Production and Optimization of ±-amylase by Bacillus
22
Journal of Microbiology and Biotechnology Research Scholars Research Library J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 (http://scholarsresearchlibrary.com/archive.html) ISSN : 2231 –3168 CODEN (USA) : JMBRB4 190 Available online at www.scholarsresearchlibrary.com Production and Optimization of α-amylase by Bacillus licheniformis ATCC 6346 in Lab Bench-Scale Fermenter Vengadaramana, A. * , Balakumar, S. ** and Vasanthy Arasaratnam ** * Dept. of Botany, Faculty of Science, University of Jaffna, Sri Lanka ** Dept. of Biochemistry, Faculty of medicine, University of Jaffna, Sri Lanka ______________________________________________________________________________ ABSTRACT Thermostable α-amylases are generally used for industrial applications. Industrially important enzymes have raditionally been obtained by using submerged fermentation technology because of the ease of handling and greater control of environmental factors. Bacillus lichenifomis ATCC 6346 of 12h old obtained by incubating at 42 o C and 100rpm in activation medium was inoculated to fermentation medium. The fermentation medium was inoculated with inoculum (20%, v/v) and incubated at 42 o C and 100rpm. Production of α-amylase was scaled up from 25mL to 2L. When the media volume to flask volume ratio was maintained at 1:10, α-amylase production was decreased from 46.30 to 30.24 UmL -1 with the increase in the volume of fermentation medium from 25 to 200mL. When the media volume to flask (2L flask) volume ratios were 1:10, 1.5:10, 2:10 and 2.5:10, highest α-amylase activity (30.24 UmL -1 ) was obtained at the ratio of 1:10. When the speed of agitation in the fermenter (3L) was increased from 100 to 200rpm, α-amylase production was increased from 13.59 to 36.76 UmL -1 at 42 o C and 0.6vvm aeration. At 0.6vvm aeration and 200rpm, the dissolved oxygen level has immediately reduced to zero and increased after 57 hours. When the agitation speed was increased from 200 to 400rpm, highest α-amylase (51.17 UmL -1 ) production was obtained at 300rpm, 42 o C and 1.2vvm aeration. Under controlled conditions (300rpm and 1.2vvm aeration), 51.17 UmL -1 enzyme activity was obtained at 28 hours of fermentation at 42 o C while at 37 o C, highest (52.45 UmL -1 ) enzyme activity was obtained at 32 hours. Keywords: Fermentation, Thermostable, Scaled up, Fermenter, α-amylase. ______________________________________________________________________________ INTRODUCTION Statistics [1], indicated that industrial microbial fermentation was responsible for production of 320 tons of α-amylase on an annual basis. Physical factors affect the large scale fermentation including bioreactors configuration, aeration, agitation, back pressure, medium sterilization, temperature control and inhibitor removal [2, 3, 4]. The main problems arising from high cell densities are high oxygen and substrate uptake rates and accumulation of low molecular growth
Transcript of Production and Optimization of ±-amylase by Bacillus
Journal of Microbiology and Biotechnology Research
Scholars Research Library
J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 (http://scholarsresearchlibrary.com/archive.html)
ISSN : 2231 –3168
CODEN (USA) : JMBRB4
190 Available online at www.scholarsresearchlibrary.com
Production and Optimization of α-amylase by Bacillus licheniformis ATCC 6346 in Lab Bench-Scale Fermenter
Vengadaramana, A.*, Balakumar, S.** and Vasanthy Arasaratnam**
*Dept. of Botany, Faculty of Science, University of Jaffna, Sri Lanka
** Dept. of Biochemistry, Faculty of medicine, University of Jaffna, Sri Lanka ______________________________________________________________________________ ABSTRACT Thermostable α-amylases are generally used for industrial applications. Industrially important enzymes have raditionally been obtained by using submerged fermentation technology because of the ease of handling and greater control of environmental factors. Bacillus lichenifomis ATCC 6346 of 12h old obtained by incubating at 42oC and 100rpm in activation medium was inoculated to fermentation medium. The fermentation medium was inoculated with inoculum (20%, v/v) and incubated at 42oC and 100rpm. Production of α-amylase was scaled up from 25mL to 2L. When the media volume to flask volume ratio was maintained at 1:10, α-amylase production was decreased from 46.30 to 30.24 UmL-1 with the increase in the volume of fermentation medium from 25 to 200mL. When the media volume to flask (2L flask) volume ratios were 1:10, 1.5:10, 2:10 and 2.5:10, highest α-amylase activity (30.24 UmL-1) was obtained at the ratio of 1:10. When the speed of agitation in the fermenter (3L) was increased from 100 to 200rpm, α-amylase production was increased from 13.59 to 36.76 UmL-1 at 42oC and 0.6vvm aeration. At 0.6vvm aeration and 200rpm, the dissolved oxygen level has immediately reduced to zero and increased after 57 hours. When the agitation speed was increased from 200 to 400rpm, highest α-amylase (51.17 UmL-1) production was obtained at 300rpm, 42oC and 1.2vvm aeration. Under controlled conditions (300rpm and 1.2vvm aeration), 51.17 UmL-1 enzyme activity was obtained at 28 hours of fermentation at 42oC while at 37oC, highest (52.45 UmL-1) enzyme activity was obtained at 32 hours. Keywords: Fermentation, Thermostable, Scaled up, Fermenter, α-amylase. ______________________________________________________________________________
INTRODUCTION
Statistics [1], indicated that industrial microbial fermentation was responsible for production of 320 tons of α-amylase on an annual basis. Physical factors affect the large scale fermentation including bioreactors configuration, aeration, agitation, back pressure, medium sterilization, temperature control and inhibitor removal [2, 3, 4]. The main problems arising from high cell densities are high oxygen and substrate uptake rates and accumulation of low molecular growth
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
191 Available online at www.scholarsresearchlibrary.com
inhibiting metabolites in the cell suspension during the cultivation. To minimize the formation of inhibitors, providing optimal growth conditions is essential. Large-scale production of α-amylase using Bacillus amyloliquefaciens and Aspergillus oryzae were observed. Bioreactors are at the heart of the fermentation process. These reactors (also known as fermenters) are used for growing cells. The main components of a fermenter are base components including drive motor, heaters, pumps, gas control etc, vessel and accessories, peripheral equipment such as reagent vessels, instrumentation and sensors and those components combine to perform provide operation free from contamination, maintain a specific temperature, provide adequate mixing and aeration, control the pH of the culture, allow monitoring and/or control of dissolved oxygen, allow feeding of nutrient solutions and reagents, provide access points for inoculation and sampling, use fittings and geometry relevant to scale-up functions [5]. The three main scales for bioprocess development are laboratory, pilot plant and production [6, 4] have added the shake-flask scale to this list. The scale ratio is typically about 1:10 for biotechnological process up to 100, 1000 [4], but lower ratios of about 1:5 often have been used for increased comfort levels. Scale-up involves a series of stages [7], these stages are Flask level (50-1000g working capacity), Laboratory fermenter level (2-20kg working capacity), Pilot fermenter level (50-5000kg working capacity) and Production fermenter level (25-5000 tons working capacity). Biological factors affected by scale include the number of generations associated with the inoculum development and production phase, mutation probability, contamination vulnerability, pellet formation and selection pressure [2, 3]. Chemical factors affected by scale include (i) pH control agents (i.e., type and concentration of acid and /or base), medium quality (i.e., purity of components) and water quality [2]; (ii) carbohydrate, nitrogen (e.g., ammonia), phospharus and product concentrations [8]; (iii) foam formation due to surface tension changes [4]. Physical factors affected by scale include tank configuration, aeration agitation, back-pressure, medium sterilization, temperature control/heat transfer and removal, and mixing [2, 3, 4]. In general, forced aeration of the medium is advantageous as it achieves higher efficiency by combining aeration with agitation. Amylase production by many Bacillus spp. is known to be affected by the amount of dissolved oxygen [9]. In this study, it was aimed to optimize the production of α-amylase by B.licheniformis ATCC 6346 from 25mL in a 250mL conical flask to 2L in a 3L lab-bench scale fermenter.
MATERIALS AND METHODS
Strain of αααα-amylase producer and enzyme production Bacillus licheniformis ATCC 6346 from Heriot-Watt University U.K was used in this study. The nutrient agar medium contained (gL-1) nutrient agar, 25.0 and soluble starch, 3.0 and the activation medium contained (gL-1) Nutrient broth, 25.0 and soluble starch 3.0 at pH 7.0. The fermentation medium contained (gL-1) soluble starch, 4.0; (NH4)2SO4, 5.0; peptone, 6.0; FeCl3, 0.01; MgCl2.6H2O, 0.01; CaCl2.2H2O, 0.01; KH2PO4, 4.0 and K2HPO4, 7.5 at pH 7.0. A loopful of Bacillus licheniformis ATCC 6346 from nutrient agar slants with 0.3% soluble starch (grown at 37oC for 24h) was transferred to 10mL activation medium which was incubated at 42oC in a rotary shaker (100rpm) for 12 hours and used as inoculum. The fermentation medium was inoculated with 20% (v/v) inoculum and the inoculated flasks were incubated for 48h at 42oC with shaking at 100rpm. The culture filtrate was used as source of α-amylase. Measurement of αααα-amylase activity Enzyme was diluted with 0.01M phosphate buffer (pH 7.0). The diluted enzyme and soluble starch (2gL-1) in 0.0lM phosphate buffer (pH 7.0) were pre incubated for 3 min at 85oC. Then
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
192 Available online at www.scholarsresearchlibrary.com
0.5mL of the enzyme was mixed with 0.5mL substrate and incubated for 5min at 85oC. Reducing sugar was measured by the DNS method [10]. One unit of α-amylase activity is defined as the amount of enzyme that produces one µmole of reducing sugar in one minute at 85oC, and pH 7.0 from soluble starch (20gL-1) as substrate. Production of αααα-amylase under different reactor volumes Conical flasks varying in volumes from 250 to 2000mL were taken. The media volume to flasks volume were maintained as 1:10 ratio. To the medium 20% (v/v) inoculum of Bacillus licheniformis ATCC 6346 was added and incubated at 42oC and at 100rpm. Samples (5mL) were taken at different time intervals from the spent medium and used for α-amylase activity, growth and the changes in pH measurements. Effect of medium to reactor volume ratio on αααα-amylase production In four 2000mL conical flasks the medium volume to flasks volume were varied from 1:10 to 2.5:10 ratio. The experiment was proceeded as said in above section. Production of αααα-amylase by Bacillus licheniformis ATCC 6346 in lab bench-scale fermenter Production of αααα-amylase at 100rpm and at 0.6vvm aeration Fermentation medium in the fermenter (BELACH BIOTEKNIK AB, Mod: CP410, Sweden, working volume 2L) was inoculated with 400mL of Bacillus licheniformis ATCC 6346 inoculum and incubated at 42oC, at 100rpm and at 0.6 vvm (volume per volume per minute) aeration. Sterilized polypropylene glycol (0.01% (v/v) of 50%) was used as antifoam. Samples were collected and α-amylase activity, optical density, changes of pH, dissolve Oxygen % and dry cell mass were monitored. Determination of cell mass Glass centrifuge tubes were numbered, and pre-dried at 105oC for 3h, they were placed in a desicator with blue-gel to cool to room temperature before weighing. These pre-weighed dry tubes were taken and 5ml of samples were taken at different time intervals added to each tube. The tubes were centrifuged at 5000rpm for 10min. Supernatant was discarded and tubes were kept in oven at 105oC for overnight. Tubes were dried at 105oC till constant weight was obtained and placed in the desicator for 2 hours before weighing. Effect of agitation on the production of αααα-amylase at 0.6vvm aeration Effect of agitation on the production of α-amylase in the fermenter was studied by varying the agitation rates from 100 to 200rpm without pH control at 42oC and at 0.6 vvm areation. Effect of aeration on the production of αααα-amylase at 200rpm Effect of aeration on the production of α-amylase in the fermenter was studied by varying the aeration rates from 0.6 to1.2 vvm without pH control at 42oC and at 200rpm. Effect of agitation on the production of αααα-amylase at 1.2vvm aeration Effect of agitation on the production of α-amylase in the fermenter was studied by varying the agitation rates from 200 to 400rpm without pH control at 42oC and at 1.2 vvm areation. Effect of temperature on the production of αααα-amylase Effect of temperature on the production of α-amylase in the fermenter was studied at different temperatures, varied from 37 to 46oC, without pH control at 300 rpm and at 1.2 vvm aeration.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
193 Available online at www.scholarsresearchlibrary.com
RESULTS AND DISCUSSION
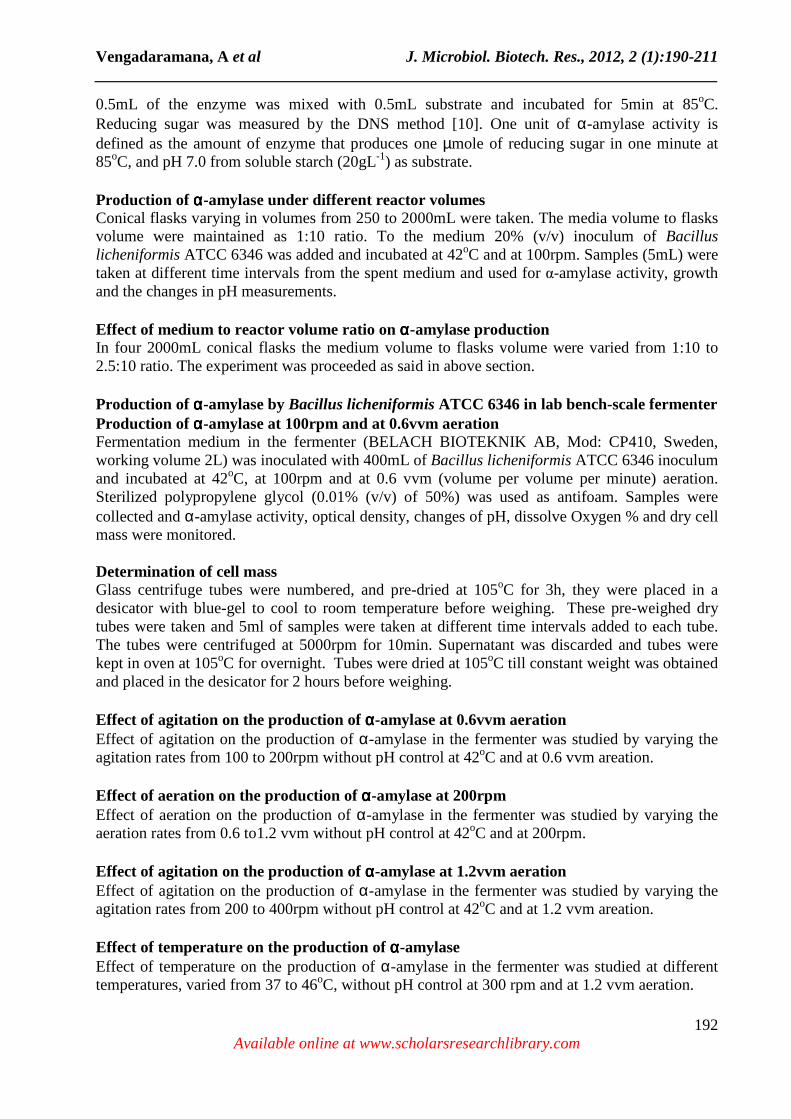
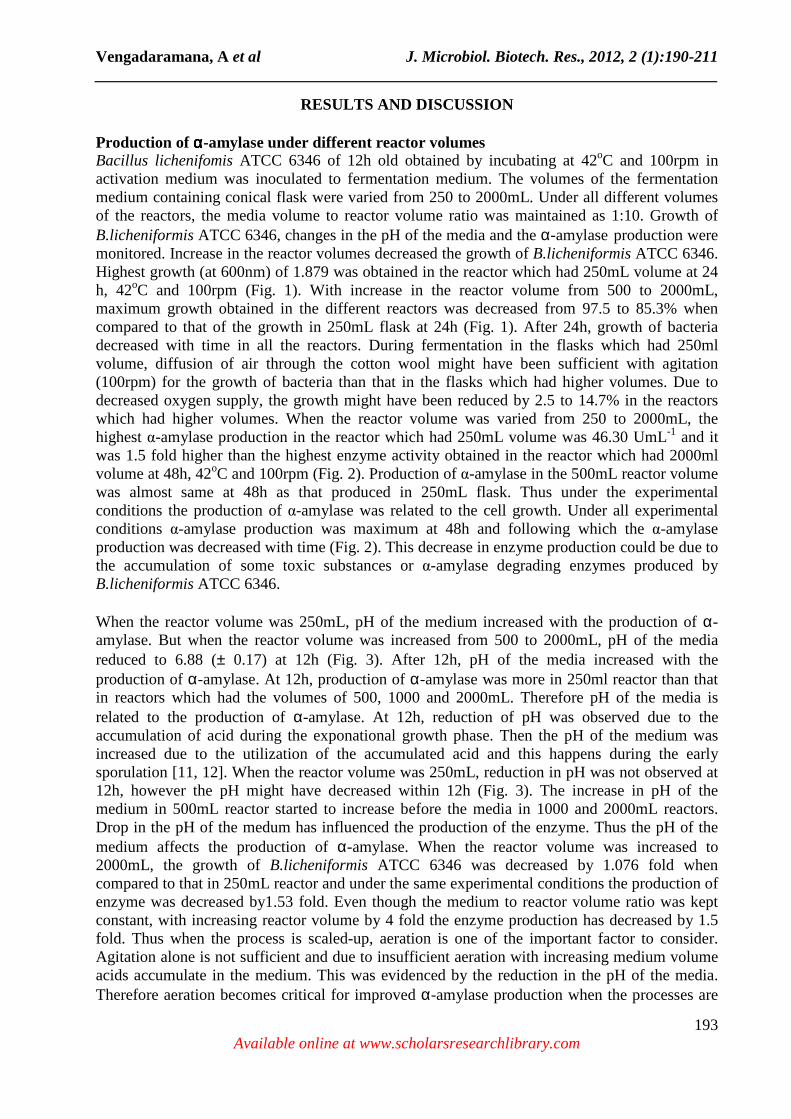
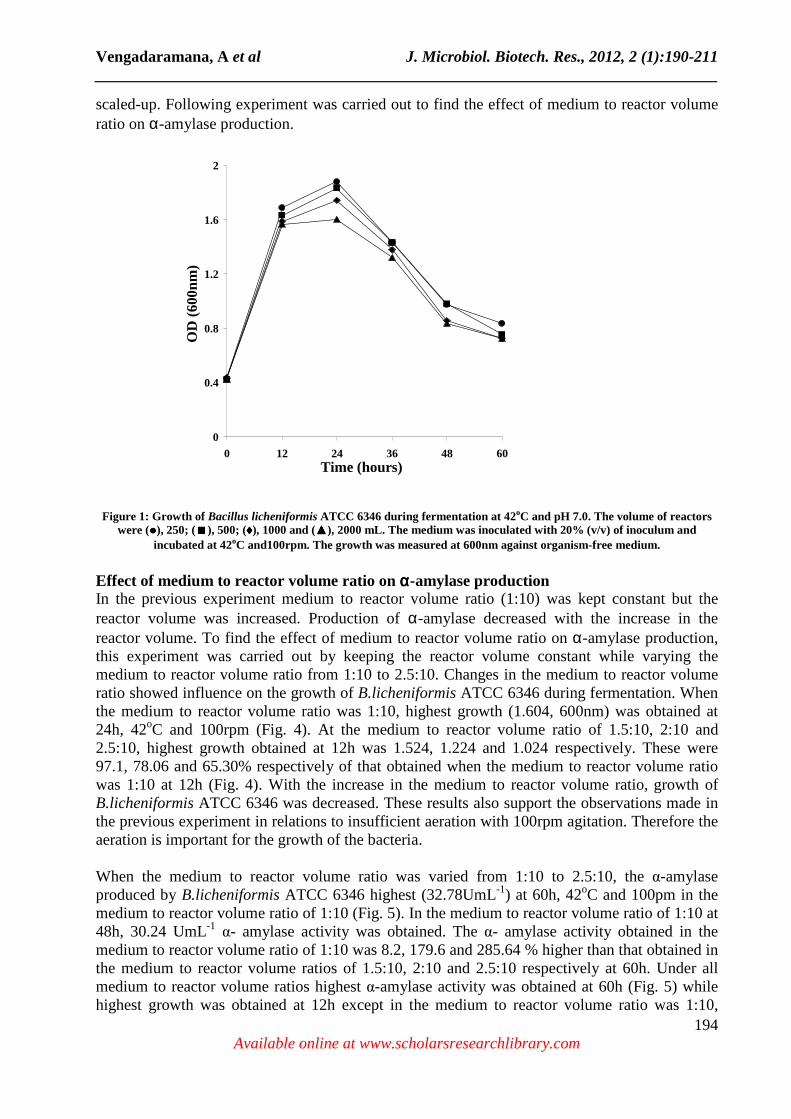
Production of αααα-amylase under different reactor volumes Bacillus lichenifomis ATCC 6346 of 12h old obtained by incubating at 42oC and 100rpm in activation medium was inoculated to fermentation medium. The volumes of the fermentation medium containing conical flask were varied from 250 to 2000mL. Under all different volumes of the reactors, the media volume to reactor volume ratio was maintained as 1:10. Growth of B.licheniformis ATCC 6346, changes in the pH of the media and the α-amylase production were monitored. Increase in the reactor volumes decreased the growth of B.licheniformis ATCC 6346. Highest growth (at 600nm) of 1.879 was obtained in the reactor which had 250mL volume at 24 h, 42oC and 100rpm (Fig. 1). With increase in the reactor volume from 500 to 2000mL, maximum growth obtained in the different reactors was decreased from 97.5 to 85.3% when compared to that of the growth in 250mL flask at 24h (Fig. 1). After 24h, growth of bacteria decreased with time in all the reactors. During fermentation in the flasks which had 250ml volume, diffusion of air through the cotton wool might have been sufficient with agitation (100rpm) for the growth of bacteria than that in the flasks which had higher volumes. Due to decreased oxygen supply, the growth might have been reduced by 2.5 to 14.7% in the reactors which had higher volumes. When the reactor volume was varied from 250 to 2000mL, the highest α-amylase production in the reactor which had 250mL volume was 46.30 UmL-1 and it was 1.5 fold higher than the highest enzyme activity obtained in the reactor which had 2000ml volume at 48h, 42oC and 100rpm (Fig. 2). Production of α-amylase in the 500mL reactor volume was almost same at 48h as that produced in 250mL flask. Thus under the experimental conditions the production of α-amylase was related to the cell growth. Under all experimental conditions α-amylase production was maximum at 48h and following which the α-amylase production was decreased with time (Fig. 2). This decrease in enzyme production could be due to the accumulation of some toxic substances or α-amylase degrading enzymes produced by B.licheniformis ATCC 6346. When the reactor volume was 250mL, pH of the medium increased with the production of α-amylase. But when the reactor volume was increased from 500 to 2000mL, pH of the media reduced to 6.88 (± 0.17) at 12h (Fig. 3). After 12h, pH of the media increased with the production of α-amylase. At 12h, production of α-amylase was more in 250ml reactor than that in reactors which had the volumes of 500, 1000 and 2000mL. Therefore pH of the media is related to the production of α-amylase. At 12h, reduction of pH was observed due to the accumulation of acid during the exponational growth phase. Then the pH of the medium was increased due to the utilization of the accumulated acid and this happens during the early sporulation [11, 12]. When the reactor volume was 250mL, reduction in pH was not observed at 12h, however the pH might have decreased within 12h (Fig. 3). The increase in pH of the medium in 500mL reactor started to increase before the media in 1000 and 2000mL reactors. Drop in the pH of the medum has influenced the production of the enzyme. Thus the pH of the medium affects the production of α-amylase. When the reactor volume was increased to 2000mL, the growth of B.licheniformis ATCC 6346 was decreased by 1.076 fold when compared to that in 250mL reactor and under the same experimental conditions the production of enzyme was decreased by1.53 fold. Even though the medium to reactor volume ratio was kept constant, with increasing reactor volume by 4 fold the enzyme production has decreased by 1.5 fold. Thus when the process is scaled-up, aeration is one of the important factor to consider. Agitation alone is not sufficient and due to insufficient aeration with increasing medium volume acids accumulate in the medium. This was evidenced by the reduction in the pH of the media. Therefore aeration becomes critical for improved α-amylase production when the processes are
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
194 Available online at www.scholarsresearchlibrary.com
scaled-up. Following experiment was carried out to find the effect of medium to reactor volume ratio on α-amylase production.
Figure 1: Growth of Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0. The volume of reactors
were (●●●●), 250; (����), 500; (♦♦♦♦), 1000 and (▲▲▲▲), 2000 mL. The medium was inoculated with 20% (v/v) of inoculum and incubated at 42oC and100rpm. The growth was measured at 600nm against organism-free medium.
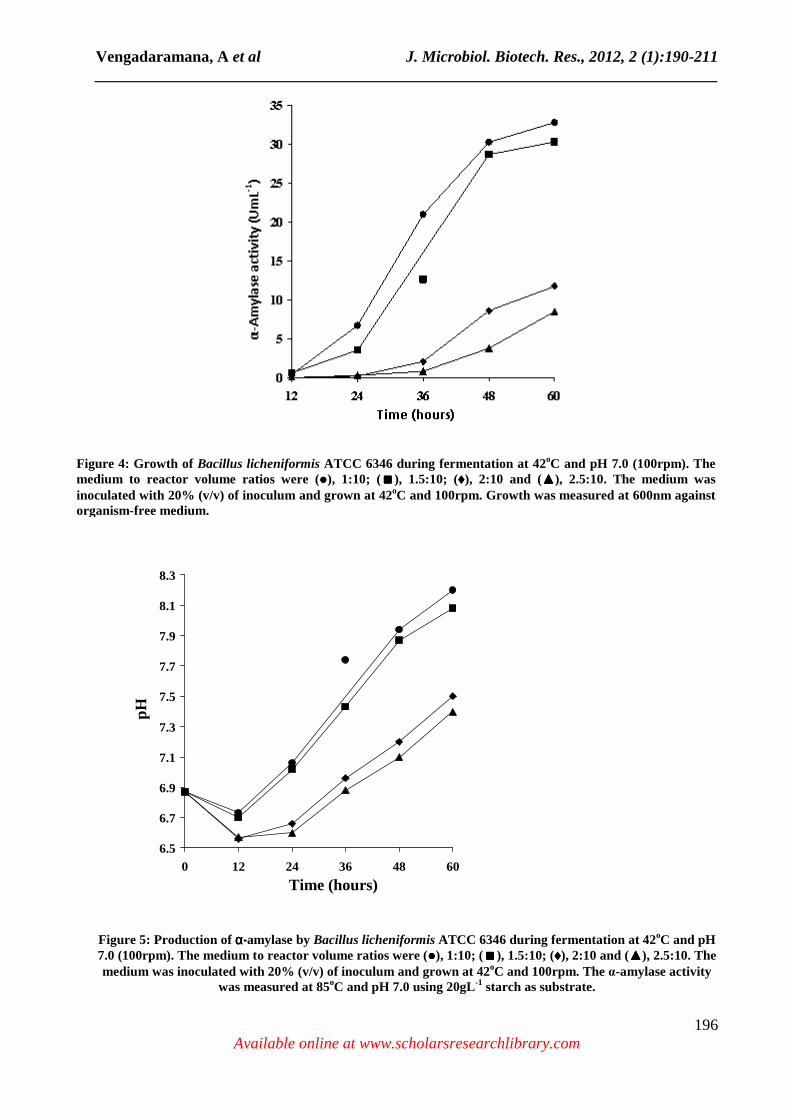
Effect of medium to reactor volume ratio on αααα-amylase production In the previous experiment medium to reactor volume ratio (1:10) was kept constant but the reactor volume was increased. Production of α-amylase decreased with the increase in the reactor volume. To find the effect of medium to reactor volume ratio on α-amylase production, this experiment was carried out by keeping the reactor volume constant while varying the medium to reactor volume ratio from 1:10 to 2.5:10. Changes in the medium to reactor volume ratio showed influence on the growth of B.licheniformis ATCC 6346 during fermentation. When the medium to reactor volume ratio was 1:10, highest growth (1.604, 600nm) was obtained at 24h, 42oC and 100rpm (Fig. 4). At the medium to reactor volume ratio of 1.5:10, 2:10 and 2.5:10, highest growth obtained at 12h was 1.524, 1.224 and 1.024 respectively. These were 97.1, 78.06 and 65.30% respectively of that obtained when the medium to reactor volume ratio was 1:10 at 12h (Fig. 4). With the increase in the medium to reactor volume ratio, growth of B.licheniformis ATCC 6346 was decreased. These results also support the observations made in the previous experiment in relations to insufficient aeration with 100rpm agitation. Therefore the aeration is important for the growth of the bacteria. When the medium to reactor volume ratio was varied from 1:10 to 2.5:10, the α-amylase produced by B.licheniformis ATCC 6346 highest (32.78UmL-1) at 60h, 42oC and 100pm in the medium to reactor volume ratio of 1:10 (Fig. 5). In the medium to reactor volume ratio of 1:10 at 48h, 30.24 UmL-1 α- amylase activity was obtained. The α- amylase activity obtained in the medium to reactor volume ratio of 1:10 was 8.2, 179.6 and 285.64 % higher than that obtained in the medium to reactor volume ratios of 1.5:10, 2:10 and 2.5:10 respectively at 60h. Under all medium to reactor volume ratios highest α-amylase activity was obtained at 60h (Fig. 5) while highest growth was obtained at 12h except in the medium to reactor volume ratio was 1:10,
Time (hours)
OD
(60
0nm
)
0
0.4
0.8
1.2
1.6
2
0 12 24 36 48 60
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
195 Available online at www.scholarsresearchlibrary.com
where highest growth was obtained at 24h. Increase in the medium to reactor volume ratio also influenced the α-amylase production as the growth of the bacteria. Due to insufficient mixing or aeration the bacteria would have adapted to survive under anaerobic conditions and produced acids as the end product of glycolysis. Under such fermentation conditions the agitation might have produced some toxic substances which would inhibit the bacterial cell growth or increased the cell lysis and enzyme degradation.
Figure 2: Production of αααα-amylase by Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0 (100rpm). The volume of reactors were (●●●●), 250; (����), 500; (♦♦♦♦), 1000 and (▲▲▲▲), 2000 mL. The medium was inoculated with 20% (v/v) of inoculum and grown at 42oC and 100rpm. The α-amylase activity was measured
at 85oC and pH 7.0 using 20gL-1 starch as substrate.
Figure 3: Changes of pH in medium inoculated with Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0. The volume of reactors were (●●●●), 250; (����), 500; (♦♦♦♦), 1000 and (▲▲▲▲), 2000 mL. The medium
was inoculated with 20% of inoculum and incubated at 42oC and100rpm. The pH was measured.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
196 Available online at www.scholarsresearchlibrary.com
Figure 5: Production of αααα-amylase by Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0 (100rpm). The medium to reactor volume ratios were (●●●●), 1:10; (����), 1.5:10; (♦♦♦♦), 2:10 and (▲▲▲▲), 2.5:10. The medium was inoculated with 20% (v/v) of inoculum and grown at 42oC and 100rpm. The α-amylase activity
was measured at 85oC and pH 7.0 using 20gL-1 starch as substrate.
pH
Time (hours)
6.5
6.7
6.9
7.1
7.3
7.5
7.7
7.9
8.1
8.3
0 12 24 36 48 60
Figure 4: Growth of Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0 (100rpm). The medium to reactor volume ratios were (●●●●), 1:10; (����), 1.5:10; (♦♦♦♦), 2:10 and (▲▲▲▲), 2.5:10. The medium was inoculated with 20% (v/v) of inoculum and grown at 42oC and 100rpm. Growth was measured at 600nm against organism-free medium.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
197 Available online at www.scholarsresearchlibrary.com
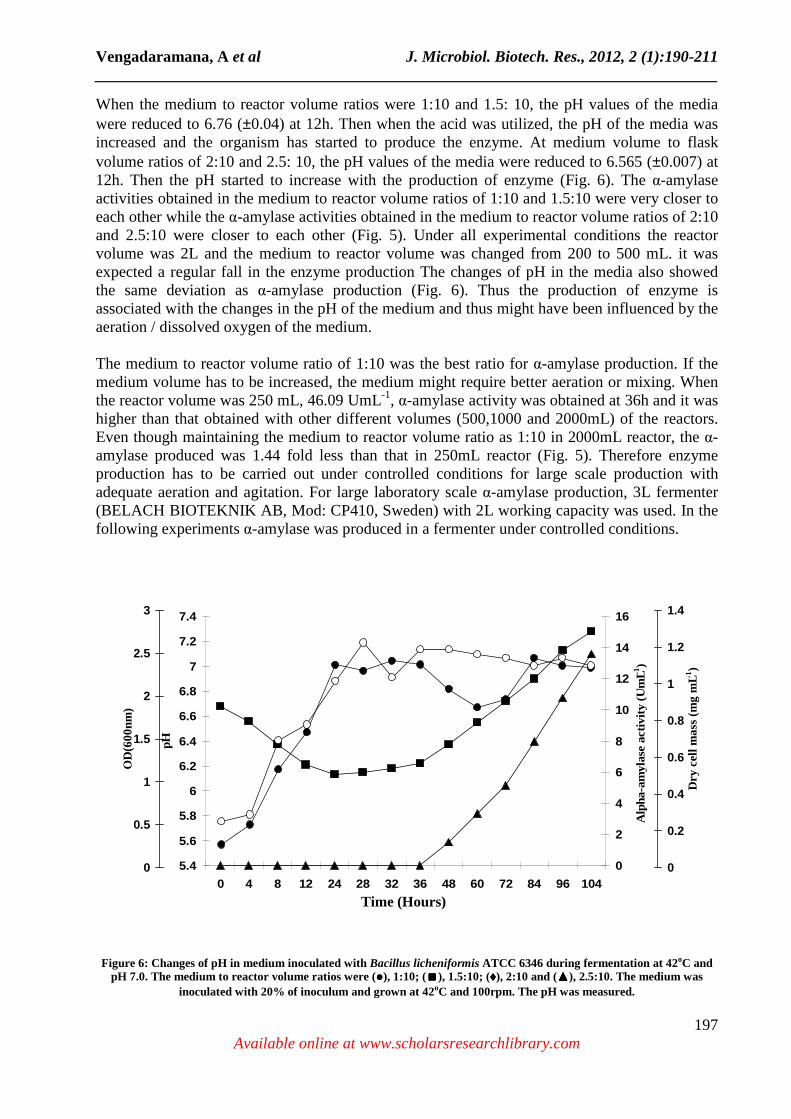
When the medium to reactor volume ratios were 1:10 and 1.5: 10, the pH values of the media were reduced to 6.76 (±0.04) at 12h. Then when the acid was utilized, the pH of the media was increased and the organism has started to produce the enzyme. At medium volume to flask volume ratios of 2:10 and 2.5: 10, the pH values of the media were reduced to 6.565 (±0.007) at 12h. Then the pH started to increase with the production of enzyme (Fig. 6). The α-amylase activities obtained in the medium to reactor volume ratios of 1:10 and 1.5:10 were very closer to each other while the α-amylase activities obtained in the medium to reactor volume ratios of 2:10 and 2.5:10 were closer to each other (Fig. 5). Under all experimental conditions the reactor volume was 2L and the medium to reactor volume was changed from 200 to 500 mL. it was expected a regular fall in the enzyme production The changes of pH in the media also showed the same deviation as α-amylase production (Fig. 6). Thus the production of enzyme is associated with the changes in the pH of the medium and thus might have been influenced by the aeration / dissolved oxygen of the medium. The medium to reactor volume ratio of 1:10 was the best ratio for α-amylase production. If the medium volume has to be increased, the medium might require better aeration or mixing. When the reactor volume was 250 mL, 46.09 UmL-1, α-amylase activity was obtained at 36h and it was higher than that obtained with other different volumes (500,1000 and 2000mL) of the reactors. Even though maintaining the medium to reactor volume ratio as 1:10 in 2000mL reactor, the α-amylase produced was 1.44 fold less than that in 250mL reactor (Fig. 5). Therefore enzyme production has to be carried out under controlled conditions for large scale production with adequate aeration and agitation. For large laboratory scale α-amylase production, 3L fermenter (BELACH BIOTEKNIK AB, Mod: CP410, Sweden) with 2L working capacity was used. In the following experiments α-amylase was produced in a fermenter under controlled conditions.
Figure 6: Changes of pH in medium inoculated with Bacillus licheniformis ATCC 6346 during fermentation at 42oC and pH 7.0. The medium to reactor volume ratios were (●●●●), 1:10; (����), 1.5:10; (♦♦♦♦), 2:10 and (▲▲▲▲), 2.5:10. The medium was
inoculated with 20% of inoculum and grown at 42oC and 100rpm. The pH was measured.
Time (Hours)
5.4
5.6
5.8
6
6.2
6.4
6.6
6.8
7
7.2
7.4
0 4 8 12 24 28 32 36 48 60 72 84 96 104
pH
0
2
4
6
8
10
12
14
16
Alp
ha-a
myl
ase
activ
ity (
Um
L-1)
0
0.5
1
1.5
2
2.5
3
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0
0.5
1
1.5
2
2.5
3
OD
(600
nm)
0
0.2
0.4
0.6
0.8
1
1.2
1.4
Dry
cel
l mas
s (m
g m
L-1)
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
198 Available online at www.scholarsresearchlibrary.com
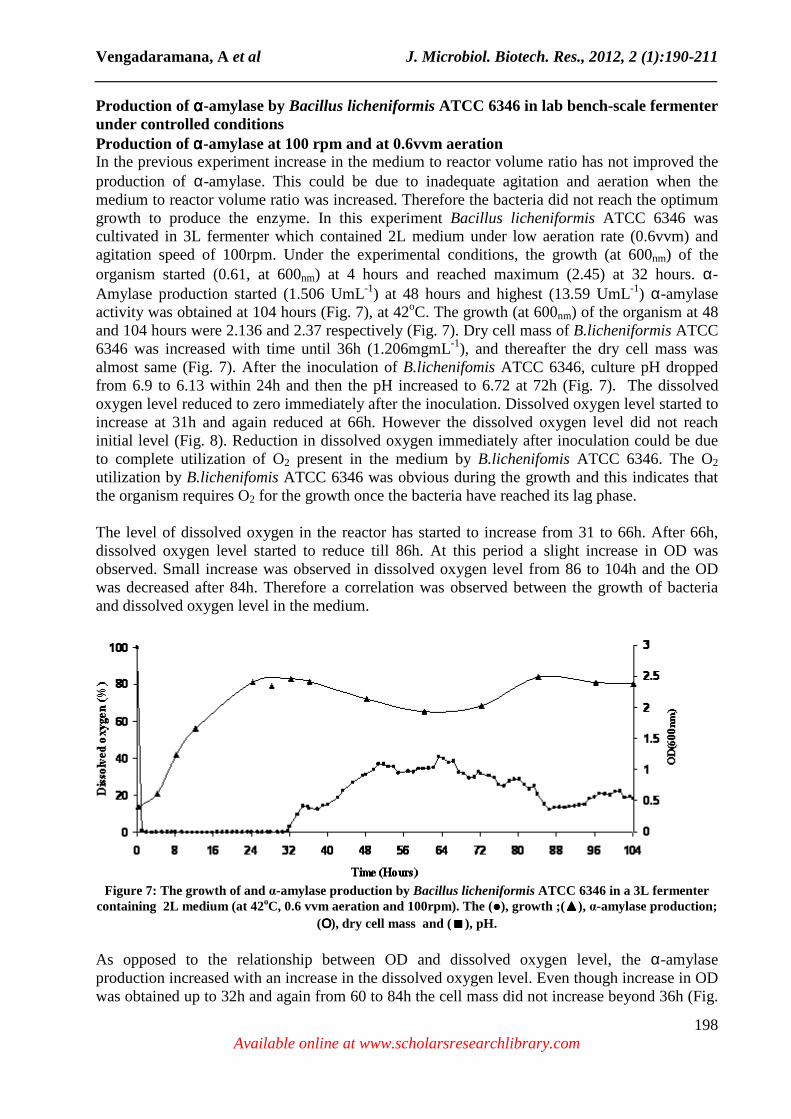
Production of αααα-amylase by Bacillus licheniformis ATCC 6346 in lab bench-scale fermenter under controlled conditions Production of αααα-amylase at 100 rpm and at 0.6vvm aeration In the previous experiment increase in the medium to reactor volume ratio has not improved the production of α-amylase. This could be due to inadequate agitation and aeration when the medium to reactor volume ratio was increased. Therefore the bacteria did not reach the optimum growth to produce the enzyme. In this experiment Bacillus licheniformis ATCC 6346 was cultivated in 3L fermenter which contained 2L medium under low aeration rate (0.6vvm) and agitation speed of 100rpm. Under the experimental conditions, the growth (at 600nm) of the organism started (0.61, at 600nm) at 4 hours and reached maximum (2.45) at 32 hours. α-Amylase production started (1.506 UmL-1) at 48 hours and highest (13.59 UmL-1) α-amylase activity was obtained at 104 hours (Fig. 7), at 42oC. The growth (at 600nm) of the organism at 48 and 104 hours were 2.136 and 2.37 respectively (Fig. 7). Dry cell mass of B.licheniformis ATCC 6346 was increased with time until 36h (1.206mgmL-1), and thereafter the dry cell mass was almost same (Fig. 7). After the inoculation of B.lichenifomis ATCC 6346, culture pH dropped from 6.9 to 6.13 within 24h and then the pH increased to 6.72 at 72h (Fig. 7). The dissolved oxygen level reduced to zero immediately after the inoculation. Dissolved oxygen level started to increase at 31h and again reduced at 66h. However the dissolved oxygen level did not reach initial level (Fig. 8). Reduction in dissolved oxygen immediately after inoculation could be due to complete utilization of O2 present in the medium by B.lichenifomis ATCC 6346. The O2
utilization by B.lichenifomis ATCC 6346 was obvious during the growth and this indicates that the organism requires O2 for the growth once the bacteria have reached its lag phase. The level of dissolved oxygen in the reactor has started to increase from 31 to 66h. After 66h, dissolved oxygen level started to reduce till 86h. At this period a slight increase in OD was observed. Small increase was observed in dissolved oxygen level from 86 to 104h and the OD was decreased after 84h. Therefore a correlation was observed between the growth of bacteria and dissolved oxygen level in the medium.
Figure 7: The growth of and α-amylase production by Bacillus licheniformis ATCC 6346 in a 3L fermenter
containing 2L medium (at 42oC, 0.6 vvm aeration and 100rpm). The (●●●●), growth ;(▲▲▲▲), α-amylase production; (ΟΟΟΟ), dry cell mass and (����), pH.
As opposed to the relationship between OD and dissolved oxygen level, the α-amylase production increased with an increase in the dissolved oxygen level. Even though increase in OD was obtained up to 32h and again from 60 to 84h the cell mass did not increase beyond 36h (Fig.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
199 Available online at www.scholarsresearchlibrary.com
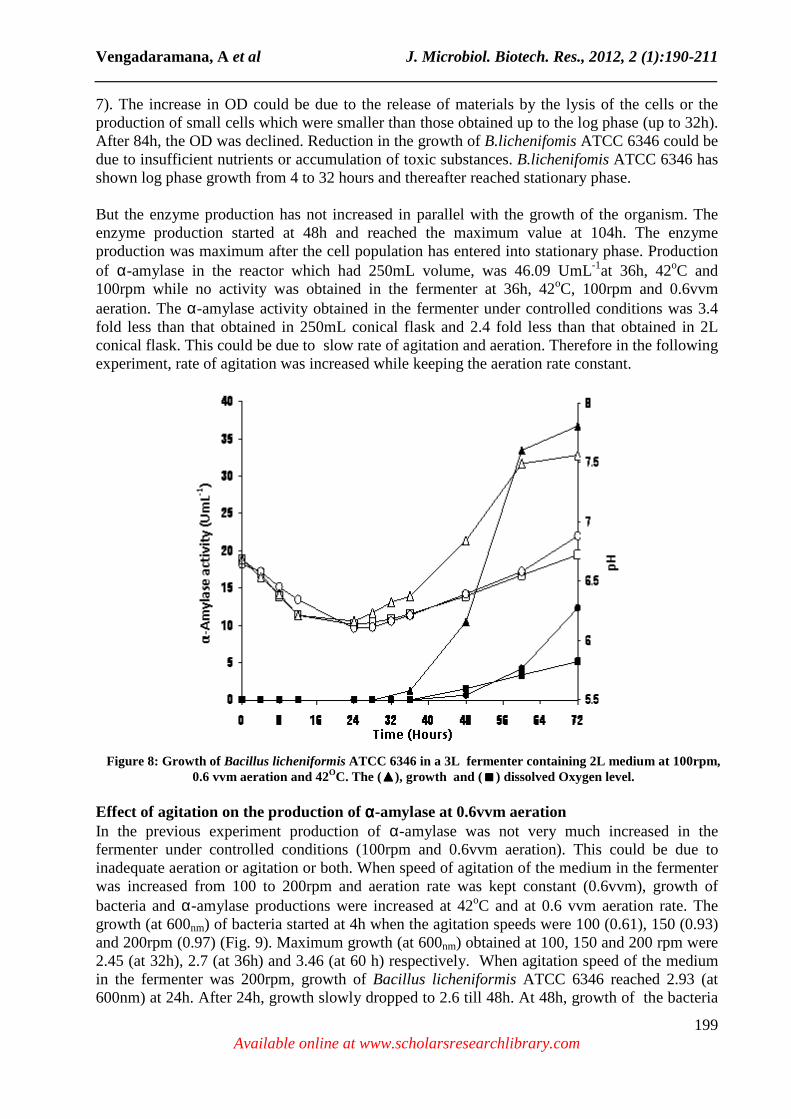
7). The increase in OD could be due to the release of materials by the lysis of the cells or the production of small cells which were smaller than those obtained up to the log phase (up to 32h). After 84h, the OD was declined. Reduction in the growth of B.lichenifomis ATCC 6346 could be due to insufficient nutrients or accumulation of toxic substances. B.lichenifomis ATCC 6346 has shown log phase growth from 4 to 32 hours and thereafter reached stationary phase. But the enzyme production has not increased in parallel with the growth of the organism. The enzyme production started at 48h and reached the maximum value at 104h. The enzyme production was maximum after the cell population has entered into stationary phase. Production of α-amylase in the reactor which had 250mL volume, was 46.09 UmL-1at 36h, 42oC and 100rpm while no activity was obtained in the fermenter at 36h, 42oC, 100rpm and 0.6vvm aeration. The α-amylase activity obtained in the fermenter under controlled conditions was 3.4 fold less than that obtained in 250mL conical flask and 2.4 fold less than that obtained in 2L conical flask. This could be due to slow rate of agitation and aeration. Therefore in the following experiment, rate of agitation was increased while keeping the aeration rate constant.
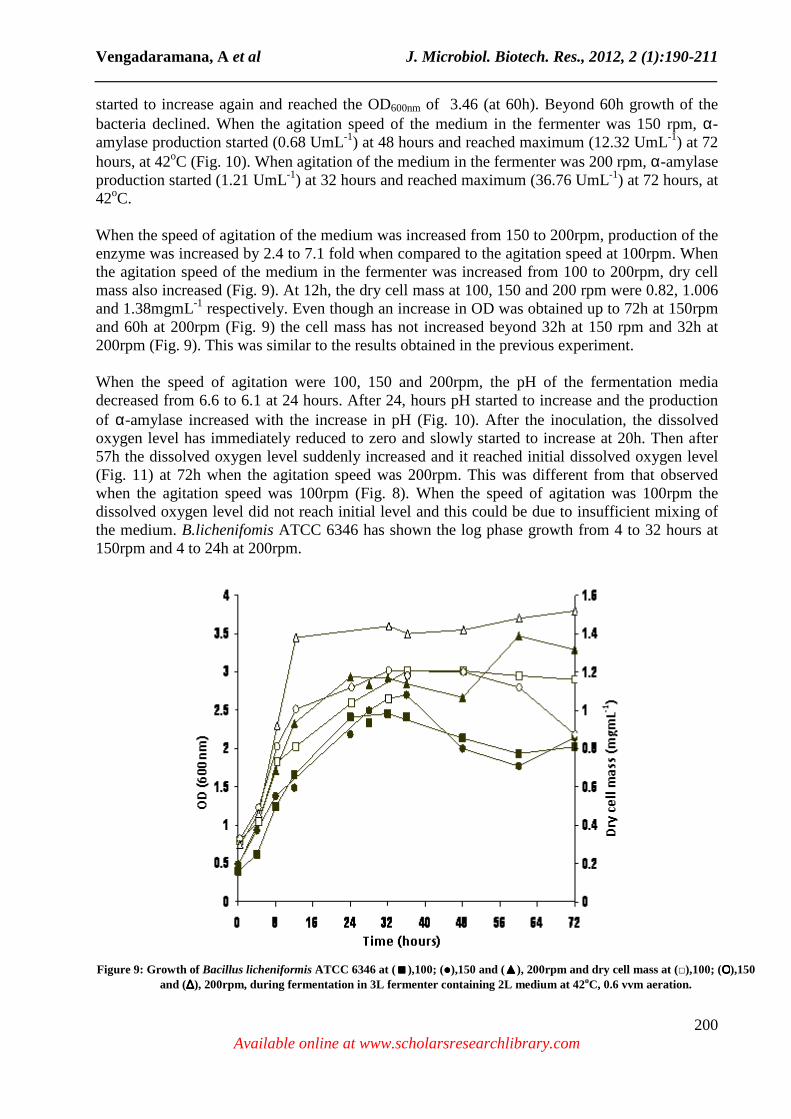
Effect of agitation on the production of αααα-amylase at 0.6vvm aeration In the previous experiment production of α-amylase was not very much increased in the fermenter under controlled conditions (100rpm and 0.6vvm aeration). This could be due to inadequate aeration or agitation or both. When speed of agitation of the medium in the fermenter was increased from 100 to 200rpm and aeration rate was kept constant (0.6vvm), growth of bacteria and α-amylase productions were increased at 42oC and at 0.6 vvm aeration rate. The growth (at 600nm) of bacteria started at 4h when the agitation speeds were 100 (0.61), 150 (0.93) and 200rpm (0.97) (Fig. 9). Maximum growth (at 600nm) obtained at 100, 150 and 200 rpm were 2.45 (at 32h), 2.7 (at 36h) and 3.46 (at 60 h) respectively. When agitation speed of the medium in the fermenter was 200rpm, growth of Bacillus licheniformis ATCC 6346 reached 2.93 (at 600nm) at 24h. After 24h, growth slowly dropped to 2.6 till 48h. At 48h, growth of the bacteria
Figure 8: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 100rpm, 0.6 vvm aeration and 42OC. The (▲▲▲▲), growth and (����) dissolved Oxygen level.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
200 Available online at www.scholarsresearchlibrary.com
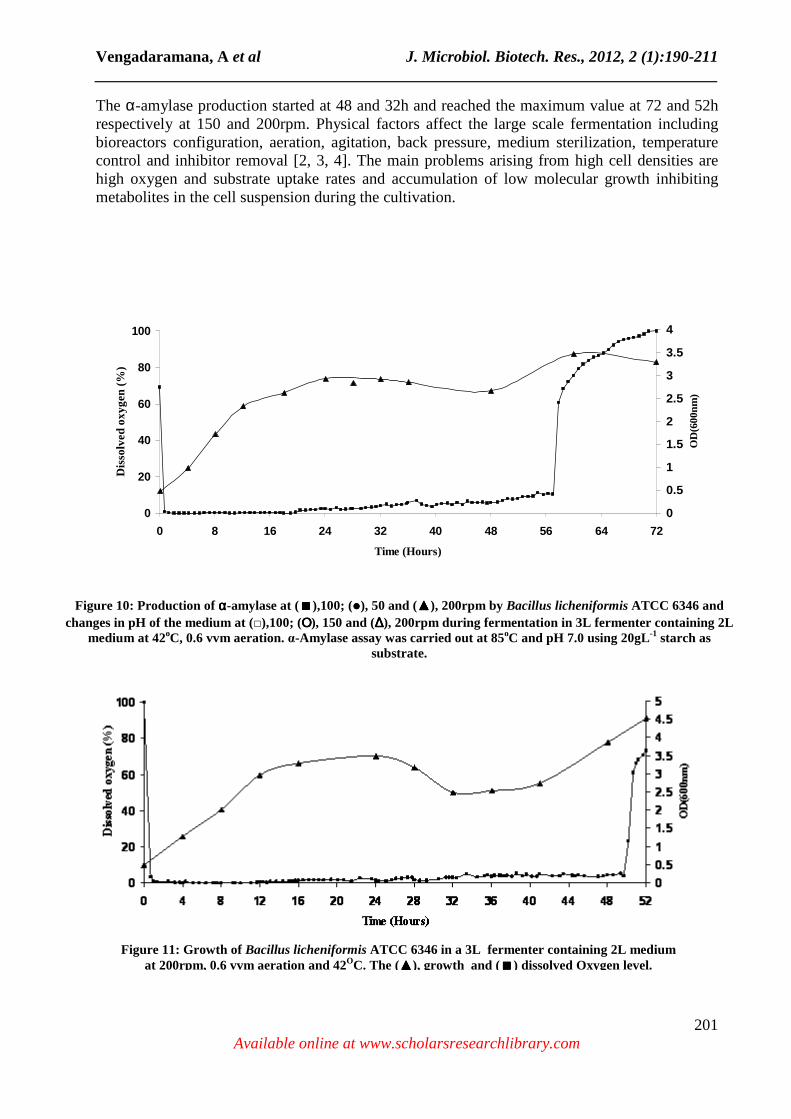
started to increase again and reached the OD600nm of 3.46 (at 60h). Beyond 60h growth of the bacteria declined. When the agitation speed of the medium in the fermenter was 150 rpm, α-amylase production started (0.68 UmL-1) at 48 hours and reached maximum (12.32 UmL-1) at 72 hours, at 42oC (Fig. 10). When agitation of the medium in the fermenter was 200 rpm, α-amylase production started (1.21 UmL-1) at 32 hours and reached maximum (36.76 UmL-1) at 72 hours, at 42oC. When the speed of agitation of the medium was increased from 150 to 200rpm, production of the enzyme was increased by 2.4 to 7.1 fold when compared to the agitation speed at 100rpm. When the agitation speed of the medium in the fermenter was increased from 100 to 200rpm, dry cell mass also increased (Fig. 9). At 12h, the dry cell mass at 100, 150 and 200 rpm were 0.82, 1.006 and 1.38mgmL-1 respectively. Even though an increase in OD was obtained up to 72h at 150rpm and 60h at 200rpm (Fig. 9) the cell mass has not increased beyond 32h at 150 rpm and 32h at 200rpm (Fig. 9). This was similar to the results obtained in the previous experiment. When the speed of agitation were 100, 150 and 200rpm, the pH of the fermentation media decreased from 6.6 to 6.1 at 24 hours. After 24, hours pH started to increase and the production of α-amylase increased with the increase in pH (Fig. 10). After the inoculation, the dissolved oxygen level has immediately reduced to zero and slowly started to increase at 20h. Then after 57h the dissolved oxygen level suddenly increased and it reached initial dissolved oxygen level (Fig. 11) at 72h when the agitation speed was 200rpm. This was different from that observed when the agitation speed was 100rpm (Fig. 8). When the speed of agitation was 100rpm the dissolved oxygen level did not reach initial level and this could be due to insufficient mixing of the medium. B.lichenifomis ATCC 6346 has shown the log phase growth from 4 to 32 hours at 150rpm and 4 to 24h at 200rpm.
Figure 9: Growth of Bacillus licheniformis ATCC 6346 at (����),100; (●●●●),150 and (▲▲▲▲), 200rpm and dry cell mass at (□),100; (ΟΟΟΟ),150 and (∆∆∆∆), 200rpm, during fermentation in 3L fermenter containing 2L medium at 42oC, 0.6 vvm aeration.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
201 Available online at www.scholarsresearchlibrary.com
0
20
40
60
80
100
0 8 16 24 32 40 48 56 64 72
Time (Hours)
Dis
solv
ed o
xyge
n (%
)
0
0.5
1
1.5
2
2.5
3
3.5
4
OD
(600
nm)
The α-amylase production started at 48 and 32h and reached the maximum value at 72 and 52h respectively at 150 and 200rpm. Physical factors affect the large scale fermentation including bioreactors configuration, aeration, agitation, back pressure, medium sterilization, temperature control and inhibitor removal [2, 3, 4]. The main problems arising from high cell densities are high oxygen and substrate uptake rates and accumulation of low molecular growth inhibiting metabolites in the cell suspension during the cultivation.
Figure 11: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 200rpm, 0.6 vvm aeration and 42OC. The (▲▲▲▲), growth and (����) dissolved Oxygen level.
Figure 10: Production of αααα-amylase at (����),100; (●●●●), 50 and (▲▲▲▲), 200rpm by Bacillus licheniformis ATCC 6346 and changes in pH of the medium at (□),100; (ΟΟΟΟ), 150 and (∆∆∆∆), 200rpm during fermentation in 3L fermenter containing 2L
medium at 42oC, 0.6 vvm aeration. α-Amylase assay was carried out at 85oC and pH 7.0 using 20gL-1 starch as substrate.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
202 Available online at www.scholarsresearchlibrary.com
To minimize the formation of inhibitors, providing optimal growth conditions is essential. Since the α- amylase produced at 200rpm was 7.1 and 2.98 folds higher than those obtained at 100 and 150 rpm respectively at 72h and 42oC, agitation speed of 200rpm was selected for the following experiment to study the effect of aeration rate at 1.2vvm. Effect of 1.2 vvm aeration on the production of αααα-amylase at 200rpm In the previous experiment after the inoculation, the dissolved oxygen level has immediately reduced to zero and suddenly increased after 57 hours at 0.6 vvm of aeration rate and at 200rpm agitation (Fig. 11). The dissolved oxygen level remained zero till 20h. Therefore the Bacillus licheniformis ATCC 6346 survived as an aerobe and this would have reduced the growth and enzyme production by the organism. B.licheniformis ATCC 6346 is a facultative anaerobe and also saprophytic bacterium and it is theoretically possible to acquire the ability to produce toxic subtances or proteolytic subtances. It could be the reason for the reduction in the growth of B.licheniformis ATCC 6346 and production of α-amylase. Therefore the aeration was increased to 1.2vvm. At the aeration rate of 1.2vvm, immediately after the inoculation the dissolved oxygen percentage reduced to zero and then slowly slightly increased from 15 to 50 hours. After 50h the dissolved oxygen level suddenly increased and reached 73% at 52h (Fig. 12).
Figure 12: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 200rpm, 1.2 vvm aeration and 42OC. The (▲▲▲▲), growth and (����) dissolved Oxygen level.
When the aeration of the medium in the fermenter was 0.6vvm, α-amylase production started (1.21 UmL-1) at 32 hours and growth (at 600nm) started (0.97) at 4 hours at 42oC. Maximum α-amylase activity (36.72 UmL-1) with 0.6 vvm aeration rate was observed at 72 hours (Fig. 10). But when the aeration rate was increased to 1.2vvm, α-amylase production
0
1
2
3
4
5
0 8 16 24 32 40 48 56 64 720
0.5
1
1.5
2
2.5
Time (hours)
OD
(60
0nm
)
Dry
cel
l mas
s (m
gmL-1
)
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
203 Available online at www.scholarsresearchlibrary.com
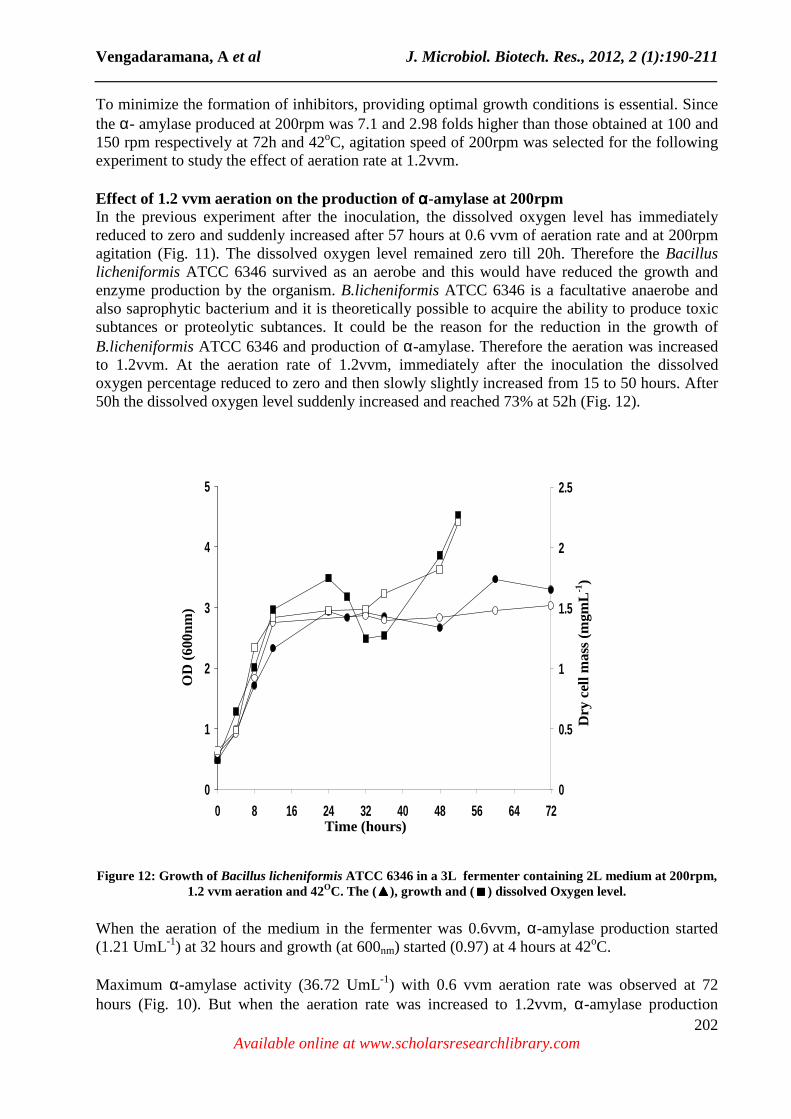
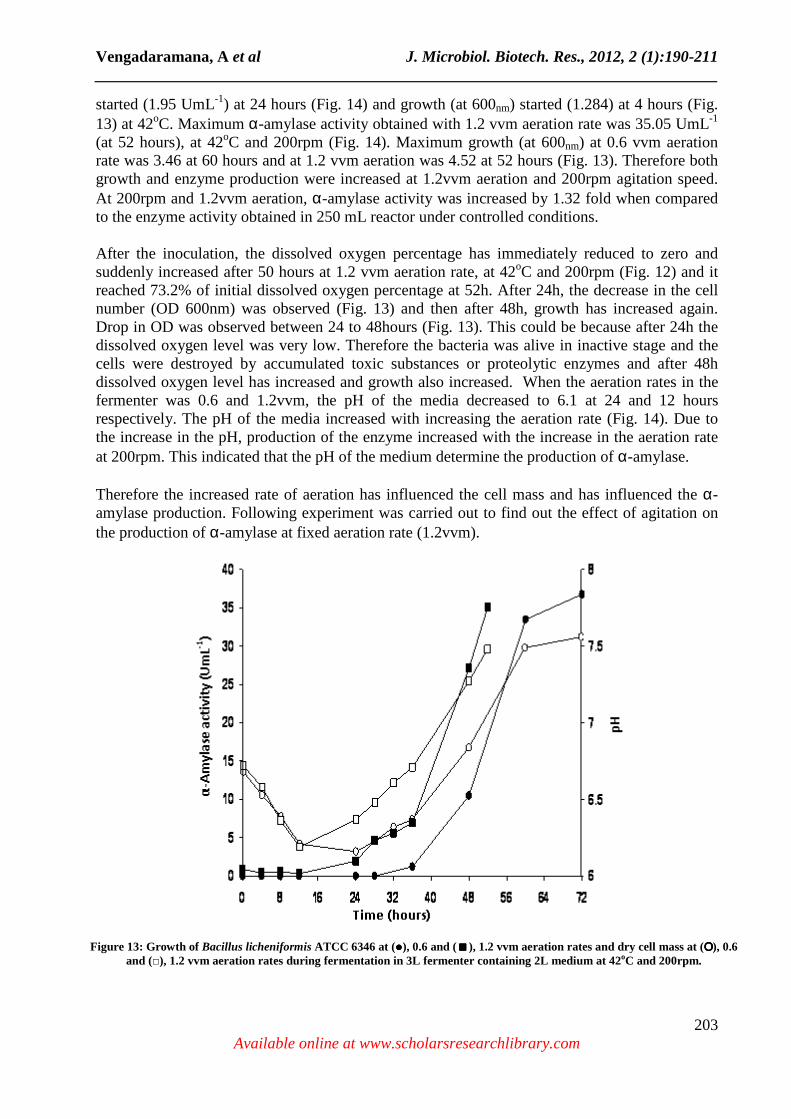
started (1.95 UmL-1) at 24 hours (Fig. 14) and growth (at 600nm) started (1.284) at 4 hours (Fig. 13) at 42oC. Maximum α-amylase activity obtained with 1.2 vvm aeration rate was 35.05 UmL-1 (at 52 hours), at 42oC and 200rpm (Fig. 14). Maximum growth (at 600nm) at 0.6 vvm aeration rate was 3.46 at 60 hours and at 1.2 vvm aeration was 4.52 at 52 hours (Fig. 13). Therefore both growth and enzyme production were increased at 1.2vvm aeration and 200rpm agitation speed. At 200rpm and 1.2vvm aeration, α-amylase activity was increased by 1.32 fold when compared to the enzyme activity obtained in 250 mL reactor under controlled conditions. After the inoculation, the dissolved oxygen percentage has immediately reduced to zero and suddenly increased after 50 hours at 1.2 vvm aeration rate, at 42oC and 200rpm (Fig. 12) and it reached 73.2% of initial dissolved oxygen percentage at 52h. After 24h, the decrease in the cell number (OD 600nm) was observed (Fig. 13) and then after 48h, growth has increased again. Drop in OD was observed between 24 to 48hours (Fig. 13). This could be because after 24h the dissolved oxygen level was very low. Therefore the bacteria was alive in inactive stage and the cells were destroyed by accumulated toxic substances or proteolytic enzymes and after 48h dissolved oxygen level has increased and growth also increased. When the aeration rates in the fermenter was 0.6 and 1.2vvm, the pH of the media decreased to 6.1 at 24 and 12 hours respectively. The pH of the media increased with increasing the aeration rate (Fig. 14). Due to the increase in the pH, production of the enzyme increased with the increase in the aeration rate at 200rpm. This indicated that the pH of the medium determine the production of α-amylase. Therefore the increased rate of aeration has influenced the cell mass and has influenced the α-amylase production. Following experiment was carried out to find out the effect of agitation on the production of α-amylase at fixed aeration rate (1.2vvm).
Figure 13: Growth of Bacillus licheniformis ATCC 6346 at (●●●●), 0.6 and (����), 1.2 vvm aeration rates and dry cell mass at (ΟΟΟΟ), 0.6 and (□), 1.2 vvm aeration rates during fermentation in 3L fermenter containing 2L medium at 42oC and 200rpm.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
204 Available online at www.scholarsresearchlibrary.com
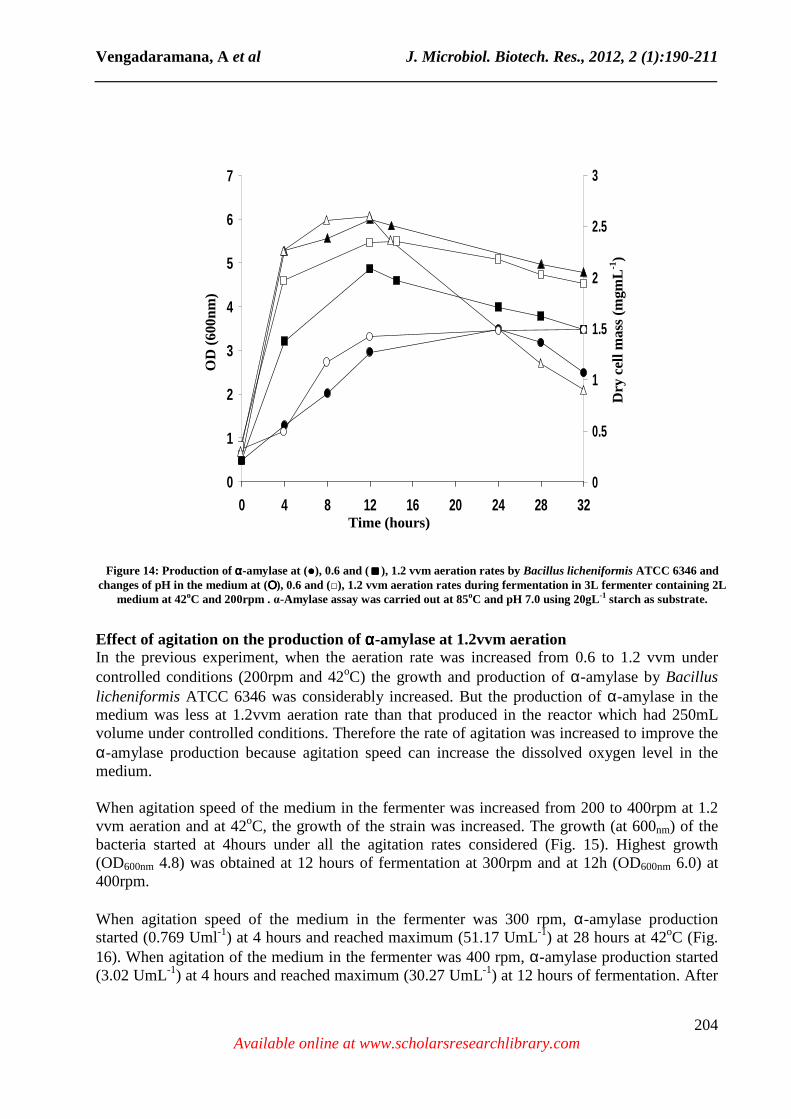
Effect of agitation on the production of αααα-amylase at 1.2vvm aeration In the previous experiment, when the aeration rate was increased from 0.6 to 1.2 vvm under controlled conditions (200rpm and 42oC) the growth and production of α-amylase by Bacillus licheniformis ATCC 6346 was considerably increased. But the production of α-amylase in the medium was less at 1.2vvm aeration rate than that produced in the reactor which had 250mL volume under controlled conditions. Therefore the rate of agitation was increased to improve the α-amylase production because agitation speed can increase the dissolved oxygen level in the medium. When agitation speed of the medium in the fermenter was increased from 200 to 400rpm at 1.2 vvm aeration and at 42oC, the growth of the strain was increased. The growth (at 600nm) of the bacteria started at 4hours under all the agitation rates considered (Fig. 15). Highest growth (OD600nm 4.8) was obtained at 12 hours of fermentation at 300rpm and at 12h (OD600nm 6.0) at 400rpm. When agitation speed of the medium in the fermenter was 300 rpm, α-amylase production started (0.769 Uml-1) at 4 hours and reached maximum (51.17 UmL-1) at 28 hours at 42oC (Fig. 16). When agitation of the medium in the fermenter was 400 rpm, α-amylase production started (3.02 UmL-1) at 4 hours and reached maximum (30.27 UmL-1) at 12 hours of fermentation. After
Figure 14: Production of αααα-amylase at (●●●●), 0.6 and (����), 1.2 vvm aeration rates by Bacillus licheniformis ATCC 6346 and changes of pH in the medium at (ΟΟΟΟ), 0.6 and (□), 1.2 vvm aeration rates during fermentation in 3L fermenter containing 2L
medium at 42oC and 200rpm . α-Amylase assay was carried out at 85oC and pH 7.0 using 20gL-1 starch as substrate.
Time (hours)
0
1
2
3
4
5
6
7
0 4 8 12 16 20 24 28 320
0.5
1
1.5
2
2.5
3
OD
(60
0nm
)
Dry
cel
l mas
s (m
gmL-1
)
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
205 Available online at www.scholarsresearchlibrary.com
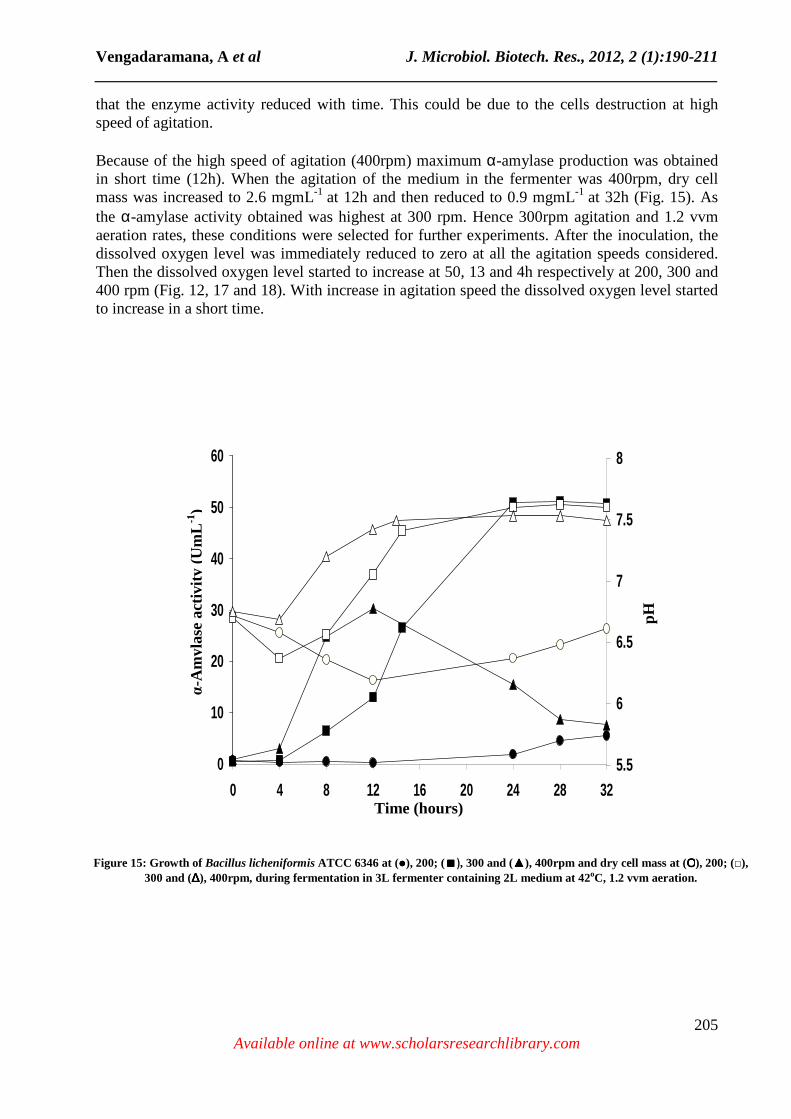
that the enzyme activity reduced with time. This could be due to the cells destruction at high speed of agitation. Because of the high speed of agitation (400rpm) maximum α-amylase production was obtained in short time (12h). When the agitation of the medium in the fermenter was 400rpm, dry cell mass was increased to 2.6 mgmL-1 at 12h and then reduced to 0.9 mgmL-1 at 32h (Fig. 15). As the α-amylase activity obtained was highest at 300 rpm. Hence 300rpm agitation and 1.2 vvm aeration rates, these conditions were selected for further experiments. After the inoculation, the dissolved oxygen level was immediately reduced to zero at all the agitation speeds considered. Then the dissolved oxygen level started to increase at 50, 13 and 4h respectively at 200, 300 and 400 rpm (Fig. 12, 17 and 18). With increase in agitation speed the dissolved oxygen level started to increase in a short time.
Figure 15: Growth of Bacillus licheniformis ATCC 6346 at (●●●●), 200; (����), 300 and (▲▲▲▲), 400rpm and dry cell mass at (ΟΟΟΟ), 200; (□), 300 and (∆∆∆∆), 400rpm, during fermentation in 3L fermenter containing 2L medium at 42oC, 1.2 vvm aeration.
Time (hours)
0
10
20
30
40
50
60
0 4 8 12 16 20 24 28 325.5
6
6.5
7
7.5
8
α-A
myl
ase
activ
ity (
Um
L-1)
pH
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
206 Available online at www.scholarsresearchlibrary.com
0
20
40
60
80
100
0 4 8 12 16 20 24 28 32
Time (Hours)
Dis
solv
ed o
xyge
n (%
)
0
1
2
3
4
5
6
OD
(600
nm)
0
20
40
60
80
100
0 4 8 12 16 20 24 28 32
Time (Hours)
Dis
solv
ed o
xyg
en (
%)
0
1
2
3
4
5
6
7
OD
(600
nm)
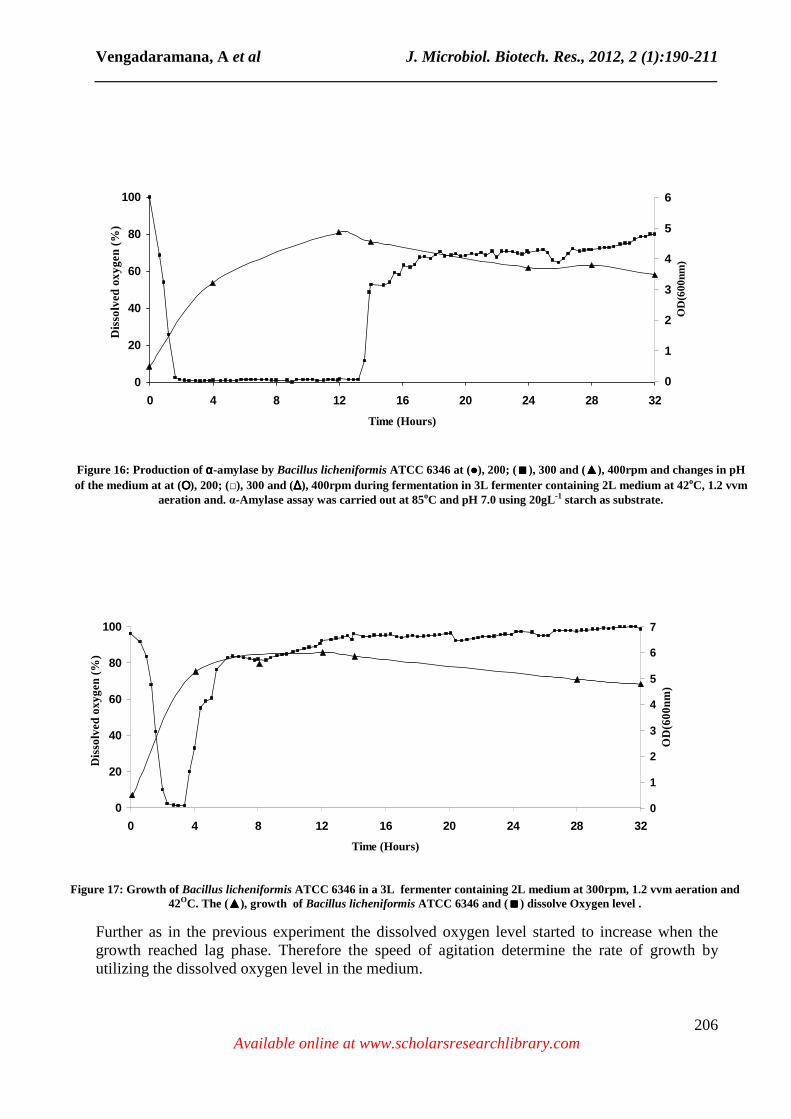
Further as in the previous experiment the dissolved oxygen level started to increase when the growth reached lag phase. Therefore the speed of agitation determine the rate of growth by utilizing the dissolved oxygen level in the medium.
Figure 16: Production of αααα-amylase by Bacillus licheniformis ATCC 6346 at (●●●●), 200; (����), 300 and (▲▲▲▲), 400rpm and changes in pH of the medium at at (ΟΟΟΟ), 200; (□), 300 and (∆∆∆∆), 400rpm during fermentation in 3L fermenter containing 2L medium at 42oC, 1.2 vvm
aeration and. α-Amylase assay was carried out at 85oC and pH 7.0 using 20gL-1 starch as substrate.
Figure 17: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 300rpm, 1.2 vvm aeration and 42OC. The (▲▲▲▲), growth of Bacillus licheniformis ATCC 6346 and (����) dissolve Oxygen level .
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
207 Available online at www.scholarsresearchlibrary.com
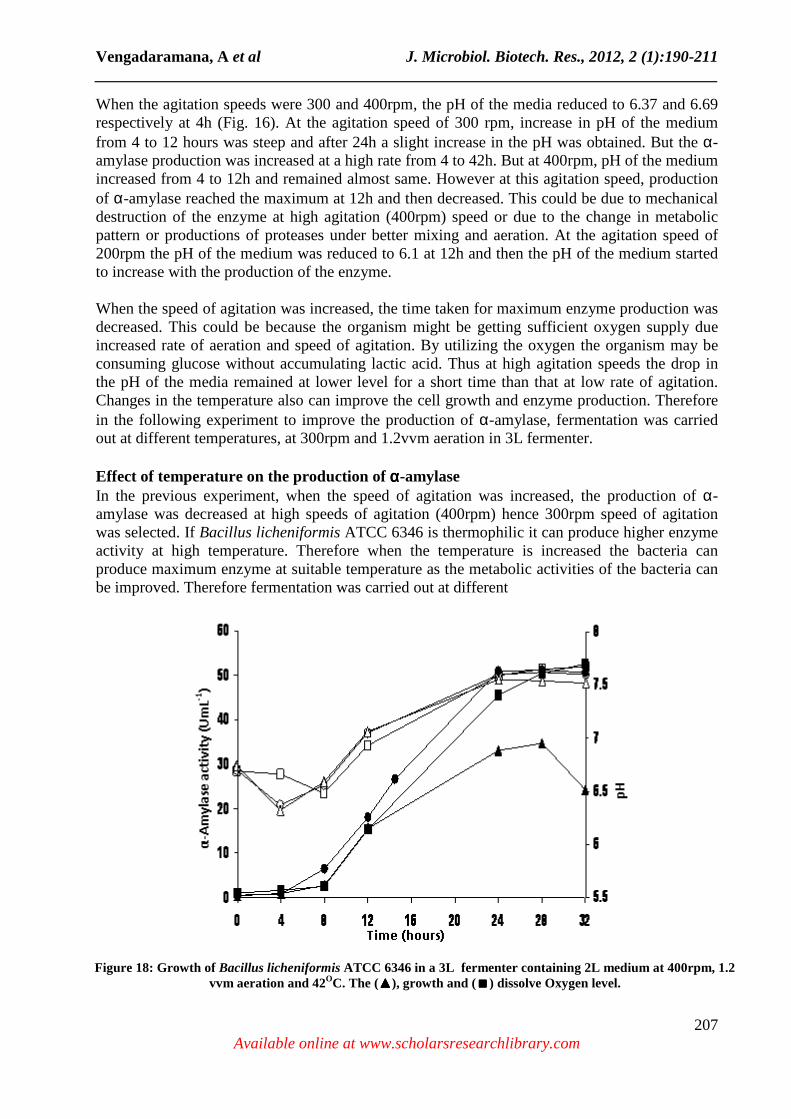
When the agitation speeds were 300 and 400rpm, the pH of the media reduced to 6.37 and 6.69 respectively at 4h (Fig. 16). At the agitation speed of 300 rpm, increase in pH of the medium from 4 to 12 hours was steep and after 24h a slight increase in the pH was obtained. But the α-amylase production was increased at a high rate from 4 to 42h. But at 400rpm, pH of the medium increased from 4 to 12h and remained almost same. However at this agitation speed, production of α-amylase reached the maximum at 12h and then decreased. This could be due to mechanical destruction of the enzyme at high agitation (400rpm) speed or due to the change in metabolic pattern or productions of proteases under better mixing and aeration. At the agitation speed of 200rpm the pH of the medium was reduced to 6.1 at 12h and then the pH of the medium started to increase with the production of the enzyme. When the speed of agitation was increased, the time taken for maximum enzyme production was decreased. This could be because the organism might be getting sufficient oxygen supply due increased rate of aeration and speed of agitation. By utilizing the oxygen the organism may be consuming glucose without accumulating lactic acid. Thus at high agitation speeds the drop in the pH of the media remained at lower level for a short time than that at low rate of agitation. Changes in the temperature also can improve the cell growth and enzyme production. Therefore in the following experiment to improve the production of α-amylase, fermentation was carried out at different temperatures, at 300rpm and 1.2vvm aeration in 3L fermenter. Effect of temperature on the production of αααα-amylase In the previous experiment, when the speed of agitation was increased, the production of α-amylase was decreased at high speeds of agitation (400rpm) hence 300rpm speed of agitation was selected. If Bacillus licheniformis ATCC 6346 is thermophilic it can produce higher enzyme activity at high temperature. Therefore when the temperature is increased the bacteria can produce maximum enzyme at suitable temperature as the metabolic activities of the bacteria can be improved. Therefore fermentation was carried out at different
Figure 18: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 400rpm, 1.2
vvm aeration and 42OC. The (▲▲▲▲), growth and (����) dissolve Oxygen level.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
208 Available online at www.scholarsresearchlibrary.com
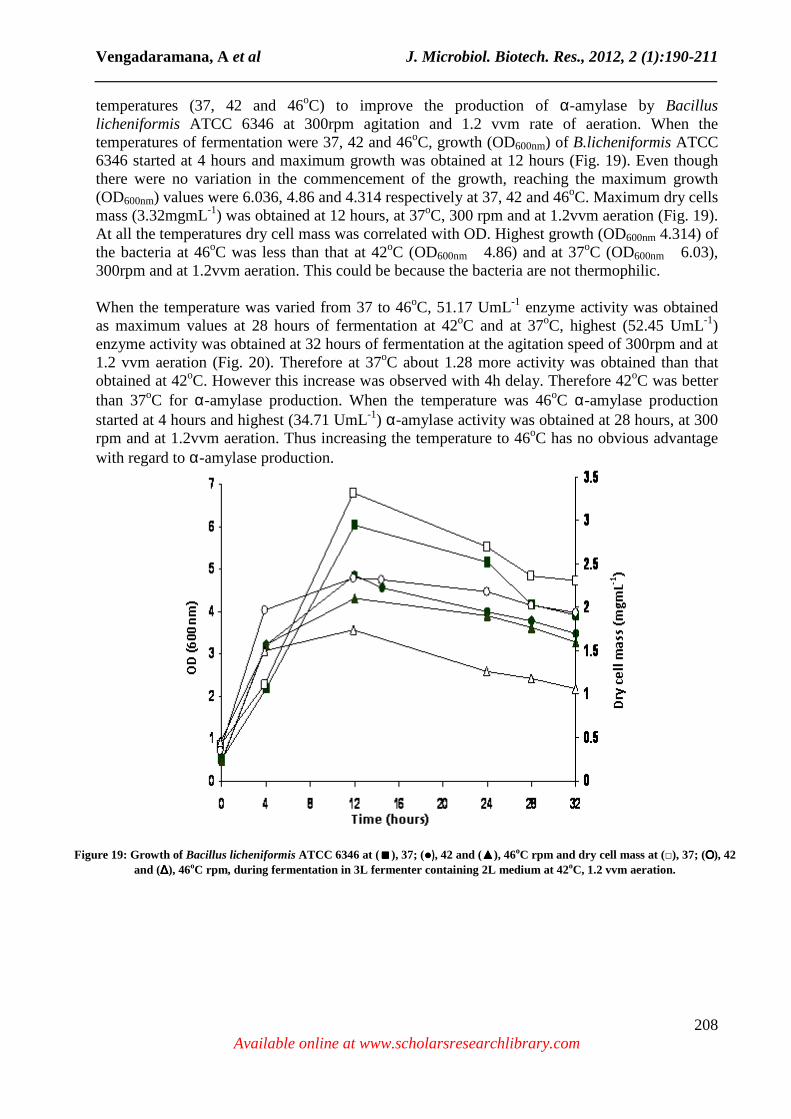
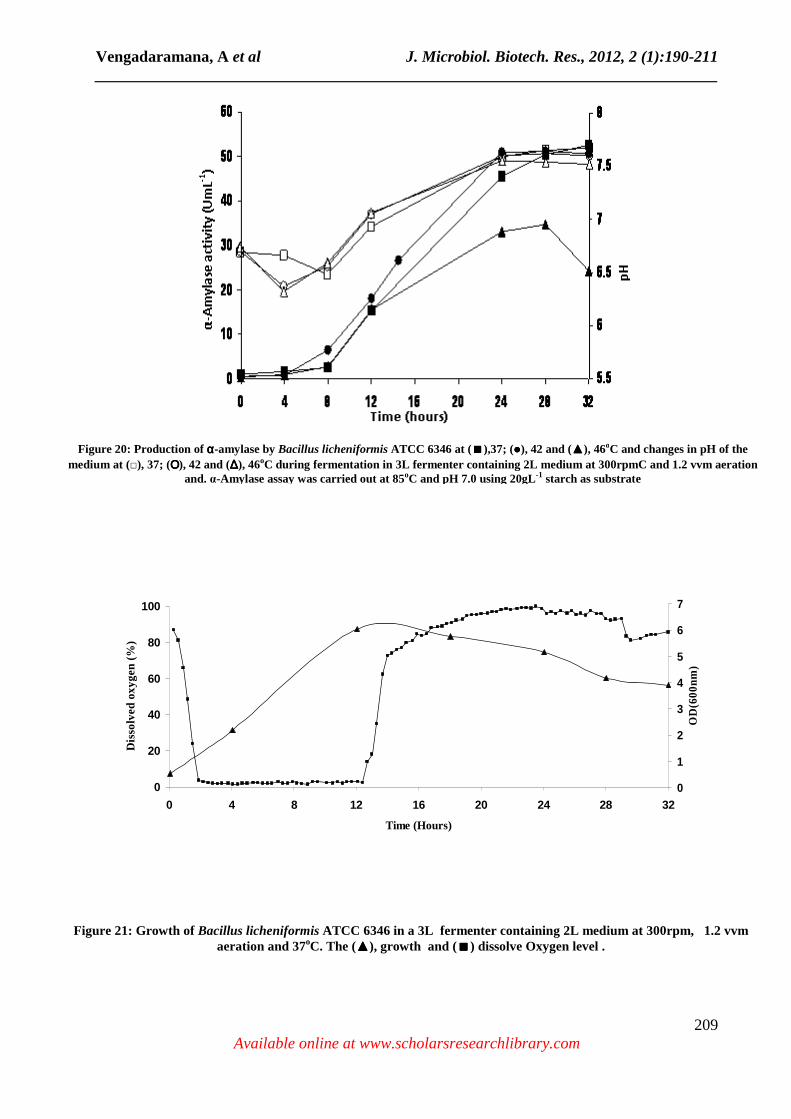
temperatures (37, 42 and 46oC) to improve the production of α-amylase by Bacillus licheniformis ATCC 6346 at 300rpm agitation and 1.2 vvm rate of aeration. When the temperatures of fermentation were 37, 42 and 46oC, growth (OD600nm) of B.licheniformis ATCC 6346 started at 4 hours and maximum growth was obtained at 12 hours (Fig. 19). Even though there were no variation in the commencement of the growth, reaching the maximum growth (OD600nm) values were 6.036, 4.86 and 4.314 respectively at 37, 42 and 46oC. Maximum dry cells mass (3.32mgmL-1) was obtained at 12 hours, at 37oC, 300 rpm and at 1.2vvm aeration (Fig. 19). At all the temperatures dry cell mass was correlated with OD. Highest growth (OD600nm 4.314) of the bacteria at 46oC was less than that at 42oC (OD600nm 4.86) and at 37oC (OD600nm 6.03), 300rpm and at 1.2vvm aeration. This could be because the bacteria are not thermophilic. When the temperature was varied from 37 to 46oC, 51.17 UmL-1 enzyme activity was obtained as maximum values at 28 hours of fermentation at 42oC and at 37oC, highest (52.45 UmL-1) enzyme activity was obtained at 32 hours of fermentation at the agitation speed of 300rpm and at 1.2 vvm aeration (Fig. 20). Therefore at 37oC about 1.28 more activity was obtained than that obtained at 42oC. However this increase was observed with 4h delay. Therefore 42oC was better than 37oC for α-amylase production. When the temperature was 46oC α-amylase production started at 4 hours and highest (34.71 UmL-1) α-amylase activity was obtained at 28 hours, at 300 rpm and at 1.2vvm aeration. Thus increasing the temperature to 46oC has no obvious advantage with regard to α-amylase production.
Figure 19: Growth of Bacillus licheniformis ATCC 6346 at (����), 37; (●●●●), 42 and (▲▲▲▲), 46oC rpm and dry cell mass at (□), 37; (ΟΟΟΟ), 42 and (∆∆∆∆), 46oC rpm, during fermentation in 3L fermenter containing 2L medium at 42oC, 1.2 vvm aeration.
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
209 Available online at www.scholarsresearchlibrary.com
0
20
40
60
80
100
0 4 8 12 16 20 24 28 32
Time (Hours)
Dis
solv
ed o
xyge
n (%
)
0
1
2
3
4
5
6
7
OD
(600
nm)
Figure 21: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 300rpm, 1.2 vvm aeration and 37oC. The (▲▲▲▲), growth and (����) dissolve Oxygen level .
Figure 20: Production of αααα-amylase by Bacillus licheniformis ATCC 6346 at (����),37; (●●●●), 42 and (▲▲▲▲), 46oC and changes in pH of the medium at (□), 37; (ΟΟΟΟ), 42 and (∆∆∆∆), 46oC during fermentation in 3L fermenter containing 2L medium at 300rpmC and 1.2 vvm aeration
and. α-Amylase assay was carried out at 85oC and pH 7.0 using 20gL-1 starch as substrate
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
210 Available online at www.scholarsresearchlibrary.com
0
20
40
60
80
100
0 4 8 12 16 20 24 28 32
Time (Hours)
Dis
solv
ed o
xyge
n (%
)
0
1
2
3
4
5
OD
(600
nm)
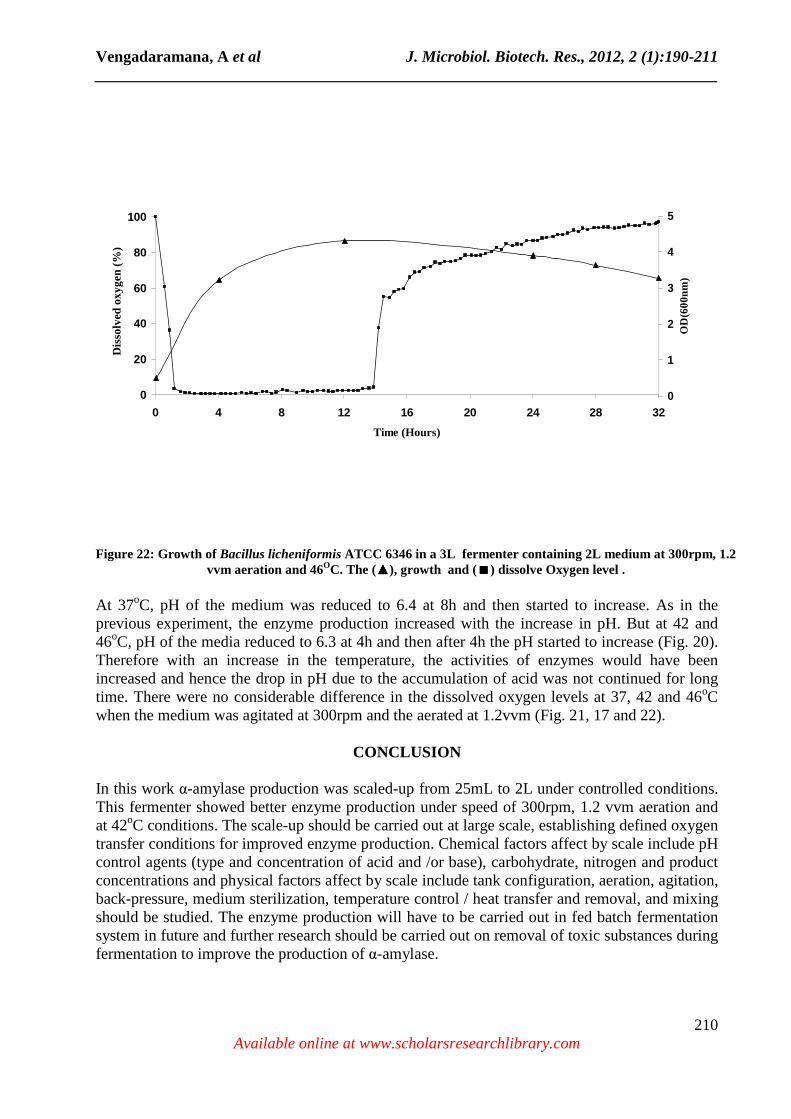
At 37oC, pH of the medium was reduced to 6.4 at 8h and then started to increase. As in the previous experiment, the enzyme production increased with the increase in pH. But at 42 and 46oC, pH of the media reduced to 6.3 at 4h and then after 4h the pH started to increase (Fig. 20). Therefore with an increase in the temperature, the activities of enzymes would have been increased and hence the drop in pH due to the accumulation of acid was not continued for long time. There were no considerable difference in the dissolved oxygen levels at 37, 42 and 46oC when the medium was agitated at 300rpm and the aerated at 1.2vvm (Fig. 21, 17 and 22).
CONCLUSION
In this work α-amylase production was scaled-up from 25mL to 2L under controlled conditions. This fermenter showed better enzyme production under speed of 300rpm, 1.2 vvm aeration and at 42oC conditions. The scale-up should be carried out at large scale, establishing defined oxygen transfer conditions for improved enzyme production. Chemical factors affect by scale include pH control agents (type and concentration of acid and /or base), carbohydrate, nitrogen and product concentrations and physical factors affect by scale include tank configuration, aeration, agitation, back-pressure, medium sterilization, temperature control / heat transfer and removal, and mixing should be studied. The enzyme production will have to be carried out in fed batch fermentation system in future and further research should be carried out on removal of toxic substances during fermentation to improve the production of α-amylase.
Figure 22: Growth of Bacillus licheniformis ATCC 6346 in a 3L fermenter containing 2L medium at 300rpm, 1.2 vvm aeration and 46OC. The (▲▲▲▲), growth and (����) dissolve Oxygen level .
Vengadaramana, A et al J. Microbiol. Biotech. Res., 2012, 2 (1):190-211 ______________________________________________________________________________
211 Available online at www.scholarsresearchlibrary.com
Acknowledgment The authors thank Sida/SAREC and International Science Programme of Chemical Sciences, Sweden for the financial support.
REFERENCES
[1] D. E. Eveleigh, Scintific American, 1981, 245, 155-178. [2] K. J. Jem, Biopharm, 1989, 3, 30-39. [3] A. Trilli, American Society of Microbiology, 1986 , 377-307. [4] J. Votruba, and M. Sobotka, Folia Microbiol, 1992, 37, 331-345. [5] V. Rengasayee, N. Jerry Thomas and B. Siddharth, A project report in partial fulfillment for the award of the degree of bachelor of technology in chemical engineering. Sri venkateswara college of engineering, pennalur anna university (Chennai 600025, 2005). [6] L. K. Ju, and G. G. Chase, Bioprocess. Eng, 1992, 8, 49-53. [7] G. T. Banks, In topics in enzyme and fermentation biotechnology, 1984, 3, 170-266. [8] T. B. Young, Acad. Sci, 1979, 326, 165-180. [9] A. Tonkova, R. Manolov, and E. Dobreva, Process Biochemistry, 1993, 28, 539-542. [10] G. Miller, Anal. Chem., 1959, 31, 426-428. [11] P. Luthy, J. Coridier and H. Fischer, Basic Considerations and Application, in Microbial and Viral Pestisides (Kurstak, E., E., ed), 1982, 35-74, Marcel Dekker, New York. [12] Jr. L. A. Bulla, D.B. Bechtel, K.J. Kramer, Y.I. Shethna, A.I. Aronson, and P.C. Fitz-james, Rev. Microbiol, 1980, 8, 147-195.