Machine design course
698
Mechanical Properties of Mechanical Properties of Ductile Metallic Materials Ductile Metallic Materials Lecture 1 Lecture 1 Engineering 473 Engineering 473 Machine Design Machine Design
-
Upload
- -
Category
Engineering
-
view
251 -
download
47
description
Machine design course
Transcript of Machine design course

Mechanical Properties of Mechanical Properties of Ductile Metallic MaterialsDuctile Metallic Materials
Lecture 1Lecture 1
Engineering 473Engineering 473Machine DesignMachine Design

Mechanical PropertiesMechanical Properties(Static Strength (Static Strength –– Monotonic Elongation)Monotonic Elongation)
yεeε uε Fε
ytSutS
FtS
etS
002.0
0P/AσStress
=ol
P
P
0
0εl
lli −=

Mechanical PropertiesMechanical Properties(Static Strength Nomenclature)(Static Strength Nomenclature)
yεeε uε Fε
ytSutS
FtS
etS
002.0
0P/AσStress
=
0
0εl
lli −=
ncompressioctensiontfractureFelasticeultimateu
yieldoffset %2.0y
≡≡≡≡≡≡
Subscripts
Syt & Sut are generally given in handbooks.

Mechanical PropertiesMechanical Properties(True Stress & True Strain)(True Stress & True Strain)
iAPσ =
o
lndε
ddε
oll
ll
ll
il
l
i
==
=
�
Logarithmic StrainLogarithmic Strain
True StressTrue Stress
uε Fε
uσFσ
True
Stre
ss
Logarithmic Strain

Mechanical PropertiesMechanical Properties(Example Data)(Example Data)
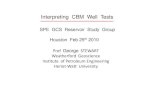
H. Schwartzbart, W.F. Brown, Jr., “Notch-Bar Tensile Properties of Various Materials and their Relation to the Unnotch Flow Curve and Notch Sharpness,” Trans. ASM, 46, 998, 1954.
True Stress-Logarithmic Strain Curves for Several Metallic Materials

Mechanical PropertiesMechanical Properties(High Strain Rates)(High Strain Rates)
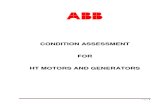
Manjoine, M.J., “Influence of Rate of Strain and Temperature on Yield Stresses of Mild Steel,” Journal of Applied Mechanics, 11(A):211-218, December 1944.
Stress-Strain Curves for Mild Steel at Room Temperatures at Various Rates of Strain

Mechanical PropertiesMechanical Properties(High Strain Rates & High Temperatures)(High Strain Rates & High Temperatures)
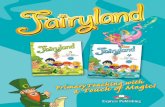
Hoge, K.G., “Influence of Strain Rate on Mechanical Properties of 6061-T6 Aluminum under Uniaxial and Biaxial States of Stress,” Experimental Mechanics, 6:204-211, April 1966.
Experimental Data for 6061-T6 Aluminum

Mechanical PropertiesMechanical Properties(Monotonic Compression)(Monotonic Compression)
yε eεuε
ycS
ucS
ecS
002.0
0P/AσStress
=ol
P
P
0
0εl
lli −=

Mechanical PropertiesMechanical Properties(Work Hardening or Cold Working)(Work Hardening or Cold Working)
Syt
Syt
σ
ε

Mechanical PropertiesMechanical Properties(Reverse Loading)(Reverse Loading)
Monotonic Compression Curve
Yield stress in compression may decrease after an initial load application past the tension yield point.
Bauschinger’s Bauschinger’s EffectEffect
This phenomena is an important topic in plasticity theory.

Mechanical PropertiesMechanical Properties(Stress Controlled Cyclic Loading)(Stress Controlled Cyclic Loading)
Materials can demonstrate three characteristics: 1) cyclic hardening, 2) cyclic softening, and 3) cyclic strain accumulation (ratcheting).
Skrzypek, J.J., Plasticity and Creep: Theory, Examples, and Problems, CRC Press, 1993, 130.

Mechanical PropertiesMechanical Properties(Strain Controlled Cyclic Loading)(Strain Controlled Cyclic Loading)
Materials can demonstrate two characteristics: 1) cyclic hardening and 2) cyclic softening.
Skrzypek, J.J., Plasticity and Creep: Theory, Examples, and Problems, CRC Press, 1993, 130.

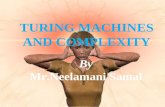
Mechanical PropertiesMechanical Properties(Creep)(Creep)
time
ε T σ,
Typical curves obtained from constant stress/temperature tests.
Failure strain
PrimaryCreep
SecondaryCreep
TertiaryCreep
Creep is most pronounced at high temperatures. It may also occur at room temperatures when the stress level is close to the yield strength.

SummarySummary
The strength of ductile metallic materials is dependent on several parameters.
1. Load Direction (Tensile or Compressive)2. Strain Rate (Slow or Fast)3. Temperature (Hot or Cold)4. Load History (Monotonic or Cyclic)5. Fabrication Process (Next Class)
� Metals are complex materials when used throughout their total response envelope.
� Fortunately their elastic properties are most commonly used.

AssignmentAssignment
Read pages 25-34 in Mott.

Influence of Fabrication Influence of Fabrication Processes on the Strength of Processes on the Strength of
MetalsMetals
Lecture 2Lecture 2
Engineering 473Engineering 473Machine DesignMachine Design

Things that Affect Metal StrengthThings that Affect Metal Strength
The strength of ductile metallic materials is dependent on several parameters.
1. Load Direction (Tensile or Compressive)2. Strain Rate (Slow or Fast)3. Temperature (Hot or Cold)4. Load History (Monotonic or Cyclic)5. Fabrication Process

Common Fabrication ProcessesCommon Fabrication Processes
CastingCastingSand CastingInvestment CastingShell Molding
PowderPowder--MetallurgyMetallurgyHotHot--workingworking
Hot rollingExtrusionForging
ColdCold--workingworkingHeadingRoll threadingSpinningStamping
Heat TreatmentHeat TreatmentAnnealingQuenchingTemperingCase Hardening

Hot WorkingHot Working
Hot working of metals is done for two reasons
1. Plastically mold the metal into the desired shape
2. Improve the properties of the metal as compared to the as-cast condition

Microstructure Changes due to Hot Microstructure Changes due to Hot RollingRolling
The granular structure of the material is changed during hot rolling.
Large coarse grain structure
Smaller grains
Allen, Fig. 16-14

Hot Working TemperaturesHot Working Temperatures
AluminumAluminum AlloysBerylliumBrassCooperHigh Speed SteelsInconelMagnesium AlloysMonelNickelRefractory Metals & AlloysSteel: Carbon
Low AlloyStainless
TitaniumZinc Alloys
650-900750-900700-13001200-14751200-16501900-22001850-2350400-7501850-21501600-23001800-30001900-24001800-23001900-22001400-1800425-550
Material Temperature Range (oF)
Allen, Table 16-1

Example of Microstructure ChangesExample of Microstructure Changes
(A)As cast (dendritic structure)(B) After hot rolling (reduced grain size)(C) After temper rolling (elongated
grains) Directional Properties
Low carbon cast steel
Allen, Fig, 16-18.

Beneficial Effects of Hot RollingBeneficial Effects of Hot Rolling
1. Large grain size (due to slow cooling)2. Porosity (voids due to shrinkage)3. Blow holes (due to gas evolution during
solidification)4. Segregation (due to limited solubility in the solid
state)5. Dirt and slag inclusions6. Poor surface condition (due to oxides and scale)
Typical defects in cast metals which are minimized in hot worked metals
The strength of hot rolled metals is higher than cast metals.
Allen, pg 508.

ForgingForging
• A hot working process • Metal flows under high
compressive stresses• May be used with or
without die cavity to obtain a specific shape
A blacksmith uses a hammer and A blacksmith uses a hammer and an anvil to forge metallic parts.an anvil to forge metallic parts.

Forged Forged WorkpieceWorkpiece
Allen, Fig. 16-19
The curvature on the sides of a forged product is due to friction between the ram and the workpiece.

Directional Nature of Forged Material Directional Nature of Forged Material PropertiesProperties
Allen, Fig. 16-23
Flow lines in upset forging of 1.5” dia. AISI 1045 steel specimen at 1800 oF.
Flow lines are caused by the elongation of slag particles or non-metallic inclusions.

Strength of Forged MaterialsStrength of Forged Materials
• Forged products generally have substantially higher strength properties than cast products.
• Cast products have material properties that are approximately the same in all directions (isotropic).
• Forged products have material properties that are different in each direction. Transverse properties are significantly less than the longitudinal direction (orthotropic or anisotropic)

ExtrusionExtrusion
Allen, Fig. 16-25

Example of Extruded Aluminum Example of Extruded Aluminum Cross SectionsCross Sections
Allen, Fig. 16-24

Directional Nature of Extrusion Directional Nature of Extrusion Material PropertiesMaterial Properties
Allen, Fig’s 16-26 and 16-27
Flow Lines in Extruded SectionFlow Lines in Extruded Section

Extrusion Conditions for Typical Extrusion Conditions for Typical MetalsMetals
Allen, Table 16-2

Strength of Extruded MaterialsStrength of Extruded Materials
• High degree of grain flow in the direction parallel to the axis of extrusion.
• High strength properties in the direction parallel to the axis of extrusion.
• Lower strength properties in the direction transverse to the axis of extrusion.

SpinningSpinning
Conventional Spin FormingConventional Spin Forming(No change in material thickness)
Shear Spin FormingShear Spin Forming(Significant material thickness changes)
Allen, Fig. 16-43
Used to produce rocket motor casings and missile nose cones.

Directional Nature of Spin Formed Directional Nature of Spin Formed Material PropertiesMaterial Properties
Grid Flow Lines in Shear Spun Copper ConeGrid Flow Lines in Shear Spun Copper Cone
Allen, Fig. 16-44

Effect of Cold Working on Effect of Cold Working on MicrostructureMicrostructure
Grain boundaries in 3003 aluminum alloy.

Strength of Spin Formed MaterialsStrength of Spin Formed Materials
• Spin formed products have increased strength in the longitudinal direction
• Strength properties in the transverse direction (through thickness) may be significantly different.

Heat TreatmentHeat Treatment
Heat Treating Heat Treating ProcessesProcesses
• Annealing• Quenching• Tempering• Case Hardening

AnnealingAnnealing
Heat treating operation used to:
1) Refine the grain structure,2) Relieve residual stresses,3) Increase ductility.

Annealing EffectsAnnealing Effects
Flinn, Fig. 3-19
RecrystallizationRecrystallizationThe growth of new stress-free equiaxed crystals in cold worked materials. Occurs after a critical (recrystallization) temperature is reached.
Equiaxed Equiaxed CrystalsCrystalsHave equivalent dimensions Have equivalent dimensions in all directions (i.e. not in all directions (i.e. not longer in one direction)longer in one direction)

Fabrication Processes SummaryFabrication Processes Summary
• Hot and cold working fabrication processes have significant influence on the materials strength.
• Cast materials generally have uniform or isotropic material strength.
• Cold and hot worked materials generally have higher strengths. Strength properties are dependent on direction (orthotropic or anisotropic)
• Standard practice is to obtain/verify material properties from sample product in the direction of highest stress/strain.

Fabrication Processes SummaryFabrication Processes Summary(Continued)(Continued)
• Annealing may be used on hot and cold worked materials to obtain uniform properties and to relieve fabrication induced stresses.
• Heat treating may be performed to obtain strength properties and characteristics higher than the annealed state.

SummarySummary
The strength of ductile metallic materials is The strength of ductile metallic materials is dependent on several parameters.dependent on several parameters.
1. Load Direction (Tensile or Compressive)2. Strain Rate (Slow or Fast)3. Temperature (Hot or Cold)4. Load History (Monotonic or Cyclic)5. Fabrication Process (Hot or cold working
and/or heat treatment)

AssignmentAssignment
Read pages 35-51

Stress at a PointStress at a Point
Lecture 3Lecture 3
Engineering 473Engineering 473Machine DesignMachine Design

PurposePurpose
The stress state at critical locations in a machine component is required to evaluate whether the component will satisfy strength design requirements.
The purpose of this class is to review the concepts and equations used to evaluate the state of stress at a point.

2D Cartesian Stress 2D Cartesian Stress ComponentsComponents
xxσxxσ
yyσ
yyσ
xyτ
xyτ
yxτ
yxτ
xyτ
X
Y
i�j�
Face Direction
NotationNotation
σ Normal Stress
τ Shear Stress
Moment equilibrium requires thatyxxy ττ =

Tensor Sign ConventionTensor Sign Convention
xxσxxσ
yyσ
xyτ
xyτ
yxτ
yxτ
Stresses acting in a positive coordinate direction on a positive face are positive.
Shear stresses acting in the negative coordinate direction on a negative face are positive.
Xi�j�
Y
Posit
ive
Face
PositiveFace
NegativeFace
Neg
ativ
eFa
ce
This sign convention must be used to satisfy the differential equilibrium equations and tensor transformation relationships.

2D Mohr�s Circle 2D Mohr�s Circle Sign ConventionSign Convention
xxσxxσ
yyσ
xyτ
xyτ
yxτ
yxτ
Y
Xi�j�
The sign convention used with the 2D Mohr�s circle equations is slightly different.
A positive shear stress is one that tends to create clockwise (CW) rotation.

2D Mohr�s Circle2D Mohr�s Circle(Transformation of Axis)(Transformation of Axis)
xxσ
yyσ
xyτ
yxτ
στ φ
φ
x
yAll equations for a 2-D Mohr�s Circle are derived from this figure.
dxdy ds
ΣF in the x- and y-directions yields the transformation-of-axis equations
( ) ( )
( ) ( )2φcosτ2φsin2σσ
τ
2φsinτ2φcos2σσ
2σσ
σ
xyyyxx
xyyyxxyyxx
+−
−=
+−
++
=

2D Mohr�s Circle2D Mohr�s Circle(Principal Stress Equations)(Principal Stress Equations)
2xy
2yyxx
21
2xy
2yyxxyyxx
21
τ2σσ
τ,τ
τ2σσ
2σσ
σ,σ
+���
����
� −±=
+���
����
� −±
+=
The transformation-of-axis equations can be used to find planes for which the normal and shear stress are the largest.
We will use these equations extensively during this class.

2D Mohr�s Circle2D Mohr�s Circle(Graphical Representation)(Graphical Representation)
Shigley, Fig. 3.3
Note that the shear stress acting on the plane associated with a principal stress is always zero.
2xy
2yyxx
21
2xy
2yyxxyyxx
21
τ2σσ
τ,τ
τ2σσ
2σσ
σ,σ
+���
����
� −±=
+���
����
� −±
+=

Comments on Shear Stress Comments on Shear Stress Sign ConventionSign Convention
xxσxxσ
yyσ
xyτ
xyτ
yxτ
yxτ
xxσxxσ
yyσ
xyτ
xyτ
yxτ
yxτ
TensorTensor
2D Mohr�s 2D Mohr�s CircleCircle
2xy
2yyxx
21
2xy
2yyxxyyxx
21
τ2σσ
τ,τ
τ2σσ
2σσ
σ,σ
+���
����
� −±=
+���
����
� −±
+=
The sign convention is important when the transformation-of-axis equations are used.
The same answer is obtained when computing the principal stress components.

3D Stress Components3D Stress Components
x
y
z
i�j�
k�
xxσ
zzσ
yyσ
xyτ
xzτ
yxτ
zxτzyτ
Note that the tensor sign convention is used.
There are nine components of stress.
Moment equilibrium can be used to reduce the number of stress components to six.
zyyz
zxxz
yxxy
ττττ
ττ
==
=

Cauchy Cauchy Stress TensorStress Tensor
���
�
�
���
�
�
=≈
zzzyzx
yzyyyx
xzxyxx
στττστττσ
σ
is known as the Cauchy stress tensor. Its Cartesian components are shown written in matrix form.
Tensors are quantities that are invariant to a coordinate transformation.
A vector is an example of a first order tensor. It can be written with respect to many different coordinate systems.
jnijmimn β σ βσ =
Tensor Transformation Tensor Transformation EquationEquation
Tensor Transformation Tensor Transformation EquationEquation ≈
σ

Cauchy Formula
ΣF in the x,y,and z directions yields the Cauchy Stress Formula.
��
��
�
��
��
�
=��
��
�
��
��
�
���
���
�
z
y
x
zzzyzx
yzyyyx
xzxyxx
TTT
nml
στττστττσ
This equation is similar to the Mohr�s circle transformation-of-axis equation
x
z
y
A
B
C
xxσxyτ
xzτ
zzσ
zyτzxτ
yyσyxτ yzτ
k�nj�mi�ln� ++=
P
T�
n�
x
z
y
A
B
CP
T�
n�nσuτ
vτ

3D Principal Stresses3D Principal Stresses
��
��
�
��
��
�
=��
��
�
��
��
�
���
���
�
z
y
x
zzzyzx
yzyyyx
xzxyxx
TTT
nml
στττστττσ The shear stress on planes
normal to the principal stress directions are zero.
��
��
�
��
��
�
=��
��
�
��
��
�
���
���
�
nml
σnml
στττστττσ
zzzyzx
yzyyyx
xzxyxx
( )( )
( ) ��
��
�
��
��
�
=��
��
�
��
��
�
���
���
�
−−
−
000
nml
σστττσστττσσ
zzzyzx
yzyyyx
xzxyxx
We need to find the plane in which the stress is in the direction of the outward unit normal.
This is a homogeneous linear equation.

3D Principal Stresses3D Principal Stresses((Eigenvalue Eigenvalue Problem)Problem)
( )( )
( ) ��
��
�
��
��
�
=��
��
�
��
��
�
���
���
�
−−
−
000
nml
σστττσστττσσ
zzzyzx
yzyyyx
xzxyxxA homogeneous linear equation has a solution only if the determinant of the coefficient matrix is equal to zero.
( )( )
( )0
σστττσστττσσ
zzzyzx
yzyyyx
xzxyxx
=−
−−
This is an eigenvalue problem.

3D Principal Stresses3D Principal Stresses(Characteristic Equation)(Characteristic Equation)
( )( )
( )0
σστττσστττσσ
zzzyzx
yzyyyx
xzxyxx
=−
−− The determinant can be
expanded to yield the equation
0IσIσIσ 322
13 =−+−
2xyzz
2zxyy
2yzxxzxyzxyzzyyxx3
2zx
2yz
2xyxxzzzzyyyyxx2
zzyyxx1
τστστσττ2τσσσI
τττσσσσσσI
σσσI
−−−+=
−−−++=
++=
I1, I2, and I3 are known as the first, second, and third invariants of the Cauchy stress tensor.

3D Principal Stresses3D Principal Stresses
0IσIσIσ 322
13 =−+−
There are three roots to the characteristic equation, σ1, σ2, and σ3.
Each root is one of the principal stresses.
The direction cosines can be found by substituting the principal stresses into the homogeneous equation and solving.
The direction cosines define the principal directions or planes.
Characteristic EquationCharacteristic Equation

3D Mohr�s Circles3D Mohr�s Circles
σ
τ
σ1σ2σ3
τ1,2
τ1,3
τ2,3
Note that the principal stresses have been ordered such that .
Maximum shear stressesMaximum shear stresses
2σστ
2σστ
2σστ
311,3
322,3
211,2
−=
−=
−=
321 σσσ ≥≥

Octahedral StressesOctahedral Stresses
( ) ( )
( )( ) ( ) ( )[ ]( ) ( ) ( )
( )21
2xz
2yz
2xy
2xxzz
2zzyy
2yyxx
212
132
322
21
212
1,322,3
2oct
zzyyxx3211oct
τττ6
σσσσσσ31
σσσσσσ31
τττ32τ
σσσ31σσσ
31I
31σ
1,2
��
�
�
��
�
�
+++
−+−+−=
−+−+−=
++=
++=++==
Note that there eight corner planes in a cube. Hence the name octahedral stress.

AssignmentAssignment
Derive the Cauchy stress formula. Hint: Ax=A l, Ay=A m, Az=A n
Verify the that the terms in the 3D characteristic equation used to compute the principal stresses are correct.
Draw a Mohr�s circle diagram properly labeled, find the principal normal and maximum shear stresses, and determine the angle from from the x axis to σ1.σxx=12 ksi, σyy=6 ksi, τxy=4 ksi cw.
Use the Mohr�s circle formulas to compute the principal stresses and compare to those found using the Mohr�s circle graph.
Write the stress components given above as a Cauchy stress matrix. Use MATLAB to compute the principal stresses. Compare the answers to those found using Mohr�s circle. Note that tensor notation is required.
Read chapter 4 � Covers Mohr�s Circle in detail.

Stress Concentration Factors and Stress Concentration Factors and Notch SensitivityNotch Sensitivity
Lecture 4Lecture 4
Engineering 473Engineering 473Machine DesignMachine Design

PhotoelasticityPhotoelasticity
www.measurementsgroup.com
Photoelasticity is a visual method for viewing the full field stress distribution in a photoelasticmaterial.

PhotoelasticityPhotoelasticity(Continued)(Continued)
When a photoelastic material is strained and viewed with a polariscope, distinctive colored fringe patterns are seen. Interpretation of the pattern reveals the overall strain distribution.
www.measurementsgroup.com

Components of a Components of a PolariscopePolariscope
Vishay Lecture-Aid Series, LA-101

Radiometric Radiometric ThermoelasticityThermoelasticity
When materials are stressed the change in atomic spacing creates temperature differences in the material. Cameras which sense differences in temperature can be used to display the stress field in special materials.
AutomobileConnecting Rod
Hook and Clevis Crack Tip
www.stressphotonics.com

Stress Distributions Around Stress Distributions Around Geometric DiscontinuitiesGeometric Discontinuities
Photoelastic fringes in anotchedbeam loaded in bending.
Photoelastic fringes in a narrow plate with hole loaded in tension.
Deutschman, Fig. 5-3

Effect of Discontinuity GeometryEffect of Discontinuity Geometry
The discontinuity geometry has a significant effect on the stress distribution around it. Vishay Lecture-Aid Series, LA-101

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
Shigley, Fig. 2-22
( )tdwAAFσ
σσK
0
0nom
nom
maxt
−=
=
=
Geometric stress concentration factors can be used to estimate the stress amplification in the vicinity of a geometric discontinuity.

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Tension Example)(Tension Example)
dr
Spotts, Fig. 2-8, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Bending Example)(Bending Example)
Spotts, Fig. 2-9, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Torsion Example)(Torsion Example)
Spotts, Fig. 2-10, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Tension Example)(Tension Example)
Spotts, Fig. 2-11, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Bending Example)(Bending Example)
Spotts, Fig. 2-12, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors
(Torsion Example)(Torsion Example)
Spotts, Fig. 2-13, Peterson

Geometric Stress Concentration Geometric Stress Concentration FactorsFactors(Summary)(Summary)
section cross minimum theusing computedusually is σ
itydiscontinu theofgeometry on the based is K
stressesshear for used is K
stresses normalfor used is K
stress. nominal theity todiscontinu theat stress maximum therelate toused is K
nom
t
ts
t
t

Rotating Beam Fatigue TestsRotating Beam Fatigue Tests
Spotts, Fig. 2-25

UnUn--notched and Notched Fatigue notched and Notched Fatigue SpecimensSpecimens
IMcKσ t=
Comparisons of fatigue test results for notched and un-notched specimens revealed that a reduced Ktwas warranted for calculating the fatigue life for many materials.
IMcKσ f=
www.stressphotonics.com

Fatigue Stress Concentration FactorsFatigue Stress Concentration Factors
specimen free-notchin Stressspecimen notchedin stress MaximumKf =
specimen. free-notch a oflimit Endurancespecimen. notched a oflimit EnduranceKf =
or

Notch Sensitivity FactorNotch Sensitivity Factor
1K1Kq
t
f
−−= 1q0 ≤≤
( )1Kq1K tf −+= tf KK1 ≤≤
The notch sensitivity of a material is a measure of how sensitive a material is to notches or geometric discontinuities.

Notch Sensitivity FactorsNotch Sensitivity Factors(Bending Example)(Bending Example)
Shigley, Fig. 5-16

Notch Sensitivity FactorsNotch Sensitivity Factors(Torsion Example)(Torsion Example)
Shigley, Fig. 5-17

Fatigue Stress Concentration FactorsFatigue Stress Concentration Factors
� Kf is normally used in fatigue calculations but is sometimes used with static stresses.
� Convenient to think of Kf as a stress concentration factor reduced from Ktbecause of lessened sensitivity to notches.
� If notch sensitivity data is not available, it is conservative to use Kt in fatigue calculations.

ReferencesReferences
Deutschmann, A.D., W.J. Michels, C.E. Wilson, Machine Design: Theory and Practice, Macmillan, New York, 1975.
Peterson, R.E., “Design Factors for Stress Concentrations, Parts 1 to 5,” Machine Design, February-July, 1951.
Shigley, J.E., C.R. Mischke, Mechanical Engineering Design, 5th Ed., McGraw-Hill, Inc., New York, 1989.
Spotts, M.F., Design of Machine Elements, 7th Ed., Prentice Hall, New Jersey, 1998.
www.measurementsgroup.com
www.stressphotonics.com

AssignmentAssignment
1. Read � Sections 3-21 and 3-22
2. Find the most critically stressed location on the stepped shaft. Note that you will need to use the stress concentration factors contained in the lecture notes.

Steady Load Failure Steady Load Failure TheoriesTheories
Lecture 5Lecture 5
Engineering 473Engineering 473Machine DesignMachine Design

Steady Load Failure TheoriesSteady Load Failure Theories
� Maximum-Normal-Stress� Maximum-Normal-Strain� Maximum-Shear-Stress� Distortion-Energy
� Shear-Energy� Von Mises-Hencky� Octahedral-Shear-Stress
� Internal-Friction� Fracture Mechanics
DuctileMaterials
BrittleMaterials
UniaxialStress/Strain
Field
MultiaxialStress/Strain
Field
Many theories have been put forth � some agree reasonably well with test data, some do not.

The MaximumThe Maximum--NormalNormal--Stress TheoryStress Theory
Postulate: Failure occurs when one of the three principal stresses equals the strength.
321 σσσ >>stresses principal
are σ and σ σ 32,1,
Failure occurs when either
c3
t1
Sσ
Sσ
−=
= Tension
CompressionnCompressioin Strength S
Tensionin Strength S
c
t
≡≡

MaximumMaximum--NormalNormal--Stress Failure Stress Failure SurfaceSurface
(Biaxial Condition)(Biaxial Condition)
1σ
2σ
tS
tS
cS-
cS-
According to the Maximum-Normal-Stress Theory, as long as stress state falls within the box, the material will not fail.
locus of failure states

MaximumMaximum--NormalNormal--Stress Failure Stress Failure SurfaceSurface
(Three(Three--dimensional Case)dimensional Case)
1σ
2σ
3σ
tS
cS-
According to the Maximum-Normal-Stress Theory, as long as stress state falls within the box, the material will not fail.
~
~~

The MaximumThe Maximum--NormalNormal--Strain Strain TheoryTheory
(Saint(Saint--Venant’s Venant’s Theory)Theory)
Postulate: Yielding occurs when the largest of the three principal strains becomes equal to the strain corresponding to the yield strength.
( )( )( ) y2133
y3122
y3211
SσσνσEε
SσσνσEε
SσσνσEε
±=+−=
±=+−=
±=+−=
Ratio sPoisson'νModulus sYoung'E
≡≡

MaximumMaximum--NormalNormal--Strain TheoryStrain Theory(Biaxial Condition)(Biaxial Condition)
1σ
2σ
yS
yS
yS-
yS-y12
y21
Sνσσ
Sνσσ
±=−
±=−
As long as the stress state falls within the polygon, the material will not yield.
locus of failure states

MaximumMaximum--ShearShear--Stress TheoryStress Theory((Tresca Tresca Criterion)Criterion)
Postulate: Yielding begins whenever the maximum shear stress in a part becomes equal to the maximum shear stress in a tension test specimen that begins to yield.
1σ2σ3σ σ
τmax1/3 ττ =
y1 Sσ =
32 σ,σ σ
τyτ
Stress State in PartStress State in Part Tensile Test SpecimenTensile Test Specimen
1/2τ2/3τ
321 σσσ >>

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Continued)(Continued)
ys 0.5SS =y1 Sσ =
32 σ,σ σ
τsmax Sτ =
Tensile Test Specimen
The shear yield strength is equal to one-half of the tension yield strength.

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Continued)(Continued)
Stress State in PartStress State in Part
2σσττ
2σστ
2σστ
31max1/3
322/3
211/2
−==
−=
−=
1σ2σ3σ σ
τmax1/3 ττ =
1/2τ2/3τ
321 σσσ >>

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Continued)(Continued)
2S
S ys = From Mohr�s circle for a
tensile test specimen
2σσττ 31
max1/3−== From Mohr�s circle for a three-
dimensional stress state.
31y σσS −=

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Hydrostatic Effect)(Hydrostatic Effect)
( )3211h
hd3
hd2
hd1
σσσ31I3
1σ
σσσ
σσσ
σσσ
3
2
1
++==
+=
+=
+=
Principal stresses will alwayshave a hydrostatic component (equal pressure)
2σστ
2σστ
2σστ
d3
d1
1/3
d3
d2
2/3
d2
d1
1/2
−=
−=
−=
The maximum shear stresses are independent of
the hydrostatic stress.
d => deviatoric componenth => hydrostatic

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Hydrostatic Effect (Hydrostatic Effect –– Continued)Continued)
stress. chydrostati theof magintude theof
regardless yielding no is thereand ,0Then τ
σσσ If
max
d3
d2
d1
=
==
The Maximum-Shear-Stress Theory postulates that yielding is independent of a hydrostatic stress.
Hydrostatic Stress StateHydrostatic Stress State

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Biaxial Representation of the Yield Surface)(Biaxial Representation of the Yield Surface)
31y
32y
21y
σσS
σσSσσS
−=±
−=±
−=±
Yielding will occur if any of the following
criteria are met.
For biaxial case(plane stress)
0σ3 =
1y
2y
21y
σS
σSσσS
=±
=±
−=±
In general, all three conditions must be checked.

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Biaxial Representation of the Yield Surface)(Biaxial Representation of the Yield Surface)
For biaxial case(plane stress)
0σ3 =
1y
2y
21y
σS
σSσσS
=±
=±
−=±1σ
2σ
yS
yS
yS-
yS-
III
IIIIV
Note that in the I and III quadrants the Maximum-Shear-Stress Theory and Maximum-Normal-Stress Theory are the same for the biaxial case.
locus of failure states

MaximumMaximum--ShearShear--Stress TheoryStress Theory(Three(Three--dimensional Representation of the Yield Surface)dimensional Representation of the Yield Surface)
Hamrock, Fig. 6.9
failure surface

AssignmentAssignmentFailure Theories, Read Section 5-9.
(a) Find the bending and transverse shear stress at points A and B in the figure. (b) Find the maximum normal stress and maximum shear stress at both points. (c) For a yield point of 50,000 psi, find the factor of safety based on the maximum normal stress theory and the maximum shear stress theory.

Steady Load Failure TheoriesSteady Load Failure Theories(Distortion Energy Theory)(Distortion Energy Theory)
Lecture 6Lecture 6
Engineering 473Engineering 473Machine DesignMachine Design

DistortionDistortion--Energy TheoryEnergy Theory
Postulate: Yielding will occur when the distortion-energy per unit volume equals the distortion-energy per unit volume in a uniaxial tension specimen stressed to its yield strength.

Strain EnergyStrain Energy
σ
ε
iσ
iε
U332211 εσ21εσ
21εσ
21U ++=
[ ] [ ] [ ] [ ]32 ininlb
inin
inlbU −=⋅=
UnitsThe strain energy in a tensile test specimen is the area under the stress-strain curve.
The strain energy per unit volume is given by the equation
Strain EnergyStrain Energy

Strain EnergyStrain Energy(Elastic Stress(Elastic Stress--Strain Relationship)Strain Relationship)
( )
( )
( )2133
3122
3211
νσνσσE1ε
νσνσσE1ε
νσνσσE1ε
−−=
−−=
−−=
��
��
�
��
��
�
���
���
�
−−−−−−
=��
��
�
��
��
�
3
2
1
3
2
1
σσσ
1ννν1ννν1
E1
εεε
Algebraic Format Matrix Format
An expression for the strain energy per unit volume in terms of stress only can be obtained by making use of the stress-strain relationship

Strain EnergyStrain Energy(Stress Form of Equation)(Stress Form of Equation)
( )
( )
( )���
��� −−+
���
��� −−+
���
��� −−=
++=
2133
3122
3211
332211
νσνσσE1σ
21
νσνσσE1σ
21
νσνσσE1σ
21
εσ21εσ
21εσ
21U
( )[ ]13322123
22
21 σσσσσσ2νσσσ
2E1U ++−++=

Distortion and Hydrostatic Distortion and Hydrostatic Contributions to Stress StateContributions to Stress State
1σ
2σ
3σ
Principal Stresses Principal Stresses Acting on Principal Acting on Principal
PlanesPlanes
hσ
hσ
hσ
h1 σσ −
h2 σσ −
h3 σσ −
3σσσσ 321
h++=
Hydrostatic StressHydrostatic StressDistortional StressesDistortional Stresses
= +
The distortional stress components are often called the deviatoric stress components.

Physical SignificancePhysical Significance(Hydrostatic Component)(Hydrostatic Component)
hσ
hσ
hσ
3σσσσ 321
h++=
The hydrostatic stress causes a change in the volume.
strain volumetriceModulusBulk K
Keσh
≡≡=
The cube gets bigger in tension,smaller in compression.

Physical SignificancePhysical Significance(Distortional Stresses)(Distortional Stresses)
h1 σσ −
h2 σσ −
h3 σσ −
These unequal stresses act to deform or distort the material element.
There is no change in volume, but there is a change in shape.
These stresses try to elongate or compress the material more in one direction than in another.

Strain Energy Associated with the Strain Energy Associated with the Hydrostatic StressHydrostatic Stress
( )[ ]( )[ ]
[ ]( ) 2
hh
2h
2h
hhhhhh2h
2h
2hh
13322123
22
21
σE2ν-1
23U
σ6νσ32E1
σσσσσσ2νσσσ2E1U
σσσσσσ2νσσσ2E1U
=
⋅−=
++−++=
++−++=
This term is equal to the strain energy per unit volume from the hydrostatic stress components.

Distortional Strain EnergyDistortional Strain Energy
( )[ ]( ) ( )
( )[ ]
( )����
�
�
����
�
�
+++
+++
++−−
++−++=
++−−
++−++=
−=
323123
322122
312121
13322123
22
21
2321
13322123
22
21
hd
σσσσσ
σσσσσ
σσσσσ
3E2ν1
21
σσσσσσ2νσσσ2E1
9σσσ
E2ν1
23
σσσσσσ2νσσσ2E1
UUU
The distortional strain energy is equal to the difference between the total strain energy and the hydrostatic strain energy.

Distortional Strain EnergyDistortional Strain Energy(Continued)(Continued)
[ ]13322123
22
21d σσσσσσσσσ
3Eν1U −−−+++=
( )[ ]( ) ( )( )133221
23
22
21
13322123
22
21
hd
σσσσσσ2σσσ3E
2ν121
σσσσσσ2νσσσ2E1
UUU
+++++−−
++−++=
−=

Distortional Strain Energy in Tension Distortional Strain Energy in Tension Test SpecimenTest Specimen
[ ]2yd
13322123
22
21d
S3Eν1U
σσσσσσσσσ3Eν1U
+=
−−−+++=
Hamrock, Fig. 3.1
Postulate: Yielding will occur when the distortion-energy per unit volume equals the distortion-energy per unit volume in a uniaxial tension specimen stressed to its yield strength.

Distortion Energy Failure TheoryDistortion Energy Failure Theory
[ ]
13322123
22
21eff
yeff
13322123
22
21
2y
2y
13322123
22
21d
σσσσσσσσσσ
Sσ
σσσσσσσσσS
S3Eν1
σσσσσσσσσ3Eν1U
−−−++=
=
−−−++=
+=
−−−+++=
Equating the distortional strain energy at the point under consideration to the distortional strain energy in the tensile test specimen at the yield point yields

Alternate Forms of Effective StressAlternate Forms of Effective Stress
( ) ( ) ( )2
σσσσσσσ
σσσσσσσσσσ
213
232
221
eff
13322123
22
21eff
−+−+−=
−−−++=
theory. the todcontribute whoMises von R. Dr.after stress, Mises von theas to
referredcommonly is stress effective The
Form 1
Form 2

Plane Stress ConditionPlane Stress Condition
( )2
σσσσσ
σσσσσ
21
22
221
eff
2122
21eff
++−=
−+=
0σ3 =
yS
yS
yS-
yS-
1σ
2σ
� As long as the stress state falls within the shaded area, the material will not yield.
� The surface, blue line, at which the material just begins to yield is called the yield surface.

Pure Shear ConditionPure Shear Condition
Mohr�s Circle for Pure Shear
1σ2σ
3σ
1,3τ
13 σσ −=
yS
yS
yS-
yS-
1σ
3σ
ysymax
y2max
21
3123
21eff
SS0.577τ
S3τσ3
σσσσσ
=⋅=
===
−+=
°45
This is an important result.This is an important result.

Yield Surface in 3Yield Surface in 3--D Stress StateD Stress State
Hamrock, Fig. 6.9

Other Names for Distortion Other Names for Distortion Energy TheoryEnergy Theory
( ) ( ) ( )2
σσσσσσσ2
132
322
21eff
−+−+−=
�Shear Energy Theory�Von Mises-Hencky Theory�Octahedral-Shear-Stress Theory
People came up with the same equation using different starting
points.1σ2σ3σ σ
τ1/3τ
1/2τ2/3τ
321 σσσ >>

AssignmentAssignment� Show that the two forms of the equation for the effective stress
are equal.� Show that the effective stress for a hydrostatic stress state is
zero.� Compute the effective stress at the critical location in the
stepped shaft loaded in tension (previous assignment). The yield strength of the material is 30 ksi. Will the material yield at the critical location?
( ) ( ) ( )2
σσσσσσσ
σσσσσσσσσσ
213
232
221
eff
13322123
22
21eff
−+−+−=
−−−++=

AssignmentAssignment(Continued)(Continued)
In the rear wheel suspension of the Volkswagen �Beetle� the spring motion was provided by a torsion bar fastened to an arm on which the wheel was mounted. See the figure for more details. The torque in the torsion bar was created by a 2500-N force acting on the wheel from the ground through a 300-mm lever arm. Because of space limitations, the bearing holding the torsion bar was situated 100-mm from the wheel shaft. The diameter of the torsion bar was 28-mm. Find the von Mises stress in the torsion bar at the bearing.
Hamrock, Fig. 6.12

Steady Load Failure Theories Steady Load Failure Theories ––Comparison with Experimental Comparison with Experimental
DataData
Lecture 7Lecture 7
Engineering 473Engineering 473Machine DesignMachine Design

Important Historical Studies of Important Historical Studies of Failure TheoriesFailure Theories
1864 Tresca developed Maximum Shear Stress Theory while measuring loads required to extrude metal through dies of various shapes.
1928 von Mises publishes the Maximum Distortion Energy Theory
1926 Lode publishes comparison of Tresca and von Mises Theories
1931 Repeat Lode experiments with better technique

Experimental Test SpecimenExperimental Test Specimen
Mendelson, Fig. 6.1.1
Thinned walled cylinder loaded with an internal pressure, axial force, and a torsional moment.

Lode’s DataLode’s Data
Mendelson, Fig. 6.4.1

Taylor and Taylor and Quinney Quinney DataData
Mendelson, Fig. 6.4.3

Additional Test ResultsAdditional Test Results
Hamrock, Fig. 6-17

More Test ResultsMore Test Results
Dowling, Fig. 7-11

ConclusionsConclusions
� Both the Distortion Energy TheoryDistortion Energy Theory and the Maximum Maximum Shear Stress TheoryShear Stress Theory provide reasonable estimates for the onset of yielding in the case of static loading of ductile, homogeneous, isotropic materials whose compressive and tensile strengths are approximately the same.
� Both the Distortion Energy TheoryDistortion Energy Theory and the Maximum Maximum Shear Stress TheoryShear Stress Theory predict that the onset of yield is independent of the hydrostatic stress. This agrees reasonably well with experimental data for moderate hydrostatic pressures.

ConclusionsConclusions(Continued)(Continued)
� Both the Distortion Energy TheoryDistortion Energy Theory and the Maximum Maximum Shear Stress TheoryShear Stress Theory under predict the strength of brittle materials loaded in compression. Brittle materials often have much higher compressive strengths than tensile strengths.
� The Distortion Energy TheoryDistortion Energy Theory is slightly more accurate than the Maximum Shear Stress TheoryMaximum Shear Stress Theory. The Distortion Energy Theory is the yield criteria most often used in the study of classical plasticity. Its continuous nature makes it more mathematically amenable.

Industry Standards and CodesIndustry Standards and Codes
� The American Society of Mechanical Engineers base the ASME Boiler and Pressure Vessel Code on the Maximum Shear Stress Theory.
� The American Institute of Steel Construction does not use either in the Manual of Steel Construction. Buildings, bridges, etc. are dominated by normal stresses and buckling type failures.
� The American Society of Civil Engineers use the Distortion Energy Theory in Design of Steel Transmission Pole Structures.
� There is no single standard that applies to the design of machine components. Standard industry practice is to use either the Distortion Energy Theory or Maximum Shear Stress Theory with an appropriatesafety factor.

Failure Versus YieldingFailure Versus Yielding
� The high stresses around stress concentration factors are often very localized, and the local yielding will cause a redistribution of stresses to adjacent material. In many cases the local yielding will not cause a machine component to fail under steady load conditions.
� It is common to differentiate between local yielding and gross yielding through the thickness of a member.
� Local yielding may lead to early fatigue failure, and stress concentration effects must always be considered in fatigue calculations.

Internal Friction TheoryInternal Friction Theory
cS tS
sS
σ
τBD
Postulate: For any stress state that creates a Mohr�s circle that is tangent to the line between points B&D, the stresses and strengths are related by the equation
.σσσ where,1Sσ
Sσ
321c
3
t
1 >>=−

Comparison with Maximum Shear Comparison with Maximum Shear Stress TheoryStress Theory
.σσσ where,1Sσ
Sσ
321c
3
t
1 >>=−
Internal Friction Theory
Maximum Shear Stress Theory
1Sσσ
,σσσ where,1Sσ
Sσ
SS
y
31
321c
3
t
1
ct
=−
>>=−
=
Note that the IFT is a generalization of the MSST. The MSST is limited to materials in which the tensile and compressive yield strengths are approximately equal.

Plane Stress ConditionPlane Stress Condition
1σ
3σ
utS
utS
ucS
ucS
0σ2 =
Whenever the stress state is within the polygon, the material will not fail.
IFT
MSST

Comparison with Test DataComparison with Test Data
Shigley, Fig. 6-28
Colomb-Mohr Theory is the IFT

Brittle Material Failure SummaryBrittle Material Failure Summary
� Brittle materials typically have significantly different compressive and tensile strengths.
� The Internal Friction TheoryInternal Friction Theory or Modified Internal Modified Internal Friction TheoryFriction Theory may be used to estimate the failure state.
� For some materials the Modified Internal Friction Modified Internal Friction TheoryTheory may provide a slightly more accurate estimate.

Safety FactorsSafety Factors
IFTQuadrant 4th N1
Sσ
Sσ
IFTQuadrant 2nd N1
Sσ
Sσ
IFTQuadrant 3rd N1
S-σ
S-σ
IFTQuadrant 1st N1
Sσ
Sσ
DET N1
Sσ
c
3
t
1
c
3
t
1
c
3
c
1
t
3
t
1
y
eff
=−
=−−
==
==
=
N = Safety Factor
Reduced area of allowable stress states.
1σ
3σ

Design MarginsDesign Margins
y
eff
y
effy
effy
y
eff
SNσ1M
SNσS
MMargin
0Nσ-S
N1
Sσ
−=
−=≡
=
= � For a stress state to be acceptable, the marginmargin must be positive.
� A negative margin indicates that the design objective hasn�t been met.
� Provides a measure of how close a stress state is to the design maximum.
� Design Margins are reported for all NASA projects.

AssignmentAssignmentA hot-rolled bar has a minimum yield strength in tension and compression of 44 kpsi. Find the factors of safety for the MSST and DET failure theories for the following stress states.
( )( )( )( ) cw kpsi 1 τkpsi, 4σ kpsi, 11σ d
cw kpsi 5 τkpsi, -9σ kpsi, 4σ cccw kpsi 3 τkpsi, 12σ b
kpsi 5σ kpsi, 9σ a
xyyyxx
xyyyxx
xyxx
yyxx
===
==−=
==
−==

AssignmentAssignment(Continued)(Continued)
This problem illustrates that the factor of safety for a machine element depends on the particular point selected for analysis. You are to compute factors of safety, based upon the distortion-energy theory, for stress elements at A and B of the member shown in the figure. The bar is made of AISI 1020 cold-drawn steel and is loaded by the forces F=0.55 kN, P=8.0 kN, and T=30 Nm.
Shigley, Problem 6-6

AssignmentAssignment(Continued)(Continued)
The figure shows a crank loaded by a force F=300 lb which causestwisting and bending of the 0.75 in diameter shaft fixed to a support at the origin of the reference system. The material is hot-rolled AISI 1020 steel. Using the maximum-shear-stress theory, find the factor of safety based on the stress state at point A.
Shigley, Problem 6-8

Introduction to Fracture Introduction to Fracture MechanicsMechanics
Lecture 8Lecture 8
Engineering 473Engineering 473Machine DesignMachine Design

Fracture MechanicsFracture Mechanics
��every structure contains small flaws whose size and distribution are dependent upon the material and its processing. These may vary from nonmetallic inclusions and micro voids to weld defects, grinding cracks, quench cracks, surface laps, etc.�
T.J. Dolan, Preclude Failure: A Philosophy for Material Selection and Simulated Service Testing, SESA J. Exp. Mech., Jan. 1970.
The objective of a Fracture Mechanics analysis is to determine if these small flaws will grow into large enough cracks to cause the component to fail catastrophically.

WW II Tanker FailureWW II Tanker Failure
Norton, Fig. 5-13
Small cracks and defects can lead to catastrophic failure of large structural systems.

Rocket Case FailureRocket Case Failure
Norton, Fig. 5-14

Stress State at Plane Stress State at Plane Crack TipCrack Tip
( )0ττ
Strain) (Plane σσνσStress) (Plane 0σ
23θsin
2θsin
2θcos
r2πKτ
23θsin
2θsin1
2θcos
r2πKσ
23θsin
2θsin1
2θcos
r2πKσ
zxyz
yxz
z
xy
y
x
==
+==
+��
���
���
���
���
���
�
⋅=
+��
�
���
���
���
���
�+��
���
�
⋅=
+��
�
���
���
���
���
�−��
���
�
⋅=
�
�
�
Norton, Fig. 5-15

Stress Intensity FactorStress Intensity Factor
Norton, Fig. 5-15
inksior
mMPa[k]
crack theof absence in the Stressσ
bafor
aπσK
FactorIntensity StressK
nom
nom
=
≡
<<
⋅=
≡

Crack Tip Plastic ZoneCrack Tip Plastic Zone
Norton, Fig. 5-16

Experimental ExamplesExperimental Examples
Felbeck, D.K., A.G. Atkins, Strength and Fracture of Engineering Solids, Prentice-Hall, 1984, Fig. 14-17. www.stressphotonics.com

Crack Displacement ModesCrack Displacement Modes
Mode IMode IOpeningOpening
Mode IIMode IISlidingSliding
Mode IIIMode IIITearingTearing
Hamrock, Fig. 6.8

Fracture ToughnessFracture Toughness
inksior
mMPa[k]
crack theof absence in the Stressσ
bafor
aπσK
FactorIntensity StressK
nom
nom
=
≡
<<
⋅=
≡As long as the stress intensity factor K stays below a critical value called the fracture toughness, Kc, the crack is considered stable.
mile/sec.1reach can ratesnPropagatio failure.sudden
tolead and propagate willcrack the,K reachesK If c
Fracture toughness is a material property.

Brittle to Ductile Transition Brittle to Ductile Transition TemperatureTemperature
Felbeck, Fig. 14-4
Low temperatures and high strain rates generally promote brittle behavior (i.e. low fracture toughness).

Transition Temperature Transition Temperature ExamplesExamples
Felbeck, Fig. 14-5

Temperature Sensitivity of KTemperature Sensitivity of KICIC
Sailors, R.H., H.T. Corten, “Relationship Between Material Fracture Toughness Using Fracture Mechanics & Transition Temperature Tests, Stress Analysis and Growth of Cracks,” ASTM STP514, Am. Society of Testing Materials, 1972.

Comparison with Comparison with Charpy Charpy VV--Notch Test DataNotch Test Data
Sailors, R.H., H.T. Corten, “Relationship Between Material Fracture Toughness Using Fracture Mechanics & Transition Temperature Tests, Stress Analysis and Growth of Cracks,” ASTM STP514, Am. Society of Testing Materials, 1972.

Stress Intensity Factors for Different Stress Intensity Factors for Different Crack GeometriesCrack Geometries
Relationships between KICand other crack geometries and loading conditions may be found in text books and industry publications.
Shigley, Fig. 5-22
aπσK nomo ⋅=
Shigley contains several examples.

Yield Failure Before FractureYield Failure Before Fracture
2
y
IC
yIC
nomIC
SK
π1a
aπSK
aπσK
��
�
�
��
�
�=
⋅=
⋅=
inch0.04mm1m 0.001a
MPa 455SmMPa 26K
Aluminum 2024
y
IC
===
==
The cross section will yield before unstable fracture for any crack less than 2 mm in total length.

AssignmentAssignment
It is determined that a high strength alloy plate has a ½ inch long through crack running normal to the direction of loading. Material tests indicate that the Mode I fracture toughness, KIC, is 80 ksi/in1/2. A stress analysis indicates that the plate will experience a steady stress of 100 ksi. Will the plate experience unstable crack propagation.

Fracture Mechanics and Steady Fracture Mechanics and Steady Load Failure Theory SummaryLoad Failure Theory Summary
Lecture 9Lecture 9
Engineering 473Engineering 473Machine DesignMachine Design

Critical Crack SizeCritical Crack Size
σ
For a given crack size, there is a corresponding stress that will cause the crack to propagate in a catastrophic manner.

NonNon--destructive Testingdestructive Testing
Testing methods exist that can detect cracks or flaws in metallic parts without destroying them. These methods are called nonnon--destructive testingdestructive testing (NDT).
If the flaw size can be established in a part through NDT, and the stress state at the location of the crack is known through analysis or test, then an analysis can be performed to determine if the crack is close to the critical crack size for the particular stress state.
The combination of analysis to determine the stress state and NDT to establish the maximum flaw size are critical components of fracture prevention programs.

Fracture Mechanics CasesFracture Mechanics Cases(NDT Inspected Part)(NDT Inspected Part)
Case 1Case 1: The machine element is inspected and no cracks are found.
All Nondestructive Testing (NDT) methods have a minimum crack size that can be detected. In this case, the crack length is taken to be the minimum detectable crack.
aπYKσ IC
f ⋅=
Minimum detectable crack length
Crack geometry factor

Fracture Mechanics CasesFracture Mechanics Cases(Part has been tested)(Part has been tested)
Case 2Case 2: The part is tested and does not fail under a known load.
2
f
IC
YσK
π1a ��
�
����
�=
In this case, the crack size is assumed to be slightly smaller than the critical crack size associated with the stress state caused by the test load.
Stress caused by the test loadPossible crack size

Fracture Mechanics CasesFracture Mechanics Cases(Crack is detected)(Crack is detected)
Case 3Case 3: The part is inspected and a crack is found.
2IC
crit YσK
π1a �
�
���
�=
The size of the crack is compared to the critical crack size obtained from the following formula. The stress used is that to be encountered during service.
Expected service stress

StressStress--Corrosion CrackingCorrosion Cracking
Parts subjected to continuous static loads in certain corrosive environments may, over a period of time, develop cracks.
Shigley, Fig. 5-27
This plot shows a reduction in KICover time due to stress-corrosion.

NonNon--destructive Testingdestructive Testing
NDT is the examination of engineering materials with technologies that do not affect the object�s future usefulness.
Common NDT MethodsCommon NDT MethodsX-radiography Magnetic particleUltrasonic Liquid penetrant
Eddy current Acoustic emission

XX--radiographyradiography
Shackelford, Fig. 8-22.

Ultrasonic TestingUltrasonic Testing
Schakelford, Fig. 8-23.

Summary of Steady Load Summary of Steady Load Failure TheoriesFailure Theories
Ductile Materials Brittle Materials Fracture Mechanics
Distortion Energy(von Mises)
Maximum Shear Stress(Tresca)
Maximum Normal Stress
Internal Friction(Coulomb-Mohr)
Modified Internal Friction
Linear Elastic Fracture Mechanics
(LEFM)

When do I apply these When do I apply these failure theories?failure theories?
Design Governed Design Governed by Industry by Industry
Design StandardDesign Standard
Design Not Governed by Design Not Governed by Industry Design Industry Design
StandardStandard� Follow formulas in standard.
� Formulas can often be derived based on a knowledge of the failure theory incorporated in the standard.
� Factor of safety is included in the standard.
� Choose a factor of safety that the design is to be based on.
� Use appropriate failure theory during the design of machine elements.
� Compute failure margins at all critical locations.

Norton, Fig. 5-22
Flow Chart for Flow Chart for Typical AnalysisTypical Analysis

Material Failure MechanismsMaterial Failure Mechanisms
Ductile fractureDuctile fracture � failure that involves a significant amount of plastic deformation prior to fracture
Brittle fractureBrittle fracture � failure without a significant amount of macroscopic plastic deformation prior to fracture.
Fatigue failureFatigue failure � failure associated with slow crack growth due to changing stress states.
CorrosionCorrosion--fatigue failurefatigue failure � failure due the combined actions of changing stress and corrosive environments.
StressStress--corrosion crackingcorrosion cracking � failure in which a steady tensile stress leads to the initiation and propagation of fracture in a relatively mild chemical environment.

Material Failure MechanismsMaterial Failure Mechanisms(Continued)(Continued)
Wear failureWear failure � broad range of relatively complex, surface-related damage phenomena.
LiquidLiquid--erosion failureerosion failure � type of wear failure in which liquid is responsible for removal of material.
LiquidLiquid--metal metal embrittlementembrittlement � involves the material losing some degree of ductility below its yield strength due to its surface being wetted by a lower-melting-point liquid metal.
Hydrogen Hydrogen embrittlementembrittlement � notorious cause of catastrophic failure in high strength steels exposed to hydrogen environment which leads to lose of ductility (few parts per million of hydrogen is enough).

Material Failure MechanismsMaterial Failure MechanismsCreep and stress rupture failuresCreep and stress rupture failures � failure due to
continued strain growth under steady load.
All of these mechanisms are associated with the failure of the material. They do not include one of the most important structural failure mechanisms that must be considered in compressive stress environments � BucklingBuckling.

AssignmentAssignment
.S 0.5 of stress appliedan at failure iccatastroph tolead willcrack that surface a of size theCalculate .m Mpa 98 of K a
andMpa1,460 ofstrength yieldahassteelstrength -highA
y
IC
.mMpa 9K
used. becan that stress service maximum theCalculatesize.in µm 25at greater th flaws no have part will ceramic
structuralathat ensurecan that usedisinspection NDTAn
IC =

Lecture 10Lecture 10
Engineering 473Engineering 473Machine DesignMachine Design
FatigueFatigue

Load Histories and Load Histories and Design ObjectivesDesign Objectives
t, time
Fσ,
Dynamic, Cyclic, or Unsteady
Failure
Failure
t, time
Fσ,
Monotonic, Static, or Steady
Design for StrengthDesign for Strength Design for LifeDesign for Life

Rotating Beam Fatigue TestingRotating Beam Fatigue Testing
Mott, Fig. 5-2 & 5-3
Fatigue Dynamics, Inc. rotating beam test equipment.
www.fdinc.com

SS--N CurveN Curve
Shigley, Fig. 7-6Completely reversed cyclic stress, UNS G41200 steel

Fatigue StrengthFatigue StrengthThe Fatigue Strength, Sf(N), is the stress level that a material can endure for N cycles.
The stress level at which the material can withstand an infinite number of cycles is call the Endurance Limit.
The Endurance Limit is observed as a horizontal line on the S-N curve.
Shigley, Fig. 7-6

Representative SRepresentative S--N CurvesN Curves
Mott, Fig. 5-7
Note that non-ferrous materials often exhibit no endurance limit.

Endurance LimitEndurance LimitVs Tensile StrengthVs Tensile Strength
Shigley, Fig. 7-7
SpecimenTest ofStrength TensileSSpecimenTest ofLimit EnduranceS
ut
e
≡≡′
ute 0.3SS =′
Conservative Lower Bound
for Ferrous Materials

Endurance Limit Endurance Limit Multiplying FactorsMultiplying Factors
(Marin Factors)(Marin Factors)
factor effects-ousMiscellanekfactor eTemperaturk
factor Loadkfactor Sizek
factor Surfacekspecimen test oflimit EnduranceS
part oflimit EnduranceS
SkkkkkS
e
d
c
b
a
e
e
eedcbae
≡≡≡≡≡≡′≡
′⋅⋅⋅⋅⋅= There are several factors that are known to result in differences between the endurance limits in test specimens and those found in machine elements.
See sections 7-8 & 7-9 in Shigley for a discussion on each factor.

Mean Stress EffectsMean Stress Effects
� The S-N curve obtained from a rotating beam test has completely reversed stress states.
� Many stress histories will not have completely reversed stress states.
Shigley, Fig. 7-12

DefinitionsDefinitions
2σσσ
2σσσ
σσσ
minmaxm
minmaxa
minmaxr
+=
−=
−=Stress RangeStress Range
Alternating StressAlternating Stress
Mean StressMean Stress
max
min
σσR =
m
a
σσA =
Stress RatioStress Ratio Amplitude RatioAmplitude RatioNote that R=-1 for a completely reversed stress state with zero mean stress.

Mean Stress Fatigue TestingMean Stress Fatigue Testing
Fatigue Dynamics, Inc., fluctuating fatigue stress testing equipment.
www.fdinc.com

Fluctuating Stress Failure DataFluctuating Stress Failure Data
Shigley, Fig. 7-14
This plot shows the fatigue strength of several steels as a function of mean stress for a constant number of cycles to failure.
Note that a tensile mean stress results in a significantly lower fatigue strength for a given number of cycles to failure.
Note that a curved line passes through the mean of the data.

Master Fatigue PlotMaster Fatigue Plot
Shigley, Fig. 7-15

Fluctuating Stress Failure Fluctuating Stress Failure Interaction CurvesInteraction Curves
Shigley, Fig. 7-16

Soderberg Soderberg Interaction LineInteraction Line
1SS
SSk
yt
m
e
af =+Any combination of mean and alternating stress that lies on or below the Solderberg line will have infinite life.
Factor of Safety FormatFactor of Safety Format
fyt
m
e
af
N1
SS
SSk =+
Note that the fatigue stress concentration factor is applied only to the alternating component.

Goodman Interaction LineGoodman Interaction Line
1SS
SSk
ut
m
e
af =+Any combination of mean and alternating stress that lies on or below the Goodman line will have infinite life.
Factor of Safety FormatFactor of Safety Format
fut
m
e
af
N1
SS
SSk =+
Note that the fatigue stress concentration factor is applied only to the alternating component.

Gerber Interaction LineGerber Interaction Line
1SS
SSk
2
ut
m
e
af =���
����
�+
Any combination of mean and alternating stress that lies on or below the Gerber line will have infinite life.
Factor of Safety FormatFactor of Safety Format
1S
SNS
SNk2
ut
mf
e
aff =���
����
�+
Note that the fatigue stress concentration factor is applied only to the alternating component.

ModifiedModified--Goodman Goodman Interaction LineInteraction Line
The Modified-Goodman Interaction Line never exceeds the yield line.

Example No. 1Example No. 1
Shigley, Example 7-5
A 1.5-inch round bar has been machined from AISI 1050 cold-drawn round bar. This part is to withstand a fluctuating tensile load varying from 0 to 16 kip. Because of the design of the ends and the fillet radius, a fatigue stress-concentration factor of 1.85 exists. The remaining Marin factors have been worked out, and are ka=0.797, kb=kd=1, and kc=0.923. Find the factor of safety using the Goodman interaction line.

Example No. 1Example No. 1(Continued)(Continued)
ksi 52.42σσσ
ksi 0σ
ksi 04.9in 1.77
kip 16σ
in 77.14dπA
ksi .50S0.50Sksi 0.10S
minmaxa
min
2max
22
ute
ut
=−=
=
==
=⋅=
=⋅≈′=
( )( )( )( )( )ksi 8.36S
ksi 501923.01797.0SkkkkS
ksi 4.522σσσ
e
edcbae
minmaxm
==
′=
=+=

Example No. 1Example No. 1(Continued)(Continued)
67.3N
N1272.0
ksi .100ksi 52.4
ksi 36.8ksi 52.485.1
N1
Sσ
Sσk
f
f
fut
m
e
af
=
==+⋅
=+

ExampleExample
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 503Plb 0001P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )
( ) 4442
4441
in 088.0875.064πD
64πI
in 249.05.164πD
64πI
2
1
===
===
34
2
22
34
1
11
in 0.201in 0.438in 0.088
cIS
in 0.332in 0.75in 0.249
cIS
===
===
Will the beam have infinite life?Will the beam have infinite life?

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 503Plb 0001P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )1kq1k1k1kq
tf
t
f
−+=−−= ( )
18.1)161.1(3.011kq1k
61.1k
tf
t
=−+=−+=
=
0.143875.0125.0
dr
71.1in 0.875
in 1.5dD
==
==
Ref. Peterson

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 503Plb 0001P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )( )
( )( ) ksi 5.10in 332.0
in 01lb 350SMσ
ksi 1.30in 332.0
in 10lb 1000SMσ
31
1min
31
1max
===
===
Section 1 (Base)Section 1 (Base)
ksi 3.202σσσ
ksi 8.92σσσ
minmaxm
minmaxa
=+=
=−=

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 503Plb 0001P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )( )
( )( ) ksi 71.8in 201.0
in 5lb 350SMσ
ksi 9.24in 201.0
in 5lb 1000SMσ
31
1min
31
1max
===
===
Section 2 (Fillet)Section 2 (Fillet)
ksi 8.162σσσ
ksi 10.82σσσ
minmaxm
minmaxa
=+=
=−=

ExampleExample(Continued)(Continued)
ee
ut
Sksi 30Sksi 116S
==′=
fult
m
e
af
N1
Sσ
Sσk =+
( )
99.1502.01N
502.0ksi 116ksi 20.3
ksi 30ksi 9.80.1
f ==
=+
Part has infinite life.Part has infinite life.
( )( )
( )( ) ksi 5.10in 332.0
in 01lb 350SMσ
ksi 1.30in 332.0
in 10lb 1000SMσ
31
1min
31
1max
===
===
Section 1 (Base)Section 1 (Base)
ksi 3.202σσσ
ksi 8.92σσσ
minmaxm
minmaxa
=+=
=−=

ExampleExample(Continued)(Continued)
( )( )
( )( ) ksi 71.8in 201.0
in 5lb 350SMσ
ksi 9.24in 201.0
in 5lb 1000SMσ
31
1min
31
1max
===
===
Section 2 (Fillet)Section 2 (Fillet)
ksi 8.162σσσ
ksi 10.82σσσ
minmaxm
minmaxa
=+=
=−=
ee
ut
Sksi 30Sksi 116S
==′=
fult
m
e
af
N1
Sσ
Sσk =+
( )
16.2463.01N
463.0ksi 116ksi 16.8
ksi 30ksi 8.101.18
f ==
=+
Part has infinite life.Part has infinite life.

AssignmentAssignmentProblem 1

AssignmentAssignment(Continued)(Continued)
Problem 2

Fatigue IIFatigue II
Lecture 11Lecture 11
Engineering 473Engineering 473Machine DesignMachine Design

Finite Life EstimatesFinite Life Estimates
mσ Stress,Mean
aσ Stress,gAlternatin
utS
eS
ytS
ytS
How can the life of a part be estimated if the mean stress-alternating stress pair lie above the Goodman line?
Goodman DiagramGoodman Diagram
Infinite LifeStress State
Finite Life(Cycles to failure?)

SS--N CurveN Curve
Shigley, Fig. 7-6
Completely reversed cyclic stress, UNS G41200 steel
The S-N curve gives the cycles to failure for a completely reversed (R=-1) uniaxial stress state.
What do you do if the stress state is not completely reversed?

DefinitionsDefinitions
2σσσ
2σσσ
σσσ
minmaxm
minmaxa
minmaxr
+=
−=
−=Stress RangeStress Range
Alternating StressAlternating Stress
Mean StressMean Stress
max
min
σσR =
m
a
σσA =
Stress RatioStress Ratio Amplitude RatioAmplitude RatioNote that R=-1 for a completely reversed stress state with zero mean stress.

FluctuatingFluctuating--Stress Failure Stress Failure Interaction CurvesInteraction Curves
Shigley, Fig. 7-16
The interaction curves provide relationships between alternating stress and mean stress.
When the mean stress is zero, the alternating component is equal to the endurance limit.
The interaction curves are for infinite life or a large number of cycles.

Goodman Interaction LineGoodman Interaction Line
1SS
SSk
ut
m
e
af =+Any combination of mean and alternating stress that lies on or below Goodman line will have infinite life.
Factor of Safety FormatFactor of Safety Format
fut
m
e
af
N1
SS
SSk =+
Note that the fatigue stress concentration factor is applied only to the alternating component.

Master Fatigue PlotMaster Fatigue Plot
Shigley, Fig. 7-15
Constant cycles till failure interaction curves.

Equivalent Alternating StressEquivalent Alternating Stress
mσ Stress,Mean
aσ Stress,gAlternatin
utS
eS
ytS
ytS0σa
mσ
=Alternating stress at zero mean stress that fails the part in the same number of cycles as the original stress state.
The red and blue lines are estimated fatigue interaction curves associated with a specific number of cycles to failure.
cycles 106
cycles 105

Number of Cycles to Number of Cycles to FailureFailure
Once the equivalent alternating stress is found, the S-N curve may be used to find the number of cycles to failure.

Equivalent Alternating Stress Equivalent Alternating Stress FormulaFormula
ut
m
f
af0σa
fut
m
0σa
af
fut
m
e
af
Sσ
N1σkσ
N1
Sσ
σσk
N1
Sσ
Sσk
m
m
−=
=+
=+
=
=
Goodman LineGoodman Line
pair. σ and σ original theas cycles ofnumber same in the failure
fatigue causes that stress -1)(R
reversed completely Equivalentσ
ma
0σam
=
≡=

ExampleExample
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 2000Plb 0030P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )
( ) 4442
4441
in 088.0875.064πD
64πI
in 249.05.164πD
64πI
2
1
===
===
34
2
22
34
1
11
in 0.201in 0.438in 0.088
cIS
in 0.332in 0.75in 0.249
cIS
===
===

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 2000Plb 0003P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )1kq1k1k1kq
tf
t
f
−+=−−= ( )
18.1)161.1(3.011kq1k
61.1k
tf
t
=−+=−+=
=
0.143875.0125.0
dr
71.1in 0.875
in 1.5dD
==
==
Ref. Peterson

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 2000Plb 0003P
min
max
==
5 in 5 in
Notch sensitivityq=0.3
( )( )
( )( ) ksi 2.60in 332.0
in 01lb 2000SMσ
ksi 4.90in 332.0
in 10lb 3000SMσ
31
1min
31
1max
===
===
Section 1 (Base)Section 1 (Base)
ksi 3.752σσσ
ksi 1.152σσσ
minmaxm
minmaxa
=+=
=−=

ExampleExample(Continued)(Continued)
1 2
1.5 in. dia. 0.875 in. dia.0.125 in. rad.
Material UNS G41200 Steel
lb 2000Plb 0003P
min
max
==5 in 5 in
Notch sensitivityq=0.3
( )( )
( )( ) ksi 8.49in 201.0
in 5lb 2000SMσ
ksi 6.74in 201.0
in 5lb 3000SMσ
31
1min
31
1max
===
===
Section 2 (Fillet)Section 2 (Fillet)
ksi 2.622σσσ
ksi 4.122σσσ
minmaxm
minmaxa
=+=
=−=

ExampleExample(Continued)(Continued)
Completely reversed cyclic stress, UNS G41200 steel
Shigley, Fig. 7-6
ee
ut
Sksi 30Sksi 116S
==′=
fult
m
e
af
N1
Sσ
Sσk =+

ExampleExample(Continued)(Continued)
ee
ut
Sksi 30Sksi 116S
==′=
fult
m
e
af
N1
Sσ
Sσk =+
( ) 15.1ksi 116ksi 75.3
ksi 30ksi 15.10.1
1Nf
=+
=
Section 1 (Base)Section 1 (Base)
( )( )
( )( ) ksi 2.60in 332.0
in 01lb 2000SMσ
ksi 4.90in 332.0
in 10lb 3000SMσ
31
1min
31
1max
===
===
ksi 3.752σσσ
ksi 1.152σσσ
minmaxm
minmaxa
=+=
=−=
Part has finite life at base.Part has finite life at base.

ExampleExample(Continued)(Continued)
Section 2 (Fillet)Section 2 (Fillet)
ee
ut
Sksi 30Sksi 116S
==′=
fult
m
e
af
N1
Sσ
Sσk =+
( ) 02.1ksi 116ksi 62.2
ksi 30ksi 12.41.18
1Nf
=+
=
Part has finite life.Part has finite life.
( )( )
( )( ) ksi 8.49in 201.0
in 5lb 2000SMσ
ksi 6.74in 201.0
in 5lb 3000SMσ
31
1min
31
1max
===
===
ksi 2.622σσσ
ksi 4.122σσσ
minmaxm
minmaxa
=+=
=−=

Calculation of Equivalent Calculation of Equivalent Alternating StressAlternating Stress
ut
m
f
af0σa
Sσ
N1σkσ
m
−=
=
ksi 0.4311675.3
1.01(1.0)15.1σ
0σam
=
−=
=
ksi 5.3111662.2
1.01
(1.18)12.4σ0σa
m
=
−=
=
ksi 3.75σksi 1.15σ
m
a
==
ksi 2.62σksi 4.12σ
m
a
==
BaseBase FilletFillet

Cycles to Failure EstimateCycles to Failure Estimate
10
20
30
50
70
90
Base
Fillet

MultiMulti--axis Fluctuating axis Fluctuating Stress StatesStress States
Everything presented on fatigue has been based on experiments involving a single stress component.
What do you do for problems in which there are more than one stress component?

Marin Load Factor, Marin Load Factor, kkcc
The endurance limit is a function of the load/stress component used in the test.
edcbae SkkkkS ′⋅⋅⋅⋅=
��
�
��
�
�
>≤
=
shear andTorsion 0.577Bending1
MPa) (1520 ksi 220Sloading Axial1MPa) (1520 ksi 220Sloading Axial0.923
k ut
ut
c

Alternating and Mean Von Alternating and Mean Von Mises Mises StressesStresses
1. Increase the stress caused by an axial force by 1/kc.
2. Multiply each stress component by the appropriate fatigue stress concentration factor.
3. Compute the maximum and minimum von Mises stresses.
4. Compute the alternating and mean stresses based on the maximum and minimum values of the von Mises stress.
5. Use the Goodman alternating and mean stress interaction curve and S-N curve to estimate the number of cycles to failure. Use the reversed bending endurance limit.

Complex LoadsComplex Loads
t, time
Fσ,
cycles, nfor σ
cycles, nfor σcycles, nfor σcycles, nfor σfollows as stresses
reversed completely tosubjected ispart A
mm
33
22
11
�
What is the cumulative effect of these different load cycles?
1σ2σ
3σ

Minor’s RuleMinor’s Rule
CNn
Nn
Nn
Nn
m
m
3
3
2
2
1
1 =++++ �
Cumulative Damage LawCumulative Damage Law
2.2. to0.7 from rangingConstant Ci level stressat failure tocyclesN
i level stressfor cycles ofnumber n
i
i
≡≡≡
C is usually taken as 1.0C is usually taken as 1.0Minor’s Rule is the simplest and most widely used Minor’s Rule is the simplest and most widely used
Cumulative Damage LawCumulative Damage Law

ExampleExample
StressState
1
Cycles(n)
Life(N) N
n
23
1,000
5,000
10,000
2,000
10,000
100,000
0.5
0.5
0.1
1.1 Part will fail

AssignmentAssignment(Problem No. 1)(Problem No. 1)
A rotating shaft is made of 42 x 4 mm AISI 1020 cold-drawn steel tubing and has a 6-mm diameter hole drilled transversely through it. Estimate the factor of safety guarding against fatigue failure when the shaft is subjected to a completely reversed torque of 120 N-m in phase with a completely reversed bending moment of 150 N-m. Use the stress concentration factor tables found in the appendices, and estimate the Marin factors using information in the body of the text.

AssignmentAssignment(Problem No. 2)(Problem No. 2)
A solid circular bar with a 5/8 inch diameter is subjected to a reversed bending moment of 1200 in-lb for 2000 cycles, 1000 in-lb for 100,000 cycles and 900 in-lb for 10,000 cycles. Use the S-N curve used in this lecture. Determine whether the bar will fail due to fatigue. Assume all Marin factors are equal to 1.0.

AssignmentAssignment(Problem No. 3)(Problem No. 3)
Same as Problem No. 2 except there is a constant axial force of 5,000 lb acting on the bar in addition to the completely reversed bending moment.

Crack PropagationCrack Propagation
Lecture 12Lecture 12
Engineering 473Engineering 473Machine DesignMachine Design

Evidence of Crack GrowthEvidence of Crack Growth
Norton, Fig. 6-4
Crack Growth Crack Growth Striations in shaft with Striations in shaft with
keywaykeyway
Crack Growth Crack Growth Striations in Striations in crankshaftcrankshaft

Crack Propagation StriationsCrack Propagation Striations
Concentric pattern is characteristic of fatigue failures in which a crack propagates (grows) under cyclic loading.
Norton, Fig. 6-3

Varying Alternating Stress Varying Alternating Stress BeachmarksBeachmarks
The ripples are called �beachmarks� and can often be distinguished by the unaided eye. In some cases they can only be seen with the aided of and electron microscope. These fine markings represent stepwise advances of the crack front. These beachmarks show the progression of a crack front due to an alternating stress having different magnitudes.
Bela I. Sandor, Fundamentals of Cyclic Stress and Strain, The University of Wisconsin Press, 1972, p. 143.

Crack Opening Crack Opening Displacement (COD) TestsDisplacement (COD) Tests
www.testresources.com
COD Tests are used to determine the change in crack size in compact tension specimens subjected to cyclic loads.

Stress Intensity Factor Stress Intensity Factor RangeRange
aπYσK nom ⋅=
Stress Intensity EquationStress Intensity Equation
( )
maxmin
minmax
minmin
maxmax
KK ,0K If
σσaπY∆K
aπYσK
aπYσK
=∆<
−⋅⋅=
⋅=
⋅=
Stress Intensity Factor RangeStress Intensity Factor Range
Norton, Fig. 5-15
(Refer to Class 7 Notes)

Crack Growth Rate CurveCrack Growth Rate Curve
��
���
�
dNdalog
( )∆Klog
Phase I
Phase II
Phase III
Phase I: Crack initiationPhase II: Stable crack-growth
Phase III: Unstable crack-growth (fracture)
th∆K
reached is Kc

Example Example dada//dN dN CurveCurve
Phase II crack growth data for 316 and 317 stainless steel at �452 oF.
Stainless steels are used extensively at cryogenic temperatures.

GriffithGriffith--Irwin FormulaIrwin Formula
( )( )
th.
th
c
max
min
c
mth
K than lessK of for values expected not isgrowth crack value,thresholdK
toughnessFractureKσσratio amplitude stressR
constants empiricalmC,
∆KKR1∆K∆KC
dNda
∆∆≡∆
≡
=≡
≡
−−−=
Empirical equation used to fit Empirical equation used to fit dada//dN dN datadata

GriffithGriffith--Irwin Formula PlotsIrwin Formula Plots
Norton, Fig. 6-20

Stable Crack Growth RegimeStable Crack Growth Regime
( )( )
m
c
mth
∆KCdNda
∆KKR1∆K∆KC
dNda
⋅=
−−−= Griffith-Irwin formula
Phase II simplified formula
These equations can be integrated (usually numerically) to obtain the number of cycles to failure. There are several commercially available programs containing material libraries that make this a fairly straight forward process. NASA uses a program called FLAWGRO.

Thick Walled CylindersThick Walled Cylinders
Lecture 13Lecture 13
Engineering 473Engineering 473Machine DesignMachine Design

AxisymmetricAxisymmetric Equation of Equation of EquilibriumEquilibrium
(Geometry)(Geometry)
direction-θin nt displacemevdirection-rin nt displacemeu
coordinateposition radialrcoordinateposition angular θ
pressure internalpi
≡≡≡≡≡
0θ
direction.-θin the variesNothingicAxisymmetr
=∂∂
≡
Ugural, Fig. 8.1(a)

rθτ
dθθττ rθ
rθ ∂∂+
Axisymmetric Axisymmetric Equation of Equation of EquilibriumEquilibrium
(Differential Element)(Differential Element)
Ugural, Fig. 8.1(b)itycompatibil stress todue ,0τ
constraint icaxisymmetr todue ,0θτ
rθ
rθ
=
=∂∂

Axisymmetric Axisymmetric Equation of Equation of EquilibriumEquilibrium
eunit volumper forcebody radialFr ≡
( ) 0dzdrrdθFdzrdθσ-drdz2
dθsin2σ-dzdθdrrdrrσσ rrθ
rr =⋅⋅+⋅⋅�
�
���
�⋅+⋅��
���
�
∂∂+
0Frσσ
drdσ
0rFσσdr
dσr
rθrr
rθrr
=+−+
=+−+

Strain Displacement EquationsStrain Displacement Equations
( )ru
rdθrdθ-dθurε
drdu
dr
drdrrudr
ε
θ
r
=+=
=−
∂∂+
=
ruε ,
drduε θr ==

Constitutive EquationsConstitutive Equations
( )
( )rθθ
θrr
νσσE1ε
νσσE1ε
−=
−=
Hooke’s Hooke’s LawLawStress-Strain equations are often referred to as constitutiveequations, because they depend on what the part is made of. The equilibrium and strain-displacement equations are independent of the material.
Webster, �constitutive - making a thing what it is, essential�
( )
( )rθ2θ
θr2r
νεεν1
Eσ
νεεν1
Eσ
+−
=
+−
=

Summary of Summary of AxisymmetricAxisymmetric EquationsEquations
ruε ,
drduε θr ==
( )
( )rθθ
θrr
νσσE1ε
νσσE1ε
−=
−=0Frσσ
drdσ
rθrr =+−+
Equilibrium EquationEquilibrium Equation
StrainStrain--Displacement EquationsDisplacement Equations
Constitutive EquationsConstitutive Equations

Thick Walled CylindersThick Walled Cylinders(Displacement Differential Equation)(Displacement Differential Equation)
pressure externalppressure internalp
radius outsidebradius insidea
o
i
≡≡
≡≡
( )
( )
0ru
drdu
r1
drud
drduν
ru
ν1Eσ
ruν
drdu
ν1Eσ
νεεν1
Eσ
νεεν1
Eσ
22
2
2θ
2r
rθ2θ
θr2r
=−+
��
���
� +−
=
��
���
� +−
=
+−
=
+−
=
Ugural, Fig. 8.2

Thick Walled CylindersThick Walled Cylinders(General Solution & Boundary Conditions)(General Solution & Boundary Conditions)
rCrCu
Solution General
0ru
drdu
r1
drud
21
22
2
+=
=−+ ( )
( ) ��
���
���
�
� −++−
=
��
���
���
�
� −−+−
=
��
�
� +−
=
��
�
� +−
=
2212θ
2212r
2θ
2r
rν1Cν1C
ν1Eσ
rν1Cν1C
ν1Eσ
drduν
ru
ν1Eσ
ruν
drdu
ν1Eσ
Ugural, Fig. 8.2

Thick Walled CylindersThick Walled Cylinders(Boundary Conditions)(Boundary Conditions)
obrr
iarr
pσ
pσ
−=
−=
=
=
Boundary ConditionsBoundary Conditions
( )
( )
( )
( )��
���
�
−−+=
��
���
�
−−−=
��
���
���
�
� −−+−
=−
��
���
���
�
� −−+−
=−
��
���
���
�
� −−+−
=
22oi
22
2
22o
2i
2
1
2212o
2212i
2212r
abppba
Eν1C
abpbpa
Eν1C
bν1Cν1C
ν1Ep
aν1Cν1C
ν1Ep
rν1Cν1C
ν1Eσ
Ugural, Fig. 8.2

Thick Walled CylindersThick Walled Cylinders(Lame’ Equations)(Lame’ Equations)
Ugural, Fig. 8.2
( )( )
( )( )
( ) ( )( )rab
bappEν1
abrpbpa
Eν1u
rabbapp
abpbpaσ
rabbapp
abpbpaσ
22
22oi
22o
2i
2
222
22oi
22o
2i
2
θ
222
22oi
22o
2i
2
r
−−++
−−−=
−−+
−−=
−−−
−−=

Longitudinal StrainLongitudinal Strain(Unconstrained and Open Ends)(Unconstrained and Open Ends)
( )
( )θrz
z
θrzz
σσEνε
0σ open, and nedunconstrai are Ends
νσνσσE1ε
+−=
=
−−=
( )
( ) ��
���
���
�
� −++−
=
��
���
���
�
� −−+−
=
2212θ
2212r
rν1Cν1C
ν1Eσ
rν1Cν1C
ν1Eσ
( )[ ]
���
����
�
−−−=
−⋅−=
+−
=+
22o
2i
2
z
1z
12θr
abpbpa
E2νε
ν1C2νε
ν1Cν1
2Eσσ
Constantσσ that Note θr =+

Longitudinal StressLongitudinal Stress(Constrained Ends)(Constrained Ends)
( )
( )θrz
θrzz
σσνσ
νσνσσE10ε
+=
−−==
( )
( ) ��
���
���
�
� −++−
=
��
���
���
�
� −−+−
=
2212θ
2212r
rν1Cν1C
ν1Eσ
rν1Cν1C
ν1Eσ
( )[ ]
���
����
�
−−=
��
���
�
−=
+−
=+
22o
2i
2
z
1z
12θr
abpbpa2νσ
ν12ECνσ
ν1Cν1
2Eσσ
Constantσ that Note z =

Longitudinal StressLongitudinal Stress(Closed and Unconstrained Ends)(Closed and Unconstrained Ends)
op ipzσ
zσ
( )
22
2o
2i
z
2i
2o
22z
abbpapσ
0aπpbπpabπσ
−−=
=⋅−⋅+−

Special CasesSpecial Cases
nedunconstrai and closed ,ab
paσ
dconstraine ,abpa2νσ
nedunconstrai ,0σ
rb1
abpaσ
rb1
abpaσ
22i
2
z
22i
2
z
z
2
2
22i
2
θ
2
2
22i
2
r
−=
−⋅=
=
���
����
�+
−=
���
����
�−
−=
Internal Pressure OnlyInternal Pressure Only External Pressure OnlyExternal Pressure Only
nedunconstrai & closed ,ab
pbσ
dconstraine ,abpb2νσ
nedunconstrai ,0σ
ra1
abpbσ
ra1
abpbσ
22o
2
z
22o
2
z
z
2
2
22o
2
θ
2
2
22o
2
r
−−=
−⋅−=
=
���
����
�+
−−=
���
����
�−
−−=

Stress VariationStress Variation
Internal Pressure OnlyInternal Pressure Only External Pressure OnlyExternal Pressure Only
b/a=4
Ugural, Fig. 8.3

AssignmentAssignment
1. Show that the Lame� equations for the case of internal pressure reduce to the equations for a thin walled cylinder when the ratio b/a approaches 1.
2. A thick walled cylinder with 12 and 16 inch internal and external diameters is fabricated of a material whose tensile yield strength is 36 ksi and Poisson�s ratio is 0.3. Calculate the von Mises stress when the internal pressure is 10 ksi. The cylinder has closed but unconstrained ends. Will the material yield?

Compound CylindersCompound Cylinders&&
Discontinuity StressesDiscontinuity Stresses
Lecture 14Lecture 14
Engineering 473Engineering 473Machine DesignMachine Design

Lame’ Equations for Thick Lame’ Equations for Thick Walled CylindersWalled Cylinders
( )( )
( )( )
( ) ( )( )rab
bappEν1
abrpbpa
Eν1u
rabbapp
abpbpaσ
rabbapp
abpbpaσ
22
22oi
22o
2i
2
222
22oi
22o
2i
2
θ
222
22oi
22o
2i
2
r
−−++
−−−=
−−+
−−=
−−−
−−=

Compound CylindersCompound Cylinders
www.wwd.net/steen
Compound cylinders are used to increase the pressure that can be contained in cylinders.
Civil War Parrott GunsCivil War Parrott Guns

Compound CylindersCompound Cylinders(Assembly)(Assembly)
a
b
δb −
c
Inner Cylinder (1)Inner Cylinder (1)Outer Cylinder (2)Outer Cylinder (2)
The inside diameter of cylinder 2 is undersized by a small amount (interference) and must be heated to fit over cylinder 1. This is often referred to as a shrink fit.

Compound CylindersCompound Cylinders(Interference Equations)(Interference Equations)
( ) ( )( )
���
����
�−
−++��
�
����
�+
−+=
���
����
�+
−+=
���
����
�−
−+=
−−++
−−−=
i22
22
io22
22
o
o22
22
o2
i22
22
i1
22
22oi
22o
2i
2
νabab
Epbν
bccb
Epbδ
νbccb
Epbu
νabab
Epbu
rabbapp
Eν1
abrpbpa
Eν1u
Inner Inner CylinderCylinder
Outer Outer CylinderCylinder
Lame’s Lame’s EquationEquation
The interface pressure is directly proportional to the interference.

Compound CylindersCompound Cylinders(Interference Pressure)(Interference Pressure)
( )( )( )222
2222
i22
22
io22
22
o
ac2bbcab
bEδp
νabab
Epbν
bccb
Epbδ
−−−=
���
����
�−
−++��
�
����
�+
−+=
Ugural, Fig. 8.5
The interference pressure is that pressure needed to compress the inner cylinder and expand the outer cylinder so that the two cylinders can be assembled.
For same materials

Compound CylinderCompound Cylinder(Shrink Fit Stresses)(Shrink Fit Stresses)
Hoop stress due Hoop stress due to interference to interference pressurepressure
Hoop stress due Hoop stress due to an internal to an internal pressurepressure
Total Hoop StressTotal Hoop Stress
Harvey, Fig. 2.23

Example ProblemExample Problem
Determine the tangential (hoop) stresses at the inner, outer, and mating surfaces of a compound cylinder subjected to an internal pressure of 20,000 psi. The radii are: a=6 in, b=8 in, and c=10 in. The material is steel with a modulus of elasticity of E=30x106 psi, and the interference is 0.004 in.

Example ProblemExample Problem(Interference Pressure)(Interference Pressure)
( )( )( )
psi 1,850pac2b
bcabb
Eδp 222
2222
=−
−−=
a=6 inb=8 inc=10 in
in 0.004δpsi 30x10E 6
==

Example ProblemExample Problem(Inner Cylinder)(Inner Cylinder)
( )( )
( )
( ) 6,590psiab
ab2pσ
psi 8,440ab
2pbσ
rabbpa
abpbσ
rabbapp
abpbpaσ
22
22
brθ
22
2
arθ
222
22
22
2
θ
222
22oi
22o
2i
2
θ
−=−
+−=
−=−
−=
−−+
−−=
−−+
−−=
=
=
Lame’ EquationLame’ Equation
External PressureExternal Pressure
Interference StressesInterference Stresses
a=6 inb=8 inc=10 in psi 1,850p
in 0.004δpsi 30x10E 6
===

Example ProblemExample Problem(Outer Cylinder)(Outer Cylinder)
a=6 inb=8 inc=10 in psi 1,850p
in 0.004δpsi 30x10E 6
===
( )( )
( )
psi 6,560bc
2pbσ
psi 410,8bccbpσ
rbccpb
bcpbσ
rbccbpp
bcpcpbσ
22
2
crθ
22
22
brθ
222
22
22
2
θ
222
22oi
22o
2i
2
θ
=−
=
=���
����
�
−+=
−+
−=
−−+
−−=
=
=
Lame’ EquationLame’ Equation
External PressureExternal Pressure
Interference StressesInterference Stresses

Example ProblemExample Problem(Shrink(Shrink--fit Stress Distribution)fit Stress Distribution)
a=6 inb=8 inc=10 in psi 1,850p
in 0.004δpsi 30x10E 6
===
Harvey, Fig. 2.23(a)
Inner CylinderInner Cylinder
Outer CylinderOuter Cylinder
b c

Example ProblemExample Problem(Internal Pressure)(Internal Pressure)
a=6 inb=8 inc=10 in psi 000,02p
in 0.004δpsi 30x10E
i
6
===
( )( )
( )
psi 22,500σ
psi 28,830σ
psi 42,500σ
raccap
acpaσ
raccapp
acpcpaσ
crθ
brθ
arθ
222
22i
22i
2
θ
222
22oi
22o
2i
2
θ
=
=
=
−+
−=
−−+
−−=
=
=
=
Lame’ EquationLame’ Equation
Internal PressureInternal Pressure
Radial LocationsRadial Locations

Example ProblemExample Problem(Internal Pressure Stress Distribution)(Internal Pressure Stress Distribution)
a=6 inb=8 inc=10 in psi 000,02p
in 0.004δpsi 30x10E
i
6
=== Inner CylinderInner Cylinder
Outer CylinderOuter Cylinder
bc
Harvey, Fig. 2.23(b)

Example ProblemExample Problem(Total Stresses)(Total Stresses)
Note that the total stress on the inside of the cylinder is approximately 20% less than what it would have been without the shrink-fit stresses.
Harvey, Fig. 2.23

Discontinuity StressesDiscontinuity Stresses
� The stresses in thick and thin walled cylinders (pressure vessels) considered so far have considered only the cylinder.
� There are often high stresses at geometric discontinuities in cylinders.
� These high stresses are similar to stress concentrations.

Discontinuity StressesDiscontinuity Stresses(Example)(Example)
Discontinuity at Hemispherical Head and Discontinuity at Hemispherical Head and Cylindrical Shell JunctureCylindrical Shell Juncture
The force and moment required to cause the head and shell to displace and rotate the same amount will cause local bending stresses in both the head and shell.
Harvey, Fig. 4.8

Discontinuity StressesDiscontinuity Stresses(Example)(Example)
Discontinuity at Flat Head and Discontinuity at Flat Head and Cylindrical Shell JunctureCylindrical Shell Juncture
Hand stress analysis or finite element methods may be used to accurately compute the stresses around geometric discontinuities.

AssignmentAssignment
1. What is the required thickness of a 6 ft inside diameter cylinder, considering it as a thin wall vessel, to withstand an internal pressure of 1,000 psi if the allowable tangential stress is 20,000 psi.
2. A cylinder with a 48 in inside diameter and a 60 in outside diameter is subjected to an internal pressure of 5,000 psi. Determine value and place of occurrence the maximum tangential stress, the maximum radial stress, and the maximum shear stress.

AssignmentAssignment(Continued)(Continued)
3. Determine the tangential (hoop) stresses at the inside radius of a compound cylinder subjected to an internal pressure of 32,000 psi. The radii are: a=10 in, b=12 in, and c=13 in. The material is steel with a modulus of elasticity of E=30x106 psi, and the interference is 0.005 in.

Interference FitsInterference Fits
Lecture 15Lecture 15
Engineering 473Engineering 473Machine DesignMachine Design

StandardsStandards
US CustomaryUS CustomaryPreferred Limits and Fits for Cylindrical Parts, ANSI B4.1-1967.
MetricMetricPreferred Metric Limits and Fits, ANSI B4.2-1978.

Limits and FitsLimits and Fits(Metric Nomenclature)(Metric Nomenclature)
Shigley, 4-9
shaftfor grade tolerancedholefor grade toleranceD
deviation lfundamentaδdeviationlower δdeviationupper δ
shaft of size basicdhole of size basicD
F
l
u
≡∆≡∆
≡≡≡
≡≡

Tolerance Grade NumbersTolerance Grade Numbers
Tolerance Tolerance � difference between the maximum and minimum size limits of a part.
International Tolerance International Tolerance Grade NumbersGrade Numbers are used to specify the size of a tolerance zone.
In the ANSI standard, the tolerance is the same for both the internal (hole) and external (shaft) parts having the same Tolerance Grade Numbers.
Shigley, 4-9

Tolerance Grade NumbersTolerance Grade Numbers
IT0 through IT16 are contained in the standard.
IT11IT11
International Tolerance
Number Grade
Shigley, 4-9

Tolerance Grades TableTolerance Grades Table
Shigley, Table A-11

Fundamental DeviationsFundamental DeviationsExample of Fit SpecificationExample of Fit Specification
32H7 Hole32g6 Shaft
32g6
Size) (Basic mm 32dD ==
Deviation lFundamenta ,δF
IT6 Grade, Tolerance
Upper Case => HoleLower Case=> shaft
Shigley, 4-9

Fundamental Deviations Fundamental Deviations for Shaftsfor Shafts
Shigley, Table A-12

Lower and Upper DeviationsLower and Upper Deviations
Shaft letter codes c,d,f,g, and hShaft letter codes c,d,f,g, and hUpper deviation = fundamental deviationLower deviation = upper deviation –tolerance grade
Shaft letter codes k,n,p,s, and uShaft letter codes k,n,p,s, and uLower deviation = fundamental deviationUpper deviation = lower deviation + tolerance grade
Hole letter code HHole letter code HLower deviation = 0Upper deviation = tolerance grade
Shigley, 4-9

Preferred Fits Using the Preferred Fits Using the BasicBasic--Hole SystemHole System
Shigley Table 4-5

Loose Running FitLoose Running Fit(Example)(Example)
Determine the �loose running fit� tolerances for a shaft and hole that have a basic diameter of 32 mm.
From Table 4-5, Specification is 32H11/32c11HoleHole
Tolerance GradeTolerance GradeUpper deviationUpper deviationLower deviationLower deviationMax DiameterMax DiameterMin DiameterMin DiameterAve DiameterAve Diameter
Max ClearanceMax ClearanceMin ClearanceMin Clearance
ShaftShaft0.160 mm0.160 mm0.000 mm32.160 mm (1.266 in)32.000 mm (1.260 in)32.080 mm (1.263 in)
0.160 mm (0.0063 in)-0.120 mm-0.280 mm31.880 mm (1.255 in)31.720 mm (1.225 in)31.800 mm (1.252 in)
( )in) (0.005 mm 12.0dDCin 0.017 mm 44.0dDC
maxminmin
minmaxmax
=−==−=

Loose Running FitLoose Running Fit(Example Continued)(Example Continued)
080.0080.0080.32 +
−080.0080.0800.31 +
−
HoleHole ShaftShaft
Dimension Tolerances Shown on DrawingDimension Tolerances Shown on Drawing

Force FitForce Fit(Example)(Example)
Determine the �force fit� tolerances for a shaft and hole that have a basic diameter of 32 mm.
From Table 4-5, Specification is 32H7/32u6
HoleHoleTolerance GradeTolerance GradeUpper deviationUpper deviationLower deviationLower deviationMax DiameterMax DiameterMin DiameterMin DiameterAve DiameterAve Diameter
Max ClearanceMax ClearanceMin ClearanceMin Clearance
ShaftShaft0.025 mm (0.001 in)0.025 mm0.000 mm32.025 mm (1.261 in)32.000 mm (1.260 in)32.013 mm (1.260 in)
0.016 mm (0.0006 in)0.076 mm0.060 mm32.076 mm (1.262 in)32.060 mm (1.262 in)32.068 mm (1.263 in)
( )in) (-0.003 mm 076.0dDCin 0.001- mm 035.0dDC
maxminmin
minmaxmax
−=−=−=−=

Force FitForce Fit(Example Continued)(Example Continued)
012.0013.0013.32 +
−008.0008.0068.32 +
−
HoleHole ShaftShaft
Dimension Tolerances Shown on DrawingDimension Tolerances Shown on Drawing

Interference Pressures Interference Pressures & Torques& Torques
How much pressure exists in a force fit, and how much torque can it transmit?
Deutschman, Fig. 18-2

Lame’ Equations for Thick Lame’ Equations for Thick Walled CylindersWalled Cylinders
( )( )
( )( )
( ) ( )( )rab
bappEν1
abrpbpa
Eν1u
rabbapp
abpbpaσ
rabbapp
abpbpaσ
22
22oi
22o
2i
2
222
22oi
22o
2i
2
θ
222
22oi
22o
2i
2
r
−−++
−−−=
−−+
−−=
−−−
−−=

Shaft Displacement and Shaft Displacement and StressesStresses
p
a
paEν1u
pσ
pσ
s
ss
θ
r
−−=
−=
−=
For external pressure and zero inside radius, Lame�s equations reduce to -

Hub Displacement and Hub Displacement and StressesStresses
���
����
�+
−+=
−+=
−=
h22
22
hh
22
22
θ
22
22
r
νabba
Epau
abbapσ
abb-apσ
0po =

Interference Pressure EquationInterference Pressure Equation
����
�
�
����
�
�−+
+−+
=
����
�
�
����
�
�−+
+−+
=−=
s
s
h
h22
22
s
s
h
h22
22
sh
Eν1
E
νabab
a
Cp
Eν1
E
νabab
apuuC

Maximum Torque without Maximum Torque without SlippingSlipping
p
a
aFTorque
µFF
Laπ2pF
f
nf
n
⋅=
=
⋅⋅⋅⋅=
L= Hub Thickness

AssignmentAssignment
1. A 4-in diameter, 2-in face width, 20-tooth cast iron pinion gear is to transmit a maximum torque of 1200 in-lb at low speed. Find the required radial interference on 1 in diameter steel shaft and the stress in the gear due to the press fit. Use the dedendum radius as the outside radius of the pinion gear.
2. Determine the dimension and tolerance to be specified on a drawing for a shaft and hole having a basic size of 50 mm. The fit must allow a snug fit but be freely assembled and disassembled.

Stresses in Rotating DisksStresses in Rotating Disks
Lecture 16Lecture 16
Engineering 473Engineering 473Machine DesignMachine Design

Summary of Summary of AxisymmetricAxisymmetric EquationsEquations
ruε ,
drduε θr ==
( )
( )rθθ
θrr
υσσE1ε
υσσE1ε
−=
−=0Frσσ
drdσ
rθrr =+−+
Equilibrium EquationEquilibrium Equation
StrainStrain--Displacement EquationsDisplacement Equations
Constitutive EquationsConstitutive Equations
( )
( )rθ2θ
θr2r
υεεν1
Eσ
υεεν1
Eσ
+−
=
+−
=
oror

Rotating DiskRotating Disk
ω
θdθ
drr
2r ρrωF =
eunit volumper forcebody radialFr ≡
rF
0Frσσ
drdσ
rθrr =+−+
Equilibrium Diff EquationEquilibrium Diff Equation
0ρrωrσσ
drdσ 2θrr =+−+

Displacement Base Equilibrium Displacement Base Equilibrium EquationEquation
( )
( )rθ2θ
θr2r
υεεν1
Eσ
υεεν1
Eσ
+−
=
+−
=
0ρrωrσσ
drdσ 2θrr =+−+
Equilibrium EquationEquilibrium Equation
Constitutive EquationsConstitutive Equations
Combining the equilibrium and constitutive equations yields
( )Eρrωυ1
ru
drdu
r1
drud 2
2r2
2
−−=−+
This equation is the differential equation of equilibrium written in terms of the radial displacement component.

General SolutionGeneral Solution
( )Eρrωυ1
ru
drdu
r1
drud 2
2r2
2
−−=−+
Differential Equation of EquilibriumDifferential Equation of Equilibrium
Homogeneous SolutionHomogeneous Solution
rCrCu 2
1h +=
The homogeneous solution is the same as the general solution for the thick walled cylinder.
Particular SolutionParticular Solution
( )8Eωρrυ1u
232
p −−=
General SolutionGeneral Solution
( )E8ωρrυ1
rCrCu
2322
1 −−+=

Stress DistributionsStress Distributions
( )
( )rθ2θ
θr2r
υεευ1
Eσ
υεευ1
Eσ
+−
=
+−
=
Constitutive EquationsConstitutive Equations
Displacement BasedDisplacement Based
��
���
� +−
=
��
���
� +−
=
drduυ
ru
υ1Eσ
ruυ
drdu
υ1Eσ
2θ
2r
General Solution General Solution -- DisplacementDisplacement
( )8Eωρrυ1
rCrCu
2322
1 −−+=
( )( ) ( ) ( )
( )( ) ( ) ( ) ��
���
�−+++−+−
−=
��
���
�−−++−+−
−=
22
1
222
2θ
22
1
222
2r
rCυ1Cυ1
8Eωρrυ13υ1
υ1Eσ
rCυ1Cυ1
8Eωρrυ1υ3
υ1Eσ
General Solution General Solution -- StressStress

Annular Rotating DiskAnnular Rotating Disk
ω
Boundary ConditionsBoundary Conditions
a
b
( )
( ) 0bσ
0aσ
r
r
=
=
This disk has a hole in the center.

Constant Determination for Annular Constant Determination for Annular Rotating DiskRotating Disk
( ) ( )( ) ( ) ( )
( ) ( )( ) ( ) ( )
0bCυ1Cυ1
8Eωρbυ1υ3
υ1Ebσ
0aCυ1Cυ1
8Eωρaυ1υ3
υ1Eaσ
22
1
222
2r
22
1
222
2r
=
��
���
�−−++−+−
−=
=
��
���
�−−++−+−
−=
Multiplying the top equation by a2 and the bottom by b2
and then subtracting the two equations yields
( ) ( )( )8
υ3υ1E
baρωC22
21
+−+=

Constant DeterminationConstant Determination(Continued)(Continued)
( ) ( )( ) ( ) ( )
( ) ( )( ) ( ) ( ) 0bCυ1Cυ1
8Eωρbυ1υ3
υ1Ebσ
0aCυ1Cυ1
8Eωρaυ1υ3
υ1Eaσ
22
1
222
2r
22
1
222
2r
=��
���
�−−++−+−
−=
=��
���
�−−++−+−
−=
( ) ( )( )8
υ3υ1E
baρωC22
21
+−+=
( )( )8
υ3υ1EbaρωC
222
2++
���
����
�=

Annular Rotating Disk EquationsAnnular Rotating Disk Equations
( )( ) 22
22222
22
22222
θ
22
22222
r
ρrωrba
υ1υ1r
υ3υ1ba
8Eυ1υ3u
ρωrbar
υ33υ1ba
8υ3σ
ρωrbarba
8υ3σ
���
����
�
−++
++−+−+=
���
����
�+
++−++=
���
����
�−−++=
Note that r=a and r=b, that the radial stress component is zero.

Stress and Displacement Variation Stress and Displacement Variation Through the ThicknessThrough the Thickness
Ugural, Fig. 8.6

Solid Rotating DiskSolid Rotating Disk
ωb
Boundary ConditionsBoundary Conditions
( )
( ) 00u
0bσ
=
=

Solid Rotating DiskSolid Rotating Disk(Continued)(Continued)
( )8Eωρrν1
rCrCu
2322
1 −−+=
( )( ) ( ) ( ) ��
���
�−−++−+−
−= 2
21
222
2r rCυ1Cυ1
8Eωρrυ1υ3
υ1Eσ
Since the displacement must be finite at r = 0, C2 = 0
( )( )8
υ3υ1EbρωC
22
1+−=

Solid Rotating Disk Stress and Solid Rotating Disk Stress and Displacement EquationsDisplacement Equations
( )
( ) ( )[ ] 222
222θ
222r
ρrωrυ1bυ38Eυ1u
ρωrυ3
3υ1b8υ3σ
ρωrb8υ3σ
+−+−=
��
���
�
++−+=
−+=
Note that these equations satisfy the boundary conditions.

Stress and Displacement VariationStress and Displacement Variation

Other SolutionsOther Solutions
Solutions to the governing differential equations exist for variable thickness geometries and for constant stress conditions.
Variable ThicknessVariable Thickness Constant StressConstant Stress
Ugural, Fig. 8.8 & 8.9

Complex GeometriesComplex Geometries
Complex geometries must be solved using numerical methods.

AssignmentAssignment
A flat 20 inch outer diameter, 4 inch inner diameter, and 3 inch thick steel disk is shrunk onto a steel shaft. If the assembly is to run safely at 6900 rpm, determine: (a) the required interference (inches), (b) the maximum stress when not rotating, and (c) the maximum stress when rotating. The material properties are ρ=0.00072 lb-sec2/in4, E=30x106 psi, and ν=0.3.

Shaft LoadingShaft Loading
Lecture 17Lecture 17
Engineering 473Engineering 473Machine DesignMachine Design

Shaft Design IssuesShaft Design Issues
Shafts are one of the most commonly Shafts are one of the most commonly encountered machine components.encountered machine components.
MaterialMaterial
C
IC
e
RKS
q
SS
yt
ut
EnvironmentEnvironmentTemperature
CorrosionMagnetic
LoadsLoadsStationaryRotating
Press FitsKeywaysSplines
Bearings
InterfacesInterfaces
AssemblyAssembly
StiffnessStiffnessTolerancesTolerances
Mott, Fig. 5-1
ShaftShaft: Rotating machine elementthat transmits power.

Parallel Shaft Gear BoxParallel Shaft Gear Box
Shaft design spans most topics taught in a Machine Design Course.
Mott, Fig. 15-7

Design Detail Needed to Design Detail Needed to Specify a ShaftSpecify a Shaft
Mott, Fig. 15-5
Significant detail is required to completely specify the geometry needed to fabricate a shaft.

Common Shaft Common Shaft Loading MechanismsLoading Mechanisms
Spur GearsSpur Gears Unbalanced MassUnbalanced Mass
Helical GearsHelical GearsSpiral Bevel GearsSpiral Bevel Gears Belt DrivesBelt Drives
Chain DrivesChain Drives

Spur Gear LoadsSpur Gear Loads
tanφWW2
DTW
nP63,000T
tr
t
⋅=
=
⋅=
[ ][ ]
[ ][ ]
angle pressureφindiameter pitch Dlbin ueshaft torqTrpm speed rotationaln
hppower dtransmitteP
≡≡
⋅≡≡≡
Mott, Fig. 12-3

Helical Gear LoadsHelical Gear Loads
Mott Fig’s 10-3 & 10-4(a)

Helical Gear LoadsHelical Gear Loads(Continued)(Continued)
Mott Fig’s 10-4(a)
force AxialWforce RadialW
force dTransmitteWforce normalResultant W
angleHelix ψangle pressure Transverseφ
angle pressure Normalφ
x
r
t
n
t
n
≡≡≡≡
≡≡≡
cosψtanφtanφ tn ⋅=

Helical Gear LoadsHelical Gear Loads(Continued)(Continued)
Mott Fig 10-4

Helical Gear LoadsHelical Gear Loads(Continued)(Continued)
ψtanWW
ψ /cosφtan WW
2DTW
nP63,000T
tx
ntr
t
⋅=
⋅=
=
⋅=
Mott Fig 10-4

Chain Drive LoadsChain Drive Loads
Mott Fig 12-4
θ

Belt Drive LoadsBelt Drive Loads
Mott, Fig. 12-5
Net Driving ForceNet Driving Force
2DTF
FFF
n
21n
=
−=
21b FFF +=Total Bending ForceTotal Bending Force

Belt Drive LoadsBelt Drive Loads(Bending Force)(Bending Force)
Net Driving ForceNet Driving Force
2DTF
FFF
n
21n
=
−=
21b FFF +=Total Bending ForceTotal Bending Force
3.0FF
5.0FF
2
1
2
1
=
=
Tension RatioTension Ratio
(V-belts)
(Flat-belts)nB
nB
22
22
22
22
21
21
n
B
F 0.2FF 5.1F
2.0F3FF3FC
5.1F5FF5FC
FFFF
FFC
==
=−+=
=−+=
−+==
(V-belts)
(Flat-belts)
(V-belts)(Flat-belts)

Stationary LoadsStationary Loads
1F
1F
1F
1F
2F
2F
2F
2F

Bending Stresses Due to Bending Stresses Due to Stationary LoadsStationary Loads
3
2
32b
32b
33
23
22
32b
MM-θ tan
0Iθsin rM
Iθ cos rM
θσ
Iθ cosr M
Iθsin r Mσ
IcM
IcMσ
=
=/
/+/
/=∂∂
−=
−=
2M
3M
θ
3
2
θsin r cθ cosr cIII
3
2
3322
==
==
2c3c Eq. 1
Eq. 2

Bending Stresses Due to Bending Stresses Due to Stationary LoadsStationary Loads
2M
3M
θ
3
22c
3c
MMθ cos
MMθsin
θ cosθsin
MM
MM
θtan
2, Eq. with Combining
MMM
3
2
3
2
23
22
=
−=
=−
=
+=
3
2
32b
MM-θtan
Iθ cosr M
Iθsin r Mσ
=
−= Eq. 1
Eq. 3
Eq. 4Eq. 2

Bending Stresses Due to Bending Stresses Due to Stationary LoadsStationary Loads
2M
3M
θ
3
22c
3c
Iθ cosr M
Iθsin r Mσ 32
b −= Eq. 1
MMθ cos
MMθsin
MMM
3
2
23
22
=
−=
+= Eq. 3
Eq�s 4
Combining Eq�3 1,3, and 4
IrMM
σ
IrM
IrMσ
Iθ cosr M
Iθsin r Mσ
23
22
b
23
22
b
32b
⋅+−=
−−=
−=

Bending Stresses Due to Bending Stresses Due to Stationary LoadsStationary Loads
IrMM
σ23
22
maxb,
⋅+=
IrMM
σ23
22
minb,
⋅+−=
Mott, Fig. 5-3(e)

Torsional Torsional Stresses Due to Stresses Due to Stationary LoadsStationary Loads
2M
3M
3
2
1M
JrMτ 1=
r
time
τ
The torsional stress at a point will be constant under steady state conditions.

Axial Stresses Due to Axial Stresses Due to Stationary LoadsStationary Loads
Helical, worm, and spiral gears will generate axial loads in the shaft. Under steady state conditions, the axial stress from these loads will be constant.
AWσ x
x =
Mott Fig 10-4

Unbalanced Mass LoadsUnbalanced Mass Loads
Bending stresses in a shaft due to in-balance loads are complicated by whether the rotational speed is lower or higher than the critical speeds of the shaft. In practice, the in-balance loads are minimized by balancing the shaft and attached components as a system. Rotordynamics theory is required if the magnitudes of the stresses at a particular operating speed is required.

Synchronous WhirlSynchronous Whirl(Due to Unbalanced Mass)(Due to Unbalanced Mass)
Thomson, Fig. 3.4-2
( )( ) ( )222
2
scωmωk
φ-ωtcosmeωx+−
=( )
( ) ( )222
2
scωmωk
φ-ωtsinmeωy+−
=
( ) ( )222
22s
2s
cωmωk
meωyxOS+−
=+= 2mωkcωφtan
−=
φe
m=unbalanced mass

AssignmentAssignment(Problem 1)(Problem 1)
The shaft rotating at 550 rpm carries a spur gear B having 96 teeth and a diametral pitch of 6. The teeth are of the 20o, full-depth, involute form. The gear receives 30 hp from a pinion directly above it.
Compute the torque delivered to the shaft and the tangential and radial forces exerted on the shaft by the gear.
Mott, Fig. 12-20

AssignmentAssignment(Problem 2)(Problem 2)
Mott, Fig. 12-21
The shaft rotating at 200 rpm carries a 20-in-diameter flat-belt pulley at A that receives 10 hp from below.
Compute the torque delivered by the pulley to the shaft and the force exerted on the shaft by the pulley.

AssignmentAssignment(Problem 3)(Problem 3)
The shaft is rotating at 650 rpm and receives 7.5 hp through a flexible coupling. The power is delivered to an adjacent shaft through a single helical gear B having a normal pressure angle of 20o and a helix angle of 15o.
(a) draw free-body diagrams for the shaft in both the vertical and horizontal planes, (b) find the magnitude of the forces shown, (c) draw the shearing force and bending moment diagrams for the shaft in both planes.
DB=4.141 in
Mott, Fig. 12-29

AssignmentAssignment(Problem 4)(Problem 4)
The shaft rotating at 480 rpm carries a 10-in-diameter chain sprocket at C that receives 11 hp from a mating sprocket below and to the left as shown.
Compute the torque delivered to the shaft by the sprocket and the total force exerted on the shaft by the sprocket. Resolve the force into its horizontal and vertical components, and show the net forces acting on the shaft at C in the vertical and horizontal directions.
Mott, Fig. 12-22

Shaft AnalysisShaft Analysis
Lecture 18Lecture 18
Engineering 473Engineering 473Machine DesignMachine Design

Bending Stresses Due to Bending Stresses Due to Stationary LoadsStationary Loads
2M
3M
θ
3
22c
3c
Iθ cosr M
Iθsin r Mσ 32
b −= Eq. 1
MMθ cos
MMθsin
MMM
3
2
23
22
=
−=
+= Eq. 3
Eq�s 4
Combining Eq�3 1,3, and 4
IrMM
σ
IrM
IrMσ
Iθ cosr M
Iθsin r Mσ
23
22
b
23
22
b
32b
⋅+−=
−−=
−=

Shaft Stress EquationsShaft Stress Equations(Bending and Torsion Only)(Bending and Torsion Only)
34x
x
πd32
d2π64Mdσ
IMcσ
M=⋅
=
=
32πd2IJ
64πdI
2dc
MMM
4
4
2z
2y
==
=
=
+=
34xy
xy
πd16T
32πd2
dTτ
JTcτ
==
=
Bending StressBending Stress Torsional Torsional StressStressReferenceReference
Principal StressesPrincipal Stresses
2xy
2xx
21 τ2σ
2σσ,σ +�
�
���
�±=
[ ]22321
2
3
2
3321
TMMπd16σ,σ
πd16T
πd16M
πd16Mσ,σ
+±=
��
���
�+��
���
�±=

Yielding in Ductile MaterialYielding in Ductile Material(No Stress Concentration)(No Stress Concentration)
( )s
yt21
2122
21 n
Sσσσσ ≤−+
Distortion Energy TheoryDistortion Energy Theory
0σ3 =
[ ]22321 TMM
πd16σ,σ +±=
Circular ShaftCircular Shaft
Distortion Energy Theory for ShaftDistortion Energy Theory for Shaft
( )s
yt3122
3 nS
3T4Mπd16 ≤+

Static Loading Minimum Static Loading Minimum DiameterDiameter
( )
31
22
yt
s
s
yt3122
3
T43M
πS32nd
nS
3T4Mπd16
��
�
�
��
�
�+=
≤+
This equation is useful in coming up with an initial shaft size early in the design process.

Shaft Stress EquationsShaft Stress Equations(Bending, Axial, and (Bending, Axial, and Torsional Torsional Loading)Loading)
( ) ( )
( )s
yt223
22321
23x
nS
48TPd8Mπd4
8Pd8MPd8Mπd2σ,σ
πd4P
πd32Mσ
≤++
���
��� ++±+=
+=
T
Axial StressAxial Stress
Principal StressesPrincipal Stresses
Distortion Energy TheoryDistortion Energy Theory

Fatigue Analysis of ShaftsFatigue Analysis of Shafts
Time
τ
Shea
r St
ress
Bending StressesBending Stresses
Torsional Torsional StressesStresses

Shaft von Shaft von Mises Mises Stress Stress EquationEquation
( )s
yt21
2122
21 n
Sσσσσ ≤−+
2xy
2xx
21 τ2σ
2σσ,σ +�
�
���
�±=
2xy
2x2
xy
2xx
2x2
1 τ2στ
2σ
2σ2
2σσ +�
�
���
�++��
���
���
���
�+��
���
�=
2xy
2x2
xy
2xx
2x2
2 τ2στ
2σ
2σ2
2σσ +�
�
���
�++��
���
���
���
�−��
���
�=
2xy
2xy
2x
2x
21 ττ2σ
2σσσ −=
��
���
��
���
+�
��
−�
��
=
Von Von Mises Mises EquationEquation
Principal Stress Principal Stress EquationEquation
s
yt2xy
2xeff n
S3τσσ ≤+=
Shaft Equivalent StressShaft Equivalent Stress

Effective Alternating and Effective Alternating and Mean StressesMean Stresses
xymeff,
xaeff,
2xy
2xeff
τ3σ
σσ
3τσσ
=
=
+= Since the bending stress is completely reversed, the only mean stress component is due to the shear stress. Since the shear stress is constant, the only alternating is equal to the maximum bending stress.

ANSI Standard Fatigue ANSI Standard Fatigue CurveCurve
A
D
B
C
E
F
ANSI Standard B106.1M-1985, �Design of Transmission Shafting�, American National Standards Institute, 1985, is based on the ASME Elliptic Fatigue Interaction Curve.

ASME Elliptic ASME Elliptic Fatigue EquationFatigue Equation
1Sσn
Sσkn
2
yt
ms
2
e
afs =��
�
�
��
�
�+��
�
����
�
This equation is used to determine whether the shaft will have infinite life. Note that the fatigue stress concentration factor has only been applied to the alternating stress. Also, the Marin factors need to be used to estimate the endurance limit.

Minimum Diameter EquationMinimum Diameter Equation(Bending and Torsion Only)(Bending and Torsion Only)
2STτ
SMσ
32πdS
3
=
=
=
1ST
43
SMk
πd32n
1ST
43
SMk
Sn
1S2S
3TnSSMkn
2
yt
2
e
f3s
2
yt
2
e
f2
s
2
yt
s
2
e
fs
=��
�
�
��
�
�+��
�
����
�
=��
�
�
�
��
�
�
��
�
�+��
�
����
���
���
�
=��
�
�
��
�
�
⋅+��
�
����
�
⋅
1Sσn
Sσkn
2
yt
ms
2
e
afs =��
�
�
��
�
�+��
�
����
�

Minimum Diameter EquationMinimum Diameter Equation(Bending and Torsion Only)(Bending and Torsion Only)
31
2
yt
2
e
fs
2
yt
2
e
f3s
ST
43
SMk
π32nd
1ST
43
SMk
πd32n
���
�
�
���
�
�
��
�
�
�+��
�
�
�=
=��
�
�
�+��
�
�
� This equation gives the minimum diameter shaft that will result in infinite fatigue life, and appears in the ANSI Standard.

Summary of Shaft Stress Summary of Shaft Stress Analysis MethodologyAnalysis Methodology
31
2
yt
2
e
fs
ST
43
SMk
π32nd
���
�
�
���
�
�
��
�
�
�+��
�
�
�=
1. Establish factor of safety that will be used in the design.2. Draw axial,shear, bending, and torsion diagrams. May
require orthogonal shear and bending diagrams.3. Determine loads acting on the shaft (M,P, and T) at
critical locations.4. Compute stress concentration factors.5. Estimate endurance limit using test data or 0.5Sut and
the Marin factors.6. Use above equation or equivalent to determine if shaft is
acceptable.

AssignmentAssignment
The shaft shown in the figure receives 110 hp from a water turbine through a chain sprocket at point C. The gear pair at E delivers 80 hp to an electrical generator. The V-belt sheave at A delivers 30 hp to a bucket elevator that carries grain to an elevated hopper. The shaft rotates at 1,700 rpm. The sprocket, sheave, and gear are located axially by retaining rings. The sheave and gear are keyed with sled runner keyseats, and there is a profile keyseat at the sprocket. The shaft is made from AISI 1040 cold-drawn steel, and has a yield strength of 71 ksi and and ultimate strength of 80 ksi. Using a design factor of safety of 3, determine the minimum diameters at each section on of the shaft.

AssignmentAssignment(Continued)(Continued)
Mott, Figure 12-13

Keys & KeywaysKeys & Keyways
Lecture 19Lecture 19
Engineering 473Engineering 473Machine DesignMachine Design

Fundamental Problem in Fundamental Problem in Shaft DesignShaft Design
How do I connect stuff to the shaft?How do I connect stuff to the shaft?Interference FitsInterference Fits
Keys & Keys & KeyseatsKeyseats
SplinesSplines/Polygons/PolygonsIntegral ShaftIntegral Shaft
PinsPins Hubs/CollarsHubs/Collars

Interference FitsInterference Fits
Interference FitsInterference Fits � Hole is undersized and part is heated to allow it to slide over shaft. Compressive interface pressure develops when part cools. Reference Lecture 15 NotesReference Lecture 15 Notes.

Mott, Figure 11-1
Keys are used to transmit torque from a component to the shaft.
Keys and Keys and KeyseatsKeyseats
Keyseat

Types of Types of KeyseatsKeyseats
Olivo, Fig. 40-3
Keyseats Keyseats are classified according to are classified according to the process by which they are made.the process by which they are made.

Keyway Fabrication MethodsKeyway Fabrication Methods
End Mill on Vertical End Mill on Vertical Milling MachineMilling Machine
Key Cutter on Horizontal Key Cutter on Horizontal Milling MachineMilling Machine
Chang, Fig. 5.8, Mott, Fig. 12-6

Fillet Radii and Key ChamfersFillet Radii and Key Chamfers
General Practice: Zero General Practice: Zero root fillet and chamferroot fillet and chamfer
Not to Scale
Standard contains recommended fillet radii and key chamfer combinations to provide lower stress concentration factors.
“Keys and “Keys and KeyseatsKeyseats,” ANSI ,” ANSI Standard B17.1Standard B17.1--19671967.
Better PracticeBetter Practice
45o chamfer

Fillet Radii FabricationFillet Radii Fabrication
R0.3125
A �Bull� end mill can be used to machine fillet radii in keyways.
Bull End Mill
MSC Catalog, Fanfara, Figure 3-6

Mott, Figure 11-1
The hub is slightly larger than the shaft and key to allow it toslide over the shaft during assembly. The set screw is used to take up the slack. The resulting friction is used to provide resistance to axial motion. Thread adhesive may be required to ensure that vibration doesn�t cause the set screw to loosen.
Square and Rectangular Square and Rectangular Parallel KeysParallel Keys

Square and Rectangular Square and Rectangular Key GeometryKey Geometry
“Keys and “Keys and KeyseatsKeyseats,” ANSI ,” ANSI Standard B17.1Standard B17.1--19671967.
Width is approximately ¼ the diameter of the shaft.
Standard contains tables of recommended key sizes versus shaft diameter.

Set ScrewsSet Screws
Flat PointFlat Point Cup PointCup Point
Oval PointOval Point Cone PointCone Point
HalfHalf--dog Pointdog PointShigley, Fig. 8-26
Holding PowerHolding Power �Resistance to axial or rotary motion of the hub or collar relative to the shaft.
Holding power is a function of friction between contacting portions of hub or collar and shaft and any penetration of the setscrew into the keyway or shaft.

Representative Holding Representative Holding Power ValuesPower Values
Shigley, Table 8-13
Based on alloy steel screw against steel shaft, class 3A coarse or fine threads in class 2B holes, and cup-point socket setscrews.

Tapered KeysTapered Keys
Mott, Figure 11-3
Designed to be inserted from the end of the shaft after the hub is in position. The taper will impart a compressive contact pressure between the hub and the shaft. Friction will help transmit torque and provide resistance to axial motion of the hub relative to the shaft. Tapered keys do not require set screws. Access to both ends of tapered keys are required so that the key can be inserted and driven out when the key is being removed.

Gib Gib Head KeysHead Keys
Installation is similar to standard tapered keys. The extended head provides a holding method for removing the key by pulling instead of driving it out.
Mott, Figure 11-3, Shigley, Fig. 8-28

Woodruff KeysWoodruff Keys
Mott, Figure 11-3
ANSI Standard B17.2ANSI Standard B17.2--1967 lists recommended dimensions 1967 lists recommended dimensions for Woodruff Keys.for Woodruff Keys.
Circular groove in shaft holds the key in place while the hub is slid over the shaft. The Woodruff key will have less shear strength than a rectangular or square key.

Circular (Pin) KeysCircular (Pin) Keys
Significantly lower stress concentration factors result from this type of key as compared to parallel or tapered keys. A ball end mill can be used to make the circular key seat.
Fanfara, Figure 3- 6, Mott, Figure 11-3

Tapered BushingsTapered Bushings
Mott, Fig. 11-10, www.emerson-ept.com
Tapered hub causes split bushing to be drawn down on shaft. Higher strength alternative to set screws.
Key is used to transmit torque, friction keeps system from sliding axially along shaft.

Stress Analysis of Stress Analysis of Parallel KeysParallel Keys
A key has two failure mechanisms: 1) it can be sheared off, and 2) it can be crushed due to the compressive bearing forces.
T
F
F
Shear PlaneShear Plane Bearing SurfaceBearing Surface

( )( )
DWL2Tτ
WL2D
TAFτ
WLA
2DTF
ave
save
s
=
==
=
=
Shear Stress Analysis of Square Shear Stress Analysis of Square and Rectangular Parallel Keysand Rectangular Parallel Keys
Mott, Fig. 11-4(b)

Required Key LengthRequired Key Length(Shear)(Shear)
sf
ytall
ytys
N0.5S
τ
0.5SS
=
=
DWS4TNL
N0.5S
DWL2Tτ
yt
fss
fs
ytave
=
==
From Maximum Shear Stress Failure Theory, the shear yield strength is given by:
The minimum length of the key can be found by setting the average shear stress equal to the allowable shear stress.

Bearing Stress: Square and Bearing Stress: Square and Rectangular Parallel KeysRectangular Parallel Keys
Mott, Fig. 11-4(a)2HLA
2DTF
AFσ
b
bb
=
=
=
1.5K1.0
NKS
σfs
ycallb,
≤≤
=
Triaxial Triaxial Stress FactorStress Factor
DHKS4TNL
yc
fsb =

Comparison of Shear and Comparison of Shear and Bearing Length EquationsBearing Length Equations
DWS4TNL
yt
fss =
DHKS4TNL
yc
fsb =
Minimum Required Minimum Required Length to Prevent Length to Prevent
Shear FailureShear Failure
Minimum Required Minimum Required Length to Prevent Length to Prevent Bearing FailureBearing Failure
If K=1, these equations give the same result for a square key. In general K will be greater than 1.0 and more shear failures will be observed in the field. Keys are generally designed to fail before overloads can cause damage to the shaft or attached component. In this respect they act like a mechanical fuse.

Stress Analysis of Stress Analysis of Woodruff KeysWoodruff Keys
Shear Area
2B
sd
sd2B −
22
s
2
Ad2B
2B +�
�
���
� −=��
���
�
A

Shear Analysis of Shear Analysis of Woodruff KeysWoodruff Keys
2B
sd
sd2B − ( )
( )
save
sss
ss
22
s
2
DA2Tτ
dBd2W AreaShear A
dBdA
Ad2B
2B
=
−=≡
−=
+��
���
� −=��
���
�
A
fs
ytalls, N
0.5Sτ =

Shear PinsShear Pins
The strength analysis of shear pins is similar to that used to find the strength of a fastener. We�ll defer the strength analysis until we cover fasteners.
Mott, Fig. 11-9

Stress Concentration FactorsStress Concentration Factors
R.E. Peterson, Stress Concentration R.E. Peterson, Stress Concentration Factors, Wiley, New York, 1974.Factors, Wiley, New York, 1974.
Key seats create stress concentrations in the shaft. There are different stress concentration factors for bending and torsional loads. Peterson contains a compilation of stress concentration factors that includes key seat geometries. For flat end mills, Peterson gives Kt=2.14 for bending and Kt=2.62 for torsion. These may be reduced by using key seats made with bull end mills. The stress concentration factor for a sled runner key seat is significantly lower than for a profile key seat. A circular key and keyseat will have lower stress concentration factors any other key geometry.

AssignmentAssignment
1. Determine the length of a parallel key for a gear to be mounted on a shaft with a 2.00 in-diameter shaft. The key is made from AISI 1020 cold-drawn steel. The gear transmits 21,000 lb-in of torque and has a hub length of 4.00 inch.
2. A V-belt sheave transmits 1,112 lb-in of torque to a 1.75 in-diameter shaft. The sheave is made form ASTM class 20 cast iron and has a hub length of 1.75 in. Design a parallel key and key seat. The key material is AISI 1020 cold-drawn steel. Create an AutoCAD drawing that would enable a machinist to make the key seat.

SplinesSplines
Lecture 20Lecture 20
Engineering 473Engineering 473Machine DesignMachine Design

Fundamental Problem in Fundamental Problem in Shaft DesignShaft Design
How do I connect stuff to the shaft?How do I connect stuff to the shaft?Interference FitsInterference Fits
Keys & Keys & KeyseatsKeyseats
SplinesSplines/Polygons/PolygonsIntegral ShaftIntegral Shaft
PinsPins Hubs/CollarsHubs/Collars

SplinesSplines
Mott, Fig. 11-6
� Splines can be thought of as a series of axial keyways with mating keys machined onto a shaft.
� There are two major types of splines used in industry: 1) straight-sided splines, and 2) involute splines.
� Splines provide a more uniform circumferential transfer of torque to the shaft than a key.

Splined Splined Shaft and HubShaft and Hub
www.advanceadapters.com
External External SplineSpline
Internal Internal SplineSpline

Spline Spline StandardsStandards
� ANSI B92.1-1970 (R1982), Involute Splines, American National Standards Institute.
� ANSI B92.2-1980, Metric Module InvoluteSplines, American National Standards Institute.
� SAE Straight Tooth Splines

StraightStraight--Tooth Tooth Spline Spline GeometryGeometry
� SAE straight-tooth splines usually contain 4,6,10, or 16 splines.
� Parameter dimensions are controlled by the fit needed for a particular application.
Mott, Fig. 11-4

StraightStraight--Tooth Tooth Spline Spline StrengthStrength
Splines have the same failure mechanisms as keys:
1) shear or 2) bearing.
� The torque capacity per unit length of an SAE spline is based on a 1,000 psi bearing stress on the sides.
� Depending on the class of fit, a spline is able to accommodate axial movement along the shaft and still transmit torque.

StraightStraight--ToothTooth SplineSpline StrengthStrength(Continued)(Continued)
( )
( )
���
����
� −⋅⋅=
−⋅+⋅⋅=
−=
+=��
���
� +=
⋅⋅⋅=
8dDN1,000T
dD21
4dDN1,000T
dD21h
4dD
2d
2D
21R
hRN1,000T
22
T = Torque per unit lengthN = Number of teethD = Major spline diameterd = Minor spine diameter
d = f (D)

Torque Capacity CurvesTorque Capacity Curves(SAE Straight(SAE Straight--Tooth Tooth SplinesSplines))
Mott, Fig. 11-7
Note that an involute spline has a higher torque capacity than does a straight-tooth spline of the same major diameter.

InvoluteInvolute SplinesSplines
Involute splines generally have a 30o pressure angle.
Mott, Fig. 11-8

Standard Standard Diametral Diametral Pitches Pitches and Lengthsand Lengths
There are seventeen diametral pitches in common use:2.5 3 4 5 6 8 1012 16 20 24 32 40 4864 80 128
Standard LengthsStandard Lengths
Diametral Diametral PitchesPitches
Common designs use spline lengths of 0.75 D to 1.25 D, where D is the pitch diameter of the spline. When these standard lengths are used, the shear strength of the splines will exceed that of the shaft from which they are made.

Spline Spline Manufacturing MethodsManufacturing Methods
www.drivetraindirect.com
Forged blank is rolled under tons of pressure prior to heat treating.
The finished spline is more accurate and stronger (35%) than cut spines.
Splines are either “cut” (machined) or rolled. Rolled splines are stronger than cut splines due to the cold working of the metal. Nitriding is common to achieve very hard surfaces which reduce wear.
Rolled Rolled Spline Spline ProcessProcess

SplineSpline Failure ExampleFailure Example
www.4wdonline.com
Note the yielding of the shaft outside of the engagement area due to a torsional load. The mating internal spline forced the external slines to remain parallel. In this case the spline is stronger than the shaft.

Splined Splined Linear BearingLinear Bearing
www.tsubaki.com
Circular shaped splines have been combined with ball bearings to create linear bearings that can resist a torsional load.

PolygonsPolygons
www.generalpolygon.com
An alternative to splines that has significantly lower stress concentration is the polygon. Four and three lobed polygons are shown.
Design information on polygons is available from General Polygon.

Retaining RingsRetaining Rings� Retaining rings are used on shafts to
maintain the axial position of components.
� There are many types of retaining rings. In general, they may be classified as: 1) internal and 2) external. ExternalExternal
InternalInternal
www.rotorclip.com

Different Types of Retaining Different Types of Retaining RingsRings
www.mdmetric.com

Spring Loaded Retaining RingsSpring Loaded Retaining Rings
�“Bowed” retaining rings provide restoring forces to the components being held.
�Flat retaining rings allow small amounts of axial motion of the held component.
Bowed Internal Bowed Internal Retaining RingRetaining Ring
Bowed External Bowed External Retaining RingRetaining Ring
www.rotorclip.com

Smalley Compression Spring Smalley Compression Spring Retaining SystemRetaining System
www.smalley.com
Higher restoring forces can be obtained using compression rings manufactured by Smalley.

Retaining Ring Stress Retaining Ring Stress ConcentrationsConcentrations
� External retaining rings used on shafts require that grooves be cut into the shaft.
� The grooves generally have sharp corners or very small fillet radii which result in significant stress concentration factors.
Mott, Fig. 11-5

Retaining Ring Stress Retaining Ring Stress Concentration FactorsConcentration Factors
� The high stresses at the root of the retaining ring groove will be highly localized and will not significantly effect the static strength of a shaft made from a ductile material.
� The stress concentration factors will be important in determining the life of the shaft and must be included in life calculations.
Shigley, Fig. A15-14 & 15

Retaining Ring DesignRetaining Ring Design
Dimensions and design guidelines for retaining rings are contained in catalogs and literature published by retaining ring manufacturers.
RotoclipRotoclip, Inc., Inc. Waldes TruarcWaldes Truarc, Inc., Inc.SmalleySmalley
Designs that use retaining rings must take into account how the rings will be installed and make sure that sufficient assembly clearance is provided.

Integral ShaftsIntegral Shafts
� An alternative to attaching components to shafts is to machine the components directly onto the shaft.
� This higher priced approach is often the only approach available when tight space constraints exist.
� Complex combinations of components can be obtained using modern CNC turning centers. www.astas.co.za/shafts.html

AssignmentAssignment
1) Make a drawing of an SAE straight-tooth- 4-spline connection having a major diameter of 1.5000 in and a class A fit. Show all critical dimensions. What is the torque capacity of the spline?
2) Identify two applications of retaining rings used in mechanical equipment. Describe the applications and discuss why you think retaining rings of the type used were chosen by the designer.

Involute Gear Tooth Bending Involute Gear Tooth Bending Stress AnalysisStress Analysis
Lecture 21Lecture 21
Engineering 473Engineering 473Machine DesignMachine Design

Gear InteractionGear InteractionBase Circle
Base Circle
Line of Centers
Line Tangent to Base Circles
Line Normal to Line of Centers

11stst Close Up of Meshed TeethClose Up of Meshed Teeth
Line of Contact
Line Tangent to Base Circles
W�
W�

22ndnd Close Up of Meshed TeethClose Up of Meshed TeethLine of Contact
W�
Base Circle
Base Circle
W�

33rdrd Close Up of Meshed TeethClose Up of Meshed Teeth
Base Circle
Base Circle Line of Contact

Line of Contact
W�
W�
Base Circle
Base Circle
Line of Action/Pressure AngleLine of Action/Pressure AngleLine of ActionLine of Action – Line tangent to both base circlesPressure AnglePressure Angle – Angle between the line normal to the line of
centers and the line of action.Pitch PointPitch Point – Intersection of the line of centers with the line of
action
Line of Action
Line of Centers
φ
Pitch Point
PressureAngle

Pitch CirclePitch CirclePitch Circle – Circle with origin at the gear center and
passing through the pitch point.
φ
Pitch Circle
Pitch CircleBase Circle
Base Circle

Relationship Between Pitch Relationship Between Pitch and Base Circlesand Base Circles
φ
Pitch Circle
Pitch CircleBase Circle
Base Circle
( )φrcosrb =
rbr

Torque RelationshipTorque Relationship
( )inlbnP63,000T
ftin 12
minsec 60
rad 2πrev 1.0
hp 1.0secftlb 550
(rev/min)n P(hp)T
ωP
VelocityAngular PowerT
⋅=
⋅⋅⋅⋅⋅=
=≡

Tooth Load EquationsTooth Load Equations
Line of Contact
Base Circle
Base Circle
Line of Action
Line of Centers
φ PressureAngle
W�
W�
tW
rW
d/2TWt = tanφWW tr ⋅= cosφWW t=
�

Gear Tooth Failure Gear Tooth Failure MechanismsMechanisms
The primary failure mechanisms for involute gear teeth are: 1) excessive bending stresses at the base of the tooth and, 2) excessive bearing or contact stress at the point of contact.
The American Gear Manufacturers Association (AGMA) has developed standard methods for addressing both failure mechanisms.
Deutschman, Fig. 10-20 Mott, Fig. 9-14

AGMA PublicationsAGMA Publications
Standand 1010-95, Nomenclature of Gear Tooth Failure Modes, AGMA, Alexandria, VA, 1995.
Standard 6010-E88, Standard for Spur, Helical, Herringbone, and Bevel Enclosed Drives, AGMA, Alexandria, VA, 1989.
Standard 2001-C95, Fundamental Rating Factors and Calculation Methods for Involute Spur and Helical Gear Teeth, AGMA, Alexandria, VA, 1994.
Standard 908-B89, Geometry Factors for Determining the Pitting Resistance and Bending Strength of Spur, Helical and Herringbone Gear Teeth, AGMA, Alexandria, VA 1989.

Lewis EquationLewis Equation
Deutschman, Fig. 10-18
2t
23
t
btL6Wσ
6bt
2tbt
121cI
LWM
cIMσ
=
==
⋅=
=

Lewis EquationLewis Equation(Continued)(Continued)
4Ltx
2tL
x2t
641
4Lt1
bW
6Lt1
bWσ
btL6Wσ
2
2t
2t
2t
=
=
���
����
����
����
���
���
�==
=

Lewis EquationLewis Equation(Continued)(Continued)
bpyWσ
3p2xy
pp
321
x1
bWσ
4Ltx
641
4Lt1
bWσ
t
t
2
2t
=
=
���
����
����
����
���
���
���
���
�=
=
���
����
����
����
���
���
�=
Lewis Form Factor
pitchcircular p ≡

Lewis EquationLewis Equation(Continued)(Continued)
bYPWσ
πyYpπPitch DiametralP
bpyWσ
3p2xy
t
t
=
≡=≡
=
=
Most commonly used form of Lewis EquationY can be determined graphically
or by a computer.

Lewis Form FactorLewis Form Factor(Example Values)(Example Values)
Shigley, Table 14-2
Values are for a normal pressure angle of 20 degrees, full-depth teeth, and a diametral pitch of one.
bYPWσ t=

Limitations of the Lewis Limitations of the Lewis EquationEquation
1. Assumes that maximum bending load occurs at the tip. Maximum load occurs near the pitch circle when one tooth carries all of the torque induced load.
2. Considers only bending component of the force acting on the tooth. The radial force will cause a compressive stress over the base cross section.
3. Doesn�t consider contact stresses.4. Assumes that the loads are static.
The AGMA has developed a number of factors to be used with the Lewis Equation that will lead to an acceptable design.

The AGMA EquationsThe AGMA Equations
Load TangentialWTeeth ofNumber N
DiameterPitch ddN Pitch DiametralP
factorGeometry Jfactor DynamicK
factoron distributi LoadKfactor SizeK
factorn ApplicatioK(b) width faceF
KKKKFJ
PWσ
t
d
v
m
s
a
vmsadt
≡≡≡
=≡≡
≡≡≡≡
≡
⋅⋅⋅⋅=
Factory ReliabilitKFactor eTemperaturK
factor LifeKNumber Stress
AllowableAGMA S
KKKSσ
R
T
L
at
RT
Latall
≡≡≡
≡
=
Factors are used to adjust the stress computed by the Lewis equation. Factors are also used to adjust the strength due to various environmental conditions.
Shigley Shigley contains tables and charts contains tables and charts for many of these factors.for many of these factors.

AGMA Form FactorAGMA Form Factor
Note that the AGMA Form Factor will result in a lower stress than the Lewis Equation.
Mott, Fig. 19-5

AGMA Allowable Bending AGMA Allowable Bending Stress NumbersStress Numbers
Grade 1Grade 1 is the basic or standard material classification.
Grade 2Grade 2 requires better than normal microstructure control.
Mott, Fig. 9-8

AGMA Dynamic FactorAGMA Dynamic Factor
The AGMA Dynamic Factor is used to correct the bending stress number for dynamic effects associated with:
1. Inaccuracies in tooth profile, tooth spacing, profile lead, and run-out,
2. Vibration of the tooth during meshing due to tooth stiffness;
3. Magnitude of the pitch-line velocity,4. Dynamic unbalance of the rotating members,5. Wear and permanent deformation of contacting
surfaces,6. Shaft misalignment and deflection, and7. Tooth friction.

Dynamic Factor ChartDynamic Factor Chart
number.quality each for tolerancescontain standardsAGMA The
NumberQuality AGMA Qv ≡
Mott, Fig. 9-19
rωVelocity LinePitch =
The dynamic factor in Shigley is equal to the reciprocal of the dynamic factor given in this chart.

AssignmentAssignment
1. A spur pinion has a pitch of 6 teeth/in, 22 full-depth teeth, and a 20 degree pressure angle. This pinion runs at a speed of 1200 rev/min and transmits 15 hp to a 60-tooth gear. If the face width is 2 in, estimate the bending stress.
2. A steel spur pinion has a module of 1.25 mm, 18 full depth teeth, a pressure angle of 20 degrees, and a face width of 12 mm. At a speed of 1800 rev/min, this pinion is expected to carry a steady load of 0.5 kW. Determine the resulting bending stress.

Involute Gear Tooth Contact Involute Gear Tooth Contact Stress AnalysisStress Analysis
Class 20Class 20
Engineering 473Engineering 473Machine DesignMachine Design

Pitting In Gear TeethPitting In Gear Teeth
� PittingPitting � phenomenon in which small particles are removed from the surface of the tooth because of the high contact forces that are present between mating teeth.
� Pitting is actually the fatigue failure of the tooth surface.
� Hardness is the primary property of the gear tooth that provides resistance to pitting.
www.xteknic.com/products/gearproducts

Contact Stress Between Contact Stress Between Two CylindersTwo Cylinders
2b
Contact ZoneContact ZoneF
L1d
2d
F=total contact force
y
x
z
�=b
0
p(y)dy2LF
Contact ForceContact Force
Pressure Contactp ≡
y
z

Hertz Contact Stress Hertz Contact Stress EquationsEquations
Contact WidthContact Width
( ) ( )21
2221
21
d1d1Eν1Eν1
πL2Fb
+−+−=
Maximum Contact PressureMaximum Contact Pressure
πbL2Fpmax =
Reference Shigley, Page 73-74
2b
Contact ZoneContact Zone
y
z
maxp

Hertz Contact Stress Hertz Contact Stress EquationsEquations
(Continued)(Continued)
2
2max
z
2
2
2
2maxy
2
2
maxx
bz1
pσ
bz2
bz1
bz1
12pσ
bz
bz1p2νσ
+
−=
����
�
�
����
�
�
−+����
�
�
�
+−−=
��
�
�
�−+⋅−=
ZZ--axis Stress axis Stress ComponentsComponents

Hertz Contact Stress EquationsHertz Contact Stress Equations(Continued)(Continued)
Shigley, Fig. 2-35
This graph shows the variation of the stress components along the z-axis.
Note that the maximum shear stress is much less than the maximum contact pressure.

Hertz Contact Stress EquationsHertz Contact Stress Equations(Continued)(Continued)
Von Mises stress variation along the z-axis.
Note that the von Mises stress is much less than the maximum contact pressure.
maxfs
yt
maxeff
p0.26NS
p0.26σ
⋅=
⋅=
ytmax
fs
S85.3p allowablethen 1.0N if
⋅≈=

Equivalent Contacting CylindersEquivalent Contacting Cylinders
Line of Contact
W�
Base Circle
Base Circle
W�
Equivalent Equivalent Cylinder # 1Cylinder # 1
Equivalent Equivalent Cylinder # 2Cylinder # 2
1r 2r

Radii of Equivalent CylindersRadii of Equivalent Cylinders
2sinφd
r
2sinφd
r
g2
p1
=
=
#1cylinder equivalent of radiusr#1cylinder equivalent of radiusr
angle pressureφ
diameterpitch gear d
diameterpitch pinion d
2
1
g
p
≡≡≡
≡
≡

Contact Stress in Gear TeethContact Stress in Gear Teeth
Contact WidthContact Width
( ) ( )21
2221
21
d1d1Eν1Eν1
πL2Fb
+−+−=
Maximum Contact PressureMaximum Contact Pressure
πbL2Fpmax =
2b
Contact ZoneContact Zone
y
z
maxp

Contact StressContact Stress
( ) ( )
( ) ( )
21
2
22
1
21
21
2221
21
r1
r1
4Eν1
Eν1
π1
LFb
d1d1Eν1Eν1
πL2Fb
+��
���
� −+−=
+−+−=
πbL2Fpmax −=
21
g
2g
p
2p
p
Eν1
Eν1
π
1C
�����
�
�
�����
�
�
��
�
�
� −+
−=
Elastic CoefficientElastic Coefficient
21
21pmax r
1r1
LFCp �
�
���
����
�
�+−=

Contact StressContact Stress(Continued)(Continued)
cosφWWF tn ==
21
21pmax r
1r1
LFCp �
�
���
����
�
�+−=
( )2
1
21
tpc r
1r1
φcos LWCσ �
�
���
����
�
�+−=
g
g
21
p
tpc
g
g
p21
p
gg
m1m
2sinφcosφI
LIdWCσ
m1m
sinφd2
r1
r1
gears) (external dd
ratio speedm
+⋅=
���
�
���
�−=
��
�
�
� +=+
=≡
��
�
�
��
�
�+=+
gp21 d1
d1
sinφ2
r1
r1

Contact Stress SummaryContact Stress Summary
gears) (external dd
m
m1m
2sinφcosφI
LIdWCσ
p
gg
g
g
21
p
tpc
=
+⋅=
���
�
���
�−=
21
g
2g
p
2p
p
Eν1
Eν1
π
1C
�����
�
�
�����
�
�
��
�
�
� −+
−=
angle pressureφ
diameterpitch pinion d
diameterpitch gear d
p
g
≡
≡
≡
Form FactorForm Factor
Elastic CoefficientElastic Coefficient
force tangentialW widthfaceL
t ≡≡

AGMA Contact StressAGMA Contact Stress FormulasFormulas
factorgeometry Ifactorcondition -surfaceCfactoron distributiloadC
pinion ofdiameter pitch dfactor sizeC
factor dynamicCfactorn applicatioC
tcoefficien elasticCstresscontact of valueabsoluteσ
ICC
FdC
CCWCσ
f
m
s
v
a
p
c
21
fms
v
atpc
≡≡
−≡≡≡≡≡
≡≡
���
����
�=
factory reliabilitCfactor etemperaturC
factor ratio hardnessCfactor lifeC
stresscontact allowableσ
CCCCSσ
R
T
H
L
allc,
RT
HLcallc,
≡≡≡≡≡
=

Allowable Contact Stress ValuesAllowable Contact Stress Values

Hardness Ratio FactorHardness Ratio Factor

AssignmentAssignmentWeb reading assignmentswww.xtekinc.com/products/gearproducts
(look under product information)
http://hghouston.com/case012.html1. A speed reducer has 20 degree full-depth teeth and consists of a
22-tooth steel spur pinion driving a 60-tooth cast-iron gear. The horsepower transmitted is 15 at a pinion speed of 1200 rev/min. For a diametral pitch of 6 teeth/in and a face width of 2 in, find the contact stress.
2. A gearset has a diametral pitch of 5 teeth/in, a 20 degree pressure angle, and a 24-tooth cast iron spur pinion driving a 48-tooth cast iron gear. The pinion is to rotate at 50 rev/min. What horsepower input can be used with this gearset if the contact stress is limited to 100 kpsi? and F=2.5 in?

Rolling Contact BearingsRolling Contact Bearings
Lecture 23Lecture 23
Engineering 473Engineering 473Machine DesignMachine Design

Why Rolling Contact Why Rolling Contact Bearings?Bearings?
Rolling contact bearings are used to minimize the friction associated with relative motion performed under load.
Typical applications include supporting shafts.

Bearing NomenclatureBearing Nomenclature
Rolling Element(Ball)
Inner Race
Retainer or Cage
Outer Race
Outside Diameter Bore
Inner and outer races are typically pressed onto the shaft or hub with a slight interference fit to make them move with the shaft (inner race) or remain stationary (outer race).

Ball BearingsBall Bearings
www.torrington.com/products
Radial BallRadial Ball Angular BallAngular Ball
Angular ball bearings have higher thrust load capacity in one direction than due radial ball bearings.
RadialForce
ThrustForce

Roller BearingsRoller Bearings
Radial CylindricalRadial Cylindrical Radial TaperedRadial Tapered
ThrustThrust
www.torrington.com/products
Roller bearings have higher load capacity than ball bearings.

Needle BearingsNeedle Bearings
www.torrington.com/products
Drawn Cup Drawn Cup Heavy DutyHeavy Duty
ThrustThrustGageGage
Needle bearings have very high load ratings and require less space.

Other Types of BearingsOther Types of Bearings
SpericalSperical
Bronze BushingsBronze Bushings
Polymer Polymer BearingsBearings
www.igus.com/iglide/iglide.htm

Rolling Contact Bearing Rolling Contact Bearing MaterialsMaterials
Mott, Table 14-2
The space shuttle uses silicon nitride balls in the oxygen and hydrogen turbopumps.

Static Load CapacityStatic Load Capacity
� The static load rating is the load at which permanent deformation of a race or ball will occur.
� The bearing is not rotating when this measurement is made.
� The static load rating is usually designated at C0.

Bearing LifeBearing Life
Bearings of the same type, size, and material will exhibit wide variations in life.
LifeLife � number of revolutions (or hours of operation at design speed) of the inner race that a certain percentage of the bearings will survive at a known load.
LL1010 LifeLife - 10% of the bearings tested at or fail before a rated number of revolutions of the inner race at the rated load.

Statistical Nature of Life Statistical Nature of Life EstimatesEstimates
Typical Weibull Plot of Bearing Fatigue Failures
B.J. Hamrock and W.J. Anderson, Rolling-Element Bearings, NASA Reference Publication 1105, 1983.
10% of the bearings tested had failed by 18 million cycles.
50% of the bearings tested had failed by 100+ million cycles.

Load/Life RelationshipLoad/Life Relationshipk
2
1
1
2
FF
LL
���
����
�= k = 3 for ball bearings
= 3.33 for roller bearings
Basic Dynamic Load RatingBasic Dynamic Load Rating
Rating Load Dynamic BasicCFsrevolution 1,000,000L
1
1
===
The Basic Dynamic Load Rating is that load which will cause 10% of a sample of bearings to fail at or before 1 million revolutions. (i.e. 90% of bearings would achieve at least 1 million revolutions at this load).

Rated Load/Life Rated Load/Life RelationshipRelationship
sRevolution 10FCL
FF
LL
6k
22
k
2
1
1
2
���
����
�=
���
����
�=
Bearing manufacturers provide one set of data relating load and life.
This equation is used to find the life at different loads.

Example Bearing DataExample Bearing Data
SKF Catalog

Outer Race RotationOuter Race Rotation
The Anti-Friction Bearing Manufacturer�s Association (AFBMA) has developed a standard equation for computing an equivalent radial load that takes this into account.
Manufacturer�s data is normally based on a rotating inner race and a stationary outer race.A rotating outer race and a stationary inner race will have a lower life.
RaceOuter Rotating 1.2VRaceInner Rotating 1.0V
XVFF re
==
=

Combined Radial and Combined Radial and Thrust LoadsThrust Loads
The AFBMA has also developed a standard equation for computing an equivalent radial load.
α rF
aF
F
RaceOuter Rotating 1.2VRaceInner Rotating 1.0V
YFXVFF are
==
+=
X and Y depend on the bearing geometry and are given in manufacturers data books

Variable LoadsVariable Loads
1T 2T 3T 4T
1e,1 n ,F2e,2 n ,F
3e,3 n ,F4e,4 n ,F
( )k1
j
1iii
j
1i
kie,ii
e
i
i
ie,
nT
FnTF
eventith theof period TimeTeventith theof Speedn
eventith for load radial EquivalentF
����
�
�
����
�
�
≡
≡≡≡
�
�
=
=

Mounting BearingsMounting BearingsMost manufacturer�s catalogs specify the limiting dimensions for the shaft and housing bore. These are generally controlled to within a few thousands of an inch.
Mott, Fig. 14-13

AssignmentAssignment1. A certain application requires a bearing to last for 1800 h
with a reliability of 90 percent. What should be the rated life of the bearing?
2. A ball bearing is to be selected to withstand a radial load of 4 kN and have an L10 life of 1200 h at a speed of 600 rev/min. The bearing maker�s catalog rating sheets are based on an L10 life of 3800 h at 500 rev/min. What load should be used to enter the catalog?
3. Read Shigley, Chapter 11
4. Read www.timken.com/bearings/fundamen/

Plane Surface BearingsPlane Surface Bearings
Lecture 24Lecture 24
Engineering 473Engineering 473Machine DesignMachine Design

Examples of Plain Surface Examples of Plain Surface BearingsBearings
Bronze BearingsBronze Bearings
Polymer BearingsPolymer Bearings
www.igus.com/iglide/iglide.htm
In plain surface bearingsplain surface bearings the shaft moves relative to the stationary bearing surface � there is sliding contact versus rolling contact.
Bronze and Polymer Bearings are two examples of plain surface bearings.

Journal BearingsJournal BearingsPlain Surface Bearings are often called journaljournal bearings.
Mott, Fig. 16-1
Journal bearings usually employ a lubricating fluid between the bearing and the journal.
Polymer bearings are often self-lubricating and do not employ a lubricant.

Lubrication ZonesLubrication ZonesBoundary
LubricationMixed-film Lubrication
Hydrodynamic Lubrication
Coe
ffic
ient
of F
rict
ion
Bearing Parameter
psi area), jected(force/pro pressureprev/sec speed, rotationaln
sec/in-lb , viscositydynamicµp
µnParameter Bearing
2
≡≡≡
≡
Contact between journal and bearing
Boundary LubricationBoundary Lubrication
MixedMixed--film Lubricationfilm LubricationIntermittent contact
Hydrodynamic LubricationHydrodynamic LubricationJournal rides on a fluid film. Film is created by the motion of the journal.

Hydrostatic BearingsHydrostatic Bearings
Pressure is used to lift the journal off of the bearing surface.
Mott, Fig. 16-9

Boundary Lubrication Boundary Lubrication -- Bearing Bearing MaterialsMaterials
BronzeBronze � copper with tin, lead, zinc, or aluminum alloying elements
BabbitBabbit � lead or tin with copper and antimony alloying elements
AluminumAluminum
Powdered MetalsPowdered Metals (Sintered metals)
PolymersPolymers (plastics)

Manufacture of Powdered Manufacture of Powdered MetalsMetals
Metal granules are formed by cooling liquid metals in jets of water.
www.mpif.org

P/M Compaction CycleP/M Compaction Cycle
P/M Design Guide, Metal Powder Industries Foundation

P/M SinteringP/M Sintering
www.mpif.org
Volatile liquids are evaporated out during the delubrication stage.
Sintering is normally done in an inert environment to prevent oxidation of the material at the high temperatures.
During the sintering process, metallurgical bounds are made between the particles at a temperature less than the material�s melting point.

PV FactorPV Factor(Used for Boundary Lubrication Design)(Used for Boundary Lubrication Design)
( )
[ft/min] Speed Surface JournalV
[psi] Area ectedForce/ProjP
PVPV all.
≡
≡
≤
PV defines the maximum combination of pressure and speed that a bearing material is capable of withstanding.

Velocity CalculationVelocity Calculation
( )
12ndπV
revrads π2
minrevn
in 12ftin d
21V
revrads π2
minrevn
minrads ω
2dωrωV
⋅⋅=
��
���
� ⋅��
���
���
���
�=
��
���
� ⋅��
���
�=��
���
�
==
ω
r
V

Temperature AdjustmentsTemperature Adjustments
� PV factors are determined at a specific ambient temperature.
� If an application is at a temperature significantly different than that at which the PV factor was determined, a temperature adjustment factor will be required.
� Consult with the bearing manufacturer to obtain appropriate values for a specific material.

Sample Manufacturer’s DataSample Manufacturer’s Data

Sample Dimensional DataSample Dimensional Data

AssignmentAssignment
Design a plain surface bearing for a radial load of 300 lb on a 1.5 inch diameter shaft rotating at 625 rpm. Use an L/D ratio of approximately 1.0-1.5. Consider both bronze and a polymer material for your design decision. Explain the advantages of the design using one material over the other. You will need to find allowable PV data from manufacturer�s data (recommend looking at www.igus.com).
Review information provided by Metal Powder Industries Foundation at www.mpif.org.

Hydrodynamic Bearings Hydrodynamic Bearings --TheoryTheory
Lecture 25Lecture 25
Engineering 473Engineering 473Machine DesignMachine Design

Lubrication ZonesLubrication ZonesBoundary
LubricationMixed-film Lubrication
Hydrodynamic Lubrication
Coe
ffic
ient
of F
rict
ion
Bearing Parameter
psi area), jected(force/pro pressureprev/sec speed, rotationaln
sec/in-lb , viscositydynamicµp
µnParameter Bearing
2
≡≡≡
≡
Contact between journal and bearing
Boundary LubricationBoundary Lubrication
MixedMixed--film Lubricationfilm LubricationIntermittent contact
Hydrodynamic LubricationHydrodynamic LubricationJournal rides on a fluid film. Film is created by the motion of the journal.

Stable/Unstable LubricationStable/Unstable Lubrication
Boundary Lubrication
Mixed-film Lubrication
Hydrodynamic Lubrication
Coe
ffic
ient
of F
rict
ion
Bearing Parameter pµn
Hydrodynamic Lubrication is often referred to as stable lubrication.
If the lubrication temperature increases, the viscosity drops. This results in a lower coefficient of friction, that causes the lubrication temperature to drop. => Self Correcting.
Mixed-film lubrication is unstable � an increase in lubrication temperature causes further increases in lubrication temperature.

Newtonian FluidNewtonian FluidA Newtonian fluid is any fluid whose shear stress and transverse rate of deformation are related through the equation.
dyduµτ =

Dynamic ViscosityDynamic Viscosity
dyduτµ =
reynin
seclb
insecin
inlb
2f2
f
=−=
UnitsUnitsipsips SISI
2
2
msecN
msecm
mN
−=
Other common units are discussed in the text.

Pumping ActionPumping Action
When dry, friction will cause the journal to try to climb bearing inner wall.
When lubricant is introduced, the �climbing action� and the viscosity of the fluid will cause lubricant to be drawn around the journal creating a film between the journal and bearing. The lubricant pressure will push the journal to the side.

Journal Bearing NomenclatureJournal Bearing Nomenclature
β is equal to 2π for a full bearing
If β is less than 2π, it is known as a partial bearing.
We will only be considering the full bearing case.

Analysis AssumptionsAnalysis Assumptions
1. Lubricant is a Newtonian fluid2. Inertia forces of the lubricant are
negligible3. Incompressible4. Constant viscosity5. Zero pressure gradient along the
length of the bearing6. The radius of the journal is large
compared to the film thickness

Analysis GeometryAnalysis Geometry
Actual GeometryActual Geometry Unrolled GeometryUnrolled Geometry
From boundary layer theory, the pressure gradient in the y direction is constant.

XX--Momentum EquationMomentum Equation
pdydzdxdzdyyτττdxdzdydzdx
dxdpp0Fx −��
�
����
�
∂∂+−+�
�
���
� +==�
yτ
dxdp
∂∂=
yuµτ
∂∂=
2
2
yuµ
dxdp
∂∂=

XX--Momentum EquationMomentum Equation(Continued)(Continued)
2
2
yuµ
dxdp
∂∂=
XX--Momentum Momentum EqEq..
General SolutionGeneral Solution
( )
( ) ( )xCyxCydxdp
2µ1u
xCydxdp
µ1
yu
dxdp
µ1
yu
212
1
2
2
++=
+=∂∂
=∂∂
Boundary ConditionsBoundary Conditions
-Uu h(x),y0u 0,y==
==

XX--Momentum EquationMomentum Equation(Continued)(Continued)
( ) ( )xCyxCydxdp
2µ1u 21
2 ++=
0u 0,y == ( ) 0xC2 =
-Uu h(x),y == ( ) ( )( )
dxdp
2µxh
xhUxC1 −−=
( )( ) ( ) yxh
Uyxhydxdp
2µ1u 2 −−=
Note that h(x) and dp/dx are not known at this point.

Mass Flow RateMass Flow Rate
( )
( )( ) ( )( )
( ) ( )��
���
�−−=
���
�
�−−=
=
�
�
2xUh
dxdp
12µxhρm
dyyxh
Uyxhydxdp
2µ1ρm
udyρm
3
xh
0
2
xh
0
�
�
�

Conservation of MassConservation of Mass
Conservation of Mass RequiresConservation of Mass Requires
0dxmd =�
( ) ( )��
���
�−−=
2xUh
dxdp
12µxhρm
3
�
( ) 0dxdh
2U
dxdp
12µxh
dxd 3
=−���
����
�−
( )dxdhU6
dxdp
µxh
dxd 3
−=���
����
�Reynold’s Reynold’s EquationEquation

h(x) Relationshiph(x) Relationship
e
( ) ( )
( )( )
( ) ���
����
���
���
�⋅+=
+=−=
⋅+=
=
D2x cosε1cxh
ε1chε1ch
θ cosε1cθhceε
r
rmax
rmin
r
r
cr = radial clearanceθ

SommerfeldSommerfeld SolutionSolution
( )dxdhU6
dxdp
µxh
dxd 3
−=���
����
�
( ) ���
����
���
���
�⋅+=D2x cosε1cxh r
A. Sommerfeld solved these equations in 1904 to find the pressure distribution around the bearing.
It is known as a �long bearing� solution because there is no flow in the axial direction.
( )( )( ) o222
r
pθ cos ε1ε2θ cos ε2θsin 6ε
cµUrp +�
�
���
�
+++⋅⋅=
r is the journal radius, ε is a chosen design parameter.
πθ0 ≤≤

Ocvirk Ocvirk ShortShort--Bearing SolutionBearing Solution
A �short bearing� allows lubricant flow in the longitudinal direction, z, as well as in the circumferential direction, x.
( ) ( )xh6U
dzdp
µxh
zdxdp
µxh
x
33
∂∂−=��
�
����
�
∂∂−��
�
����
�
∂∂
( )32
2
2r cosθε1
sinθ3εz4l
rcµUp
⋅+⋅
���
����
�−= πθ0 ≤≤
The Ocvirk solution (1955) neglects the first term as being small compared to the axial flow.
Governing Governing EquationEquation

ShortShort--Bearing Pressure DistributionsBearing Pressure Distributions
Norton Fig. 10-8 & 10-9

Short & Long Bearing Short & Long Bearing ComparisonsComparisons
%

AssignmentAssignment
Use Matlab to plot the pressure distribution predicted by the Sommerfeld equation for a journal bearing having a clearance ratio of 0.0017, journal radius of 0.75 in, ε of 0.6, µ=2.2µreyn, shaft rotational speed=20 rev/sec, and po=o.
First, generate the plot only for the range θ equals 0 to π.
Second, generate the plot for the range θ equals 0 to 2π. What happens to the pressure distribution from π to 2π. Is this physically possible? Discuss what would happen to the lubricant if this pressure distribution occurred.

Hydrodynamic Bearings Hydrodynamic Bearings --DesignDesign
Lecture 26Lecture 26
Engineering 473Engineering 473Machine DesignMachine Design

Governing EquationGoverning Equation
( ) ( ) ( )dx
xdh6Udzdp
µxh
zdxdp
µxh
x
33
−=���
����
�
∂∂−��
�
����
�
∂∂
In the previous lecture, the momentum and continuity equations were used to develop the following equation
This equation was generalized to include lubricant flow in both the circumferential and longitudinal directions
( ) ( )dx
xdh6Udxdp
µxh
x
3
−=���
����
�
∂∂
This equation is generally solved using specialty computer programs.

Design VariablesDesign Variables
Independent VariablesIndependent Variables Dependent VariablesDependent Variables
Viscosity, µLoad, P (W/projected Area)Speed, NDimensions r, c, β, and L
Friction, fTemperature rise, ∆TVolumetric flow rate, QMinimum film thickness, ho
The objective of the design engineer is to select the independent variables necessary to achieve desired performance criteria. The dependent variables will be dictated by the selections made for the independent variables.

Graphical DataGraphical Data
Albert Raimondi and John Boyd, �A Solution for the Finite Journal Bearing and Its Application to Analysis and Design, Parts I, II, and III,� Transactions of American Society of Lubrication Engineers, Vol. 1, No. 1, in Lubrication Science and Technology, Pergamon, New York, 1958, 159-209.
Raimondi and Boyd (1958) did extensive numerical studies on the relationships between the various parameters that govern the design of fluid film bearings and published graphical data to facilitate the design of such bearings.
The charts presented in this lecture are for long bearings with β=360o (full bearings).

ViscosityViscosity--Temperature ChartsTemperature Charts
Shigley, Fig. 12-11
The viscosity of lubricants used in fluid-film bearings are very temperature dependent.
As work is done on the fluid as it moves through the bearing it heats up.
The viscosity used in the design/analysis of a fluid-film bearing should be based on the average temperature.

Average TemperatureAverage Temperature
2∆TTT
2TTT
∆TTT
inave
outinave
inout
+=
+=
+=
An initial ∆T is estimated at the start of an analysis.
Iteration will be required based on the actual ∆T.
Shigley, Fig. 12-11

Sommerfeld Sommerfeld NumberNumber
PµN
crS
2
��
���
�=
The Sommerfeld Number is used extensively in journal bearing design.
A. Sommerfeld, “Zur Hdrodynamischen Theorie der Schmiermittel-Reibung”, Z. Math. Physik, vol. 50, 1904, pp 97-155.
r journal radiusc clearanceµ dynamic viscosityN rotational speed (rev/sec)P bearing load/projected area
Note that consistent units must be used. The unit for the Sommerfeld number is Rev.

Example ProblemExample Problem
Given design parameters:
SAE 30 OilTin = 150 oF (oil inlet temperature)N = 30 rev/sec (journal rotational speed)W = 500 lb (total load acting on bearing)r = 0.75 in (journal radius)c = 0.0015 in (clearance between journal and bearing)L = 1.50 in (length of bearing)
Use the Raimondi-Boyd charts to determine the bearing performance parameters.

Step 1 Step 1 –– Estimate Average Estimate Average Lubricant TemperatureLubricant Temperature
Assume a temperature rise in the oil of 34oF.
F1672
F34F150T
2∆TTT
ave
inave
°=°+°=
+=

Step 2 Step 2 –– Find Average ViscosityFind Average Viscosity
µreyn 2.2µ =
Shigley, Fig. 12-11

Step 3 Step 3 –– Compute Force/Projected Compute Force/Projected Area (P)Area (P)
2lb/in 222P
in 1.5in 0.752lb 500
Lr 2WP
=
⋅⋅==

Step 4 Step 4 –– Compute L/D and Bearing Compute L/D and Bearing Characteristic NumberCharacteristic Number
( )( )
0.0743Slb/in 222
rev/sec 30sec/inlb2.2x10in 0.0015
in 0.75
PµN
crS
0.1in) 2(0.75
in 1.5L/D
2
262
2
=
���
����
� −��
���
�=
��
���
���
���
�=
==
−

Step 5 Step 5 –– Find Minimum Film Find Minimum Film Thickness and EccentricityThickness and Eccentricity
Shigley, Fig. 12-14
7.0ceε
28.0ch0
==
=
ContactContact Light LoadLight Load

Step 5 Step 5 –– ContinuedContinued
( )
( ) in 00108.0in 0.00150.72e
72.0ceε
in 0.00042in 0.00150.28h
28.0ch
0
0
===>
==
===>
=

Step 6 Step 6 –– Find Position of Minimum Find Position of Minimum Film ThicknessFilm Thickness
degrees 44φ =

Step 7 Step 7 –– Find the Maximum Film Find the Maximum Film PressurePressure
psi 617222/0.36P
0.36P
P
max
max
==
=

Step 8 Step 8 –– Find Location of Maximum Find Location of Maximum PressurePressure
°=
°=
56θ
18θ
o
max
p
p
Shigley Fig 12-21

Step 9 Step 9 –– Find Coefficient of FrictionFind Coefficient of Friction
0.005fin 0.75in 0.00152.5f
2.5fcr
=
��
���
�=
=

Step 10 Step 10 –– Find Horsepower Required Find Horsepower Required to Overcome Frictionto Overcome Friction
( ) ( )
( ) ( )63,000
rev/minNlbinTPwr(hp)
rev/minNPwr(hp)63,000lb-inT
rW fT
⋅−=
=
⋅⋅=
( )( )
hp 0.054Pwr63,000
6030 1.88Pwr
lb-in 1.88Tin 0.75lb 5000.005T
=
⋅=
=⋅⋅=
W
Wfff ⋅=
r

Step 11 Step 11 –– Find the Lubricant Flow Find the Lubricant Flow RateRate
( )( )( )( )
secin 0.177Q
in 1.5rev/sec 30in 0.0015in 0.75 3.5Q
L N c r3.5Q
3.5LNcr
Q
3=
=⋅⋅⋅⋅=
=⋅⋅⋅

Step 12 Step 12 –– Find Side Flow LeakageFind Side Flow Leakage
secin 0.142Q
secin0.1770.8Q
0.8QQ
3s
3s
s
=
⋅=
=

Step 13 Step 13 –– Find Temperature Rise of Find Temperature Rise of LubricantLubricant
It is assumed that all of the frictional energy is converted to heat and carried away by the lubricant.
p
f
p
ff
f
cmωT∆T
∆TcmQ
ωTWQW
�
��
�
��
⋅=
=
⋅=
=
p
f
cQρNrWf2π∆T
QρmN2πω
rWfT
⋅⋅⋅⋅⋅⋅=
⋅=⋅=
⋅⋅=
�

Temperature RiseTemperature Rise(Continued)(Continued)
pcQρNrWf2π∆T
⋅⋅⋅⋅⋅⋅=
���
����
����
���=
=°⋅=
==
==
3
3
3f
OH
fp
f
in 1728ft
ftlb62.4ρ
0.86γRlb
BTU 0.42c
rev/sec 30Nin 0.75rlb 500W
0.005f
2
F.416T
BTUin9,338lbsec
in 0.177Q
f
3
°=∆
=⋅
=
Note that a temperature rise of 34 oF was assumed when the average temperature was estimated.
The analysis needs to be repeated with an improved estimate for Tave.

AssignmentAssignment
A journal bearing has a diameter of 3 in and is 1.5 in long; it supports a load of 800 lbf. The journal speed is 600 rev/min and the radial clearance is 0.0025 in. Find the minimum oil-film thickness and the maximum film pressure for both SAE 10 and SAE 40 lubricants if the operating temperature is 150 oF.
Discuss why one has a larger film thickness than the other.

Mechanical Fasteners Mechanical Fasteners ––Tensile and Shear Stress AreasTensile and Shear Stress Areas
Lecture 28Lecture 28
Engineering 473Engineering 473Machine DesignMachine Design

Threaded FastenersThreaded Fasteners
BoltBolt � Threaded fastener designed to pass through holes in mating members and to be secured by tightening a nut from the end opposite the head of the bolt.
ScrewScrew � Threaded fastener designed to be inserted through a hole in one member and into a threaded hole in a mating member.
Mott, Fig. 18-1

BoltsBolts
Mott, Fig. 18-2

Machine ScrewsMachine Screws
Mott, Fig. 18-3

Sheet Metal and Sheet Metal and Lag ScrewsLag Screws
Sheet metal screws are often self-tapping.
Mott, Fig. 18-4

Set ScrewsSet Screws
Set screws are used to develop a normal force between two objects (e.g. collar and shaft).
Mott, Fig. 18-5

Thread StandardsThread Standards(Inch Series)(Inch Series)
American Standard B1.1American Standard B1.1--19491949
First American standard to cover the Unified Thread Series agreed upon by the United Kingdom, Canada, and the United States. Represents the basic American standard for fastener threads. Threads made to this standard are called �unified threads�.
ANSI B1.1ANSI B1.1--1989/ASME B1.11989/ASME B1.1--19891989
Revised standard that still incorporates much of the original standard.

Thread StandardsThread Standards(Metric Series)(Metric Series)
ANSI B1.13MANSI B1.13M--1983 (R1989)1983 (R1989)
Contains system of metric threads for general fastening purposes in mechanisms and structures. Fasteners made to this standard are often referred to as M-series.

Thread ProfilesThread Profiles
The pitch line or diameter is located at ½ the height of the theoretical sharp v-thread profile.

Thread SeriesThread Series
Unified CoarseUnified Coarse--Thread Series (UNC or UNRC)Thread Series (UNC or UNRC)
Thread SeriesThread Series � groups of diameter-pitch combinations distinguished from each other by the number of threads per inch applied to a specific diameter.
Most commonly used in the bulk production of bolts, screws, nuts for general engineering applications.
Unified FineUnified Fine--Thread Series (UNF or UNRF)Thread Series (UNF or UNRF)Use when more threads per inch are required (i.e. where are short length of engagement is available).
MM--SeriesSeriesMetric system of diameters, pitches, and tolerance/allowances.

Thread ClassesThread Classes
Thread ClassesThread Classes � Define the amount of tolerance and allowance associated with a particular thread.
Classes 1A, 2A, 3AClasses 1A, 2A, 3A � apply to external threads. Class 2A is the most commonly used.
Classes 1B, 2B, 3BClasses 1B, 2B, 3B � apply to internal threads. Class 2B is the most commonly used.

Thread DesignationsThread Designations(Inch Series)(Inch Series)
2A20UNC41 −−
Nominal Size
Threads per inch
Thread Series
Thread Class
External Thread
The following is an example of the standard method used to designate bolt and screw thread requirements on a drawing or in a specification.

Thread DesignationsThread Designations(Metric Series)(Metric Series)
4g6g(22)M6x1−
The following is an example of the standard method used to designate bolt and screw thread requirements on a drawing or in a specification.
Metric Series
Nominal DiameterPitch (mm)
Tolerance Classification
Lowercase=> external thread

Material and Strength Material and Strength DesignationsDesignations
Mott, Table 18-1

Material and Strength Material and Strength DesignationsDesignations
(Continued)(Continued)
Mott, Table 18-2

Material and Strength Material and Strength DesignationsDesignations
Mott, Table 18-3

Tensile Stress AreaTensile Stress AreaThe average axial stress in a fastener is computed using a �tensile stress area�.
2pr
t 2DD
4πA �
�
���
� +=
tave A
Fσ =
stress axial AverageσArea Stress TensileA
DiameterPitch DDiameterRoot D
Force AxialF
ave
t
p
r
≡≡
≡≡
≡
Tests of threaded rods have shown that an unthreaded rod having a diameter equal to the mean of the pitch diameter and the minor diameter will have the same tensile strength as the threaded rod.

Tensile Stress AreaTensile Stress Area(Continued)(Continued)
( )°⋅=
��
���
� +−=
60tan2n1H
H163H
832dD bt
threads/inp1n threadofheight ltheoreticaH
bolt ofdiameter dplane criticalat diameter D
b
t
=≡≡≡≡
Matt Scolforo, Sverdrup Technology

Tensile Stress AreaTensile Stress Area(Continued)(Continued)
( )
( )
n1639dD
163
83
n60tandD
60tan2n1H
H163H
832dD
bt
bt
bt
−=
��
���
� +°−=
°⋅=
��
���
� +−=
2
bt
2tt
n0.9743d
4πA
D4πA
��
���
� −=
⋅=
This is the formula used by manufacturers of inch series fasteners to publish the tensile area in their catalogs.

Tensile Stress AreaTensile Stress Area(Continued)(Continued)
2
bt n0.9328d
4πA �
�
���
� −=
The following formula may be obtained in a similar manner for metric series threads.

Shear Area of External Shear Area of External ThreadThread
Consideration of the interaction between mating threads must be considered to establish the shear area of an external thread.
Matt Scolforo, Sverdrup Technology

Shear Area of External ThreadsShear Area of External Threads(Continued)(Continued)
( )gap0.75H
0.5t30tan
ntKπA
e
emaxn,es,
−=°
⋅⋅⋅=
inchper threadsnplaneshear criticalat threadexternal of thicknesst
threadinternal ofdiameter minor maximumK threadexternal of areashear A
e
maxn,
es,
≡≡
≡≡

Shear Area of External Shear Area of External ThreadsThreads(Continued)(Continued)
( )
( )
( ) ���
����
�−°⋅=
=°=
−=°
⋅⋅⋅=
gap2n
30.7530tan2t
2n360tan
2n1H
gap0.75H0.5t30tan
ntKπA
e
e
emaxn,s,e
( )maxn,mins,e
mins,maxn,e
mins,maxn,
KE3
12n1t
E2n
321K
21
2n3
43
312t
E2n
321K
21gap
−+=
���
�
���
�
���
�
�−+−⋅=
���
�
�−+=
The gap equation is based on tolerance data.
Es,min=minimum pitch diameter of the external thread

Shear Area of External Shear Area of External ThreadsThreads(Continued)(Continued)
( )��
���
� −+⋅⋅⋅= maxn,mins,maxn,es, KE3
12n1KnπA
This equation appears in the ANSI standards and gives the shear area per unit length of engagement. It must be multiplied by the length of engagement, Le, to obtain the actual shear area. This area is often reported in manufacturers data sheets for bolts and screws.
( ) emaxn,mins,maxn,es, LKE3
12n1KnπA ⋅�
�
���
� −+⋅⋅⋅=

Shear Area of Internal Shear Area of Internal ThreadsThreads
ntDπA imins,is, ⋅⋅⋅=plane) (critical threadinternal of thicknesst
thread)(externaldiameter major MinimumD
i
mins,
≡≡
Matt Scolforo, Sverdrup Technology

Shear Area of Internal Shear Area of Internal ThreadsThreads(Continued)(Continued)
( )
threadsinternal theofdiameter pitch maximumE
ED3
12n1nDπA
maxn,
maxn,mins,mins,is,
≡
��
���
� −+⋅⋅⋅=
Similar to the previous derivation, an equation that takes into account the tolerances of the thread system can be derived to compute the shear area of the internal thread.

Length of EngagementLength of Engagement(Equal Strength Materials)(Equal Strength Materials)
If the internal thread and external thread material have the same strength, then
t
maxt A
FS =eis,
maxt LA
F0.5S⋅
=
is,
te
eis,tttmax
A2AL
LA0.5SASF
=
==
Tensile StrengthTensile Strength(External Thread)(External Thread)
Shear StrengthShear Strength(Internal Thread)(Internal Thread)

Length of EngagementLength of Engagement(Unequal Strength Materials)(Unequal Strength Materials)
If the internal thread and external thread do not have the same material, then
t
maxet, A
FS =eis,
maxit, LA
F0.5S⋅
=
it,is,
et,te
eis,it,tet,max
SAS2A
L
LA0.5SASF
⋅⋅
=
==
Tensile StrengthTensile Strength(External Thread)(External Thread)
Shear StrengthShear Strength(Internal Thread)(Internal Thread)

Bolt/Nut Design PhilosophyBolt/Nut Design Philosophy
ANSI standard bolts and nuts of equal grades are designed to have the bolt fail before the threads in the nut are stripped.
The engineer designing a machine element is responsible for determining how something should fail taking into account the safety of the operators and public. Length of engagement is an important consideration in designing machine elements with machine screws.

AssignmentAssignment
A 5/16-18UNC-2A fastener is made from a material having a yield strength of 120 ksi. The fastener will be engaged with a nut made from the same material. Compute the tensile stress area, shear stress area per length of engagement, and minimum length of engagement. Dimensional information on the threads is given below.
The minimum pitch diameter of the external thread is 0.2712 in., and the maximum minor diameter of the internal thread is 0.265 inch, minimum major diameter of the external thread is 0.3026 in, and the maximum pitch diameter of the internal threads is 0.2817 (reference Table 4, page1544, Machinery�s Handbook).

Mechanical Fasteners Mechanical Fasteners ––Tension ConnectionsTension Connections
Lecture 29Lecture 29
Engineering 473Engineering 473Machine DesignMachine Design

Tension ConnectionTension Connection
� A threaded fastener connection has clearance gaps that are used to assemble the connection.
� A connection can be loaded in either tension/compression or shear.
� Because of the clearance gaps, dowel pins are often used for accurately positioning of mating parts.
Shigley, Fig. 8-12

Proof Load & Proof StressProof Load & Proof Stress
Proof LoadProof Load : Maximum force that a fastener can withstand without acquiring a permanent set.
Proof StressProof Stress: Proof Load divided by the tensile-stress-area of the fastener.
The proof stress is slightly less than the yield stress of the material due to stress concentrations in the threads.

Bolt PreloadBolt Preload
� Purpose of bolt is to clamp two parts together.
� Turning the nut on the threads will stretch the bolt to create a clamping force.
� The clamping force will impart a compressive force on the mating parts.
� The clamping force is called preload or initial tension.
grip
Shigley, Fig. 8-12

Bolt StiffnessBolt Stiffnessgr
ip Ld
Lt
kd
kt
δkF
δkk
kkF
kFδ
kFδ
δδδ
bi
td
tdi
t
it
d
id
td
=
+=
=
=
+=

Clamped Part StiffnessClamped Part Stiffness
L1
L2
L3
333
222
111
321m
mi
LEAkLEAkLEAk
k1
k1
k1
k1
δkF
===
++=
=

PressurePressure--Cone EquationsCone Equations
Shigley, Fig. 8-14
( )( )( )( )���
����
�
−+++−+
⋅=
dDdD1.15tdDdD1.15tln
Ed0.577πk
Reference Shigley, page 339-340 for derivation

External Load Interaction External Load Interaction ––Preloaded ConnectionPreloaded Connection
Shigley, Fig. 8-12
mb
bb
mb
m
bmb
m
m
b
b
kkPkP
PPP
kkPP
kP
kPδ
+=
+=
���
����
�=
==
imb
mm
imb
bb
ibb
FkkPkF
FkkPkF
FPF
−+
=
++
=
+=
0Fm <

External Load Interaction External Load Interaction ––Preloaded ConnectionPreloaded Connection
( ) im
ib
mb
b
FPC1F
FCPF
kkkCLet
−−=
+=
+=
C is the ratio of the bolt stiffness to the total stiffness (bolt plus clamped material).

Sample DataSample DataBolt: ½-13 UNC-2AMaterial: Steel mb
b
kkkC+
=
Bolt Grip(in) kb kp C 1-C
234
2.571.791.37
12.6911.3310.63
0.1680.1360.114
0.8320.8640.886
Mlb/in
�Most of the external load, P, is carried by the mating parts.
�Making the grip longer decreases the bolt�s share of the the load.

Bolt Force Bolt Force –– Displacement Displacement DiagramDiagram
Fb
δ
Fi
bk mb
b
kkk+
bk
Fm=0
When the mating parts and bolt are made from the same material, an external load will not cause an appreciable increase in the bolt�s total force until separation of the mating parts occurs.

Recommended PreloadRecommended Preload
pi F0.75F ⋅=
tpp ASF ⋅= Fp � Bolt proof loadSp � Bolt proof strengthAt � Tensile stress areaFi � Bolt preload
Disassembly Required
pi F0.90F ⋅=Permanent Connection
These recommendations assume that the nut or threaded part has sufficient shear strength in the threads (i.e. steel bolts and steel nuts).

Bolt Failure CriteriaBolt Failure Criteria
t
i
tp
t
i
tb
mb
b
ib
AF
ACnPS
AF
ACPσ
kkkC
FCPF
+=
+=
+=
+=
CPFAS
n
Stress ProofSFactor Loadn
itp
p
−=
≡≡

Connection Separation Connection Separation CriteriaCriteria
( )
( )
separation cause will thatload ExternalP
C1FP
FPC10
0F ,separationAt
FPC1F
o
io
io
m
im
≡
−=
−−=
=
−−=
( )C1PFn
thenfactor, load a isn wherenP,PLet
i
o
−=
=
It is necessary to check both bolt stress and connection separation when designing a tension connection. Separation often occurs first.

AssignmentAssignment
In the figure, the bolts have a diameter of ½ inch and the coverplate is steel, with D=1/2 inch. The cylinder is cast iron, with E=5/8 inch and a modulus of elasticity of 18 Mpsi. The ½ inch SAE washer to be used under the nut has OD=1.062 inch and is 0.095 inch thick. Find the stiffness of the bolt and the matingmembers and the joint constant.

AssignmentAssignment(Continued)(Continued)
In addition to the information given in problem 1, the dimensions of the cylinder are A=3.5 inch and an effective seal diameter of 4.25 inch. The internal static pressure is 1,500 psi. The outside diameter of the head is C = 8 inch. The diameter of the bolt circle is B = 6 inch, and a bolt spacing in the range of 3 to 5 bolt diameters would require 8 to 13 bolts. Select ten SAE grade 5 bolts and find the resulting load factor n.

Mechanical Fasteners Mechanical Fasteners ––Torque Vs Preload RelationshipTorque Vs Preload Relationship
Lecture 30Lecture 30
Engineering 473Engineering 473Machine DesignMachine Design

Tension ConnectionTension Connection� A threaded fastener connection
has clearance gaps that are used to facilitate assembly of the connection.
� A connection can be loaded in either tension/compression or shear.
� Because of the clearance gaps, dowel pins are often used for accurately positioning of mating parts and prevent sliding motion.
Shigley, Fig. 8-12

How Much Torque to Achieve How Much Torque to Achieve Preload Requirement?Preload Requirement?
Fb
δ
Fi
bk mb
b
kkk+
bk
Fm=0
In the previous lecture, it was shown that a high preload is a very desirable in a tension connection.

TorqueTorque--Preload RelationshipPreload Relationship
��
�
�
��
�
�
−+
=l
lµπD
µπD2
FDT
p
ppu
Square Tooth Square Tooth Power Screw Power Screw
EquationEquation
��
�
�
��
�
�
⋅−+
=secαµπD
secαµπD2
FDT
p
pp
ll
Modified for Modified for Thread Angle Thread Angle
AlphaAlpha
αThese equations give the torque required to impart an axial force and overcome thread friction.

TorqueTorque--Preload RelationshipPreload Relationship(Continued)(Continued)
Nut Surface Nut Surface Friction TorqueFriction Torque
nut ofdiameter annulusmean d
part andnut between Friction oft Coefficienµ
2dFµT
n
n
nnn
≡
=
=
p
cp
i
pn
nni
p
ppi
πDltanλ
0.625µsecαµtanλ1secαµtanλ
2dD
k
dkFT
Washer)(Standard 1.5Dd
2dµF
secαµlπDsecαµπDl
2DF
T
=
��
���
�+��
�
�
�
⋅−⋅+
���
�
�=
=
≈
+��
�
�
�
⋅−+
=

Experimental DataExperimental Data
J.C. Blake and H.J. Kurtz,”Uncertainties in Measuring Fastener Preload,” Machine Design, Vol. 37, Sept. 30, 1965, pp. 128-131.
GivenGivenT=90 N-m
MeasureMeasurePreload, Fi
BoltBoltM12x1.25
UnlubricatedUnlubricatedAve. Fi=34.3 kN
Std. Dev. = 4.91 kN
LubricatedLubricatedAve. Fi=34.2 kN
Std. Dev. = 2.9 kN
%29F2σ
m
±= %29F2σ
m
±=
%17F2σ
m
±=There is considerable scatter in torque-versus preload data.

Typical Values of KTypical Values of K
Bolt ConditionBolt Condition kkBlack oxide finish 0.3Zinc-plated 0.2Lubricated 0.18
Bolt manufacturers often list recommended k values with their product data.

Maximum Torque ValuesMaximum Torque Values
It is very easy to twist off a small diameter fastener ( < 5/16 inch) when preloading a connection.
Design organizations often establish maximum torque values than can be applied to a fastener during installation.

Assignment
An initial preload of 50 ksi is needed in a ½-13UNC-2A steel fastener. The coefficient of friction for the threads is estimated to be 0.4, and the coefficient of friction between the bolt head and part is estimated to be 0.3. What torque should you specify on the drawing to assure that the fastener is installed with the correct preload?

Shear ConnectionsShear Connections
Lecture 31Lecture 31
Engineering 473Engineering 473Machine DesignMachine Design

Fasteners Loaded Fasteners Loaded in Shearin Shear
Connections may be designed to resist tension, shear, or combined tension and shear loads.
This figure shows a lap connection with a single rivet loaded in shear. The analysis of shear connections containing rivets and threaded fasteners is similar.

Bending Loads in Lap Bending Loads in Lap ConnectionsConnections
The offset in a lap connection creates a moment equal to approximately M=Ft/2. This bending moment can cause complex deformations and stresses in the connection that affect the overall connection strength.
In most cases this offset moment is neglected and a suitable factor of safety is used.
Deutschman, Fig. 16-3

Fastener Failure in ShearFastener Failure in Shear
save A
Fτ =
stressshear allowableSfactorsafety N
forceshear Ffastener of areashear A
fastenerin stressshear averageτ
all
fs
s
ave
≡≡
≡≡≡
fs
allave N
Sτ ≤
Stress FormulaStress Formula
Static Failure Static Failure CriteriaCriteria
dAσF c�=aveτ
If no threads are in the shear plane, then 4πdA 2
s =
Shear PlaneShear Plane
ContactArea
Deutschman, Fig. 16-3

Shear PlanesShear Planes
Shear PlaneShear Plane
Shear PlaneShear Plane
Shear PlaneShear Plane
Single Shear PlaneSingle Shear Plane
Double Shear PlaneDouble Shear Plane
save A
Fτ =
save A2
Fτ⋅
=
Number of shear planes
Deutschman, Fig. 16-4, 16-5

Multiple FastenersMultiple Fasteners
save An
Fτ⋅
= fasteners ofnumber n ≡
It is standard practice to assume that each fastener carries an equal amount of the total load.
Deutschman, Fig. 16-10

FrictionFriction
� Significant friction forces can exist between mating parts in a connection if a high preload is used in the fasteners.
� This friction force is normally not accounted for in the shear connection design calculations unless measures are taken to ensure that the preload is maintained over the life of the connection.
� Vibration, local yielding, and relaxation in the fasteners can cause a decrease in preload over time.

Tensile Failure of Tensile Failure of Connected PlatesConnected Plates
( )tdwFσave −
=
Stress FormulaStress Formula
t Static Failure Static Failure CriteriaCriteria
fs
ytave N
Sσ ≤
�The stress formula does not include stress concentration factors, and local yielding may occur around the holes. Stress concentration factors are required if fatigue is a concern.
�The total net area is used if multiple fasteners are used in the connection. Deutschman, Fig. 16-6

Bearing Failure of PlateBearing Failure of Plate
Stress FormulaStress Formula
dtFσb =
fs
ytb N
0.9Sσ ≤
Static Failure Static Failure CriteriaCriteria
�The bearing stress is based on the projected bolt area normal to the load direction.
�The triaxial nature of the actual stress in the material (Hertz Contact Stress) results in high allowable values for the contact stress.
Deutschman, Fig. 16-7

Shear Tear Out at Edge Shear Tear Out at Edge of Plateof Plate
Stress FormulaStress Formula
2atFτ t =
PreventionPrevention
This type of failure is normally controlled by specifying minimum edge distances. An edge distance greater than 1.5d is commonly used.
Deutschman, Fig. 16-8

Eccentric LoadsEccentric Loads
Load Lying in Load Lying in Shear PlaneShear Plane
Mott, Fig. 20.4
Load Offset from Load Offset from Shear PlaneShear Plane
Deutschman, Fig. 16-17

Load Lying in Shear Load Lying in Shear PlanePlane
PM=Pa
System With System With Eccentrically Loaded Eccentrically Loaded
ConnectionConnection
Equivalent Loads in the Shear Plane

Load Lying In Shear PlaneLoad Lying In Shear Plane(Continued)(Continued)
M=Pa1F
2F
3F
4F
1d
2d3d
4dc.g. of bolt group
4
4
3
3
2
2
1
1
44332211
dF
dF
dF
dF
dFdFdFdFPa
===
+++=1
1
22 F
ddF = 1
1
33 F
ddF =
11
44 F
ddF =
The force resisted by each fastener is assumed to be inversely proportional to the distance from the bolt group c.g.

Load Lying in Shear PlaneLoad Lying in Shear Plane(Continued)(Continued)
M=Pa1F
2F
3F
4F
1d
2d3d
4dc.g. of bolt group
( )24
23
22
21
1
1
1
441
1
331
1
221
1
111
dddddFPa
dddF
dddF
dddF
dddFPa
+++=
���
����
�+��
�
����
�+��
�
����
�+��
�
����
�=
�=
= n
1j
2j
ii
d
PadF
Force resisted by the ith bolt.

Load Lying in Shear PlaneLoad Lying in Shear Plane(Continued)(Continued)
PM=Pa
Maximum Resultant
Since all of the fasteners generally have the same diameter it is only necessary to find the maximum resultant for use in the strength calculations.

Load Lying in Shear Load Lying in Shear PlanePlane
1A
2A3A
4A
x
y
( )11 y,x
( )22 y,x
( )44 y,x
( )33 y,x �
�
�
=
=
=
=
=
n
1ii
n
1ii
n
1iii
xn1x
A
Axx
C.G. of Bolt GroupC.G. of Bolt Group
�=
=n
1iiy
n1y
4πdA
2
i =

AssignmentAssignment
Choose a threaded fastener that will support the eccentric load lying in the shear plane of the connection. Use a safety factor of 2.0. Determine the minimum edge distances and plate thickness based on the fastener design criteria.
Mott, Fig. 20-5

Connections Loaded in Shear Connections Loaded in Shear and Tensionand Tension
Lecture 32Lecture 32
Engineering 473Engineering 473Machine DesignMachine Design

Eccentric LoadsEccentric Loads
Load Lying in Load Lying in Shear PlaneShear Plane
Mott, Fig. 20.4
Load Offset from Load Offset from Shear PlaneShear Plane
Deutschman, Fig. 16-17

Prying ForcesPrying Forces
ab
jba
jb
Pff
Pabf
−=
��
���
�=
bfaf�Prying in a connection
increases the bolt force.
�Prying is a joint separation phenomena.
Exaggerated Deformation Exaggerated Deformation in Jointin Joint
FreeFree--Body DiagramBody Diagram

Finite Element Analysis Finite Element Analysis Showing Joint DeformationShowing Joint Deformation
http://river.tay.ac.uk

Separation ExampleSeparation Example
a
P P
Preload is not sufficient to prevent separation.
1A
2A
3A
4A
5A
6A
y
x
( )11 y,x

Connections With Connections With SeparationSeparation
a
P
( )
�
�
=
=
=
=
==
==
n
1i
2i
1
1
11
ii
i
i
2
2
1
1
i
n
1ii
ddfM
fddf
df
df
df
dfPaM
fastenerith point topry from distancedi ≡
di
�=
= n
1i
2i
11
d
Mdf

Connections With Connections With SeparationSeparation
(Continued)(Continued)
a
P
di
�=
=
=
n
1j
2j
ii
dI
IMdf
Note that assumptions about the stiffness of the connection plate are required to estimate the location of the pry point.

Connections With Connections With Significant PreloadSignificant Preload
a
P
Compressive Mating Compressive Mating Force Due to PreloadForce Due to Preload
c.g. of fastener group
Force Proportionality PointForce Proportionality Point(AISC Standard Practice)(AISC Standard Practice)

Connections With Connections With Significant PreloadSignificant Preload
(Continued)(Continued)
IMcf i
exti, =
moment eccentricMgroupfastener of inertia ofmoment I
fastenerith toc.g. from distancecmoment. external to
duefastener ith in force axialf
i
exti,
≡≡≡
≡
�=
=n
1iiy
n1y ( )
2n
1iixx yyI �
=
−=
Location of C.G.Location of C.G. Moment of Inertia Moment of Inertia
Bolt Force Bolt Force
These formulas must be applied for both the x and y-directions if the connection is eccentrically loaded in both directions.

Connections With Connections With Significant PreloadSignificant Preload
prei,exti,i fff +=
The total design force in the fastener is the sum of that from the external load and the fastener�s preload.
This design approach is conservative if no separation occurs.

Combined Shear and Tension Combined Shear and Tension Interaction CurveInteraction Curve
allττ
allσσ
1.0
1.0
fs
2
all
2
all N1
σσ
ττ ≤��
�
����
�+��
�
����
�
Note that just like fatigue interaction curves, there are other interaction curves in use.

Authoritative Source of Authoritative Source of InformationInformation
www.boltcouncil.org/guide1.htm
The most extensive research on bolted connections has been done by the Civil Engineering community. The best source for information contained in standards may be found in the Guide to Design Criteria for Bolted and Riveted Joints.

AssignmentAssignment
The bracket is to be bolted to a vertical face by means of four 3/8-16UNC-2A SAE Grade 5 bolts. The bolts are preloaded to 90 percent of the proof load. The joint constant, C, is equal to 0.173. Compute the maximum tension stress in the bolts and identify which bolt(s) in which it will occur. Compute the factor of safety for the most severely load fastener taking into account combined tension and shear.

WeldsWelds
Lecture 33Lecture 33
Engineering 473Engineering 473Machine DesignMachine Design

What is welding?What is welding?Welding is a fusion process, in which metal parts are heated to the melting point and fused together, usually with a filler of the same material melted along with the parent material.
Haynes Welding Manual, 10445(2110)
Temperature control is the most important parameter associated with obtaining a good weld.

Ancient Welding ProcessesAncient Welding Processes
Arc Welding Instructions for the Beginner, Lincoln Arc Welding Foundation, Fig. 6
Welding was using in ancient (3,000 years ago) times by pouring molten metal into a cast located on another metal part. Sand casting is still used today.
Sand Cast

Modern Welding ProcessesModern Welding Processes
OxyOxy--acetylene acetylene Gas WeldingGas Welding
Arc WeldingArc Welding
Metal Inert Gas Metal Inert Gas (MIG)(MIG)
ororGas Metal Arc Gas Metal Arc
Welding Welding (GMAW)(GMAW)
Tungsten Inert Tungsten Inert Gas (TIG)Gas (TIG)
ororGas Tungsten Gas Tungsten Arc Welding Arc Welding
(GTAW)(GTAW)
There are many welding processes.
The ability to produce pure oxygen @1900 was important to the development of welding.

Arc WeldingArc Welding
Arc Welding Instructions for the Beginner, Lincoln Arc Welding Foundation, Fig. 9&13
Electric current flowing through a high resistance air gap generates an intense arc with temperatures ranging from 6,000 to 10,000 oF.
Arc welding is the most common method used with structural steel welding.

MIG or GMAWMIG or GMAWArgon and CO2 are common inert gases used in the MIG process. A mixture of 75% Argon and 25% CO2 (C-25) is also very common.
www.hobartbrothers.com
Small commercial MIG welder.
Continuously fed filler wire makes MIG welding suited to high volume, machine assisted industrial welding applications.
Haynes Welding Manual, 10445(2110)

TIG or GTAWTIG or GTAW
The shielding gas in the TIG process is Helium. This gives rise to the term heli-arc welding.
The TIG process is considered the most precise, most controllable, and cleanest method of welding.
The TIG process can be used to make welds of great strength and quality in thin, light, and dissimilar materials.
Haynes Welding Manual, 10445(2110)

Soldering and BrazingSoldering and Brazing
Soldering and brazing are common methods of joining two metals.
Soldering and brazing are not welding processes because they do not melt the parent material.
In soldering and brazing, the parent metal is heated and the the filler metal is melted into the joint where it cools.
Lead based filler metals are used in soldering and brass based filler metals are used in brazing.

Filler MetalsFiller Metals
Filler metal rods and wires are designated by a system established by the American Welding Society (AWS).
AWS Designation SystemAWS Designation System
E70XX
Electrode
Minimum yield strength of the completed weld (ksi).
Type of process
Position of the weld
The static strength of a good weld is often higher than the base material.

Residual StressesResidual Stresses� The uneven heating and cooling in welding operations gives
rise to significant residual stresses in the vicinity of the weld.
� The residual stresses may distort the part.
� The residual stresses and discontinuities in a weld have a significant influence on the fatigue life of a part.
� The fatigue life of a weld is often less than the base material.
� Residual stresses are influenced by the % carbon found in the material being joined.
� Residual stresses may be removed by annealing.

Butt WeldsButt Welds
t
fs
yp
NS
LtP ≤
Design CriteriaDesign Criteria

Welds Loaded in ShearWelds Loaded in Shear
Real Surface
Theoretical Surface
Potential Shear Failure Planes
h
Weld Throat
Lh0.7071Lh45cosAs
⋅⋅=⋅⋅°=
Deutschman, Fig. 17-5
Fillet Weld GeometryFillet Weld Geometry

Welds Loaded in ShearWelds Loaded in Shear(Continued)(Continued)
Lh0.7071Lh45cosAs
⋅⋅=⋅⋅°=
ytys
fs
ys
s
0.6SS
NS
2AP
≈
=
Design CriteriaDesign Criteria
two shear planes
Deutschman, Fig. 17-5
Weld Shear AreaWeld Shear Area



AssignmentAssignment
Read sections 9-1 through 9-3 in Shigley.
The figure shows a horizontal steel bar, 3/8 in thick, loaded in tension and welded to a vertical support. Find the load F that will cause a shear stress in the welds of 20 kpsi.

AssignmentAssignment(Continued)(Continued)
A 5/16 in steel bar is welded to a vertical support as shown. What is the shear stress in the welds if the force is F=32 kip?

Eccentrically Loaded WeldsEccentrically Loaded Welds
Lecture 34Lecture 34
Engineering 473Engineering 473Machine DesignMachine Design

Eccentrically Loaded Eccentrically Loaded WeldsWelds
Actual LoadingActual Loading Equivalent LoadingEquivalent Loading
PaM =
aP

Eccentrically Loaded WeldsEccentrically Loaded Welds(Continued)(Continued)
( )
( ) l
l
d1dcM
d1dτM
constantality proportionc
cdτ
L
0
2
L
0
⋅⋅=
⋅⋅⋅=
≡
=
�
�
Shear stress is proportional to the distance from the c.g.
c.g. x
yld
τd
PaM =
Shear stress per unit length and throat width.

Eccentrically Loaded WeldsEccentrically Loaded Welds(Continued)(Continued)
c.g. x
yld
τd
PaM =
( )
( )
JdMτ
d1d
Mc
d1dcM
cdτ
L
0
2
L
0
2
⋅=
⋅⋅=
⋅⋅=
=
�
�
l
l
( )( ) ld1yxJL
0
22 ⋅+= �
Polar Moment of Polar Moment of Inertia of Weld Inertia of Weld
LineLine

Eccentrically Loaded WeldsEccentrically Loaded Welds(Continued)(Continued)
c.g.
d
x
y
x
y
dτ
JMxτ
dxτ
JMyτ
dyτ
y
x
==
−=−=
MxP
yP
Moment ContributionMoment Contribution
Component TotalsComponent Totals
LP
JMxτ
LP
JMyτ
yy
xx
+=
+−=
y
x
Note sign conventionNote sign convention
xτ
yτ

Eccentrically Loaded WeldsEccentrically Loaded Welds(Continued)(Continued)
Component TotalsComponent Totals
LP
JMxτ
LP
JMyτ
yy
xx
+=
+−=
2y
2x τττ +=
Total Shear StressTotal Shear Stress
t width.unit throa andlength unit per stressshear theis τ
ytys
ys
fs
fs
ys
S0.6S
S0.7071Nτh
NS
h0.7071τ
⋅≈
⋅⋅≥
≤⋅
Design CriteriaDesign Criteria
or
where
h is the minimum leg length of the fillet weld

ExampleExampleWeld C.G. LocationWeld C.G. Location
( )( ) ( )( )( ) ( )
in 8.0
in 6in 4in 6in 0in 4in 2
LLx~
x
=
++=
⋅=��
( )( ) ( )( )( ) ( )
in 2.4
in 6in 4in 6in 3in 4in 6
LLy~
y
=
++=
⋅=��
x
y

ExampleExampleWeld Polar Moment of InertiaWeld Polar Moment of Inertia
x
y
( )( ) ( )( ) ( )( )
( ) ( )( ) ( )( )
4
4
223yy
4
232xx
yyxx
in 54.514.939.6J
in 9.14
82.01618.1144)1(121I
in 6.39
2.116611218.114I
IIJ
=+=
=
++=
=
++=
+=

ExampleExampleWeld StressWeld Stress
x
y Find Shear Stress at CFind Shear Stress at C
5,000 lb5,000 lb
LP
JMxτ
LP
JMyτ
yy
xx
+=
+−=
( )
4
x
y
in 54.6Jin 10L
in -4.2y0.82x0P
lb 000,5Pin-lb 000,30
65,000M
===
−==
−=−=
−=
psi 49.5τpsi 2,310.τ
y
x
−=−=

ExampleExampleMinimum Weld SizeMinimum Weld Size
( ) ( )
( ) ksi 0.360.606.0S
ksi 0.60S
0.2N
ksi 31.25.492,310-τ
ys
yt
fs
22
==
=
=
=−+=
( )( )( )( )
in 0.181h
ksi 36.00.70712ksi 2.31h
S0.7071Nτh
ys
fs
=
=
⋅⋅≥
A 3/16 in fillet weld size would be acceptable.

AssignmentAssignment
A 3/8 inch steel bar, to be used as a beam, is welded to a vertical support using two fillet welds as illustrated. Find the safe bending force F if the permissible shear stress in the welds is 20 ksi.

Helical SpringsHelical Springs
Lecture 35Lecture 35
Engineering 473Engineering 473Machine DesignMachine Design

Types of Helical SpringsTypes of Helical Springs
Extension SpringsExtension Springs �oppose extension
Compression SpringsCompression Springs �oppose compression
Torsional Torsional SpringsSprings �oppose rotational motion

Compression Spring TerminologyCompression Spring Terminology

Spring Internal ForcesSpring Internal Forces
Shigley, Fig. 10-1
The cross section of a spring wire is exposed to a shear force and a torsion moment.

Stresses in Helical SpringsStresses in Helical Springs
AF
JTrτmax +=
4d32π2IJ ==
4d4πA =
2dr =
2FDT =
JTrτ =
AFτ =
Pitch Diameter
Wire Diameter

Stresses In Helical SpringsStresses In Helical Springs(Continued)(Continued)
23max
max
πd4F
πd8FDτ
AF
JTrτ
+=
+=
4d32π2IJ == 2d
4πA =
2dr =
2FDT =
JTrτ =
AFτ =

Stresses in Helical SpringsStresses in Helical Springs(Continued)(Continued)
then,dDCLet
2Dd
πd8DF
πd8FDτ
dd
2D2D
πd4F
πd8FDτ
πd4F
πd8FDτ
33max
23max
23max
=
��
���
�+=
��
���
���
���
�+=
+=
2C12CK
πd8FDKτ
2C12C
πd8FDτ
2C1
πd8DF
πd8FDτ
s
3smax
3max
33max
+=
=
��
���
� +=
��
���
�+=

Curvature Stress Concentration Curvature Stress Concentration FactorFactor
A stress concentration occurs on the inside of a helical spring due to the curvature of the wire.
The formula for the stress concentration factor, Kc, is given by
( )( )( )12C34C
24C2CKc +−+=
3scmax πd8FDKKτ =

Curvature Stress Concentration Curvature Stress Concentration FactorFactor
(Continued)(Continued)
Kc
C
dDC =
Note that for large C, Kc approaches 1.
Kc is important for fatigue calculations.

Deflection/StiffnessDeflection/Stiffness
Strain Energy/Unit VolumeStrain Energy/Unit Volume
σ
ε
� ⋅⋅=vol
dvolεσ21U
Strain energy from a spring comes from two sources: 1) torsion, and 2) shear loading.
�
�
⋅��
���
�⋅��
���
�=
==
⋅⋅=
volT
volT
dvolJGTr
JTr
21U
Gτ γ,
JTrτ
dvolγτ21U
Torsion Strain EnergyTorsion Strain Energy

Deflection/StiffnessDeflection/Stiffness(Continued)(Continued)
JGLT
21U
dLdArGJ
T21U
dvolJGTr
JTr
21U
2
T
L A
22
2
T
volT
=
⋅=
⋅��
���
�⋅��
���
�=
� �
�
Shear Load Strain EnergyShear Load Strain Energy
AGLF
21U
dvolAGF
AF
21U
Gτ γ,
AFτ
dvolγτ21U
2
F
volF
volT
=
⋅��
���
�⋅��
���
�=
==
⋅⋅=
�
�
Torsion Strain EnergyTorsion Strain Energy(Continued)(Continued)

Deflection/StiffnessDeflection/Stiffness(Continued)(Continued)
AGLF
21
4JGLDF
21U
2DFT
AGLF
21
JGLT
21U
UUU
222
22
FT
+=
⋅=
+=
+=
Total Strain EnergyTotal Strain Energy Castigliano’s Castigliano’s TheoremTheorem
AGFL
4JGLFDy
FUy
2
+=
∂∂=
y => spring deflection due to load F

Deflection/StiffnessDeflection/Stiffness(Continued)(Continued)
4d32π2IJ ==
2d4πA =
AGFL
4JGLFDy
2
+=
dDC =
N8DGdk
GdN8FDy
2C11
GdN8FDy
3
4
4
3
24
3
=
≈
��
���
� +=
Equation for stiffness of a spring.

Extension Spring EndsExtension Spring Ends
The end loop of an extension spring is weaker than the coils.
A stress concentration factor of K=rm/ri is present in the loop.
Shigley, Fig’s 10.2 & 10.3

Compression Spring EndsCompression Spring Ends
Shigley, Fig. 10.5

Compression Spring EndsCompression Spring Ends(Continued)(Continued)
These formulas show how the type of ends effect the number of coils and length of the spring.

Spring MaterialsSpring Materials
www.acxesspring.com/properties.htm

Finite Element Method:Finite Element Method:OneOne--Dimensional Heat Dimensional Heat
Conduction IConduction I
Engineering 471Engineering 471Heat TransferHeat Transfer

Computational Methods in Heat Computational Methods in Heat TransferTransfer
http://www-heat.uta.edu
The ability to compute many complex phenomena has significantly increased in the last few years.

Computational Methods in Heat Transfer

Computational Methods in Heat Computational Methods in Heat TransferTransfer
The most frequently used computational method used to solve multi-dimensional heat conduction problems is known as the �Finite Element Method�.
During the next two lectures, we will develop the finite element equations for one-dimensional heat conduction.

Governing Differential EquationGoverning Differential Equation(Derivation)(Derivation)
dx
( )dxTThPqconv ∞−=�
Adxdxqdq cond
cond ��
���
� +�
�
Aqcond�
Adxqgen�
(Rate at which heat is conducted into the cross section)
(Rate at which heat is conducted out of the cross section)
(Rate at which heat is convected from the surface)
(Rate at which heat is internally generated within the differential volume)
P => perimeterh=> convection coefficientA=> cross sectional area

Governing Differential EquationGoverning Differential Equation(Derivation Continued)(Derivation Continued)
dx
( )dxTThPqconv ∞−=�
Adxdxqdq cond
cond ��
���
� +�
�
Aqcond�
Adxqgen�
11stst Law of ThermodynamicsLaw of Thermodynamics
outincv EEE ��� −=
( )dxTThPdxAx
qAq-AdxqAqdxtTCA cond
condgencond ∞−−∂
∂−+=∂∂ �
���
The governing differential equation is obtained by applying the 1st Law of Thermodynamics

Governing Differential EquationGoverning Differential Equation(Derivation Continued)(Derivation Continued)
( )dxTThPdxAx
qAq-AdxqAqdxtTCA cond
condgencond ∞−−∂
∂−+=∂∂ �
���
( )dxTThPdxAx
qAdxqdxtTCA cond
gen ∞−−∂
∂−=∂∂ �
�
Fourier’s Law of Heat Conduction
xTkqcond ∂
∂−=�
( )∞−−∂∂+=
∂∂ TThP
xTkAqA
tTCA 2
2
gen�
Governing DifferentialEquation

Boundary ConditionsBoundary Conditions
x=0
x=L
x
( )
( ) 0TThn�i�xTk
T0T L
=−+⋅∂∂
=
∞
or
( )
( ) 0TThn�i�xTk
TLT R
=−+⋅∂∂
=
∞
ori�n�
n�
Each end can have either a specified temperature or convection boundary condition.

Galerkin Galerkin Finite Element ProcessFinite Element Process(Assumed Solution)(Assumed Solution)
Assume an approximate solution for the temperature distribution
( ) ( )tx,θtx,T ≈
When the approximate solution is substituted into the governing differential equation, there will be an error
( ) ( )∞−+∂∂−−
∂∂= TθhP
xθkAqA
tθCAtx,E 2
2
gen�

Galerkin Galerkin Finite Element ProcessFinite Element Process(Assumed Solution)(Assumed Solution)
There will also be an error in satisfying the boundary conditions.
( ) ( ) ( )( ) ( ) ( )( )∞∞ −+∂
∂+−+∂
∂−= TLθhx
tL,θkAT0θhx
t0,θkAte
We are going to restrict our choice of approximate solutions to those that uniquely satisfy any specified temperature boundary conditions.
Left End Convection Right End Convection

Galerkin Galerkin Finite Element ProcessFinite Element Process(Error Minimization)(Error Minimization)
( ) ( )∞−+∂∂−−
∂∂= TθhP
xθkAqA
tθCAtx,E 2
2
gen�
( ) ( ) ( )( ) ( ) ( )( )∞∞ −+∂
∂+−+∂
∂−= TLθhx
tL,θkAT0θhx
t0,θkAte
Error from Differential Equation
Error from Boundary Conditions
In the Galerkin Process, the approximate solution is restricted to those functions that are normal to the error.

Galerkin Galerkin Finite Element ProcessFinite Element Process(Integral Equation)(Integral Equation)
( ) ( ) ( ) ( ) 0LeLθ0e0θEdxθL
0
=++�After making the substitutions for the error equations, this integral equation becomes
( )
( ) ( ) ( ) ( )( )
( ) ( ) ( ) ( )( ) 0TLθhALθxLθkALθ
T0θhA0θx0θkA0θ
dxTθθhPdxxθθKAdxAθqdx
tθθCA
L
0
L
02
2L
0gen
L
0
=−−∂
∂+
−+∂
∂−
−+∂∂−⋅−
∂∂
∞
∞
∞���� �
Governing Governing Integral Integral EquationEquation

Galerkin Galerkin Finite Element ProcessFinite Element Process((Similification Similification of Integral of Integral EqEq.).)
( ) ( ) ( ) ( )
dxxθkA
xθ
x0θkA0θ
xLθkALθ
dxxθkA
xθ
xθθkAd
dxxθθKA
L
0
L
0
L
0
L
02
2
∂∂
∂∂−
∂∂−
∂∂=
∂∂
∂∂−�
�
���
�
∂∂=
∂∂
�
��
�
Consider the third term in the governing integral equation
dxxθkAdv θKA;v
dxxθdu ;
xθu
udv-d(uv)vdu
2
2
∂∂==
∂∂=
∂∂=
=
Integration by parts

Galerkin Galerkin Finite Element ProcessFinite Element Process((Similification Similification Integral Integral EqEq.).)
( )
( ) ( ) ( ) ( )( )
( ) ( ) ( ) ( )( ) 0TLθhALθxLθkALθ
T0θhA0θx0θkA0θ
dxTθθhPdxxθθKAdxAθqdx
tθθCA
L
0
L
02
2L
0gen
L
0
=−−∂
∂+
−+∂
∂−
−+∂∂−⋅−
∂∂
∞
∞
∞���� �
Governing Governing Integral Integral EquationEquation
( ) ( ) ( ) ( ) dxxθkA
xθ
x0θkA0θ
xLθkALθ
dxxθθKA
L
0
L
02
2
∂∂
∂∂−
∂∂−
∂∂=
∂∂
�
�

Galerkin Galerkin Finite Element ProcessFinite Element Process(Simplified Integral Equation)(Simplified Integral Equation)
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
We seek a solution Θ(x,t) to this integral equation. Θ(x,t) will be an approximation to the solution of the governing differential equation and boundary conditions.
Governing Integral Equation
( )∞−−∂∂+=
∂∂ TThP
xTkAqA
tTCA 2
2
gen�
( ) 0TThn�i�xTk =−+⋅
∂∂
∞
Governing Differential Equation
Convection Boundary Condition

Finite Element Method:Finite Element Method:OneOne--Dimensional Heat Dimensional Heat
Conduction IIConduction II
Engineering 471Engineering 471Heat TransferHeat Transfer

Boundary ConditionsBoundary Conditions
x=0
x=L
x
( )
( ) 0TThn�i�xTk
T0T L
=−+⋅∂∂
=
∞
or
( )
( ) 0TThn�i�xTk
TLT R
=−+⋅∂∂
=
∞
ori�n�
n�
Each end can have either a specified temperature or convection boundary condition.

GalerkinGalerkin Finite Element ProcessFinite Element Process(Simplified Integral Equation)(Simplified Integral Equation)
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
We seek a solution Θ(x,t) to this integral equation. Θ(x,t) will be an approximation to the solution of the governing differential equation and boundary conditions.
Governing Integral Equation
( )∞−−∂∂+=
∂∂ TThP
xTkAqA
tTCA 2
2
gen�
( ) 0TThn�i�xTk =−+⋅
∂∂
∞
Governing Differential Equation
Convection Boundary Condition

IntegrationIntegration
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
Governing Integral Equation
Nodes
Elements12
3i
j
12
k
( ) ( )dxxFdxxFelem
x
x
L
0
j
i
��� =
x

Element GeometryElement Geometry
12
3i
j
12
k
( ) ( )
( ) ( )dxξfdxxF
xxξ
dxxFdxxF
elem 0elem
x
x
i
elem
x
x
L
0
j
i
j
i
����
���
=
−=
=
�
x
i j
ξ
�
k

Interpolation FunctionsInterpolation Functions( ) ( ) ( )
( )
( )�
�
ξξN
ξ1ξN
θξNθξNξθ
j
i
jjii
=
��
���
� −=
+=
( )ξN
ξ
1.0
�
( )ξNi( )ξN j
( ) ( )
known. are points nodeat the θ of values theifξany at θ of valuethefind toused becan They
functions.ioninterpolat calledareξN and ξN ji

Thermal Conductivity IntegralThermal Conductivity Integral
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
��� ∂∂
∂∂=
∂∂
∂∂
elem 0
L
0
dξξθKA
ξθdx
xθKA
xθ �
dξξθ
ξθKAdξ
ξθKA
ξθ
00�� ∂
∂∂∂=
∂∂
∂∂ ��

Thermal Conductivity IntegralThermal Conductivity Integral(Continued)(Continued)
dξθθ11
1
1
θθKAdξξθ
ξθKA
j
i
0ji
0 ���
���
−��
��
�
��
��
�−=
∂∂
∂∂
����
��
�
�
( ) ( ) ( )
( )
( )�
�
ξξN
ξ1ξN
θξNθξNξθ
j
i
jjii
=
��
���
� −=
+=
���
���
−=
+−=∂∂
j
i
ji
θθ11
θ1θ1ξθ
��
��

Thermal Conductivity IntegralThermal Conductivity Integral(Continued)(Continued)
���
���
���
�
�
�
−
−=
���
���
���
�
�
�
−
−=
���
���
− �
�
�
�
�
�−
�
�
j
iji
j
i
022
22
ji
j
i
0ji
θθ
11
11
θθKA
θθ
11
11
θθKA
dξθθ11
1
1
θθKA
��
��
��
��
��
�
�
�
�

Convection IntegralConvection Integral
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
( ) ( )
��� �
� ��
∞
∞∞
−=
−=−
elem 0elem 0
elem 0
L
0
dξTθhPθdξθhP
dξTθθhPdxTθθhP
��
�
First Integral Second Integral

Convection IntegralConvection Integral(First Integral)(First Integral)
( ) ( ) ( )
( )
( )
( )���
���
−=
=
��
�
� −=
+=
j
i
j
i
jjii
θθξξ1ξθ
ξξN
ξ1ξN
θξNθξNξθ
��
�
�

Convection IntegralConvection Integral(First Integral)(First Integral)
dξθθ
ξξξ1
ξξ1ξ1θθhP
dξθθξξ-1ξ
ξ-1θθhPθdξθhP
j
i2
2
0ji
j
i
0ji
0
���
���
����
�
�
�
�
���
� �
���
� −
�
���
� − �
���
� −=
���
���
��
��
�
��
��
�
=
�
��
���
���
��
�
�
�
��

Convection IntegralConvection Integral(First Integral)(First Integral)
���
���
���
�
�
�
=�j
iji
0θθ
36
63θθhPθdξθhP��
���
Second Integral
��
��
�
��
��
�
= ∞∞�2
2θθhPTdξTθhP ji0
�
��

Heat Capacity IntegralHeat Capacity Integral
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
��
���
��
���
���
���
�
=∂∂
��j
i
elemji
L
0 θθ
36
63θθCAdxtθθCA
�
�
��
��

Internal Heat Generation IntegralInternal Heat Generation Integral
( )
( ) ( )( ) ( ) ( )( ) 0TLθhALθT0θhA0θ
dxTθθhPdxxθKA
xθdxAθqdx
tθθCA
L
0
L
0
L
0gen
L
0
=−−−+
−+∂∂
∂∂−⋅−
∂∂
∞∞
∞���� �
�����
��
�
��
��
�
=elems
jigenelems 0
gen
2
2θθAqdξAqθ�
�
��
�