Tokyo Institute of Technology School of Materials and Chemical … · 2016. 12. 6. ·...
1
1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature2 Cooling rate2 0 5 1 2 3 4 Tokyo Institute of Technology School of Materials and Chemical Technology Kumai-Muraishi laboratory ・A welding method for metal plates with high speed and incline collision. ・A solid-state welding. ・A useful method for dissimilar metal welding. ・A characteristic wavy interface and a few intermediate layer are formed. Explosive welded sample (Al side) Explosive welded sample (SS400 side) Flyer plate: Al (A1100) Parent plate: Fe (SS400) Size: 300×300×6mm Impact velocity: 600 m/s Impact angle: 14.6 ° Observation: OM, SEM Hardness test: Nano indentation Schematic illustration of Euler/Lagrange coupling model Impact velocity(V) and impact angle(α) were obtained. Schematic illustration of Open FOAM Thermal history and welded interface formation were obtained Step 1 Behavior of the detention (Euler/Lagrang coupling model) (ANSYS AUTODYN) Step 2 Welded interface formation and thermal distribution (SPH model) (ANSYS AUTODYN) Step 3 Heat conduction (OpenFOAM) 2000 K 300 K Explosive welding Purpose Schematic illustration of SPH method Wavy interface and the temperature were obtained. Al SS400 Al SS400 Al SS400 Al SS400 Al SS400 500 μm 500 μm 500 μm 2000 K 300 K Welding direction Introduction Experimental method Numerical analysis method Numerical analysis results Microstructure and thermal history of explosive welded pure aluminum / SS400 steel joint Problem It is important to examine the thermal history near the welding interface. But thermal history has not been revealed enough. The purpose of this research is to investigate the thermal history near the welding interface using both experimental and numerical analysis method. Wavelength: 925 μm, Amplitude: 127 μm Wavelength: 685 μm, Amplitude: 127 μm Al SS400 Wavy interface and thermal distribution can be reproduced by SPH method. Wavy interface of the specimen Wavy inter face of the SPH method analysis Thermal distribution of the wavy interface Conclusions Result of the nanoindentation test near the welded interface Al SS400 SS400 Al The region with martenstic structure corresponds to the area of high temperature and high cooling rate according to the numerical analysis. ・Microstructure change and thermal history of the explosive welded pure aluminum and SS400 steel joint were investigated by using both numerical and experimental analysis. ・The numerical analysis revealed that the region with martensitic structure in SS400 corresponded to the area in which the highest temperature and the highest cooling rate were observed except for the local melting area. Experimental results Result of The Open FOAM analysis Thermal distribution Hardness of SS400 Matrix A B C D A B C D C B D Hardness 7.36 GPa (very high hardness) Ferrite Martensite Hardness 3.29 GPa (a little high hardness) 2μm 2μm 2μm A Near a void Near a interface Far from a interface Welding direction 2.84GPa cementite + Thermal history and cooling rate at various locations 2μm Welded interface formation 0 μs 40 μs 150 μs 0 μs 40 μs 150 μs Marks of nanoindentation test Hardness distribution (GPa) Result of The SPH analysis 100 μm α-Ferrite (0 - 1183 K) Austenite etc. (1184 - 1810 K) Al-solid (0 - 933 K) Intermediate layer Liquid phase position of the nanoindentation test Corrosion condition: 3%naital 15 s Observed area Al SS400 Explosiv e 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature3 Cooling rate3 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature4 Cooling rate4 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature5 Cooling rate5 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature6 Cooling rate6 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature7 Cooling rate7 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature8 Cooling rate8 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07 300 600 900 1200 1500 1800 0 50 100 150 200 Cooling rate /Ks -1 Temperature /K Time /μs Temperature9 Cooling rate9 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ・Cooling rate is 10 4 ~10 5 K/s order at many place. ・The location ⑤, at the top of wavy interface, exhibited a very high temperature (1700 K) and a very high cooling. Temperature rise Al 0 μs 150 μs Al SS400 150 μs SS400 Heat conduction Material location Al SS400 Result of the nanoindentation test at the tip of wavy interface
Transcript of Tokyo Institute of Technology School of Materials and Chemical … · 2016. 12. 6. ·...
-
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature2
Cooling rate2
0 51 2 3 4
Tokyo Institute of Technology School of Materials and Chemical TechnologyKumai-Muraishi laboratory
・A welding method for metal plates with high speed and incline collision.・A solid-state welding.・A useful method for dissimilar metal welding. ・A characteristic wavy interface and a few intermediate layer are formed.
Explosive welded sample(Al side)
Explosive welded sample(SS400 side)
Flyer plate: Al (A1100)Parent plate: Fe (SS400)Size: 300×300×6mmImpact velocity: 600 m/sImpact angle: 14.6 °Observation: OM, SEMHardness test: Nano indentation
Schematic illustration of Euler/Lagrange coupling model
Impact velocity(V) and impact angle(α) were obtained.
Schematic illustration of Open FOAM
Thermal history and welded interface formation were obtained
Step 1Behavior of the detention
(Euler/Lagrang coupling model) (ANSYS AUTODYN)
Step 2Welded interface formation and
thermal distribution (SPH model) (ANSYS AUTODYN)
Step 3Heat conduction (OpenFOAM)
2000 K
300 K
Explosive welding
Purpose
Schematic illustration of SPH method
Wavy interface and the temperature were obtained.
Al
SS400
Al
SS400Al
SS400Al
SS400
Al
SS400
500 μm
500 μm
500 μm
2000 K
300 K
Welding direction
Introduction
Experimental method
Numerical analysis method
Numerical analysis results
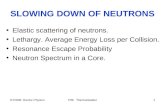
Microstructure and thermal history of explosive welded pure aluminum / SS400 steel joint
ProblemIt is important to examine the thermal history near the welding interface. But thermal history has not been revealed enough.
The purpose of this research is to investigate the thermal history near the welding interface using both experimental and numerical analysis method.
Wavelength: 925 μm, Amplitude: 127 μm
Wavelength: 685 μm, Amplitude: 127 μm
Al
SS400
Wavy interface and thermal distribution can be reproduced by SPH method.
Wavy interface of the specimen
Wavy inter face of the SPH method analysis
Thermal distribution of the wavy interface
Conclusions
Result of the nanoindentation test near the welded interface
Al
SS400 SS400
Al
The region with martenstic structure corresponds to the area of high temperature and high cooling rate according to the numerical analysis.
・Microstructure change and thermal history of the explosive welded pure aluminum and SS400 steel joint were investigated by using both numerical and experimental analysis. ・The numerical analysis revealed that the region with
martensitic structure in SS400 corresponded to the area in which the highest temperature and the highest cooling rate were observed except for the local melting area.
Experimental results
Result of The Open FOAM analysis
Thermal distribution
Hardness of SS400 Matrix
AB
C
D
AB
C
D
CB D
Hardness 7.36 GPa(very high hardness)
FerriteMartensite Hardness 3.29 GPa
(a little high hardness)
2µm 2µm 2µm
A
Near a void
Near a interface
Far from a interface
Welding direction
2.84GPa
cementite+
Thermal history and cooling rate at various locations2µm
Welded interface formation
0 μs
40 μs
150 μs
0 μs
40 μs
150 μs
Marks of nanoindentation test
Hardness distribution (GPa)
Result of The SPH analysis
100 μm
α-Ferrite (0 - 1183 K)
Austenite etc. (1184 - 1810 K)Al-solid (0 - 933 K)
Intermediate layer Liquid phase
position of the nanoindentation testCorrosion condition: 3%naital 15 s
Observed area
Al
SS400
Explosive
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature3
Cooling rate3
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature4
Cooling rate4
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature5
Cooling rate5
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature6
Cooling rate6
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature7
Cooling rate7
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature8
Cooling rate8
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
300
600
900
1200
1500
1800
0 50 100 150 200
Co
olin
g ra
te /
Ks-
1
Tem
pera
ture
/K
Time /μs
Temperature9
Cooling rate9① ② ③
④ ⑤
⑥ ⑦ ⑧
・Cooling rate is 104~105 K/s order at many place.・The location ⑤, at the top of wavy interface, exhibited a very high
temperature (1700 K) and a very high cooling.
Temperature riseAl
0 μs
150 μs
Al
SS400
150 μs
SS400
Heat conduction
Material location
Al
SS400
Result of the nanoindentation test at the tip of wavy interface