
![òXî dZ/d/ E < KDWKE Ed - pmf.unizg.hr · 73 glina i autigeneza procesi ± postanak novih minerali ± }À vi À } }i ]Zu]v oµ ]u v µ vi ] autigeni minerali ± kvarc, kalcit, opal,](https://static.fdocument.org/doc/165x107/5d5b629388c993b7308ba9fc/oxi-dzd-e-kdwke-ed-pmfunizghr-73-glina-i-autigeneza-procesi-postanak.jpg)






γλώσσες
Σελίδες
Νομικός

5/11/2018 Tehnoloski procesi - slidepdf.com
http://slidepdf.com/reader/full/tehnoloski-procesi-55a0ce65af92f 1/4
TEHNOLOSKI POSTUPAK OBRADE NA
STUGU
Rakonjac Milos 253/2009
Predmet: Tehnoloski procesi
5/11/2018 Tehnoloski procesi - slidepdf.com
http://slidepdf.com/reader/full/tehnoloski-procesi-55a0ce65af92f 2/4
Tehnoloski procesi
Rakonjac Milos 253/2009 Strana2
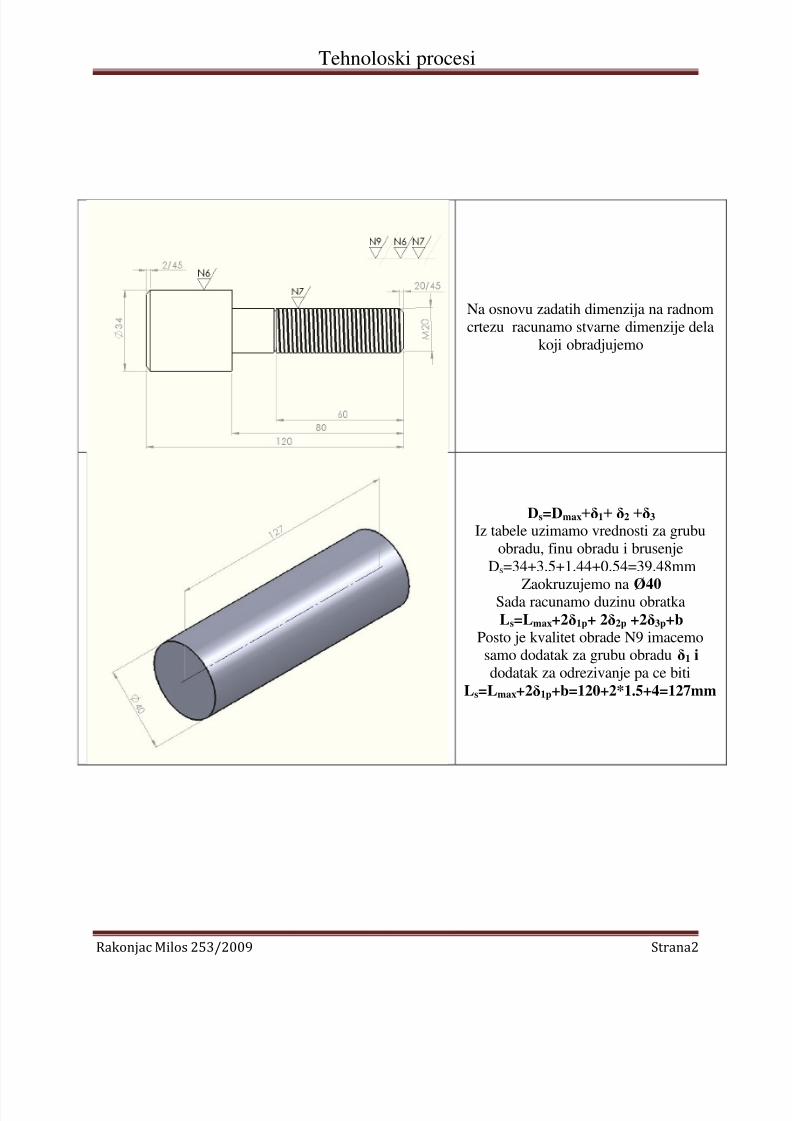
Na osnovu zadatih dimenzija na radnom
crtezu racunamo stvarne dimenzije dela
koji obradjujemo
Ds=Dmax+δ1+ δ2 +δ3
Iz tabele uzimamo vrednosti za grubu
obradu, finu obradu i brusenje
Ds=34+3.5+1.44+0.54=39.48mm
Zaokruzujemo na Ø40Sada racunamo duzinu obratka
Ls=Lmax+2δ1p+ 2δ2p +2δ3p+bPosto je kvalitet obrade N9 imacemosamo dodatak za grubu obradu δ1 idodatak za odrezivanje pa ce biti
Ls=Lmax+2δ1p+b=120+2*1.5+4=127mm
5/11/2018 Tehnoloski procesi - slidepdf.com
http://slidepdf.com/reader/full/tehnoloski-procesi-55a0ce65af92f 3/4
Tehnoloski procesi
Rakonjac Milos 253/2009 Strana3
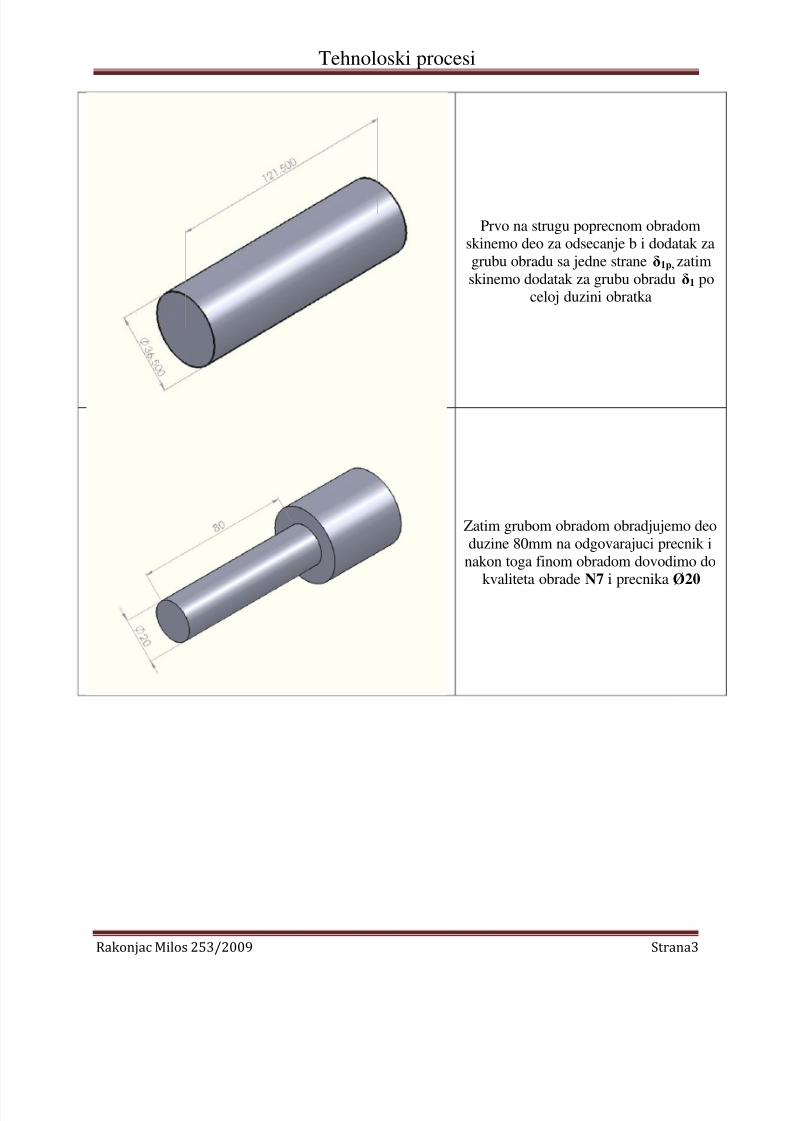
Prvo na strugu poprecnom obradomskinemo deo za odsecanje b i dodatak za
grubu obradu sa jedne strane δ1p, zatim
skinemo dodatak za grubu obradu δ1 poceloj duzini obratka
Zatim grubom obradom obradjujemo deo
duzine 80mm na odgovarajuci precnik i
nakon toga finom obradom dovodimo dokvaliteta obrade N7 i precnika Ø20
5/11/2018 Tehnoloski procesi - slidepdf.com
http://slidepdf.com/reader/full/tehnoloski-procesi-55a0ce65af92f 4/4
Tehnoloski procesi
Rakonjac Milos 253/2009 Strana4
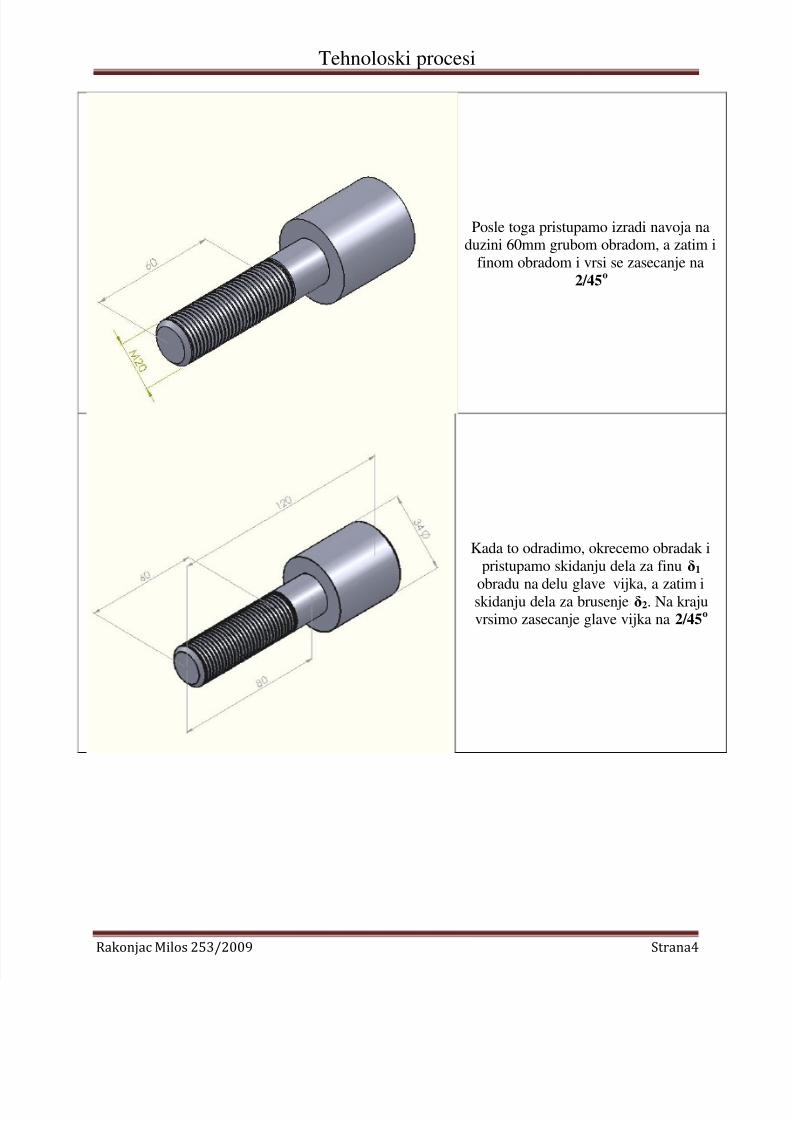
Posle toga pristupamo izradi navoja naduzini 60mm grubom obradom, a zatim i
finom obradom i vrsi se zasecanje na
2/45o
Kada to odradimo, okrecemo obradak i
pristupamo skidanju dela za finu δ1
obradu na delu glave vijka, a zatim iskidanju dela za brusenje δ2. Na krajuvrsimo zasecanje glave vijka na 2/45o
Top Related