Study Conducted by Kevin Ackler - lehigh.eduinesei/images/posterpdfs/10-11_Kevin Ackler.pdf ·...
1
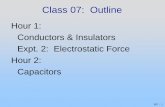
Steel Galvanized Coating Intermetallic 40 μm Energy Systems Engineering – P.C. Rossin College of Engineering and Applied Science 0 50 100 150 200 250 300 0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1 Stress (ksi) Strain (in/in) 0 50 100 150 200 250 300 0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1 Stress (ksi) Strain (in/in) Many of PPL’s 230kV lines, which transmit power from Northeastern Pennsylvania to the PA-NJ-MD area, are reaching ages exceeding 80 years. The Aluminum Conductor-Steel Reinforced (ACSR) conductors used at the time of installation were 795 KCM 54/7 and 795 KCM 30/19. The first number in the ratio represents the number of aluminum strands and the second number represents the number of steel strands in the core. The figure to the right shows a photograph of the cross-section of the ACSR 30/19 wire. It is imperative to know how much longer they can remain in service to be more proactive in replacing conductors in the future. It should be noted that exact location of the vintage sample is not known, but it is assumed to be from a loop. Since a loop is not under tension, it will not have the same load history as the main conductor. A sample from the center of a span was not obtained due to the cost of an outage. In order for tensile testing to be done on each individual strand the wire needed to be sectioned into 30” length pieces and fitted with a 3” bronze tube on either end. Yield Strength(ksi) UTS (ksi) Strain at UTS (%) Strain (%) Fracture Strength (ksi) Modulus of Elacticity (ksi) Vintage Steel 191.7 220.1 4.84 4.99 218.9 26091 New Steel 200.0 258.8 5.30 5.62 257.8 23200 Vintage Al --- 24.80 --- --- --- --- New Al --- 26.86 --- --- --- --- The summarized results of the tensile test can be seen in the table below. Due to the low loading conditions of the aluminum wire, it was difficult to obtain parts of the data. All measurements are in ksi and reflect an average of the five tests conducted on each type of sample. Old Steel New Steel The difference between the new and old steel can be seen by comparing the two graphs. The line at 205 ksi on each graph represents the minimum industry standard and the red and blue lines were used to find the modulus of elasticity. The SEM micrographs were taken at several levels of magnification to investigate the coating thickness and check for its uniformity along the length of the wire. It should be noted that the darkest area in the micrographs is the epoxy in which the sample is set, the darker grey area is the steel itself and the lightest area is the galvanized coating. The small interface between the steel and the coating is a Fe-Zn intermetallic which has either formed during processing or developed over time. The old wire has degraded at different rates in different areas so the thickness of the coating fluctuates much more than in the new wire. The thickness of the vintage wire went from nearly 0 μm to about 50 μm while the new coating ranged from 50-70 μm. There are several major assumptions which must be made in order to begin to analyze the wires. First, it must be assumed that this wire is in fact 80 years old; this is highly likely but not definite. Second, it must be assumed that the coating thickness, method, and composition for the wires are the same then as they are now. Finally, it must be assumed that the vintage sample, although from a loop, will behave similar to the wire from the spans. This is highly unlikely because the spans are under constant mechanical load. By changing these assumptions different conclusions can be drawn. The industry standard for wires ASTM B498 requires that the tensile strength be a minimum of 205 ksi. The tensile test showed that the vintage conductor had decreased in strength by 15%, however it still surpassed the industry standard by 15 ksi. This means that if the wire loses strength at a linear rate, it will not fall below the industry minimum for another 30 years. This is a best case scenario since creep can accelerate exponentially once a certain amount of corrosion takes place. Also a section under mechanical load may be much further down this curve than this loop sample. Future work to be done includes researching the materials properties in extreme conditions. The wire experiences a range of temperatures from approximately -40°C to 160°C. All testing was done at ambient temperature and therefore does not capture the material behavior at the extremes. It is important that sections under mechanical load be tested as well. A corrosion rate study should also be done, this way no matter the age of the conductor, the rate at which the coating deteriorates can be measured, allowing the lifetime of the conductor to be determined. Steel Galvanized Coating Cross-section of ACSR 30 over 19 "Mallard" conductor Study Conducted by Kevin Ackler 60μm Intermetallic Steel Galvanized Coating 10 μm Intermetallic Steel Galvanized Coating 5 μm
Transcript of Study Conducted by Kevin Ackler - lehigh.eduinesei/images/posterpdfs/10-11_Kevin Ackler.pdf ·...

Steel
Galvanized Coating
Intermetallic
40 μm
Energy Systems Engineering – P.C. RossinCollege of Engineering and Applied Science
0
50
100
150
200
250
300
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1
Stre
ss (k
si)
Strain (in/in)
NS_4
0
50
100
150
200
250
300
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1
Stre
ss (k
si)
Strain (in/in)
OS_2
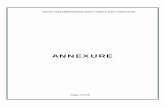
Many of PPL’s 230kV lines, which transmit power from Northeastern Pennsylvania to the PA-NJ-MD area, arereaching ages exceeding 80 years. The Aluminum Conductor-Steel Reinforced (ACSR) conductors used at the time ofinstallation were 795 KCM 54/7 and 795 KCM 30/19. The first number in the ratio represents the number ofaluminum strands and the second number represents the number of steel strands in the core. The figure to the rightshows a photograph of the cross-section of the ACSR 30/19 wire.
It is imperative to know how much longer they can remain in service to be more proactive in replacing conductors inthe future. It should be noted that exact location of the vintage sample is not known, but it is assumed to be from aloop. Since a loop is not under tension, it will not have the same load history as the main conductor. A sample fromthe center of a span was not obtained due to the cost of an outage.
In order for tensile testing to be done on each individual strand the wire needed to be sectioned into 30” length pieces and fitted with a 3” bronze tube on either end.
Yield Strength(ksi)
UTS (ksi) Strain at UTS (%)
Strain (%) Fracture Strength
(ksi)
Modulus of Elacticity
(ksi)
Vintage Steel
191.7 220.1 4.84 4.99 218.9 26091
New Steel 200.0 258.8 5.30 5.62 257.8 23200
Vintage Al --- 24.80 --- --- --- ---
New Al --- 26.86 --- --- --- ---
The summarized results of the tensile test canbe seen in the table below. Due to the lowloading conditions of the aluminum wire, it wasdifficult to obtain parts of the data. Allmeasurements are in ksi and reflect an averageof the five tests conducted on each type ofsample.
Old Steel New Steel
The difference between the new and oldsteel can be seen by comparing the twographs. The line at 205 ksi on each graphrepresents the minimum industry standardand the red and blue lines were used to findthe modulus of elasticity.
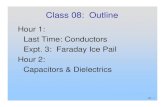
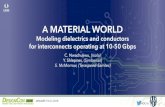
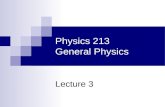
The SEM micrographs were taken at several levels ofmagnification to investigate the coating thickness andcheck for its uniformity along the length of the wire. Itshould be noted that the darkest area in themicrographs is the epoxy in which the sample is set,the darker grey area is the steel itself and the lightestarea is the galvanized coating. The small interfacebetween the steel and the coating is a Fe-Znintermetallic which has either formed duringprocessing or developed over time.
The old wire has degraded at different rates in differentareas so the thickness of the coating fluctuates muchmore than in the new wire. The thickness of the vintagewire went from nearly 0 μm to about 50 μm while the newcoating ranged from 50-70 μm.
There are several major assumptions which must be made inorder to begin to analyze the wires. First, it must be assumed thatthis wire is in fact 80 years old; this is highly likely but not definite.Second, it must be assumed that the coating thickness, method,and composition for the wires are the same then as they are now.Finally, it must be assumed that the vintage sample, althoughfrom a loop, will behave similar to the wire from the spans. This ishighly unlikely because the spans are under constant mechanicalload. By changing these assumptions different conclusions can bedrawn.
The industry standard for wires ASTM B498 requires that the tensile strength be aminimum of 205 ksi. The tensile test showed that the vintage conductor had decreasedin strength by 15%, however it still surpassed the industry standard by 15 ksi. This meansthat if the wire loses strength at a linear rate, it will not fall below the industry minimumfor another 30 years. This is a best case scenario since creep can accelerate exponentiallyonce a certain amount of corrosion takes place. Also a section under mechanical loadmay be much further down this curve than this loop sample.
Future work to be done includes researching thematerials properties in extreme conditions. Thewire experiences a range of temperatures fromapproximately -40°C to 160°C. All testing wasdone at ambient temperature and therefore doesnot capture the material behavior at theextremes. It is important that sections undermechanical load be tested as well. A corrosionrate study should also be done, this way nomatter the age of the conductor, the rate atwhich the coating deteriorates can be measured,allowing the lifetime of the conductor to bedetermined.
Steel
Galvanized Coating
Cross-section of ACSR 30 over 19 "Mallard" conductor
Study Conducted by Kevin Ackler
60μm
Intermetallic
Steel
Galvanized Coating
10 μm
Intermetallic Steel
Galvanized Coating
5 μm