, die zur Befesti-gung des Heizers dienen, geführt und steht sofrei im Heizer. Um ein Durchrutschen des Röhr-chens nach unten zu Vermeiden wird dieses miteinem Teflonstöpsel in der Elektrodenhalterung eingeklemmt (Kapitel 2.2.4). Dievon oben eingeführte Quarzglasampulle steht also direkt auf dem Thermoelement.Eine genaue Bestimmung der Probentemperatur ist so trotz einer Differenz zwi-schen am Thermoelement und an der Probe herrschenden Temperatur möglich.Eine detaillierte Darstellung des Zusammenhanges zwischen beiden Temperaturenfindet sich in Kapitel 3.
Soll mit einkristallinen Proben gemessen werden, ist die Thermoelementpositi-on des unteren Thermoelements weniger gut geeignet, da die Probe nicht amunteren Ende des Probenhalters sitzt. Weiterhin sollte die Einführtiefe des Ther-moelements variabel sein, weil die Probenposition in verschiedenen Probenhalternunterschiedlich hoch ausfallen kann. Auch das ist durch die feste Montage desunteren Thermoelements nicht möglich. Die Zuführung des Thermoelements mussalso möglichst flexibel sein und auf die obere Ofenummantelung aufgesetzt werden.
Da zum einen eine optische Kontrolle der Thermoelementposition wünschenswertist, zum anderen eventuelle Pyrometermessungen (siehe hierzu Kapitel 3.3) einen
2.2. Aufbau des Hochtemperaturmessofens 15
durchsichtigen Verschluss des PAC-Ofens erfordern, musste eine Durchführungdurch transparentes Material realisiert werden. In bisherigen Aufbauten wurdedas Thermoelement durch eine Glasplatte mit einem kleinen Loch geführt. Dieseswurde mit Vakuumdichtmasse verschlossen. Die Nachteile dieser Kontruktionliegen vor allem darin, dass sich das Loch in der Dichtmasse bei Berührung desThermoelements weitet und dass die Dichtmasse bei höheren Temperaturen weicherwird und sich so in das im PAC-Ofen herrschende Vakuum hineinziehen kann.Ersterem Problem kann man mit großen Mengen an Vakuumfett entgegenwirken,jedoch ist bei jeder Messung eine Reinigung und ein erneutes Einfetten derDurchführung nötig.
Bei der Fertigung der Durchführung wird kein herkömmliches Fensterglas, sondernQuarzglas verwendet. Die Vorteile von Quarzglas liegen bei dieser Anwendung vorallem bei einer deutlich höheren Temperaturwechselbeständigkeit im Vergleich zuFensterglas (siehe Kapitel 2.1.2).
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
OFE_Durchführung_var7Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2010 Marius Arenz
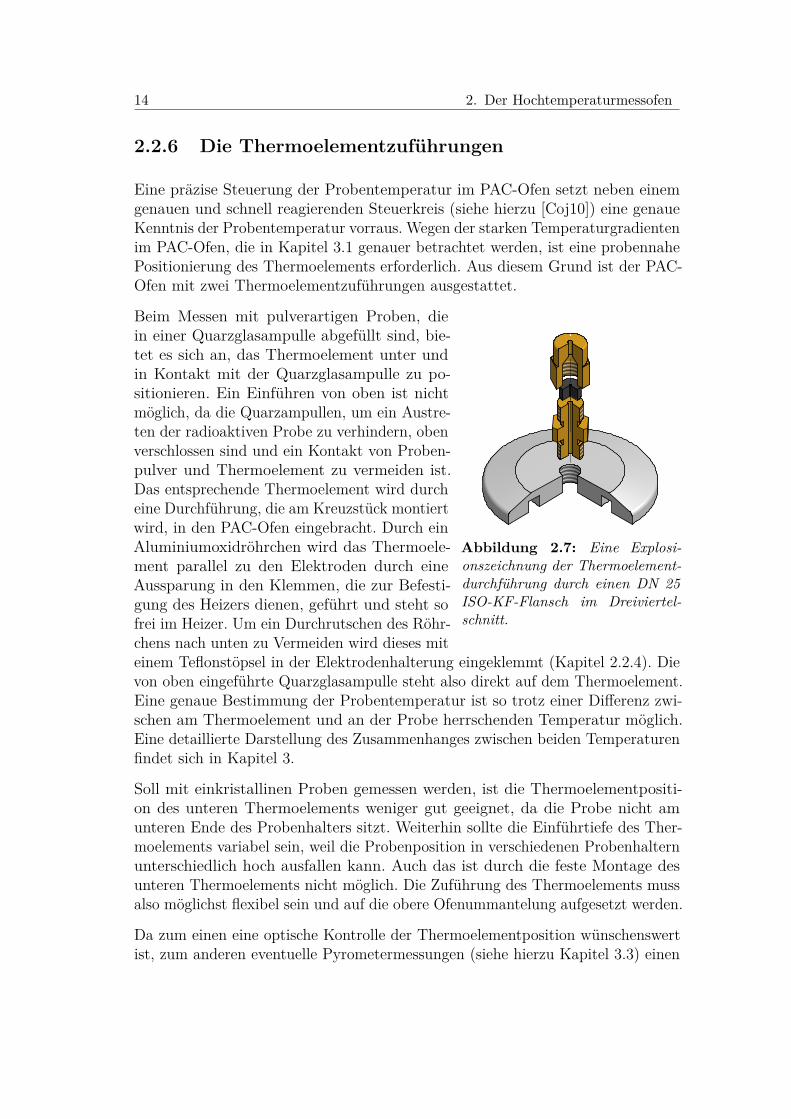
Abbildung 2.8: Eine Explosi-onszeichnung der Thermoelement-durchführung durch eine 4mm star-ke Quarzglasscheibe mit Hitzeschildim Dreiviertelschnitt.
In Kapitel 3.3 wird der Zusammenhang zwi-schen der PAC-Ofen- und Glastemperatur dar-gestellt, die dort auftretenden Temperaturenrechtfertigen den Einsatz von Quarzglas. ImVerlauf der Testmessungen ist eine fälschlicher-weise für Quarzglas gehaltene Scheibe geplatzt.
Die Durchführungen durch die Glasscheibe (sie-he Abbildung 2.8) und durch den DN 25 ISO-KF-Blindflansch (siehe Abbildung 2.7) sindtechnisch identisch realisiert. Eine Quetschver-schraubung sorgt dafür, dass das Thermoele-ment vakuumdicht in den PAC-Ofen eingeführtwerden kann. Hierzu werden O-Ringe mit ei-nem Innendurchmesser von 0,5mm benötigt.Da keine derartigen Dimensionen im Handelverfügbar sind, wird ein Stück aus einem 5mmstarken O-Ring herausgeschnitten. Der entste-hende Gummizylinder wird mit einer 0,5mmdicken Injektionsnadel mittig durchstochen, das Thermoelement wird durch dieentstehende Öffnung gesteckt. Die Durchführung durch den Flansch wird miteinem Gewinde in den Flansch eingeschraubt, die Durchführung durch die Glas-platte mit Zweikomponenten-Epoxydharzkleber8 in eine Bohrung in der Glasplatteeingeklebt. Alle Gewinde werden mit Teflonband abgedichtet.
8 Uhu Endfest 300 plus
16 2. Der Hochtemperaturmessofen
2.2.7 Die obere Ofenummantelung
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT
VON EINEM AUTODESK-SCHULUNGSPRODUKT ERSTELLT1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
OFE_HeizerkühlungStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
06.09.2010 Marius Arenz
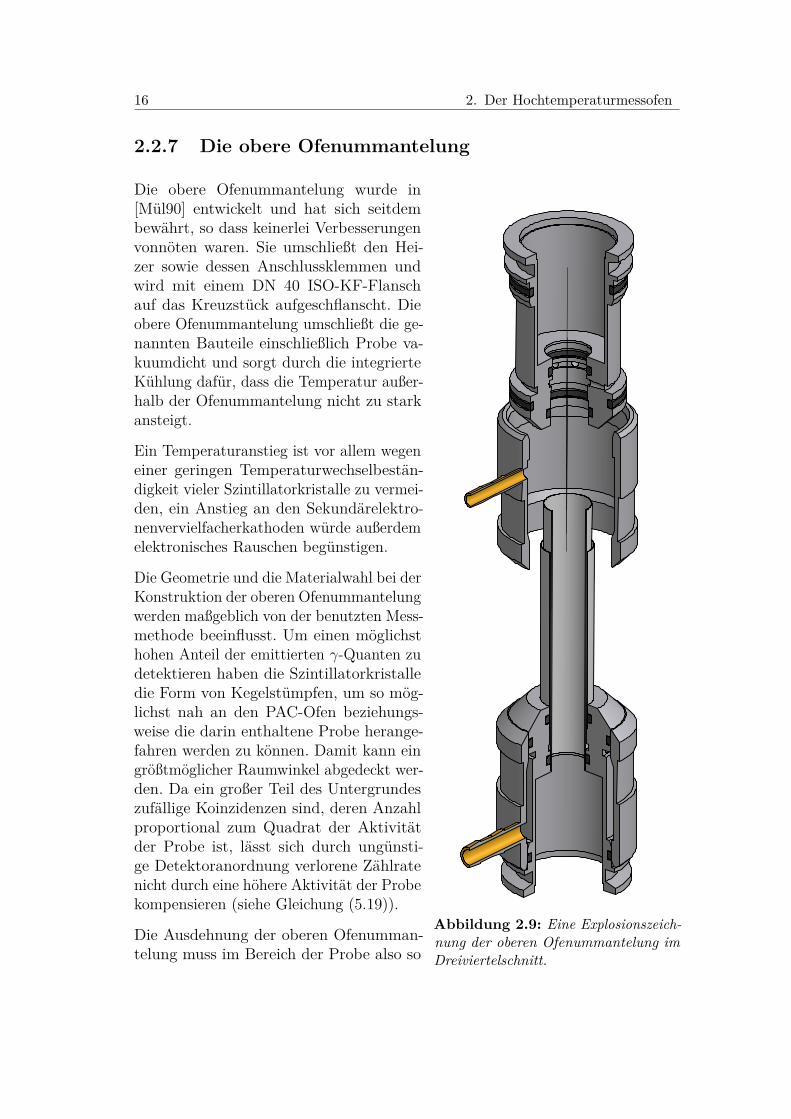
Abbildung 2.9: Eine Explosionszeich-nung der oberen Ofenummantelung imDreiviertelschnitt.
Die obere Ofenummantelung wurde in[Mül90] entwickelt und hat sich seitdembewährt, so dass keinerlei Verbesserungenvonnöten waren. Sie umschließt den Hei-zer sowie dessen Anschlussklemmen undwird mit einem DN 40 ISO-KF-Flanschauf das Kreuzstück aufgeschflanscht. Dieobere Ofenummantelung umschließt die ge-nannten Bauteile einschließlich Probe va-kuumdicht und sorgt durch die integrierteKühlung dafür, dass die Temperatur außer-halb der Ofenummantelung nicht zu starkansteigt.
Ein Temperaturanstieg ist vor allem wegeneiner geringen Temperaturwechselbestän-digkeit vieler Szintillatorkristalle zu vermei-den, ein Anstieg an den Sekundärelektro-nenvervielfacherkathoden würde außerdemelektronisches Rauschen begünstigen.
Die Geometrie und die Materialwahl bei derKonstruktion der oberen Ofenummantelungwerden maßgeblich von der benutzten Mess-methode beeinflusst. Um einen möglichsthohen Anteil der emittierten γ-Quanten zudetektieren haben die Szintillatorkristalledie Form von Kegelstümpfen, um so mög-lichst nah an den PAC-Ofen beziehungs-weise die darin enthaltene Probe herange-fahren werden zu können. Damit kann eingrößtmöglicher Raumwinkel abgedeckt wer-den. Da ein großer Teil des Untergrundeszufällige Koinzidenzen sind, deren Anzahlproportional zum Quadrat der Aktivitätder Probe ist, lässt sich durch ungünsti-ge Detektoranordnung verlorene Zählratenicht durch eine höhere Aktivität der Probekompensieren (siehe Gleichung (5.19)).
Die Ausdehnung der oberen Ofenumman-telung muss im Bereich der Probe also so
2.2. Aufbau des Hochtemperaturmessofens 17
klein wie möglich sein, andererseits muss im PAC-Ofen noch ausreichend Platz fürden Heizer, sowie für die Platzierung von eventuellen Hitzeschilden für Messungenab 1200 sein. Diese werden in Kapitel 3.3 beschrieben. Zusätzlich muss die obereOfenummantelung um die Probe herum sehr dünnwandig und aus einem Materialvon niedriger Ordnungszahl und Dichte gefertigt sein, um die γ-Absorbtion geringzu halten.
Die von [Mül90] entwickelte Ofenummantelung besteht im Bereich der Probeaus zwei konzentrischen Aluminiumröhrchen mit einer Wandstärke von 0,3mm.Durch die für ein Metall geringe Dichte und Ordnungszahl eignet sich Aluminiumbesser als andere Metalle für diesen Teil der Ofenummantelung. Zudem besitztAluminium eine hohe Reflektivität (siehe Kapitel 2.1.4), was die Aufheizungder Ummantelung sowie den Energieverlust durch Strahlung im Inneren geringhält. Die beiden Röhrchen werden oben und unten von einer Edelstahlhalterungaufgenommen. Diese Halterung ist, um eine einfache Reinigung zu gewährleisten,aus zwei Teilen gefertigt.
Durch den zwischen den beiden Röhrchen entstehenden Zwischenraum wirdeine Mischung aus destilliertem Wasser und herkömmlichem Frostschutzmittelals Kühlmittel geleitet. Der geschlossene Primärkühlkreislauf kann nicht mitLeitungswasser betrieben werden, da sonst elektrolytische Effekte eine Zersetzungder Aluminiumröhrchen binnen weniger Wochen bewirken. Das Kühlmittel indiesem Kreislauf wird über einen handelsüblichen Laborkühler durch Wasser ausdem Hauskühlmittelkreislauf gekühlt. Details hierzu finden sich in [Coj10].
Die Montage der oberen Ofenummantelung muss wegen der sehr dünnwandigenAluminiumröhrchen mit äußerster Vorsicht geschehen. Es muss vor allem daraufgeachtet werden, dass keine nicht axialen Kräfte entstehen können. Da die O-Ringesehr stramm sitzen, ist großer Druck notwendig, um die Aluminiumröhrchen in denoberen und unteren Teil der Kühlung einzubringen. Sowohl die Aluminiumröhrchen,als auch die O-Ringe müssen vor dem Einbau großzügig mit Silikonöl eingeriebenwerden. Die Montage erfolgt an der Drehbank, wo ausschließlich axialer Druck aufdie Röhrchen ausgeübt werden kann. Hierzu werden zunächst innerer und äußererTeil der Zu- und Ableitung zusammengefügt. Der Zulauf wird dann in die Drehbankeingespannt und erst das äußere, dann das innere Aluminiumröhrchen eingepresst.Dazu wird ein Bohrfutter mit vollständig zurück gefahrenen Spannbacken inden Reitstock eingespannt. Nun wird das Aluminiumröhrchen vorsichtig mit demVorschub des Reitstockes eingepresst. Dem Aluminiumröhrchen ist ein Plastikstückzu unterlegen, um Beschädigung zu vermeiden. Zuletzt wird der Ablauf in gleicherArt aufgepresst.
18 2. Der Hochtemperaturmessofen
2.2.8 Der Ofenfuß
(1)
(2)
(3)(4)
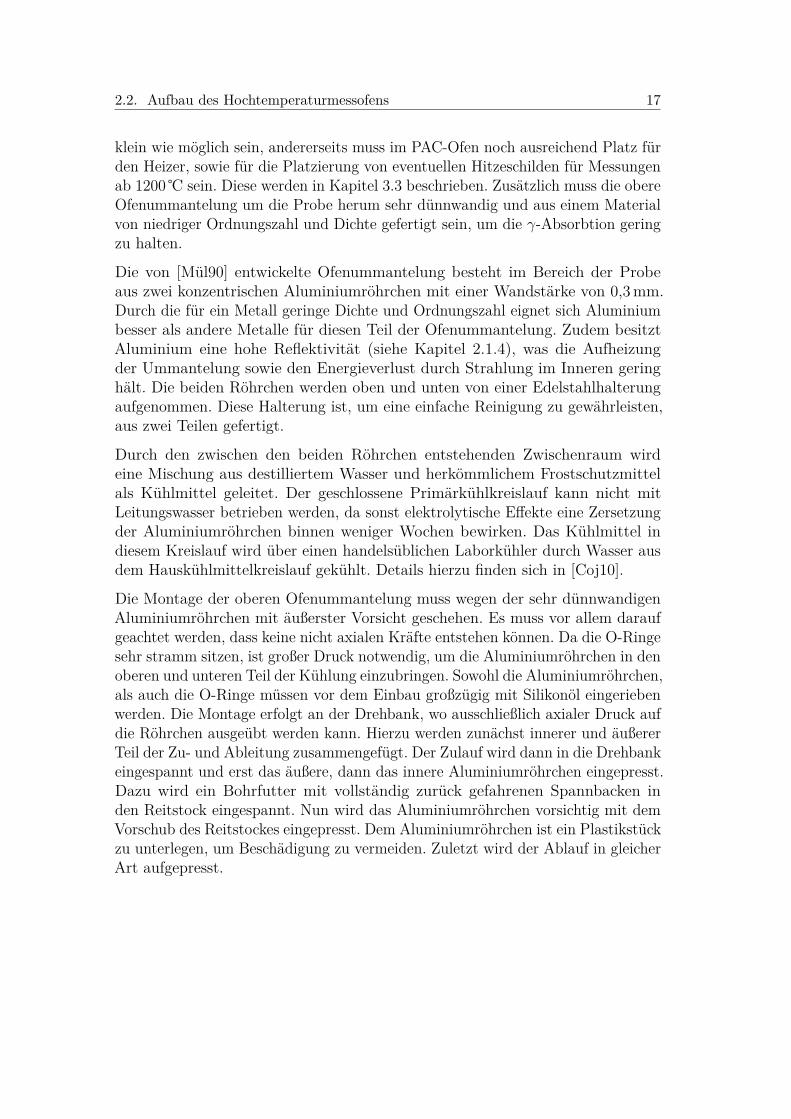
Abbildung 2.10: Eine Explosionszeich-nung des Kreuzstückes (1), der Strom-durchführung (2) und der oberen Stirn-platte des Ofenfußes (3) & (4) im Drei-viertelschnitt.
Der gesamte PAC-Ofen, also alle bisherdiskutierten Bauteile, sind auf dem soge-nannten Ofenfuß montiert, der nach demVorbild aus [SR93] gefertigt wurde. Dieserbesteht aus drei Teilen: einem Aluminium-rohr und zwei Stirnplatten.
Das Aluminiumrohr
Um den PAC-Ofen in der richtigen Hö-he zu halten, wird ein 100mm Alumini-umrohr mit zwei Ausbrüchen verwendet.Der Vorteil von Rohren gegenüber ande-ren Konstruktionen besteht vor allem ineiner hohen Beständigkeit gegen Torsionund Verbiegung. Gleichzeitig schützt dasRohr die sehr empfindlichen Elektrodenvor Stößen und den Experimentator voreventuellem Berühren der Hochstrom füh-renden Elektroden.
Die obere Stirnplatte
Die obere Stirnplatte verbindet den PAC-Ofen mit dem Ofenfuß. Sie ist, um dieMontage trotz der aufgelöteten Elektro-denanschlüssen zu ermöglichen, zweigeteilt.Beim Verschrauben des DN 40 CF-Flansch zwischen Kreuzstück und Stromdurch-führung werden die beiden Teile der oberen Stirnplatte mit den beiden vorhergenannten Teilen verschraubt (siehe Abbildung 2.10). Hierbei sollte die Stirnplattebereits in das Aluminiumrohr eingesetzt werden bevor die Schrauben festgezogenwerden, denn die beiden Teile können so gegeneinander verrutschen, dass dieStirnplatte nicht mehr in das Aluminiumrohr hineinpasst. Nun kann der ganzePAC-Ofen mit zwei Klemmen befestigt werden.
Die untere Stirnplatte
Die Befestigung des gesamten PAC-Ofens an einem Kreuztisch, einem kleinenTisch, der millimetergenaues Positionieren des PAC-Ofens erlaubt, wird über die

2.2. Aufbau des Hochtemperaturmessofens 19
untere Stirnplatte realisiert. Die untere Seite ist so gearbeitet, dass sie genau aufden Kreuztisch passt und ein Verkippen schon ohne die Befestigungsschraube, fürdie eine Bohrung vorhanden ist, unmöglich ist. Die untere Stirnplatte wird wieauch die obere in das Aluminiumrohr eingelassen und dort festgeklemmt. Da inder Vergangenheit bei dem bereits existierenden PAC-Ofen aufgrund mechanischerEinwirkungen an den Elektroden die Keramikstutzen der Stromdurchführunggerissen sind, wurden die Klemmen nun als Aluminiumwinkel konstruiert, andenen Zugentlastungen für die stromzuführenden Kabel angebracht sind. Zunächstgab es eine Zugentlastung für beide Kabel. Die Montage beider Kabel daran istaufgrund des hohen Kabelquerschnitts und der damit verbundenen Steifheit derKabel jedoch nicht ohne ein großes Maß an mechanischer Belastung der Elektrodenmöglich. Es wurde eine weitere Zugentlastung konstruiert, auf jeder Seite desOfenfußes kann nun ein Kabel befestigt werden.
2.2.9 Die Probenhalter
Die Notwendigkeit einer exakten Probenplatzierung verlangt im Falle des PAC-Ofens nach mehreren Lösungen für verschiedene Anwendungen. Zum einen werdenpulverartige Proben, sowie Proben, die während der Messung geschmolzen werden,zum anderen einkristalline Proben in Form von maximal 5·5 mm2 großen Plättchen,vermessen. Für beide Probentypen werden Messungen bei tiefen und hohenTemperaturen durchgeführt. Kein Probenhalter darf über einen deutlich höherenAusdehnungskoeffizienten als Graphit verfügen, da der Probenhalter ansonstenden Heizer sprengen würde.
Quarzglasampullen
Quarzglasampullen werden bevorzugt dann verwendet, wenn die Probe entwederpulverförmig ist, oder, wie in Kapitel 3 beschrieben, die Probe im PAC-Ofen ge-schmolzen werden soll. Der im Vergleich zu Graphit sehr niedrige lineare thermischeAusdehnungskoeffizient, der hohe spezifische Widerstand sowie der Einsatzbe-reich von bis zu 980 machen Quarzglas zu einem geeigneten Material, umProbenhalter zu fertigen. Da das Auftreten von Spannungen im Probenhalterwegen nicht vorhandener mechanischer Belastung kein Problem darstellt, solltenEinsatztemperaturen bis kurz unter dem Erweichungspunkt, also bis etwa 1500möglich sein.
Bei der Fertigung wird ein handelsübliches Quarzglasröhrchen mit 5mm Außen-durchmesser und 3mm Innendurchmesser mit einem Handbrenner für Wasserstoff-Sauerstoffgemische an einem Ende zugeschmolzen. Nach dem Einfüllen der Probewird das andere Ende ebenfalls verschlossen. Hierbei ist darauf zu achten, dassder Durchmesser an keiner Stelle über 5mm liegt, damit der Probenhalter in den
20 2. Der Hochtemperaturmessofen
Heizer passt und nicht stecken bleibt. Bei Verwendung eines geringfügig zu dickenQuarzröhrchens kann der Heizer beschädigt werden. Die Quarzglasampulle stehtauf dem unteren Thermoelement.
Macor-Probenhalter
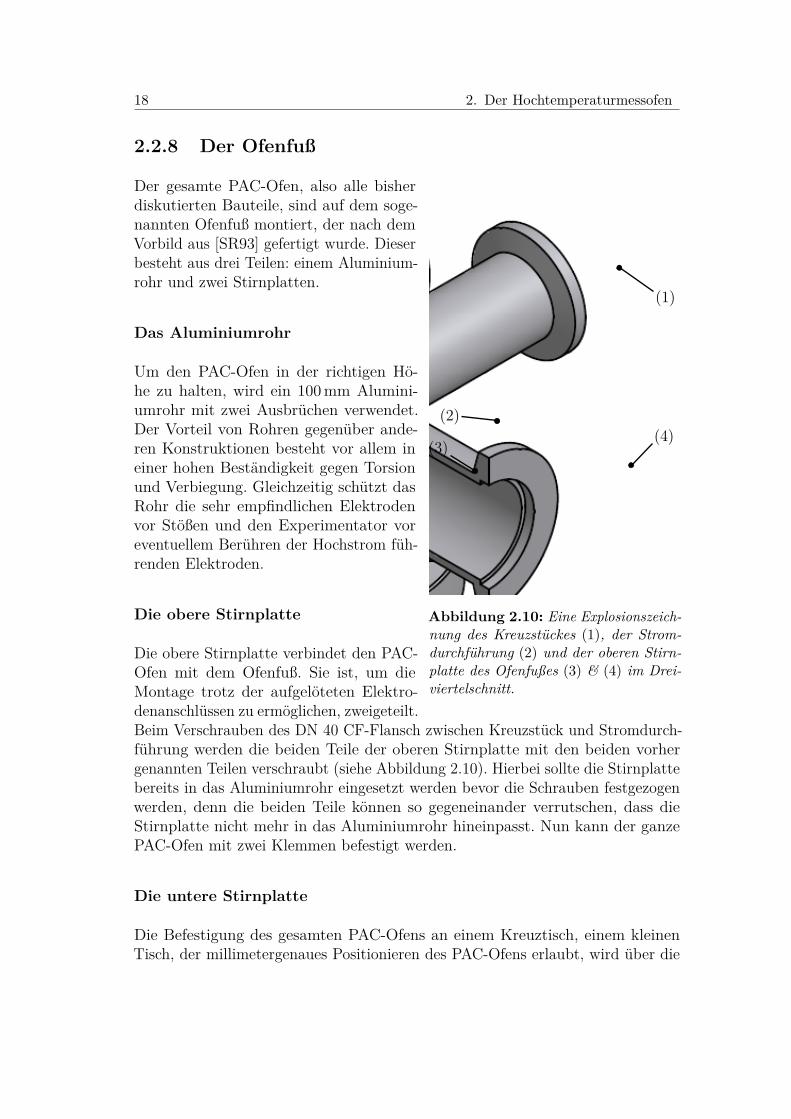
Für Temperaturen bis etwa 800 vereint das Material Macor alle wünschenswer-ten Eigenschaften um einen Probenhalter zu fertigen. Der thermische Ausdeh-nungskoeffizient ist nicht deutlich größer als der von Graphit und es ist ein guterIsolator.
Abbildung 2.11: Die drei genutzten Probenhaltervarianten. Oben links, eine zuge-schmolzene Quarzglasampulle für pulverartige, oder zu schmelzendeProben, oben rechts ein Macor-Probenhalter und unten ein Quarzglas-Probenhalter. Die beiden letzteren werden für einkristalline Probengenutzt.
Der im Verlauf von [Nie09] entwickelte und in dieser Arbeit vor allem im Hinblickauf die Fertigung leicht optimierte Probenhalter für Messungen bis 800, bestehtaus einem Macor-Röhrchen mit Griff, durch die das Thermoelement von obeneingeführt werden kann. Am unteren Ende ist eine seitliche Ausfräsung, diedas Röhrchen nahezu halbiert. In dieser Ausfräsung wird sowohl die Probe miteiner kleinen Drahtklammer festgeklemmt, als auch die Thermoelementspitzepositioniert. Das Röhrchen ist genau in die Graphitheizer eingepasst, so dassein Verkippen ausgeschlossen und eine zentrale Position im Heizer gewährleistetist. Zusätzlich markiert eine Fase am Griff die Seite auf der die Probe sitzt undermöglicht so eine genaue Orientierung der Probe. Der Probenhalter liegt mitdem Griff auf der oberen Kante des Heizers auf.
Quarzglas-Probenhalter
Sollen Messungen von kristallinen Proben im Temperaturbereich über 800durchgeführt werden, werden die Probenhalter aus Quarzglas gefertigt, wobei fürdie maximale Einsatztemperatur die gleichen Überlegungen, wie sie in Kapitel2.2.9 angestellt wurden, gelten.Als Ausgangsmaterial dient wieder ein handelsübliches Quarzglasröhrchen mit5mm Außendurchmesser und 3mm Innendurchmesser. An dessen Ende wird mit

2.2. Aufbau des Hochtemperaturmessofens 21
einem Diamantsägeblatt eine etwa 1,5 cm lange Aussparung von der Tiefe desRadius herausgesägt. In das Röhrchen wird nun ein um nahezu 180 gebogenerDraht eingebracht. In Höhe der Aussparung wird nun die Probe zwischen Drahtund Glasröhrchen eingeklemmt. Da der Probenhalter nach unten offen ist, stehter auf den Heizerklemmen.

22 2. Der Hochtemperaturmessofen
3. Temperaturgenauigkeit desHochtemperaturmessofens
Bei der Konstruktion des PAC-Ofens wird großer Aufwand betrieben die Tem-peratur des Heizers möglichst konstant und die restlichen Komponenten kühl zuhalten. Hierzu gehört der Einsatz von Kühlsystemen sowie die thermische Abkopp-lung des Heizers von der Stromzuführung. Um Temperaturgradienten im Bereichder Probe klein zu halten, wird ein Graphitheizer anstelle einer eng gewickeltenHeizspirale verwendet. Um die Temperaturgenauigkeit, das Temperaturverhaltenund den Temperaturgradienten an der Probe zu bestimmen, werden verschiedeneMessungen durchgeführt.
3.1 Temperaturverteilung entlang des Heizers
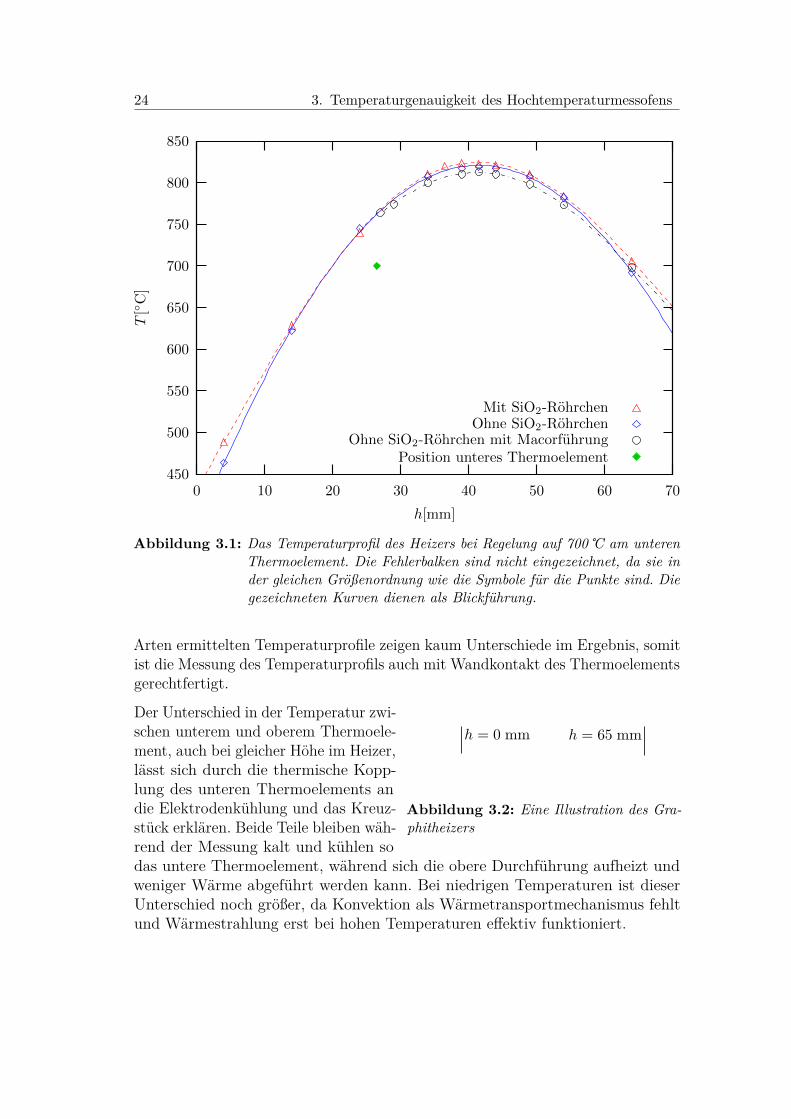
Die im PAC-Ofen zu untersuchenden Proben haben eine Breite von bis zu 5mm.Grundsätzlich ist ein Temperaturgradient im Bereich der Probe während derMessung nicht erwünscht. Die Temperatur entlang der Probe soll so gleichmäßigwie möglich sein. Es ist demnach von Interesse, die Temperaturverteilung entlangdes Heizers zu kennen, um die Probe im Bereich geringster Temperaturvariationund damit so nah am heißesten Punkt wie möglich zu positionieren. Um diesen zubestimmen wird die Temperaturverteilung entlang der Längsachse des gesamtenHeizers vermessen.
Die Temperatur des PAC-Ofens wird bei diesen Messungen mit dem unterenThermoelement auf eine konstante Temperatur geregelt, während ein zweitesThermolement durch die obere Thermoelementdurchführung eingebracht wirdund die Temperatur im PAC-Ofen so in verschiedenen Höhen h gemessen werdenkann. Die Höhe h bezeichnet den Abstand des Thermoelements vom Heizerfuß(siehe Abbildung 3.2). Bei diesen Messungen ist es, da das von oben eingeführteThermoelement leicht verbogen ist, nicht zu vermeiden, dass das Thermoelementdie innere Wand des Heizers berührt. Exemplarisch wird die Messung bei 700deswegen zusätzlich mit einem in den Heizer gestellten Quarzglasröhrchen und miteinem auf das Thermoelement gesteckten Macor-Gleiter, der das Thermoelementnicht in Kontakt mit der Heizerwand kommen lässt, wiederholt. Die auf diese drei
24 3. Temperaturgenauigkeit des Hochtemperaturmessofens
450
500
550
600
650
700
750
800
850
0 10 20 30 40 50 60 70
T[C]
h[mm]
Mit SiO2-RohrchenOhne SiO2-Rohrchen
Ohne SiO2-Rohrchen mit MacorfuhrungPosition unteres Thermoelement
Abbildung 3.1: Das Temperaturprofil des Heizers bei Regelung auf 700 am unterenThermoelement. Die Fehlerbalken sind nicht eingezeichnet, da sie inder gleichen Größenordnung wie die Symbole für die Punkte sind. Diegezeichneten Kurven dienen als Blickführung.
Arten ermittelten Temperaturprofile zeigen kaum Unterschiede im Ergebnis, somitist die Messung des Temperaturprofils auch mit Wandkontakt des Thermoelementsgerechtfertigt.
Abbildung 3.2: Eine Illustration des Gra-phitheizers
Der Unterschied in der Temperatur zwi-schen unterem und oberem Thermoele-ment, auch bei gleicher Höhe im Heizer,lässt sich durch die thermische Kopp-lung des unteren Thermoelements andie Elektrodenkühlung und das Kreuz-stück erklären. Beide Teile bleiben wäh-rend der Messung kalt und kühlen sodas untere Thermoelement, während sich die obere Durchführung aufheizt undweniger Wärme abgeführt werden kann. Bei niedrigen Temperaturen ist dieserUnterschied noch größer, da Konvektion als Wärmetransportmechanismus fehltund Wärmestrahlung erst bei hohen Temperaturen effektiv funktioniert.
3.1. Temperaturverteilung entlang des Heizers 25
0
200
400
600
800
1000
1200
0 10 20 30 40 50 60 70
T[C]
h[mm]
100 C300 C500 C700 C900 C
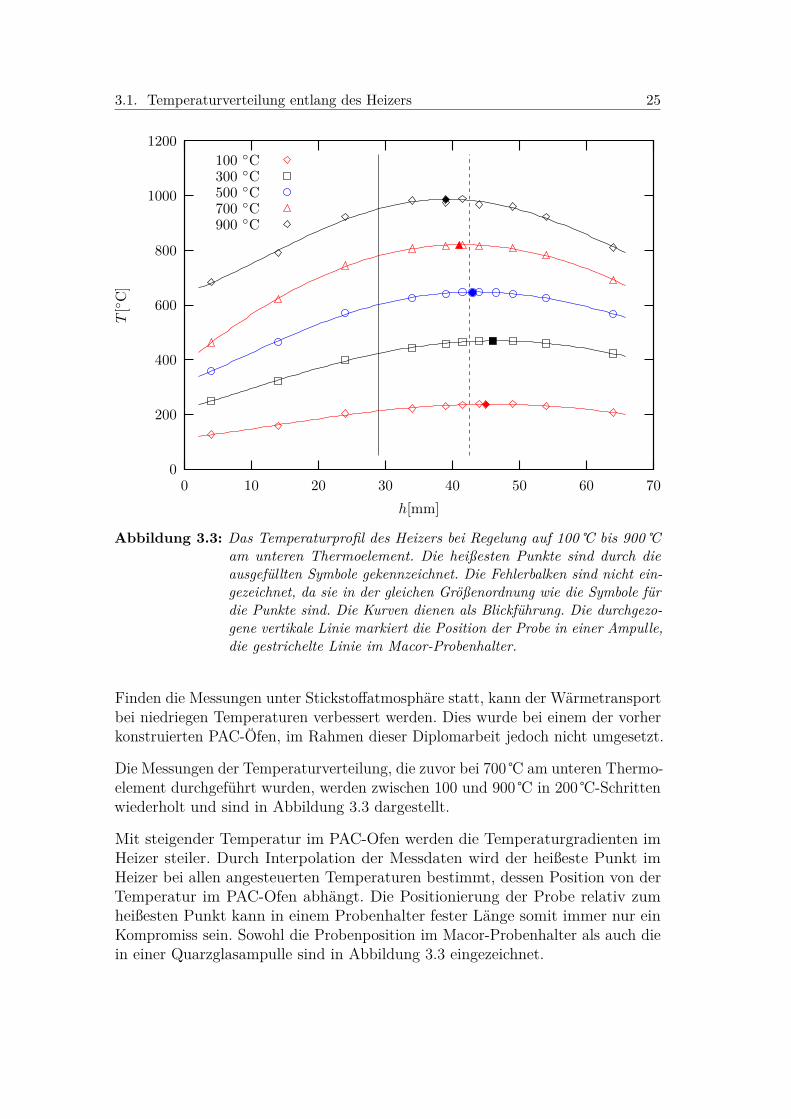
Abbildung 3.3: Das Temperaturprofil des Heizers bei Regelung auf 100 bis 900am unteren Thermoelement. Die heißesten Punkte sind durch dieausgefüllten Symbole gekennzeichnet. Die Fehlerbalken sind nicht ein-gezeichnet, da sie in der gleichen Größenordnung wie die Symbole fürdie Punkte sind. Die Kurven dienen als Blickführung. Die durchgezo-gene vertikale Linie markiert die Position der Probe in einer Ampulle,die gestrichelte Linie im Macor-Probenhalter.
Finden die Messungen unter Stickstoffatmosphäre statt, kann der Wärmetransportbei niedriegen Temperaturen verbessert werden. Dies wurde bei einem der vorherkonstruierten PAC-Öfen, im Rahmen dieser Diplomarbeit jedoch nicht umgesetzt.
Die Messungen der Temperaturverteilung, die zuvor bei 700 am unteren Thermo-element durchgeführt wurden, werden zwischen 100 und 900 in 200-Schrittenwiederholt und sind in Abbildung 3.3 dargestellt.
Mit steigender Temperatur im PAC-Ofen werden die Temperaturgradienten imHeizer steiler. Durch Interpolation der Messdaten wird der heißeste Punkt imHeizer bei allen angesteuerten Temperaturen bestimmt, dessen Position von derTemperatur im PAC-Ofen abhängt. Die Positionierung der Probe relativ zumheißesten Punkt kann in einem Probenhalter fester Länge somit immer nur einKompromiss sein. Sowohl die Probenposition im Macor-Probenhalter als auch diein einer Quarzglasampulle sind in Abbildung 3.3 eingezeichnet.
26 3. Temperaturgenauigkeit des Hochtemperaturmessofens
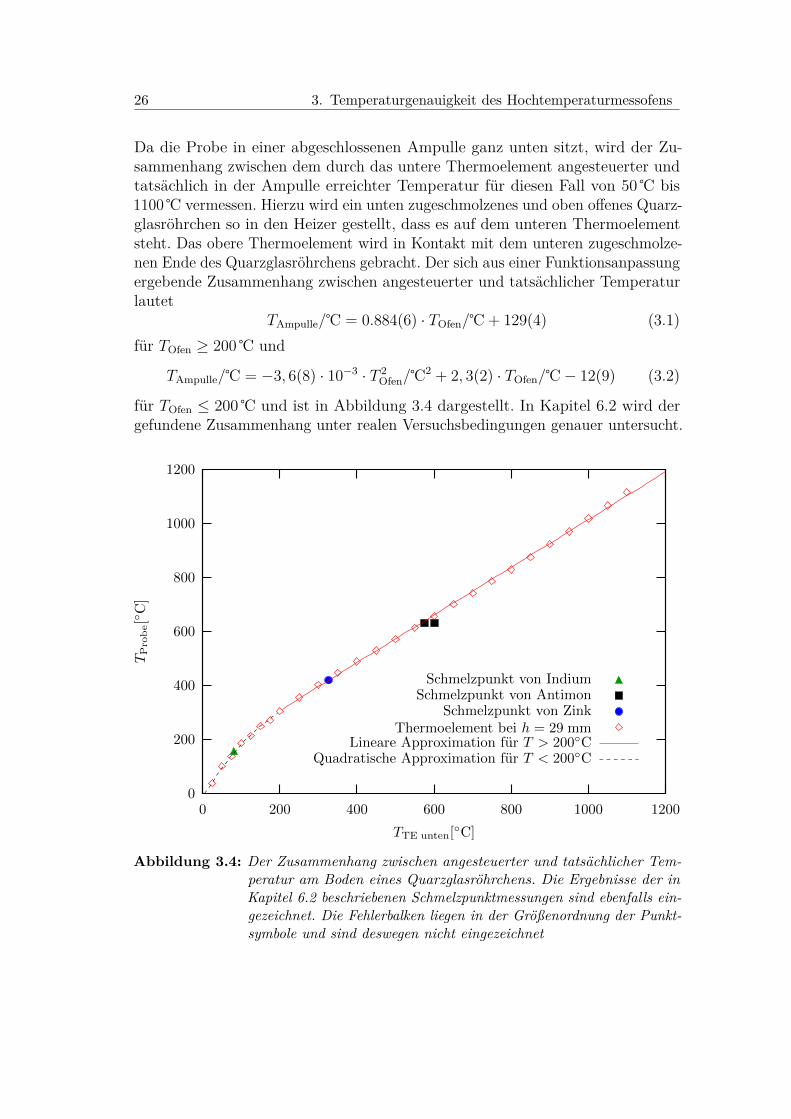
Da die Probe in einer abgeschlossenen Ampulle ganz unten sitzt, wird der Zu-sammenhang zwischen dem durch das untere Thermoelement angesteuerter undtatsächlich in der Ampulle erreichter Temperatur für diesen Fall von 50 bis1100 vermessen. Hierzu wird ein unten zugeschmolzenes und oben offenes Quarz-glasröhrchen so in den Heizer gestellt, dass es auf dem unteren Thermoelementsteht. Das obere Thermoelement wird in Kontakt mit dem unteren zugeschmolze-nen Ende des Quarzglasröhrchens gebracht. Der sich aus einer Funktionsanpassungergebende Zusammenhang zwischen angesteuerter und tatsächlicher Temperaturlautet
TAmpulle/ = 0.884(6) · TOfen/ + 129(4) (3.1)für TOfen ≥ 200 und
TAmpulle/ = −3, 6(8) · 10−3 · T 2Ofen/2 + 2, 3(2) · TOfen/− 12(9) (3.2)
für TOfen ≤ 200 und ist in Abbildung 3.4 dargestellt. In Kapitel 6.2 wird dergefundene Zusammenhang unter realen Versuchsbedingungen genauer untersucht.
0
200
400
600
800
1000
1200
0 200 400 600 800 1000 1200
TPro
be[C]
TTE unten[C]
Schmelzpunkt von IndiumSchmelzpunkt von Antimon
Schmelzpunkt von ZinkThermoelement bei h = 29 mm
Lineare Approximation fur T > 200CQuadratische Approximation fur T < 200C
Abbildung 3.4: Der Zusammenhang zwischen angesteuerter und tatsächlicher Tem-peratur am Boden eines Quarzglasröhrchens. Die Ergebnisse der inKapitel 6.2 beschriebenen Schmelzpunktmessungen sind ebenfalls ein-gezeichnet. Die Fehlerbalken liegen in der Größenordnung der Punkt-symbole und sind deswegen nicht eingezeichnet
3.2. Temperaturansisotropie des Heizers 27
3.2 Temperaturansisotropie des Heizers
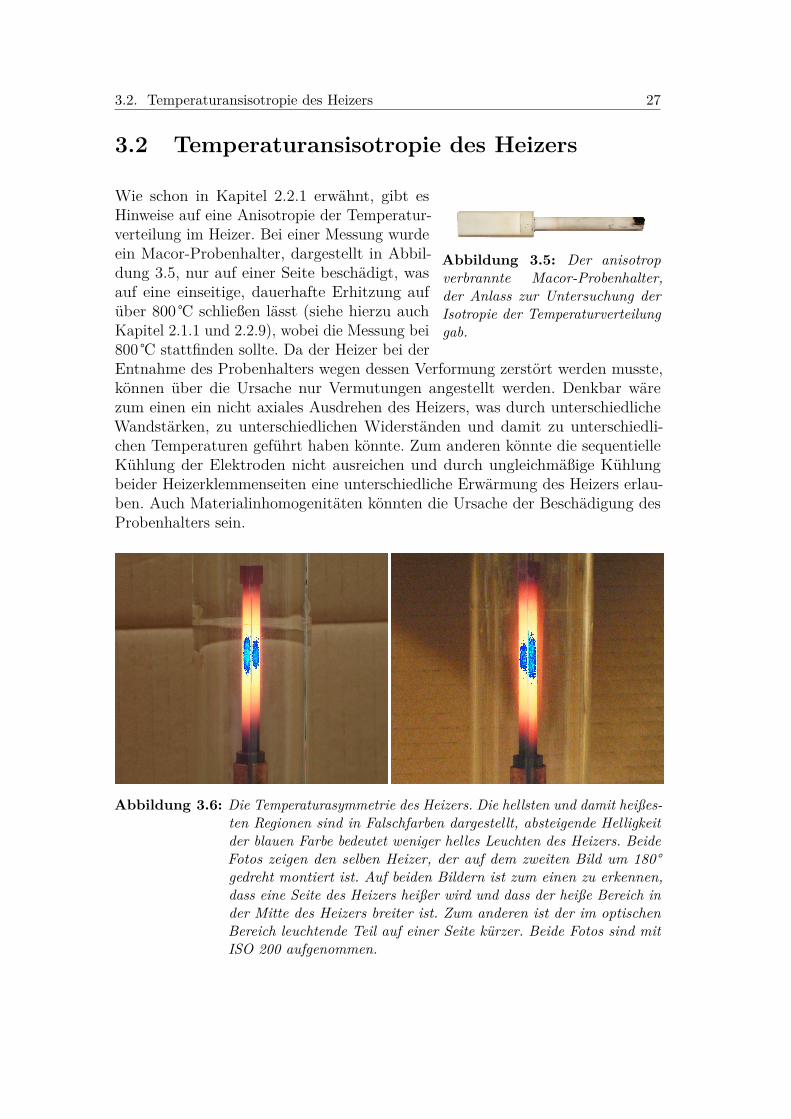
Abbildung 3.5: Der anisotropverbrannte Macor-Probenhalter,der Anlass zur Untersuchung derIsotropie der Temperaturverteilunggab.
Wie schon in Kapitel 2.2.1 erwähnt, gibt esHinweise auf eine Anisotropie der Temperatur-verteilung im Heizer. Bei einer Messung wurdeein Macor-Probenhalter, dargestellt in Abbil-dung 3.5, nur auf einer Seite beschädigt, wasauf eine einseitige, dauerhafte Erhitzung aufüber 800 schließen lässt (siehe hierzu auchKapitel 2.1.1 und 2.2.9), wobei die Messung bei800 stattfinden sollte. Da der Heizer bei derEntnahme des Probenhalters wegen dessen Verformung zerstört werden musste,können über die Ursache nur Vermutungen angestellt werden. Denkbar wärezum einen ein nicht axiales Ausdrehen des Heizers, was durch unterschiedlicheWandstärken, zu unterschiedlichen Widerständen und damit zu unterschiedli-chen Temperaturen geführt haben könnte. Zum anderen könnte die sequentielleKühlung der Elektroden nicht ausreichen und durch ungleichmäßige Kühlungbeider Heizerklemmenseiten eine unterschiedliche Erwärmung des Heizers erlau-ben. Auch Materialinhomogenitäten könnten die Ursache der Beschädigung desProbenhalters sein.
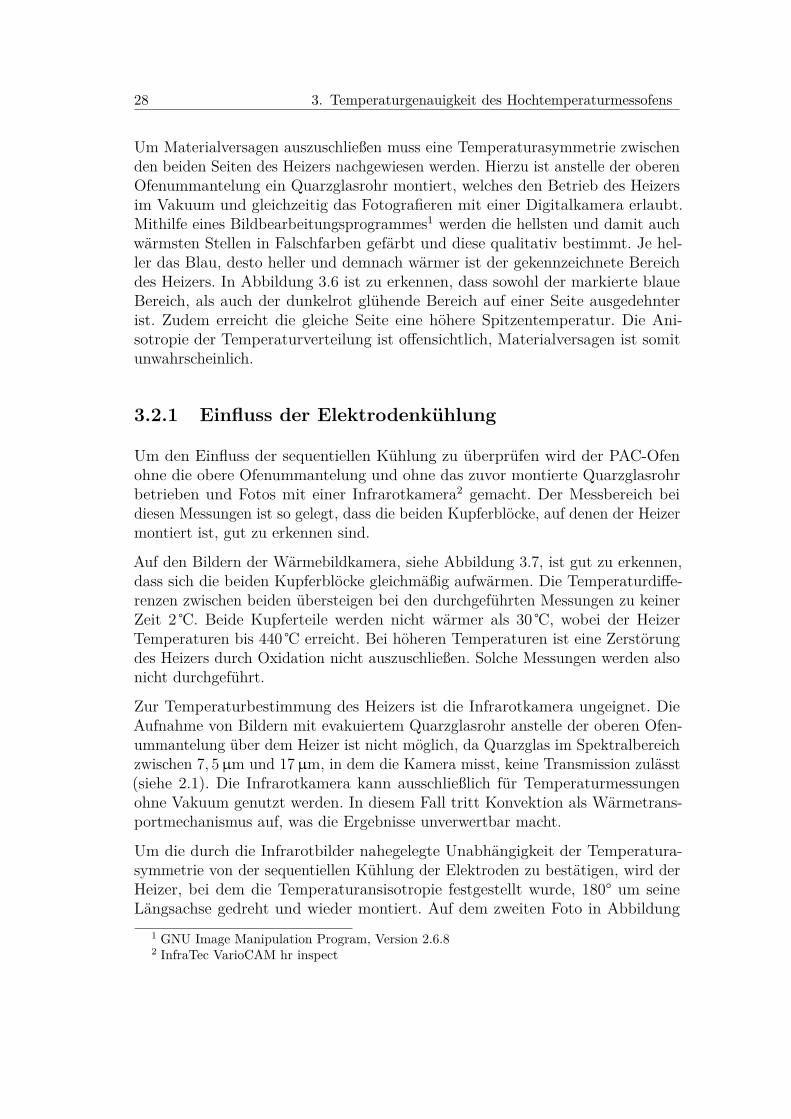
Abbildung 3.6: Die Temperaturasymmetrie des Heizers. Die hellsten und damit heißes-ten Regionen sind in Falschfarben dargestellt, absteigende Helligkeitder blauen Farbe bedeutet weniger helles Leuchten des Heizers. BeideFotos zeigen den selben Heizer, der auf dem zweiten Bild um 180°gedreht montiert ist. Auf beiden Bildern ist zum einen zu erkennen,dass eine Seite des Heizers heißer wird und dass der heiße Bereich inder Mitte des Heizers breiter ist. Zum anderen ist der im optischenBereich leuchtende Teil auf einer Seite kürzer. Beide Fotos sind mitISO 200 aufgenommen.
28 3. Temperaturgenauigkeit des Hochtemperaturmessofens
Um Materialversagen auszuschließen muss eine Temperaturasymmetrie zwischenden beiden Seiten des Heizers nachgewiesen werden. Hierzu ist anstelle der oberenOfenummantelung ein Quarzglasrohr montiert, welches den Betrieb des Heizersim Vakuum und gleichzeitig das Fotografieren mit einer Digitalkamera erlaubt.Mithilfe eines Bildbearbeitungsprogrammes1 werden die hellsten und damit auchwärmsten Stellen in Falschfarben gefärbt und diese qualitativ bestimmt. Je hel-ler das Blau, desto heller und demnach wärmer ist der gekennzeichnete Bereichdes Heizers. In Abbildung 3.6 ist zu erkennen, dass sowohl der markierte blaueBereich, als auch der dunkelrot glühende Bereich auf einer Seite ausgedehnterist. Zudem erreicht die gleiche Seite eine höhere Spitzentemperatur. Die Ani-sotropie der Temperaturverteilung ist offensichtlich, Materialversagen ist somitunwahrscheinlich.
3.2.1 Einfluss der Elektrodenkühlung
Um den Einfluss der sequentiellen Kühlung zu überprüfen wird der PAC-Ofenohne die obere Ofenummantelung und ohne das zuvor montierte Quarzglasrohrbetrieben und Fotos mit einer Infrarotkamera2 gemacht. Der Messbereich beidiesen Messungen ist so gelegt, dass die beiden Kupferblöcke, auf denen der Heizermontiert ist, gut zu erkennen sind.
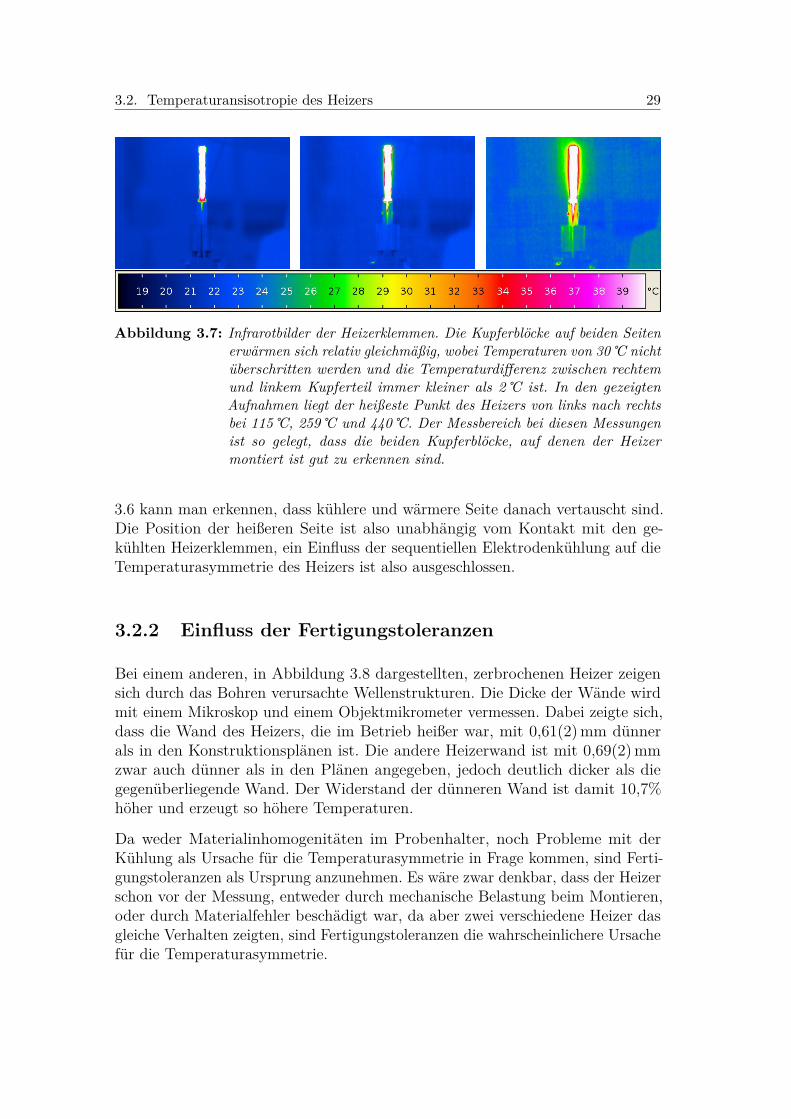
Auf den Bildern der Wärmebildkamera, siehe Abbildung 3.7, ist gut zu erkennen,dass sich die beiden Kupferblöcke gleichmäßig aufwärmen. Die Temperaturdiffe-renzen zwischen beiden übersteigen bei den durchgeführten Messungen zu keinerZeit 2. Beide Kupferteile werden nicht wärmer als 30, wobei der HeizerTemperaturen bis 440 erreicht. Bei höheren Temperaturen ist eine Zerstörungdes Heizers durch Oxidation nicht auszuschließen. Solche Messungen werden alsonicht durchgeführt.
Zur Temperaturbestimmung des Heizers ist die Infrarotkamera ungeignet. DieAufnahme von Bildern mit evakuiertem Quarzglasrohr anstelle der oberen Ofen-ummantelung über dem Heizer ist nicht möglich, da Quarzglas im Spektralbereichzwischen 7, 5µm und 17µm, in dem die Kamera misst, keine Transmission zulässt(siehe 2.1). Die Infrarotkamera kann ausschließlich für Temperaturmessungenohne Vakuum genutzt werden. In diesem Fall tritt Konvektion als Wärmetrans-portmechanismus auf, was die Ergebnisse unverwertbar macht.
Um die durch die Infrarotbilder nahegelegte Unabhängigkeit der Temperatura-symmetrie von der sequentiellen Kühlung der Elektroden zu bestätigen, wird derHeizer, bei dem die Temperaturansisotropie festgestellt wurde, 180° um seineLängsachse gedreht und wieder montiert. Auf dem zweiten Foto in Abbildung
1 GNU Image Manipulation Program, Version 2.6.82 InfraTec VarioCAM hr inspect
3.2. Temperaturansisotropie des Heizers 29
Abbildung 3.7: Infrarotbilder der Heizerklemmen. Die Kupferblöcke auf beiden Seitenerwärmen sich relativ gleichmäßig, wobei Temperaturen von 30 nichtüberschritten werden und die Temperaturdifferenz zwischen rechtemund linkem Kupferteil immer kleiner als 2 ist. In den gezeigtenAufnahmen liegt der heißeste Punkt des Heizers von links nach rechtsbei 115, 259 und 440. Der Messbereich bei diesen Messungenist so gelegt, dass die beiden Kupferblöcke, auf denen der Heizermontiert ist gut zu erkennen sind.
3.6 kann man erkennen, dass kühlere und wärmere Seite danach vertauscht sind.Die Position der heißeren Seite ist also unabhängig vom Kontakt mit den ge-kühlten Heizerklemmen, ein Einfluss der sequentiellen Elektrodenkühlung auf dieTemperaturasymmetrie des Heizers ist also ausgeschlossen.
3.2.2 Einfluss der Fertigungstoleranzen
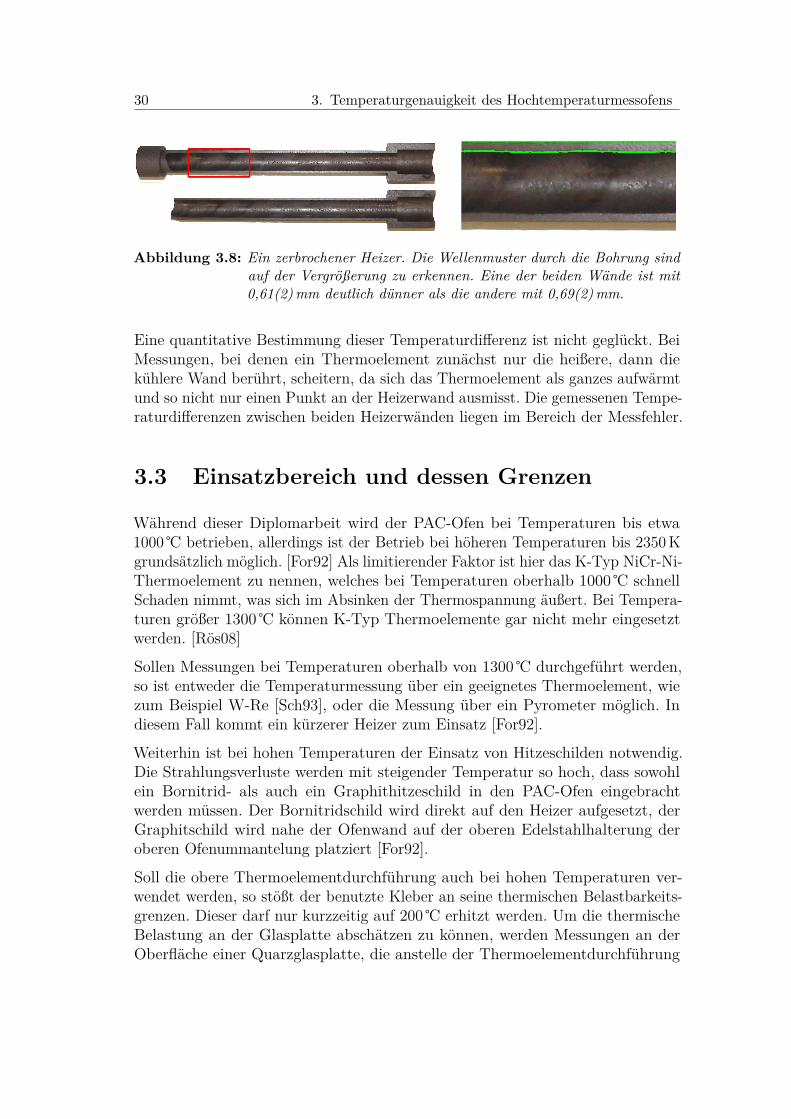
Bei einem anderen, in Abbildung 3.8 dargestellten, zerbrochenen Heizer zeigensich durch das Bohren verursachte Wellenstrukturen. Die Dicke der Wände wirdmit einem Mikroskop und einem Objektmikrometer vermessen. Dabei zeigte sich,dass die Wand des Heizers, die im Betrieb heißer war, mit 0,61(2)mm dünnerals in den Konstruktionsplänen ist. Die andere Heizerwand ist mit 0,69(2)mmzwar auch dünner als in den Plänen angegeben, jedoch deutlich dicker als diegegenüberliegende Wand. Der Widerstand der dünneren Wand ist damit 10,7%höher und erzeugt so höhere Temperaturen.
Da weder Materialinhomogenitäten im Probenhalter, noch Probleme mit derKühlung als Ursache für die Temperaturasymmetrie in Frage kommen, sind Ferti-gungstoleranzen als Ursprung anzunehmen. Es wäre zwar denkbar, dass der Heizerschon vor der Messung, entweder durch mechanische Belastung beim Montieren,oder durch Materialfehler beschädigt war, da aber zwei verschiedene Heizer dasgleiche Verhalten zeigten, sind Fertigungstoleranzen die wahrscheinlichere Ursachefür die Temperaturasymmetrie.
30 3. Temperaturgenauigkeit des Hochtemperaturmessofens
Abbildung 3.8: Ein zerbrochener Heizer. Die Wellenmuster durch die Bohrung sindauf der Vergrößerung zu erkennen. Eine der beiden Wände ist mit0,61(2)mm deutlich dünner als die andere mit 0,69(2)mm.
Eine quantitative Bestimmung dieser Temperaturdifferenz ist nicht geglückt. BeiMessungen, bei denen ein Thermoelement zunächst nur die heißere, dann diekühlere Wand berührt, scheitern, da sich das Thermoelement als ganzes aufwärmtund so nicht nur einen Punkt an der Heizerwand ausmisst. Die gemessenen Tempe-raturdifferenzen zwischen beiden Heizerwänden liegen im Bereich der Messfehler.
3.3 Einsatzbereich und dessen Grenzen
Während dieser Diplomarbeit wird der PAC-Ofen bei Temperaturen bis etwa1000 betrieben, allerdings ist der Betrieb bei höheren Temperaturen bis 2350Kgrundsätzlich möglich. [For92] Als limitierender Faktor ist hier das K-Typ NiCr-Ni-Thermoelement zu nennen, welches bei Temperaturen oberhalb 1000 schnellSchaden nimmt, was sich im Absinken der Thermospannung äußert. Bei Tempera-turen größer 1300 können K-Typ Thermoelemente gar nicht mehr eingesetztwerden. [Rös08]
Sollen Messungen bei Temperaturen oberhalb von 1300 durchgeführt werden,so ist entweder die Temperaturmessung über ein geeignetes Thermoelement, wiezum Beispiel W-Re [Sch93], oder die Messung über ein Pyrometer möglich. Indiesem Fall kommt ein kürzerer Heizer zum Einsatz [For92].
Weiterhin ist bei hohen Temperaturen der Einsatz von Hitzeschilden notwendig.Die Strahlungsverluste werden mit steigender Temperatur so hoch, dass sowohlein Bornitrid- als auch ein Graphithitzeschild in den PAC-Ofen eingebrachtwerden müssen. Der Bornitridschild wird direkt auf den Heizer aufgesetzt, derGraphitschild wird nahe der Ofenwand auf der oberen Edelstahlhalterung deroberen Ofenummantelung platziert [For92].
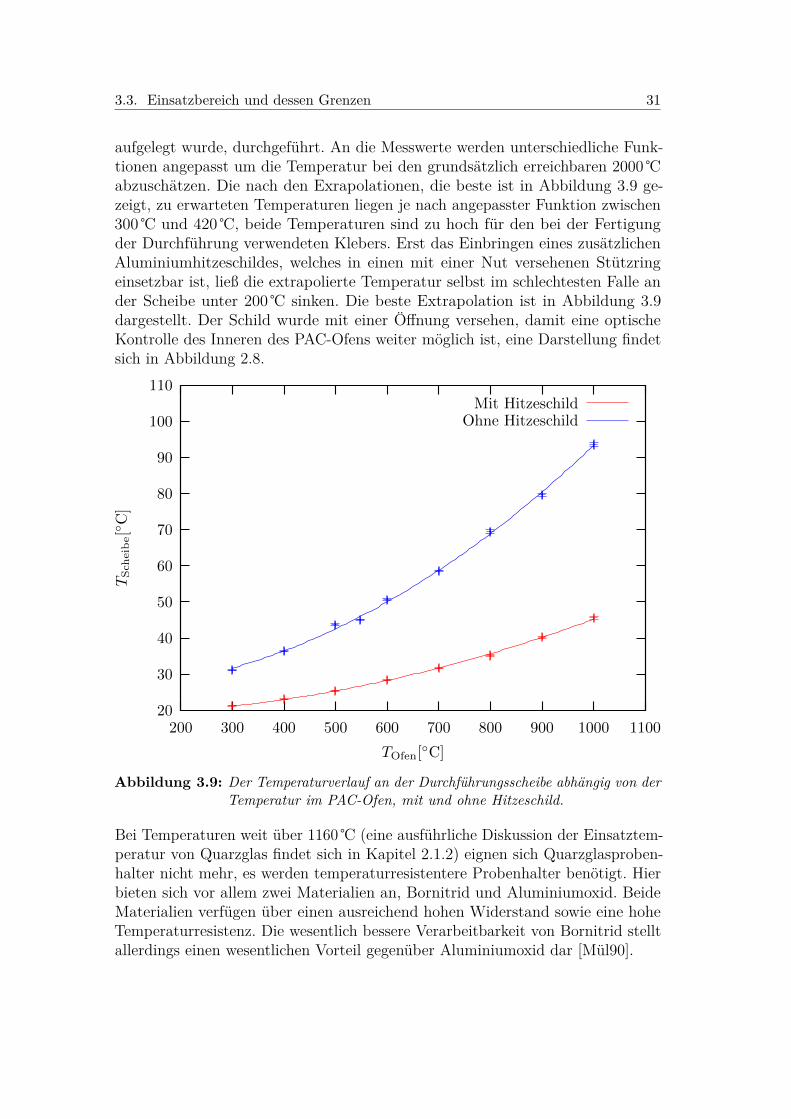
Soll die obere Thermoelementdurchführung auch bei hohen Temperaturen ver-wendet werden, so stößt der benutzte Kleber an seine thermischen Belastbarkeits-grenzen. Dieser darf nur kurzzeitig auf 200 erhitzt werden. Um die thermischeBelastung an der Glasplatte abschätzen zu können, werden Messungen an derOberfläche einer Quarzglasplatte, die anstelle der Thermoelementdurchführung
3.3. Einsatzbereich und dessen Grenzen 31
aufgelegt wurde, durchgeführt. An die Messwerte werden unterschiedliche Funk-tionen angepasst um die Temperatur bei den grundsätzlich erreichbaren 2000abzuschätzen. Die nach den Exrapolationen, die beste ist in Abbildung 3.9 ge-zeigt, zu erwarteten Temperaturen liegen je nach angepasster Funktion zwischen300 und 420, beide Temperaturen sind zu hoch für den bei der Fertigungder Durchführung verwendeten Klebers. Erst das Einbringen eines zusätzlichenAluminiumhitzeschildes, welches in einen mit einer Nut versehenen Stützringeinsetzbar ist, ließ die extrapolierte Temperatur selbst im schlechtesten Falle ander Scheibe unter 200 sinken. Die beste Extrapolation ist in Abbildung 3.9dargestellt. Der Schild wurde mit einer Öffnung versehen, damit eine optischeKontrolle des Inneren des PAC-Ofens weiter möglich ist, eine Darstellung findetsich in Abbildung 2.8.
20
30
40
50
60
70
80
90
100
110
200 300 400 500 600 700 800 900 1000 1100
TSch
eibe[C]
TOfen[C]
Mit HitzeschildOhne Hitzeschild
Abbildung 3.9: Der Temperaturverlauf an der Durchführungsscheibe abhängig von derTemperatur im PAC-Ofen, mit und ohne Hitzeschild.
Bei Temperaturen weit über 1160 (eine ausführliche Diskussion der Einsatztem-peratur von Quarzglas findet sich in Kapitel 2.1.2) eignen sich Quarzglasproben-halter nicht mehr, es werden temperaturresistentere Probenhalter benötigt. Hierbieten sich vor allem zwei Materialien an, Bornitrid und Aluminiumoxid. BeideMaterialien verfügen über einen ausreichend hohen Widerstand sowie eine hoheTemperaturresistenz. Die wesentlich bessere Verarbeitbarkeit von Bornitrid stelltallerdings einen wesentlichen Vorteil gegenüber Aluminiumoxid dar [Mül90].

32 3. Temperaturgenauigkeit des Hochtemperaturmessofens
4. Die Vierdetektoranlage
Ein weiterer Teil dieser Diplomarbeit ist, einen bereits vorhandenen Detektorauf-bau für die Nutzung mit dem PAC-Ofen und zwei verschiedenen Kryostatenherzurichten. Hierbei sollen auch Messungen ohne einen dieser Apparate möglichbleiben. Der PAC-Ofen sollte dazu von unten, der erste Kryostat von oben indie Detektorebene gefahren werden können, die Detektoren selbst aber ortsfestbleiben. Da der zweite Kryostat nicht verschiebbar ist, ist so das Verschiebendes gesamten Detektoraufbaus erforderlich. Für Messungen bei Raumtemperatursollten sowohl PAC-Ofen als auch Kryostat aus der Detektorebene entfernbar sein.Die Probe kann wie bisher auf einem Probenhalter positioniert werden.
Umbauten an den Detektoren und der gesamten Auswertungselektronik warennicht notwendig, da der Messplatz schon zuvor für PAC-Messungen eingesetztwurde und somit sofort einsatzbereit war.
4.1 Der ursprüngliche Aufbau
Als Basis des Detektoraufbaus diente bisher eine kreisförmige Platte, in derenMitte eine Achse angebracht ist. Auf dieser Platte lagen gekreuzt zwei in derMitte mit einer Ausdrehung versehene Leisten auf, die auf die Achse gestecktwurden. Auf diesen Leisten waren die Detektoren auf Schienen montiert und somitum den Mittelpunkt der Platte drehbar und im Abstand davon flexibel. In dergewünschten Position ließen sich die Leisten über Klemmen an der Außenseiteder Grundplatte befestigen.
Auf der Achse ist der Probenhalter auf einem Kreuztisch, mit dem eine millimeter-genaue Positionierung des Probenhalters möglich ist, befestigt. Der Probenhalterselbst bestand aus einem Aluzylinder, über den passgenau ein Kupferhalbrohrgesteckt werden konnte. Aufgrund der Haftreibung verharrte der Probenhalterin der eingestellten Höhe, die Probe wurde mittels eines Stückes Knetgummi aufdem Probenhalter positioniert.
34 4. Die Vierdetektoranlage
4.2 Der Umbau der Vierdetektoranlage
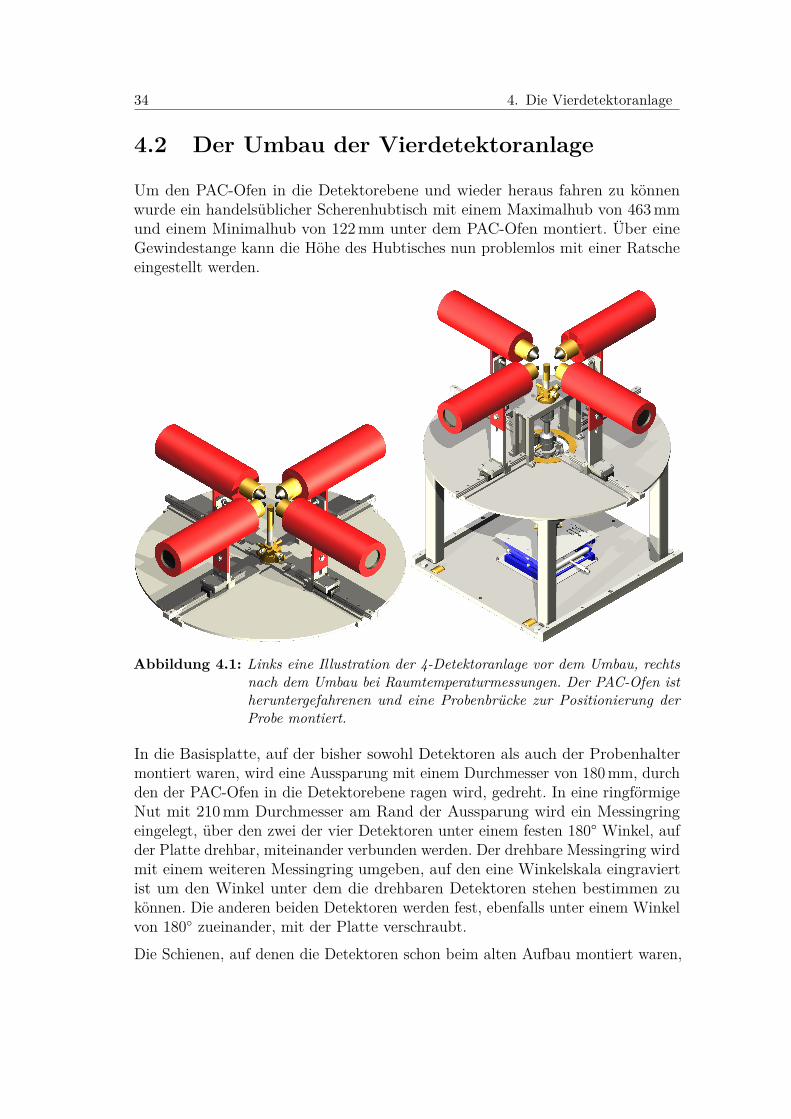
Um den PAC-Ofen in die Detektorebene und wieder heraus fahren zu könnenwurde ein handelsüblicher Scherenhubtisch mit einem Maximalhub von 463mmund einem Minimalhub von 122mm unter dem PAC-Ofen montiert. Über eineGewindestange kann die Höhe des Hubtisches nun problemlos mit einer Ratscheeingestellt werden.
Abbildung 4.1: Links eine Illustration der 4-Detektoranlage vor dem Umbau, rechtsnach dem Umbau bei Raumtemperaturmessungen. Der PAC-Ofen istheruntergefahrenen und eine Probenbrücke zur Positionierung derProbe montiert.
In die Basisplatte, auf der bisher sowohl Detektoren als auch der Probenhaltermontiert waren, wird eine Aussparung mit einem Durchmesser von 180mm, durchden der PAC-Ofen in die Detektorebene ragen wird, gedreht. In eine ringförmigeNut mit 210mm Durchmesser am Rand der Aussparung wird ein Messingringeingelegt, über den zwei der vier Detektoren unter einem festen 180° Winkel, aufder Platte drehbar, miteinander verbunden werden. Der drehbare Messingring wirdmit einem weiteren Messingring umgeben, auf den eine Winkelskala eingraviertist um den Winkel unter dem die drehbaren Detektoren stehen bestimmen zukönnen. Die anderen beiden Detektoren werden fest, ebenfalls unter einem Winkelvon 180 zueinander, mit der Platte verschraubt.Die Schienen, auf denen die Detektoren schon beim alten Aufbau montiert waren,

4.2. Der Umbau der Vierdetektoranlage 35
werden wieder benutzt, aber mit aufgeschraubten Linealen versehen, um dieDetektorpositionen reproduzierbar einstellen zu können.
Um mit der Detektorebene eine Höhe zu erreichen in der sowohl mit dem PAC-Ofen, als auch mit Kryostat gemessen werden kann, wird die Basisplatte aufeinen Tisch gestellt, dessen Beine auf eine passende Länge gestutzt sind. Umauch ohne PAC-Ofen und Kryostat messen zu können ist es erforderlich eineBrücke über den zwar heruntergefahrenen, aber immer noch bis knapp unterdie Detektoren reichenden PAC-Ofen zu bauen. Dazu müssen die Ständer derDetektoren verlängert werden.
Der Tisch wird auf eine Aluminiumplatte gestellt, auf der der Hubtisch festge-schraubt wird um den PAC-Ofen zum einen mittig auszurichten und zum anderengegen ein Umkippen zu sichern. Diese Platte ist einerseits mit Rollen versehen umden gesamten Aufbau auch unter den zweiten Kryostaten schieben zu können, an-dererseits werden Schrauben angebracht um die Platte derart anheben zu können,dass die Rollen keinen Bodenkontakt mehr haben und eine waagerechte Ausrich-tung möglich ist. Aufgrund der Unebenheit des Bodens ist es nötig, Stahlschienenauf dem Boden zu verlegen, da die Platte sonst aufsetzte.
36 4. Die Vierdetektoranlage
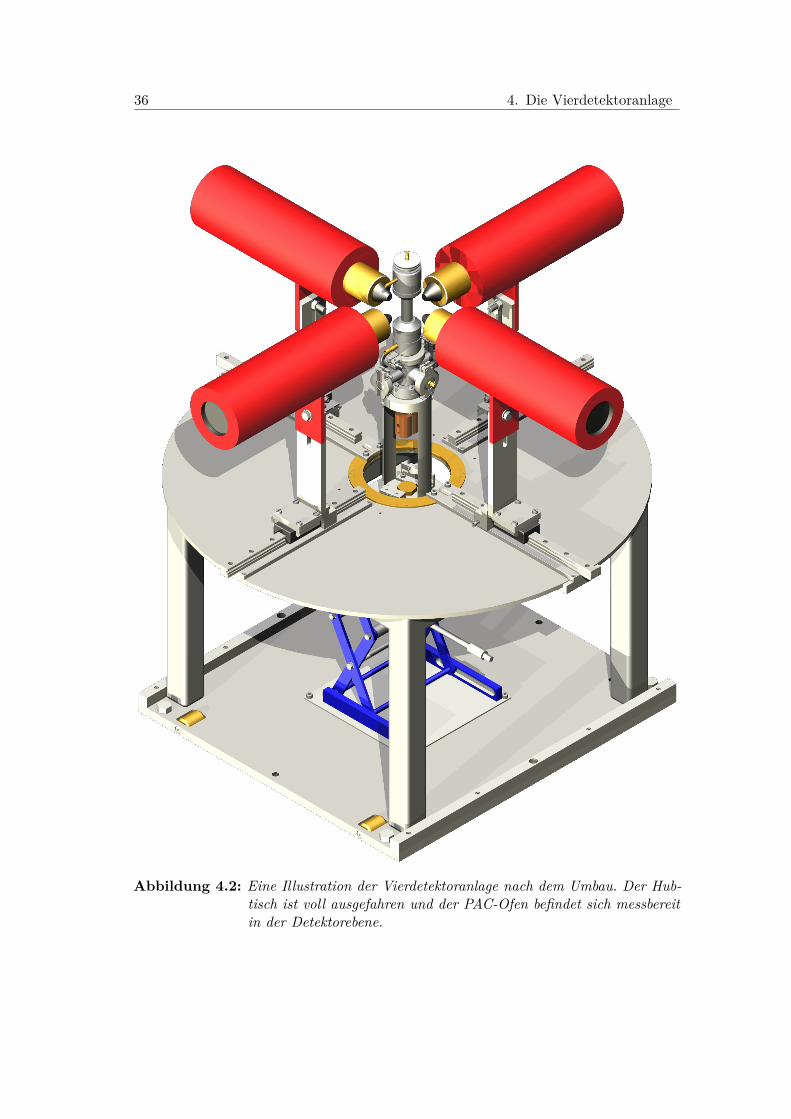
Abbildung 4.2: Eine Illustration der Vierdetektoranlage nach dem Umbau. Der Hub-tisch ist voll ausgefahren und der PAC-Ofen befindet sich messbereitin der Detektorebene.
5. Theoretische Grundlagen der PAC
Die Theorie der gestörten γ-γ-Winkelkorrelation ist weit entwickelt und ausführlichin entsprechender Literatur wie [Sch10] oder [Sie68] beschrieben. Deswegen sollan dieser Stelle nur ein kurzer Überblick über diese Methode gegeben werden.
5.1 Die ungestörte γ-γ-Winkelkorrelation
Detektor 1 Detektor 2
γ1 γ2
Koinzidenzund Zähler
Probe
Θ
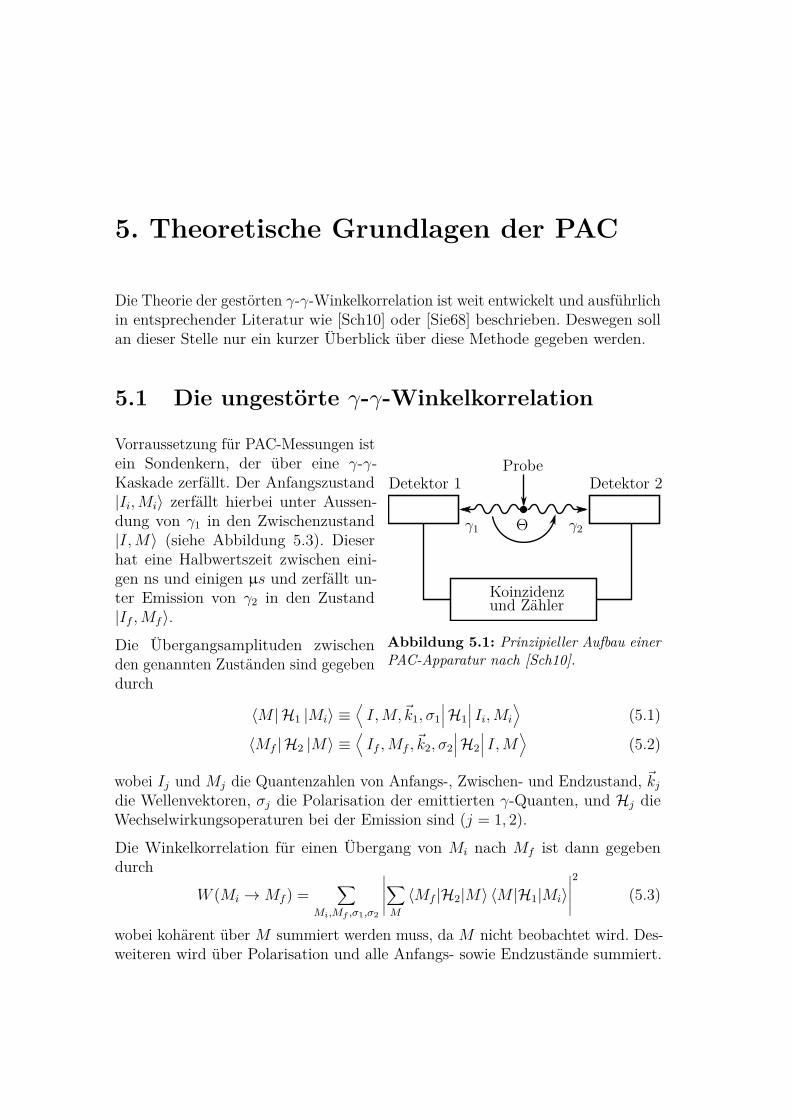
Abbildung 5.1: Prinzipieller Aufbau einerPAC-Apparatur nach [Sch10].
Vorraussetzung für PAC-Messungen istein Sondenkern, der über eine γ-γ-Kaskade zerfällt. Der Anfangszustand|Ii,Mi〉 zerfällt hierbei unter Aussen-dung von γ1 in den Zwischenzustand|I,M〉 (siehe Abbildung 5.3). Dieserhat eine Halbwertszeit zwischen eini-gen ns und einigen µs und zerfällt un-ter Emission von γ2 in den Zustand|If ,Mf〉.
Die Übergangsamplituden zwischenden genannten Zuständen sind gegebendurch
〈M |H1 |Mi〉 ≡⟨I,M,~k1, σ1
∣∣∣H1
∣∣∣ Ii,Mi
⟩(5.1)
〈Mf |H2 |M〉 ≡⟨If ,Mf , ~k2, σ2
∣∣∣H2
∣∣∣ I,M⟩(5.2)
wobei Ij und Mj die Quantenzahlen von Anfangs-, Zwischen- und Endzustand, ~kjdie Wellenvektoren, σj die Polarisation der emittierten γ-Quanten, und Hj dieWechselwirkungsoperaturen bei der Emission sind (j = 1, 2).
Die Winkelkorrelation für einen Übergang von Mi nach Mf ist dann gegebendurch
W (Mi →Mf ) =∑
Mi,Mf ,σ1,σ2
∣∣∣∣∣∑M
〈Mf |H2|M〉 〈M |H1|Mi〉∣∣∣∣∣2
(5.3)
wobei kohärent über M summiert werden muss, da M nicht beobachtet wird. Des-weiteren wird über Polarisation und alle Anfangs- sowie Endzustände summiert.
38 5. Theoretische Grundlagen der PAC
Berechnen der Summen liefert folgende Winkelkorrelation
W (~k1, ~k2) = W (Θ) =kmax∑
k geradeAk(1)Ak(2)Pk(cos(Θ)) (5.4)
mit dem Laufindex k für den gilt:
0 ≤ k ≤ Min[2I,Max(2I`, 2I ′`),Max(2I`, 2I ′`)] (5.5)
Hier ist I der Kernspin des Zwischenzustands, `j und `′j bezeichnen die Multipo-laritäten im Falle gemischter Übergänge.
5.2 Die gestörte γ-γ-Winkelkorrelation
x
y
z
φ1
φ2 ~k1
~k2
ΘΘ1
Θ2
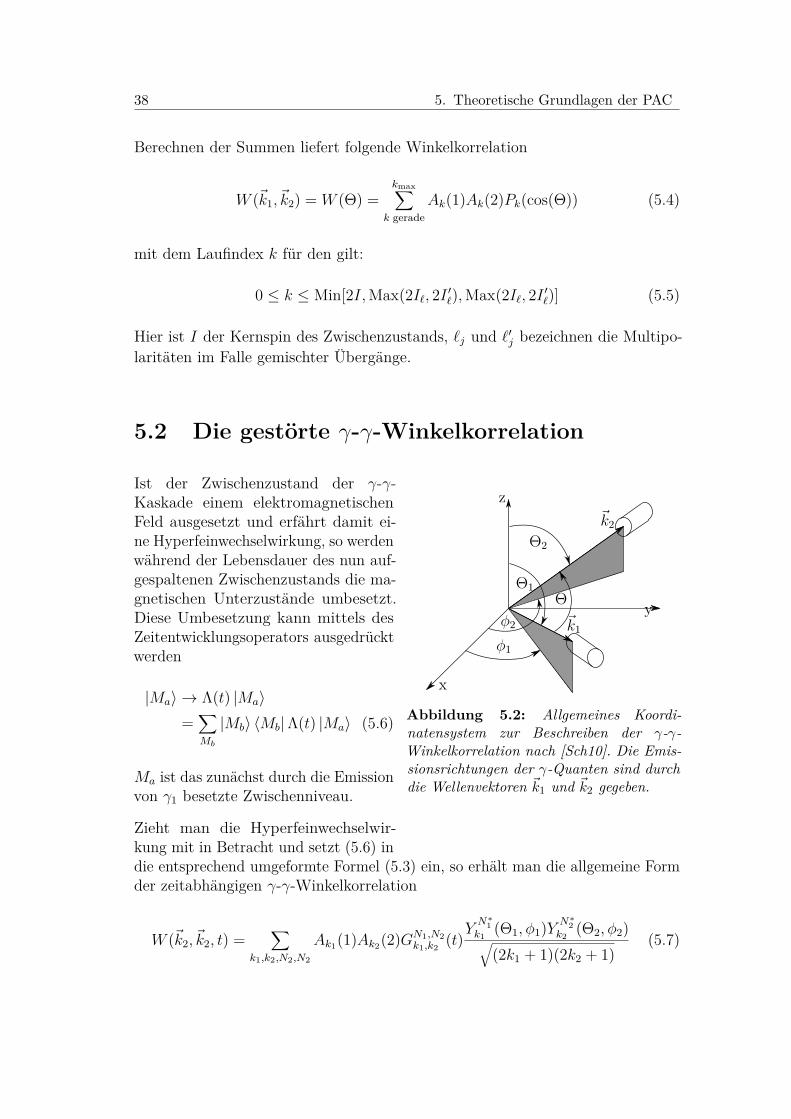
Abbildung 5.2: Allgemeines Koordi-natensystem zur Beschreiben der γ-γ-Winkelkorrelation nach [Sch10]. Die Emis-sionsrichtungen der γ-Quanten sind durchdie Wellenvektoren ~k1 und ~k2 gegeben.
Ist der Zwischenzustand der γ-γ-Kaskade einem elektromagnetischenFeld ausgesetzt und erfährt damit ei-ne Hyperfeinwechselwirkung, so werdenwährend der Lebensdauer des nun auf-gespaltenen Zwischenzustands die ma-gnetischen Unterzustände umbesetzt.Diese Umbesetzung kann mittels desZeitentwicklungsoperators ausgedrücktwerden
|Ma〉 → Λ(t) |Ma〉=∑Mb
|Mb〉 〈Mb|Λ(t) |Ma〉 (5.6)
Ma ist das zunächst durch die Emissionvon γ1 besetzte Zwischenniveau.
Zieht man die Hyperfeinwechselwir-kung mit in Betracht und setzt (5.6) indie entsprechend umgeformte Formel (5.3) ein, so erhält man die allgemeine Formder zeitabhängigen γ-γ-Winkelkorrelation
W (~k2, ~k2, t) =∑
k1,k2,N2,N2
Ak1(1)Ak2(2)GN1,N2k1,k2 (t)
YN∗1k1 (Θ1, φ1)Y N∗2
k2 (Θ2, φ2)√(2k1 + 1)(2k2 + 1)
(5.7)
5.2. Die gestörte γ-γ-Winkelkorrelation 39
mit der Störfunktion
GN1,N2k1,k2 (t) =
∑Ma,Mb
(−1)2I+Ma+Mb
√(2k1 + 1)(2k2 + 1)
×
I I k1
M ′a −Ma N1
I I k2
M ′b −Mb N2
× 〈Mb|Λ(t) |Ma〉 〈M ′
b|Λ(t) |M ′a〉∗ (5.8)
und der Bedingungki = 0, 2, . . . ,Min(2I, `i + `′i) (5.9)
mit i = 1, 2 und |Ni| ≤ ki. Die auftretenden Winkel und die allgemeine Geometriesind in Abbildung 5.2 skizziert, Ak1(1) hängt nur vom ersten und Ak2(2) nur vomzweiten Übergang ab.
5.2.1 Die Störfunktion bei elektrischerQuadrupolwechselwirkung
γ1(I1,m2)
γ2(I2,m2)
|I,M〉
|Ii,Mi〉
|If ,Mf〉Ohne EFG Mit EFG
|I1,M1〉|I2,M2〉|I3,M3〉
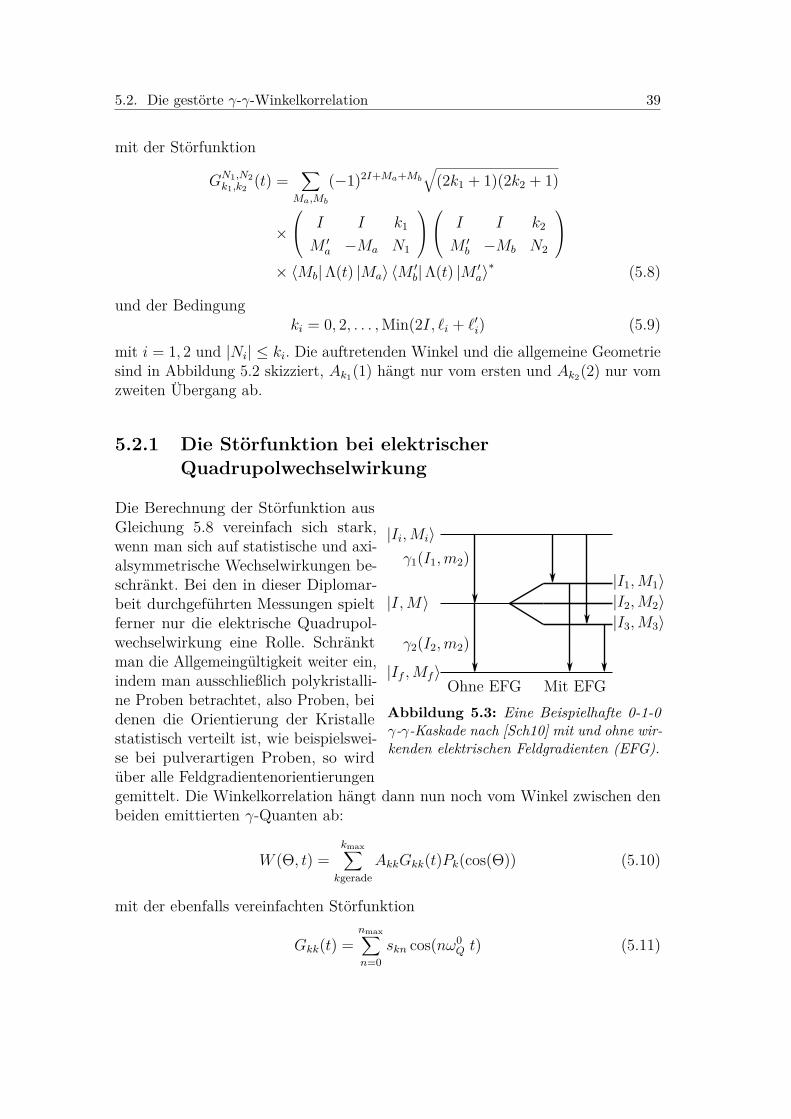
Abbildung 5.3: Eine Beispielhafte 0-1-0γ-γ-Kaskade nach [Sch10] mit und ohne wir-kenden elektrischen Feldgradienten (EFG).
Die Berechnung der Störfunktion ausGleichung 5.8 vereinfach sich stark,wenn man sich auf statistische und axi-alsymmetrische Wechselwirkungen be-schränkt. Bei den in dieser Diplomar-beit durchgeführten Messungen spieltferner nur die elektrische Quadrupol-wechselwirkung eine Rolle. Schränktman die Allgemeingültigkeit weiter ein,indem man ausschließlich polykristalli-ne Proben betrachtet, also Proben, beidenen die Orientierung der Kristallestatistisch verteilt ist, wie beispielswei-se bei pulverartigen Proben, so wirdüber alle Feldgradientenorientierungengemittelt. Die Winkelkorrelation hängt dann nun noch vom Winkel zwischen denbeiden emittierten γ-Quanten ab:
W (Θ, t) =kmax∑kgerade
AkkGkk(t)Pk(cos(Θ)) (5.10)
mit der ebenfalls vereinfachten Störfunktion
Gkk(t) =nmax∑n=0
skn cos(nω0Q t) (5.11)
40 5. Theoretische Grundlagen der PAC
wobei
skn =∑M,M ′
I I k
M ′ −M M −M ′
2
(5.12)
In diesem konkreten und in dieser Arbeit vorliegenden Fall lässt sich die Winkel-korrelation als eine Überlagerung von trigonometrischen Funktionen darstellen,Pk(cos(Θ)) sind die Legendrepolynome. ~ω0
Q ist die kleinste nicht verschwindendeEnergiedifferenz zweier M -Niveaus und
ω0Q = 3ωQ und n = |M2 −M ′2| für I ganzzahlig (5.13)ω0Q = 6ωQ und n = (1/2)|M2 −M ′2| für I halbzahlig (5.14)
mit der Quadrupolfrequenz
ωQ = eQVzz4I(2I − 1)~ (5.15)
und der größten Komponente Vzz des Tensors des elektrischen Feldgradienten.Durch eine Hauptachsentransformation kann man |Vzz| ≥ |Vyy| ≥ |Vxx| erreichenund den elektrischen Feldgradienten wegen seiner Spurfreiheit vollständig durchseine größte Komponente und den sogenannten Asymmetrieparameter darstellen.
η = Vxx − VyyVzz
, (5.16)
η ist ein Maß für die Abweichung des EFG von der Zylindersymmetrie. Akk sinddie sondenkernspezifischen Anisotropiekoeffizienten des Kernzerfalls. Anstelle derQuadrupolfrequenz ωQ wird auch häufig die spinunabhängige Quadrupolkopp-lungskonstante angegeben
νQ = eQVzzh
. (5.17)
5.3 111In als Sondenkern
Es gibt nur einige radioaktive Isotope, die für PAC-Messungen geeignet sind. DieMessung der gestörten γ-γ-Winkelkorrelation stellt eine Reihe von Anforderungenan die Sondenkerne:
Zunächst muss der Kern über eine γ-γ-Kaskade zerfallen, die über ein isomeresNiveau führt. Dieser Zwischenzustand muss eine Lebensdauer zwischen einigenns und einigen µs besitzten. Bei Unterschreiten dieser Grenze lassen sich, wegender endlichen Zeitauflösung der Apparatur, Start- und Stoppquant zeitlich nichtmehr voneinander trennen, Überschreiten der oberen Grenze lässt die zufälligenKoinzidenzen zu stark ansteigen.
5.4. Messdatenanalyse 41
111In
EC
Eγ1 = 171 keV
Eγ2 = 245 keVt1/2 = 85 ns
t1/2 = 2, 83 d 92
+
52
+
72
+
12
+111Cd
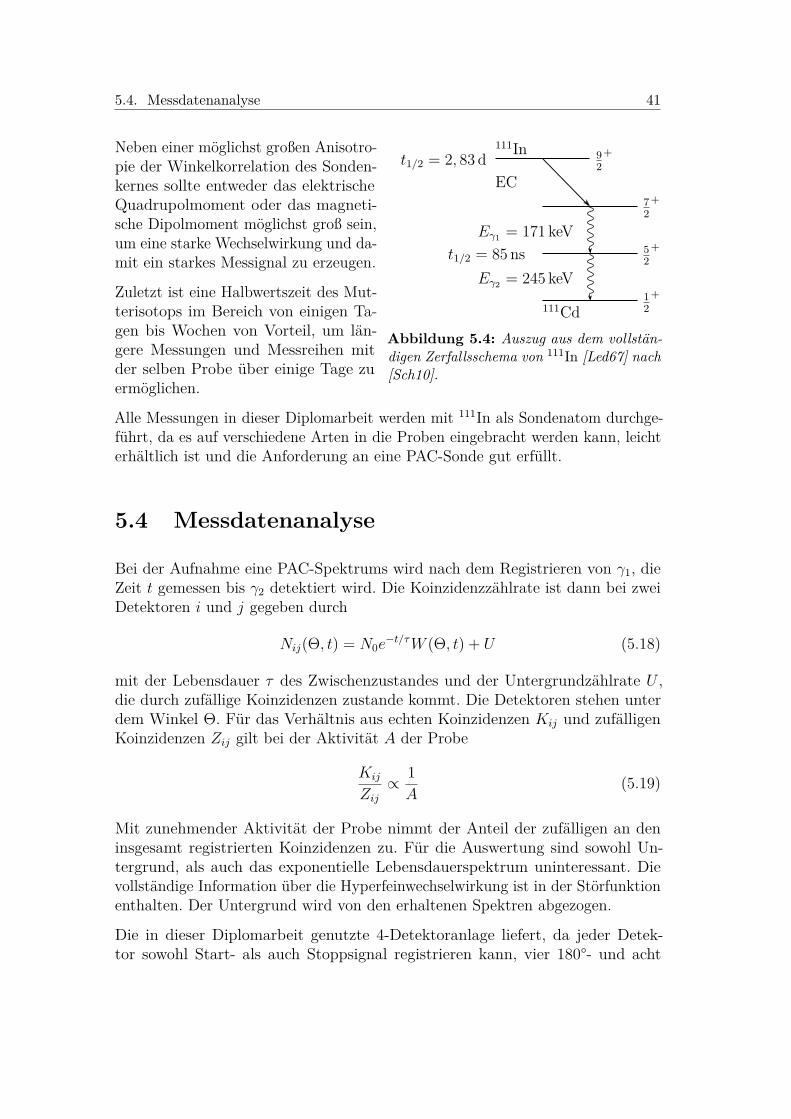
Abbildung 5.4: Auszug aus dem vollstän-digen Zerfallsschema von 111In [Led67] nach[Sch10].
Neben einer möglichst großen Anisotro-pie der Winkelkorrelation des Sonden-kernes sollte entweder das elektrischeQuadrupolmoment oder das magneti-sche Dipolmoment möglichst groß sein,um eine starke Wechselwirkung und da-mit ein starkes Messignal zu erzeugen.
Zuletzt ist eine Halbwertszeit des Mut-terisotops im Bereich von einigen Ta-gen bis Wochen von Vorteil, um län-gere Messungen und Messreihen mitder selben Probe über einige Tage zuermöglichen.
Alle Messungen in dieser Diplomarbeit werden mit 111In als Sondenatom durchge-führt, da es auf verschiedene Arten in die Proben eingebracht werden kann, leichterhältlich ist und die Anforderung an eine PAC-Sonde gut erfüllt.
5.4 Messdatenanalyse
Bei der Aufnahme eine PAC-Spektrums wird nach dem Registrieren von γ1, dieZeit t gemessen bis γ2 detektiert wird. Die Koinzidenzzählrate ist dann bei zweiDetektoren i und j gegeben durch
Nij(Θ, t) = N0e−t/τW (Θ, t) + U (5.18)
mit der Lebensdauer τ des Zwischenzustandes und der Untergrundzählrate U ,die durch zufällige Koinzidenzen zustande kommt. Die Detektoren stehen unterdem Winkel Θ. Für das Verhältnis aus echten Koinzidenzen Kij und zufälligenKoinzidenzen Zij gilt bei der Aktivität A der Probe
Kij
Zij∝ 1A
(5.19)
Mit zunehmender Aktivität der Probe nimmt der Anteil der zufälligen an deninsgesamt registrierten Koinzidenzen zu. Für die Auswertung sind sowohl Un-tergrund, als auch das exponentielle Lebensdauerspektrum uninteressant. Dievollständige Information über die Hyperfeinwechselwirkung ist in der Störfunktionenthalten. Der Untergrund wird von den erhaltenen Spektren abgezogen.
Die in dieser Diplomarbeit genutzte 4-Detektoranlage liefert, da jeder Detek-tor sowohl Start- als auch Stoppsignal registrieren kann, vier 180°- und acht

42 5. Theoretische Grundlagen der PAC
90°-Spektren. Die geometrisch gemittelten 180°- und 90°-Spektren werden zurBerechnung des sogenannten R-Wertes herangezogen
R(t) = 2 N(180°, t)−N(90°, t)N(180°, t) + 2N(90°, t) (5.20)
Bei dieser Berechnung fallen leicht differierende Ansprechwahrscheinlichkeiten,Raumwinkelabdeckungen und ungenaue Zentrierung in erster Näherung heraus.Auch die exponentielle Lebensdauerkurve des Zwischenzustandes tritt nicht mehrauf. Die Berechnung des R-Wertes erfolgt, genau wie die Untergrundkorrektur,mit dem Programm Showfit von [Rus01].
Für den speziellen Fall, dass die Feldgradienten axialsymmetrisch und statistischverteilt sind vereinfach sich die Winkelkorrelation zu
W (Θ, t) = 1 + A22G22(t)P2(cos(Θ)) + . . . (5.21)
wobei die Terme mit k ≥ 2 für 111In zu vernachlässigen sind. Mit der weiterenNäherung |A44| 1 erhält man für den R-Wert
R(t) ≈ A22G22(t) (5.22)
der jetzt nur noch die Störfunktion, die die stattfindende Wechselwirkung voll-ständig beschreibt, sowie den kernspezifischen Anisotropiekoeffizienten enthält.
Ursprung der Störfunktion sind lokale Felder am Ort der Sondenkerne, die abernicht immer identisch sind. Die Störfunktion setzt sich somit aus einer Über-lagerung unterschiedlicher Störungen zusammen, die, mit fα gewichtet, addiertwerden.
G(t) =∑α
fαGα(t) mit∑α
fα = 1 (5.23)
Die theoretische Störfunktion kann mit dem Programm Nightmare von [Néd07]an die gemessenen Daten angepasst werden. Dazu werden die Anteile der Stör-funktionen fα, deren Frequenzen ωQ,α und deren Dämpfung δα sowie der Asym-metrieparameter η angepasst. Eine Dämpfung tritt bei leicht unterschiedlichenFeldgradienten, die zur gleichen Komponente gehören, auf.
Über eine multiplikative Konstante kann die Änderung der Anisotropiekoeffizien-ten, die duch Streuung an Teilen des Aufbaus wie Heizer und oberer Ofenumman-telung stattfindet korrigiert werden.
6. Erste Messungen
Zusätzlich zu den konstruktiven Teilen dieser Diplomarbeit werden einige PAC-Messungen durchgeführt. Durch Untersuchung des Schmelzpunktes der ElementeAl, Sb und Zn wird das Temperaturverhalten des PAC-Ofens genauer untersucht.
6.1 Probenpräparation
Die Probenpräparation unterscheidet sich vor allem in der Art, wie die 111In-Sonden in die Proben eingebracht werden. Das 111In wird als InCl3-Lösung vonder Firma Covidien1 bezogen. Dieses Kapitel erklärt die beiden genutzten Artender Einbringung von 111In in die Probe und eine eventuell erforderliche Nachbe-handlung der Proben.
6.1.1 Implantation und Ausheilen
Die Ionenimplantationen finden alle am Bonner Isotopenseparator statt. Dabeiwird das flüssige InCl3 zunächst verdampft und ionisiert. Die Indiumionen werdendann auf bis zu 80 keV beschleunigt und durchlaufen dann einen Separations-magneten wo diese nach dem Verhältnis von Ladung zu Masse selektiert werden.Durch einen weiteren Beschleunigungsschritt kann die Implantationsenergie aufbis zu 160 keV erhöht werden.
Für die durchzuführenden Messungen wird eine Sb- und eine In-Probe mit ei-ner Beschleunigungsenergie von 60 keV unter einem Implantationswinkel von 7°implantiert. Die hierbei entstehenden Implantationsschäden können durch ei-ne Steigerung der Defektdiffusionsrate durch thermische Aktivierung ausgeheiltwerden. Die Sb-Probe wird fünf Minuten in der RTA-Anlage (Rapid ThermalAnnealing) bei 433 unter N2-Fluss ausgeheilt. In dieser wird die Temperatursehr schnell auf die Ausheilungstemperatur geregelt und nach dem Ausheilvorgangschnell wieder gesenkt.
Wegen des niedrigen Schmelzpunktes von In, wird die Indiumprobe nach dem Ein-schmelzen in ein Quarzglasröhrchen eine Stunde in kochendem Wasser ausgeheilt.
1 Covidien Deutschland GmbH, Gewerbepark 1, 93333 Neustadt an der Donau
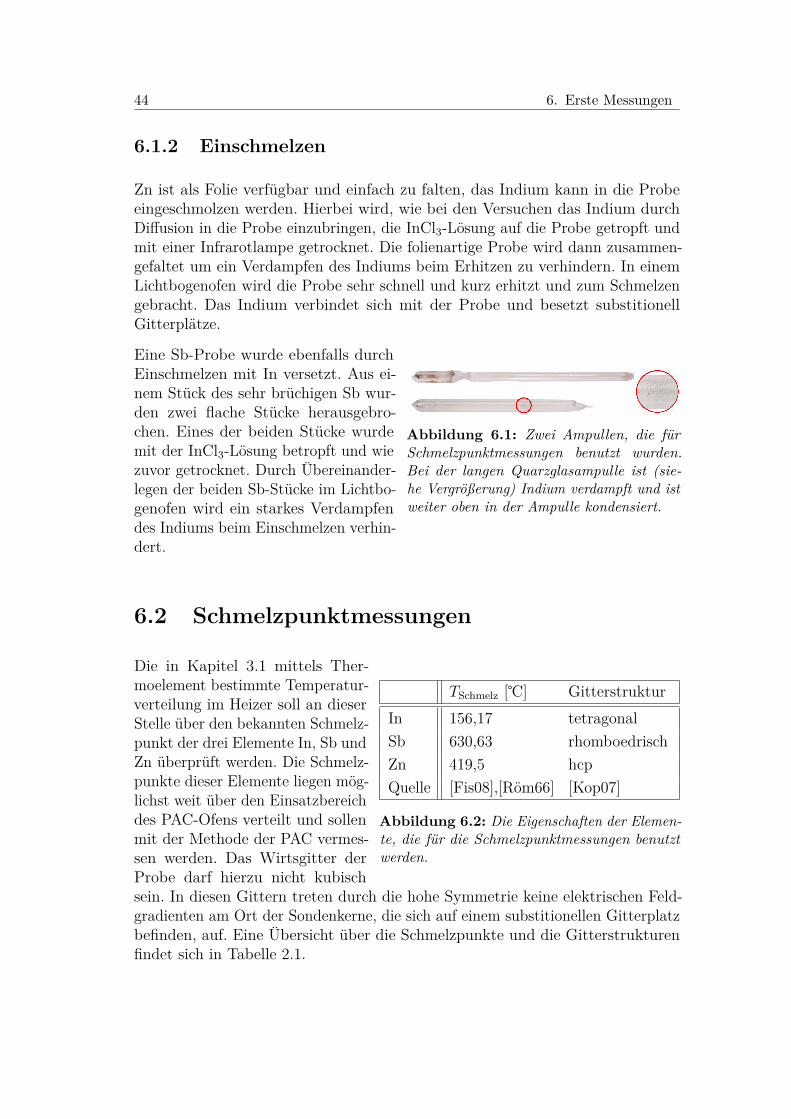
44 6. Erste Messungen
6.1.2 Einschmelzen
Zn ist als Folie verfügbar und einfach zu falten, das Indium kann in die Probeeingeschmolzen werden. Hierbei wird, wie bei den Versuchen das Indium durchDiffusion in die Probe einzubringen, die InCl3-Lösung auf die Probe getropft undmit einer Infrarotlampe getrocknet. Die folienartige Probe wird dann zusammen-gefaltet um ein Verdampfen des Indiums beim Erhitzen zu verhindern. In einemLichtbogenofen wird die Probe sehr schnell und kurz erhitzt und zum Schmelzengebracht. Das Indium verbindet sich mit der Probe und besetzt substitionellGitterplätze.
Abbildung 6.1: Zwei Ampullen, die fürSchmelzpunktmessungen benutzt wurden.Bei der langen Quarzglasampulle ist (sie-he Vergrößerung) Indium verdampft und istweiter oben in der Ampulle kondensiert.
Eine Sb-Probe wurde ebenfalls durchEinschmelzen mit In versetzt. Aus ei-nem Stück des sehr brüchigen Sb wur-den zwei flache Stücke herausgebro-chen. Eines der beiden Stücke wurdemit der InCl3-Lösung betropft und wiezuvor getrocknet. Durch Übereinander-legen der beiden Sb-Stücke im Lichtbo-genofen wird ein starkes Verdampfendes Indiums beim Einschmelzen verhin-dert.
6.2 Schmelzpunktmessungen
TSchmelz [] GitterstrukturIn 156,17 tetragonalSb 630,63 rhomboedrischZn 419,5 hcpQuelle [Fis08],[Röm66] [Kop07]
Abbildung 6.2: Die Eigenschaften der Elemen-te, die für die Schmelzpunktmessungen benutztwerden.
Die in Kapitel 3.1 mittels Ther-moelement bestimmte Temperatur-verteilung im Heizer soll an dieserStelle über den bekannten Schmelz-punkt der drei Elemente In, Sb undZn überprüft werden. Die Schmelz-punkte dieser Elemente liegen mög-lichst weit über den Einsatzbereichdes PAC-Ofens verteilt und sollenmit der Methode der PAC vermes-sen werden. Das Wirtsgitter derProbe darf hierzu nicht kubischsein. In diesen Gittern treten durch die hohe Symmetrie keine elektrischen Feld-gradienten am Ort der Sondenkerne, die sich auf einem substitionellen Gitterplatzbefinden, auf. Eine Übersicht über die Schmelzpunkte und die Gitterstrukturenfindet sich in Tabelle 2.1.
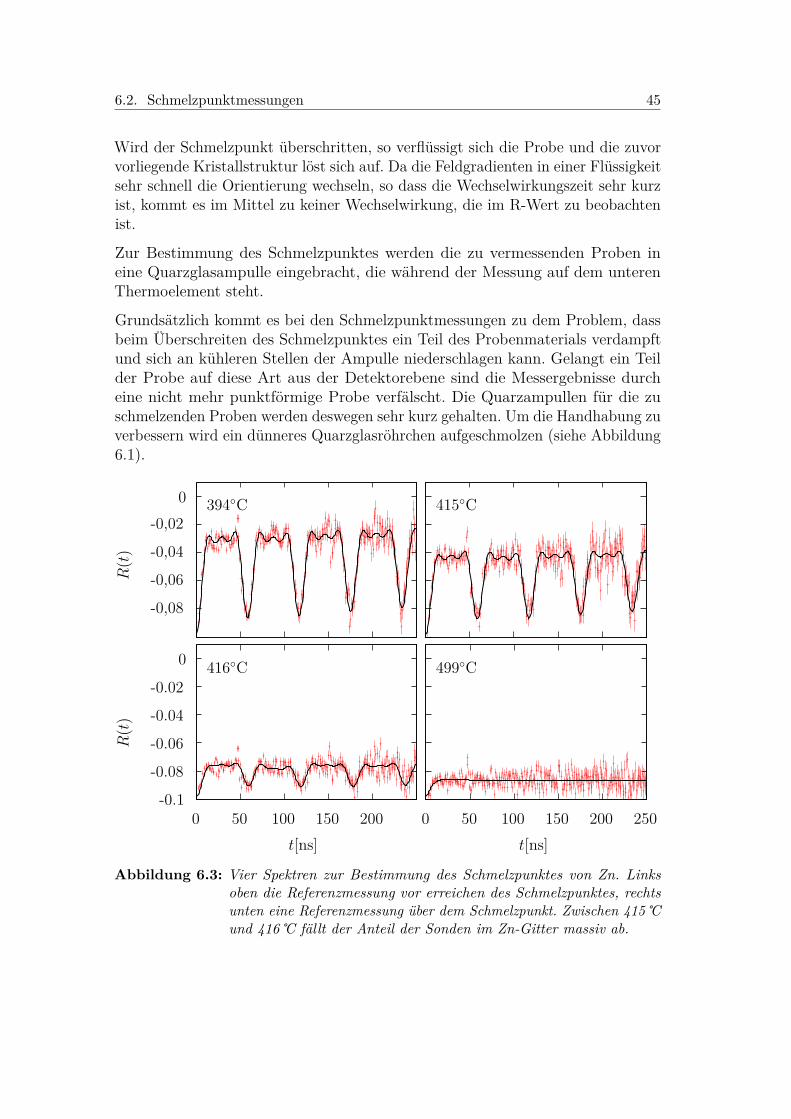
6.2. Schmelzpunktmessungen 45
Wird der Schmelzpunkt überschritten, so verflüssigt sich die Probe und die zuvorvorliegende Kristallstruktur löst sich auf. Da die Feldgradienten in einer Flüssigkeitsehr schnell die Orientierung wechseln, so dass die Wechselwirkungszeit sehr kurzist, kommt es im Mittel zu keiner Wechselwirkung, die im R-Wert zu beobachtenist.
Zur Bestimmung des Schmelzpunktes werden die zu vermessenden Proben ineine Quarzglasampulle eingebracht, die während der Messung auf dem unterenThermoelement steht.
Grundsätzlich kommt es bei den Schmelzpunktmessungen zu dem Problem, dassbeim Überschreiten des Schmelzpunktes ein Teil des Probenmaterials verdampftund sich an kühleren Stellen der Ampulle niederschlagen kann. Gelangt ein Teilder Probe auf diese Art aus der Detektorebene sind die Messergebnisse durcheine nicht mehr punktförmige Probe verfälscht. Die Quarzampullen für die zuschmelzenden Proben werden deswegen sehr kurz gehalten. Um die Handhabung zuverbessern wird ein dünneres Quarzglasröhrchen aufgeschmolzen (siehe Abbildung6.1).
-0,08
-0,06
-0,04
-0,020
-0.1
-0.08
-0.06
-0.04
-0.02
0
0 50 100 150 200 0 50 100 150 200 250t[ns]
R(t
)R
(t)
t[ns]
394C
416C
415C
499C
Abbildung 6.3: Vier Spektren zur Bestimmung des Schmelzpunktes von Zn. Linksoben die Referenzmessung vor erreichen des Schmelzpunktes, rechtsunten eine Referenzmessung über dem Schmelzpunkt. Zwischen 415und 416 fällt der Anteil der Sonden im Zn-Gitter massiv ab.
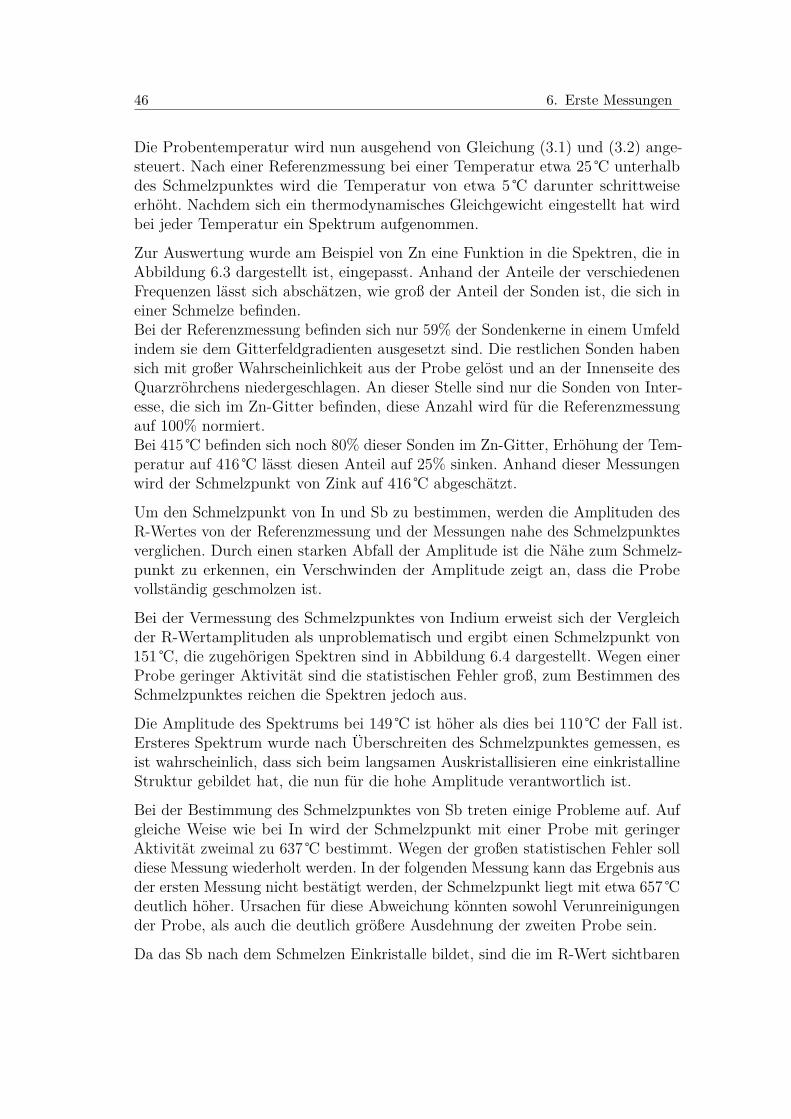
46 6. Erste Messungen
Die Probentemperatur wird nun ausgehend von Gleichung (3.1) und (3.2) ange-steuert. Nach einer Referenzmessung bei einer Temperatur etwa 25 unterhalbdes Schmelzpunktes wird die Temperatur von etwa 5 darunter schrittweiseerhöht. Nachdem sich ein thermodynamisches Gleichgewicht eingestellt hat wirdbei jeder Temperatur ein Spektrum aufgenommen.
Zur Auswertung wurde am Beispiel von Zn eine Funktion in die Spektren, die inAbbildung 6.3 dargestellt ist, eingepasst. Anhand der Anteile der verschiedenenFrequenzen lässt sich abschätzen, wie groß der Anteil der Sonden ist, die sich ineiner Schmelze befinden.Bei der Referenzmessung befinden sich nur 59% der Sondenkerne in einem Umfeldindem sie dem Gitterfeldgradienten ausgesetzt sind. Die restlichen Sonden habensich mit großer Wahrscheinlichkeit aus der Probe gelöst und an der Innenseite desQuarzröhrchens niedergeschlagen. An dieser Stelle sind nur die Sonden von Inter-esse, die sich im Zn-Gitter befinden, diese Anzahl wird für die Referenzmessungauf 100% normiert.Bei 415 befinden sich noch 80% dieser Sonden im Zn-Gitter, Erhöhung der Tem-peratur auf 416 lässt diesen Anteil auf 25% sinken. Anhand dieser Messungenwird der Schmelzpunkt von Zink auf 416 abgeschätzt.
Um den Schmelzpunkt von In und Sb zu bestimmen, werden die Amplituden desR-Wertes von der Referenzmessung und der Messungen nahe des Schmelzpunktesverglichen. Durch einen starken Abfall der Amplitude ist die Nähe zum Schmelz-punkt zu erkennen, ein Verschwinden der Amplitude zeigt an, dass die Probevollständig geschmolzen ist.
Bei der Vermessung des Schmelzpunktes von Indium erweist sich der Vergleichder R-Wertamplituden als unproblematisch und ergibt einen Schmelzpunkt von151, die zugehörigen Spektren sind in Abbildung 6.4 dargestellt. Wegen einerProbe geringer Aktivität sind die statistischen Fehler groß, zum Bestimmen desSchmelzpunktes reichen die Spektren jedoch aus.
Die Amplitude des Spektrums bei 149 ist höher als dies bei 110 der Fall ist.Ersteres Spektrum wurde nach Überschreiten des Schmelzpunktes gemessen, esist wahrscheinlich, dass sich beim langsamen Auskristallisieren eine einkristallineStruktur gebildet hat, die nun für die hohe Amplitude verantwortlich ist.
Bei der Bestimmung des Schmelzpunktes von Sb treten einige Probleme auf. Aufgleiche Weise wie bei In wird der Schmelzpunkt mit einer Probe mit geringerAktivität zweimal zu 637 bestimmt. Wegen der großen statistischen Fehler solldiese Messung wiederholt werden. In der folgenden Messung kann das Ergebnis ausder ersten Messung nicht bestätigt werden, der Schmelzpunkt liegt mit etwa 657deutlich höher. Ursachen für diese Abweichung könnten sowohl Verunreinigungender Probe, als auch die deutlich größere Ausdehnung der zweiten Probe sein.
Da das Sb nach dem Schmelzen Einkristalle bildet, sind die im R-Wert sichtbaren

6.2. Schmelzpunktmessungen 47
Frequenzen stark von der Orientierung der Probe bezüglich der Detektoren abhän-gig. Bereits ein geringes Bewegen der Probe führt zu vollkommen anderen Spektrenund erschwert die Vergleichbarkeit der Spektren von verschiedenen Messungen.Zwei Spektren sind in Abbildung 6.5 dargestellt.
An vorhergehender Diskussion ist zu erkennen, dass im PAC-Ofen ein Schmelzbe-reich auftritt. Die Probe schmilzt nicht bei einer bestimmten Temperatur sondernerst sukzesssive mit schrittweise erhöhter Temperatur. Dieser Effekt ist auf dieendliche Ausdehnung der Probe und den im Ofen herrschenden Temperaturgradi-enten zurückzuführen. Eine obere Grenze für den Temperaturgradienten auf derProbe ist anhand der ausgewerteten Spektren mit 10 anzugeben. Eine genauereBestimmung des Temperaturgradienten erfordert zusätzliche Messungen, die imRahmen dieser Diplomarbeit nicht mehr durchgeführt werden können.
Die Messung der Schmelzpunkte bestätigen die Vorhersagen aus Gleichung (3.1)und (3.2). Bei einer Messung kommt es aus einem ungeklärten Grund zu einerstärkeren Abweichung von der vorhergesagten Schmelztemperatur. Alle in diesemKapitel bestimmten Schmelzpunkte sind in Abbildung 3.4 eingetragen.
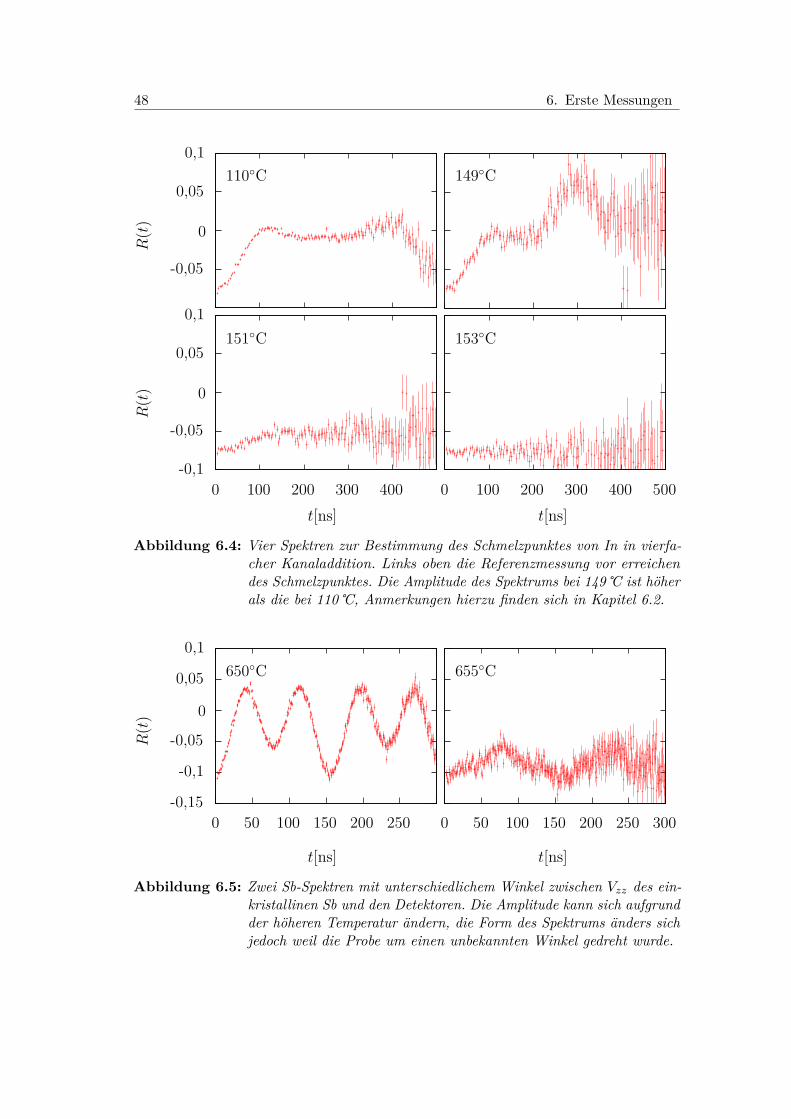
48 6. Erste Messungen
-0,05
0
0,05
0,1
-0,05
-0,1
0
0,05
0,1
0 100 200 300 400 0 100 200 300 400 500t[ns]
R(t
)R
(t)
t[ns]
110C
151C
149C
153C
Abbildung 6.4: Vier Spektren zur Bestimmung des Schmelzpunktes von In in vierfa-cher Kanaladdition. Links oben die Referenzmessung vor erreichendes Schmelzpunktes. Die Amplitude des Spektrums bei 149 ist höherals die bei 110, Anmerkungen hierzu finden sich in Kapitel 6.2.
-0,15
-0,1
-0,05
0
0,05
0,1
0 50 100 150 200 250 0 50 100 150 200 250 300
t[ns]
R(t
)
t[ns]
650C 655C
Abbildung 6.5: Zwei Sb-Spektren mit unterschiedlichem Winkel zwischen Vzz des ein-kristallinen Sb und den Detektoren. Die Amplitude kann sich aufgrundder höheren Temperatur ändern, die Form des Spektrums änders sichjedoch weil die Probe um einen unbekannten Winkel gedreht wurde.
7. Zusammenfassung
Die vorliegende Arbeit beschreibt die Konstruktion und den Test eines Hochtem-peraturmessofens. Dieser basiert auf einem bereits vorhandenen Gerät, dessenAufbau im Rahmen dieser Diplomarbeit verbessert wurde. Zu diesen Verbesserun-gen gehört vor allem die Elektrodenhalterung, welche für eine deutlich erhöhteStabilität der Elektroden sorgt und damit die Zentrierung von Heizer und Probeim PAC-Ofen deutlich verbessert. Eine genauere Ausrichtung der Detektoren aufdie Probe ist somit möglich.
Mit einer weiteren Thermoelementdurchführung, die auf die obere Ofenummantel-ung aufgebracht wird, ist eine exakte Positionierung eines Thermoelements direktan der zu vermessenden einkristallinen Probe möglich. Neben diesen direkt fürden Versuch relevanten Optimierungen, werden einige kleine Verbesserungen wiezum Beispiel eine stabile Zugentlastungen konstruiert, die den Versuchsablaufvereinfachen oder Beschädigungen am Aufbau zu vermeiden helfen.
Die Baupläne aller konstruierten Teile, auch derer an denen keine Verbesserungenvorgenommen werden, liegen nun in digitaler Form sowohl für Autodesk Inventor,als auch als pdf-Datei und erstmals in einer Arbeit gesammelt vor.
Das Temperaturprofil des schon eine längere Zeit zum Einsatz kommenden Gra-phitheizers wird bei verschiedenen Temperaturen zwischen 100 und 900vermessen und die optimale Probenposition im Heizer bestimmt.
Das Temperaturverhalten des PAC-Ofens bei Messungen mit Quarzglasampul-len wird über den vollen Temperatureinsatzbereich diskutiert. Hierbei kommtzunächst ein Thermoelement zum Einsatz, um den Unterschied zwischen ange-steuerter und tatsächlich an der Probe herrschender Temperatur zu bestimmen.Der gefundene Zusammenhang wird durch Vermessung der Schmelzpunkte vondrei (Halb-)Metallen überprüft. Diese Messungen finden unter realistischen Ver-suchsbedingungen statt und werden mit der Technik der PAC ausgewertet. DieBildung von Einkristallen beim Rekristallisieren erschwert die Auswertung anhandder beobachteten PAC-Spektren.
Bei den durchgeführten Messungen werden Abweichungen zwischen Probentempe-ratur und angesteuerter Temperatur gefunden, die etwa 7 betragen.
Bei den Untersuchungen des Temperaturprofils des Heizer fällt eine Temperatur-anisotropie des Heizers auf. Die Ursache hiervon wird ausführlich untersucht, eine

50 7. Zusammenfassung
Reduktion der Fertigungstoleranzen als Verbesserung vorgeschlagen.
Neben der Konstruktion des Hochtemperaturmessofens wird eine vorhandene4-Detektoranlage vollständig umgebaut. Zusätzlich zu den Messungen mit demPAC-Ofen sind alternativ Messungen mit beiden im Labor zur Verfügung ste-henden Kryostaten oder bei Raumtemperatur, ohne einen der beiden Apparate,möglich. Im Rahmen des Umbaus wurden auch an der 4-Detektoranlage eineReihe von Verbesserungen, wie Lineale zur genauen und reproduzierbaren Detek-torpositionierung, angebracht.
Im Rahmen dieser Arbeit wurde ein PAC-Messplatz errichtet der, durch die bereitsvorhandenen Kryostaten und den neu konstruierten PAC-Ofen, Winkelkorrela-tionsmessungen in einem Temperaturbereich zwischen 12K und 1500K ohneaufwändigen Umbau der Apparatur erlaubt.
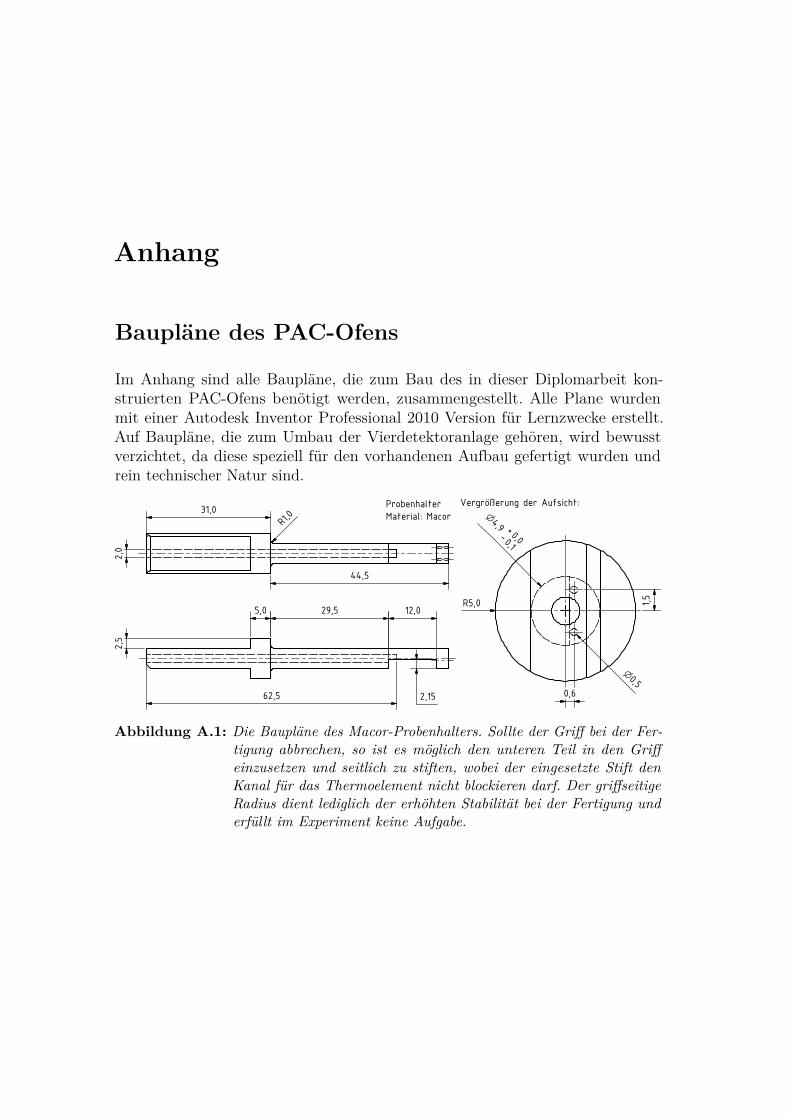
Anhang
Baupläne des PAC-Ofens
Im Anhang sind alle Baupläne, die zum Bau des in dieser Diplomarbeit kon-struierten PAC-Ofens benötigt werden, zusammengestellt. Alle Plane wurdenmit einer Autodesk Inventor Professional 2010 Version für Lernzwecke erstellt.Auf Baupläne, die zum Umbau der Vierdetektoranlage gehören, wird bewusstverzichtet, da diese speziell für den vorhandenen Aufbau gefertigt wurden undrein technischer Natur sind.
R5,0
4,9n
-0,1
0,0+
n0,5
0,6
1,5
2,5
5,0 29,5 12,0
62,5 2,15
2,0
R1,0
31,0
44,5
Probenhalter
Material: Macor
Vergrößerung der Aufsicht:
Abbildung A.1: Die Baupläne des Macor-Probenhalters. Sollte der Griff bei der Fer-tigung abbrechen, so ist es möglich den unteren Teil in den Griffeinzusetzen und seitlich zu stiften, wobei der eingesetzte Stift denKanal für das Thermoelement nicht blockieren darf. Der griffseitigeRadius dient lediglich der erhöhten Stabilität bei der Fertigung underfüllt im Experiment keine Aufgabe.
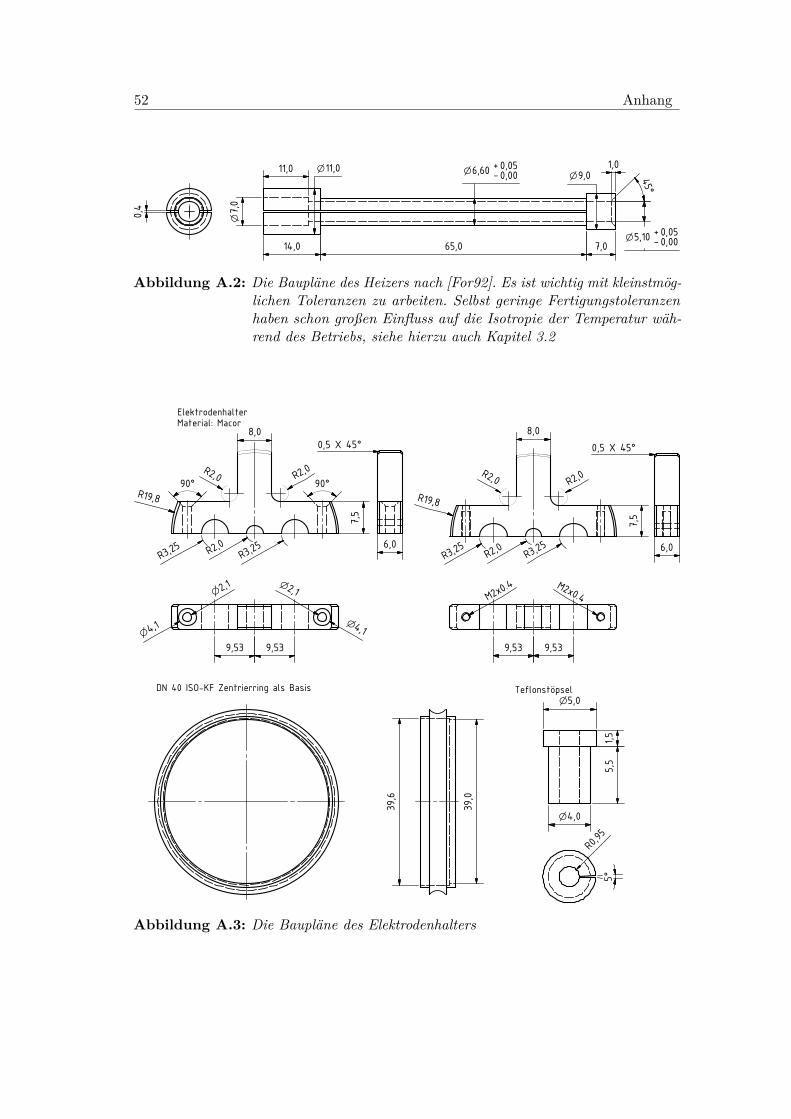
52 Anhang
Abbildung A.2: Die Baupläne des Heizers nach [For92]. Es ist wichtig mit kleinstmög-lichen Toleranzen zu arbeiten. Selbst geringe Fertigungstoleranzenhaben schon großen Einfluss auf die Isotropie der Temperatur wäh-rend des Betriebs, siehe hierzu auch Kapitel 3.2
R3,25 R2
,0R3
,25
R2,0R2,0
7,5
8,0
90°90°R19,8
R3,25 R2
,0R3
,25
R2,0 R2,0
7,5
8,0
R19,8
0,5 X 45°
6,0
0,5 X 45°
6,0
39,6
39,0
n2,1
n4,1
n2,1
n4,1
9,53 9,53
M2x0.4 M2x0.4
9,53 9,53
ElektrodenhalterMaterial: Macor
DN 40 ISO-KF Zentrierring als Basis
R0,95
5°
n5,0
n4,0
5,5
1,5
Teflonstöpsel
Abbildung A.3: Die Baupläne des Elektrodenhalters
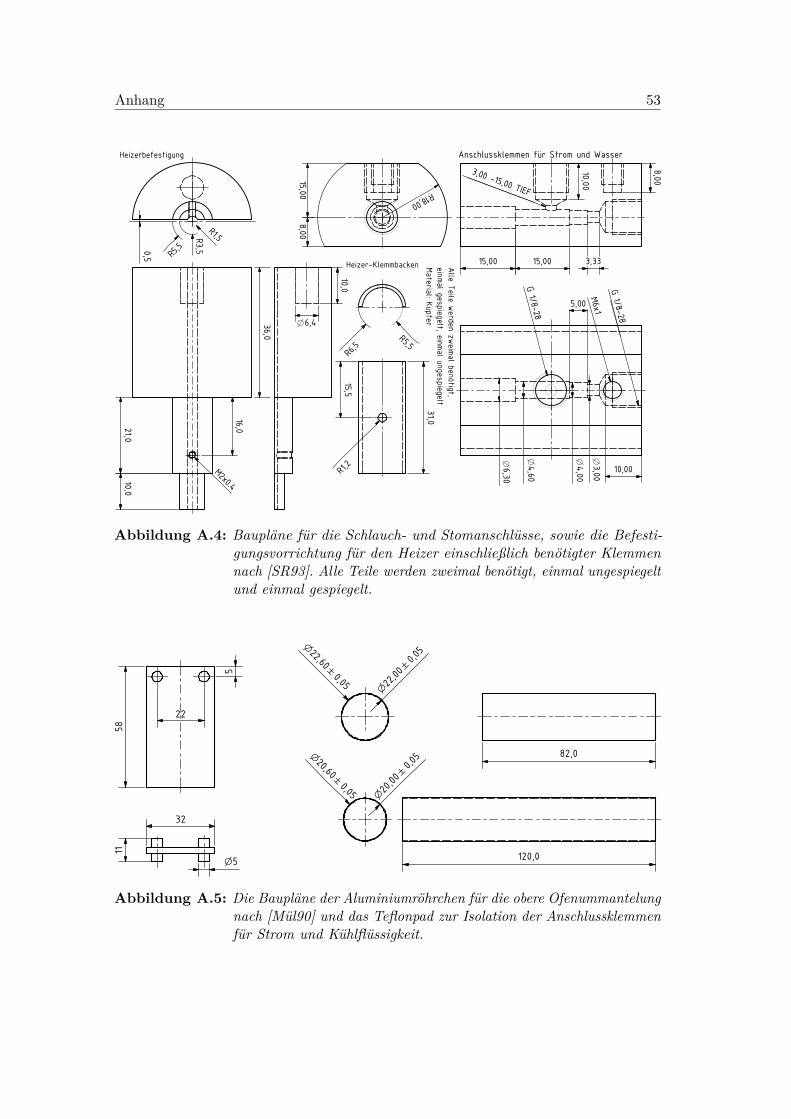
Anhang 53
R18,00
15,00
8,00
G1/8-28
M6x1
6,30
n
4,60
n
3,00
n
4,00
n
10,00
G1/8-28
5,00
3,00 -15,00 TIEF
10,00
8,00
15,00 15,00 3,33
6,4n
10,0
0,5
R3,5
R5,5
R1,5
10,0
21,0
36,0
M2x0.416,0
R5,5R6,5
31,0
R1,2
15,5
Anschlussklemmen für Strom und Wasser
Heizer-Klemmbacken
Heizerbefestigung
Alle
Teile
werd
en z
weim
al b
enötig
t,
einmal g
espiegelt, e
inmal u
ngespiegelt
Mate
rial: K
upfe
r
Abbildung A.4: Baupläne für die Schlauch- und Stomanschlüsse, sowie die Befesti-gungsvorrichtung für den Heizer einschließlich benötigter Klemmennach [SR93]. Alle Teile werden zweimal benötigt, einmal ungespiegeltund einmal gespiegelt.
Abbildung A.5: Die Baupläne der Aluminiumröhrchen für die obere Ofenummantelungnach [Mül90] und das Teflonpad zur Isolation der Anschlussklemmenfür Strom und Kühlflüssigkeit.
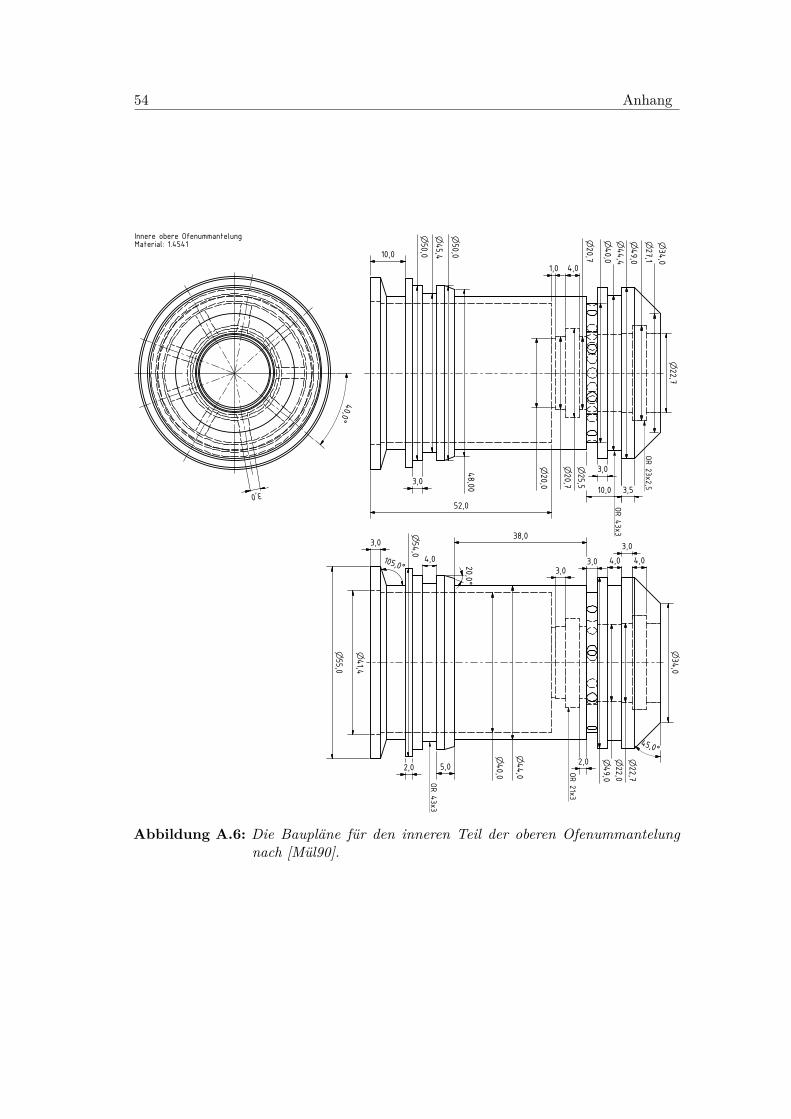
54 Anhang
40,0
°
3,0
3,0
41,4
n
55,0
n
40,0
n
2,0
105,0° 20,0°
4,0
44,0
n
3,03,0
2,0
4,0
22,0
n22,7
n
3,0
4,0
45,0°
38,0
5,0
54,0
n
49,0
n
34,0
n
OR 4
3x3
OR 2
1x3
10,0
50,0
n45,4
n
3,0
50,0
n
52,0
1,0 4,0
20,0
n
20,7
n
40,0
n
3,0
20,7
n
44,4
n
10,0
49,0
n
3,5
22,7
n
25,5
n
48,00
27,1
n34,0
n
OR 4
3x3
OR 2
3x2,5
Innere obere OfenummantelungMaterial: 1.4541
Abbildung A.6: Die Baupläne für den inneren Teil der oberen Ofenummantelungnach [Mül90].
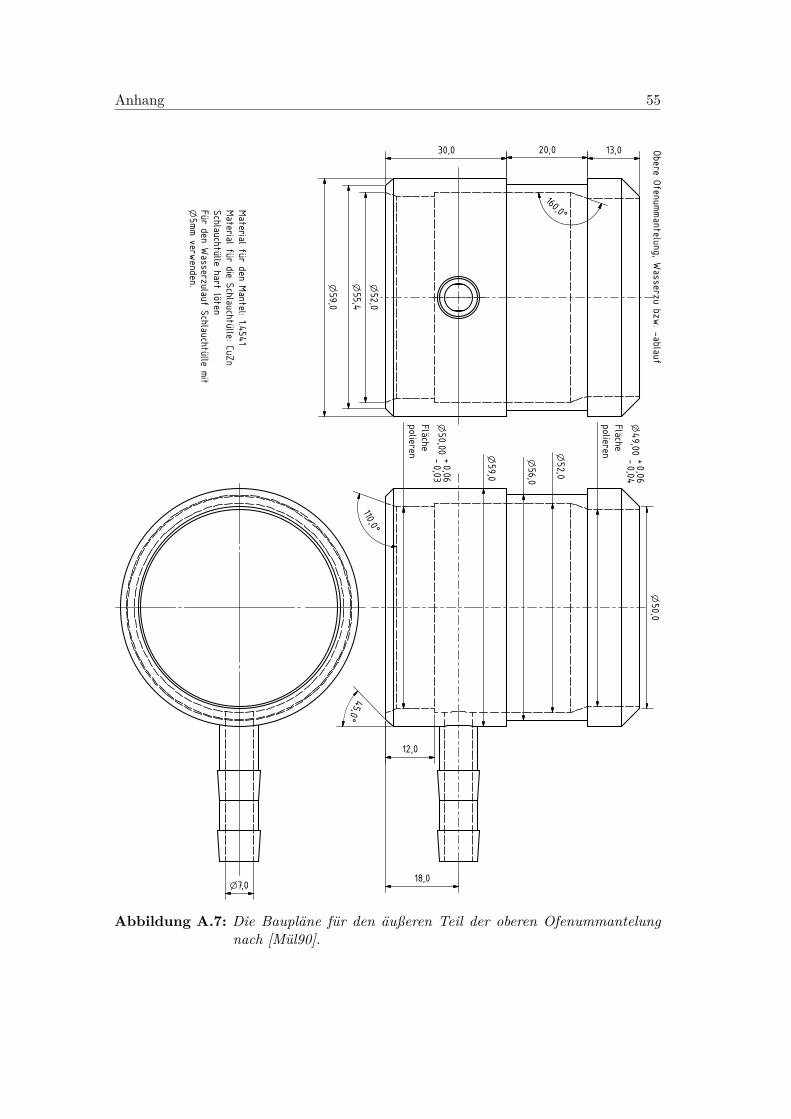
Anhang 55
n7,0
52,0
n
59,0
n
55,4
n
13,0
160,0°
20,030,0
110,0°
45,0°
50,00-0,03
0,06
+nFläch
e
polie
ren
52,0
n
49,00-0,04
0,06
+nFläch
e
polie
ren
18,0
56,0
n59,0
n
50,0
n
12,0
Mate
rialfü
rden
Mante
l:1.4
541
Mate
rialfü
rdie
Sch
lauch
tülle
:CuZn
Sch
lauch
tülle
hart
löte
n
Fürden
Wasserz
ulaufSch
lauch
tülle
mit
n5mm
verw
enden.
Obere
Ofe
nummante
lung, W
asserz
u b
zw. -
ablauf
Abbildung A.7: Die Baupläne für den äußeren Teil der oberen Ofenummantelungnach [Mül90].
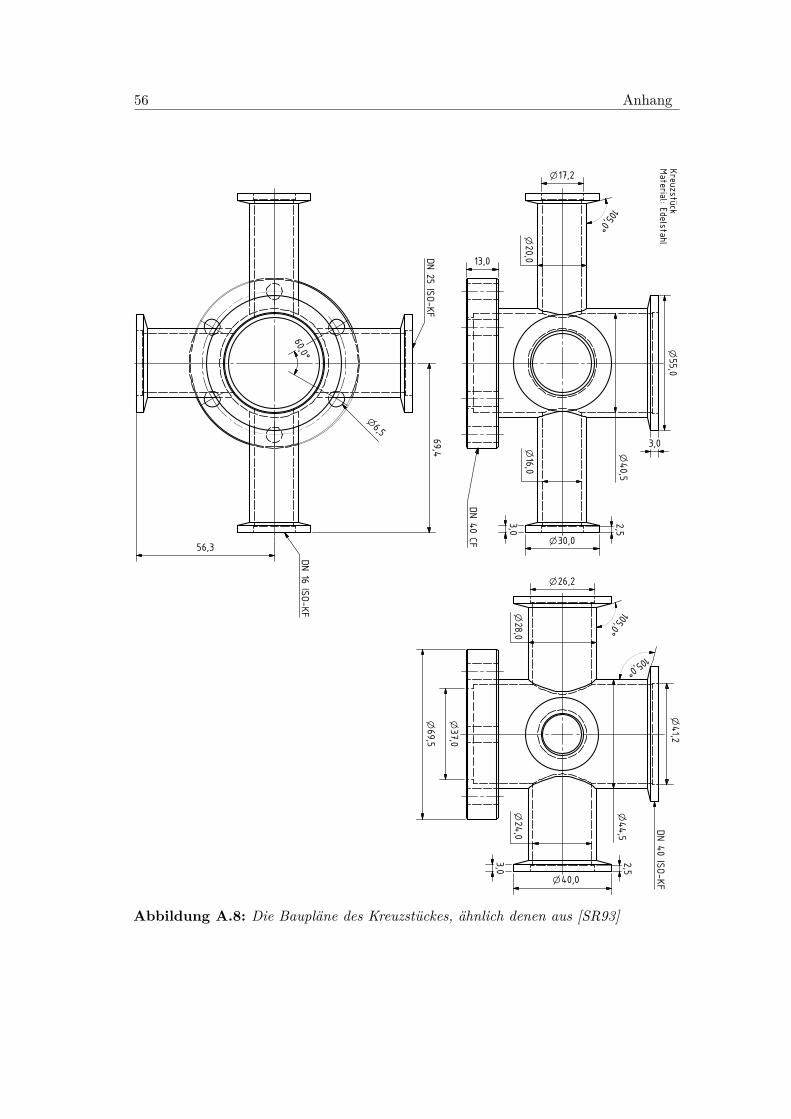
56 Anhang
6,5n
69,4
56,3
60,0°
DN
25
ISO-KF
DN
16ISO-KF
55,0
n
2,5
3,0
30,0n
3,0
17,2n105,0°
16,0
n20,0
n13,0
40,5
n
DN
40
CF
40,0n
3,0
2,5
105,0°
24,0
n28,0
n
105,0°
44,5
n
26,2n
37,0
n
DN
40
ISO-KF
41,2
n
69,5
n
Kre
uzstü
ckMate
rial: E
delsta
hl
Abbildung A.8: Die Baupläne des Kreuzstückes, ähnlich denen aus [SR93]
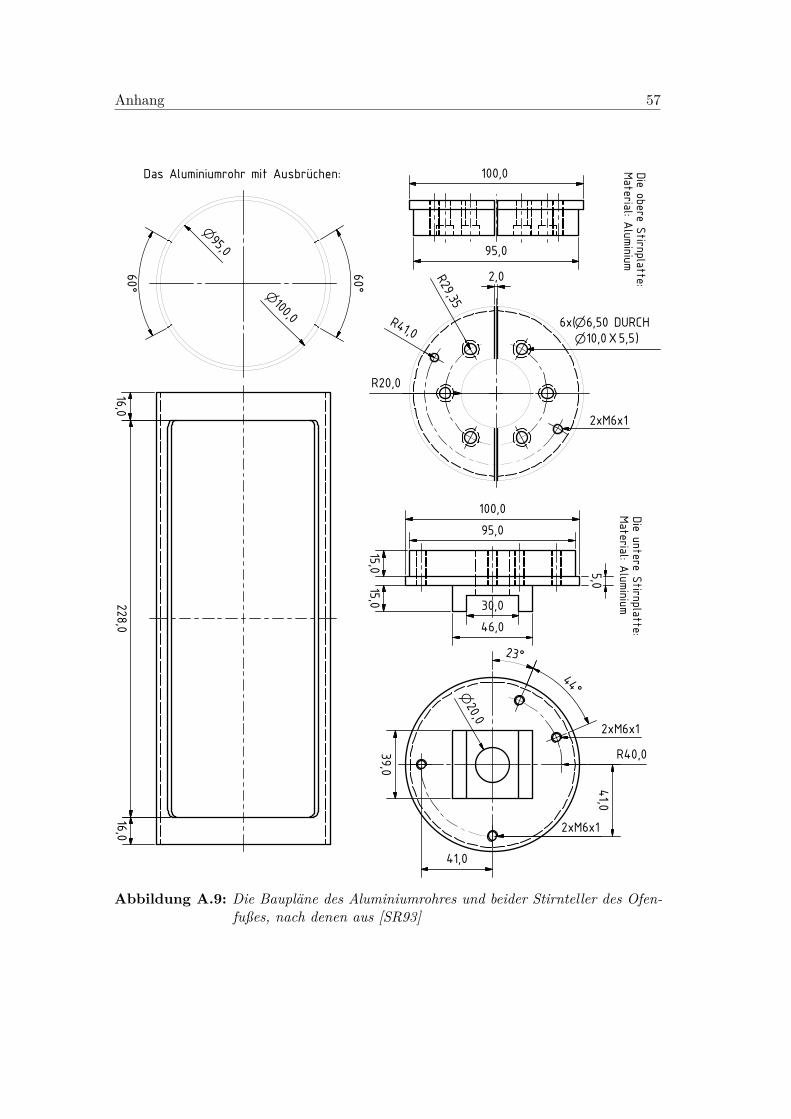
Anhang 57
16,0
16,0
39,0
30,0
20,0
46,0
228,0
15,0
15,0
5,0
2xM6x1
2xM6x1
41,0
41,0
95,0
100,0
R20,0
R41,0
R29,35
95,0
100,0
2,0
6x( 6,50 DURCH
10,0X5,5)
2xM6x1
60°
60°
95,0
100,0
Das Aluminiumrohr mit Ausbrüchen:
44°
23°
R40,0
nn
n
n
n
Mate
rial: A
luminium
Die o
bere
Stirn
platte
:Mate
rial: A
luminium
Die u
nte
re S
tirnplatte
:
Abbildung A.9: Die Baupläne des Aluminiumrohres und beider Stirnteller des Ofen-fußes, nach denen aus [SR93]
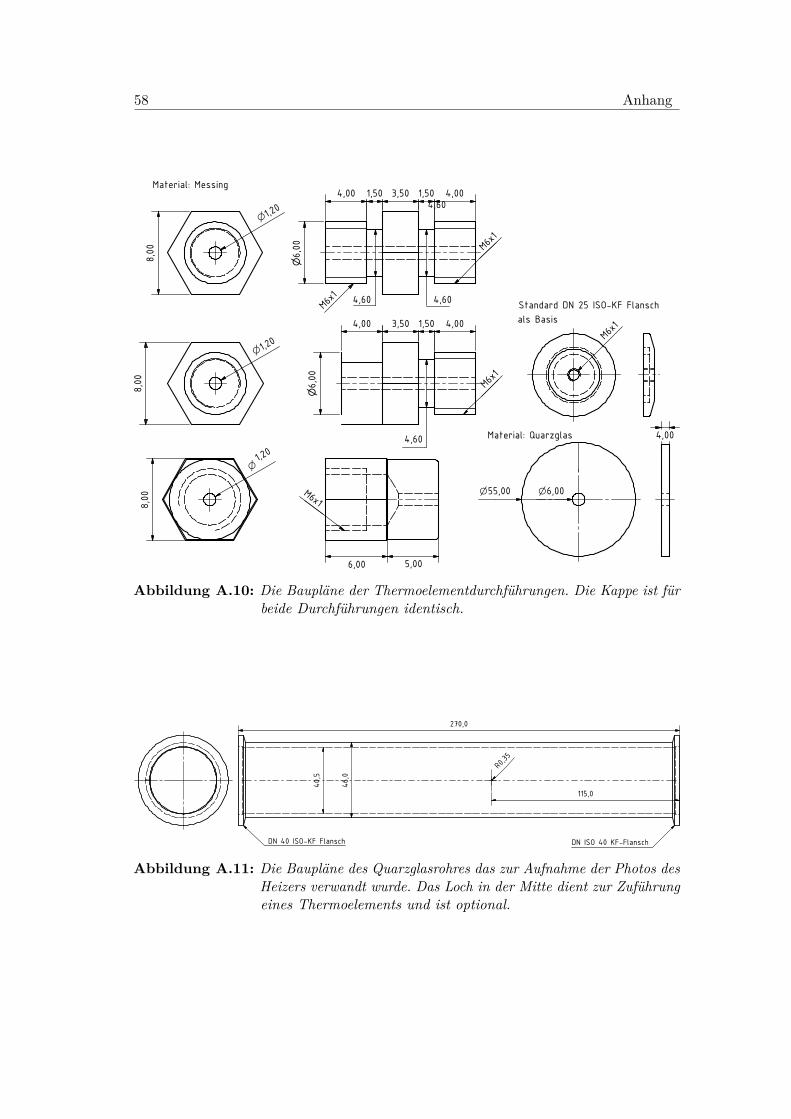
58 Anhang
Abbildung A.10: Die Baupläne der Thermoelementdurchführungen. Die Kappe ist fürbeide Durchführungen identisch.
Abbildung A.11: Die Baupläne des Quarzglasrohres das zur Aufnahme der Photos desHeizers verwandt wurde. Das Loch in der Mitte dient zur Zuführungeines Thermoelements und ist optional.
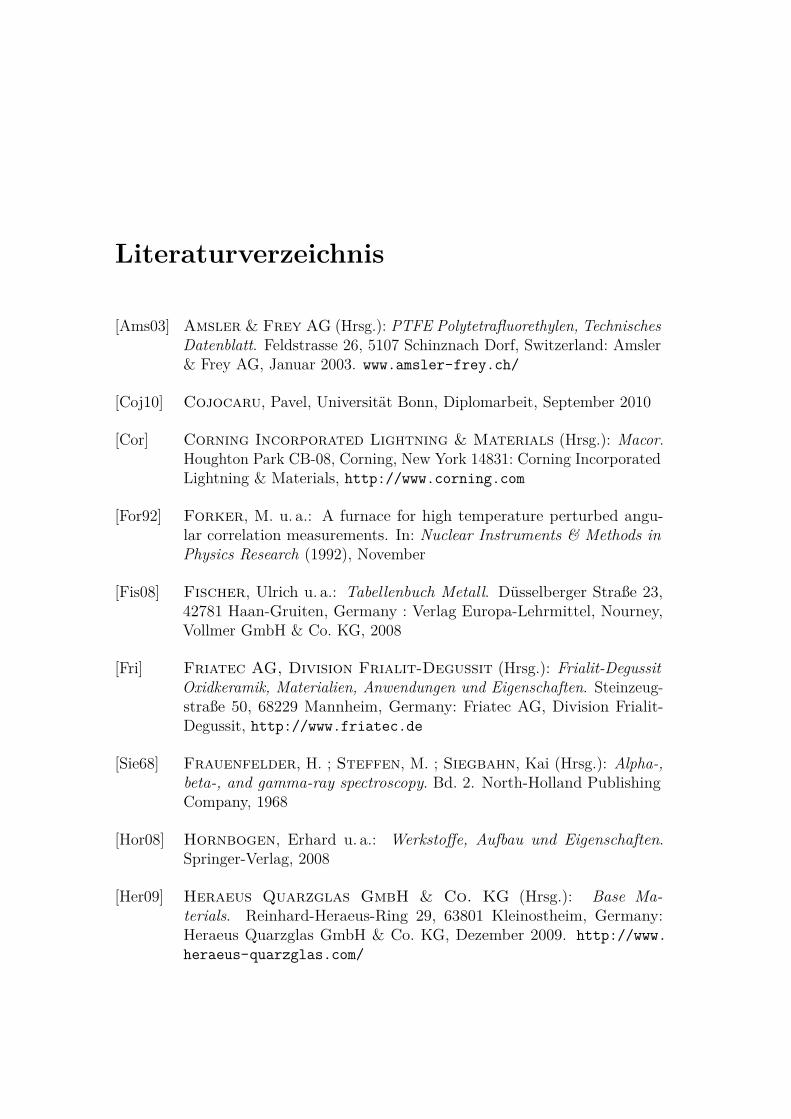
Literaturverzeichnis
[Ams03] Amsler & Frey AG (Hrsg.): PTFE Polytetrafluorethylen, TechnischesDatenblatt. Feldstrasse 26, 5107 Schinznach Dorf, Switzerland: Amsler& Frey AG, Januar 2003. www.amsler-frey.ch/
[Coj10] Cojocaru, Pavel, Universität Bonn, Diplomarbeit, September 2010
[Cor] Corning Incorporated Lightning & Materials (Hrsg.): Macor.Houghton Park CB-08, Corning, New York 14831: Corning IncorporatedLightning & Materials, http://www.corning.com
[For92] Forker, M. u. a.: A furnace for high temperature perturbed angu-lar correlation measurements. In: Nuclear Instruments & Methods inPhysics Research (1992), November
[Fis08] Fischer, Ulrich u. a.: Tabellenbuch Metall. Düsselberger Straße 23,42781 Haan-Gruiten, Germany : Verlag Europa-Lehrmittel, Nourney,Vollmer GmbH & Co. KG, 2008
[Fri] Friatec AG, Division Frialit-Degussit (Hrsg.): Frialit-DegussitOxidkeramik, Materialien, Anwendungen und Eigenschaften. Steinzeug-straße 50, 68229 Mannheim, Germany: Friatec AG, Division Frialit-Degussit, http://www.friatec.de
[Sie68] Frauenfelder, H. ; Steffen, M. ; Siegbahn, Kai (Hrsg.): Alpha-,beta-, and gamma-ray spectroscopy. Bd. 2. North-Holland PublishingCompany, 1968
[Hor08] Hornbogen, Erhard u. a.: Werkstoffe, Aufbau und Eigenschaften.Springer-Verlag, 2008
[Her09] Heraeus Quarzglas GmbH & Co. KG (Hrsg.): Base Ma-terials. Reinhard-Heraeus-Ring 29, 63801 Kleinostheim, Germany:Heraeus Quarzglas GmbH & Co. KG, Dezember 2009. http://www.heraeus-quarzglas.com/
60 Literaturverzeichnis
[Hos] Hositrad Deutschland (Hrsg.): High Power/Liquid Cooled Feed-through Catalog. Lindnergasse 2, 93047 Regensburg, Germany: HositradDeutschland, http://www.2ceramtec.com
[Kop07] Kopitzki, Konrad ; Herzog, Peter: Einführung in die Festkörperphysik.B. G. Teubner GmbH, 2007
[Led67] Lederer, C. M. ; Hollander, Jack M. ; Perlman, Isadore: Tableof Isotopes. Wiley & Sons, Inc., 1967
[Mac00] Mace, R. G. ; GE Quartz Inc. (Hrsg.): Glühen von Quarzglas. 4901Campbell Road/Willoughby, OH 44094, USA: GE Quartz Inc., Februar2000. www.ge.com/quartz
[Mül90] Müller, Markus: Entwicklung eines Hochtemperaturofens zur Messunggestörter Winkelkorrelationen und Untersuchungen am System 181Ta :Yttrium, Universität Bonn, Diplomarbeit, 1990
[Néd07] Nédélec, Ronan: Seltene Erden in GaN und ZnO untersucht mit derPAC-Methode, Universität Bonn, Diss., 2007
[Nie09] Niederhausen, Jens: Temperaturverhalten eines Indium-Defekt-Komplexes in Aluminiumnitrid, Universität Bonn, Diplomarbeit, März2009
[Ple06] Pleiger Laseroptik (Hrsg.): Datenblätter der Beschichtungen. ImHammertal 51, 58456 Witten, Germany: Pleiger Laseroptik, 2006. http://www.pleiger-laseroptik.de
[Röm66] Römpp, Hermann: Chemie Lexikon. Bd. Band 2: F-L. StuttgartGermany : Franckh’sche Verlagshandlung, W. Keller & Co., 1966
[Rös08] Rössel-Messtechnik GmbH (Hrsg.): Produktinformation 071. Loh-straße 2, 59368 Werne, Germany: Rössel-Messtechnik GmbH, Oktober2008. http://www.roessel-messtechnik.de/
[Rus01] Ruske, Florian: Indiumimplantation in Galliumnitrid untersucht mitder γ-γ-Winkelkorrelationsmethode, Universität Bonn, Diplomarbeit,November 2001
[Sch93] Schmidberger, Jochen: Aufbau einer computergestützten Tem-peraturregelung und Winkelkorrelationsmessungen am System181Ta:Zirkoniumdioxid, Universität Bonn, Diplomarbeit, März 1993
[SGL] SGL Carbon Group (Hrsg.): Spezialgraphit Marke R6650. SGLCarbon GmbH Werk Ringsdorff, Drachenburgstraße 1, 53170 Germany:SGL Carbon Group

Literaturverzeichnis 61
[SR93] Schulz-Rohjan, Mark: Aufbau und Test eines PAC-Meßofens undTDPAC-Messungen am System 111In in AgGaS2, Universität Bonn,Diplomarbeit, September 1993
[Sch10] Schatz, Günter ; Weidinger, Alois ; Deicher, Manfred: NukleareFestkörperphysik. Vieweg + Teubner, 2010

62 Literaturverzeichnis
Abbildungsverzeichnis
2.1 Transmissionskurve von SiO2 . . . . . . . . . . . . . . . . . . . . 5
2.2 Die Reflektivitätskurve von Aluminium . . . . . . . . . . . . . . . 7
2.3 Explosionszeichnung vom Heizer mit Befestigung . . . . . . . . . 9
2.4 Die Stromdurchführung . . . . . . . . . . . . . . . . . . . . . . . . 10
2.5 Illustration der Elektrodenkühlung . . . . . . . . . . . . . . . . . 11
2.6 Explosionszeichnung des Elektrodenhalters . . . . . . . . . . . . . 13
2.7 Explosionszeichnung der Thermoelement-Flanschdurchführung . . 14
2.8 Explosionszeichnung der Thermoelement-Glasdurchführung . . . . 15
2.9 Explosionszeichnung der oberen Ofenummantelung . . . . . . . . 16
2.10 Explosionszeichnung von Kreuzstück und oberer Stirnplatte . . . 18
2.11 Die Probenhalter . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.1 Temperaturprofil des Heizers bei 700C . . . . . . . . . . . . . . . 24
3.2 Illustration des Graphitheizers . . . . . . . . . . . . . . . . . . . . 24
3.3 Temperaturprofil des Heizers von 100C bis 900C . . . . . . . . . 25
3.4 Zusammenhang von angesteuerter und realer Temperatur . . . . . 26
3.5 Anisotrop verbrannter Macor-Probenhalter . . . . . . . . . . . . . 27
3.6 Temperaturasymmetrie im Heizer . . . . . . . . . . . . . . . . . . 27
3.7 IR-Bilder der Heizerklemmen . . . . . . . . . . . . . . . . . . . . 29
3.8 Ein aufgebrochener Heizer . . . . . . . . . . . . . . . . . . . . . . 30
3.9 Der Temperaturverlauf an der Durchführungsscheibe . . . . . . . 31
4.1 Illustration der 4 Detektoranlage vor und nach Umbau . . . . . . 34
4.2 Die Vierdetektoranlage nach dem Umbau . . . . . . . . . . . . . . 36
64 Abbildungsverzeichnis
5.1 Prinzipieller Aufbau einer PAC-Apparatur . . . . . . . . . . . . . 37
5.2 Allgemeines Koordinatensystem bei der PAC . . . . . . . . . . . . 38
5.3 Allgemeine γ-γ-Kaskade . . . . . . . . . . . . . . . . . . . . . . . 39
5.4 Auszug aus dem Zerfallsschema von 111In . . . . . . . . . . . . . . 41
6.1 Ampullen für Schmelzmessungen . . . . . . . . . . . . . . . . . . 44
6.2 Eigenschaften der Elemente für die Schmelzpunktmessungen . . . 44
6.3 Spektren der Schmelzpunktmessungen von Zn . . . . . . . . . . . 45
6.4 Spektren der Schmelzpunktmessungen von In . . . . . . . . . . . 48
6.5 Spektren der Schmelzpunktmessungen von Sb . . . . . . . . . . . 48
A.1 Baupläne des Macor-Probenhalters . . . . . . . . . . . . . . . . . 51
A.2 Baupläne des Heizers . . . . . . . . . . . . . . . . . . . . . . . . . 52
A.3 Baupläne des Elektrodenhalters . . . . . . . . . . . . . . . . . . . 52
A.4 Baupläne für Schlauch- und Stromanschlüsse & Heizerbefestigung 53
A.5 Baupläne der Aluröhrchen der oberen Ofenummantelung und desTeflonpads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
A.6 Baupläne für die obere Ofenummantelung, innerer Teil . . . . . . 54
A.7 Baupläne für die obere Ofenummantelung, Zu- und Ablauf . . . . 55
A.8 Baupläne des Kreuzstückes . . . . . . . . . . . . . . . . . . . . . . 56
A.9 Baupläne des Ofenfußes . . . . . . . . . . . . . . . . . . . . . . . 57
A.10 Baupläne der Thermoelementdurchführungen . . . . . . . . . . . 58
A.11 Baupläne des Quarzglasrohres . . . . . . . . . . . . . . . . . . . . 58
Danksagung
Zu guter Letzt möchte ich mich bei all denen bedanken, die zum Entstehen dieserArbeit beigetragen, mich unterstützt oder diese Diplomarbeit in dieser Form erstmöglich gemacht haben.
An erster Stelle geht mein Dank an Herrn Priv. Doz. Dr. Reiner Vianden für dieausgezeichnete Betreuung. Diese umfasste gewinnbringende fachliche Diskussionenund stets geduldige Hilfe, wo diese nötig war. Desweiteren sind hier die vieleninteressanten Diskussionen über politische und religiöse Themen bei Kaffee undKeksen und natürlich das Schlangen-Babysitting zu nennen.
Herrn Prof. Dr. K.-T. Brinkmann danke ich für die Übernahme des Koreferatesdieser Diplomarbeit.
Für die (falls nötig sehr schnelle) Fertigung aller benötigten Teile bedanke ich michbei allen Mitarbeitern der feinmechanischen Werkstatt des ISKP. Besonderer Dankgeht hier an Herrn Eichler für die ausführlichen, lehrreichen und zielführendenDiskussionen vieler Bauteile (Stichwort: Laboralltagstauglichkeit) und die vielenkleinen Einführungen in die Welt der Feinmechanik. Auch möchte ich michbeim Willi für die Heizer-Massenproduktion und die mehrfache Herstellung derAluminiumröhrchen der oberen Ofenummantelung bedanken.Ein großes Dankeschön auch an Herrn Klaes für die Hilfe in der Studentenwerkstattund die Erklärung vieler feinmechanischer Tricks.
Bei Stefan Birkenbach möchte ich mich für die Unterstützung in allen Fragenrund ums Vakuum und für die Chillis bedanken.
Bei den “Isotopies”, Conny Noll, Albert Dahl und Siggi Hinderlich bedanke ichmich für die Implantation der Proben.
Ich bedanke mich bei meiner gesamten Arbeitsgruppe: Pavel Cojocaru, ValentinGermic, Thomas Geruschke, Sahar Hamidi, Matthias Heinrichs, Patrick Keßler,Jakob Penner, Maqsud Rasulbaev, Nicole Santen, Michael Steffens und Riccardo
Valentini für die angenehme Arbeitsatmosphäre und die schöne Zeit währendmeiner Diplomarbeit.
Besonders danke ich Pavel Cojocaru für die Zusammenarbeit bei der Inbetrieb-nahme des konstruierten PAC-Ofens. Fünf Stunden Phasenverschiebung könnendie Zusammenarbeit zwar erschweren, aber es hat ja doch alles geklappt.
Zusätzlich bedanke ich mich bei Maqsud Rasulbaev, dem alten usbekischen A.F.,für die ganze .
Ausdrücklicher Dank gebührt auch “meinem Doktorand”, dem Michi, der mirbei allerlei Fragen rund um den PAC-Ofen und die PAC ganz allgemein geholfenhat. Auch möchte ich mich für das Korrekturlesen meiner Diplomarbeit herzlichbedanken.
Bei Patrick Keßler möchte ich mich zusätzlich für die vielen Korrekturvorschlägein meiner Diplomarbeit bedanken.
Weiterer Dank gilt auch Dr. Thomas Geruschk(e), der mich bei den Nightmare-Fits unterstützt hat.
Explizit möchte ich Sahar Hamidi danken, ohne die ich die letzten Tage vor Abgabedieser Arbeit wohl nicht überstanden hätte. Vielen Dank für die Unterstützung inForm von Brötchen, Reis, Getränken, Obdach und Gesellschaft! Ebenso bedankeich mich für die Geduld, sich meinen Diplomvortrag neun (!) mal anzuhören.
Bedanken möchte ich mich weiterhin bei Frau Dudenhausen, deren Unterrich michdazu veranlasst hat Physik zu studieren.
Ganz besonderer Dank gilt Jacqueline Nagel, ohne die ich vielleicht nie dieDiplomprüfungen geschafft hätte, die mir immer in jeder Lebenslage zur Seitesteht.
Bedanken möchte ich mich auch bei Eva Conrad, Andreas Puls, Bettina Steitzund allen anderen, die mich während des Studiums unterstützt haben.
Meinen Eltern möchte ich an dieser Stelle ganz herzlich für die ausdauerndeUnterstützung während dieses Studiums danken. Ohne diese wäre dieses Studiumfür mich unmöglich gewesen.