Push on Process Development...
2
C&EN's REVIEW end PREVIEW Wmgm Push on Process Development . . . . . . brought new products and lower costs, as industry faced production cutbacks JL ROIH ( HON ci ι H.\( KS liKui; 1 headlines during 1958*s lean months. But there was little slowdown in pilot plants and process development labs as chemical companies pushed their search for \ \ a \ s to chop production costs. A survey by the National Industrial Conference Board bears this out. XICB found that budgeted spending for research in 1958 was up 10'' over the previous year. And the greatest proportion of these funds went toward applied research and development. Some new processes developed in 1958 brought with them new products. In many cases, though, new ways were found, and modifications were made to existing methods, to make products al- ready on the market. Cost-cuttinn was perhaps the most obvious objective. The reasons for this were twofold: First, there was the never-ending at- tempt to lower production costs in a highly competitive field. Secondly, the recession's sting underscored the need for economy all along the line. Several industry spokesmen actually refer to the recession as a blessing in disguise. They explain that in main cases chemical companies were con- tent to rest upon their laurels, oblivious to the inefficiencies which had crept into their production methods. For in- stance: wasted manpower, inefficient use of equipment, poor yields, and overly expensive raw materials, to name a few. Many process improvements were put into use in 1958—in time to help plants' "belt-tightening" measures. Others, still in the development stage, will come into play in 1959. some per- haps still later. • MeteIs Get α Polish. Metals, from iron ore to uranium, were the subject Strategic Materials successfully proof-tested its Strategic-Udy process for direct reduction of iron ore in a semiworks plant at Niagara Falls, Ont., in 1958. This is the electric furnace at the prototype; slag tap is at left, metal tap at right of much process study in 1958. Strategic Materials put its Strategic- Udy process into a prototype plant at Niagara Falls, Ont. Aim: to make iron by direct reduction of iron ore. The method is not yet economically feasible but could be ii coking, power, and capital investment costs continue to rise. Strategic-Udy may well find a niche in the steel capacity expansions slated for the mid-1960*5, with possible savings in capital costs cf up to 50%. Last year, Goodrich Atomic revealed how it recovers $1.5 million worth of uranium from waste solutions at its gaseous diffusion plant in Portsmith. Ohio. The process, which recovers uranium as uranium hexafluoride, is also used by Union Carbide Nuclear at its Oak Ridge and Paducah gaseous diffusion plants. Watch for high purity metals made by electron bombardment melting. Such a process was developed jointly by Stauffer, Mallory-Sharon, and Temescal Metallurgical. Niobium, tantalum, titanium, and molybdenum are some metals which can be made JAN. 5, 1959 C&EN 43
Transcript of Push on Process Development...

C&EN's REVIEW end PREVIEW
Wmgm
Push on Process Development . . .
. . . brought new products and lower costs, as industry faced production cutbacks
JL ROIH ( HON ci ι H.\( KS liKui;1 headlines during 1958*s lean months. But there was little slowdown in pilot plants and process development labs as chemical companies pushed their search for \ \ a \ s to chop production costs. A survey by the National Industrial Conference Board bears this out. XICB found that budgeted spending for research in 1958 was up 1 0 ' ' over the previous year. And the greatest proportion of these funds went toward applied research and development.
Some new processes developed in 1958 brought with them new products. In many cases, though, new ways were found, and modifications were made to existing methods, to make products already on the market. Cost-cuttinn was perhaps the most obvious objective. The reasons for this were twofold: First, there was the never-ending attempt to lower production costs in a highly competitive field. Secondly, the recession's sting underscored the need for economy all along the line.
Several industry spokesmen actually refer to the recession as a blessing in disguise. They explain that in main cases chemical companies were content to rest upon their laurels, oblivious to the inefficiencies which had crept into their production methods. For instance: wasted manpower, inefficient use of equipment, poor yields, and overly expensive raw materials, to name a few. Many process improvements were put into use in 1958—in time to help plants ' "belt-tightening" measures. Others, still in the development stage, will come into play in 1959. some perhaps still later.
• MeteIs Get α Polish. Metals, from iron ore to uranium, were the subject
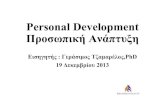
Strategic Materials successfully proof-tested its Strategic-Udy process for direct reduction of iron ore in a semiworks plant at Niagara Falls, Ont., in 1958. This is the electric furnace at the prototype; slag tap is at left, metal tap at right
of much process study in 1958. Strategic Materials put its Strategic-Udy process into a prototype plant at Niagara Falls, Ont. Aim: to make iron by direct reduction of iron ore. The method is not yet economically feasible but could be ii coking, power, and capital investment costs continue to rise. Strategic-Udy may well find a niche in the steel capacity expansions slated for the mid-1960*5, with possible savings in capital costs cf up to 5 0 % .
Last year, Goodrich Atomic revealed how it recovers $1.5 million worth of
uranium from waste solutions at its gaseous diffusion plant in Portsmith. Ohio. The process, which recovers uranium as uranium hexafluoride, is also used by Union Carbide Nuclear at its Oak Ridge and Paducah gaseous diffusion plants.
Watch for high purity metals made by electron bombardment melting. Such a process was developed jointly by Stauffer, Mallory-Sharon, and Temescal Metallurgical. Niobium, tantalum, titanium, and molybdenum are some metals which can be made
J A N . 5, 1959 C & E N 4 3

Hercules Powder's Maggie process for concentrating nitric acid uses magnesium nitrate instead of sulfuric acid as
dehydrator, packed columns instead of tray columns for distillation. Maggie eliminates costly sulfuric acid concentr-ators
extremelv- pme via the electron bombardment route. T b " partnership eventually plans a licensing program lor commercial production.
On the lighter side is helium gas. Thanksgiving Day, 1958. offered dramatic evider.ee of the critical shortage of helium. That day. the famous balloons in Macys annual parade were filled with air and held aloft by huge mobile cranes. But Bell Telephone Laboratories unveiled a process earlier in the year for recovering helium which drew wide industry attention. Bell's method calls for helium diffusion through bundles of fine glass tubes.
A possible 10 million cubic feet of helium now wasted daily might be recovered by Bell's process. It plans to license the proeess to interested companies.
• Oil Industry Busy. Petroleum refiners continued to look for new and better ways to squeeze more end product out of the crude oil barrel in 1958. Two such processes came from Universal Oil Prod nets—Alkar and Bu tamer. Alkar salvages the light olefin content of refiners' fuel gas as alkyl aromatics. Example: converting ethylene to ethylbenzene. Butamer. which converts η-butane to isobutane, should help satisfy demand for alkylation plant feedstock. Some Alkar and Butamer plants are on the design boards now, and are slated to go on stream this year.
American Oil came up with a workable liquid-phase permeation process in 1958. The company found that one component of a mixture may be preferentially soluble in the polymers of a
membrane film, and that these films can be tailor-made. As a resut, it can process a mixed-alcohol product by permeation cheaper than by 1 texane azeotroping. Membrane permeation is available for license, says Amoco.
On the production side of the oil business, oil shale economics made news in 1958. Denver Research Institute disclosed more details of the Aspeco process by which, it claims, oil can be produced in Colorado and delivered on the West Coast at costs of S 1.42 to $1.92 per barrel. Current quoted prices for California crude run about $3.00 per barrel. Aspeco uses a "fireless cooker": aluminum oxide balls provide heat in a retort drum.
Chicago's Institute of Gas Technology took the gas, rather than oil. route. It would hea t oil shale with hydrogen at 1200° F. and 2000 p.s.i. to extract between 9 0 ' ' and 100'/ of the organic matter. The result is a pipeline gas which may well compete economically with natural gas.
• Hither and Yon. Process development was not restricted to any one segment of industry in 1958. New production methods, and modifications to existing methods, cropped up throughout the entire chemical process industries. Hampshire Chemical jumped into the chelate business, an apparently overcrowded field, armed with an economically attractive process. Rather than the commonly used sodium cyanide, Hampshire starts with hydrocyanic acid to make ethylenediamine-tetraacetic acid. From it come all amino acid chelates.
National Carbide put the ax t o the cost of making acetylene by devising a method to reclaim waste calcium hydroxide, a by-product of the company's acetvlene production. National converts calcium hydroxide to calcium oxide at its Calvert City, K>\, plant. This is simple, but National also developed a high pressure briqueting machine which molds the oxide particles into stable briquets without using a binder.
Here are a few more of the many other process development highlights of 1958:
• Procter and Gamble switched from sodium reduction to catalytic hydrogénation to make long chain, fatty alcohols. Its high pressure process, which reduces esters rather than acids, residts in "considerable savings/ ' says P&G.
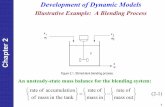
• Another new money-saver is "Maggie," Hercules Powder's nitric acid concentrating process. With it, Hercules switches from sulfuric aciu to magnesium nitrate as dehydrator. changes from packed to tray distillation columns, and eliminates costly sulfuric acid concentrators.
• Hooker Chemical cut cost coiners with its new process to recover hydrogen chloride and chlorine. I ts continuous two-zone solvent extraction process eliminates the need for costly anticorrosion equipment. Claims fcr the new method: initial ouday halved, operating and maintenance costs sliced more than 50'<, less downtime.
NITRIC REFLUX
NITRIC L CONDENSER NITRIC
NITRIC ι ACID <60<X>)
I MAGNESIUM L CARBONATE V v . ' »x
RECYCLE NITRIC
9 9 - f % NITRIC^ ACID
S2<2 £ 2 o O — o.
. < ζ < , 5 >
ACID SALT FEED NITRIC I
STORAGE]
4 4 C â Ε Ν J A N . 5, ! 9 5 9